Materiali e prodotti per uso strutturale: Acciaio
|
|
|
- Giorgiana Pisano
- 8 anni fa
- Visualizzazioni
Transcript

1 I controlli di accettazione dei materiali e componenti strutturali: calcestruzzo, acciaio, acciaio da carpenteria metallica MECI 2015 Lariofiere 11 aprile 2015 Materiali e prodotti per uso strutturale: Acciaio Matteo Colombo

 Stabilimento Centri di trasformazione Accettazione")
2 Prescrizioni comuni a tutti gli acciai Controlli obbligatori (NTC 2008: Cap. 11) Stabilimento Centri di trasformazione Accettazione
 Stabilimento Centri di")
3 Prescrizioni comuni a tutti gli acciai Controlli obbligatori (NTC 2008: Cap. 11) Stabilimento Centri di trasformazione Accettazione Da eseguire su lotto di produzione Lotto di produzione = si riferiscono a produzione continua, ordinata cronologicamente mediante apposizione di contrassegni al prodotto finito (rotolo finito, bobina di trefolo, fascio di barre, ecc.). Un lotto di produzione deve avere valori delle grandezze nominali omogenee (dimensionali, meccaniche, di formazione) e può essere compreso tra 30 e 120 tonnellate.
.")
4 Prescrizioni comuni a tutti gli acciai Controlli obbligatori (NTC 2008: Cap. 11) Stabilimento Centri di trasformazione Accettazione Da eseguire su Forniture Forniture = lotti formati da massimo 90 t, costituiti da prodotti aventi valori delle grandezze nominali omogenee.

5 Prescrizioni comuni a tutti gli acciai Controlli obbligatori (NTC 2008: Cap. 11) Stabilimento Centri di trasformazione Accettazione Da eseguire su Lotti di Spedizione Lotti di spedizione = lotti formati da massimo 30 t, spediti in un unica volta, costituiti da prodotti aventi valori delle grandezze nominali omogenee.

6 Controlli di stabilimento e procedure di qualificazione Tutti gli acciai devono essere prodotti con un sistema permanente di controllo interno della produzione in stabilimento che deve assicurare il mantenimento dello stesso livello di affidabilità nella conformità del prodotto finito, indipendentemente dal processo di produzione. Qualora non sia applicabile la marcatura CE, la conformità del controllo di produzione in stabilimento e del prodotto finito è effettuata attraverso la procedura di qualificazione presso il Servizio Tecnico Centrale (caso B) Acciaio per c.a normale e precompresso: CASO B qualif. Nazionale Acciaio per carpenterie metalliche: CASO A marcatura CE
 Acciaio per c.a normale e precompresso: CASO B qualif.")
7 Identificazione e rintracciabilità dei prodotti qualificati Ciascun prodotto qualificato deve costantemente essere riconoscibile per quanto concerne le caratteristiche qualitative e riconducibile allo stabilimento di produzione tramite marchiatura indelebile depositata presso il Servizio Tecnico Centrale, dalla quale risulti, in modo inequivocabile, il riferimento all Azienda produttrice, allo Stabilimento, al tipo di acciaio ed alla sua eventuale saldabilità. La marchiatura deve essere inalterabile nel tempo e senza possibilità di manomissione.

8 Identificazione e rintracciabilità dei prodotti qualificati Tutti i certificati relativi alle prove meccaniche degli acciai, sia in stabilimento che in cantiere o nel luogo di lavorazione, devono riportare l indicazione del marchio identificativo, rilevato a cura del laboratorio incaricato dei controlli, sui campioni da sottoporre a prove. Ove i campioni fossero sprovvisti di tale marchio, oppure il marchio non dovesse rientrare fra quelli depositati presso il Servizio Tecnico Centrale le certificazioni emesse dal laboratorio non possono assumere valenza ai sensi delle presenti Norme e di ciò ne deve essere fatta esplicita menzione sul certificato stesso. In tal caso il materiale non può essere utilizzato ed il Laboratorio incaricato è tenuto ad informare di ciò il Servizio Tecnico Centrale.

9 Centri di trasformazione I centri di trasformazione sono identificati, ai sensi delle presenti Norme, come luogo di lavorazione. I centri di trasformazione sono tenuti a dichiarare al Servizio Tecnico Centrale la loro attività. Ogni centro di trasformazione dovrà inoltre indicare un proprio logo o marchio che identifichi in modo inequivocabile il centro stesso. Il Servizio Tecnico Centrale attesta l avvenuta presentazione della dichiarazione di cui sopra. La dichiarazione sopra citata deve essere confermata annualmente al Servizio Tecnico Centrale.

10 Centri di trasformazione Attestato di denuncia dell attività di trasformazione

11 Centri di trasformazione Ogni fornitura in cantiere di elementi presaldati, presagomati o preassemblati deve essere accompagnata: a) da dichiarazione, su documento di trasporto, degli estremi dell attestato di avvenuta dichiarazione di attività, rilasciato dal Servizio Tecnico Centrale, recante il logo o il marchio del centro di trasformazione; b) dall attestazione inerente l esecuzione delle prove di controllo interno fatte eseguire dal Direttore Tecnico del centro di trasformazione, con l indicazione dei giorni nei quali la fornitura è stata lavorata. Qualora il DL lo richieda, all attestazione di cui sopra potrà seguire copia dei certificati relativi alle prove effettuate nei giorni in cui la lavorazione è stata effettuata. Il DL è tenuto a verificare quanto sopra indicato ed a rifiutare le eventuali forniture non conformi, ferme restando le responsabilità del centro di trasformazione.

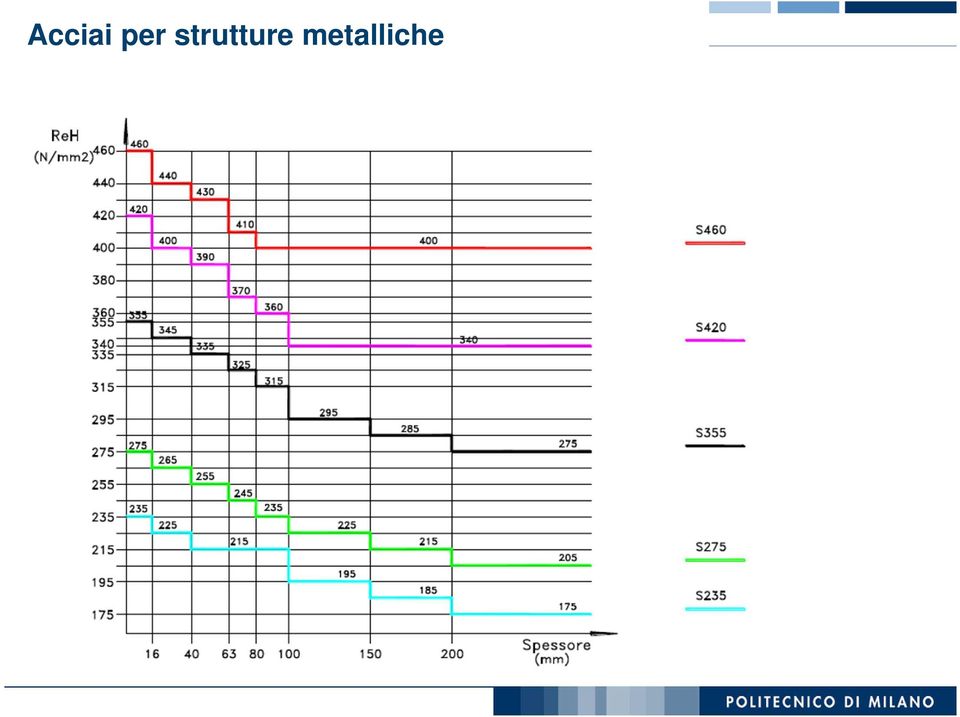
12 Acciai per strutture metalliche Per la realizzazione di strutture metalliche e di strutture composte si dovranno utilizzare acciai conformi alle norme armonizzate della serie UNI EN (per i laminati), UNI EN (per i tubi senza saldatura) e UNI EN (per i tubi saldati), recanti la Marcatura CE (CASO A) Per gli acciai di cui alle norme armonizzate UNI EN 10025, UNI EN ed UNI EN , in assenza di specifici studi statistici di documentata affidabilità, ed in favore di sicurezza, per i valori delle tensioni caratteristiche di snervamento f yk e di rottura f tk da utilizzare nei calcoli si assumono i valori nominali f y = R eh e f t = R m riportati nelle relative norme di prodotto.

13 Acciai per strutture metalliche Basso contenuto di carbonio Alto contenuto di carbonio / lavorazioni termiche RеH è il carico unitario di snervamento minimo dell acciaio. Rm è la resistenza a trazione (rottura). є u % è l allungamento a rottura dell acciaio. E è il modulo di elasticità (o modulo di Young) Energia di rottura KV o resilienza

14 Acciai per strutture metalliche fyk e ftk NON SONO VALORI CARATTERISTICI NTC 2008 EN

15 Acciai per strutture metalliche fyk e ftk NON SONO VALORI CARATTERISTICI NTC 2008 EN

16 Acciai per strutture metalliche
17

18 Altre proprietà per acciai strutturali

19 Designazione acciaio da carpenteria Prodotti laminati a caldo S 355 J R + (C) + M EN Acciai non legati
 + M EN 10025-2 Acciai")
20 Designazione acciaio da carpenteria Prodotti laminati a caldo S 355 J R + (C) + M EN Acciai non legati Gruppo di acciaio: S = acciaio da costruzione

21 Designazione acciaio da carpenteria Prodotti laminati a caldo S 355 J R + (C) + M EN Acciai non legati Valore minimo dello sforzo di snervamento [MPa] Gruppo di acciaio: S = acciaio da costruzione
22 Designazione acciaio da carpenteria Prodotti laminati a caldo S 355 J R + (C) + M EN Acciai non legati Indicazione relativa all energia di resilienza: J = resilienza minima 24J K = resilienza minima 40J Valore minimo dello sforzo di snervamento [MPa] Gruppo di acciaio: S = acciaio da costruzione
23 Designazione acciaio da carpenteria Prodotti laminati a caldo S 355 J R + (C) + M Indicazione relativa alla resilienza (temp. di prova) R = temp. di prova 20 C 0 = temp. di prova 0 C 2 = temp. di prova -20 C 4 = temp di prova -40 C Indicazione relativa all energia di resilienza: J = resilienza minima 24J K = resilienza minima 40J Valore minimo dello sforzo di snervamento [MPa] Gruppo di acciaio: S = acciaio da costruzione EN Acciai non legati
24 Designazione acciaio da carpenteria Prodotti laminati a caldo S 355 J R + (C) + M Simbolo relativo all impego strutturale Indicazione relativa alla resilienza (temp. di prova) R = temp. di prova 20 C 0 = temp. di prova 0 C 2 = temp. di prova -20 C 4 = temp di prova -40 C Indicazione relativa all energia di resilienza: J = resilienza minima 24J K = resilienza minima 40J Valore minimo dello sforzo di snervamento [MPa] Gruppo di acciaio: S = acciaio da costruzione EN Acciai non legati
25 Designazione acciaio da carpenteria Prodotti laminati a caldo S 355 J R + (C) + M Condizioni di fornitura: +AR = grezzo di laminazione (As Rolled) +N = laminazione Normalizzata +M = laminazione TermoMeccanica +Q = alto limite di snervamento bonificato +W = resist. Migliorata a corrosione Simbolo relativo all impiego strutturale Indicazione relativa alla resilienza (temp. di prova) R = temp. di prova 20 C 0 = temp. di prova 0 C 2 = temp. di prova -20 C 4 = temp di prova -40 C Indicazione relativa all energia di resilienza: J = resilienza minima 24J K = resilienza minima 40J Valore minimo dello sforzo di snervamento [MPa] Gruppo di acciaio: S = acciaio da costruzione EN Acciai non legati
26 Designazione acciaio da carpenteria Profili cavi da acciai non legati S 275 J R H Indicazione relativa all energia di resilienza: J = resilienza minima 24J K = resilienza minima 40J Valore minimo dello sforzo di snervamento [MPa] Gruppo di acciaio: S = acciaio da costruzione
27 Designazione acciaio da carpenteria Profili cavi da acciai non legati S 275 J R H Indicazione relativa alla resilienza (temp. di prova) R = temp. di prova 20 C 0 = temp. di prova 0 C 2 = temp. di prova -20 C Indicazione relativa all energia di resilienza: J = resilienza minima 24J K = resilienza minima 40J Valore minimo dello sforzo di snervamento [MPa] Gruppo di acciaio: S = acciaio da costruzione
28 Designazione acciaio da carpenteria Profili cavi da acciai non legati S 275 J R H Utilizzo per profili cavi Indicazione relativa alla resilienza (temp. di prova) R = temp. di prova 20 C 0 = temp. di prova 0 C 2 = temp. di prova -20 C Indicazione relativa all energia di resilienza: J = resilienza minima 24J K = resilienza minima 40J Valore minimo dello sforzo di snervamento [MPa] Gruppo di acciaio: S = acciaio da costruzione
29 Designazione acciaio da carpenteria Profili cavi da acciai a grano fine S 460 N L H Indica lo stato di partenza del materiale Valore minimo dello sforzo di snervamento [MPa] Gruppo di acciaio: S = acciaio da costruzione
30 Designazione acciaio da carpenteria Profili cavi da acciai a grano fine S 460 N L H Indicazione relativa alla resilienza (temp. di prova) L = temp. di prova -50 C Indica lo stato di partenza del materiale Valore minimo dello sforzo di snervamento [MPa] Gruppo di acciaio: S = acciaio da costruzione
31 Designazione acciaio da carpenteria Profili cavi da acciai a grano fine S 460 N L H Utilizzo per profili cavi Indicazione relativa alla resilienza (temp. di prova) L = temp. di prova -50 C Indica lo stato di partenza del materiale Valore minimo dello sforzo di snervamento [MPa] Gruppo di acciaio: S = acciaio da costruzione
32 Specifiche per acciaio da carpenteria in zona sismica Per le zone dissipative si applicano le seguenti regole addizionali: - per gli acciai da carpenteria il rapporto fra i valori caratteristici della tensione di rottura f tk (nominale) e la tensione di snervamento f yk (nominale) deve essere maggiore di 1,20 e l allungamento a rottura A5, misurato su provino standard, deve essere non inferiore al 20%; - la tensione di snervamento massima f y,max deve risultare f y,max 1,2 f yk ; - i collegamenti bullonati devono essere realizzati con bulloni ad alta resistenza di classe 8.8 o 10.9.
33 Centri di trasformazione per acciaio da carpenteria Si definiscono Centri di trasformazione, nell ambito degli acciai per carpenteria metallica, i centri di produzione di lamiere grecate e profilati formati a freddo, i centri di prelavorazione di componenti strutturali, le officine di produzione di carpenterie metalliche, le officine di produzione di elementi strutturali di serie e le officine per la produzione di bulloni e chiodi.
34 Documenti necessari Fornitura in cantiere, dall acciaieria di carpenteria metallica. (Prodotti marcati CE) DDT (destinatario, data di spedizione, tipologia del prodotto, classe dell acciaio e colata) Certificato di Controllo Mod. 3.1 (riportante i dati di marcatura, le colate spedite con caratteristiche chimiche e meccaniche sui prelievi interni) Su richiesta: Dichiarazione di conformità alla direttiva prodotti da costruzione (timbrata in originale, con data di spedizione e destinatario ) Certificato del sistema di controllo di produzione
35 Certificato di controllo 3.1 EN Documento emesso dal fabbricante in cui questi dichiara che i prodotti forniti sono conformi ai requisiti dell'ordine e nel quale fornisce risultati di prova. L'unità di prova e le prove da eseguire sono definite dalla specifica di prodotto, dal regolamento ufficiale e dalle regole corrispondenti e/o dall'ordine. Il documento è validato dal rappresentante del fabbricante autorizzato per il controllo, indipendente dal reparto di fabbricazione. Deve essere possibile per il fabbricante trasferire sul certificato di controllo 3.1 risultati di prova pertinenti ottenuti dal controllo specifico sui prodotti primari o in entrata che utilizza, a condizione che il fabbricante applichi procedure di rintracciabilità e possa fornire i documenti di controllo corrispondenti richiesti.
36 Documenti necessari Fornitura in cantiere, dal centro di trasformazione di carpenteria metallica. DDT riportante gli estremi dell attestato rilasciato dal STC. (viene fornita, in genere, anche la copia dell attestato di qualificazione rilasciato dal STC) Dichiarazione di aver eseguito le prove interne con l indicazione dei giorni in cui è stata effettuata la lavorazione dell acciaio fornito. Generalmente per la rintracciabilità, vengono forniti anche i certificati dell acciaieria. ( non sono obbligatori) Il collaudatore deve riportare nel collaudo anche gli estremi del Centro di Trasformazione.
37 Documenti necessari Fornitura in cantiere, dal commerciante DDT (con data di spedizione, tipo di acciaio, colate e destinatario) Copia dei documenti forniti dai produttori di acciaio completati con il riferimento al DDT Il D.L. è tenuto a verificare ed a rifiutare le forniture non conformi
38 Acciai da carpenteria Controlli obbligatori (NTC 2008: Cap. 11) Stabilimento Centri di trasformazione Accettazione I controlli in cantiere, demandati al Direttore dei Lavori, sono obbligatori e devono essere eseguiti secondo le medesime indicazioni di cui al recedente , effettuando un prelievo di almeno 3 saggi per ogni lotto di spedizione, di massimo 30 t.
39 Acciai da carpenteria Controlli obbligatori (NTC 2008: Cap. 11) Stabilimento Centri Prova di di trazione su Accettazione campione trasformazione estratto per determinazione di: f I controlli in cantiere, demandati al pt :tensione di rottura Direttore dei Lavori, sono obbligatori e f devono essere eseguiti secondo le py : tensione di snervamento medesime indicazioni di cui al recedente , effettuando f p(1) un : tensione prelievo all 1% di almeno di def. 3 saggi totaleper ogni lotto di spedizione, di massimo 30 f p(0.1) t. : limite elastico allo 0.1%
40 Acciai da carpenteria Controlli obbligatori (NTC 2008: Cap. 11) Stabilimento Centri di trasformazione Accettazione Qualora la fornitura, di elementi lavorati, provenga da un Centro di trasformazione, il Direttore dei Lavori, dopo essersi accertato preliminarmente che il suddetto Centro di trasformazione sia in possesso di tutti i requisiti previsti al , può recarsi presso il medesimo Centro di trasformazione ed effettuare in stabilimento tutti i controlli di cui sopra.
41 Estrazione campioni in accordo a EN ISO 377
42 PROCESSI DI SALDATURA La saldatura degli acciai dovrà avvenire con uno dei procedimenti all arco elettrico codificati secondo la norma UNI EN ISO 4063:2001. E ammesso l uso di procedimenti diversi purchè sostenuti da adeguata documentazione teorica e sperimentale. Tutti i procedimenti di saldatura dovranno essere qualificati secondo la norma UNI EN ISO :2005 Il costruttore deve essere certificato secondo la norma EN ISO Requisiti di qualità per la saldatura per fusione dei materiali metallici Qualificazione dei saldatori: EN 287-1:2004 UNI EN 1418:1999
43 PROCESSI DI SALDATURA Sono richieste caratteristiche di duttilità, snervamento, resistenza e tenacità in zona fusa e in zona termica alterata non inferiori a quelle del materiale base. Le saldature saranno sottoposte a controlli non distruttivi finali per accertare la corrispondenza ai livelli di qualità stabiliti dal progettista sulla base delle norme applicate per la progettazione.
44 PROCESSI DI SALDATURA L entità e il tipo di tali controlli, distruttivi e non distruttivi, in aggiunta a quello visivo al 100%, saranno definiti dal Collaudatore e dal Direttore Lavori per i cordoni ad angolo o giunti a parziale penetrazione si useranno metodi di superficie (ad es. liquidi penetranti o polveri magnetiche), per i giunti a piena penetrazione, oltre a quanto sopra previsto, si useranno metodi volumetrici e cioè raggi X o gamma o ultrasuoni per i giunti testa a testa e solo ultrasuoni per i giunti a T a piena penetrazione.
45 PROCESSI DI SALDATURA Per le modalità di esecuzione dei controlli ed i livelli di accettabilità si potrà fare utile riferimento alle prescrizioni delle norme EN 5817 ed EN 12062
46 LIVELLI DI QUALITA PER LE IMPERFEZIONI EN ISO 5817: Saldatura Giunti saldati per fusione in acciaio, nickel, titanio e loro leghe (escluso il fascio elettronico) Livelli di qualità per le imperfezioni Tali norme sono Riferimenti per la stesura di codici di applicazione Si applicano alle saldature con spessori maggiori di 0.5 mm Si applica a giunti saldati per fusione Vengono forniti tre livelli di qualità delle imperfezioni delle saldature Non rappresentano norme di accettabilità in quanto non si tiene conto dell applicazione cui il manufatto è destinato
47 LIVELLI DI QUALITA PER LE IMPERFEZIONI: EN ISO 5817
48 LIVELLI DI QUALITA PER LE IMPERFEZIONI: EN ISO 5817
49 LIVELLI DI QUALITA PER LE IMPERFEZIONI: EN ISO 5817
50 LIVELLI DI QUALITA PER LE IMPERFEZIONI: EN ISO 5817
51 LIVELLI DI QUALITA PER LE IMPERFEZIONI EN 12062: Regole generali per l applicazione dei controlli non distruttivi alle saldature Fornisce una guida per la redazione della documentazione (Procedure, piano di controllo, resoconto finale) Consiglia quali metodi sono applicabili sulla base del materiale e dello spessore e del tipo di giunto (testa a testa - a T) Fornisce una correlazione tra criteri di accettabilità (indicate dalle norme di metodo) e UNI EN ISO 5817
52 LIVELLI DI QUALITA PER LE IMPERFEZIONI EN 12062: Regole generali per l applicazione dei controlli non distruttivi alle saldature Imperfezioni superficiali
53 LIVELLI DI QUALITA PER LE IMPERFEZIONI EN 12062: Regole generali per l applicazione dei controlli non distruttivi alle saldature Imperfezioni interne
54 METODI PER RICERCA IMPERFEZIONI VT : ispezione visiva
55 METODI PER RICERCA IMPERFEZIONI PT : liquidi penetranti Difetti superficiali
56 METODI PER RICERCA IMPERFEZIONI PT : liquidi penetranti
57 METODI PER RICERCA IMPERFEZIONI PT : liquidi penetranti Limitazioni: Non rileva discontinuità sotto pelle o chiuse in superficie, così come non rileva corrosioni e difetti troppo aperti; Non è normalmente applicabile all esame di superfici troppo rugose o porose, la sensibilità del metodo è infatti condizionata dal grado di finitura superficiale; Si presta all automazione solo per quanto riguarda la parte esecutiva, mentre l interpretazione dei risultati deve essere fatta dal personale; L esame è di solito limitato a zone facilmente accessibili; Si registrano elevati costi della depurazione degli ambienti dove vengono effettuati i test.
58 METODI PER RICERCA IMPERFEZIONI MT : particelle magnetiche La tecnica di controllo è molto sensibile, semplice ed economica e può rilevare difetti anche su pezzi ricoperti da sottili strati protettivi (ad esempio vernici), seppur con lieve riduzione di sensibilità.
59 METODI PER RICERCA IMPERFEZIONI MT : particelle magnetiche Limitazioni: Applicabilità ai soli materiali ferromagnetici; Scarsa sensibilità per i difetti rotondeggianti; E possibile introdurre processi di automazione solo per la parte esecutiva; L interpretazione dei risultati presenta sempre un certo margine di soggettività; L esame è normalmente limitato a zone facilmente accessibili; Smagnetizzare fino a valori residui molto bassi può essere difficoltoso.
60 METODI PER RICERCA IMPERFEZIONI RT : radiografie Nelle tecniche radiografiche una superficie è interessata da un flusso di energia mediante radiazioni di natura elettromagnetica, più comunemente usata quella proveniente da un tubo a raggi X. Parte dell energia è assorbita dai constituenti nel materiale al suo passaggio attraverso lo spessore della parte. L energia trasmessa va ad impressionare una lastra fotografica posta direttamente al di sotto della superficie opposta. I difetti producono una variazione dell energia trasmessa che fornisce immagini di ombra sulla pellicola.
61 METODI PER RICERCA IMPERFEZIONI RT : radiografie Limitazioni: Se le discontinuità sono localizzate in strutture o componenti non accessibili, potrebbe essere difficile poter posizionare correttamente la sorgente di raggi X; I difetti bidimensionali come le cricche possono non essere rilevati se il loro orientamento rispetto all asse del cono radiante è inclinato. Non possono essere esaminati componenti di grandi dimensioni, a causa delle limitate dimensioni delle pellicole radiografiche. Il massimo spessore di acciaio esaminabile con radiografia è dell ordine di mm, (ottenuto impiegando acceleratori lineari ad alta energia). L utilizzazione di questo metodo richiede il rispetto delle leggi di radioprotezione con conseguente aumento dei costi.
62 METODI PER RICERCA IMPERFEZIONI UT : Ultrasuoni
63 METODI PER RICERCA IMPERFEZIONI UT : Ultrasuoni Questo metodo di controllo utilizza onde sonore (energia acustica) ad alta frequenza, ovvero superiore alla soglia dell udibile: tra 0.5 e 25 MHz. Le onde sonore vengono introdotte nel materiale da esaminare, allo scopo di evidenziare difetti interni e subsuperficiali. Nell applicazione più consueta viene emesso un impulso ultrasonoro che, propagandosi nel particolare da controllare, viene in parte riflesso dalle eventuali discontinuità presenti, in parte assorbito, in parte attraversa In questa maniera l impulso viene quindi rilevato e convertito in segnale elettrico tale da essere rappresentato sullo schermo di un oscilloscopio.
64 METODI PER RICERCA IMPERFEZIONI UT : Ultrasuoni Limitazioni: Difficoltà nel controllo di pezzi a geometria complessa; Difficoltà nel controllare i materiali ad alta attenuazione acustica (legno, calcestruzzo e materiali ferrosi e non ferrosi a grano grosso) o ad alta temperatura; Sensibilità d esame condizionata dallo stato superficiale del pezzo; Relativa difficoltà nell interpretazione dei segnali che richiede una prolungata esperienza del personale.
65 ALCUNE DELLE PRINCIPALI NORME RIPORTATE NEL DM 14/01/2008 UNI EN ISO :2008 (QUALIFICA PROCEDURA) Specificazione e qualificazione delle procedure di saldatura per materiali metallici Prove di qualificazione della procedura di saldatura - Parte 1: Saldatura ad arco e a gas degli acciai e saldatura ad arco del nichel e leghe di nichel UNI EN 287-1:2007 (PATENTINI) Prove di qualificazione dei saldatori - Saldatura per fusione - Parte 1: Acciai UNI EN ISO 5817:2008 (LIVELLI DI QUALITA ) Saldatura - Giunti saldati per fusione di acciaio, nichel, titanio e loro leghe (esclusa la saldatura a fascio di energia) - Livelli di qualità delle imperfezioni UNI EN ISO 3834:2006 (QUALITA NELLA SALDATURA) Requisiti di qualità per la saldatura per fusione dei materiali metallici - Parti da 1 a 5
66 ALTRE NORME UNI EN 1011:2005 (SALDATURA) Saldatura - Raccomandazioni per la saldatura di materiali metallici - Parti da 1 a 3 ; UNI EN :2005 (LEMBI) Saldatura e procedimenti connessi - Raccomandazioni per la preparazione dei giunti - Parte 1: Saldatura manuale adarco con elettrodi rivestiti, saldatura ad arco con elettrodo fusibile sotto protezione di gas, saldatura a gas, saldatura TIG e saldatura mediante fascio degli acciai ; UNI EN 473:2008 (QUALIFICA PERSONALE) Prove non distruttive - Qualificazione e certificazione del personale addetto alle prove non distruttive. Principi generali.
67 ALTRE NORME UNI EN 14731:2007 (COORDINATORE DELLA SALDATURA) Coordinatore delle attività di saldatura Compiti e responsabilità. Senza dimenticare la norma alfabeto: UNI EN (DISEGNI) Giunti saldati e brasati. Rappresentazione simbolica delle saldature sui disegni.
68 REQUISITI TECNICO CONTRATTUALI I requisiti tecnico contrattuali possono essere definiti quasi interamente all interno del disegno. In ogni modo questi requisiti riguardano principalmente:* Normative di riferimento utilizzate; Procedure di saldatura, di controlli non distruttivi e di eventuali trattamenti termici da utilizzare; Tipo di materiale da utilizzare; Procedimento di saldatura da utilizzare e qualifiche dello stesso; Preparazione dei lembi da saldare; Livello di qualità richiesto; Modalità di trattamento delle non conformità. (*) Attenzione praticamente tutti i requisiti sono resi obbligatori dall applicazione del DM 14/01/2008
69 Punti fondamentali relativi a strattura saldata: 1. Il progettista deve definire le specifiche necessarie per la saldatura; 2. I materiali costituenti la saldatura devono essere qualificati; 3. La procedura di saldatura deve esistere ed essere qualificata; 4. Il personale che salda deve essere qualificato (patentato); 5. Al termine delle saldatura, prima del montaggio devono essere portati a termine dei controlli (collaudi) sui particolari saldati. Solo in questo modo si è sicuri di avere una struttura sicura
70 Check list controllo carpenterie metalliche 1) DDT n... del. Fornitore.. 2) I materiali arrivati sono dotati di Marcatura CE Materiali base Bulloneria 3) Sono presenti i Certificati 3.1 del materiale di base? 4) Sul DDT sono riportati gli estremi dell Attestato denuncia attività dell officina?
71 Check list controllo carpenterie metalliche 5) E stato consegnato un dossier sulle saldature contenente almeno i seguenti documenti? Procedure di saldatura qualificate Patentini dei saldatori/operatori di saldatura Elenco saldatrici/macchine per saldatura Copia certificazione EN ISO 3834 Certificazioni CE del materiale di apporto Qualifica degli operatori addetti alle prove non distruttive Risultati delle prove non distruttive
72 Grazie per l attenzione!
SOMMARIO 1. CALCESTRUZZO... 2 2. ACCIAIO DA C.A. (DEL TIPO B450C)... 3 3. ACCIAIO PER CARPENTERIA METALLICA... 4 MANDANTE:
... 3 3. ACCIAIO PER CARPENTERIA METALLICA... 4 MANDANTE:") SOMMARIO 1. CALCESTRUZZO... 2 2. ACCIAIO DA C.A. (DEL TIPO B450C)... 3 3. ACCIAIO PER CARPENTERIA METALLICA... 4 1 1. Calcestruzzo Classe di esposizione: XC1 (elevazione) XC2 (fondazione) Classe di consistenza:
SOMMARIO 1. CALCESTRUZZO... 2 2. ACCIAIO DA C.A. (DEL TIPO B450C)... 3 3. ACCIAIO PER CARPENTERIA METALLICA... 4 1 1. Calcestruzzo Classe di esposizione: XC1 (elevazione) XC2 (fondazione) Classe di consistenza:
Centri di Trasformazione: requisiti secondo il D.M. 14 gennaio 2008
 75 Convegno ATE - ASSOCIAZIONE TECNOLOGI PER L EDILIZIA: Le Saldature in Cantiere Centri di Trasformazione: requisiti secondo il D.M. 14 gennaio 2008 Materiale a cura di: P.I. BENEDETTO SCOTTI (AREA CONSULTING
75 Convegno ATE - ASSOCIAZIONE TECNOLOGI PER L EDILIZIA: Le Saldature in Cantiere Centri di Trasformazione: requisiti secondo il D.M. 14 gennaio 2008 Materiale a cura di: P.I. BENEDETTO SCOTTI (AREA CONSULTING
CENTRO DI TRASFORMAZIONE
 DEFINIZIONE (NTC 11.3.1.7): Un impianto esterno alla fabbrica... che riceve dal produttore di acciaio elementi base... e confeziona elementi strutturali direttamente impiegabili in cantiere I centri di
DEFINIZIONE (NTC 11.3.1.7): Un impianto esterno alla fabbrica... che riceve dal produttore di acciaio elementi base... e confeziona elementi strutturali direttamente impiegabili in cantiere I centri di
, ' *-- ' " $!,"""&& # " $%
 ! "#$ %"&"" $$' " (#! %")" * +'#!", ' *-- ' " $!,"""&& # " $% &' ())* %")" + +' # ++,! " %"" '+'$ " $( ++ %"&"" ' " '! $- &(.)'.())/ &/0 # $ %. " (' ' 1 + $ *2.&)/.33./ 0' 12' 3, & 4 5 3./.22, 4) 5 " &
! "#$ %"&"" $$' " (#! %")" * +'#!", ' *-- ' " $!,"""&& # " $% &' ())* %")" + +' # ++,! " %"" '+'$ " $( ++ %"&"" ' " '! $- &(.)'.())/ &/0 # $ %. " (' ' 1 + $ *2.&)/.33./ 0' 12' 3, & 4 5 3./.22, 4) 5 " &
Sistema di gestione. Criteri di acquisto e di controllo dell acciaio per opere. in carpenteria metallica pagina 1 di 7
 in carpenteria metallica pagina 1 di 7 0 2014-07-07 Aggiornamenti secondo Reg. Eu. 305-2011 Servizio QSA Luca Bosi REV DATA DESCRIZIONE DELLE MODIFICHE PREPARATO VERIFICATO E APPROVATO 1.0 SCOPO Si stabiliscono
in carpenteria metallica pagina 1 di 7 0 2014-07-07 Aggiornamenti secondo Reg. Eu. 305-2011 Servizio QSA Luca Bosi REV DATA DESCRIZIONE DELLE MODIFICHE PREPARATO VERIFICATO E APPROVATO 1.0 SCOPO Si stabiliscono
Requisiti di qualità della saldatura per fusione dei materiali metallici. Principali ambiti di intervento Attività di consulenza e formazione
 Requisiti di qualità della saldatura per fusione dei materiali metallici Principali ambiti di intervento Attività di consulenza e formazione SICUREZZA SUL LAVORO Valutazione rischi - D.Lgs. 81/08 Formazione
Requisiti di qualità della saldatura per fusione dei materiali metallici Principali ambiti di intervento Attività di consulenza e formazione SICUREZZA SUL LAVORO Valutazione rischi - D.Lgs. 81/08 Formazione
Agrigento, 18 giugno 2014. Geom. Raffaello Dellamotta Tel. 0541-322.234 r.dellamotta@giordano.it
 . Come identificarlo, certificarlo e controllarlo attraverso le NTC ed il nuovo CPR 305/2011 Specificazione e qualificazione delle procedure di saldatura per materiali metallici come richiesto dalla EN
. Come identificarlo, certificarlo e controllarlo attraverso le NTC ed il nuovo CPR 305/2011 Specificazione e qualificazione delle procedure di saldatura per materiali metallici come richiesto dalla EN
SCHEMA 0 STORIA. Schema certificativo CP004 0.1 DOCUMENTI ESTERNI DI RIFERIMENTO
 SCHEMA per la certificazione del controllo della produzione in fabbrica ai fini della marcatura CE dei profilati cavi di acciai non legati e a grano fine per impieghi strutturali di cui alle norme UNI
SCHEMA per la certificazione del controllo della produzione in fabbrica ai fini della marcatura CE dei profilati cavi di acciai non legati e a grano fine per impieghi strutturali di cui alle norme UNI
Il contesto legislativo nazionale ed europeo: traguardi acquisiti e criticità del sistema a quattro anni dal DM 14 Gennaio 2008
 Associazione Costruttori Acciaio Italiani Il contesto legislativo nazionale ed europeo: traguardi acquisiti e criticità del sistema a quattro anni dal DM 14 Gennaio 2008 8 Ottobre 2013, Milano Marco Perazzi
Associazione Costruttori Acciaio Italiani Il contesto legislativo nazionale ed europeo: traguardi acquisiti e criticità del sistema a quattro anni dal DM 14 Gennaio 2008 8 Ottobre 2013, Milano Marco Perazzi
ACCIAI PER STRUTTURE METALLICHE E STRUTTURE COMPOSTE
 ACCIAI PER STRUTTURE METALLICHE E STRUTTURE COMPOSTE Documentazione di conformità secondo le nuove Norme Tecniche delle Costruzioni (DM 14 Gennaio 2008) Ing. Lorenzo Di Gregorio PRESIDER Srl Bastia Umbra,
ACCIAI PER STRUTTURE METALLICHE E STRUTTURE COMPOSTE Documentazione di conformità secondo le nuove Norme Tecniche delle Costruzioni (DM 14 Gennaio 2008) Ing. Lorenzo Di Gregorio PRESIDER Srl Bastia Umbra,
La messa in opera delle strutture metalliche: dall accettazione delle opere in cantiere al montaggio delle strutture. Ing. Igor SOLUSTRI ICIC SPA
 REGOLAMENTO (UE) N.305/11 E NORME DEL GRUPPO EN1090 LA MARCATURA CE DELLE STRUTTURE METALLICHE ALLA LUCE DELLE NORME TECNICHE PER LE COSTRUZIONI FIRENZE, 30/10/2014 La messa in opera delle strutture metalliche:
REGOLAMENTO (UE) N.305/11 E NORME DEL GRUPPO EN1090 LA MARCATURA CE DELLE STRUTTURE METALLICHE ALLA LUCE DELLE NORME TECNICHE PER LE COSTRUZIONI FIRENZE, 30/10/2014 La messa in opera delle strutture metalliche:
SCHEMA 0 STORIA. Schema certificativo CP003 0.1 DOCUMENTI ESTERNI DI RIFERIMENTO
 SCHEMA per la certificazione del controllo della produzione in fabbrica ai fini della marcatura CE dei prodotti laminati a caldo di acciai per impieghi strutturali di cui alla norma UNI EN 10025-1, edizione
SCHEMA per la certificazione del controllo della produzione in fabbrica ai fini della marcatura CE dei prodotti laminati a caldo di acciai per impieghi strutturali di cui alla norma UNI EN 10025-1, edizione
PRODOTTI SIDERURGICI www.promozioneacciaio.it II-NORMATIVE. 1: Condizioni tecniche generali di fornitura
 II-NORMATIVE 3-Normative (UNI EN) di prodotti in acciaio a)prodotti Piani e Lunghi Normativa UNI EN 125 : Prodotti laminati a caldo di acciai per impieghi strutturali Normativa divisa in sei (6) parti
II-NORMATIVE 3-Normative (UNI EN) di prodotti in acciaio a)prodotti Piani e Lunghi Normativa UNI EN 125 : Prodotti laminati a caldo di acciai per impieghi strutturali Normativa divisa in sei (6) parti
I CENTRI DI TRASFORMAZIONE: UN NUOVO CONCETTO DI FORNITORE DI ACCIAIO PER C.A. RELAZIONE NELL AMBITO DEL CONVEGNO DI STUDI
 I CENTRI DI TRASFORMAZIONE: UN NUOVO CONCETTO DI FORNITORE DI ACCIAIO PER C.A. RELAZIONE NELL AMBITO DEL CONVEGNO DI STUDI I centri di trasformazione: un nuovo concetto di fornitore di acciaio per c.a.
I CENTRI DI TRASFORMAZIONE: UN NUOVO CONCETTO DI FORNITORE DI ACCIAIO PER C.A. RELAZIONE NELL AMBITO DEL CONVEGNO DI STUDI I centri di trasformazione: un nuovo concetto di fornitore di acciaio per c.a.
Lezione. Progetto di Strutture
 Lezione Progetto di Strutture 1 Acciaio 2 Acciaio Controlli Tre forme di controllo sono obbligatorie : IN STABILIMENTO DI PRODUZIONE.. da eseguirsi sui lotti di produzione NEI CENTRI DI TRASFORMAZIONE
Lezione Progetto di Strutture 1 Acciaio 2 Acciaio Controlli Tre forme di controllo sono obbligatorie : IN STABILIMENTO DI PRODUZIONE.. da eseguirsi sui lotti di produzione NEI CENTRI DI TRASFORMAZIONE
STRUTTURE METALLICHE IN ACCIAIO
 STRUTTURE METALLICHE IN ACCIAIO La marcatura CE UNI EN 1090-1. Il primo passo è il conseguimento dell Attestato di Denuncia Attività da parte del Consiglio Superiore dei Lavori Pubblici e l iscrizione
STRUTTURE METALLICHE IN ACCIAIO La marcatura CE UNI EN 1090-1. Il primo passo è il conseguimento dell Attestato di Denuncia Attività da parte del Consiglio Superiore dei Lavori Pubblici e l iscrizione
REQUISITI PROCESSO DI SALDATURA di cui al par. 11.3.4.5 delle NTC2008
 Requisito Travi PREM 2015 di cui al par. 11.3.4.5 delle NTC2008 Procedimento all arco elettrico (ammessi procedimenti diversi previa adeguata doc. tecnica e sperimentale) Qualifica (certificati) saldatori
Requisito Travi PREM 2015 di cui al par. 11.3.4.5 delle NTC2008 Procedimento all arco elettrico (ammessi procedimenti diversi previa adeguata doc. tecnica e sperimentale) Qualifica (certificati) saldatori
Come cambiano gli obblighi per le strutture metalliche a partire dal 1 luglio 2014
 Regolamento (UE) n.305/11 e norme del gruppo EN1090 La Marcatura CE delle strutture metalliche alla luce delle Norme tecniche per le Costruzioni Firenze, 30/10/2014 Come cambiano gli obblighi per le strutture
Regolamento (UE) n.305/11 e norme del gruppo EN1090 La Marcatura CE delle strutture metalliche alla luce delle Norme tecniche per le Costruzioni Firenze, 30/10/2014 Come cambiano gli obblighi per le strutture
SCHEMA 0 STORIA. Schema certificativo SC001 0.1 DOCUMENTI ESTERNI DI RIFERIMENTO. 0.2 Documenti IGQ di riferimento. Edizione 2 06/10/10
 SCHEMA per la certificazione dei tubi di acciaio per il convogliamento di acqua e di altri liquidi acquosi, di cui alla norma UNI EN 10224 - Ed. Marzo 2006 Il presente documento è stato approvato dalla
SCHEMA per la certificazione dei tubi di acciaio per il convogliamento di acqua e di altri liquidi acquosi, di cui alla norma UNI EN 10224 - Ed. Marzo 2006 Il presente documento è stato approvato dalla
FASCICOLO TECNICO IMPIANTI DI SOLLEVAMENTO FAMIGLIA M GRU A BANDIERA A ROTAZIONE ELETTRICA COMPLETA
 FASCICOLO TECNICO IMPIANTI DI SOLLEVAMENTO FAMIGLIA M GRU A BANDIERA A ROTAZIONE ELETTRICA COMPLETA Data emissione Rev Note 10/10/2003 0 Prima stesura 02/03/2007 1 Aggiornamenti alle modifiche introdotte
FASCICOLO TECNICO IMPIANTI DI SOLLEVAMENTO FAMIGLIA M GRU A BANDIERA A ROTAZIONE ELETTRICA COMPLETA Data emissione Rev Note 10/10/2003 0 Prima stesura 02/03/2007 1 Aggiornamenti alle modifiche introdotte
REQUISITI QUALITA Conformi alla norma ISO 3834-2
 REQUISITI QUALITA Conformi alla norma ISO 3834-2 Coordinatore di Saldartura Responsabile coordinamento attività di Saldatura (CS) Welding Engineer Compiti e responsabilità secondo ISO 473 PROCEDIMENTI
REQUISITI QUALITA Conformi alla norma ISO 3834-2 Coordinatore di Saldartura Responsabile coordinamento attività di Saldatura (CS) Welding Engineer Compiti e responsabilità secondo ISO 473 PROCEDIMENTI
SCHEMA. Mandato CEN M/120 Prodotti metallici per impieghi strutturali e loro accessori.
 SCHEMA per la certificazione del controllo di produzione in fabbrica ai fini della marcatura CE dei prodotti di alluminio e di leghe di alluminio cui alla norma UNI EN 15088:2006 0 STORIA Edizione 0 08/06/2012
SCHEMA per la certificazione del controllo di produzione in fabbrica ai fini della marcatura CE dei prodotti di alluminio e di leghe di alluminio cui alla norma UNI EN 15088:2006 0 STORIA Edizione 0 08/06/2012
I materiali. I materiali. Introduzione al corso. Tecnologia di produzione I materiali La misura della durezza. Le prove meccaniche distruttive
 I materiali I materiali Introduzione al corso Tecnologia di produzione I materiali La misura della durezza Le prove meccaniche distruttive La meccanica dei materiali 2 2006 Politecnico di Torino 1 Obiettivi
I materiali I materiali Introduzione al corso Tecnologia di produzione I materiali La misura della durezza Le prove meccaniche distruttive La meccanica dei materiali 2 2006 Politecnico di Torino 1 Obiettivi
- attraverso la qualificazione del Servizio Tecnico Centrale, con la procedura indicata nelle NTC stesse.
 C11.3 ACCIAIO C11.3.1 PRESCRIZIONI COMUNI A TUTTE LE TIPOLOGIE DI ACCIAIO C11.3.1.1 Controlli Le NTC prevedono che il controllo sugli acciai da costruzione sia obbligatorio e si effettui, con modalità
C11.3 ACCIAIO C11.3.1 PRESCRIZIONI COMUNI A TUTTE LE TIPOLOGIE DI ACCIAIO C11.3.1.1 Controlli Le NTC prevedono che il controllo sugli acciai da costruzione sia obbligatorio e si effettui, con modalità
I CENTRI DI TRASFORMAZIONE DELL ACCIAIO. I nuovi soggetti nel settore delle costruzioni.
 I CENTRI DI TRASFORMAZIONE DELL ACCIAIO. I nuovi soggetti nel settore delle costruzioni. Raffaello Dellamotta Direzione Tecnica IG r.dellamotta@giordano.it Premessa. Probabilmente sono ancora pochi coloro
I CENTRI DI TRASFORMAZIONE DELL ACCIAIO. I nuovi soggetti nel settore delle costruzioni. Raffaello Dellamotta Direzione Tecnica IG r.dellamotta@giordano.it Premessa. Probabilmente sono ancora pochi coloro
Trieste 28 Febbraio 2011
 CERTIFICAZIONE DEL SISTEMA DI GESTIONE ISO 3834: 2009 Requisiti di qualità della saldatura per fusione dei materiali metallici Trieste 28 Febbraio 2011 Roberto Silvestrin I patentini per la saldatura I
CERTIFICAZIONE DEL SISTEMA DI GESTIONE ISO 3834: 2009 Requisiti di qualità della saldatura per fusione dei materiali metallici Trieste 28 Febbraio 2011 Roberto Silvestrin I patentini per la saldatura I
Rappresentazione delle saldature
 TIPI DI GIUNTI SALDATI (UNI 1307-2a parte) Si definisce giunto saldato la zona in cui avviene il collegamento dei pezzi mediante saldatura. Le superfici minori dei pezzi, vicine e interessate alla saldatura,
TIPI DI GIUNTI SALDATI (UNI 1307-2a parte) Si definisce giunto saldato la zona in cui avviene il collegamento dei pezzi mediante saldatura. Le superfici minori dei pezzi, vicine e interessate alla saldatura,
Professionisti nella consulenza, formazione e certificazione in saldatura
 Professionisti nella consulenza, formazione e certificazione in saldatura Masterweld Nata agli inizi del 2010, dall unione di due professionisti, Masterweld ha come obiettivo principale quello di fronteggiare
Professionisti nella consulenza, formazione e certificazione in saldatura Masterweld Nata agli inizi del 2010, dall unione di due professionisti, Masterweld ha come obiettivo principale quello di fronteggiare
Paolo Riva INTRODUZIONE
 Paolo Riva Università di Bergamo QUALIFICAZIONE DI MATERIALI E PRODOTTI PER USO STRUTTURALE SECONDO DM 14.01.2008 Laboratorio Prove Materiali Dipartimento di Progettazione e Tecnologie Facoltà di Ingegneria
Paolo Riva Università di Bergamo QUALIFICAZIONE DI MATERIALI E PRODOTTI PER USO STRUTTURALE SECONDO DM 14.01.2008 Laboratorio Prove Materiali Dipartimento di Progettazione e Tecnologie Facoltà di Ingegneria
PROMEMORIA PER I DIRETTORI LAVORI
 PROMEMORIA PER I DIRETTORI LAVORI Il D.M. del 14/01/08 Nuove Norme Tecniche per le costruzioni e la C.M. applicativa n. 617 del 02/02/09 entrati in vigore il 01/07/09 hanno introdotto profonde innovazioni
PROMEMORIA PER I DIRETTORI LAVORI Il D.M. del 14/01/08 Nuove Norme Tecniche per le costruzioni e la C.M. applicativa n. 617 del 02/02/09 entrati in vigore il 01/07/09 hanno introdotto profonde innovazioni
NORME TECNICHE PER LE COSTRUZIONI:
 NORME TECNICHE PER LE COSTRUZIONI: UNI EN 3834 -Requisiti per la qualità della saldatura UNI EN ISO 9001 -Sistemi di gestione qualità UNI EN ISO 9001 -Sistemi di gestione qualità Centri di trasformazione:
NORME TECNICHE PER LE COSTRUZIONI: UNI EN 3834 -Requisiti per la qualità della saldatura UNI EN ISO 9001 -Sistemi di gestione qualità UNI EN ISO 9001 -Sistemi di gestione qualità Centri di trasformazione:
PROFESSIONAL SERVICES
 > SGS ITALIA INDUSTRIAL D.M. 14 Gennaio 2008 PROFESSIONAL Data: 20/04/2012 Autore: F. Prosperi R. Donadel SGS NEL MONDO Leader mondiale nei servizi di: Ispezione Verifica Analisi Certificazione Nel Mondo:
> SGS ITALIA INDUSTRIAL D.M. 14 Gennaio 2008 PROFESSIONAL Data: 20/04/2012 Autore: F. Prosperi R. Donadel SGS NEL MONDO Leader mondiale nei servizi di: Ispezione Verifica Analisi Certificazione Nel Mondo:
International Studies Ltd
 www.internationalstudies.ltd.uk info@internationalstudies.ltd.uk pag. 1 di 6 Utilizzo dell acciaio in edilizia mediante saldatura e redazione delle WPS L'impiego dei processi di saldatura nel settore delle
www.internationalstudies.ltd.uk info@internationalstudies.ltd.uk pag. 1 di 6 Utilizzo dell acciaio in edilizia mediante saldatura e redazione delle WPS L'impiego dei processi di saldatura nel settore delle
SCHEMA. Mandato CEN M/120 - Prodotti metallici per impiego strutturale e loro accessori
 SCHEMA per la certificazione del controllo della produzione in fabbrica ai fini della marcatura CE di componenti per strutture di acciaio e d alluminio cui alla norma UNI EN 1090-1:2012 0 STORIA Edizione
SCHEMA per la certificazione del controllo della produzione in fabbrica ai fini della marcatura CE di componenti per strutture di acciaio e d alluminio cui alla norma UNI EN 1090-1:2012 0 STORIA Edizione
La nuova UNI EN 1090-1
 . Come identificarlo, certificarlo e controllarlo attraverso le NTC ed il nuovo CPR 305/2011 La nuova UNI EN 1090-1 Agrigento, 18 giugno 2014 Geom. Raffaello Dellamotta Tel. 0541-322.324 r.dellamotta@giordano.it
. Come identificarlo, certificarlo e controllarlo attraverso le NTC ed il nuovo CPR 305/2011 La nuova UNI EN 1090-1 Agrigento, 18 giugno 2014 Geom. Raffaello Dellamotta Tel. 0541-322.324 r.dellamotta@giordano.it
REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA
 REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA SETTORE ECONOMICO PROFESSIONALE 1 SETTORE MECCANICA; PRODUZIONE E MANUTENZIONE DI MACCHINE; IMPIANTISTICA Processo Lavorazioni Meccaniche
REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA SETTORE ECONOMICO PROFESSIONALE 1 SETTORE MECCANICA; PRODUZIONE E MANUTENZIONE DI MACCHINE; IMPIANTISTICA Processo Lavorazioni Meccaniche
LE ARMATURE PER IL CALCESTRUZZO ARMATO NORME DI RIFERIMENTO PER I CENTRI DI TRASFORMAZIONE
 LE ARMATURE PER IL CALCESTRUZZO ARMATO NORME DI RIFERIMENTO PER I CENTRI DI TRASFORMAZIONE Verona, 27 Novembre 2009 Ing. Emilio Fadda 1 NORME TECNICHE PER LE COSTRUZIONI: D.M. 14.01.2008 La circolare ministeriale
LE ARMATURE PER IL CALCESTRUZZO ARMATO NORME DI RIFERIMENTO PER I CENTRI DI TRASFORMAZIONE Verona, 27 Novembre 2009 Ing. Emilio Fadda 1 NORME TECNICHE PER LE COSTRUZIONI: D.M. 14.01.2008 La circolare ministeriale
Day training Prodotti siderurgici: - elenco norme armonizzate - marcatura CE - CPD e requisiti NTC - trasporto acque in collaborazione con
 Unsider -ENTE ITALIANO DI UNIFICAZIONE SIDERURGICA - FEDERATO ALL UNI e-mail segreteria@unsider.it www.unsider.it Day training Prodotti siderurgici: - elenco norme armonizzate - marcatura CE - CPD e requisiti
Unsider -ENTE ITALIANO DI UNIFICAZIONE SIDERURGICA - FEDERATO ALL UNI e-mail segreteria@unsider.it www.unsider.it Day training Prodotti siderurgici: - elenco norme armonizzate - marcatura CE - CPD e requisiti
Ordine degli ingegneri della Provincia di Genova
 Ordine degli ingegneri della Provincia di Genova 23 MAGGIO 2012 ACCETTAZIONE DEI MATERIALI STRUTTURALI IN CANTIERE ELEMENTI STRUTTURALI IN ACCIAIO MATERIALI E PRODOTTI PER USO STRUTTURALE Normative Vigenti
Ordine degli ingegneri della Provincia di Genova 23 MAGGIO 2012 ACCETTAZIONE DEI MATERIALI STRUTTURALI IN CANTIERE ELEMENTI STRUTTURALI IN ACCIAIO MATERIALI E PRODOTTI PER USO STRUTTURALE Normative Vigenti
Lezione. Tecnica delle Costruzioni
 Lezione Tecnica delle Costruzioni Collegamenti saldati Procedimenti di saldatura Sorgente termica che produce alta temperatura in modo localizzato Fusione del materiale base più il materiale di apporto
Lezione Tecnica delle Costruzioni Collegamenti saldati Procedimenti di saldatura Sorgente termica che produce alta temperatura in modo localizzato Fusione del materiale base più il materiale di apporto
Aspetti tecnici della norma per le costruzioni in acciaio. Fabio Querci RINA Services S.p.A. Product Certification Central Italy
 Aspetti tecnici della norma per le costruzioni in acciaio Fabio Querci RINA Services S.p.A. Product Certification Central Italy 1 Scelta della classe di esecuzione, il primo passo: I COMPONENTI SONO IDENTIFICATI
Aspetti tecnici della norma per le costruzioni in acciaio Fabio Querci RINA Services S.p.A. Product Certification Central Italy 1 Scelta della classe di esecuzione, il primo passo: I COMPONENTI SONO IDENTIFICATI
Calcestruzzo ed acciaio
 LA CONFORMITÀ DEI PRODOTTI DA COSTRUZIONE Marcatura CE e Norme Tecniche per le Costruzioni dott. ing. Sebastiano Cristoforetti L accettazione di materiali e prodotti strutturali nelle NTC 2008 Calcestruzzo
LA CONFORMITÀ DEI PRODOTTI DA COSTRUZIONE Marcatura CE e Norme Tecniche per le Costruzioni dott. ing. Sebastiano Cristoforetti L accettazione di materiali e prodotti strutturali nelle NTC 2008 Calcestruzzo
EN 1090?? Lorch Schweißtechnik GmbH www.lorch.eu
 EN 1090?? Lorch Schweißtechnik GmbH www.lorch.eu DM 14-01-2008 Nuove Norme Tecniche per le Costruzioni EN 1090 Marcatura CE delle strutture in acciaio UNI EN ISO 3834.1:2006 Requisiti di Qualità per la
EN 1090?? Lorch Schweißtechnik GmbH www.lorch.eu DM 14-01-2008 Nuove Norme Tecniche per le Costruzioni EN 1090 Marcatura CE delle strutture in acciaio UNI EN ISO 3834.1:2006 Requisiti di Qualità per la
CENTRO INOX REGOLAMENTO
 REGOLAMENTO Art. 1 Il marchio ha lo scopo di identificare esclusivamente la natura del materiale, senza alcun riferimento al suo livello qualitativo; vale a dire che tale marchio identifica inequivocabilmente
REGOLAMENTO Art. 1 Il marchio ha lo scopo di identificare esclusivamente la natura del materiale, senza alcun riferimento al suo livello qualitativo; vale a dire che tale marchio identifica inequivocabilmente
PRODOTTI DA COSTRUZIONE CON L OBBLIGO DI DOP E MARCATURA CE (elenco aggiornato al 31 luglio 2014) ACCIAI e altri PRODOTTI DA COSTRUZIONE
 ACCIAI e altri PRODOTTI DA COSTRUZIONE") CON L OBBLIGO DI DOP E MARCATURA CE (elenco aggiornato al 31 luglio 2014) ACCIAI e altri Acciai per la realizzazione di strutture metalliche e di strutture composte (laminati, tubi senza saldatura, tubi
CON L OBBLIGO DI DOP E MARCATURA CE (elenco aggiornato al 31 luglio 2014) ACCIAI e altri Acciai per la realizzazione di strutture metalliche e di strutture composte (laminati, tubi senza saldatura, tubi
Lezione. Tecnica delle Costruzioni
 Lezione Tecnica delle Costruzioni 1 Materiali Caratteristiche dell acciaio Acciaio = lega ferro-carbonio Caratteristiche importanti: resistenza duttilità = capacità di deformarsi plasticamente senza rompersi
Lezione Tecnica delle Costruzioni 1 Materiali Caratteristiche dell acciaio Acciaio = lega ferro-carbonio Caratteristiche importanti: resistenza duttilità = capacità di deformarsi plasticamente senza rompersi
UNI EN ISO 3834. Requisiti di qualità per la saldatura per fusione dei materiali metallici. info@marcelomartorelli.mobi
 UNI EN ISO 3834 Requisiti di qualità per la saldatura per fusione dei materiali metallici Introduzione alle norme UNI EN ISO 3834:2006 Perché considerare la UNI EN ISO 3834:2006 nella propria azienda?
UNI EN ISO 3834 Requisiti di qualità per la saldatura per fusione dei materiali metallici Introduzione alle norme UNI EN ISO 3834:2006 Perché considerare la UNI EN ISO 3834:2006 nella propria azienda?
www.rodacciai.it PROVA DI TRAZIONE L 0 = 5.65 S 0 PROVE MECCANICHE
 PROVA DI TRAZIONE La prova, eseguita a temperatura ambiente o più raramente a temperature superiori o inferiori, consiste nel sottoporre una provetta a rottura per mezzo di uno sforzo di trazione generato
PROVA DI TRAZIONE La prova, eseguita a temperatura ambiente o più raramente a temperature superiori o inferiori, consiste nel sottoporre una provetta a rottura per mezzo di uno sforzo di trazione generato
RAPPORTO DI PROVA Venezia,. Foglio n. 1 di 7. Protocollo: Luogo e Data della prova: Richiedente: Materiale testato:
 Foglio n. 1 di 7 Protocollo: Luogo e Data della prova: Mestre, Richiedente: Materiale testato: Prova eseguita: Conducibilità termica Riferimento Normativo: UNI EN 12667 DESCRIZIONE DEL CAMPIONE SOTTOPOSTO
Foglio n. 1 di 7 Protocollo: Luogo e Data della prova: Mestre, Richiedente: Materiale testato: Prova eseguita: Conducibilità termica Riferimento Normativo: UNI EN 12667 DESCRIZIONE DEL CAMPIONE SOTTOPOSTO
Il marchio di qualità SISMIC per l acciaio da cemento armato. Contenuto tecnico e valore aggiunto
 Il marchio di qualità SISMIC per l acciaio da cemento armato Contenuto tecnico e valore aggiunto Il Regolamento il marchio di qualità è attribuito da SISMIC a seguito della: dimostrazione del rispetto
Il marchio di qualità SISMIC per l acciaio da cemento armato Contenuto tecnico e valore aggiunto Il Regolamento il marchio di qualità è attribuito da SISMIC a seguito della: dimostrazione del rispetto
4.6 APPROVVIGIONAMENTO
 Unione Industriale 43 di 94 4.6 APPROVVIGIONAMENTO 4.6.1 Generalità Il capitolo indica le modalità con le quali la filatura conto terzi deve gestire il rapporto di subfornitura nell ambito di un sistema
Unione Industriale 43 di 94 4.6 APPROVVIGIONAMENTO 4.6.1 Generalità Il capitolo indica le modalità con le quali la filatura conto terzi deve gestire il rapporto di subfornitura nell ambito di un sistema
Know how in pillole: Il COORDINATORE DELLA SALDATURA Welding Coordinator Competenze e Responsabilità nei Sistemi UNI EN ISO 3834 e UNI EN 1090
 Care Colleghe, Cari Colleghi, prosegue la serie di Newsletter legate agli Schemi di Certificazione di AICQ SICEV costituiti o in fase di costituzione. Questa volta la pillola formativa si riferisce al
Care Colleghe, Cari Colleghi, prosegue la serie di Newsletter legate agli Schemi di Certificazione di AICQ SICEV costituiti o in fase di costituzione. Questa volta la pillola formativa si riferisce al
RCS 01 REQUISITI SPECIFICI PER LA CERTIFICAZIONE DELLE COMPETENZE DEL COORDINATORE DELLA SALDATURA. Pag. 1/10 Rev. 02. Regolamento RCS 01
 CERTIFICAZIONE DELLE COMPETENZE DEL Pag. 1/10 Rev. 02 02 13/01/2016 01 29/12/2015 Aggiunta Premessa, sistemato indice, completati par. 4 e 5, aggiunte Leggi Revisione par. 5 Inserimento modalità e durata
CERTIFICAZIONE DELLE COMPETENZE DEL Pag. 1/10 Rev. 02 02 13/01/2016 01 29/12/2015 Aggiunta Premessa, sistemato indice, completati par. 4 e 5, aggiunte Leggi Revisione par. 5 Inserimento modalità e durata
Controlli Non. Distruttivi Ultrasuoni. (Non Destructive Testing) MaGyc Innovation in Engineering GPTI. Gruppo Professionale Tecnica / Industria
 MaGyc Innovation in Engineering GPTI. Gruppo Professionale Tecnica / Industria") Controlli Non Distruttivi Ultrasuoni (Non Destructive Testing) sia GPTI Gruppo Professionale Tecnica / Industria MaGyc Innovation in Engineering Ultrasuoni Teoria Ultrasuoni Suono la cui frequenza è al
Controlli Non Distruttivi Ultrasuoni (Non Destructive Testing) sia GPTI Gruppo Professionale Tecnica / Industria MaGyc Innovation in Engineering Ultrasuoni Teoria Ultrasuoni Suono la cui frequenza è al
LA MARCATURA CE DEGLI AGGREGATI RICICLATI LA MARCATURA CE DEGLI AGGREGATI RICICLATI
 LA MARCATURA CE DEGLI Ing. Antonio Bianco Direttore ABICert D.M. 14.01.2008 Capitolo 11 Contesto normativo nazionale I materiali e prodotti per uso strutturale devono essere: identificati univocamente
LA MARCATURA CE DEGLI Ing. Antonio Bianco Direttore ABICert D.M. 14.01.2008 Capitolo 11 Contesto normativo nazionale I materiali e prodotti per uso strutturale devono essere: identificati univocamente
INDICE. Istituto Tecnico F. Viganò PROCEDURA PR 01. Rev. 2 Data 20 Maggio 2009. Pagina 1 di 9 TENUTA SOTTO CONTROLLO DEI DOCUMENTI
 INDICE 1 di 9 1. SCOPO 2. CAMPO DI APPLICAZIONE 3. TERMINOLOGIA E ABBREVIAZIONI 4. RESPONSABILITÀ 5. MODALITÀ OPERATIVE 5.1. Redazione e identificazione 5.2. Controllo e verifica 5.3. Approvazione 5.4.
INDICE 1 di 9 1. SCOPO 2. CAMPO DI APPLICAZIONE 3. TERMINOLOGIA E ABBREVIAZIONI 4. RESPONSABILITÀ 5. MODALITÀ OPERATIVE 5.1. Redazione e identificazione 5.2. Controllo e verifica 5.3. Approvazione 5.4.
Il controllo tecnico delle strutture metalliche
 Il controllo tecnico delle strutture metalliche Marco Torricelli, Ingegnere, Controllo Tecnico Strutture Il controllo tecnico delle strutture metalliche è regolato dal Decreto Ministeriale del 14/1/08
Il controllo tecnico delle strutture metalliche Marco Torricelli, Ingegnere, Controllo Tecnico Strutture Il controllo tecnico delle strutture metalliche è regolato dal Decreto Ministeriale del 14/1/08
RAPPORTO DI ISPEZIONE
 RAPPORTO DI ISPEZIONE DATI ANAGRAFICI APPARECCHIO Società Reparto Servizio Posizione Matricola Costruttore N fabbrica Data es. F301 xxxxxxxx xxxxxxxx xxxxxxx SERPENTINO FORNO DATI TECNICI APPARECCHIO Materiale
RAPPORTO DI ISPEZIONE DATI ANAGRAFICI APPARECCHIO Società Reparto Servizio Posizione Matricola Costruttore N fabbrica Data es. F301 xxxxxxxx xxxxxxxx xxxxxxx SERPENTINO FORNO DATI TECNICI APPARECCHIO Materiale
Linee Guida AICQ Incollaggio Parte 5 Manutenzione e Riparazione
 Direzione Tecnica Ingegneria Rotabili e Tecnologie di Base Tecnologie Meccaniche e Sistemi Frenanti - Sistemi e Componenti Meccanici - Sistemi Frenanti - Processi Speciali Autori: Nannini Andrea e-mail:
Direzione Tecnica Ingegneria Rotabili e Tecnologie di Base Tecnologie Meccaniche e Sistemi Frenanti - Sistemi e Componenti Meccanici - Sistemi Frenanti - Processi Speciali Autori: Nannini Andrea e-mail:
Corso sui CONTROLLI NON DISTRUTTIVI DI STRUTTURE E MANUFATTI IN ACCIAIO
 Corso sui CONTROLLI NON DISTRUTTIVI DI STRUTTURE E MANUFATTI IN ACCIAIO Formazione certificata Formazione certificata valida per l accesso valida per all ESAME l accesso I-II LIVELLO all ESAME RINA II
Corso sui CONTROLLI NON DISTRUTTIVI DI STRUTTURE E MANUFATTI IN ACCIAIO Formazione certificata Formazione certificata valida per l accesso valida per all ESAME l accesso I-II LIVELLO all ESAME RINA II
La Qualità il Controllo ed il Collaudo della macchina utensile. Dr. Giacomo Gelmi
 La Qualità il Controllo ed il Collaudo della macchina utensile Dr. Giacomo Gelmi Che cosa è una macchina utensile? E uno spazio fisico in cui si collocano, sostenuti da adeguate strutture ed in posizioni
La Qualità il Controllo ed il Collaudo della macchina utensile Dr. Giacomo Gelmi Che cosa è una macchina utensile? E uno spazio fisico in cui si collocano, sostenuti da adeguate strutture ed in posizioni
UNI EN ISO 9001:2008 Sistemi di Gestione per la Qualità: requisiti e guida per l uso
 SORVEGLIANZA E CERTIFICAZIONI UNI EN ISO 9001:2008 Sistemi di Gestione per la Qualità: requisiti e guida per l uso Pagina 1 di 10 INTRODUZIONE La Norma UNI EN ISO 9001:2008 fa parte delle norme Internazionali
SORVEGLIANZA E CERTIFICAZIONI UNI EN ISO 9001:2008 Sistemi di Gestione per la Qualità: requisiti e guida per l uso Pagina 1 di 10 INTRODUZIONE La Norma UNI EN ISO 9001:2008 fa parte delle norme Internazionali
CONTROLLO SALDATURE IN SITO STRUTTURA METALLICA SALDATA XXXXXXXXXXX
 CONTROLLO SALDATURE IN SITO STRUTTURA METALLICA SALDATA XXXXXXXXXXXX Prova n 958/AA 27 aprile 2011 Committente: Relatore: XXXXXXXXXXX ing. Andrea Cimino Ristrutturazione edificio in centro storico Rif:
CONTROLLO SALDATURE IN SITO STRUTTURA METALLICA SALDATA XXXXXXXXXXXX Prova n 958/AA 27 aprile 2011 Committente: Relatore: XXXXXXXXXXX ing. Andrea Cimino Ristrutturazione edificio in centro storico Rif:
www.airliquidewelding.it
 www.airliquidewelding.it Con il 1 luglio 2014 diventa cogente la norma EN 1090-1: 2009/EC 1-2011. La norma è rivolta ai produttori di componenti strutturali in acciaio o in alluminio, o parti di essi,
www.airliquidewelding.it Con il 1 luglio 2014 diventa cogente la norma EN 1090-1: 2009/EC 1-2011. La norma è rivolta ai produttori di componenti strutturali in acciaio o in alluminio, o parti di essi,
CHE COSA CAMBIA CON LA NUOVA NORMA EUROPEA PER PROFILI IN PVC UNI EN 12608
 COSTRUIRE SERRAMENTI IN PVC CHE COSA CAMBIA CON LA NUOVA NORMA EUROPEA PER PROFILI IN PVC UNI EN 12608 1 La norma europea rivolta alla definizione delle caratteristiche dei profili in PVC per finestre
COSTRUIRE SERRAMENTI IN PVC CHE COSA CAMBIA CON LA NUOVA NORMA EUROPEA PER PROFILI IN PVC UNI EN 12608 1 La norma europea rivolta alla definizione delle caratteristiche dei profili in PVC per finestre
INDICE I PARTE I... 3 II PARTE II... 7
 2 di 19 INDICE I PARTE I... 3 I.1 SCOPO E CAMPO DI APPLICAZIONE... 3 I.2 DOCUMENTAZIONE CORRELATA... 4 I.3 DEFINIZIONI E ABBREVIAZIONI... 5 II PARTE II... 7 II.1 GENERALITÁ... 7 II.2 GESTIONE DELLA FORNITURA...
2 di 19 INDICE I PARTE I... 3 I.1 SCOPO E CAMPO DI APPLICAZIONE... 3 I.2 DOCUMENTAZIONE CORRELATA... 4 I.3 DEFINIZIONI E ABBREVIAZIONI... 5 II PARTE II... 7 II.1 GENERALITÁ... 7 II.2 GESTIONE DELLA FORNITURA...
CONTROLLO INIZIALE E MANUTENZIONE DEI SISTEMI DI RIVELAZIONE INCENDI
 Milano, Gennaio 2012 NORMA UNI 11224 GIUGNO 2011 CONTROLLO INIZIALE E MANUTENZIONE DEI SISTEMI DI RIVELAZIONE INCENDI Gà la norma UNI 9795/2010 Sistemi fissi automatici di rivelazione, di segnalazione
Milano, Gennaio 2012 NORMA UNI 11224 GIUGNO 2011 CONTROLLO INIZIALE E MANUTENZIONE DEI SISTEMI DI RIVELAZIONE INCENDI Gà la norma UNI 9795/2010 Sistemi fissi automatici di rivelazione, di segnalazione
NOVITÀ PER LE NORME TECNICHE PER LE COSTRUZIONI IN CEMENTO ARMATO AMMESSO L USO DELL ACCIAIO B450A
 NOVITÀ PER LE NORME TECNICHE PER LE COSTRUZIONI IN CEMENTO ARMATO AMMESSO L USO DELL ACCIAIO B450A PRIMO VANTAGGIO: MIGLIORA LA QUALITÀ DEL DETTAGLIO ESECUTIVO Il Decreto Interministeriale del 15/11/2011
NOVITÀ PER LE NORME TECNICHE PER LE COSTRUZIONI IN CEMENTO ARMATO AMMESSO L USO DELL ACCIAIO B450A PRIMO VANTAGGIO: MIGLIORA LA QUALITÀ DEL DETTAGLIO ESECUTIVO Il Decreto Interministeriale del 15/11/2011
Marcatura CE. Controllo di produzione in fabbrica - FPC. Segnaletica stradale. Caratteristiche energetiche prodotti per edilizia
 ICMQ Certificazioni e controlli per le costruzioni La certificazione dei prodotti Le tipologie di certificazione rilasciate da ICMQ riguardano sia le certificazioni cogenti, cioè obbligatorie secondo la
ICMQ Certificazioni e controlli per le costruzioni La certificazione dei prodotti Le tipologie di certificazione rilasciate da ICMQ riguardano sia le certificazioni cogenti, cioè obbligatorie secondo la
TAU S.r.l. Linee guida per le automazioni, secondo le nuove norme europee EN 13241-1, EN 12445 ed EN 12453
 TAU S.r.l. Linee guida per le automazioni, secondo le nuove norme europee EN 13241-1, EN 12445 ed EN 12453 Dal 31 maggio 2001, gli impianti per cancelli automatici ad uso promiscuo (carrabile-pedonale)
TAU S.r.l. Linee guida per le automazioni, secondo le nuove norme europee EN 13241-1, EN 12445 ed EN 12453 Dal 31 maggio 2001, gli impianti per cancelli automatici ad uso promiscuo (carrabile-pedonale)
CALCESTRUZZI CIPICCIA SPA UNITÀ PRODUTTIVA DI MARATTA NARNI (TR)
") Pag. 1 di 6 CALCESTRUZZI CIPICCIA SPA UNITÀ PRODUTTIVA DI MARATTA NARNI (TR) DESCRIZIONE DEL LABORATORIO: PROVE EFFETTUATE ED SOMMARIO 1. LABORATORIO CALCESTRUZZI ED INERTI 3 2. PROVE EFFETTUATE 4 2.1.
Pag. 1 di 6 CALCESTRUZZI CIPICCIA SPA UNITÀ PRODUTTIVA DI MARATTA NARNI (TR) DESCRIZIONE DEL LABORATORIO: PROVE EFFETTUATE ED SOMMARIO 1. LABORATORIO CALCESTRUZZI ED INERTI 3 2. PROVE EFFETTUATE 4 2.1.
I futuri obblighi di marcatura dei manufatti Dalla Iso3834 alla EN 1090
 Seminario: Elementi strutturali in acciaio; I futuri obblighi di marcatura dei manufatti Dalla Iso3834 alla EN 1090 Relatore: Ing. Filippo Lago Certification Product Manager Distretto Nord est RINA Services
Seminario: Elementi strutturali in acciaio; I futuri obblighi di marcatura dei manufatti Dalla Iso3834 alla EN 1090 Relatore: Ing. Filippo Lago Certification Product Manager Distretto Nord est RINA Services
sagomazione acciaio Descrizione impianto Certificazioni Qualità ISO 9001:2000 Macchine attualmente operative
 sagomazione acciaio Dal mese di marzo del 2009 è attivo lo stabilimento di pre- sagomazione di acciaio per strutture in cemento armato a Civitavecchia, zona industriale. Lo stabilimento opera nel settore
sagomazione acciaio Dal mese di marzo del 2009 è attivo lo stabilimento di pre- sagomazione di acciaio per strutture in cemento armato a Civitavecchia, zona industriale. Lo stabilimento opera nel settore
CLASSIFICAZIONE DELLE LAVORAZIONI MECCANICHE
 CLASSIFICAZIONE DELLE LAVORAZIONI MECCANICHE Le lavorazioni meccaniche possono essere classificate secondo diversi criteri. Il criterio che si è dimostrato più utile, in quanto ha permesso di considerare
CLASSIFICAZIONE DELLE LAVORAZIONI MECCANICHE Le lavorazioni meccaniche possono essere classificate secondo diversi criteri. Il criterio che si è dimostrato più utile, in quanto ha permesso di considerare
VERIFICHE SUI GIUNTI DI SALDATURA DI GEOMEMBRANE IN HDPE PER L IMPERMEABILIZZAZIONE DEL SUOLO DI DISCARICHE CONTROLLATE
 VERIFICHE SUI GIUNTI DI SALDATURA DI GEOMEMBRANE IN HDPE PER L IMPERMEABILIZZAZIONE DEL SUOLO DI DISCARICHE CONTROLLATE (ai sensi della Norma UNI 10567) La C.S.A. srl svolge le funzioni di Ente di Controllo
VERIFICHE SUI GIUNTI DI SALDATURA DI GEOMEMBRANE IN HDPE PER L IMPERMEABILIZZAZIONE DEL SUOLO DI DISCARICHE CONTROLLATE (ai sensi della Norma UNI 10567) La C.S.A. srl svolge le funzioni di Ente di Controllo
2.2. Il modello di denuncia e la documentazione
 2.2. Il modello di denuncia e la documentazione Per tutte le opere e gli interventi sottoposti a denuncia e sull intero territorio regionale, la denuncia è redatta ai sensi dell art. 93 del D.P.R. 380/2001
2.2. Il modello di denuncia e la documentazione Per tutte le opere e gli interventi sottoposti a denuncia e sull intero territorio regionale, la denuncia è redatta ai sensi dell art. 93 del D.P.R. 380/2001
distribuito da: Tubi in acciaio senza saldatura laminati a caldo per impieghi meccanici
 distribuito da: Tubi in acciaio senza saldatura laminati a caldo per impieghi meccanici I tubi meccanici senza saldatura, prodotti a caldo, trovano la loro applicazione nella meccanica e nella costruzione
distribuito da: Tubi in acciaio senza saldatura laminati a caldo per impieghi meccanici I tubi meccanici senza saldatura, prodotti a caldo, trovano la loro applicazione nella meccanica e nella costruzione
[Come riconoscere una porta tagliafuoco]
![[Come riconoscere una porta tagliafuoco]](/thumbs/27/12360102.jpg "[Come riconoscere una porta tagliafuoco]") Come riconoscere una porta tagliafuoco Il problema è : come avere una prova che il serramento sia stato,al tempo della sua produzione e messa in opera, attestato per il requisito di resistenza al fuoco,
Come riconoscere una porta tagliafuoco Il problema è : come avere una prova che il serramento sia stato,al tempo della sua produzione e messa in opera, attestato per il requisito di resistenza al fuoco,
METALLI FERROSI GHISA ACCIAIO
 METALLI FERROSI I metalli ferrosi sono i metalli e le leghe metalliche che contengono ferro. Le leghe ferrose più importanti sono l acciaio e la ghisa. ACCIAIO: lega metallica costituita da ferro e carbonio,
METALLI FERROSI I metalli ferrosi sono i metalli e le leghe metalliche che contengono ferro. Le leghe ferrose più importanti sono l acciaio e la ghisa. ACCIAIO: lega metallica costituita da ferro e carbonio,
CALCESTRUZZO: PRESCRIZIONI, D.L., FPC E CONTROLLO STATISTICO
 CALCESTRUZZO: prescrizioni, D.L., FPC e controllo statistico Soluzioni pratiche mediante il servizio Optimix 2 TORINO, 1 dicembre 2010 ing. Davide RUGGERI NORME TECNICHE IL QUADRO NORMATIVO Norme Tecniche
CALCESTRUZZO: prescrizioni, D.L., FPC e controllo statistico Soluzioni pratiche mediante il servizio Optimix 2 TORINO, 1 dicembre 2010 ing. Davide RUGGERI NORME TECNICHE IL QUADRO NORMATIVO Norme Tecniche
Qualificazione, Identificazione, Accettazione Ing. Massimo Pugliese e Ing. Fabio Pes - TUV Italia
 Qualificazione, Identificazione, Accettazione Ing. Massimo Pugliese e Ing. Fabio Pes - TUV Italia costruire e rinnovare in modo sostenibile e sicuro 1 Obiettivi Travi PREM 2015 Evidenziare l impatto delle
Qualificazione, Identificazione, Accettazione Ing. Massimo Pugliese e Ing. Fabio Pes - TUV Italia costruire e rinnovare in modo sostenibile e sicuro 1 Obiettivi Travi PREM 2015 Evidenziare l impatto delle
SCHEMA 0 STORIA. Schema certificativo CP007 0.1 DOCUMENTI ESTERNI DI RIFERIMENTO 0.2 DOCUMENTI IGQ DI RIFERIMENTO
 SCHEMA per il rilascio del certificato di costanza della prestazione ai fine della marcatura CE di segnali permanenti di cui alla norma UNI EN 12899 1 ed. 2008 0 STORIA Edizione 0 14/10/2009 Schema per
SCHEMA per il rilascio del certificato di costanza della prestazione ai fine della marcatura CE di segnali permanenti di cui alla norma UNI EN 12899 1 ed. 2008 0 STORIA Edizione 0 14/10/2009 Schema per
La norma EN 1090-1: il controllo del processo di progettazione e le specifiche per la produzione
 Regolamento (UE) n.305/11 e norme del gruppo EN1090 La Marcatura CE delle strutture metalliche alla luce delle Norme tecniche per le Costruzioni Firenze, 30/10/2014 La norma EN 1090-1: il controllo del
Regolamento (UE) n.305/11 e norme del gruppo EN1090 La Marcatura CE delle strutture metalliche alla luce delle Norme tecniche per le Costruzioni Firenze, 30/10/2014 La norma EN 1090-1: il controllo del
Condizioni generali di fornitura Specifica AERON
 INDICE 1 - SCOPO...2 2 APPLICABILITÀ E RESPONSABILITÀ...2 3 - RIFERIMENTI E DEFINIZIONI...2 4 - DESCRIZIONE ATTIVITÀ...3 4.1 ACCESSO ALLO STABILIMENTO...3 4.2 IMBALLO PER LA SPEDIZIONE (IN AGGIUNTA AL
INDICE 1 - SCOPO...2 2 APPLICABILITÀ E RESPONSABILITÀ...2 3 - RIFERIMENTI E DEFINIZIONI...2 4 - DESCRIZIONE ATTIVITÀ...3 4.1 ACCESSO ALLO STABILIMENTO...3 4.2 IMBALLO PER LA SPEDIZIONE (IN AGGIUNTA AL
Sistemi di certificazione e accreditamento
 Sistemi di certificazione e accreditamento Beniamino Cenci Goga L accreditamento riduce i rischi delle imprese e dei clienti poiché garantisce che gli organismi accreditati sono in grado di portare a termine
Sistemi di certificazione e accreditamento Beniamino Cenci Goga L accreditamento riduce i rischi delle imprese e dei clienti poiché garantisce che gli organismi accreditati sono in grado di portare a termine
REGOLE PARTICOLARI PER LA CERTIFICAZIONE DI PRODOTTI PLASTICI IN POLIPROPILENE CON CONTENUTO RICICLATO
 PROCEDURA OPERATIVA REGOLE PARTICOLARI PER PRODOTTI PLASTICI IN 0 15/03/2012 RQ LTM 1 di 7 1. SCOPO E CAMPO DI APPLICAZIONE...3 2. TERMINOLOGIA...3 2.1 RICICLO DI MATERIALI PLASTICI...3 2.2 MATERIALE PLASTICO
PROCEDURA OPERATIVA REGOLE PARTICOLARI PER PRODOTTI PLASTICI IN 0 15/03/2012 RQ LTM 1 di 7 1. SCOPO E CAMPO DI APPLICAZIONE...3 2. TERMINOLOGIA...3 2.1 RICICLO DI MATERIALI PLASTICI...3 2.2 MATERIALE PLASTICO
CAPITOLATO SPECIALE D APPALTO
 (Provincia di Prato) http://www.comune.montemurlo.po.it e-mail: montemurlo@comune.montemurlo.po.it via A. Toscanini,1-59013 MONTEMURLO (PO) - tel. 0574 5581 - Fax 0574 558348 - C.F. 00584640486 - P.I.
(Provincia di Prato) http://www.comune.montemurlo.po.it e-mail: montemurlo@comune.montemurlo.po.it via A. Toscanini,1-59013 MONTEMURLO (PO) - tel. 0574 5581 - Fax 0574 558348 - C.F. 00584640486 - P.I.
RG02 - Allegato CV Rev00 del 22-12-2013. Prove di estrazione. Tensioni residue. Prove di penetrazione. Esame visivo. Georadar.
 RG02 - Allegato CV Rev00 del 22-2- RG02 ALLEGATO CV CERTIFICAZIONE IN AMBITO CIVILE CV. SCOPO E CAMPO DI APPLICAZIONE Il presente allegato è una integrazione al regolamento RG02 nell ultima revisione disponibile,
RG02 - Allegato CV Rev00 del 22-2- RG02 ALLEGATO CV CERTIFICAZIONE IN AMBITO CIVILE CV. SCOPO E CAMPO DI APPLICAZIONE Il presente allegato è una integrazione al regolamento RG02 nell ultima revisione disponibile,
Interpretazione Normativa. Lavori elettrici sotto tensione - requisiti imprese autorizzate
 Ti trovi in: CNA Interpreta / Ambiente e sicurezza / Sicurezza / Impianti elettro-termo-idraulici / Aspetti generali per Impianti elettro-termo-idraulici Torna all'elenco 15/7/2011 Lavori elettrici sotto
Ti trovi in: CNA Interpreta / Ambiente e sicurezza / Sicurezza / Impianti elettro-termo-idraulici / Aspetti generali per Impianti elettro-termo-idraulici Torna all'elenco 15/7/2011 Lavori elettrici sotto
TENUTA SOTTO CONTROLLO DELLE REGISTRAZIONI
 Rev.0 Data 10.10.2002 TENUTA SOTTO CONTROLLO DELLE REGISTRAZIONI Indice: 1.0 SCOPO 2.0 CAMPO DI APPLICAZIONE 3.0 RIFERIMENTI E DEFINIZIONI 4.0 RESPONSABILITÀ 5.0 MODALITÀ ESECUTIVE 6.0 ARCHIVIAZIONE 7.0
Rev.0 Data 10.10.2002 TENUTA SOTTO CONTROLLO DELLE REGISTRAZIONI Indice: 1.0 SCOPO 2.0 CAMPO DI APPLICAZIONE 3.0 RIFERIMENTI E DEFINIZIONI 4.0 RESPONSABILITÀ 5.0 MODALITÀ ESECUTIVE 6.0 ARCHIVIAZIONE 7.0
Riunione Ispettori CSI Spa. Milano, 21 Novembre 2014
 Riunione Ispettori CSI Spa Milano, 21 Novembre 2014 LA NORMATIVA NAZIONALE ( e quella UE) GLI ATTORI COINVOLTI D.M. 14.09.2005 Nuove Norme Tecniche Costruzioni D.M. 14.01.08 Nuove Norme Tecniche Costruzioni
Riunione Ispettori CSI Spa Milano, 21 Novembre 2014 LA NORMATIVA NAZIONALE ( e quella UE) GLI ATTORI COINVOLTI D.M. 14.09.2005 Nuove Norme Tecniche Costruzioni D.M. 14.01.08 Nuove Norme Tecniche Costruzioni
7.2 Controlli e prove
 7.2 Controlli e prove Lo scopo dei controlli e delle verifiche è quello di: assicurare che l ascensore sia stato installato in modo corretto e che il suo utilizzo avvenga in modo sicuro; tenere sotto controllo
7.2 Controlli e prove Lo scopo dei controlli e delle verifiche è quello di: assicurare che l ascensore sia stato installato in modo corretto e che il suo utilizzo avvenga in modo sicuro; tenere sotto controllo
Il glossario della Posta Elettronica Certificata (PEC) Diamo una definizione ai termini tecnici relativi al mondo della PEC.
 Diamo una definizione ai termini tecnici relativi al mondo della PEC.") Il glossario della Posta Elettronica Certificata (PEC) Diamo una definizione ai termini tecnici relativi al mondo della PEC. Avviso di mancata consegna L avviso, emesso dal sistema, per indicare l anomalia
Il glossario della Posta Elettronica Certificata (PEC) Diamo una definizione ai termini tecnici relativi al mondo della PEC. Avviso di mancata consegna L avviso, emesso dal sistema, per indicare l anomalia
SPECIFICA TECNICA DI FORNITURA. PER LA REALIZZAZIONE DI IMPIANTI FOTOVOLTAICI STAND-ALONE DI POTENZA NOMINALE NON SUPERIORE A 20 kw
 ALLEGATO A2 SPECIFICA TECNICA DI FORNITURA PER LA REALIZZAZIONE DI IMPIANTI FOTOVOLTAICI STAND-ALONE DI POTENZA NOMINALE NON SUPERIORE A 20 kw SCOPO Lo scopo della presente specifica è quello di fornire
ALLEGATO A2 SPECIFICA TECNICA DI FORNITURA PER LA REALIZZAZIONE DI IMPIANTI FOTOVOLTAICI STAND-ALONE DI POTENZA NOMINALE NON SUPERIORE A 20 kw SCOPO Lo scopo della presente specifica è quello di fornire
IL COLLAUDO DI ACCETTAZIONE
 IL COLLAUDO DI ACCETTAZIONE Il collaudo di accettazione 1 Popolazione Campione Dati MISURA Processo Lotto Campione DATI CAMPIONAMENTO INTERVENTO MISURA Lotto Campione DATI CAMPIONAMENTO INTERVENTO Il collaudo
IL COLLAUDO DI ACCETTAZIONE Il collaudo di accettazione 1 Popolazione Campione Dati MISURA Processo Lotto Campione DATI CAMPIONAMENTO INTERVENTO MISURA Lotto Campione DATI CAMPIONAMENTO INTERVENTO Il collaudo
un controllo di accettazione tipo A ogni 300 mc massimo di getto
 Laboratorio autorizzato dal ministero delle infrastrutture ad effettuare prove sui materiali da costruzione per strutture metalliche ed opere in cemento armato con D.M. n. 39073 del 23/3/1995 e successivi
Laboratorio autorizzato dal ministero delle infrastrutture ad effettuare prove sui materiali da costruzione per strutture metalliche ed opere in cemento armato con D.M. n. 39073 del 23/3/1995 e successivi
Obbligo Di marcatura CE dei componenti del calcestruzzo. Obbligo di certificazione FPC per gli impianti di betonaggio. Responsabilità del Direttore
 Obbligo Di marcatura CE dei componenti del calcestruzzo. Obbligo di certificazione FPC per gli impianti di betonaggio. Responsabilità del Direttore dei Lavori e del Collaudatore secondo il D.M. 14/01/2008
Obbligo Di marcatura CE dei componenti del calcestruzzo. Obbligo di certificazione FPC per gli impianti di betonaggio. Responsabilità del Direttore dei Lavori e del Collaudatore secondo il D.M. 14/01/2008
MANUALE DELLA QUALITA Revisione: Sezione 4 SISTEMA DI GESTIONE PER LA QUALITA
 Pagina: 1 di 5 SISTEMA DI GESTIONE PER LA QUALITA 4.0 SCOPO DELLA SEZIONE Illustrare la struttura del Sistema di Gestione Qualità SGQ dell Istituto. Per gli aspetti di dettaglio, la Procedura di riferimento
Pagina: 1 di 5 SISTEMA DI GESTIONE PER LA QUALITA 4.0 SCOPO DELLA SEZIONE Illustrare la struttura del Sistema di Gestione Qualità SGQ dell Istituto. Per gli aspetti di dettaglio, la Procedura di riferimento
Controlli non distruttivi (CND) in edilizia
 in edilizia") Efficienza Energetica degli Edifici Termografia e altre prove non distruttive PND 27/11/2014 Controlli non distruttivi (CND) in edilizia Diagnostica non distruttiva UNI EN 473 II livello Industriale PT,
Efficienza Energetica degli Edifici Termografia e altre prove non distruttive PND 27/11/2014 Controlli non distruttivi (CND) in edilizia Diagnostica non distruttiva UNI EN 473 II livello Industriale PT,
LA MARCATURA CE DEI COMPONENTI METALLICI STRUTTURALI IN ACCORDO ALLA NORMA EN 1090-1
 LA MARCATURA CE DEI COMPONENTI METALLICI STRUTTURALI IN ACCORDO ALLA NORMA RINA Services S.p.A. LA MARCATURA CE DEI COMPONENTI METALLICI STRUTTURALI IN ACCORDO ALLA NORMA 1. Il panorama normativo: opere
LA MARCATURA CE DEI COMPONENTI METALLICI STRUTTURALI IN ACCORDO ALLA NORMA RINA Services S.p.A. LA MARCATURA CE DEI COMPONENTI METALLICI STRUTTURALI IN ACCORDO ALLA NORMA 1. Il panorama normativo: opere