Controllo statistico di qualità. Introduzione
|
|
|
- Ada Righi
- 8 anni fa
- Visualizzazioni
Transcript
1 Controllo statistico di qualità 1 Introduzione Un azienda vorrebbe che tutti i pezzi prodotti siano uguali: vuole cioè che la produzione sia affidabile. L affidabilità della produzione è affidata a due momenti distinti: la progettazione della produzione (off line) e il controllo che la produzione sia almeno conforme ai parametri specificati (on line). 2 1
 e il controllo che la produzione sia almeno conforme ai parametri")
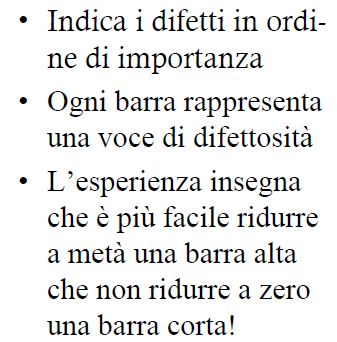
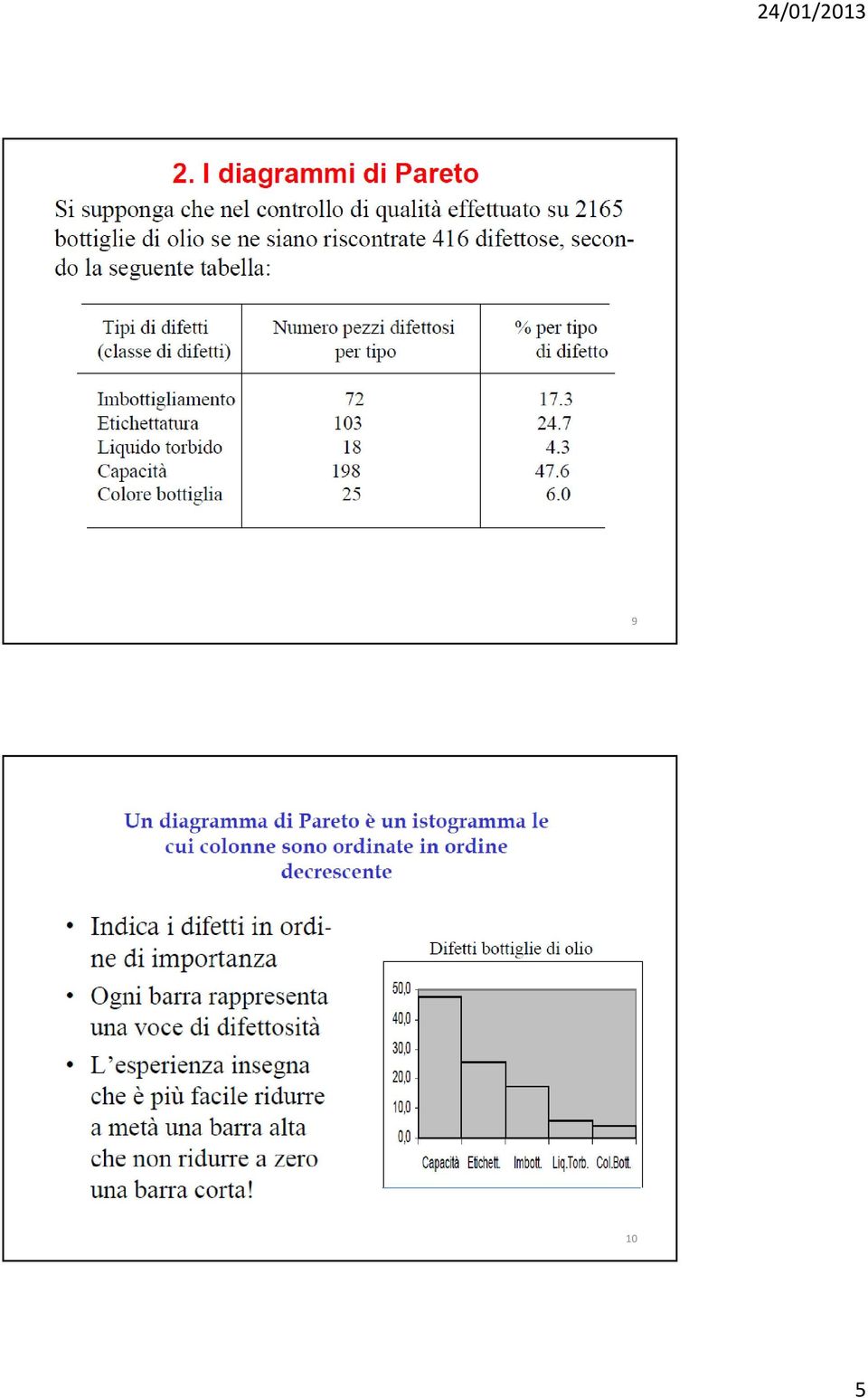
2 I 7 strumenti del controllo statistico di qualità ESEMPIO: Una azienda farmaceutica decide di effettuare un controllo sul processo di iniezione di un farmaco, per le cure tumorali, all interno di appositi flaconi. L azienda assume come tollerabiliun quantitativo minimo di medicinale nei flaconi pari a 82 ml e uno massimo di 118 ml e in fase di progetto stabilisce un quantitativo obbiettivo (target) di 95 ml. Gli operatori addetti a tale compito hanno a disposizione le misure del contenuto dei flaconi del prodotto medicinale riportate nella tabella 3 I dati Un primo approccio al problema può essere la costruzione di un istogramma. DOMANDA: quale informazione si perde effettuando un istogramma? 4 2
 di 95 ml.")
3 30 Istogramma dei dati Dall istogramma si può subito notare come i dati seguano approssimativamente una distribuzione normale, con una piuttosto accentuata variabilità dei dati. Rispetto al target aziendale il processo è abbastanza centrato, ma la variabilità risulta eccessiva per cui potrebbe essere necessaria una azione correttiva sulla variabilità del processo 5 Normal plot dei dati dell esempio precedente Normal Probability Plot 0.75 Probability Data 6 3

4 Un istogramma consente di valutare la precisione del processo produttivo tramite l analisi di dispersione della distribuzione dei dati, anche in relazione ai limiti di tolleranza. 7 Dalla sovrapposizione dell istogramma con la retta del valore obbiettivo si può verificare il posizionamento del valore centrale dei dati rispetto al target assegnato 8 4

5 9 10 5
6 11 ESEMPIO 12 6

7

8
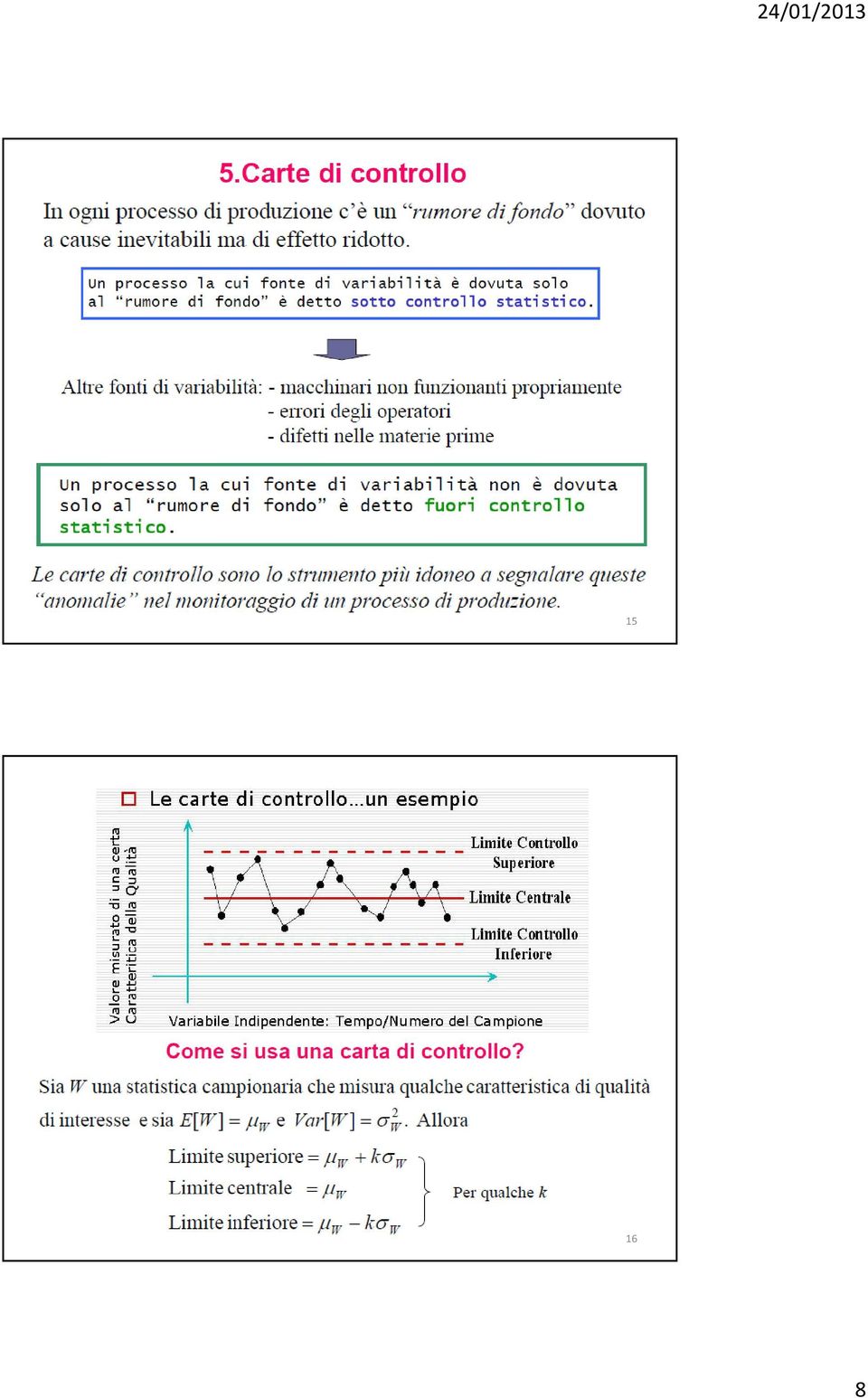
9 La carta dei 3-sigma Se dovesse essere disponibile una valutazione teorica (storica o di progetto) della varianza della popolazione e della media, usando il teorema del limite centrale σ è possibile sostituire il parametro kcon 3, per la varianza σ e per media W = si può usare quella della popolazione. n Esempio: parametro di flusso monitorato in una azienda con media e varianza nota n=

10

11


12 23 Costruire la carta di controllo della media in Matlab I dati sono in numero 12*10: ci sono 12 gruppi (i giorni) e ogni gruppo ha numerosità campionaria pari a 10. Quindi N = 120, k = 12 sottogruppi, ciascuno di taglia n = 10, i = 1,...,12. Assegnare i dati ad una matrice. i 24 12

13 Costruire la carta di controllo della media in Matlab >> x x = >> xbarplot(x,0.9973, spec, range ) >> m=mean(x ); Le medie vengono fatte sulle righe. Queste medie sono quelle plottate sulla carta di controllo. Quindi sulle ascisse si riportano i giorni (in sequenza). 25 CONF (optional) is the confidence level of the upper and lower plotted confidence limits. CONF is by default. This means that 99.73% of the plotted points should fall between the control limits if the process is in control. SPECS (optional) is a two element vector for the lower and upper specification limits of the response. SIGMAEST (optional) specifies how XBARPLOT should estimate sigma. Possible values are 'std' (the default) to use the average within-subgroup standard deviation, 'range' to use the average subgroup range, and 'variance' to use the square root of the pooled variance. OUTLIERS = XBARPLOT(DATA,CONF, SPECS,SIGMAEST) returns a vector of indices to the rows where the mean of DATA is out of control. >> xbarplot(x,0.9973, spec, range ) 26 13
; Le medie vengono fatte sulle righe. Queste medie sono quelle plottate sulla carta di controllo. Quindi sulle ascisse si riportano i giorni (in sequenza).")
14 Le linee di controllo La linea centrale è rappresentata dalla media delle medie Le linee superiore ed inferiore corrispondono a x ± z x 1 k xi k i = 1 = (1 CONF )/2 σ n range : si usa l escursione standard std : si usa uno stimatore della deviazione standard variance : si usa uno stimatore della deviazione standard pesata σ 27 >> xbarplot(x,0.9973,spec,'variance )') Questa è la carta per la media con i limiti di controlloche dipendono dalla pooled variance che sostituisce direttamente la deviazione standard
') Questa è la carta per la media con i limiti di controlloche dipendono dalla pooled variance che")
15 Opzione range 29 Con l opzione range >> xbarplot(x,0.9973,spec, range') Questa è la carta per la media con i limiti di controllo che dipendono dal range R σ d 2 per stimare σ (la variabilità del processo) 30 15
 30")
16 Se la dimensione campionaria è abbastanza grande (>10,12) l uso del ranger è poco efficiente per la stima della varianza. Stesse considerazioni valgono nel caso di dimensione variabile (poiché si potrebbe perdere in efficienza) [ ] 2 2 Vale che E S = σ e invece E S σ. Quindi σ non può essere valutato con S. 2 ( ) [ ] Opzione std Se X N µ, σ E S = σ c dove c è un parametro che dipende da n 4 4 n 1! 2 2 n n n n 1 c4 = e! 1 2 n 1 n 1 = ! 2 Pertanto sostituiamo E S con S ed abbiamo che [ ] 4 π k S 1 σ dove S = S c k 31 i= 1 i >> xbarplot(x,0.9973,spec,'std') Questa è la carta per la media con i limiti di controllo che dipendono dalla deviazione standard. S σ c 4 per stimare la variabilità del processo 32 16
![Quindi σ non può essere valutato con S. 2 ( ) [ ] Opzione std Se X N µ, σ E S = σ c dove c è un parametro che dipende da n 4 4 n 1! 2 2 n n n n 1 c4 = e! 1 2 n 1 n 1 = 2 2 2 2 2 1!](/docs-images/42/1460051/images/page_16.jpg "2 Pertanto sostituiamo E S con S ed abbiamo che [ ] 4 π k S 1 σ dove S = S c k 31 i= 1 i >> xbarplot(x,0.")
17 REGOLE DI ZONA Per le regole di zona non c è una functionin MATLAB. Possiamo sovrapporre le linee per la lettura del grafico, usando la variabilità stimata per il processo. Se si usa una carta dell escursione: >> mean(range(x))/3.078 ans= Le linee di zona sono: x ± 7.58; x ± 2*7.58; x ± 3*7.58 Usare il comando holdon per sovrapporre le regole di zona. >> x1low=mean(mean(x))-ones(12,1)*7.58; >> x1up=mean(mean(x))+ones(12,1)*7.58; >> x2low=mean(mean(x))-2*ones(12,1)*7.58; >> x2up=mean(mean(x))+2*ones(12,1)*7.58; >> x3low=mean(mean(x))-3*ones(12,1)*7.58; >> x3up=mean(mean(x))+3*ones(12,1)*7.58; >> hold on >>plot([1:12],x1low,'-b',[1:12],x1up,'-b',[1:12],x2low,'-p',[1:12],x2up,'-p',[1:12], x3up,'-k',[1:12],x3low,'-k') >> 34 17
)+2*ones(12,1)*7.58; >> x3low=mean(mean(x))-3*ones(12,1)*7.58; >> x3up=mean(mean(x))+3*ones(12,1)*7.")
 con D S s c 4 2 [ ] = σ 1 c 1 c 2 4 4 35 Non c è una")
18 La carta della media va letta assieme ad una carta che restituisca la variabilità del campione casuale. Carta dell escursione Carta della dev.standard I limiti di controllo della carta della deviazione standard [ ] 3D[ S] E S Esiste una procedura in MATLAB per generarla >> schart(x) con D S s c 4 2 [ ] = σ 1 c 1 c Non c è una procedura per costruire la carta di controllo per l escursione. >> r=range(x) r = Calcolare la media delle escursioni: 1 k Ri k i = 1 R = [ ] Var W 2 [ ] σ Var R = d = σ σ 2 R R R = d3 R = d3 d2 σ σ σ 36 18
![D S s c 4 2 [ ] = σ 1 c 1 c 2 4 4 35 Non c è una procedura per costruire la carta di controllo per l escursione.](/docs-images/42/1460051/images/page_18.jpg ">> r=range(x) r = 26 26 24 16 17 28 20 13 27 29 27 27 Calcolare la media delle escursioni: 1 k Ri k i = 1 R = [ ] Var W 2 [ ] σ Var R = d = σ σ 2")
19 Carta dell escursione >> lcent=mean(range(x))*ones(12,1); >> lup=lcent*1.777; >> ldown=lcent*0.223; >> plot([1:1:12],range(x),'-*b',[1:1:12],lcent, '-r',[1:1:12],lup,'-g',[1:1:12],ldown,'-g') >> axis([1,12,0,45]) Carta della dev.standard >> schart(x) 37 Carta di tolleranza 120 carta di tolleranza >> hold on >> >> c2=2*ones(1,10); >> plot(c2,x(:,2),'g*-') >>
![axis([1,12,0,45]) Carta della dev.](/docs-images/42/1460051/images/page_19.jpg "standard >> schart(x) 37 Carta di tolleranza 120 carta di tolleranza 115 110 105 100 95 90 85 >> hold")
20 La carta della tolleranza è una carta sulla distribuzione della variabile che si sta monitorando. La carta della media è una carta sulla distribuzione della media campionaria della variabile che si sta monitorando. 39 La carta di controllo e il processo stocastico relativo alla produzione 40 20

21 Come si leggono le variazioni sulle carte di controllo Uno spostamento della media del processo produttivo, provoca l appariredi una anomalia sulla carta di controllo della media: anche quando tale variazione sarà minima i punti della carta di controllo reagiranno in maniera apprezzabile Una variazione nella dispersione del processo produttivo provocherà anomalie avvertibili sia sulla carta di controllo della media che su quella della escursione, che tenderanno a distanziarsi tra di loro. 41 Carte MR (moving range) Non avendo più a disposizione gruppi di misurazioni, ma singoli valori, i limiti della carta di controllo cambiano. In Matlabnon c è una procedura
22 In Matlab >> for i=1:14 mr(i)=abs(x(i+1)-x(i)); end n 1 1 MR = MRi n 1 i= 1 3 UCL = X + MR CL = X 3 LCL = X MR >> lineup=ones(15,1)*(mean(x)+3/1.128*mean(mr)); >> linedown=ones(15,1)*(mean(x)-3/1.128*mean(mr)); >> linecenter=ones(15,1)*mean(x); >> plot([1:1:15],x,'r',[1:1:15],lineup,'-g',[1:1:15],linedown,'-g',[1:1:15],linecenter,'-p') 43 Per l escursione si usano gli stessi limiti della carta dell escursione classica, sostituendo l escursione media con la media della moving average
23 Curva caratteristica operativa Diremo che il processo è in controllo statistico se per ogni t, indice dei sottogruppi, x ( LimInf, LimSup). t Regione di accettazione 45 Curva caratteristica operativa Diremo che il processo è in controllo statistico se per ogni t, indice dei sottogruppi, x ( LimInf, LimSup). α = P(rigettare H µ = µ ) 0 0 β = P(rigettare H µ µ ) 1 0 t Regione di accettazione = P( x ( LCL, UCL) µ = µ ) t = P( x ( LCL, UCL) µ µ ) t 0 0 FALSO ALLARME MANCATO ALLARME 46 23
24 Non avendo ipotesi alternative certe, immaginiamo che l ipotesi alternativa possa essere strutturata come segue: µ = µ 1 = µ 0 + kσ Se la popolazione è gaussiana, allora β = P( x ( LCL, UCL) µ = µ + kσ ) t ( µ σ ) ( µ σ ) UCL 0 + k LCL 0 + k = Φ Φ σ / n σ / n Il plot dei valori assunti da questo parametro per un opportuno valore di k, si chiama curva caratteristica operativa. σ σ Se UCL = µ 0 + L e LCL = µ 0 L, allora n n ( L k n ) ( L k n ) β = Φ Φ e quindi perdiamo la dipendenza sia dalla deviazione standard che dalla media (che magari sono incognite!). NB: Per usare le curve operative è necessario avere qualche informazione in più sulla natura del processo (ad esempio che la popolazione è gaussiana) Torniamo al nostro esempio dei flaconi. Siccome i limiti che abbiamo u- satosono di tipo σ µ 0 ± L dove L = 3, n = 10 e σ R / d2 allora si ha n ( 3 k 10 ) ( 3 k 10 ) β = Φ Φ Curva operativa >> k=[0.1:0.2:3]; >> z=normcdf(3-k.*sqrt(10))- normcdf(-3-k.*sqrt(10)); >> plot(k,z) Per k=1, vale circa 0.3 la probabilitàdi un mancato allarme Per valori di k inferiori, aumenta la probabilità di un mancato allarme
25 Spesso sui testi si incontrano famiglie di curve operative. Questo perché si cerca di capire al variare della taglia del sottogruppo come varia la probabilità di un mancato allarme ( 3 k n ) ( 3 k n ) β = Φ Φ Curve operative al variare di n n=8 n=5 n= Ogni plot corrisponde ad un valore di n. 49 Altro uso della curva operativa Nella progettazione delle carte di controllo è necessario specificare sia la dimensione del campione che la frequenza di campionamento. Più grande è il campione più è sensibile il rilevamento di una variazione all interno del processo. La pratica corrente tende a diminuire la dimensione del campione e ad aumentare la frequenza di campionamento. ( ) ( ) Si fissa β, e si cerca quel valore di z tale che Φ z Φ z = β ossia, ricordando le proprietà della gaussiana... ( z β ) 2Φ 1 = β β β β 1 β + 1 z β = Φ zβ = 3 k n 2 è possibile ricavare n Per k=1 β = 0.3 >> ((3-norminv((0.3+1)/2,0,1)))^2 n =

26 Strategia di scelta dei sottogruppi ma sono costosi! La pratica industriale corrente preferisce la prima strategia aumentando la frequenza 51 Approcci per la costruzione dei sottogruppi Approccio SNAPSHOT Quanti k? Approccio RANDOM 52 26
27 ARL (average long run) Sia T la variabile aleatoria che indica il numero di sottogruppi da estrarre prima di avere un punto fuori i limiti della carta di controllo. T ha legge... k 1...geometrica, P( T = k) = p(1 p), k = 1,2,... 1 E [ T ] = ARL, tempo medio per avere un fuori controllo p Quanto vale p? Nella carta 3-sigma, la probabilità che il processo sia in controllo statistico è data dalla legge dei 3-sigma, ossia >> normcdf(3,0,1)-normcdf(-3,0,1) ans= Quindi la probabilità che il processo vada fuori controllo è [ ] 370 >> ans= E T = Strategia six-sigma La carta di controllo può essere utilizzata per descrivere la capacità del processo di produrre all interno dei valori di specifica. Nell esempio dei flaconi prodotti per l ospedale, i limiti di specifica stabiliti in fase di progettazione erano 82 ml e 118 ml. >>h=(max(mean(x))-min(mean(x)))/4; >> c(1)=min(mean(x)); >> for i=2:5 c(i)=c(i-1)+h; end >>n=histc(mean(x),c); >>centri(1)=(c(1)+c(2))/2; >> for i=2:4 centri(i)=(c(i)+c(i-1))/2; end >>bar(centri,n(1:4)) 54 27
28 In che modo? Basta calcolare P( X < 82) + P( X > 118) ipotizzando che... X N(98.6,7.51) che sono le stime trovate con la carta di controllo per µ e σ. >> inf=( )/7.51; >> sup=( )/7.51; >> 1-(normcdf(sup)-normcdf(inf)) ans= p=1-diff(normcdf(spec,mean(mean(x)),7.51)) Ossia circa lo per cento (184 parti su ) di flaconi prodotti cadranno al di fuori delle specifiche, stante la produzione osservata e monitorata dalla carta di controllo. Più in generale indichiamo con TL x TU x p = e P( X < TL ) + P( X > TU ) = Φ 1 ˆ σ + Φ ˆ σ 55 Il valore minimo p lo si ha quando la media coincide con il centro dell'intervallo di TU + TL tolleranza me =. 2 e >> x=[90:0.1:110]; >> y=normcdf(88,x,7.51)+ (1-normcdf(112,x,7.51)); >> plot(x,y) Il valore effettivo di non conformi deve essere tale che p < p dove p è il e T T livello di difettosità tollerabile TL TU e questo valore minimo vale pmin = 2Φ 2 ˆ σ 56 28
29 INDICE DI CAPACITA DEL PROCESSO Altro modo per misurare l indice di capacità del processo è il cosidetto PCR (process capability ratio) : TU TL C p = 6σ Si noti che 6 σ è la definizione di base della capacità del processo. In genere la deviazione standard non si conosce e quindi va stimata dai dati (carta dell'escursione) R d 2 (S-chart) S c 4 57 Andamento indice PCR Se il processo non è centrato, avere PCR>1 non garantisce che il processo produca la quasi totalitàdei prodotti entro i limiti di specifica (è capace di farlo, ma non è detto che lo faccia) Ci vuole un indice che tenga conto della centratura. C pk TU µ µ TL = min, 3σ 3σ Da solo, non basta! 58 29
30 Relazioni tra i due indici 59 Un impiegato esce di casa tutti i giorni alle 8.00 e deve entrare al lavoro alle Per raggiungere l ufficio in auto ha due possibilità: attraversare la città, o seguire un percorso di campagna, più lungo ma meno trafficato. Per decidere quale sia il percorso più conveniente, misura il tempo di percorrenza più volte su entrambi i percorsi e trova che attraversando la città impiega mediamente 25 minuti, mentre per il percorso in campagna occorrono in media 28 minuti. Quale percorso gli conviene seguire? Vecchia risposta: l uomo dovrebbe scegliere il percorso cittadino, che in media è più veloce Risposta Sei Sigma: la medianon è un indicatore significativo per questo studio. Infatti l impiegato è penalizzato quando arriva in ritardo, ma non ha alcun beneficio quando arriva in anticipo. L uomo definirebbe come difettosi i percorsi che richiedono più di 30 minuti di viaggio. Quindi si deve analizzare l intera distribuzionedei dati nei due casi, riportata in figura. Come si vede, il percorso cittadino presenta una forte variabilità dei dati, perché è molto influenzato (oltre che poco prevedibilmente) dal traffico; il percorso di campagna invece richiede un tempo praticamente costante. Visto l alto numero di difetti nel caso del percorso cittadino, è evidente che quello di campagna è preferibile dal punto di vista dell impiegato
31 Il six-sigma program della Motorola anni 80 Obbiettivi: USL LSL > 12σ { USL LSL} min µ, µ > 4.5σ C C p pk > 2 e > 1.5 In Matlab >> spec=[82 118]; >> [p,cp,cpk]=capable(vec,spec) p = cp= cpk= Cp< 1, quindi il processo non è capace (ossia rientra nei limiti specificati) Cpk< 1, il processo non è centrato rispetto alla media Cosa descrive p? La capacità che il processo produca entro i limiti specificati 61 Carta p Si basa sulla percentuale di pezzi non conformi nel sottogruppo monitorato. La numerosità campionaria dei sottogruppi può essere non costante. La numerosità campionaria deve essere elevata. Perché? La v.a. binomiale (e di Bernoulli) gioca un ruolo fondamentale
32 D La percentuale di pezzi non conformi è data da pˆ =, dove D ha legge... n...binomiale di parametri n e p. I limiti di controllo sono: p(1 p) p ± 3 (se np > 5, n(1- p) > 5 D è approx. gaussiana) n Se p non è nota, si può sostituire con una stima p k 1 Di num.pezzi non conformi p = pi dove pi = = k n n i= 1 Il MATLAB non ha una procedura per la costruzione della carta p 63 Esempio: Un concentrato di succo d'arancia è congelato e imballato in lattine di cartone da 180ml. Queste lattine sono costruite usando una macchina che avvolge il cartone e poi lo appoggia su un pannello inferiore in metallo. Ispezionando una lattina, possiamo stabilire se, quando è piena, si può avere una perdita del succo dalla cucitura laterale o dal pannello inferiore. Tale non conformità può comportare un sigillo improprio sulla guarnizione laterale oppure sul pannello inferiore. Vogliamo costruire una carta di controllo per migliorare la percentuale di lattine non conformi prodotte dalla macchina. A questo scopo vengono selezionati 30 campioni di n = 50 lattine ciascuno, ogni mezz ora su 3 periodi della giornata in cui la macchina è sempre in funzione. >> d d = Columns 1 through Columns 18 through
33 I valori da plottare sulla carta sono le percentuali di non conformità >> p=d/50 p = Columns 1 through Columns 11 through Columns 21 through I limiti sono >> mean(p)+3*sqrt(mean(p)*(1-mean(p))/50) ans = >> mean(p)-3*sqrt(mean(p)*(1-mean(p))/50) ans = >> cent=mean(p)*ones(1,30); >> upp=(mean(p)+3*sqrt(mean(p)*(1-mean(p))/50))*ones(1,30); >> low=(mean(p)-3*sqrt(mean(p)*(1-mean(p))/50))*ones(1,30); >> plot(k,p,'b*-',k,low,'r-',k,upp,'r-',k,cent,'g-') >> title( P-chart ) P chart Nuovo operatore Nuova partita di cartone Il campione 15 e 23 sono fuori controllo statistico: questi vanno monitorati. Rieffettuiamo il grafico della carta eliminando questi campioni
34 Costruiamo un nuovo vettore d1, che contiene la difettosità registrata, eliminando i due valori critici. >> d1(1:14)=d(1:14) >> d1(15:21)=d(16:22) >> d1(22:28)=d(24:30) E ripetiamo tutta la procedura P chart Sottogruppo 20 (no. 21 nel vecchio campione) Questa è la carta senza aver eliminato i sottogruppi 15 e 23 ma con i limiti upper and lower calcolati al secondo giro: 0.5 P chart Se non si ritiene significativa la causa che ha portato al fuori controllo statistico nel sottogruppo 21, allora per future ispezioni si mantengono questi come limiti della carta di controllo
35 Supponiamo che siano stati campionati altri 24 sottogruppi: per monitorare il processo usiamo i limiti di controllo che sono stati calcolati prima. d2=[9,6,12,5,6,4,6,3,7,6,2,4,3,6,5,4,8,5,6,7,5,6,3,5]; P chart >> cent2= mean(p1)*ones(1,24); >> low2= low1(1)*ones(1,24); >> upp2= upp1(1)*ones(1,24); >> plot(k2,p2,'b*-', k2,low2,'r-',k2,upp2,'r-', k2,cent2,'g-') Il processo è in controllo statistico. Ma se mettiamo tutti i dati assieme 0.5 P chart Cambiamento della macchina per imballaggio? Possiamo dire con maggiore precisione se le percentuali di non conformità sono effettivamente diverse? 70 35
36 H : p = p H : p > p La regione critica risulta: 1 1 n p + n p Z > z0.05 p(1 p) + dove p = n1 n2 n1 + n p (senza sottogruppi 15 e 23) p n =?, n =? 1 2 p p Di 301 pi 28 i= 1 28 i= Di 133 pi 24 i= i= = = = = = = Pertanto si rigetta l'ipotesi nulla......e facendo i conti si ha p = e la regione critica (0.0241, ) 71 Visto che c è stato un miglioramento nella produzione, si ricalcolano anche i limiti di controllo >> hold on >> lcent1=ones(24,1)*mean(d2/50); >> lup1=ones(24,1)*(mean(d2/50)+3*sqrt(mean(d2/50)*(1-mean(d2/50))/24)); >> llow1=ones(24,1)*(mean(d2/50)-3*sqrt(mean(d2/50)*(1-mean(d2/50))/24)); >> plot([31:1:54],d2/50,'-b*',[31:1:54],lcent1,'-g',[31:1:54],lup1,'-r, [31:1:54],llow1,'-g') 0.6 New P-chart
37 Il limite inferiore è negativo!! Quindi bisogna prendere il limite inferiore pari a 0. * Se pè piccolo, nva scelto grande!! Ad esempio per p=0.01, abbiamo n=500 (media almeno 5)!! * Siccome lo shift da p vale δ =3 2 ( 1 ) 3 n = ( 1 p) p δ p p n δ = 0.04, p = 0.01 n = New P-chart ( ) 1 p p 9(1 p) * p 3 > 0 n > n p p = 0.05 n = Carta np Si lavora non con la percentuale dei pezzi non conformi, ma con il numero di pezzi non conformi. D La percentuale di pezzi non conformi è data da pˆ =, dove D ha legge......binomiale di parametri n e p. Si lavora con D N( np, np(1- p)) I limiti della carta di controllo sono dunque: np ± 3 np(1 p) Tornando all esempio di prima p viene sostituito con p n 74 37
38 25 Np chart Se le taglie dei sottogruppi sono diverse, una tecnica molto diffusa consiste nel k 1 sostituire a n la media campionaria delle taglie n = ni k i = 1 75 Effettuare un grafico della curva caratteristica operativa β = P( p ( LCL, UCL) p = p ) i = P( D ( nlcl, nucl) p = p ) i 1 1 Usando la cdf binomiale β = P( D (2.62, 20.51) p = p ) i 1 >> p=[0.01:0.02:1]; >> app=binocdf( ,50,p)- binocdf(2.6214,50,p); >> plot(p,app) Con gli stessi ragionamenti si possono calcolare gli altri parametri che abbiamo incontrato nelle precedenti lezioni Curva caratteristica per P-chart
39 Carta c Misura il numero di difetti in un lotto controllato. Il campionamento deve essere costante. E utile quando vi è da controllare un materiale con un flusso di produzione continuo (rullo di tessuto o un cavo elettrico). La non conformità è da esprimersi per unità da definire (difetti al m^2, etc.) Il lotto è inscindibile. 77 La v.a. che conta il numero di difetti per unità di misura è......una v.a. di Poisson I limiti della carta di controllo sono c ± 3 c dove c è la costante di Poisson. In mancanza di un valore teorico per c si utilizza la media campionaria. Esercizio: Si riporta il numero di non-conformità osservato in 26 campioni prodotti in una successione di 100 circuiti stampati (100 circuiti stampati = 1 lotto). >> c=[21,24,16,12,15,5,28,20,31, 25,20,24,16, 19,10,17,13,22,18, 39,30,24,16,19,17,15]; >> central=mean(c) = 19.67; >> upp=central+3*sqrt(central)=32.97; >> low=central-3*sqrt(central)=6.36; Esercizio: eliminare il campione 20 e 6 e rifare la carta di controllo C chart
40 Nell esempio precedente, è stato preso in considerazione un solo lotto. Tuttavia questo tipo di scelta non è statisticamente significativa. Sarebbe meglio ispezionare più lotti, perché c è maggiore possibilità di incontrare non conformità. Ad esempio potremmo essere interessati ad ispezionare 2 lotti e mezzo, ossia 250 circuiti. Carta U Si calcola il numero di non conformità totale e lo si rapporta al numero di lotti esaminati. Siccome x rappresenta il num. di pezzi non conformi totali, è una v.a. di Poisson, di cui x / n rappresenta la media campionaria. x u = n u = u 3 u n 79 1 rotolo=50 m^2 di tessuto La tabella riporta il numdi difetti. Num. Num. m^2 Num.dif. Num.Di rotoli ispez =500/ =400/ Totale u = u u ± 3 m k 1 con m = ni k i =
41 I valori della linea blu sono il numero di difetti diviso il numero di lotti esaminati (ultima colonna). >> punt=[14/10,12/8,20/13,11/10,7/9.5,1,21/12,16/10.5,19/12,23/12.5]; >> taglie=[10,8,13,10,9.5,10,12,10.5,12,12.5]; >> cent=ones(10,1)*153/107.5; >> lineup= ones(10,1)*(153/ *sqrt(153/(107.5*mean(taglie)))); >> linedown= ones(10,1)*(153/ *sqrt(153/(107.5*mean(taglie)))); >>plot([1:10],punt, b-*,[1:10],cent, g-,[1:10],lineup, r-,[1:10],linedown, r- ) 81 Limiti carte Shewhart Caratteristica principale delle carte di Shewhartè che nel metodo di calcolo del valore della statistica da inserire nella carta di controllo, esse fanno uso unicamente dell informazione sul processo contenute nel solo ultimo istante di osservazione, ignorando tutti quelli precedenti. Ciò rende la carta di Shewartrelativamente insensibile alle piccole variazioni del livello del processo (di ampiezza in genere non superiore a 1.5 volte la deviazione standard) Carte CUMSUM (cumulative sum) = somme cumulate Carte EWMA (Exponential Weighted Moving Average) = medie mobili pesate esponenzialmente
42 Queste due carte funzionano bene nei confronti di piccoli salti di livello mentre non reagiscono così velocemente come la carta di Shewarth per salti di livello elevato. Può quindi risultare utile combinare l uso della carta di Shewartcon questi due tipi di carta. Shewart chart Esempio: i dati che andiamo ad 14 esaminare sono stati costruiti al 13 seguente modo. I primi 20 sono stati selezionati da una popolazione gaussiana di media 10 e deviazione standard 1. I rimanenti 10 sono stati selezionati da una 10 popolazione gaussiana di media 9 11 e di deviazione standard 1. Questi ultimi si possono 8 pensare come selezionati da un 7 processo che è andato fuori controllo statistico La carta della media non segnala subito la variazione! 83 Nella carta CUMSUM si effettua il grafico di i ( ) ( ) S = x µ = x µ + S i j 0 i 0 i 1 j= 1 >> s(1)=x(1)-10; >> for i=2:30 s(i)=s(i-1)+(x(i)-10) end carta cumsum Quali sono i limiti di controllo? Utile per misurazioni uniche. Altrimenti si usa la media campionaria dei sottogruppi
43 Exponential chart Serve a monitorare un processo che media i dati in modo che a questa media viene dato sempre meno peso, mano manoche il tempo passa Viene valutata su tutto il processo e non sui sottogruppi razionali Più sensibile ai driftnel tempo Robusta nel caso non normale 85 >>ewmaplot(x ) 11.5 Exponentially Weighted Moving Average (EWMA) Chart 11 EWMA CL Sample Number Attenzione: per vettori di misurazioni uniche, il vettore dei dati va passato sotto forma di vettore colonna
44 DIAGRAMMI DI CORRELAZIONE Consideriamo 10 coppie di dati che mettono in relazione la percentuale di riuscita di un certo esperimento in laboratorio con la temperatura alla quale l esperimento è condotto. >> x=[100, 110, 120, 130, 140, 150, 160, 170, 180, 190]; >> y=[45, 52, 54, 63, 62, 68, 75, 76, 92, 88]; Il coefficiente di correlazione di Pearson esprime il grado di relazione lineare esistente tra due campioni casuali. >> r=corrcoef(x,y) E un numero adimensionale. i Assume valori tra -1 e 1. r = Uno strumento grafico utile per visualizzare il grado di dipendenza lineare esistente tra i due campioni, è lo scatterdiagram(o diagramma di dispersione). >>polytool(x,y) E una function del MATLAB che consente di approssimare i punti dello scatter-diagram con un polinomio. 87 I punti sul grafico si riferiscono alle coppie ( x, y ) La retta in verde è la retta di regressione lineare. i i I coefficienti della retta sono determinati con il metodo dei mnimi quadrati. Le rette rosse sono i limiti dell intervallo di confidenza

45 Per conoscere i coefficienti della retta di regressione: >> beta beta = La retta di regressione è y = x >> residuals residuals = Se la retta di regressione lineare è y = α x + β e si indica con y = α x + β l'ordinata sulla retta in corrispondenza del dato i esimo, il residuo i-esimo è e = y y. i i i i i 90 45
46 Riprendendo l esperimento condotto in laboratorio, detta Y la v.a. che descrive la percentuale di riuscita dell esperimento e detta X la temperatura alla quale l esperimento è condotto, si ha Y = α X + β Per effetto degli errori di misurazione yi = α xi + β + ε i ε rappresenta lo scostamento del dato sperimentale dal valore i ottenuto usando il modello lineare in assenza di bias il valore ε proviene da una gaussiana di media 0. i Adeguatezza del modello: validazione E necessario verificare che i residui provengano da una popolazione gaussiana: a) Normplot b) Test di Kolmogorov-Smirnov 91 Adeguatezza del Modello ANALISI DEI RESIDUI Normal Probability Plot >> [H,P,KSSTAT,CV] = KSTEST(residuals/standard) H = 0 Probability P = KSSTAT = Data CV = >> 92 46
47 Il coefficiente di correlazione non è una misura generale della relazione tra due variabili, ma esprime solo il grado di linearità della correlazione in un grafico a dispersione. C è un solo caso in cui, quando il coefficiente di correlazione è nullo, allora le variabili aleatorie sono addirittura indipendenti: quando X e Y sono congiuntamente gaussiane. Gaussiana (congiunta) bidimensionale Esempio : La f XY ( x, y) = 2πσ for ( x, y) R funzione densità di probabilità di una normale bivariata è : exp σ ρ 2(1 ρ ) Y X,( µ, µ ) R X Y 2, con parametri σ 2 ( x µ ) 2ρ( x µ )( y µ ) ( y µ ) X σ X 2 X > 0, σ Y σ X X σ > 0 e ρ (-1,1). Y Y + 2 Y 2 Y σ µ = E X µ = E Y Y 2 X 2 Y [ X ] [ ] [ X ] [ Y ] σ = Var σ = Var ρ ( 1,1) 94 47
Controllo statistico di qualità
 Controllo statistico di qualità Introduzione Un azienda vorrebbe che tutti i pezzi prodotti siano uguali: vuole cioè che la produzione sia affidabile. L affidabilità della produzione è affidata a due L
Controllo statistico di qualità Introduzione Un azienda vorrebbe che tutti i pezzi prodotti siano uguali: vuole cioè che la produzione sia affidabile. L affidabilità della produzione è affidata a due L
Statistical Process Control
 Statistical Process Control ESERCIZI Esercizio 1. Per la caratteristica di un processo distribuita gaussianamente sono note media e deviazione standard: µ = 100, σ = 0.2. 1a. Calcolare la linea centrale
Statistical Process Control ESERCIZI Esercizio 1. Per la caratteristica di un processo distribuita gaussianamente sono note media e deviazione standard: µ = 100, σ = 0.2. 1a. Calcolare la linea centrale
Controllo statistico di qualità. Introduzione
 Controllo statistico di qualità Introduzione Un azienda vorrebbe che tutti i pezzi prodotti siano uguali: vuole cioè che la produzione sia affidabile. L affidabilità della produzione è affidata a due momenti
Controllo statistico di qualità Introduzione Un azienda vorrebbe che tutti i pezzi prodotti siano uguali: vuole cioè che la produzione sia affidabile. L affidabilità della produzione è affidata a due momenti
Carte di controllo per attributi
 Carte di controllo per attributi Il controllo per variabili non sempre è effettuabile misurazioni troppo difficili o costose troppe variabili che definiscono qualità di un prodotto le caratteristiche dei
Carte di controllo per attributi Il controllo per variabili non sempre è effettuabile misurazioni troppo difficili o costose troppe variabili che definiscono qualità di un prodotto le caratteristiche dei
Statistical Process Control
 Statistical Process Control ESERCIZI Esercizio 1. Per la caratteristica di un processo distribuita gaussianamente sono note media e deviazione standard: µ = 100, σ = 0.2. 1a. Calcolare la linea centrale
Statistical Process Control ESERCIZI Esercizio 1. Per la caratteristica di un processo distribuita gaussianamente sono note media e deviazione standard: µ = 100, σ = 0.2. 1a. Calcolare la linea centrale
Università degli Studi di Milano Bicocca CdS ECOAMM Corso di Metodi Statistici per l Amministrazione delle Imprese CARTE DI CONTROLLO PER VARIABILI
 Università degli Studi di Milano Bicocca CdS ECOAMM Corso di Metodi Statistici per l Amministrazione delle Imprese CARTE DI CONTROLLO PER VARIABILI 1. L azienda Wood produce legno compensato per costruzioni
Università degli Studi di Milano Bicocca CdS ECOAMM Corso di Metodi Statistici per l Amministrazione delle Imprese CARTE DI CONTROLLO PER VARIABILI 1. L azienda Wood produce legno compensato per costruzioni
ANALISI GRAFICHE PER IL CONTROLLO DELLA QUALITA : ESEMPI DI APPLICAZIONI
 ANALISI GRAFICHE PER IL CONTROLLO DELLA QUALITA : ESEMPI DI APPLICAZIONI (sintesi da Prof.ssa Di Nardo, Università della Basilicata, http://www.unibas.it/utenti/dinardo/home.html) ISTOGRAMMA/DIAGRAMMA
ANALISI GRAFICHE PER IL CONTROLLO DELLA QUALITA : ESEMPI DI APPLICAZIONI (sintesi da Prof.ssa Di Nardo, Università della Basilicata, http://www.unibas.it/utenti/dinardo/home.html) ISTOGRAMMA/DIAGRAMMA
SPC e distribuzione normale con Access
 SPC e distribuzione normale con Access In questo articolo esamineremo una applicazione Access per il calcolo e la rappresentazione grafica della distribuzione normale, collegata con tabelle di Clienti,
SPC e distribuzione normale con Access In questo articolo esamineremo una applicazione Access per il calcolo e la rappresentazione grafica della distribuzione normale, collegata con tabelle di Clienti,
PRODUZIONE DI LENTI A CONTATTO
 1 PRODUZIONE DI LENTI A CONTATTO Per monitorare il processo di produzione di un determinato tipo di lenti a contatto viene misurato, ad intervalli di tempo regolari di h 15 minuti, il diametro X (in mm)
1 PRODUZIONE DI LENTI A CONTATTO Per monitorare il processo di produzione di un determinato tipo di lenti a contatto viene misurato, ad intervalli di tempo regolari di h 15 minuti, il diametro X (in mm)
Analisi di dati di frequenza
 Analisi di dati di frequenza Fase di raccolta dei dati Fase di memorizzazione dei dati in un foglio elettronico 0 1 1 1 Frequenze attese uguali Si assuma che dalle risposte al questionario sullo stato
Analisi di dati di frequenza Fase di raccolta dei dati Fase di memorizzazione dei dati in un foglio elettronico 0 1 1 1 Frequenze attese uguali Si assuma che dalle risposte al questionario sullo stato
Esercitazione #5 di Statistica. Test ed Intervalli di Confidenza (per una popolazione)
") Esercitazione #5 di Statistica Test ed Intervalli di Confidenza (per una popolazione) Dicembre 00 1 Esercizi 1.1 Test su media (con varianza nota) Esercizio n. 1 Il calore (in calorie per grammo) emesso
Esercitazione #5 di Statistica Test ed Intervalli di Confidenza (per una popolazione) Dicembre 00 1 Esercizi 1.1 Test su media (con varianza nota) Esercizio n. 1 Il calore (in calorie per grammo) emesso
E naturale chiedersi alcune cose sulla media campionaria x n
 Supponiamo che un fabbricante stia introducendo un nuovo tipo di batteria per un automobile elettrica. La durata osservata x i delle i-esima batteria è la realizzazione (valore assunto) di una variabile
Supponiamo che un fabbricante stia introducendo un nuovo tipo di batteria per un automobile elettrica. La durata osservata x i delle i-esima batteria è la realizzazione (valore assunto) di una variabile
Capitolo 12 La regressione lineare semplice
 Levine, Krehbiel, Berenson Statistica II ed. 2006 Apogeo Capitolo 12 La regressione lineare semplice Insegnamento: Statistica Corso di Laurea Triennale in Economia Facoltà di Economia, Università di Ferrara
Levine, Krehbiel, Berenson Statistica II ed. 2006 Apogeo Capitolo 12 La regressione lineare semplice Insegnamento: Statistica Corso di Laurea Triennale in Economia Facoltà di Economia, Università di Ferrara
 Stima per intervalli Nei metodi di stima puntuale è sempre presente un ^ errore θ θ dovuto al fatto che la stima di θ in genere non coincide con il parametro θ. Sorge quindi l esigenza di determinare una
Stima per intervalli Nei metodi di stima puntuale è sempre presente un ^ errore θ θ dovuto al fatto che la stima di θ in genere non coincide con il parametro θ. Sorge quindi l esigenza di determinare una
LE CARTE DI CONTROLLO (4)
") LE CARTE DI CONTROLLO (4) Tipo di carta di controllo Frazione difettosa Carta p Numero di difettosi Carta np Dimensione campione Variabile, solitamente >= 50 costante, solitamente >= 50 Linea centrale
LE CARTE DI CONTROLLO (4) Tipo di carta di controllo Frazione difettosa Carta p Numero di difettosi Carta np Dimensione campione Variabile, solitamente >= 50 costante, solitamente >= 50 Linea centrale
Facciamo qualche precisazione
 Abbiamo introdotto alcuni indici statistici (di posizione, di variabilità e di forma) ottenibili da Excel con la funzione Riepilogo Statistiche Facciamo qualche precisazione Al fine della partecipazione
Abbiamo introdotto alcuni indici statistici (di posizione, di variabilità e di forma) ottenibili da Excel con la funzione Riepilogo Statistiche Facciamo qualche precisazione Al fine della partecipazione
La variabile casuale Binomiale
 La variabile casuale Binomiale Si costruisce a partire dalla nozione di esperimento casuale Bernoulliano che consiste in un insieme di prove ripetute con le seguenti caratteristiche: i) ad ogni singola
La variabile casuale Binomiale Si costruisce a partire dalla nozione di esperimento casuale Bernoulliano che consiste in un insieme di prove ripetute con le seguenti caratteristiche: i) ad ogni singola
Dimensione di uno Spazio vettoriale
 Capitolo 4 Dimensione di uno Spazio vettoriale 4.1 Introduzione Dedichiamo questo capitolo ad un concetto fondamentale in algebra lineare: la dimensione di uno spazio vettoriale. Daremo una definizione
Capitolo 4 Dimensione di uno Spazio vettoriale 4.1 Introduzione Dedichiamo questo capitolo ad un concetto fondamentale in algebra lineare: la dimensione di uno spazio vettoriale. Daremo una definizione
Controllo Statistico della Qualità. Qualità come primo obiettivo dell azienda produttrice di beni
 Controllo Statistico della Qualità Qualità come primo obiettivo dell azienda produttrice di beni Qualità come costante aderenza del prodotto alle specifiche tecniche Qualità come controllo e riduzione
Controllo Statistico della Qualità Qualità come primo obiettivo dell azienda produttrice di beni Qualità come costante aderenza del prodotto alle specifiche tecniche Qualità come controllo e riduzione
I ESERCITAZIONE. Gruppo I 100 individui. Trattamento I Nuovo Farmaco. Osservazione degli effetti sul raffreddore. Assegnazione casuale
 I ESERCITAZIONE ESERCIZIO 1 Si vuole testare un nuovo farmaco contro il raffreddore. Allo studio partecipano 200 soggetti sani della stessa età e dello stesso sesso e con caratteristiche simili. i) Che
I ESERCITAZIONE ESERCIZIO 1 Si vuole testare un nuovo farmaco contro il raffreddore. Allo studio partecipano 200 soggetti sani della stessa età e dello stesso sesso e con caratteristiche simili. i) Che
Relazioni statistiche: regressione e correlazione
 Relazioni statistiche: regressione e correlazione È detto studio della connessione lo studio si occupa della ricerca di relazioni fra due variabili statistiche o fra una mutabile e una variabile statistica
Relazioni statistiche: regressione e correlazione È detto studio della connessione lo studio si occupa della ricerca di relazioni fra due variabili statistiche o fra una mutabile e una variabile statistica
La distribuzione Normale. La distribuzione Normale
 La Distribuzione Normale o Gaussiana è la distribuzione più importante ed utilizzata in tutta la statistica La curva delle frequenze della distribuzione Normale ha una forma caratteristica, simile ad una
La Distribuzione Normale o Gaussiana è la distribuzione più importante ed utilizzata in tutta la statistica La curva delle frequenze della distribuzione Normale ha una forma caratteristica, simile ad una
Metodi statistici per le ricerche di mercato
 Metodi statistici per le ricerche di mercato Prof.ssa Isabella Mingo A.A. 2014-2015 Facoltà di Scienze Politiche, Sociologia, Comunicazione Corso di laurea Magistrale in «Organizzazione e marketing per
Metodi statistici per le ricerche di mercato Prof.ssa Isabella Mingo A.A. 2014-2015 Facoltà di Scienze Politiche, Sociologia, Comunicazione Corso di laurea Magistrale in «Organizzazione e marketing per
1) Si consideri un esperimento che consiste nel lancio di 5 dadi. Lo spazio campionario:
 Si consideri un esperimento che consiste nel lancio di 5 dadi. Lo spazio campionario:") Esempi di domande risposta multipla (Modulo II) 1) Si consideri un esperimento che consiste nel lancio di 5 dadi. Lo spazio campionario: 1) ha un numero di elementi pari a 5; 2) ha un numero di elementi
Esempi di domande risposta multipla (Modulo II) 1) Si consideri un esperimento che consiste nel lancio di 5 dadi. Lo spazio campionario: 1) ha un numero di elementi pari a 5; 2) ha un numero di elementi
Elementi di Psicometria con Laboratorio di SPSS 1
 Elementi di Psicometria con Laboratorio di SPSS 1 12-Il t-test per campioni appaiati vers. 1.2 (7 novembre 2014) Germano Rossi 1 germano.rossi@unimib.it 1 Dipartimento di Psicologia, Università di Milano-Bicocca
Elementi di Psicometria con Laboratorio di SPSS 1 12-Il t-test per campioni appaiati vers. 1.2 (7 novembre 2014) Germano Rossi 1 germano.rossi@unimib.it 1 Dipartimento di Psicologia, Università di Milano-Bicocca
Elementi di Psicometria con Laboratorio di SPSS 1
 Elementi di Psicometria con Laboratorio di SPSS 1 29-Analisi della potenza statistica vers. 1.0 (12 dicembre 2014) Germano Rossi 1 germano.rossi@unimib.it 1 Dipartimento di Psicologia, Università di Milano-Bicocca
Elementi di Psicometria con Laboratorio di SPSS 1 29-Analisi della potenza statistica vers. 1.0 (12 dicembre 2014) Germano Rossi 1 germano.rossi@unimib.it 1 Dipartimento di Psicologia, Università di Milano-Bicocca
GESTIONE INDUSTRIALE DELLA QUALITÀ A
 GESTIONE INDUSTRIALE DELLA QUALITÀ A Lezione 10 CAMPIONAMENTO (pag. 62-64) L indagine campionaria all interno di una popolazione consiste nell estrazione di un numero limitato e definito di elementi che
GESTIONE INDUSTRIALE DELLA QUALITÀ A Lezione 10 CAMPIONAMENTO (pag. 62-64) L indagine campionaria all interno di una popolazione consiste nell estrazione di un numero limitato e definito di elementi che
Regressione Mario Guarracino Data Mining a.a. 2010/2011
 Regressione Esempio Un azienda manifatturiera vuole analizzare il legame che intercorre tra il volume produttivo X per uno dei propri stabilimenti e il corrispondente costo mensile Y di produzione. Volume
Regressione Esempio Un azienda manifatturiera vuole analizzare il legame che intercorre tra il volume produttivo X per uno dei propri stabilimenti e il corrispondente costo mensile Y di produzione. Volume
1. Distribuzioni campionarie
 Università degli Studi di Basilicata Facoltà di Economia Corso di Laurea in Economia Aziendale - a.a. 2012/2013 lezioni di statistica del 3 e 6 giugno 2013 - di Massimo Cristallo - 1. Distribuzioni campionarie
Università degli Studi di Basilicata Facoltà di Economia Corso di Laurea in Economia Aziendale - a.a. 2012/2013 lezioni di statistica del 3 e 6 giugno 2013 - di Massimo Cristallo - 1. Distribuzioni campionarie
Metodi Statistici di Controllo della Qualità Prof. Paolo Cozzucoli
 Programma dell insegnamento di Metodi Statistici di Controllo della Qualità Prof. Paolo Cozzucoli Corso di Laurea in Metodi Quantitativi per l Economia e la Gestione delle Aziende A.A. 2007-08 Disciplina
Programma dell insegnamento di Metodi Statistici di Controllo della Qualità Prof. Paolo Cozzucoli Corso di Laurea in Metodi Quantitativi per l Economia e la Gestione delle Aziende A.A. 2007-08 Disciplina
Statistica. Lezione 6
 Università degli Studi del Piemonte Orientale Corso di Laurea in Infermieristica Corso integrato in Scienze della Prevenzione e dei Servizi sanitari Statistica Lezione 6 a.a 011-01 Dott.ssa Daniela Ferrante
Università degli Studi del Piemonte Orientale Corso di Laurea in Infermieristica Corso integrato in Scienze della Prevenzione e dei Servizi sanitari Statistica Lezione 6 a.a 011-01 Dott.ssa Daniela Ferrante
CAPACITÀ DI PROCESSO (PROCESS CAPABILITY)
") CICLO DI LEZIONI per Progetto e Gestione della Qualità Facoltà di Ingegneria CAPACITÀ DI PROCESSO (PROCESS CAPABILITY) Carlo Noè Università Carlo Cattaneo e-mail: cnoe@liuc.it 1 CAPACITÀ DI PROCESSO Il
CICLO DI LEZIONI per Progetto e Gestione della Qualità Facoltà di Ingegneria CAPACITÀ DI PROCESSO (PROCESS CAPABILITY) Carlo Noè Università Carlo Cattaneo e-mail: cnoe@liuc.it 1 CAPACITÀ DI PROCESSO Il
Un po di statistica. Christian Ferrari. Laboratorio di Matematica
 Un po di statistica Christian Ferrari Laboratorio di Matematica 1 Introduzione La statistica è una parte della matematica applicata che si occupa della raccolta, dell analisi e dell interpretazione di
Un po di statistica Christian Ferrari Laboratorio di Matematica 1 Introduzione La statistica è una parte della matematica applicata che si occupa della raccolta, dell analisi e dell interpretazione di
Metodi statistici per l economia (Prof. Capitanio) Slide n. 9. Materiale di supporto per le lezioni. Non sostituisce il libro di testo
 Slide n. 9. Materiale di supporto per le lezioni. Non sostituisce il libro di testo") Metodi statistici per l economia (Prof. Capitanio) Slide n. 9 Materiale di supporto per le lezioni. Non sostituisce il libro di testo 1 TEST D IPOTESI Partiamo da un esempio presente sul libro di testo.
Metodi statistici per l economia (Prof. Capitanio) Slide n. 9 Materiale di supporto per le lezioni. Non sostituisce il libro di testo 1 TEST D IPOTESI Partiamo da un esempio presente sul libro di testo.
Probabilità condizionata: p(a/b) che avvenga A, una volta accaduto B. Evento prodotto: Evento in cui si verifica sia A che B ; p(a&b) = p(a) x p(b/a)
 che avvenga A, una volta accaduto B. Evento prodotto: Evento in cui si verifica sia A che B ; p(a&b) = p(a) x p(b/a)") Probabilità condizionata: p(a/b) che avvenga A, una volta accaduto B Eventi indipendenti: un evento non influenza l altro Eventi disgiunti: il verificarsi di un evento esclude l altro Evento prodotto:
Probabilità condizionata: p(a/b) che avvenga A, una volta accaduto B Eventi indipendenti: un evento non influenza l altro Eventi disgiunti: il verificarsi di un evento esclude l altro Evento prodotto:
Inferenza statistica. Statistica medica 1
 Inferenza statistica L inferenza statistica è un insieme di metodi con cui si cerca di trarre una conclusione sulla popolazione sulla base di alcune informazioni ricavate da un campione estratto da quella
Inferenza statistica L inferenza statistica è un insieme di metodi con cui si cerca di trarre una conclusione sulla popolazione sulla base di alcune informazioni ricavate da un campione estratto da quella
Test statistici di verifica di ipotesi
 Test e verifica di ipotesi Test e verifica di ipotesi Il test delle ipotesi consente di verificare se, e quanto, una determinata ipotesi (di carattere biologico, medico, economico,...) è supportata dall
Test e verifica di ipotesi Test e verifica di ipotesi Il test delle ipotesi consente di verificare se, e quanto, una determinata ipotesi (di carattere biologico, medico, economico,...) è supportata dall
RELAZIONE TRA VARIABILI QUANTITATIVE. Lezione 7 a. Accade spesso nella ricerca in campo biomedico, così come in altri campi della
 RELAZIONE TRA VARIABILI QUANTITATIVE Lezione 7 a Accade spesso nella ricerca in campo biomedico, così come in altri campi della scienza, di voler studiare come il variare di una o più variabili (variabili
RELAZIONE TRA VARIABILI QUANTITATIVE Lezione 7 a Accade spesso nella ricerca in campo biomedico, così come in altri campi della scienza, di voler studiare come il variare di una o più variabili (variabili
VERIFICA DELLE IPOTESI
 VERIFICA DELLE IPOTESI Nella verifica delle ipotesi è necessario fissare alcune fasi prima di iniziare ad analizzare i dati. a) Si deve stabilire quale deve essere l'ipotesi nulla (H0) e quale l'ipotesi
VERIFICA DELLE IPOTESI Nella verifica delle ipotesi è necessario fissare alcune fasi prima di iniziare ad analizzare i dati. a) Si deve stabilire quale deve essere l'ipotesi nulla (H0) e quale l'ipotesi
3. Confronto tra medie di due campioni indipendenti o appaiati
 BIOSTATISTICA 3. Confronto tra medie di due campioni indipendenti o appaiati Marta Blangiardo, Imperial College, London Department of Epidemiology and Public Health m.blangiardo@imperial.ac.uk MARTA BLANGIARDO
BIOSTATISTICA 3. Confronto tra medie di due campioni indipendenti o appaiati Marta Blangiardo, Imperial College, London Department of Epidemiology and Public Health m.blangiardo@imperial.ac.uk MARTA BLANGIARDO
CORSO DI STATISTICA (parte 2) - ESERCITAZIONE 8
 - ESERCITAZIONE 8") CORSO DI STATISTICA (parte 2) - ESERCITAZIONE 8 Dott.ssa Antonella Costanzo a.costanzo@unicas.it Esercizio 1. Test delle ipotesi sulla varianza In un azienda che produce componenti meccaniche, è stato
CORSO DI STATISTICA (parte 2) - ESERCITAZIONE 8 Dott.ssa Antonella Costanzo a.costanzo@unicas.it Esercizio 1. Test delle ipotesi sulla varianza In un azienda che produce componenti meccaniche, è stato
Prof.ssa Paola Vicard
 Questa nota consiste perlopiù nella traduzione (con alcune integrazioni) da Descriptive statistics di J. Shalliker e C. Ricketts, 2000, University of Plymouth Consideriamo i dati nel file esercizio10_dati.xls.
Questa nota consiste perlopiù nella traduzione (con alcune integrazioni) da Descriptive statistics di J. Shalliker e C. Ricketts, 2000, University of Plymouth Consideriamo i dati nel file esercizio10_dati.xls.
Statistiche campionarie
 Statistiche campionarie Sul campione si possono calcolare le statistiche campionarie (come media campionaria, mediana campionaria, varianza campionaria,.) Le statistiche campionarie sono stimatori delle
Statistiche campionarie Sul campione si possono calcolare le statistiche campionarie (come media campionaria, mediana campionaria, varianza campionaria,.) Le statistiche campionarie sono stimatori delle
PROBABILITÀ - SCHEDA N. 2 LE VARIABILI ALEATORIE
 Matematica e statistica: dai dati ai modelli alle scelte www.dima.unige/pls_statistica Responsabili scientifici M.P. Rogantin e E. Sasso (Dipartimento di Matematica Università di Genova) PROBABILITÀ -
Matematica e statistica: dai dati ai modelli alle scelte www.dima.unige/pls_statistica Responsabili scientifici M.P. Rogantin e E. Sasso (Dipartimento di Matematica Università di Genova) PROBABILITÀ -
La categoria «ES» presenta (di solito) gli stessi comandi
 gli stessi comandi") Utilizzo delle calcolatrici FX 991 ES+ Parte II PARMA, 11 Marzo 2014 Prof. Francesco Bologna bolfra@gmail.com ARGOMENTI DELLA LEZIONE 1. Richiami lezione precedente 2.Calcolo delle statistiche di regressione:
Utilizzo delle calcolatrici FX 991 ES+ Parte II PARMA, 11 Marzo 2014 Prof. Francesco Bologna bolfra@gmail.com ARGOMENTI DELLA LEZIONE 1. Richiami lezione precedente 2.Calcolo delle statistiche di regressione:
Corso integrato di informatica, statistica e analisi dei dati sperimentali Altri esercizi_esercitazione V
 Corso integrato di informatica, statistica e analisi dei dati sperimentali Altri esercizi_esercitazione V Sui PC a disposizione sono istallati diversi sistemi operativi. All accensione scegliere Windows.
Corso integrato di informatica, statistica e analisi dei dati sperimentali Altri esercizi_esercitazione V Sui PC a disposizione sono istallati diversi sistemi operativi. All accensione scegliere Windows.
Il concetto di valore medio in generale
 Il concetto di valore medio in generale Nella statistica descrittiva si distinguono solitamente due tipi di medie: - le medie analitiche, che soddisfano ad una condizione di invarianza e si calcolano tenendo
Il concetto di valore medio in generale Nella statistica descrittiva si distinguono solitamente due tipi di medie: - le medie analitiche, che soddisfano ad una condizione di invarianza e si calcolano tenendo
13. Campi vettoriali
 13. Campi vettoriali 1 Il campo di velocità di un fluido Il concetto di campo in fisica non è limitato ai fenomeni elettrici. In generale il valore di una grandezza fisica assegnato per ogni punto dello
13. Campi vettoriali 1 Il campo di velocità di un fluido Il concetto di campo in fisica non è limitato ai fenomeni elettrici. In generale il valore di una grandezza fisica assegnato per ogni punto dello
Calcolo delle probabilità
 Calcolo delle probabilità Laboratorio di Bioinformatica Corso A aa 2005-2006 Statistica Dai risultati di un esperimento si determinano alcune caratteristiche della popolazione Calcolo delle probabilità
Calcolo delle probabilità Laboratorio di Bioinformatica Corso A aa 2005-2006 Statistica Dai risultati di un esperimento si determinano alcune caratteristiche della popolazione Calcolo delle probabilità
Prova scritta di Complementi di Probabilità e Statistica. 31 Ottobre 2012
 Prova scritta di Complementi di Probabilità e Statistica 31 Ottobre 2012 1. In un processo per accrescere uno strato sottile di biossido di silicio sopra fette di silicio utilizzate per la fabbricazione
Prova scritta di Complementi di Probabilità e Statistica 31 Ottobre 2012 1. In un processo per accrescere uno strato sottile di biossido di silicio sopra fette di silicio utilizzate per la fabbricazione
Analisi e diagramma di Pareto
 Analisi e diagramma di Pareto L'analisi di Pareto è una metodologia statistica utilizzata per individuare i problemi più rilevanti nella situazione in esame e quindi le priorità di intervento. L'obiettivo
Analisi e diagramma di Pareto L'analisi di Pareto è una metodologia statistica utilizzata per individuare i problemi più rilevanti nella situazione in esame e quindi le priorità di intervento. L'obiettivo
Temi di Esame a.a. 2012-2013. Statistica - CLEF
 Temi di Esame a.a. 2012-2013 Statistica - CLEF I Prova Parziale di Statistica (CLEF) 11 aprile 2013 Esercizio 1 Un computer è collegato a due stampanti, A e B. La stampante A è difettosa ed il 25% dei
Temi di Esame a.a. 2012-2013 Statistica - CLEF I Prova Parziale di Statistica (CLEF) 11 aprile 2013 Esercizio 1 Un computer è collegato a due stampanti, A e B. La stampante A è difettosa ed il 25% dei
MINIMI QUADRATI. REGRESSIONE LINEARE
 MINIMI QUADRATI. REGRESSIONE LINEARE Se il coefficiente di correlazione r è prossimo a 1 o a -1 e se il diagramma di dispersione suggerisce una relazione di tipo lineare, ha senso determinare l equazione
MINIMI QUADRATI. REGRESSIONE LINEARE Se il coefficiente di correlazione r è prossimo a 1 o a -1 e se il diagramma di dispersione suggerisce una relazione di tipo lineare, ha senso determinare l equazione
Indici di dispersione
 Indici di dispersione 1 Supponiamo di disporre di un insieme di misure e di cercare un solo valore che, meglio di ciascun altro, sia in grado di catturare le caratteristiche della distribuzione nel suo
Indici di dispersione 1 Supponiamo di disporre di un insieme di misure e di cercare un solo valore che, meglio di ciascun altro, sia in grado di catturare le caratteristiche della distribuzione nel suo
RAPPRESENTAZIONE GRAFICA E ANALISI DEI DATI SPERIMENTALI CON EXCEL
 RAPPRESENTAZIONE GRAFICA E ANALISI DEI DATI SPERIMENTALI CON EXCEL 1 RAPPRESENTAZIONE GRAFICA Per l analisi dati con Excel si fa riferimento alla versione 2007 di Office, le versioni successive non differiscono
RAPPRESENTAZIONE GRAFICA E ANALISI DEI DATI SPERIMENTALI CON EXCEL 1 RAPPRESENTAZIONE GRAFICA Per l analisi dati con Excel si fa riferimento alla versione 2007 di Office, le versioni successive non differiscono
VALORE DELLE MERCI SEQUESTRATE
 La contraffazione in cifre: NUOVA METODOLOGIA PER LA STIMA DEL VALORE DELLE MERCI SEQUESTRATE Roma, Giugno 2013 Giugno 2013-1 Il valore economico dei sequestri In questo Focus si approfondiscono alcune
La contraffazione in cifre: NUOVA METODOLOGIA PER LA STIMA DEL VALORE DELLE MERCI SEQUESTRATE Roma, Giugno 2013 Giugno 2013-1 Il valore economico dei sequestri In questo Focus si approfondiscono alcune
La distribuzione Gaussiana
 Università del Piemonte Orientale Corso di Laurea in Biotecnologie Corso di Statistica Medica La distribuzione Normale (o di Gauss) Corso di laurea in biotecnologie - Corso di Statistica Medica La distribuzione
Università del Piemonte Orientale Corso di Laurea in Biotecnologie Corso di Statistica Medica La distribuzione Normale (o di Gauss) Corso di laurea in biotecnologie - Corso di Statistica Medica La distribuzione
STATISTICA IX lezione
 Anno Accademico 013-014 STATISTICA IX lezione 1 Il problema della verifica di un ipotesi statistica In termini generali, si studia la distribuzione T(X) di un opportuna grandezza X legata ai parametri
Anno Accademico 013-014 STATISTICA IX lezione 1 Il problema della verifica di un ipotesi statistica In termini generali, si studia la distribuzione T(X) di un opportuna grandezza X legata ai parametri
Test d ipotesi. Statistica e biometria. D. Bertacchi. Test d ipotesi
 In molte situazioni una raccolta di dati (=esiti di esperimenti aleatori) viene fatta per prendere delle decisioni sulla base di quei dati. Ad esempio sperimentazioni su un nuovo farmaco per decidere se
In molte situazioni una raccolta di dati (=esiti di esperimenti aleatori) viene fatta per prendere delle decisioni sulla base di quei dati. Ad esempio sperimentazioni su un nuovo farmaco per decidere se
PROGRAMMA SVOLTO NELLA SESSIONE N.
 Università C. Cattaneo Liuc, Corso di Statistica, Sessione n. 1, 2014 Laboratorio Excel Sessione n. 1 Venerdì 031014 Gruppo PZ Lunedì 061014 Gruppo AD Martedì 071014 Gruppo EO PROGRAMMA SVOLTO NELLA SESSIONE
Università C. Cattaneo Liuc, Corso di Statistica, Sessione n. 1, 2014 Laboratorio Excel Sessione n. 1 Venerdì 031014 Gruppo PZ Lunedì 061014 Gruppo AD Martedì 071014 Gruppo EO PROGRAMMA SVOLTO NELLA SESSIONE
iovanella@disp.uniroma2.it http://www.disp.uniroma2.it/users/iovanella Verifica di ipotesi
 iovanella@disp.uniroma2.it http://www.disp.uniroma2.it/users/iovanella Verifica di ipotesi Idea di base Supponiamo di avere un idea del valore (incognito) di una media di un campione, magari attraverso
iovanella@disp.uniroma2.it http://www.disp.uniroma2.it/users/iovanella Verifica di ipotesi Idea di base Supponiamo di avere un idea del valore (incognito) di una media di un campione, magari attraverso
LA CORRELAZIONE LINEARE
 LA CORRELAZIONE LINEARE La correlazione indica la tendenza che hanno due variabili (X e Y) a variare insieme, ovvero, a covariare. Ad esempio, si può supporre che vi sia una relazione tra l insoddisfazione
LA CORRELAZIONE LINEARE La correlazione indica la tendenza che hanno due variabili (X e Y) a variare insieme, ovvero, a covariare. Ad esempio, si può supporre che vi sia una relazione tra l insoddisfazione
LABORATORIO-EXCEL N. 2-3 XLSTAT- Pro Versione 7 VARIABILI QUANTITATIVE
 LABORATORIO-EXCEL N. 2-3 XLSTAT- Pro Versione 7 VARIABILI QUANTITATIVE DESCRIZIONE DEI DATI DA ESAMINARE Sono stati raccolti i dati sul peso del polmone di topi normali e affetti da una patologia simile
LABORATORIO-EXCEL N. 2-3 XLSTAT- Pro Versione 7 VARIABILI QUANTITATIVE DESCRIZIONE DEI DATI DA ESAMINARE Sono stati raccolti i dati sul peso del polmone di topi normali e affetti da una patologia simile
I Metodi statistici utili nel miglioramento della qualità 27
 Prefazione xiii 1 Il miglioramento della qualità nel moderno ambiente produttivo 1 1.1 Significato dei termini qualità e miglioramento della qualità 1 1.1.1 Le componenti della qualità 2 1.1.2 Terminologia
Prefazione xiii 1 Il miglioramento della qualità nel moderno ambiente produttivo 1 1.1 Significato dei termini qualità e miglioramento della qualità 1 1.1.1 Le componenti della qualità 2 1.1.2 Terminologia
IN MATLAB distribuzione di frequenza. >> x(1)=7.5; >> for i=2:7 x(i)=x(i-1)+5; end. IN MATLAB distribuzione di frequenza
=7.5; >> for i=2:7 x(i)=x(i-1)+5; end. IN MATLAB distribuzione di frequenza") IN MATLAB distribuzione di frequenza 2-1 4. Usare la function histc(dati,x) 2-2 1. Riportare i dati in un file (ad esempio dati.mat); 2. load ascii dati: viene creata una variabile dati contenente il campione;
IN MATLAB distribuzione di frequenza 2-1 4. Usare la function histc(dati,x) 2-2 1. Riportare i dati in un file (ad esempio dati.mat); 2. load ascii dati: viene creata una variabile dati contenente il campione;
matematica probabilmente
 IS science centre immaginario scientifico Laboratorio dell'immaginario Scientifico - Trieste tel. 040224424 - fax 040224439 - e-mail: lis@lis.trieste.it - www.immaginarioscientifico.it indice Altezze e
IS science centre immaginario scientifico Laboratorio dell'immaginario Scientifico - Trieste tel. 040224424 - fax 040224439 - e-mail: lis@lis.trieste.it - www.immaginarioscientifico.it indice Altezze e
Il campionamento statistico
 Lezione 13 Gli strumenti per il miglioramento della Qualità Il campionamento statistico Aggiornamento: 19 novembre 2003 Il materiale didattico potrebbe contenere errori: la segnalazione e di questi errori
Lezione 13 Gli strumenti per il miglioramento della Qualità Il campionamento statistico Aggiornamento: 19 novembre 2003 Il materiale didattico potrebbe contenere errori: la segnalazione e di questi errori
Il Controllo Interno di Qualità dalla teoria alla pratica: guida passo per passo IL MODELLO TEORICO. Pasquale Iandolo
 Il Controllo Interno di Qualità dalla teoria alla pratica: guida passo per passo IL MODELLO TEORICO Pasquale Iandolo Laboratorio analisi ASL 4 Chiavarese, Lavagna (GE) 42 Congresso Nazionale SIBioC Roma
Il Controllo Interno di Qualità dalla teoria alla pratica: guida passo per passo IL MODELLO TEORICO Pasquale Iandolo Laboratorio analisi ASL 4 Chiavarese, Lavagna (GE) 42 Congresso Nazionale SIBioC Roma
Esercizi test ipotesi. Prof. Raffaella Folgieri Email: folgieri@mtcube.com aa 2009/2010
 Esercizi test ipotesi Prof. Raffaella Folgieri Email: folgieri@mtcube.com aa 2009/2010 Verifica delle ipotesi - Esempio quelli di Striscia la Notizia" effettuano controlli casuali per vedere se le pompe
Esercizi test ipotesi Prof. Raffaella Folgieri Email: folgieri@mtcube.com aa 2009/2010 Verifica delle ipotesi - Esempio quelli di Striscia la Notizia" effettuano controlli casuali per vedere se le pompe
Il confronto fra proporzioni
 L. Boni Il rapporto Un rapporto (ratio), attribuendo un ampio significato al termine, è il risultato della divisione di una certa quantità a per un altra quantità b Il rapporto Spesso, in maniera più specifica,
L. Boni Il rapporto Un rapporto (ratio), attribuendo un ampio significato al termine, è il risultato della divisione di una certa quantità a per un altra quantità b Il rapporto Spesso, in maniera più specifica,
Elementi di Psicometria con Laboratorio di SPSS 1
 Elementi di Psicometria con Laboratorio di SPSS 1 10-Il test t per un campione e la stima intervallare (vers. 1.1, 25 ottobre 2015) Germano Rossi 1 germano.rossi@unimib.it 1 Dipartimento di Psicologia,
Elementi di Psicometria con Laboratorio di SPSS 1 10-Il test t per un campione e la stima intervallare (vers. 1.1, 25 ottobre 2015) Germano Rossi 1 germano.rossi@unimib.it 1 Dipartimento di Psicologia,
L analisi dei rischi: l aspetto statistico Ing. Pier Giorgio DELLA ROLE Six Sigma Master Black Belt
 L analisi dei rischi: l aspetto statistico Ing. Pier Giorgio DELL ROLE Six Sigma Master lack elt Dicembre, 009 Introduzione Nell esecuzione dei progetti Six Sigma è di fondamentale importanza sapere se
L analisi dei rischi: l aspetto statistico Ing. Pier Giorgio DELL ROLE Six Sigma Master lack elt Dicembre, 009 Introduzione Nell esecuzione dei progetti Six Sigma è di fondamentale importanza sapere se
Introduzione all analisi dei segnali digitali.
 Introduzione all analisi dei segnali digitali. Lezioni per il corso di Laboratorio di Fisica IV Isidoro Ferrante A.A. 2001/2002 1 Segnali analogici Si dice segnale la variazione di una qualsiasi grandezza
Introduzione all analisi dei segnali digitali. Lezioni per il corso di Laboratorio di Fisica IV Isidoro Ferrante A.A. 2001/2002 1 Segnali analogici Si dice segnale la variazione di una qualsiasi grandezza
VERIFICA DELLE IPOTESI
 VERIFICA DELLE IPOTESI Introduzione Livelli di significatività Verifica di ipotesi sulla media di una popolazione normale Verifica di ipotesi sulla varianza di una popolazione normale Verifica di ipotesi
VERIFICA DELLE IPOTESI Introduzione Livelli di significatività Verifica di ipotesi sulla media di una popolazione normale Verifica di ipotesi sulla varianza di una popolazione normale Verifica di ipotesi
ESERCITAZIONE 13 : STATISTICA DESCRITTIVA E ANALISI DI REGRESSIONE
 ESERCITAZIONE 13 : STATISTICA DESCRITTIVA E ANALISI DI REGRESSIONE e-mail: tommei@dm.unipi.it web: www.dm.unipi.it/ tommei Ricevimento: su appuntamento Dipartimento di Matematica, piano terra, studio 114
ESERCITAZIONE 13 : STATISTICA DESCRITTIVA E ANALISI DI REGRESSIONE e-mail: tommei@dm.unipi.it web: www.dm.unipi.it/ tommei Ricevimento: su appuntamento Dipartimento di Matematica, piano terra, studio 114
Excel Terza parte. Excel 2003
 Excel Terza parte Excel 2003 TABELLA PIVOT Selezioniamo tutti i dati (con le relative etichette) Dati Rapporto tabella pivot e grafico pivot Fine 2 La tabella pivot viene messa di default in una pagina
Excel Terza parte Excel 2003 TABELLA PIVOT Selezioniamo tutti i dati (con le relative etichette) Dati Rapporto tabella pivot e grafico pivot Fine 2 La tabella pivot viene messa di default in una pagina
OCCUPATI SETTORE DI ATTIVITA' ECONOMICA
 ESERCIZIO 1 La tabella seguente contiene i dati relativi alla composizione degli occupati in Italia relativamente ai tre macrosettori di attività (agricoltura, industria e altre attività) negli anni 1971
ESERCIZIO 1 La tabella seguente contiene i dati relativi alla composizione degli occupati in Italia relativamente ai tre macrosettori di attività (agricoltura, industria e altre attività) negli anni 1971
Statistica e biometria. D. Bertacchi. Variabili aleatorie. V.a. discrete e continue. La densità di una v.a. discreta. Esempi.
 Iniziamo con definizione (capiremo fra poco la sua utilità): DEFINIZIONE DI VARIABILE ALEATORIA Una variabile aleatoria (in breve v.a.) X è funzione che ha come dominio Ω e come codominio R. In formule:
Iniziamo con definizione (capiremo fra poco la sua utilità): DEFINIZIONE DI VARIABILE ALEATORIA Una variabile aleatoria (in breve v.a.) X è funzione che ha come dominio Ω e come codominio R. In formule:
ANALISI DI CORRELAZIONE
 ANALISI DI CORRELAZIONE Esempio: Dati raccolti da n = 129 studenti di Pavia (A.A. 21/2) Altezza (cm) Peso (Kg) Voto Algebra e Geometria Voto Fisica I Valutare la correlazione delle seguenti coppie: Peso
ANALISI DI CORRELAZIONE Esempio: Dati raccolti da n = 129 studenti di Pavia (A.A. 21/2) Altezza (cm) Peso (Kg) Voto Algebra e Geometria Voto Fisica I Valutare la correlazione delle seguenti coppie: Peso
Abbiamo costruito il grafico delle sst in funzione del tempo (dal 1880 al 1995).
.") ANALISI DI UNA SERIE TEMPORALE Analisi statistica elementare Abbiamo costruito il grafico delle sst in funzione del tempo (dal 1880 al 1995). Si puo' osservare una media di circa 26 C e una deviazione
ANALISI DI UNA SERIE TEMPORALE Analisi statistica elementare Abbiamo costruito il grafico delle sst in funzione del tempo (dal 1880 al 1995). Si puo' osservare una media di circa 26 C e una deviazione
LEZIONE n. 5 (a cura di Antonio Di Marco)
") LEZIONE n. 5 (a cura di Antonio Di Marco) IL P-VALUE (α) Data un ipotesi nulla (H 0 ), questa la si può accettare o rifiutare in base al valore del p- value. In genere il suo valore è un numero molto piccolo,
LEZIONE n. 5 (a cura di Antonio Di Marco) IL P-VALUE (α) Data un ipotesi nulla (H 0 ), questa la si può accettare o rifiutare in base al valore del p- value. In genere il suo valore è un numero molto piccolo,
IL COLLAUDO DI ACCETTAZIONE
 IL COLLAUDO DI ACCETTAZIONE Il collaudo di accettazione 1 Popolazione Campione Dati MISURA Processo Lotto Campione DATI CAMPIONAMENTO INTERVENTO MISURA Lotto Campione DATI CAMPIONAMENTO INTERVENTO Il collaudo
IL COLLAUDO DI ACCETTAZIONE Il collaudo di accettazione 1 Popolazione Campione Dati MISURA Processo Lotto Campione DATI CAMPIONAMENTO INTERVENTO MISURA Lotto Campione DATI CAMPIONAMENTO INTERVENTO Il collaudo
Le Carte di Controllo del Processo
 ISI MANUALE PER CORSI QUALITÀ dispensa data modifica del livello Q-051 01.06.94 01 25.07.95 BLU Le Carte di Controllo del Processo MANUALE DI UTILIZZO ISI CARTE DI CONTROLLO pagina 2 di 13 Introduzione.
ISI MANUALE PER CORSI QUALITÀ dispensa data modifica del livello Q-051 01.06.94 01 25.07.95 BLU Le Carte di Controllo del Processo MANUALE DI UTILIZZO ISI CARTE DI CONTROLLO pagina 2 di 13 Introduzione.
Università di Firenze - Corso di laurea in Statistica Seconda prova intermedia di Statistica. 18 dicembre 2008
 Università di Firenze - Corso di laurea in Statistica Seconda prova intermedia di Statistica 18 dicembre 008 Esame sull intero programma: esercizi da A a D Esame sulla seconda parte del programma: esercizi
Università di Firenze - Corso di laurea in Statistica Seconda prova intermedia di Statistica 18 dicembre 008 Esame sull intero programma: esercizi da A a D Esame sulla seconda parte del programma: esercizi
Psicometria (8 CFU) Corso di Laurea triennale STANDARDIZZAZIONE
 Corso di Laurea triennale STANDARDIZZAZIONE") Psicometria (8 CFU) Corso di Laurea triennale Un punteggio all interno di una distribuzione è in realtà privo di significato se preso da solo. Sapere che un soggetto ha ottenuto un punteggio x=52 in una
Psicometria (8 CFU) Corso di Laurea triennale Un punteggio all interno di una distribuzione è in realtà privo di significato se preso da solo. Sapere che un soggetto ha ottenuto un punteggio x=52 in una
VARIANZA CAMPIONARIA E DEVIAZIONE STANDARD. Si definisce scarto quadratico medio o deviazione standard la radice quadrata della varianza.
 VARIANZA CAMPIONARIA E DEVIAZIONE STANDARD Si definisce varianza campionaria l indice s 2 = 1 (x i x) 2 = 1 ( xi 2 n x 2) Si definisce scarto quadratico medio o deviazione standard la radice quadrata della
VARIANZA CAMPIONARIA E DEVIAZIONE STANDARD Si definisce varianza campionaria l indice s 2 = 1 (x i x) 2 = 1 ( xi 2 n x 2) Si definisce scarto quadratico medio o deviazione standard la radice quadrata della
4. Operazioni elementari per righe e colonne
 4. Operazioni elementari per righe e colonne Sia K un campo, e sia A una matrice m n a elementi in K. Una operazione elementare per righe sulla matrice A è una operazione di uno dei seguenti tre tipi:
4. Operazioni elementari per righe e colonne Sia K un campo, e sia A una matrice m n a elementi in K. Una operazione elementare per righe sulla matrice A è una operazione di uno dei seguenti tre tipi:
Esercitazione n.2 Inferenza su medie
 Esercitazione n.2 Esercizio L ufficio del personale di una grande società intende stimare le spese mediche familiari dei suoi impiegati per valutare la possibilità di attuare un programma di assicurazione
Esercitazione n.2 Esercizio L ufficio del personale di una grande società intende stimare le spese mediche familiari dei suoi impiegati per valutare la possibilità di attuare un programma di assicurazione
SISTEMA di GESTIONE QUALITÀ Non Conformità ed Efficacia delle Azioni Correttive Preventive
 SISTEMA di GESTIONE QUALITÀ Non Conformità ed Efficacia delle Azioni Correttive Preventive Il sistema di gestione della qualità a cui mi riferisco è quello relativo alla norma ISO-9001:2000. Prima di entrare
SISTEMA di GESTIONE QUALITÀ Non Conformità ed Efficacia delle Azioni Correttive Preventive Il sistema di gestione della qualità a cui mi riferisco è quello relativo alla norma ISO-9001:2000. Prima di entrare
CAPITOLO 8 LA VERIFICA D IPOTESI. I FONDAMENTI
 VERO FALSO CAPITOLO 8 LA VERIFICA D IPOTESI. I FONDAMENTI 1. V F Un ipotesi statistica è un assunzione sulle caratteristiche di una o più variabili in una o più popolazioni 2. V F L ipotesi nulla unita
VERO FALSO CAPITOLO 8 LA VERIFICA D IPOTESI. I FONDAMENTI 1. V F Un ipotesi statistica è un assunzione sulle caratteristiche di una o più variabili in una o più popolazioni 2. V F L ipotesi nulla unita
LA VALUTAZIONE DI PORTAFOGLIO. Giuseppe G. Santorsola 1
 LA VALUTAZIONE DI PORTAFOGLIO Giuseppe G. Santorsola 1 Rendimento e rischio Rendimento e rischio di un singolo titolo Rendimento e rischio di un portafoglio Rendimento ex post Media aritmetica dei rendimenti
LA VALUTAZIONE DI PORTAFOGLIO Giuseppe G. Santorsola 1 Rendimento e rischio Rendimento e rischio di un singolo titolo Rendimento e rischio di un portafoglio Rendimento ex post Media aritmetica dei rendimenti
CAPITOLO I. Prof. Ing. Michele Marra - Appunti delle Lezioni di Ricerca Operativa Programmazione Dinamica
 CAPITOLO I. - PROGRAMMAZIONE DINAMICA La programmazione dinamica è una parte della programmazione matematica che si occupa della soluzione di problemi di ottimizzazione di tipo particolare, mediante una
CAPITOLO I. - PROGRAMMAZIONE DINAMICA La programmazione dinamica è una parte della programmazione matematica che si occupa della soluzione di problemi di ottimizzazione di tipo particolare, mediante una
Una sperimentazione. Probabilità. Una previsione. Calcolo delle probabilità. Nonostante ciò, è possibile dire qualcosa.
 Una sperimentazione Probabilità Si sta sperimentando l efficacia di un nuovo farmaco per il morbo di Parkinson. Duemila pazienti partecipano alla sperimentazione: metà di essi vengono trattati con il nuovo
Una sperimentazione Probabilità Si sta sperimentando l efficacia di un nuovo farmaco per il morbo di Parkinson. Duemila pazienti partecipano alla sperimentazione: metà di essi vengono trattati con il nuovo
Istituzioni di Statistica e Statistica Economica
 Istituzioni di Statistica e Statistica Economica Università degli Studi di Perugia Facoltà di Economia, Assisi, a.a. 2013/14 Esercitazione n. 4 A. Si supponga che la durata in giorni delle lampadine prodotte
Istituzioni di Statistica e Statistica Economica Università degli Studi di Perugia Facoltà di Economia, Assisi, a.a. 2013/14 Esercitazione n. 4 A. Si supponga che la durata in giorni delle lampadine prodotte
Slide Cerbara parte1 5. Le distribuzioni teoriche
 Slide Cerbara parte1 5 Le distribuzioni teoriche I fenomeni biologici, demografici, sociali ed economici, che sono il principale oggetto della statistica, non sono retti da leggi matematiche. Però dalle
Slide Cerbara parte1 5 Le distribuzioni teoriche I fenomeni biologici, demografici, sociali ed economici, che sono il principale oggetto della statistica, non sono retti da leggi matematiche. Però dalle
Statistica. Esercitazione 15. Alfonso Iodice D Enza iodicede@unicas.it. Università degli studi di Cassino. Statistica. A. Iodice
 Esercitazione 15 Alfonso Iodice D Enza iodicede@unicas.it Università degli studi di Cassino () 1 / 18 L importanza del gruppo di controllo In tutti i casi in cui si voglia studiare l effetto di un certo
Esercitazione 15 Alfonso Iodice D Enza iodicede@unicas.it Università degli studi di Cassino () 1 / 18 L importanza del gruppo di controllo In tutti i casi in cui si voglia studiare l effetto di un certo
Esercitazione n.1 (v.c. Binomiale, Poisson, Normale)
") Esercizio 1. Un azienda produce palline da tennis che hanno probabilità 0,02 di essere difettose, indipendentemente l una dall altra. La confezione di vendita contiene 8 palline prese a caso dalla produzione
Esercizio 1. Un azienda produce palline da tennis che hanno probabilità 0,02 di essere difettose, indipendentemente l una dall altra. La confezione di vendita contiene 8 palline prese a caso dalla produzione
Corso di Laurea in Ingegneria Informatica Anno Accademico 2014/2015 Calcolo delle Probabilità e Statistica Matematica
 Corso di Laurea in Ingegneria Informatica Anno Accademico 2014/2015 Calcolo delle Probabilità e Statistica Matematica Nome N. Matricola Ancona, 14 luglio 2015 1. Tre macchine producono gli stessi pezzi
Corso di Laurea in Ingegneria Informatica Anno Accademico 2014/2015 Calcolo delle Probabilità e Statistica Matematica Nome N. Matricola Ancona, 14 luglio 2015 1. Tre macchine producono gli stessi pezzi
La grafica. La built-in funzione grafica plot. x spezzata poligonale. discretizzato
 La grafica. Il Matlab possiede un ambiente grafico abbastanza potente paragonabile a software grafici operanti in altri contesti. In questo corso ci limiteremo ad illustrare solo una funzione grafica,
La grafica. Il Matlab possiede un ambiente grafico abbastanza potente paragonabile a software grafici operanti in altri contesti. In questo corso ci limiteremo ad illustrare solo una funzione grafica,
LABORATORIO EXCEL XLSTAT 2008 SCHEDE 2 e 3 VARIABILI QUANTITATIVE
 Matematica e statistica: dai dati ai modelli alle scelte www.dima.unige/pls_statistica Responsabili scientifici M.P. Rogantin e E. Sasso (Dipartimento di Matematica Università di Genova) LABORATORIO EXCEL
Matematica e statistica: dai dati ai modelli alle scelte www.dima.unige/pls_statistica Responsabili scientifici M.P. Rogantin e E. Sasso (Dipartimento di Matematica Università di Genova) LABORATORIO EXCEL