UNIVERSITÀ DEGLI STUDI DI PADOVA Facoltà di Ingegneria sede di Vicenza A.A. 2007/08
|
|
|
- Leonzio Scognamiglio
- 8 anni fa
- Visualizzazioni
Transcript
1 UNIVERSITÀ DEGLI STUDI DI PADOVA Facoltà di Ingegneria sede di Vicenza Corso di Disegno Tecnico Industriale per il Corso di Laurea triennale in Ingegneria Meccanica e in Ingegneria Meccatronica GPS - Stato della Superficie: Definizioni e indicazioni sui disegni Docente: Gianmaria Concheri gianmaria.concheri@unipd.it Tel Matrice generale GPS Numero dell anello della catena Caratteristica dell elemento geometrico 1 Dimensione 2 Distanza 3 Raggio 4 Angolo 5 Forma di una linea indipendente da un riferimento 6 Forma di una linea dipendente da un riferimento 7 Forma di una superficie indipendente da un riferimento 8 Forma di una superficie dipendente da un riferimento 9 Orientamento 10 Posizionamento 11 Oscillazione circolare 12 Oscillazione totale 13 Riferimenti 14 Profilo di rugosità 15 Profilo di ondulazione 16 Profilo primario 17 Difetti della superficie 18 Bordi Indicazioni nella documentazione dei prodotti - Codifica Definizione delle tolleranze - definizione teorica e valori Definizione degli elementi geometrici reali (effettivi) - caratteristiche o parametri Stima delle deviazioni del pezzo - Confronto con i limiti di tolleranza Requisiti degli strumenti per misurazione Requisiti di taratura

2 Nome relative allo stato della superficie Indicazioni nella Definizione delle documentazione dei tolleranze - Definizione prodotti Codifica teorica e valori Definizione degli elementi geometrici reali (effettivi) Caratteristiche o parametri Stima delle deviazioni del pezzo - Confronto con i limiti di tolleranza Requisiti degli strumenti per misurazione Requisiti di taratura Numero dell anello della catena Profilo di rugosità ISO 1302:2002 ISO 4287:1997 ISO :1996 ISO :1996 ISO :1996 ISO 11562:1996 ISO 4288:1996 ISO :1996 ISO 11562:1996 ISO 4288:1996 ISO 3274:1996 ISO :2000 ISO :2000 ISO 12179:2000 Profilo di ondulazione ISO 1302:2002 ISO 4287:1997 ISO 11562:1996 ISO 11562:1996 ISO 3274:1996 ISO :2000 ISO :2000 ISO 12179:2000 Profilo primario ISO 1302:2002 ISO 4287:1997 ISO :1996 ISO 11562:1996 ISO 4288:1996 ISO 4288:1996 ISO 3274:1996 ISO :2000 ISO :2000 ISO 12179:2000 Imperfezioni superficiali ISO 8785:1998 ISO 8785:1998 ISO 12085:1996 ha influenza sulle maglie 2, 3 e 4 delle catene di norme sul profilo di rugosità e sul profilo di ondulazione Struttura degli strati superficiali - Uno strato di ossido, che tutti i metalli possiedono e che si sviluppa per parecchi nanometri; - uno strato topografico, composto da picchi e valli che costituiscono la stato della superficie. Questo è il risultato del processo di taglio del metallo e viene prodotto durante il passaggio dell utensile; - uno strato di deformazione plastica prodotto durante la lavorazione alla macchina utensile a causa delle forze in gioco; - uno strato in cui si manifesta una deformazione della composizione metallurgica dell acciaio a causa dello sviluppo di alte temperature durante il processo di taglio; - il materiale grezzo. Struttura degli strati superficiali Superficie della sezione trasversale di un componente rettificato in acciaio


 si effettua mediante misure che consentono una loro definizione in termini quantitativi.")
3 Errori micro-geometrici Gli errori microgeometrici, costituiscono lo Stato della Superficie: l ondulazione e la rugosità. La rugosità ha notevole influenza su: 1. durata 2. resistenza a fatica 3. resistenza alla corrosione 4. lubrificazione 5. etc La valutazione di questi difetti (microfessure, striature, solchi derivanti dalle lavorazioni, etc.) si effettua mediante misure che consentono una loro definizione in termini quantitativi. Tolleranze dimensionali e stato delle superfici
 si effettua mediante misure che consentono una loro definizione in termini quantitativi.")
4 Applicazioni funzionali e stato delle superfici Cuscinetti Usura Attrito Guide Adesione Formatura Contatti elettrici e termici Resistenza giunti Ra R q RSm Rku Rsk Rz Sforzo e frattura Rmr(c) Rq Rδc Rv Rc Rt Rp Rmr LEGENDA: = LEGAME FORTE, = LEGAME MEDIO, = LEGAME DEBOLE Monitorare processo Anelli Verniciatura e placcatura Riflessività Scorticatura per usura Rottura per fatica Igiene Industria lamiere Superfici altamente stressate Processi ad operazioni multiple Rugosità superficiale e tolleranze dimensionali tipiche per varie tipologie di processi di lavorazione Lavorazioni meccaniche e stato delle superfici Fonte: Machining Data Handbook, 3rd ed. Used by permission of Metcut Research Associates, Inc.

5 Stato delle superfici: impronta del processo di lavorazione FRESATURA PERIFERICA RETTIFICA FRESATURA FRONTALE LAPPATURA TORNITURA SUPERFINITURA Errori macro- e micro-geometrici Superficie nominale Superficie effettiva o reale avente irregolarità caratterizzate da: - uguale ampiezza - differente spaziatura Errori Macrogeometrici - Forma Errori Microgeometrici - Ondulazione - Rugosità

6 Errori macro- e micro-geometrici Superfici reali caratterizzate da: - ondulazione e rugosità - errore di forma, ondulazione e rugosità Superficie reale Definizioni

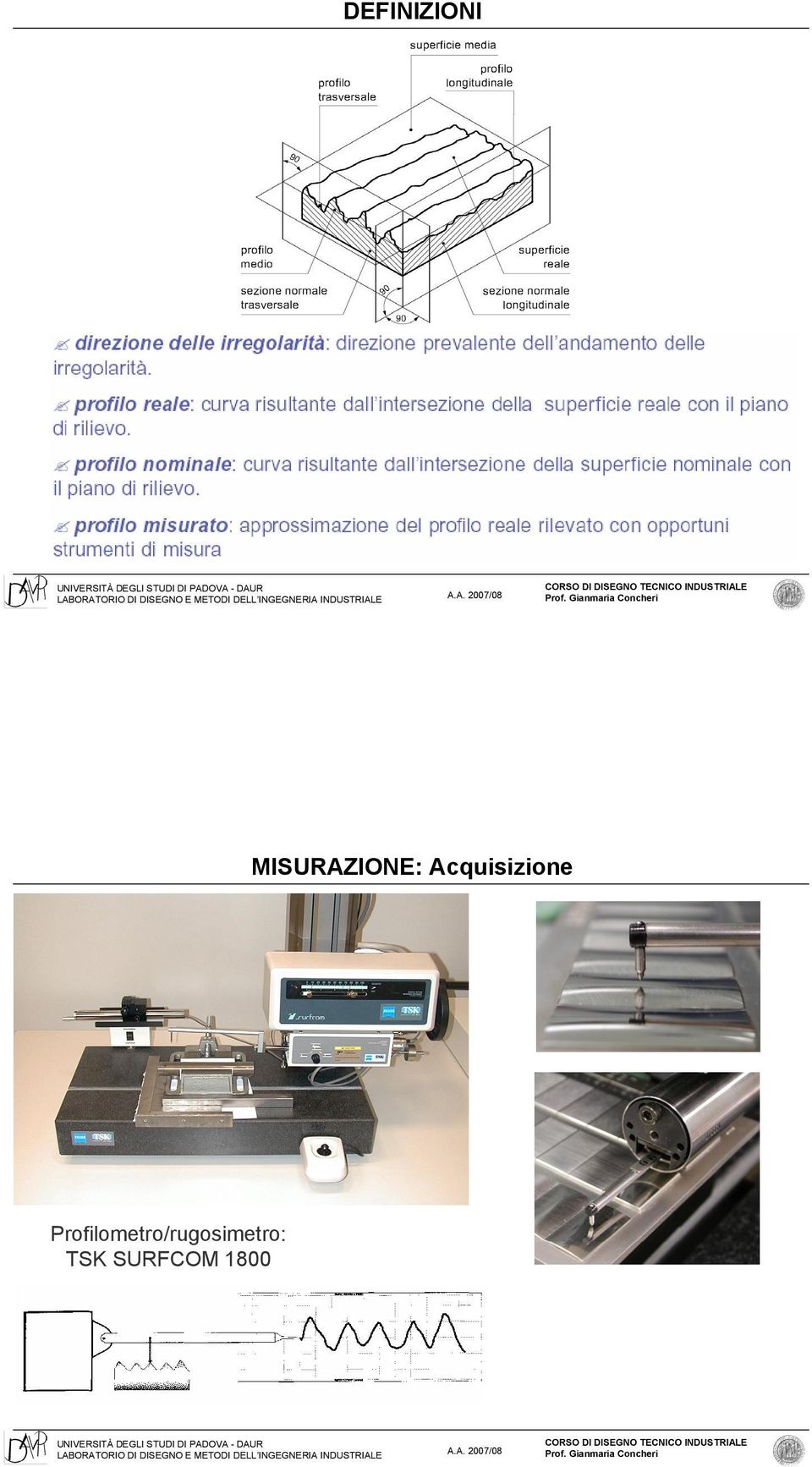
7 DEFINIZIONI MISURAZIONE: Acquisizione Profilometro/rugosimetro: TSK SURFCOM 1800
8 Stato della superficie 10 Rettifica di sgrossatura µm 0 profilo primario -10 Rettifica di finitura 0 2 [mm] µm [mm] µm profilo primario profilo di rugosità profilo primario ondulazione [mm] 5 Lucidatura µm 0 profilo primario [mm] 1 Stato superficiale e lunghezza d onda % % 50 Profilo di rugosità Profilo ondulazione Forma 0 λs λc λf lunghezza 2,5 µm 0,8 mm 8,0 mm d onda 0,05 mm
![ondulazione 4 0 1 2 3 4 [mm] 5 Lucidatura µm 0 profilo primario -4 0 0.](/docs-images/40/15627859/images/page_8.jpg "5 [mm] 1 Stato superficiale e lunghezza d onda % 100 85% 50 Profilo di rugosità Profilo ondulazione Forma 0 λs")
9 Profilo primario: Profilo di rugosità: Definizioni profilo misurato ottenuto applicando il filtro λs a meno del profilo nominale profilo derivato dal profilo primario mediante la sottrazione delle componenti a lunghezza d onda maggiori di λc Profilo di ondulazione: profilo derivato dal profilo primario mediante la sottrazione delle componenti a lunghezza d onda minori di λc e maggiori di λf R 100 % 0 % 100 % W 0 % 100 % P 0 % 0,001 0,0025 0,008 0,025 0,08 0,25 0,8 2, (mm) λs λc λf lunghezza d onda Definizioni Lunghezza di valutazione, ln: lunghezza utilizzata per valutare il profilo esaminato Lunghezza di base, lp, lr, lw: lunghezza utilizzata per identificare le irregolarità che caratterizzano il profilo da valutare (lr=λc, lw=λf, lp=ln)

10 Definizioni Parametro P: paramero calcolato dal profilo primario Parametro R: parametro calcolato dal profilo di rugosità Parametro W: parametro calcolato dal profilo di ondulazione Picco del profilo: porzione del profilo al di sopra della linea media Valle del profilo: porzione del profilo al di sotto della linea media Elemento del profilo: picco ed adiacente valle del profilo Linea media Definizioni

11 Parametri Massima altezza di picco del profilo Rp = max( Zpi) Massima altezza di valle del profilo Rv = max( Zvi) Parametri Altezza massima del profilo Rz Altezza totale del profilo Rt

12 Parametri Scostamento medio aritmetico del profilo valutato 1 Ra = l l 0 Z( x) dx z Scostamento medio quadratico del profilo valutato Rq = 1 l l 0 Z 2 ( x) dx Parametri Asimmetria del profilo valutato Rsk = 1 1 Z( x) 3 Rq l l 0 3 dx Fattori di appiattimento del profilo valutato (kurtosi) Rku = 1 1 Z( x) 4 Rq l l 0 4 dx
 Rku = 1 1 Z( x) 4 Rq l")
13 Parametri Larghezza media degli elementi del profilo RSm = 1 Xsi m Pendenza locale del profilo dz/dx Pendenza quadratica media del profilo valutato R q = 1 l l 0 dz( x) dx 2 ( x) dx Parametri Curva della distribuzione di ampiezza: funzione che rappresenta la distribuzione delle ordinate all interno della lunghezza di valutazione (legata ai parametri Rq, Ra, Rsk, Rku

14 Parametri Ml(c) = lunghezza portante a livello c Lunghezza di base Rmr(c) = percentuale della lunghezza portante = Ml(c)/Ln Curva della percentuale della lunghezza portante del profilo (Curva di Abbott Firestone): rappresenta la percentuale della lunghezza portante del profilo in funzione del livello Lunghezza di valutazione Parametri Differenza di altezza della sezione del profilo Rc δ = CRmr ( 1) CRmr ( 2) Percentuale della lunghezza portante { Rmr1 Rmr2} (per i parametri Rpk, Rk, Rsk si veda ISO 13565; per i parametri del morivo si veda ISO 12085:1996)
 Percentuale della lunghezza portante { Rmr1 Rmr2} (per i parametri Rpk, Rk, Rsk si veda ISO 13565; per i parametri del morivo si veda ISO")
15 Parametri FAMIGLIA NOME PRIMARIO SIMBOLO ONDULAZIONE RUGOSITA Massima altezza di picco del profilo Pp Wp Rp AMPIEZZA (picchi e valli) Massima profondità di valle del profilo Massima altezza del profilo Altezza media degli elementi del profilo Pv Pz Pc Wv Wz Wc Rv Rz Rc Altezza totale del profilo Pt Wt Rt Scostamento medio aritmetico del profilo Pa Wa Ra AMPIEZZA (media ordinate) Scostamento quadratico medio del profilo Assimetria (Skewness) Pq Psk Wq Wsk Rq Rsk Appiattimento (Kurtosis) Pku Wku Rku LUNGHEZZA D ONDA Larghezza media degli elementi del profilo PSm WSm RSm IBRIDI Pendenza quadratica media del profilo P q W q R q Percentuale della lunghezza portante Pmr(c) Wmr(c) Rmr(c) RELATIVI A CURVE Differenza di altezza della sezione Percentuale della lunghezza portante relativa Pδc Pmr Wδc Wmr Rδc Rmr Confronto norme
 Wmr(c) Rmr(c) RELATIVI A CURVE Differenza di altezza della sezione Percentuale della lunghezza portante relativa")
16 Indicazioni dello Stato delle Superfici (UNI ISO 1302:99) Segni grafici: segno grafico di base: segno grafico completo: indicazione per tutte le superfici del pezzo (anteriore e posteriore escluse): con asportazione di materiale: senza asportazione di materiale: segno grafico ampliato Indicazioni dello Stato delle Superfici (UNI ISO 1302:2004) Indicazioni complementari: UNI ISO 1302:1999 UNI ISO 1302:2004 e a b c/f d e d c a b Posizione a: parametro stato della superficie, valore limite numerico, banda di trasmissione/lunghezza di base. Posizione b: secondo requisito specificato come per la posizione a. Eventualmente il terzo requisito viene posto al di sotto di b. Posizione c: metodo di fabbricazione, trattamenti, rivestimenti, etc. Posizione d: disposizione ed orientamento della superficie. Posizione e: sovrametallo.

17 Indicazione Informazioni essenziali per l interpretazione del requisito - Quale dei tre profili, P, W o R, è indicato. - Quali caratteristiche del profilo sono indicate. - Quante lunghezze di base costituiscono la valutazione. - Come deve essere interpretato il limite di specifica. Indicazione delle lunghezze di base Per i profili R: il numero normalizzato di lunghezze di base è pari a 5; diversamente se il numero utilizzato è ad esempio pari a 3 si deve indicare Ra3, Rp3, RSm3, ecc. Per i W: il numero di lunghezze di base deve sempre essere indicato non esistendo valori predefiniti. Per i P: la lunghezza di base è equivalente alla lunghezza dell elemento e quella di valutazione è uguale alla lunghezza dell elemento in corso di misurazione. Per i parametri del motivo (ISO 12085) si vedano le norme dedicate. Indicazione Indicazione della banda di trasmissione [mm] Indicazione del solo filtro a onde corte: 0,008-/Rz 3,0 Indicazione del solo filtro a onde lunghe: -0,25/Rz 3,0 Indicazione della banda di trasmissione: 0,0025-0,8/Rz 3,0 Per i parametri W si può inoltre: Lc-n Lc. Es.: Lc-12 Lc/Wz 125

18 La regola generale fondamentale per la verifica di conformità: regola del 16%. nel caso in cui non più del 16% dei valori misurati sia superiore al valore limite superiore di tolleranza indicato, la superficie deve essere considerata conforme e accettabile. Analogamente vale per il valore limite inferiore, se definito. Indicazione dei limiti di tolleranza Indicazione La regola del 16% è la regola predefinita e non richiede indicazioni specifiche. Es. Per applicare la regola del valore massimo è necessario aggiungere max alla designazione del parametro. Quest ultima non si applica ai parametri del motivo (ISO 12085). Es.: Ramax 0,7; Rz1max 3,3 Indicazione Indicazione di tolleranza unilaterale o bilaterale I casi indicati sino ad ora si riferiscono al limite di tolleranza superiore unilaterale. Se si richiede il limite inferiore si deve indicare L. Es.: L Ra 0,32 Indicazione di tolleranza unilaterale o bilaterale Il caso bilaterale richiede di indicare U davanti al limite di tolleranza superiore unilaterale e L davanti al limite inferiore quando altrimenti interpretabile. Es.:
. Es.")
19 Indicazioni dello stato delle superfici (UNI ISO 1302:2004) Indicazione del procedimento di fabbricazione o informazioni correlate: -Lavorazione e rugosità della superficie risultante: -Rivestimento e rugosità: Indicazioni dello stato delle superfici (UNI ISO 1302:2004) Andamento delle irregolarità delle superfici
 Andamento delle irregolarità")
20 Indicazioni dello stato delle superfici (UNI ISO 1302:2004) Andamento delle irregolarità delle superfici Indicazioni dello stato delle superfici (UNI ISO 1302:2004) Riassunto degli elementi di controllo nell indicazionedei requisiti dello stato della superficie nei disegni industriali di progettazione:

21 Esempi di indicazioni dello stato delle superfici (UNI ISO 1302:2004) Indicazione di sovrametallo minimo ESEMPI DI INDICAZIONE Gli esempi sono conformi alla norma 1302:2004 Orientamento e disposizione della indicazione Esempi di indicazioni dello stato delle superfici (UNI ISO 1302:2004) Indicazione mediante linee di richiamo ESEMPI DI INDICAZIONE Gli esempi sono conformi alla norma 1302:2004 Altre modalità di indicazione
22 Esempi di indicazioni dello stato delle superfici (UNI ISO 1302:2004) Indicazione generale per la maggioranza delle superfici del disegno ESEMPI DI INDICAZIONE Gli esempi sono conformi alla norma 1302:2004 Altre modalità di indicazione Esempi di indicazioni dello stato delle superfici (UNI ISO 1302:1999) Orientamento della indicazione Indicazione per le superfici del profilo del pezzo ESEMPI DI INDICAZIONE Attenzione: gli esempi riportati sono riferiti alla norma 1302:1999 che differisce dalla versione del 2004 per la posizione dell indicazione di Ra
23 Indicazioni dello stato delle superfici (UNI ISO 1302:2004) Posizione sui disegni: Il segno grafico, assieme alle informazioni complementari, deve essere orientato in modo che siano leggibili dal basso o dal lato destro del disegno (vedi ISO 129-1). - Sul contorno o sulla linea di riferimento e sulla linea di richiamo: Indicazioni dello stato delle superfici (UNI ISO 1302:2004) Posizione sui disegni: - Uso alternativo delle linee di riferimento e delle linee di richiamo: - Sulla linea di misura in connessione con la caratteristica dimensionale:
24 Indicazioni dello stato delle superfici (UNI ISO 1302:2004) Posizione sui disegni: - Sul riquadro di tolleranza per le tolleranze geometriche: - Sulle superfici cilindriche e prismatiche: Indicazioni dello stato delle superfici (UNI ISO 1302:2004) Indicazioni a disegno semplificate: - Maggioranza delle superfici aventi lo stesso requisito dello stato della superficie: -Requisiti comuni su più superfici: mediante segno grafico con lettere mediante il solo segno grafico
25 Indicazioni dello stato delle superfici (UNI ISO 1302:2004) Indicazione di due o più metodi di fabbricazione: Requisiti dello stato delle superfici per tutte le superfici di contorno di un profilo del pezzo in lavorazione (superfici concatenate dal profilo rappresentato): Esempi: Indicazioni dello stato delle superfici (UNI ISO 1302:2004)
26 Indicazioni dello stato delle superfici (UNI ISO 1302:2004) Esempi: Esempi: Indicazioni dello stato delle superfici (UNI ISO 1302:2004)
27 Indicazioni dello stato delle superfici (UNI ISO 1302:2004) Esempi: Esempi: Indicazioni dello stato delle superfici (UNI ISO 1302:2004)
28 Esempi: Indicazioni dello stato delle superfici (UNI ISO 1302:2004)
UNIVERSITÀ DEGLI STUDI DI PADOVA Facoltà di Ingegneria A.A. 2009/10
 UNIVERSITÀ DEGLI STUDI DI PADOVA Facoltà di Ingegneria Corso di Disegno Tecnico Industriale per i Corsi di Laurea triennale in Ingegneria Meccanica e in Ingegneria dell Energia Stato della superficie Docente:
UNIVERSITÀ DEGLI STUDI DI PADOVA Facoltà di Ingegneria Corso di Disegno Tecnico Industriale per i Corsi di Laurea triennale in Ingegneria Meccanica e in Ingegneria dell Energia Stato della superficie Docente:
Capitolo 4. Superfici, tribologia, caratteristiche dimensionali e controllo qualità. 2008 Pearson Paravia Bruno Mondadori S.p.A.
 Capitolo 4 Superfici, tribologia, caratteristiche dimensionali e controllo qualità 1 Proprietà superficiali dei metalli Figura 4.1 Schema di una sezione della superficie di un metallo. Lo spessore di ciascuno
Capitolo 4 Superfici, tribologia, caratteristiche dimensionali e controllo qualità 1 Proprietà superficiali dei metalli Figura 4.1 Schema di una sezione della superficie di un metallo. Lo spessore di ciascuno
UNIVERSITÀ DEGLI STUDI DI PADOVA Facoltà di Ingegneria sede di Vicenza A.A. 2007/08
 UNIVERSITÀ DEGLI STUDI DI PADOVA Facoltà di Ingegneria sede di Vicenza Corso di Disegno Tecnico Industriale per il Corso di Laurea triennale in Ingegneria Meccanica e in Ingegneria Meccatronica Tolleranze
UNIVERSITÀ DEGLI STUDI DI PADOVA Facoltà di Ingegneria sede di Vicenza Corso di Disegno Tecnico Industriale per il Corso di Laurea triennale in Ingegneria Meccanica e in Ingegneria Meccatronica Tolleranze
GUIDA AI PARAMETRI DI FINITURA SUPERFICIALE
 Pag. 1 di 15 GUIDA AI PARAMETRI DI FINITURA SUPERFICIALE Qualsiasi superficie di ogni componente possiede una forma ed una finitura che variano in accordo con la struttura della superficie stessa ed al
Pag. 1 di 15 GUIDA AI PARAMETRI DI FINITURA SUPERFICIALE Qualsiasi superficie di ogni componente possiede una forma ed una finitura che variano in accordo con la struttura della superficie stessa ed al
Lo Stato Superficiale dei Pezzi Meccanici
 Lo Stato Superficiale dei Pezzi Meccanici Superfici Reali e Nominali Ing. Alessandro Carandina Disegno Tecnico Industriale per Ingegneria Meccanica Disegno tecnico Informazioni qualitative (i vari tipi
Lo Stato Superficiale dei Pezzi Meccanici Superfici Reali e Nominali Ing. Alessandro Carandina Disegno Tecnico Industriale per Ingegneria Meccanica Disegno tecnico Informazioni qualitative (i vari tipi
E TECNOLOGIA MECCANICA Appello 10 settembre 2010 Laurea Ing. Energetica
 PRINCIPI DI PROGETTAZIONE QUESITI DI TECNOLOGIA MECCANICA E TECNOLOGIA MECCANICA Appello 10 settembre 2010 Laurea Ing. Energetica Nome Matricola Rispondere ai quesiti solo sui fogli protocollo. Tutti i
PRINCIPI DI PROGETTAZIONE QUESITI DI TECNOLOGIA MECCANICA E TECNOLOGIA MECCANICA Appello 10 settembre 2010 Laurea Ing. Energetica Nome Matricola Rispondere ai quesiti solo sui fogli protocollo. Tutti i
RUGOSITÀ. Introduzione
 RUGOSITÀ 299 Introduzione Le superfici degli oggetti reali sono di solito affette da irregolarità microgeometriche. Tali irregolarità possono essere casuali (tipico nei pezzi prodotti per fusione), ovvero
RUGOSITÀ 299 Introduzione Le superfici degli oggetti reali sono di solito affette da irregolarità microgeometriche. Tali irregolarità possono essere casuali (tipico nei pezzi prodotti per fusione), ovvero
 Finiture Superficiali e 7 Errori 8 Profili 9 Rugosimetro 10 Definizione (Rp,Rz, ) 11 Indicazioni di segno grafico di base lavorazioni con lavorazioni senza asportazione asportazione di truciolo di truciolo
Finiture Superficiali e 7 Errori 8 Profili 9 Rugosimetro 10 Definizione (Rp,Rz, ) 11 Indicazioni di segno grafico di base lavorazioni con lavorazioni senza asportazione asportazione di truciolo di truciolo
UNIVERSITÀ DEGLI STUDI DI PADOVA Facoltà di Ingegneria sede di Vicenza A.A. 2007/08
 UNIVERSITÀ DEGLI STUDI DI PADOVA Facoltà di Ingegneria sede di Vicenza A.A. 2007/08 Corso di Disegno Tecnico Industriale per il Corso di Laurea triennale in Ingegneria Meccanica e in Ingegneria Meccatronica
UNIVERSITÀ DEGLI STUDI DI PADOVA Facoltà di Ingegneria sede di Vicenza A.A. 2007/08 Corso di Disegno Tecnico Industriale per il Corso di Laurea triennale in Ingegneria Meccanica e in Ingegneria Meccatronica
Minicorso Regole di Disegno Meccanico
 Parte 3 Minicorso Regole di Disegno Meccanico di Andrea Saviano Tolleranze dimensionali di lavorazione Accoppiamenti mobili, stabili e incerti Giochi e interferenze Posizione della zona di tolleranza e
Parte 3 Minicorso Regole di Disegno Meccanico di Andrea Saviano Tolleranze dimensionali di lavorazione Accoppiamenti mobili, stabili e incerti Giochi e interferenze Posizione della zona di tolleranza e
UNIVERSITÀ DEGLI STUDI DI PADOVA A.A. 2014/15. PAS Classe A020. Corso di Didattica della Specificazione i Geometrica dei Prodotti.
 UNIVERSITÀ DEGLI STUDI DI PADOVA PAS Classe A020 Corso di Didattica della Specificazione i Lezione 3 Stato superficiale Evoluzione della normativa e modificatori Calcolo tolleranze di localizzazione Docente:
UNIVERSITÀ DEGLI STUDI DI PADOVA PAS Classe A020 Corso di Didattica della Specificazione i Lezione 3 Stato superficiale Evoluzione della normativa e modificatori Calcolo tolleranze di localizzazione Docente:
INDICAZIONE DELLA FINITURA SUPERFICIALE E DELLE TOLLERANZE DI LAVORAZIONE DAL PROGETTO AL PRODOTTO
 INDICAZIONE DELLA FINITURA SUPERFICIALE E DELLE TOLLERANZE DI LAVORAZIONE DAL PROGETTO AL PRODOTTO Il progetto, dalla parola latina proiectus, è un insieme di operazioni che hanno lo scopo di realizzare
INDICAZIONE DELLA FINITURA SUPERFICIALE E DELLE TOLLERANZE DI LAVORAZIONE DAL PROGETTO AL PRODOTTO Il progetto, dalla parola latina proiectus, è un insieme di operazioni che hanno lo scopo di realizzare
di sfere a contatto radiale 262
 Cuscinetti a due corone di sfere Cuscinetti a due corone di sfere a contatto radiale 262 Definizione ed attitudini 262 Serie 262 Tolleranze e giochi 262 Elementi di calcolo 263 Suffissi 263 Caratteristiche
Cuscinetti a due corone di sfere Cuscinetti a due corone di sfere a contatto radiale 262 Definizione ed attitudini 262 Serie 262 Tolleranze e giochi 262 Elementi di calcolo 263 Suffissi 263 Caratteristiche
Principi generali di normativa per il Disegno Tecnico e introduzione alle Proiezioni Ortogonali
 UNIVERSITÀ DEGLI STUDI DI PADOVA Facoltà di Ingegneria A.A. 2009/10 Corso di Disegno Tecnico Industriale per i Corsi di Laurea triennale in Ingegneria Meccanica e in Ingegneria dell Energia Docente: Gianmaria
UNIVERSITÀ DEGLI STUDI DI PADOVA Facoltà di Ingegneria A.A. 2009/10 Corso di Disegno Tecnico Industriale per i Corsi di Laurea triennale in Ingegneria Meccanica e in Ingegneria dell Energia Docente: Gianmaria
iglidur V400: Resistenza chimica e alle alte temperature
 iglidur : Resistenza chimica e alle alte temperature Produzione standard a magazzino Eccellente resistenza all usura anche con alberi teneri e temperature fino a +200 C Ottima resistenza agli agenti chimici
iglidur : Resistenza chimica e alle alte temperature Produzione standard a magazzino Eccellente resistenza all usura anche con alberi teneri e temperature fino a +200 C Ottima resistenza agli agenti chimici
Università degli Studi di Pavia Insegnamento di Tecnologia Meccanica Anno accademico 2008-09
 Università degli Studi di Pavia Insegnamento di Tecnologia Meccanica Anno accademico 2008-09 MODIFICA REGOLE PROGETTO CAUSA NEVE Volevo scusarmi per la mia assenza ma la neve mi ha impedito di raggiungere
Università degli Studi di Pavia Insegnamento di Tecnologia Meccanica Anno accademico 2008-09 MODIFICA REGOLE PROGETTO CAUSA NEVE Volevo scusarmi per la mia assenza ma la neve mi ha impedito di raggiungere
Corso di PRODUZIONE ASSISTITA DAL CALCOLATORE
 C.d.L. in Ingegneria Meccanica Corso di PRODUZIONE ASSISTITA DAL CALCOLATORE Modellazione e realizzazione di una girante per pompa centrifuga mediante software CAD/CAM Gruppo n 14 Antonio Tricarico Docente
C.d.L. in Ingegneria Meccanica Corso di PRODUZIONE ASSISTITA DAL CALCOLATORE Modellazione e realizzazione di una girante per pompa centrifuga mediante software CAD/CAM Gruppo n 14 Antonio Tricarico Docente
La quotatura costituisce il complesso delle informazioni in un disegno che precisano le dimensioni di un oggetto o di un componente meccanico
 La quotatura costituisce il complesso delle informazioni in un disegno che precisano le dimensioni di un oggetto o di un componente meccanico 1 La quotatura è ottenuta con i seguenti elementi La linea
La quotatura costituisce il complesso delle informazioni in un disegno che precisano le dimensioni di un oggetto o di un componente meccanico 1 La quotatura è ottenuta con i seguenti elementi La linea
Dimensioni Altezza del telaio di protezione dai supporti: Larghezza del telaio di protezione:
 Scheda 23: TELAIO ANTERIORE ABBATTIBILE SALDATO PER MOTOAGRICOLE CON STRUTTURA PORTANTE DI TIPO ARTICOLATO O RIGIDO CON POSTO DI GUIDA ARRETRATO CON MASSA MAGGIORE DI 2000 kg E FINO A 3500 kg SPECIFICHE
Scheda 23: TELAIO ANTERIORE ABBATTIBILE SALDATO PER MOTOAGRICOLE CON STRUTTURA PORTANTE DI TIPO ARTICOLATO O RIGIDO CON POSTO DI GUIDA ARRETRATO CON MASSA MAGGIORE DI 2000 kg E FINO A 3500 kg SPECIFICHE
BULLONERIA ADATTA A PRECARICO (EN 14399-1)
") BULLONERIA ADATTA A PRECARICO (EN 14399-1) Descrizione e composizione delle norme EN 14399 sul serraggio controllato UNI EN 14399 parti da 1 a 10 Bulloneria strutturale ad alta resistenza a serraggio controllato
BULLONERIA ADATTA A PRECARICO (EN 14399-1) Descrizione e composizione delle norme EN 14399 sul serraggio controllato UNI EN 14399 parti da 1 a 10 Bulloneria strutturale ad alta resistenza a serraggio controllato
www.rodacciai.it PROVA DI TRAZIONE L 0 = 5.65 S 0 PROVE MECCANICHE
 PROVA DI TRAZIONE La prova, eseguita a temperatura ambiente o più raramente a temperature superiori o inferiori, consiste nel sottoporre una provetta a rottura per mezzo di uno sforzo di trazione generato
PROVA DI TRAZIONE La prova, eseguita a temperatura ambiente o più raramente a temperature superiori o inferiori, consiste nel sottoporre una provetta a rottura per mezzo di uno sforzo di trazione generato
Limiti d'uso e precisioni delle termoresistenze al platino conformi a EN 60751: 2008
 Informazioni tecniche Limiti d'uso e precisioni delle termoresistenze al platino conformi a EN 60751: 2008 Scheda tecnica WIKA IN 00.17 Informazioni generali La temperatura è la misurazione dello stato
Informazioni tecniche Limiti d'uso e precisioni delle termoresistenze al platino conformi a EN 60751: 2008 Scheda tecnica WIKA IN 00.17 Informazioni generali La temperatura è la misurazione dello stato
DIMENSIONAMENTO DEL MARTINETTO PER RICIRCOLO DI SFERE
 DIMENSIONAMENTO DEL MARTINETTO PER RICIRCOLO DI SFERE Per un corretto dimensionamento del martinetto a ricircolo di sfere è necessario operare come segue: definizione dei dati del dell applicazione (A)
DIMENSIONAMENTO DEL MARTINETTO PER RICIRCOLO DI SFERE Per un corretto dimensionamento del martinetto a ricircolo di sfere è necessario operare come segue: definizione dei dati del dell applicazione (A)
RUOTE DENTATE CILINDRICHE A DENTI DIRITTI E CREMAGLIERE
 RUOTE DENTATE CILINDRICHE A DENTI DIRITTI E CREMAGLIERE Gli ingranaggi cilindrici e le cremagliere sono gli elementi classici per la trasmissione meccanica dei movimenti di rotazione e di traslazione tra
RUOTE DENTATE CILINDRICHE A DENTI DIRITTI E CREMAGLIERE Gli ingranaggi cilindrici e le cremagliere sono gli elementi classici per la trasmissione meccanica dei movimenti di rotazione e di traslazione tra
IL PROBLEMA DEL PRODURRE
 IL PROBLEMA DEL PRODURRE IL CICLO TECNOLOGICO E I PROCESSI PRIMARI E SECONDARI Ing. Produzione Industriale - Tecnologia Meccanica Processi primari e secondari - 1 IL CICLO TECNOLOGICO Il ciclo tecnologico
IL PROBLEMA DEL PRODURRE IL CICLO TECNOLOGICO E I PROCESSI PRIMARI E SECONDARI Ing. Produzione Industriale - Tecnologia Meccanica Processi primari e secondari - 1 IL CICLO TECNOLOGICO Il ciclo tecnologico
CHE COSA CAMBIA CON LA NUOVA NORMA EUROPEA PER PROFILI IN PVC UNI EN 12608
 COSTRUIRE SERRAMENTI IN PVC CHE COSA CAMBIA CON LA NUOVA NORMA EUROPEA PER PROFILI IN PVC UNI EN 12608 1 La norma europea rivolta alla definizione delle caratteristiche dei profili in PVC per finestre
COSTRUIRE SERRAMENTI IN PVC CHE COSA CAMBIA CON LA NUOVA NORMA EUROPEA PER PROFILI IN PVC UNI EN 12608 1 La norma europea rivolta alla definizione delle caratteristiche dei profili in PVC per finestre
SCHEDA 69: TELAIO POSTERIORE ABBATTIBILE PIEGATO PER TRATTORI A CINGOLI CON MASSA MAGGIORE DI 1500 kg E FINO A 3000 kg
 SCHEDA 69: TELAIO POSTERIORE ABBATTIBILE PIEGATO PER TRATTORI A CINGOLI CON MASSA MAGGIORE DI 1500 kg E FINO A 3000 kg SPECIFICHE DEL TELAIO DI PROTEZIONE. : il testo compreso fra i precedenti simboli
SCHEDA 69: TELAIO POSTERIORE ABBATTIBILE PIEGATO PER TRATTORI A CINGOLI CON MASSA MAGGIORE DI 1500 kg E FINO A 3000 kg SPECIFICHE DEL TELAIO DI PROTEZIONE. : il testo compreso fra i precedenti simboli
Rappresentazione delle saldature
 TIPI DI GIUNTI SALDATI (UNI 1307-2a parte) Si definisce giunto saldato la zona in cui avviene il collegamento dei pezzi mediante saldatura. Le superfici minori dei pezzi, vicine e interessate alla saldatura,
TIPI DI GIUNTI SALDATI (UNI 1307-2a parte) Si definisce giunto saldato la zona in cui avviene il collegamento dei pezzi mediante saldatura. Le superfici minori dei pezzi, vicine e interessate alla saldatura,
Il ciclo di lavorazione
 INTRODUZIONE AI CICLI DI LAVORAZIONE Rif. Bibliografico: Giusti-Santochi TECNOLOGIA MECCANICA e studi di fabbricazione Capitolo 9 1 Il ciclo di lavorazione DEFINIZIONE: Si dice CICLO DI LAVORAZIONE tutto
INTRODUZIONE AI CICLI DI LAVORAZIONE Rif. Bibliografico: Giusti-Santochi TECNOLOGIA MECCANICA e studi di fabbricazione Capitolo 9 1 Il ciclo di lavorazione DEFINIZIONE: Si dice CICLO DI LAVORAZIONE tutto
Anno Scolastico 2014-2015. INDIRIZZO: Manutenzione e assistenza tecnica Sez.A. DISCIPLINA: Tecnologie meccaniche e applicazioni
 ISTITUTO PROFESSIONALE PER L INDUSTRIA E L ARTIGIANATO E. BERNARDI PADOVA Anno Scolastico 2014-2015 INDIRIZZO: Manutenzione e assistenza tecnica Sez.A DISCIPLINA: Tecnologie meccaniche e applicazioni CLASSI:
ISTITUTO PROFESSIONALE PER L INDUSTRIA E L ARTIGIANATO E. BERNARDI PADOVA Anno Scolastico 2014-2015 INDIRIZZO: Manutenzione e assistenza tecnica Sez.A DISCIPLINA: Tecnologie meccaniche e applicazioni CLASSI:
I CRITERI DI SCELTA E DI TRATTAMENTO DEGLI ACCIAI DA COSTRUZIONE E DA UTENSILI di Cibaldi Dr. Cesare
 di Cibaldi Dr. Cesare METALLURGIA DI BASE Volume I edito da AQM SRL Volume II (Parte Prima) Il primo volume della nuova collana I criteri di scelta e di trattamenti degli acciai da costruzione e da utensili.
di Cibaldi Dr. Cesare METALLURGIA DI BASE Volume I edito da AQM SRL Volume II (Parte Prima) Il primo volume della nuova collana I criteri di scelta e di trattamenti degli acciai da costruzione e da utensili.
I processi di tempra sono condotti sul manufatto finito per generare sforzi residui di compressione in superficie. Vengono sfruttate allo scopo
 I processi di tempra sono condotti sul manufatto finito per generare sforzi residui di compressione in superficie. Vengono sfruttate allo scopo diverse metodologie. 1 La tempra termica (o fisica) si basa
I processi di tempra sono condotti sul manufatto finito per generare sforzi residui di compressione in superficie. Vengono sfruttate allo scopo diverse metodologie. 1 La tempra termica (o fisica) si basa
ELEMENTI DI STATISTICA
 Dipartimento di Ingegneria Meccanica Chimica e dei Materiali PROGETTAZIONE E GESTIONE DEGLI IMPIANTI INDUSTRIALI Esercitazione 6 ORE ELEMENTI DI STATISTICA Prof. Ing. Maria Teresa Pilloni Anno Accademico
Dipartimento di Ingegneria Meccanica Chimica e dei Materiali PROGETTAZIONE E GESTIONE DEGLI IMPIANTI INDUSTRIALI Esercitazione 6 ORE ELEMENTI DI STATISTICA Prof. Ing. Maria Teresa Pilloni Anno Accademico
Cap 12 12 -- Misure di vi braz di vi ioni
 Cap 12 - Misure di vibrazioni Le vibrazioni sono poi da sempre uno strumento di diagnostica di macchine e sistemi meccanici 1 Le direttive CEE 89/392/CEE, 91/368/CEE, 93/44/CEE e 93/68/CEE, obbliga tutti
Cap 12 - Misure di vibrazioni Le vibrazioni sono poi da sempre uno strumento di diagnostica di macchine e sistemi meccanici 1 Le direttive CEE 89/392/CEE, 91/368/CEE, 93/44/CEE e 93/68/CEE, obbliga tutti
RAPPORTO DI PROVA Venezia,. Foglio n. 1 di 7. Protocollo: Luogo e Data della prova: Richiedente: Materiale testato:
 Foglio n. 1 di 7 Protocollo: Luogo e Data della prova: Mestre, Richiedente: Materiale testato: Prova eseguita: Conducibilità termica Riferimento Normativo: UNI EN 12667 DESCRIZIONE DEL CAMPIONE SOTTOPOSTO
Foglio n. 1 di 7 Protocollo: Luogo e Data della prova: Mestre, Richiedente: Materiale testato: Prova eseguita: Conducibilità termica Riferimento Normativo: UNI EN 12667 DESCRIZIONE DEL CAMPIONE SOTTOPOSTO
INGRANAGGI CILINDRICI E CREMAGLIERE
 INGRANAGGI CILINDRICI E CREMAGLIERE INGRANAGGI CILINDRICI CON MOZZO LATERALE pag. 4 INGRANAGGI CILINDRICI SENZA MOZZO pag. 7 CREMAGLIERE pag. 9 INGRANAGGI CILINDRICI E CREMAGLIERE INGRANAGGI CILINDRICI
INGRANAGGI CILINDRICI E CREMAGLIERE INGRANAGGI CILINDRICI CON MOZZO LATERALE pag. 4 INGRANAGGI CILINDRICI SENZA MOZZO pag. 7 CREMAGLIERE pag. 9 INGRANAGGI CILINDRICI E CREMAGLIERE INGRANAGGI CILINDRICI
ALLEGATO II Dispositivi di attacco
 ALLEGATO II Dispositivi di attacco. : il testo compreso fra i precedenti simboli si riferisce all aggiornamento di Maggio 2011 Nel presente allegato sono riportate le possibili conformazioni dei dispositivi
ALLEGATO II Dispositivi di attacco. : il testo compreso fra i precedenti simboli si riferisce all aggiornamento di Maggio 2011 Nel presente allegato sono riportate le possibili conformazioni dei dispositivi
Appunti sulle funi. Le Funi Carmine Napoli
 Appunti sulle funi DEFINIZIONE Fune: è un organo flessibile formato da un insieme di fili di acciaio, di forma e dimensioni appropriate, avvolti elicoidalmente in uno o più gruppi concentrici attorno ad
Appunti sulle funi DEFINIZIONE Fune: è un organo flessibile formato da un insieme di fili di acciaio, di forma e dimensioni appropriate, avvolti elicoidalmente in uno o più gruppi concentrici attorno ad
La finitura di massa produce eccellenti finiture isotropiche di superfici. La finitura superficiale aggiunge valore
 La finitura di massa produce eccellenti finiture isotropiche di superfici La finitura superficiale aggiunge valore Vibrofinitura La finitura di massa è una tecnologia di finitura superficiale che si basa
La finitura di massa produce eccellenti finiture isotropiche di superfici La finitura superficiale aggiunge valore Vibrofinitura La finitura di massa è una tecnologia di finitura superficiale che si basa
MATRICE DELLE COMPETENZE DI SCIENZE E TECNOLIE APPLICATE INDIRIZZO DI MECCANICA, MECCATRONICA ED ENERGIA
 MATRICE DELLE COMPETENZE DI SCIENZE E TECNOLIE APPLICATE INDIRIZZO DI MECCANICA, MECCATRONICA ED ENERGIA Competenze in esito al quinquennio (dall Allegato C del Regolamento) 1. Individuare le proprietà
MATRICE DELLE COMPETENZE DI SCIENZE E TECNOLIE APPLICATE INDIRIZZO DI MECCANICA, MECCATRONICA ED ENERGIA Competenze in esito al quinquennio (dall Allegato C del Regolamento) 1. Individuare le proprietà
SETTI O PARETI IN C.A.
 SETTI O PARETI IN C.A. Parete Pareti accoppiate SETTI O PARETI IN C.A. Na 20% Fh i i h i Na/M tot >=0.2 SETTI O PARETI IN C.A. IL FATTORE DI STRUTTURA VERIFICHE SETTI O PARETI IN C.A. SOLLECITAZIONI -FLESSIONE
SETTI O PARETI IN C.A. Parete Pareti accoppiate SETTI O PARETI IN C.A. Na 20% Fh i i h i Na/M tot >=0.2 SETTI O PARETI IN C.A. IL FATTORE DI STRUTTURA VERIFICHE SETTI O PARETI IN C.A. SOLLECITAZIONI -FLESSIONE
Spessore pelabile Georg Martin GmbH
 Spessore pelabile Georg Martin GmbH M-Tech L-Laminum M-Tech L (Laminum) spessori laminati metallici per la compensazione precisa delle tolleranze. In qualità di partner per i prodotti di precisione, offriamo
Spessore pelabile Georg Martin GmbH M-Tech L-Laminum M-Tech L (Laminum) spessori laminati metallici per la compensazione precisa delle tolleranze. In qualità di partner per i prodotti di precisione, offriamo
Cuscinetti radiali rigidi a sfere ad una corona Generation C. Informazione tecnica
 Cuscinetti radiali rigidi a sfere ad una corona Generation C Informazione tecnica Indice Caratteristiche 2 Vantaggi dei cuscinetti FAG radiali rigidi a sfere Generation C 2 Tenuta e lubrificazione 2 Temperatura
Cuscinetti radiali rigidi a sfere ad una corona Generation C Informazione tecnica Indice Caratteristiche 2 Vantaggi dei cuscinetti FAG radiali rigidi a sfere Generation C 2 Tenuta e lubrificazione 2 Temperatura
Corso di Componenti e Impianti Termotecnici LE RETI DI DISTRIBUZIONE PERDITE DI CARICO LOCALIZZATE
 LE RETI DI DISTRIBUZIONE PERDITE DI CARICO LOCALIZZATE 1 PERDITE DI CARICO LOCALIZZATE Sono le perdite di carico (o di pressione) che un fluido, in moto attraverso un condotto, subisce a causa delle resistenze
LE RETI DI DISTRIBUZIONE PERDITE DI CARICO LOCALIZZATE 1 PERDITE DI CARICO LOCALIZZATE Sono le perdite di carico (o di pressione) che un fluido, in moto attraverso un condotto, subisce a causa delle resistenze
ESAME DI STATO 2009/10 INDIRIZZO MECCANICA TEMA DI : MECCANICA APPLICATA E MACCHINE A FLUIDO
 ESAME DI STATO 2009/10 INDIRIZZO MECCANICA TEMA DI : MECCANICA APPLICATA E MACCHINE A FLUIDO Lo studio delle frizioni coniche si effettua distinguendo il caso in cui le manovre di innesto e disinnesto
ESAME DI STATO 2009/10 INDIRIZZO MECCANICA TEMA DI : MECCANICA APPLICATA E MACCHINE A FLUIDO Lo studio delle frizioni coniche si effettua distinguendo il caso in cui le manovre di innesto e disinnesto
La deformazione plastica. La deformazione plastica. Lavorazioni per deformazione. Il processo di laminazione Estrusione e trafilatura La forgiatura
 La deformazione plastica La deformazione plastica Lavorazioni per deformazione Il processo di laminazione Estrusione e trafilatura La forgiatura 2 2006 Politecnico di Torino 1 Obiettivi della lezione Valutare
La deformazione plastica La deformazione plastica Lavorazioni per deformazione Il processo di laminazione Estrusione e trafilatura La forgiatura 2 2006 Politecnico di Torino 1 Obiettivi della lezione Valutare
REGOLATORI A PORTATA COSTANTE RETTANGOLARI
 GENERALITA' Generalità : I regolatori a portata costante della serie vengono utilizzati per regolare automaticamente il flusso nei canali rettangolari ad una portata prefissata. Lo scopo è quello di conservare
GENERALITA' Generalità : I regolatori a portata costante della serie vengono utilizzati per regolare automaticamente il flusso nei canali rettangolari ad una portata prefissata. Lo scopo è quello di conservare
CAPACITÀ DI PROCESSO (PROCESS CAPABILITY)
") CICLO DI LEZIONI per Progetto e Gestione della Qualità Facoltà di Ingegneria CAPACITÀ DI PROCESSO (PROCESS CAPABILITY) Carlo Noè Università Carlo Cattaneo e-mail: cnoe@liuc.it 1 CAPACITÀ DI PROCESSO Il
CICLO DI LEZIONI per Progetto e Gestione della Qualità Facoltà di Ingegneria CAPACITÀ DI PROCESSO (PROCESS CAPABILITY) Carlo Noè Università Carlo Cattaneo e-mail: cnoe@liuc.it 1 CAPACITÀ DI PROCESSO Il
FAS Funi e accessori per sollevamento S.p.A.
 FAS Funi e accessori per sollevamento S.p.A. Corso di formazione. Modulo TC- 02 FUNI DI ACCIAIO PER GRU Verifiche ed Analisi dei punti critici. 1 Manutenzione, controllo e sostituzione. i La legge. La
FAS Funi e accessori per sollevamento S.p.A. Corso di formazione. Modulo TC- 02 FUNI DI ACCIAIO PER GRU Verifiche ed Analisi dei punti critici. 1 Manutenzione, controllo e sostituzione. i La legge. La
RUOTE DENTATE. Introduzione
 RUOTE DENTATE 362 Introduzione Le ruote dentate costituiscono un sistema affidabile per la trasmissione del moto tra assi paralleli, incidenti e sghembi. La trasmissione avviene per spinta dei denti della
RUOTE DENTATE 362 Introduzione Le ruote dentate costituiscono un sistema affidabile per la trasmissione del moto tra assi paralleli, incidenti e sghembi. La trasmissione avviene per spinta dei denti della
REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA
 REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA SETTORE ECONOMICO PROFESSIONALE 1 SETTORE MECCANICA;PRODUZIONE E MANUTENZIONE DI MACCHINE;IMPIANTISTICA Processo Lavorazioni Meccaniche
REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA SETTORE ECONOMICO PROFESSIONALE 1 SETTORE MECCANICA;PRODUZIONE E MANUTENZIONE DI MACCHINE;IMPIANTISTICA Processo Lavorazioni Meccaniche
Classificazione degli acciai da lavorare Scelta della punta in funzione del materiale da lavorare Parametri di taglio
 Materiali delle punte elicoidali Processi produttivi delle punte elicoidali Standard normativi Tipologia di affilatura Rivestimenti superficiali degli utensili Durezze Rockwell e Vickers Classificazione
Materiali delle punte elicoidali Processi produttivi delle punte elicoidali Standard normativi Tipologia di affilatura Rivestimenti superficiali degli utensili Durezze Rockwell e Vickers Classificazione
SCHEMA 0 STORIA. Schema certificativo CP003 0.1 DOCUMENTI ESTERNI DI RIFERIMENTO
 SCHEMA per la certificazione del controllo della produzione in fabbrica ai fini della marcatura CE dei prodotti laminati a caldo di acciai per impieghi strutturali di cui alla norma UNI EN 10025-1, edizione
SCHEMA per la certificazione del controllo della produzione in fabbrica ai fini della marcatura CE dei prodotti laminati a caldo di acciai per impieghi strutturali di cui alla norma UNI EN 10025-1, edizione
ESERCITAZIONE Scrittura di un programma CNC per la fresatura di un componente dato
 ESERCITAZIONE Scrittura di un programma CNC per la fresatura di un componente dato Nella presente esercitazione si redige il programma CNC per la fresatura del pezzo illustrato nelle Figure 1 e 2. Figura
ESERCITAZIONE Scrittura di un programma CNC per la fresatura di un componente dato Nella presente esercitazione si redige il programma CNC per la fresatura del pezzo illustrato nelle Figure 1 e 2. Figura
UNIVERSITA DEGLI STUDI DI BRESCIA
 UNIVERSITA DEGLI STUDI DI BRESCIA ESAME DI STATO DI ABILITAZIONE ALL'ESERCIZIO DELLA PROFESSIONE DI INGEGNERE (Lauree di primo livello D.M. 509/99 e D.M. 270/04 e Diploma Universitario) SEZIONE B - Prima
UNIVERSITA DEGLI STUDI DI BRESCIA ESAME DI STATO DI ABILITAZIONE ALL'ESERCIZIO DELLA PROFESSIONE DI INGEGNERE (Lauree di primo livello D.M. 509/99 e D.M. 270/04 e Diploma Universitario) SEZIONE B - Prima
M296 ESAME DI STATO DI ISTITUTO TECNICO INDUSTRIALE CORSO DI ORDINAMENTO
 M29 ESME DI STTO DI ISTITUTO TECNICO INDUSTRILE CORSO DI ORDINMENTO Indirizzo: MECCNIC Tema di: DISEGNO, PROGETTZIONE ED ORGNIZZZIONE INDUSTRILE Nel disegno allegato è rappresentato un albero che trasmette
M29 ESME DI STTO DI ISTITUTO TECNICO INDUSTRILE CORSO DI ORDINMENTO Indirizzo: MECCNIC Tema di: DISEGNO, PROGETTZIONE ED ORGNIZZZIONE INDUSTRILE Nel disegno allegato è rappresentato un albero che trasmette
TORNI VERTICALI A DUE MONTANTI Mod. 1520, 1525, 1L532
 TORNI VERTICALI A DUE MONTANTI Mod. 15, 155, 1L5 M.I.R.M.U. Via Baldinucci, 4 158 Milano Tel.959 Fax.9954 info @mirmu.it 1 Le macchine sono destinate alle operazioni di sgrossatura e di finitura di pezzi
TORNI VERTICALI A DUE MONTANTI Mod. 15, 155, 1L5 M.I.R.M.U. Via Baldinucci, 4 158 Milano Tel.959 Fax.9954 info @mirmu.it 1 Le macchine sono destinate alle operazioni di sgrossatura e di finitura di pezzi
METALLI FERROSI GHISA ACCIAIO
 METALLI FERROSI I metalli ferrosi sono i metalli e le leghe metalliche che contengono ferro. Le leghe ferrose più importanti sono l acciaio e la ghisa. ACCIAIO: lega metallica costituita da ferro e carbonio,
METALLI FERROSI I metalli ferrosi sono i metalli e le leghe metalliche che contengono ferro. Le leghe ferrose più importanti sono l acciaio e la ghisa. ACCIAIO: lega metallica costituita da ferro e carbonio,
POLITECNICO DI TORINO
 NEWSLETTER N2 - I dispositivi elettronici posti a protezione degli operatori E stato indicato nella precedente newsletter che la sicurezza degli operatori in un contesto industriale è affidata a una catena
NEWSLETTER N2 - I dispositivi elettronici posti a protezione degli operatori E stato indicato nella precedente newsletter che la sicurezza degli operatori in un contesto industriale è affidata a una catena
QUOTATURA. Introduzione
 QUOTATURA 182 Introduzione Per quotatura si intende l insieme delle norme che permettono l indicazione esplicita delle dimensioni(lineari ed angolari) dell oggetto rappresentato. Poiché a ciascun disegno
QUOTATURA 182 Introduzione Per quotatura si intende l insieme delle norme che permettono l indicazione esplicita delle dimensioni(lineari ed angolari) dell oggetto rappresentato. Poiché a ciascun disegno
Disegno Tecnico Industriale
 Corso di A.A. 2014-2015 Ing. Alessandro Carandina Durata e prove d esame Durata complessiva: 48 h 6CFU Lezioni teoriche in aula 6 lunedì (14.00 16.30) Esercitazioni di disegno nell aula studio della biblioteca
Corso di A.A. 2014-2015 Ing. Alessandro Carandina Durata e prove d esame Durata complessiva: 48 h 6CFU Lezioni teoriche in aula 6 lunedì (14.00 16.30) Esercitazioni di disegno nell aula studio della biblioteca
Utilizzo di sensori per la definizione e l ottimizzazione dei cicli di lavoro
 UTILIZZO DI SENSORI PER IL MONITORAGGIO DI MANDRINI PER FRESATURA E RETTIFICA Utilizzo di sensori per la definizione e l ottimizzazione dei cicli di lavoro Dario Capellini - Capellini electrospindle Capellini
UTILIZZO DI SENSORI PER IL MONITORAGGIO DI MANDRINI PER FRESATURA E RETTIFICA Utilizzo di sensori per la definizione e l ottimizzazione dei cicli di lavoro Dario Capellini - Capellini electrospindle Capellini
SINTESI DELLA NORMATIVA EUROPEA EN 1263-1 RELATIVA AL MONTAGGIO DELLA RETE ANTICADUTA PER APPLICAZIONI ORIZZONTALI E PER APPLICAZIONI VERTICALI.
 SINTESI DELLA NORMATIVA EUROPEA EN 1263-1 RELATIVA AL MONTAGGIO DELLA RETE ANTICADUTA PER APPLICAZIONI ORIZZONTALI E PER APPLICAZIONI VERTICALI. 1. RETE ANTICADUTA CERTIFICATA EN 1263-1, PER APPLICAZIONI
SINTESI DELLA NORMATIVA EUROPEA EN 1263-1 RELATIVA AL MONTAGGIO DELLA RETE ANTICADUTA PER APPLICAZIONI ORIZZONTALI E PER APPLICAZIONI VERTICALI. 1. RETE ANTICADUTA CERTIFICATA EN 1263-1, PER APPLICAZIONI
Dimensionamento delle strutture
 Dimensionamento delle strutture Prof. Fabio Fossati Department of Mechanics Politecnico di Milano Lo stato di tensione o di sforzo Allo scopo di caratterizzare in maniera puntuale la distribuzione delle
Dimensionamento delle strutture Prof. Fabio Fossati Department of Mechanics Politecnico di Milano Lo stato di tensione o di sforzo Allo scopo di caratterizzare in maniera puntuale la distribuzione delle
VILLA BORROMEO Sarmeola di Rubano Padova 25 novembre 2010. Relatore: Ing. Carlo Calisse
 LE RETI ANTICADUTA DALLE NORME UNI EN 1263-1 1 e 2 ALLE NUOVE LINEE GUIDA AIPAA VILLA BORROMEO Sarmeola di Rubano Padova 25 novembre 2010 Relatore: Ing. Carlo Calisse INTRODUZIONE ALLE NORME UNI EN 1263-1:
LE RETI ANTICADUTA DALLE NORME UNI EN 1263-1 1 e 2 ALLE NUOVE LINEE GUIDA AIPAA VILLA BORROMEO Sarmeola di Rubano Padova 25 novembre 2010 Relatore: Ing. Carlo Calisse INTRODUZIONE ALLE NORME UNI EN 1263-1:
Modelli di dimensionamento
 Introduzione alla Norma SIA 266 Modelli di dimensionamento Franco Prada Studio d ing. Giani e Prada Lugano Testo di: Joseph Schwartz HTA Luzern Documentazione a pagina 19 Norma SIA 266 - Costruzioni di
Introduzione alla Norma SIA 266 Modelli di dimensionamento Franco Prada Studio d ing. Giani e Prada Lugano Testo di: Joseph Schwartz HTA Luzern Documentazione a pagina 19 Norma SIA 266 - Costruzioni di
UNIVERSITÀ DEGLI STUDI DI PADOVA Facoltà di Ingegneria sede di Vicenza A.A. 2007/08
 UNIVERSITÀ DEGLI STUDI DI PADOVA Facoltà di Ingegneria sede di Vicenza A.A. 2007/08 Corso di Disegno Tecnico Industriale per il Corso di Laurea triennale in Ingegneria Meccanica e in Ingegneria Meccatronica
UNIVERSITÀ DEGLI STUDI DI PADOVA Facoltà di Ingegneria sede di Vicenza A.A. 2007/08 Corso di Disegno Tecnico Industriale per il Corso di Laurea triennale in Ingegneria Meccanica e in Ingegneria Meccatronica
MADE IN JAPAN CUSCINETTI ORIENTABILI A RULLI
 MADE IN JAPAN CUSCINETTI ORIENTABILI A RULLI CUSCINETTI ORIENTABILI A RULLI La più alta capacità di carico DEL MONDO I cuscinetti orientabili a rulli sono prodotti per resistere a lungo sotto carichi elevati.
MADE IN JAPAN CUSCINETTI ORIENTABILI A RULLI CUSCINETTI ORIENTABILI A RULLI La più alta capacità di carico DEL MONDO I cuscinetti orientabili a rulli sono prodotti per resistere a lungo sotto carichi elevati.
PIGNONI E CORONE PER CATENE A RULLI
 PIGNONI E PER CATENE A RULLI L assortimento di pignoni e ruote per catene da noi prodotti, costituisce una risposta globale alle esigenze dell industria nel settore delle trasmissioni meccaniche flessibili
PIGNONI E PER CATENE A RULLI L assortimento di pignoni e ruote per catene da noi prodotti, costituisce una risposta globale alle esigenze dell industria nel settore delle trasmissioni meccaniche flessibili
pro-t Scheda tecnica Applicazioni consigliate: Materiali Supporti Caratteristiche
 Scheda tecnica pro-t Profilato di transizione tra pavimenti. Lamina di metallo a forma di T che si inserisce nel giunto di separazione di due pavimenti diversi e consente di coprire leggere differenze
Scheda tecnica pro-t Profilato di transizione tra pavimenti. Lamina di metallo a forma di T che si inserisce nel giunto di separazione di due pavimenti diversi e consente di coprire leggere differenze
2.5.1 CAROTE PRELIEVO, ESAME E PROVA DI COMPRESSIONE
 Pag. 1 di 1 PROVE SUL CALCESTRUZZO NELLE STRUTTURE CAROTE PRELIEVO, ESAME E PROVA DI COMPRESSIONE 1. Scopo La presente prova è specifica nel prelievo di carote di calcestruzzo indurito e contempla l esame,
Pag. 1 di 1 PROVE SUL CALCESTRUZZO NELLE STRUTTURE CAROTE PRELIEVO, ESAME E PROVA DI COMPRESSIONE 1. Scopo La presente prova è specifica nel prelievo di carote di calcestruzzo indurito e contempla l esame,
TECNOLOGIA MECCANICA LE MACCHINE UTENSILI A CNC I Centri di Lavoro
 LE MACCHINE UTENSILI A CNC I Centri di Lavoro Centro per l Automazione e la Meccanica Via Rainusso 138/N 41100 Modena INDICE 1 Fresatrici, Alesatrici e Centri di Lavoro pag. 2 1.1 Generalità 2 1.2 Struttura
LE MACCHINE UTENSILI A CNC I Centri di Lavoro Centro per l Automazione e la Meccanica Via Rainusso 138/N 41100 Modena INDICE 1 Fresatrici, Alesatrici e Centri di Lavoro pag. 2 1.1 Generalità 2 1.2 Struttura
CERTIFICATO ARTICOLO Data creazione: 25.05.2007. GRILLO A CUORE INOX AISI 316 Data revisione: 12110.2008 CODICE: GRCX
 Sede legale : Via Nazionale, 37-23823 Colico (LC) P.I. e C.F. 02520140134 Uffici e Magazzino :Via Al Monteggiolo, 3-23823 Colico (LC) Tel. 0341/930301 - Fax 0341/940458 www.mcitalia.it CERTIFICATO ARTICOLO
Sede legale : Via Nazionale, 37-23823 Colico (LC) P.I. e C.F. 02520140134 Uffici e Magazzino :Via Al Monteggiolo, 3-23823 Colico (LC) Tel. 0341/930301 - Fax 0341/940458 www.mcitalia.it CERTIFICATO ARTICOLO
 6 Generalità Quando un pezzo presenta fori o cavità, il disegno può risultare di difficile comprensione a causa della presenza di numerose linee tratteggiate. 7 Generalità Sezionando ( tagliando ) con
6 Generalità Quando un pezzo presenta fori o cavità, il disegno può risultare di difficile comprensione a causa della presenza di numerose linee tratteggiate. 7 Generalità Sezionando ( tagliando ) con
CLASSIFICAZIONE DELLE LAVORAZIONI MECCANICHE
 CLASSIFICAZIONE DELLE LAVORAZIONI MECCANICHE Le lavorazioni meccaniche possono essere classificate secondo diversi criteri. Il criterio che si è dimostrato più utile, in quanto ha permesso di considerare
CLASSIFICAZIONE DELLE LAVORAZIONI MECCANICHE Le lavorazioni meccaniche possono essere classificate secondo diversi criteri. Il criterio che si è dimostrato più utile, in quanto ha permesso di considerare
Frese a candela in metallo duro ad alte prestazioni per alluminio
 Frese a candela in metallo duro ad alte prestazioni per alluminio Grazie alla vasta selezione di tipologie disponibili è possibile scegliere l'utensile più adatto al lavoro da eseguire. Per applicazioni
Frese a candela in metallo duro ad alte prestazioni per alluminio Grazie alla vasta selezione di tipologie disponibili è possibile scegliere l'utensile più adatto al lavoro da eseguire. Per applicazioni
Le piastre Precompresse
 Corso di Progetto di Strutture POTENZA, a.a. 2012 2013 Le piastre Precompresse Dott. Marco VONA Scuola di Ingegneria, Università di Basilicata marco.vona@unibas.it http://www.unibas.it/utenti/vona/ PIASTRE
Corso di Progetto di Strutture POTENZA, a.a. 2012 2013 Le piastre Precompresse Dott. Marco VONA Scuola di Ingegneria, Università di Basilicata marco.vona@unibas.it http://www.unibas.it/utenti/vona/ PIASTRE
SCHEMA. Mandato CEN M/120 Prodotti metallici per impieghi strutturali e loro accessori.
 SCHEMA per la certificazione del controllo di produzione in fabbrica ai fini della marcatura CE dei prodotti di alluminio e di leghe di alluminio cui alla norma UNI EN 15088:2006 0 STORIA Edizione 0 08/06/2012
SCHEMA per la certificazione del controllo di produzione in fabbrica ai fini della marcatura CE dei prodotti di alluminio e di leghe di alluminio cui alla norma UNI EN 15088:2006 0 STORIA Edizione 0 08/06/2012
2.2.4 Distanze di sicurezza UNI EN ISO 13857:2008, UNI EN 349:1994
 2.2.4 Distanze di sicurezza UNI EN ISO 13857:2008, UNI EN 349:1994 2.2.4.1 Descrizione L uso delle distanze di sicurezza rappresenta un modo per garantire l integrità fisica dei lavoratori in presenza
2.2.4 Distanze di sicurezza UNI EN ISO 13857:2008, UNI EN 349:1994 2.2.4.1 Descrizione L uso delle distanze di sicurezza rappresenta un modo per garantire l integrità fisica dei lavoratori in presenza
HOMMEL-ETAMIC W10 - Misure di rugosità portatili
 SISTEMI OTTICI LASER & LAVORAZIONI DI MATERIALI SISTEMI DI MISURA INDUSTRIALI SICUREZZA DELLA MOBILITA DIFESA & SISTEMI CIVILI HOMMEL-ETAMIC W10 - Misure di rugosità portatili Misure di rugosità portatili
SISTEMI OTTICI LASER & LAVORAZIONI DI MATERIALI SISTEMI DI MISURA INDUSTRIALI SICUREZZA DELLA MOBILITA DIFESA & SISTEMI CIVILI HOMMEL-ETAMIC W10 - Misure di rugosità portatili Misure di rugosità portatili
Assicurare la qualità nel lavoro Per sicurezza e prestazioni. RG Gomma S.r.l.
 Assicurare la qualità nel lavoro Per sicurezza e prestazioni RG Gomma S.r.l. INDICE ORIGINE ------------------------------------------------- VALORI TECNICI -------------------------------------------
Assicurare la qualità nel lavoro Per sicurezza e prestazioni RG Gomma S.r.l. INDICE ORIGINE ------------------------------------------------- VALORI TECNICI -------------------------------------------
INTECNO. LINEAR Motion TRANSTECNO. UNITÀ LINEARI A CINGHIA SERIE MTJ e MRJ BY. member of. group
 LINEAR Motion UNITÀ LINEARI A CINGHIA SERIE BY member of TRANSTECNO group 2012 INTECNO UNITÀ LINEARI A CINGHIA Indice Pagina Caratteristiche Come ordinare Dati tecnici Disegno costruttivo A1 A3 A4 A6
LINEAR Motion UNITÀ LINEARI A CINGHIA SERIE BY member of TRANSTECNO group 2012 INTECNO UNITÀ LINEARI A CINGHIA Indice Pagina Caratteristiche Come ordinare Dati tecnici Disegno costruttivo A1 A3 A4 A6
Un breve sommario delle specifiche menzionate è mostrato nella tabella 1; il documento completo è disponibile sul sito web www.qualanod.
 Qualità dell'alluminio anodizzato Italfinish è licenziataria del marchio di qualità Qualanod e segue le Specifiche di Qualità per l'alluminio anodizzato in Acido Solforico redatte dal QUALANOD per stabilire
Qualità dell'alluminio anodizzato Italfinish è licenziataria del marchio di qualità Qualanod e segue le Specifiche di Qualità per l'alluminio anodizzato in Acido Solforico redatte dal QUALANOD per stabilire
DIPARTIMENTO DI MECCANICA PROGETTO DIDATTICO DELLA DISCIPLINA
 DIPARTIMENTO DI MECCANICA ANNO SCOLASTICO 2014/15 MATERIA: SCIENZE TECNICHE APPLICATE CLASSI: IIAM-IIBM-IICM-IIDM-IIEM-IIFM INDIRIZZO/I: MECCANICO PROGETTO DIDATTICO DELLA DISCIPLINA In relazione a quanto
DIPARTIMENTO DI MECCANICA ANNO SCOLASTICO 2014/15 MATERIA: SCIENZE TECNICHE APPLICATE CLASSI: IIAM-IIBM-IICM-IIDM-IIEM-IIFM INDIRIZZO/I: MECCANICO PROGETTO DIDATTICO DELLA DISCIPLINA In relazione a quanto
SCHEDA TECNICA. Codice a barre 3 di 9
 SCHEDA TECNICA Codice a barre 3 di 9 MAGGIO, 2013 INDICE 1 SCOPO E CAMPO DI APPLICAZIONE... 3 2 BLOCCO CODICE A BARRE... 3 3 CARATTERISTICHE DEL CODICE A BARRE 3 DI 9... 3 3.1 CARATTERISTICHE DEL CODICE
SCHEDA TECNICA Codice a barre 3 di 9 MAGGIO, 2013 INDICE 1 SCOPO E CAMPO DI APPLICAZIONE... 3 2 BLOCCO CODICE A BARRE... 3 3 CARATTERISTICHE DEL CODICE A BARRE 3 DI 9... 3 3.1 CARATTERISTICHE DEL CODICE
Ruote dentate elicoidali e loro controllo con micrometro a piattelli
 Ruote dentate elicoidali e loro controllo con micrometro a piattelli Nella ruota dentata cilindrica a denti elicoidali le linee dei fianchi, essendo delle eliche, sono inclinate di un angolo β rispetto
Ruote dentate elicoidali e loro controllo con micrometro a piattelli Nella ruota dentata cilindrica a denti elicoidali le linee dei fianchi, essendo delle eliche, sono inclinate di un angolo β rispetto
SCHEMA 0 STORIA. Schema certificativo CP004 0.1 DOCUMENTI ESTERNI DI RIFERIMENTO
 SCHEMA per la certificazione del controllo della produzione in fabbrica ai fini della marcatura CE dei profilati cavi di acciai non legati e a grano fine per impieghi strutturali di cui alle norme UNI
SCHEMA per la certificazione del controllo della produzione in fabbrica ai fini della marcatura CE dei profilati cavi di acciai non legati e a grano fine per impieghi strutturali di cui alle norme UNI
Materiali, Sviluppo, Soluzioni. Prodotti di Molibdeno per la industria del vetro
 Materiali, Sviluppo, Soluzioni Prodotti di Molibdeno per la industria del vetro H.C. Starck, Molibdeno Materiali come il molibdeno e il tungsteno, sono vitali per le applicazioni di fusione, omogeneizzazione
Materiali, Sviluppo, Soluzioni Prodotti di Molibdeno per la industria del vetro H.C. Starck, Molibdeno Materiali come il molibdeno e il tungsteno, sono vitali per le applicazioni di fusione, omogeneizzazione
Guida alla segnaletica di sicurezza (prima parte)
") Guida alla segnaletica di sicurezza (prima parte) Pubblicato il: 16/06/2004 Aggiornato al: 16/06/2004 di Gianfranco Ceresini L utilizzo della segnaletica di sicurezza può sembrare a prima vista un elemento
Guida alla segnaletica di sicurezza (prima parte) Pubblicato il: 16/06/2004 Aggiornato al: 16/06/2004 di Gianfranco Ceresini L utilizzo della segnaletica di sicurezza può sembrare a prima vista un elemento
Indice Prefazione XIII 1 Introduzione alle tecnologie di fabbricazione 2 Principi fondamentali della produzione per fonderia
 Indice Prefazione XIII 1 Introduzione alle tecnologie di fabbricazione 1 Introduzione 1 1.1 Processi tecnologici di trasformazione 2 1.1.1 Precisione nelle trasformazioni 5 1.2 Attributi geometrici dei
Indice Prefazione XIII 1 Introduzione alle tecnologie di fabbricazione 1 Introduzione 1 1.1 Processi tecnologici di trasformazione 2 1.1.1 Precisione nelle trasformazioni 5 1.2 Attributi geometrici dei
Carlo Ferrero Istituto Nazionale di Ricerca Metrologica (I.N.RI.M.) Torino
 Torino") Misurazione della forza: i campioni e la taratura dei trasduttori Carlo Ferrero Istituto Nazionale di Ricerca Metrologica (I.N.RI.M.) Torino 1 Come si definisce il vettore forza F = m. a 1 newton è la
Misurazione della forza: i campioni e la taratura dei trasduttori Carlo Ferrero Istituto Nazionale di Ricerca Metrologica (I.N.RI.M.) Torino 1 Come si definisce il vettore forza F = m. a 1 newton è la
PRODUZIONE DI LENTI A CONTATTO
 1 PRODUZIONE DI LENTI A CONTATTO Per monitorare il processo di produzione di un determinato tipo di lenti a contatto viene misurato, ad intervalli di tempo regolari di h 15 minuti, il diametro X (in mm)
1 PRODUZIONE DI LENTI A CONTATTO Per monitorare il processo di produzione di un determinato tipo di lenti a contatto viene misurato, ad intervalli di tempo regolari di h 15 minuti, il diametro X (in mm)
Rugosimetro Portatile Rugosurf20
 Rugosimetro Portatile Rugosurf20 Codice: 078.040.02020 Vedi scheda tecnica online Rugosurf 20 è il rugosimetro per tutte le officine: robusto e facile da usare. I punti forti: Robusto compatto - semplice
Rugosimetro Portatile Rugosurf20 Codice: 078.040.02020 Vedi scheda tecnica online Rugosurf 20 è il rugosimetro per tutte le officine: robusto e facile da usare. I punti forti: Robusto compatto - semplice
x = 100 (30/30,1 * 100) = 0,33%
 = 0,33%") CHIARIMENTO N.2 Quesito n. 1 con riferimento alla gara in oggetto con la presente ci permettiamo di sottoporvi alcune nostre considerazioni ed una serie di chiarimenti. Al fine di garantire una più ampia
CHIARIMENTO N.2 Quesito n. 1 con riferimento alla gara in oggetto con la presente ci permettiamo di sottoporvi alcune nostre considerazioni ed una serie di chiarimenti. Al fine di garantire una più ampia
v in v out x c1 (t) Molt. di N.L. H(f) n
 Molt. di N.L. H(f) n") Comunicazioni elettriche A - Prof. Giulio Colavolpe Compito n. 3 3.1 Lo schema di Fig. 1 è un modulatore FM (a banda larga). L oscillatore che genera la portante per il modulatore FM e per la conversione
Comunicazioni elettriche A - Prof. Giulio Colavolpe Compito n. 3 3.1 Lo schema di Fig. 1 è un modulatore FM (a banda larga). L oscillatore che genera la portante per il modulatore FM e per la conversione
SCIENZA E TECNOLOGIA DEI MATERIALI COMPOSITI A MATRICE POLIMERICA
 Università degli studi di Messina Corso di laurea in INGEGNERIA DEI MATERIALI SCIENZA E TECNOLOGIA DEI MATERIALI COMPOSITI A MATRICE POLIMERICA Prof. A.M.Visco Lezione T 2 : Processi di realizzazione di
Università degli studi di Messina Corso di laurea in INGEGNERIA DEI MATERIALI SCIENZA E TECNOLOGIA DEI MATERIALI COMPOSITI A MATRICE POLIMERICA Prof. A.M.Visco Lezione T 2 : Processi di realizzazione di
Caratteristiche prestazionali della lega MIRO-SILVER utilizzata nei tunnel solari VELUX
 Tunnel solare Caratteristiche prestazionali della lega MIRO-SILVER utilizzata nei tunnel solari VELUX Le curve e le estensioni del tunnel solare VELUX, nella versione per tetti a falde e per tetti piani,
Tunnel solare Caratteristiche prestazionali della lega MIRO-SILVER utilizzata nei tunnel solari VELUX Le curve e le estensioni del tunnel solare VELUX, nella versione per tetti a falde e per tetti piani,
COME NASCE UN CERCHIO IN CARBONIO
 COME NASCE UN CERCHIO IN CARBONIO Mike Wilson, che ha passato quasi tutta la sua vita lavorativa in Dymag, è il responsabile della progettazione. Insieme al suo team valuta tutti gli aspetti progettuali
COME NASCE UN CERCHIO IN CARBONIO Mike Wilson, che ha passato quasi tutta la sua vita lavorativa in Dymag, è il responsabile della progettazione. Insieme al suo team valuta tutti gli aspetti progettuali
Proprietà meccaniche. Prove meccaniche. prova di trazione prova di compressione prova di piegamento prova di durezza prova di fatica prova di creep
 Proprietà meccaniche Prove meccaniche prova di trazione prova di compressione prova di piegamento prova di durezza prova di fatica prova di creep Prova di trazione provini di dimensione standard deformazione
Proprietà meccaniche Prove meccaniche prova di trazione prova di compressione prova di piegamento prova di durezza prova di fatica prova di creep Prova di trazione provini di dimensione standard deformazione
Corso di Disegno di Macchine + Abilità Informatiche. Test di autovalutazione 14 marzo 2012 / A
 Test di autovalutazione 14 marzo 2012 / A 1) Quali, tra le seguenti coppie, è composta da forme duali? a. Il piano punteggiato e la stella di piani; b. la retta punteggiata e lo spazio punteggiato; c.
Test di autovalutazione 14 marzo 2012 / A 1) Quali, tra le seguenti coppie, è composta da forme duali? a. Il piano punteggiato e la stella di piani; b. la retta punteggiata e lo spazio punteggiato; c.