Esempi di programmazione di un centro di lavoro verticale a CNC
|
|
|
- Aniella Marina Molteni
- 8 anni fa
- Visualizzazioni
Transcript
1 Istituto Aldini Valeriani VA meccanica, a.s. 2011/2012 Esempi di programmazione di un centro di lavoro verticale a CNC Andrea Burnelli Esempiprogrammazione Andrea Burnelli Pagina 1

2 Esempiprogrammazione Andrea Burnelli Pagina 2

3 Esercizio n. 1 Esempiprogrammazione Andrea Burnelli Pagina 3
4 Esempiprogrammazione Andrea Burnelli Pagina 4
5 In figura: la fresa per spallamenti retti Ø80 mm in X-100 Y30 Z0.5 In figura: la fresa per spallamenti retti Ø80 mm in X-55 Y30 Esempiprogrammazione Andrea Burnelli Pagina 5

6 In figura: la fresa per spallamenti retti Ø80 mm in X-55 Y-30 In figura: la fresa per spallamenti retti Ø80 mm in X-100 Y-30 Esempiprogrammazione Andrea Burnelli Pagina 6

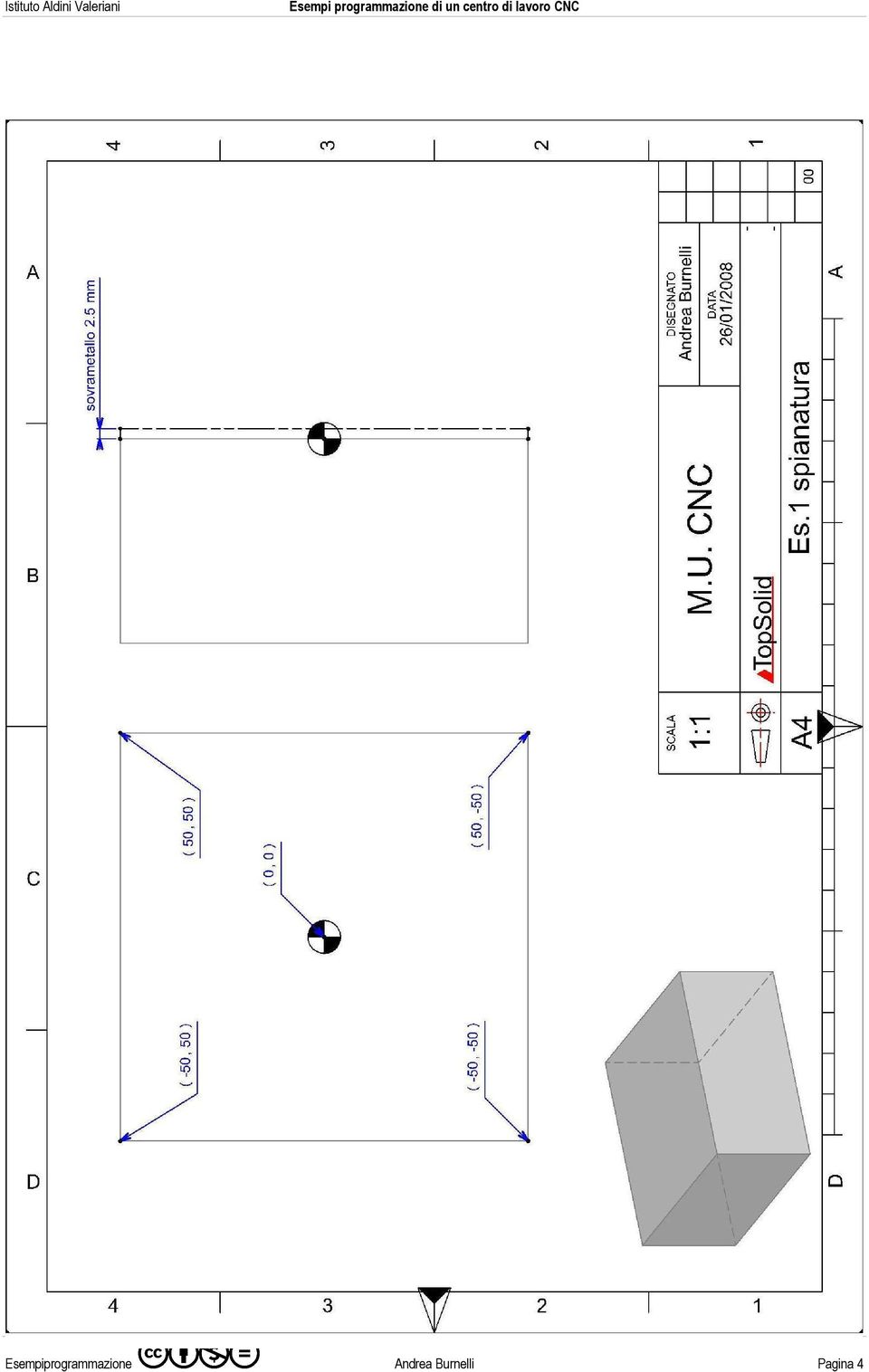
7 - Ciclo di lavoro: spianatura di sgrossatura e finitura - Grezzo: blocco alluminio 100x100x50mm - Macchina utensile: centro di lavoro a 3 assi Leadwell MCV- OP - Controllo numerico: Fanuc 0M Listato commentato in linguaggio ISO: % O 0001 (Numero del programma) N1 G80 G40 (Cancello richiamo cicli fissi e compensazione raggio utensile) N10 G91 G28 Z0 (Richiamo asse Z mandrino al punto di riferimento) N20 G91 G28 X0 Y0 (Richiamo assi x ed y tavola porta pezzo al punto di riferimento) N30 G90 (Programmazione assoluta) N40 G21 (Dati introdotti in millimetri) N50 G94 (Avanzamento della tavola portapezzo in mm/min) N60 G59 (Richiamo origine pezzo: passo dal S.C.M. al S.C.P.) N70 T1 M6 (Richiamo utensile T1 fresa d=80mm z=4 denti per spallamenti retti) N80 G97 S1000 M3 (Metto in rotazione il mandrino a 1000 giri/min fissi, rotazione oraria) N90 G00 X-100 Y30 (Vado in rapido a X-100 e Y30) N100 G00 G43 H1 Z0.5 (Vado in rapido a Z0.5 richiamando la geometria ut.in lunghezza, H1 correttore lunghezza) N110 M8 (Apertura refrigerante) N120 G01 X55 Y30 F700 (Vado in lavoro a X55 Y30, con avanzamento a F700 mm/min) N130 G01 X55 Y-30 F700 (Vado in lavoro a X55 Y-30, con avanzamento a F700 mm/min) N140 X-100 Y-30 (Vado in lavoro a X-100 Y-30, con avanzamento a F700 mm/min) N150 G00 X-100 Y30 (Vado in rapido a X-100 e Y30) N160 Z0 (Vado in rapido a Z0) N170 S2500 M3 (Metto in rotazione il mandrino a 2500 giri/min fissi, rotazione oraria) N180 G01 X100 Y30 F600 (Vado in lavoro a X100 Y30, avanzamento di F600 mm/min) N190 G00 Y-30 (Vado in rapido a X100 e Y-30) N200 G01 X-100 Y-30 F600 (Vado in lavoro a X-100 Y-30, avanzamento di F600 mm/min) N210 M9 (Chiusura refrigerante) N220 G00 Z20 (Vado in rapido a Z20) N230 G91 G28 Z0 (Richiamo asse Z mandrino al punto di riferimento) N240 M5 (Arresto la rotazione del mandrino) N250 G91 G28 X0 Y0 (Richiamo assi X ed Y tavola portapezzo al punto di riferimento) N260 M30 (Fine programma, riavvolgi la memoria) % Note: S.C.M = sistema coordinate macchina, S.C.P. = sistema coordinate pezzo.. Esempiprogrammazione Andrea Burnelli Pagina 7
 N60 G59 (Richiamo origine pezzo: passo dal S.C.M. al S.C.P.")
8 Esercizio n. 2 Esempiprogrammazione Andrea Burnelli Pagina 8
9 Esempiprogrammazione Andrea Burnelli Pagina 9
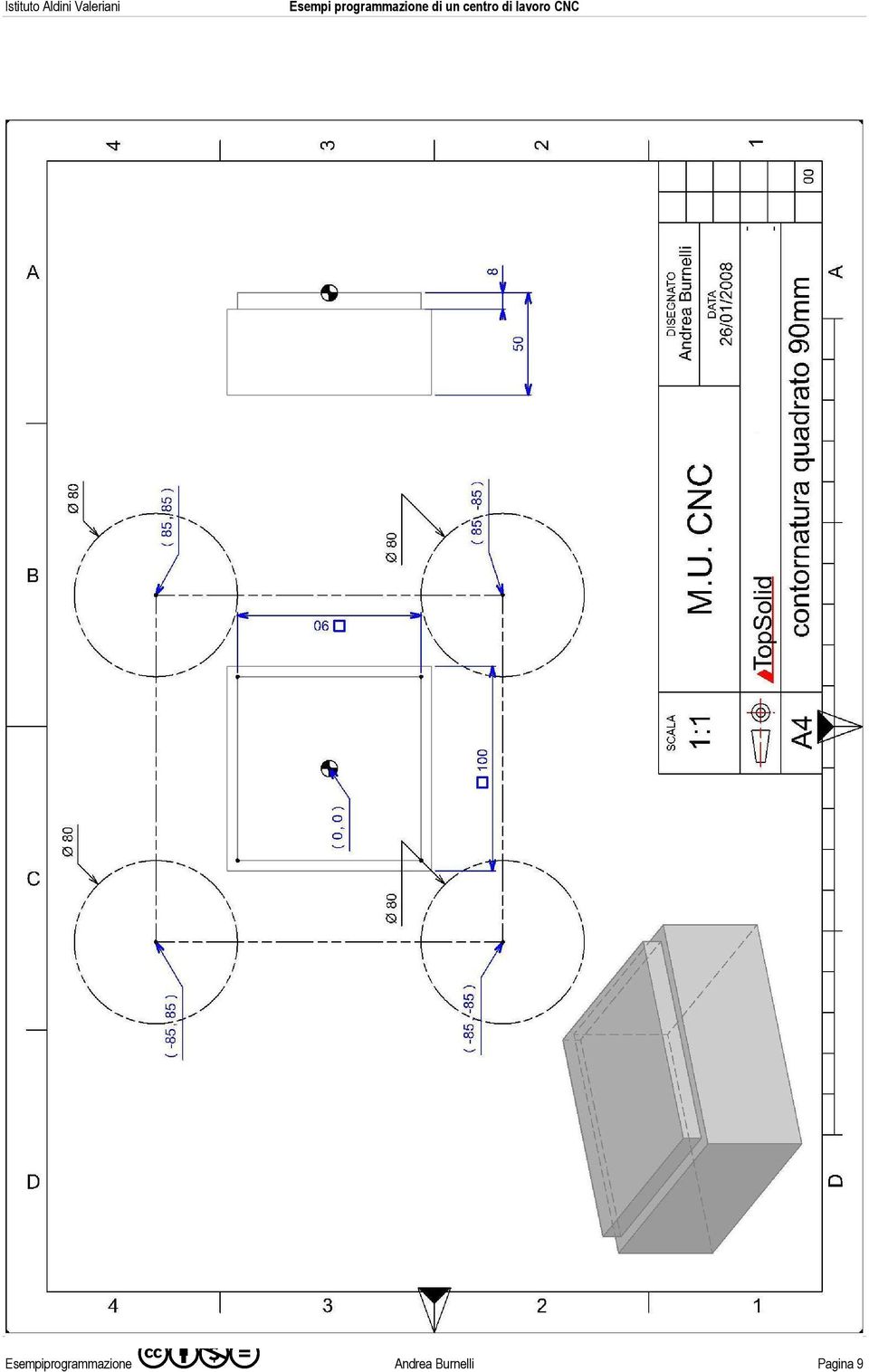
10 - Ciclo di lavoro: contornatura quadrato lato 90 mm senza compensazione raggio utensile - Grezzo: blocco alluminio 100x100x50mm - Macchina utensile: centro di lavoro a 3 assi Leadwell MCV- OP - Controllo numerico: Fanuc 0M % O 1002 (Numero del programma) N1 G80 G40 (Cancello richiamo cicli fissi e compensazione raggio utensile) N10 G91 G28 Z0 (Richiamo asse Z mandrino al punto di riferimento) N20 G91 G28 X0 Y0 (Richiamo assi X ed Y tavola porta pezzo al punto di riferimento) N30 G90 (Programmazione assoluta) N40 G21 (Dati introdotti in millimetri) N50 G94 (Avanzamento della tavola portapezzo in mm/min) N60 G17 (Piano di lavoro XY) N70 G54 (Richiamo origine pezzo: passo dal S.C.M. al S.C.P.) N80 T1 M06 (Richiamo utensile T1 (fresa d=80mm z=4 denti per spallamenti retti) N90 G97 S3500 M3 (Metto in rotazione il mandrino a 1000 giri/min fissi, rotazione oraria) N100 G00 X-95 Y85 M08 (Vado in rapido a X-95 e Y85, inserzione refrigerante) N110 G00 G43 H1 Z5 (Vado in rapido a Z5 richiamando la geometria utensile in lunghezza) N120 G01 Z-4 F300 (Vado in lavoro a Z-4, con avanzamento a F300 mm/min) N130 X85 F700 (Vado in lavoro a Z-4, con avanzamento a F300 mm/min) N140 Y-85 (Vado in lavoro a Z-4, con avanzamento a F300 mm/min) N150 X-85 (Vado in lavoro a Z-4, con avanzamento a F300 mm/min) N160 Y95 (Vado in lavoro a Z-4, con avanzamento a F300 mm/min) N170 Z5 M09 (Vado in lavoro a Z-4, con avanzamento a F300 mm/min) N180 G91 G28 Z0 (Richiamo asse Z mandrino al punto di riferimento) N185 G91 G28 X0 Y0 M05 (Richiamo assi X ed Y al punto di riferimento, arresto mandrino) N190 M30 (Fine programma, riavvolgi la memoria) % Note:.. Esempiprogrammazione Andrea Burnelli Pagina 10
 N60 G17 (Pi")
11 Esercizio n. 3 Esempiprogrammazione Andrea Burnelli Pagina 11

12 Esempiprogrammazione Andrea Burnelli Pagina 12
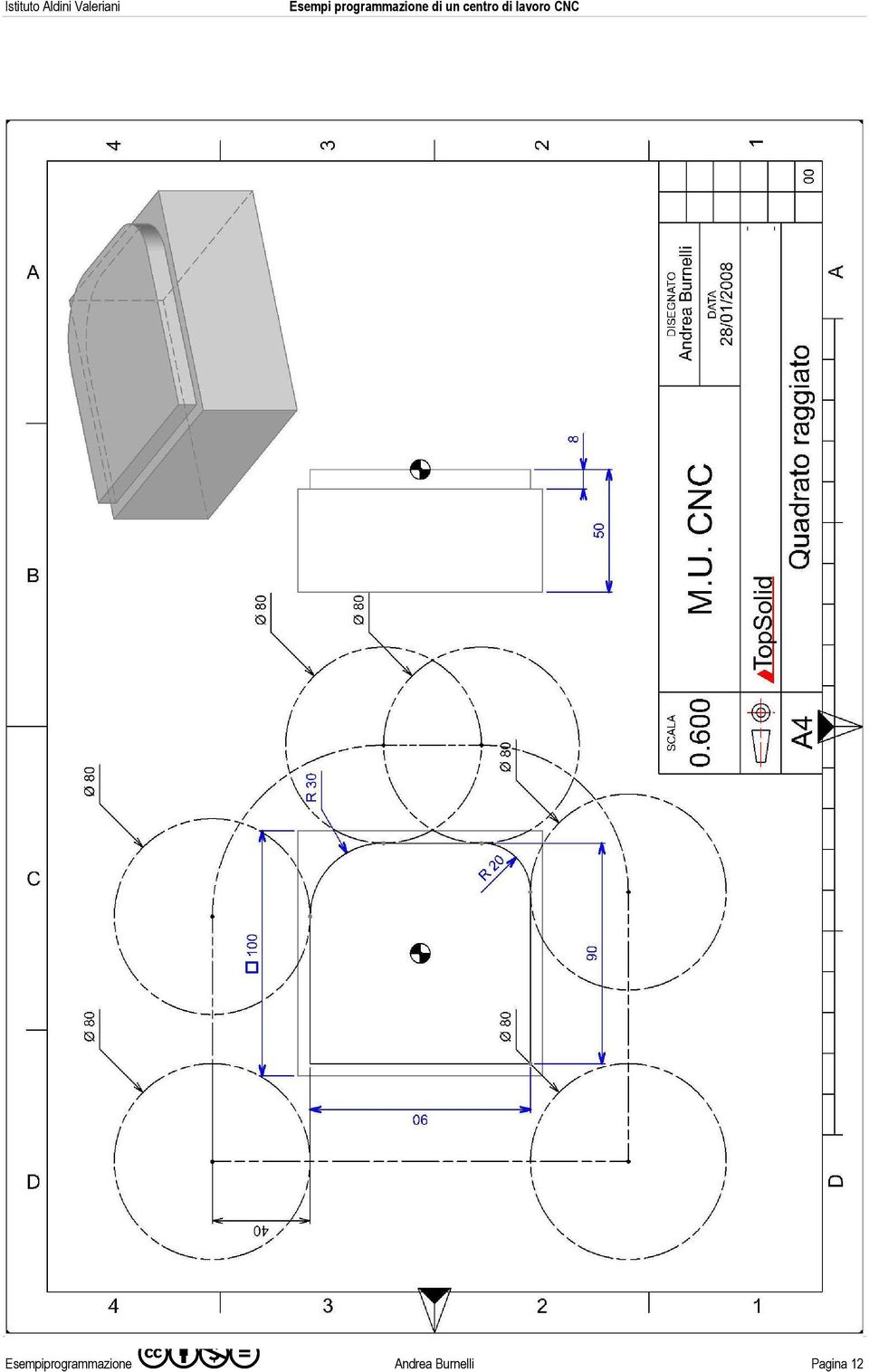
13 - Ciclo di lavoro: contornatura quadrato lato 90mm senza compensazione raggio utensile - Grezzo: blocco alluminio 100x100x50mm - Macchina utensile: centro di lavoro a 3 assi Leadwell MCV- OP - Controllo numerico: Fanuc 0M % O1003 N1 G80 G40 (Cancello richiamo cicli fissi e compensazione raggio utensile) N10 G91 G28 Z0 N20 G91 G28 X0 Y0 N30 G90 N40 G21 N50 G94 N60 G17 N70 G54 N80 T1 M06 N90 G97 S3500 M3 N100 G00 X-95 Y85 M08 (vado in rapido a X-95 Y85 tangente al profilo del pezzo finito) N110 G00 G43 H1 Z-10 N120 G01 X15 Y85 F700 (vado in movimento lineare a X15 Y85 con av. 700mm/min) N130 G02 X85 Y15 R70 (vado in interpolazione circolare oraria a X85 Y15 con R70) N140 G01 X85 Y-35 (vado in movimento lineare a X85 Y-35 con av. 700mm/min) N150 G02 X35 Y-85 R50 (vado in interpolazione circolare oraria a X35 Y-85 con R50) N160 G01 X-85 (vado in movimento lineare a X-85) N170 Y95 (vado in movimento lineare a Y95) N180 Z5 M09 N190 G91 G28 Z0 N200 G91 G28 X0 Y0 M05 N210 M30 % Note:.. Esempiprogrammazione Andrea Burnelli Pagina 13
 N130 G02 X85 Y15 R70 (vado in interpolazione circolare oraria a X85 Y15 con R70) N140 G01 X85 Y-35 (vado in movimento lineare a X85 Y-35 con av.")
14 Esercizio n. 4 Esempiprogrammazione Andrea Burnelli Pagina 14

15 Esempiprogrammazione Andrea Burnelli Pagina 15

16 - Ciclo di lavoro: contornatura cerchio Ø 50mm senza compensazione raggio utensile - Grezzo: blocco alluminio 100x100x50mm - Macchina utensile: centro di lavoro a 3 assi Leadwell MCV- OP - Controllo numerico: Fanuc 0M % O1004 N1 G80 G40 (Cancello richiamo cicli fissi e compensazione raggio utensile) N10 G91 G28 Z0 N20 G91 G28 X0 Y0 N30 G90 N40 G21 N50 G94 N60 G17 N70 G54 N80 T1 M06 N90 G97S3500M3 N100 G00 X-100 Y0 M08 N110 G00 G43 H1 Z-5 N120 G01 X-65 Y0 F1000 N130 G02 X-65 Y0 I65 J0 (Interpolazione circolare oraria, cerchio completo) N140 G01 X-100 Y0 N150 Z5 M09 N160 G91 G28 Z0 N170 G91 G28 X0 Y0 M05 N180 M30 % Note:.. Esempiprogrammazione Andrea Burnelli Pagina 16
 N140 G01 X-100 Y0 N150 Z5 M09 N160 G91 G28 Z0 N170 G91 G28 X0 Y0 M05 N180 M30 % Note:.")
17 Esercizio n. 5 Esempiprogrammazione Andrea Burnelli Pagina 17
18 Esempiprogrammazione Andrea Burnelli Pagina 18
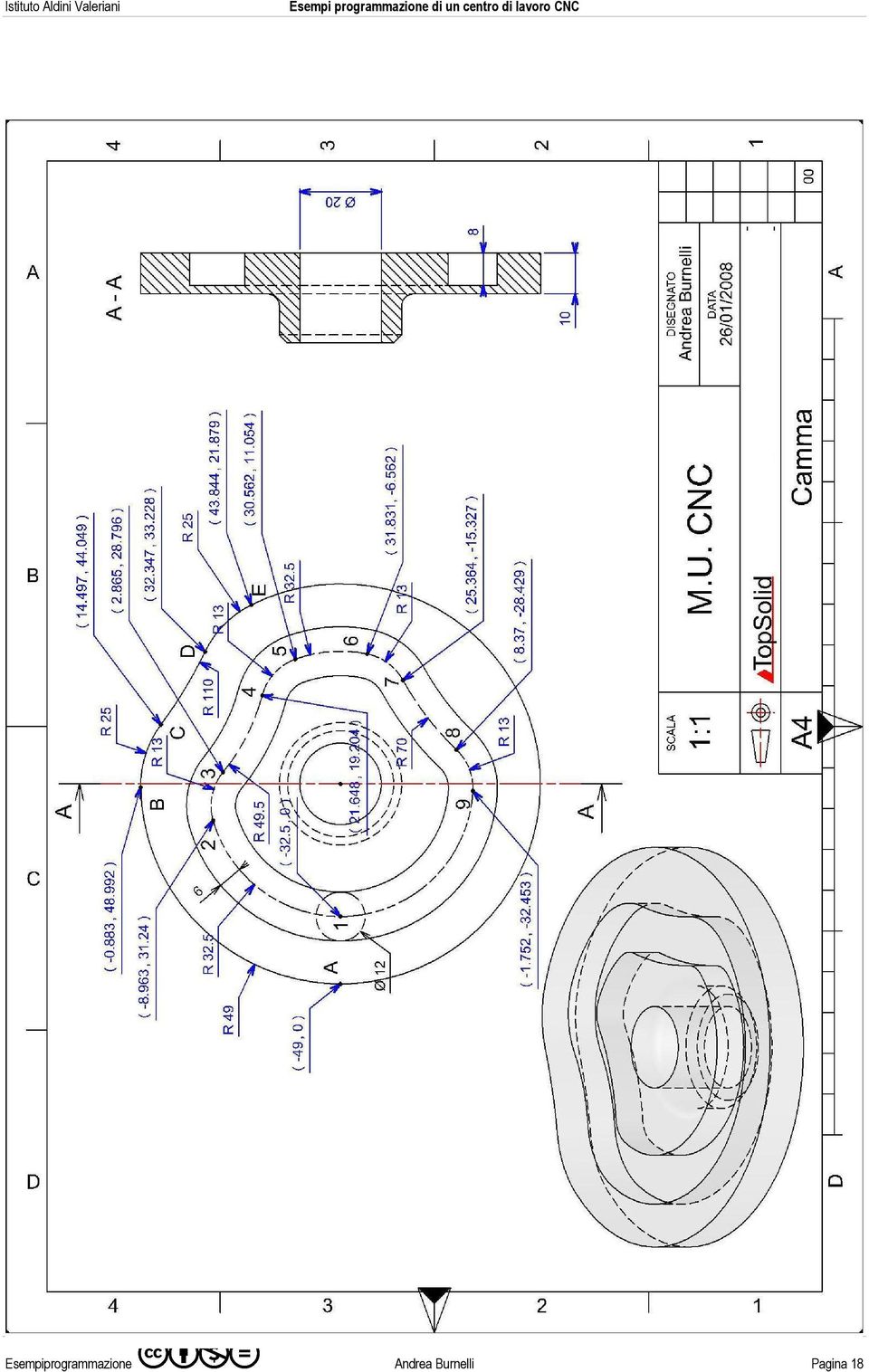
19 - Ciclo di lavoro: esecuzione canale interno della camma, contornatura profilo esterno con compensazione raggio utensile - Grezzo: Semilavorato di tornitura Ø100 - Macchina utensile: centro di lavoro a 3 assi Leadwell MCV- OP - Controllo numerico: Fanuc 0M % O1009 (camma con due giri) N1 G80 G40 (Cancello richiamo cicli fissi e compensazione raggio utensile) N10 G91 G28 Z0 (asse Z a zero macchina) N20 G91 G28 X0 Y0 (asse X e Y a zero macchina) N30 G90 (programmaz. assoluta) N40 G21 (dati in mm) N50 G94 (av tavola in mm/min) N60 G17 (piano lavoro XY) N70 G54 (origine pezzo) N80 T1 M06 (fresa d80mm spianare) N90 G97 S3500 M3 (3500 giri/min rot oraria) N100 G00 X-100 Y35 M08 (posizionamento a X-100 Y35 refrigerante) N110 G00 G43 H1 Z5 (vado a Z5 tenendo conto lunghezza utensile) N120 G01 Z0 F300 (vado a Z0) N130 (INIZIO SPIANATURA) N140 G01 X55 Y35 F800 N150 G01 X55 Y-35 N160 G01 X-100 N170 (FINE SPIANATURA) N180 Z5 M09 (mi alzo sopra a Z5) N190 G91 G28 Z0 (asse Z a zero macchina) N200 G91 G28 X0 Y0 M05 (asse X e Y a zero macchina e arresto mandrino) N210 T3 M6 (fresa a candela d12mm) N220 G90 G54 (programmazione assoluta e origine pezzo) N230 G97 S2000 M03 (metto in moto la fresa) N240 G00 X Y (punto 9 canale interno camma) N250 G00 G43 H3 Z10 (vado in rapido a Z10) N260 G01 Z4 F250 (vado in lavoro a Z4) N270 G02 X-32.5 Y0 Z-4 R32.5 (entro nel pezzo punto 1 in elicoidale) N280 (INIZIO PROFILO CAMMA) N290 G02 X Y31.24 R32.5 F350 (sono nel punto 2) N300 G02 X2.865 Y R13 (sono nel punto 3) N310 G03 X Y R49.5 (sono nel punto 4) N320 G02 X Y R13 (sono nel punto 5) N330 G02 X Y R32.5 (sono nel punto 6) N340 G02 X Y R13 (sono nel punto 7) N350 G03 X8.37 Y R70 (sono nel punto 8) N360 G02 X Y R13 (sono nel punto 9) N370 G02 X-32.5 Y0 R32.5 (sono nel punto 1) N380 G02 X Y31.24 Z4 R32.5 F350 (uscita elicoidale punto 2) N390 G00 X Y N400 G01 Z1 F250 (vado in lavoro a Z4) N410 G02 X-32.5 Y0 Z-8 R32.5 (entro nel pezzo punto 1in elicoidale) N420 (INIZIO PROFILO CAMMA) N430 G02 X Y31.24 R32.5 F350 (sono nel punto 2) N440 G02 X2.865 Y R13 (sono nel punto 3) Esempiprogrammazione Andrea Burnelli Pagina 19
 N40 G21 (dati in mm) N50 G94 (av tavola in mm/min) N60 G17 (piano lavoro XY) N70 G54 (origine pezzo) N80 T1 M06 (fresa d80mm spianare) N90 G97 S3500 M3 (3500 giri/min rot oraria) N100 G00")
20 N450 G03 X Y R49.5 (sono nel punto 4) N460 G02 X Y R13 (sono nel punto 5) N470 G02 X Y R32.5 (sono nel punto 6) N480 G02 X Y R13 (sono nel punto 7) N490 G03 X8.37 Y R70 (sono nel punto 8) N500 G02 X Y R13 (sono nel punto 9) N510 G02 X-32.5 Y0 R32.5 (sono nel punto 1) N520 G02 X Y31.24 Z4 R32.5 F350 (uscita elicoidale punto 2) N530 (FINE PROFILO CAMMA) N540 (ESCO DAL CANALE) N550 G01 Z10 N560 G91 G28 Z0 M09 (asse Z a zero macchina) N570 G91 G28 X0 Y0 M05 (asse X e Y a zero macchina) N580 G90 N590 T1 M06 (fresa d80mm spianare) N600 G97 S3500 M3 (3500 giri/min rot oraria) N100 G00 X-90 Y-65 M08 (posizionamento a X-100 Y35, refrigerante) N110 G00 G43 H1 Z5 (vado a Z5 compensando lunghezza utensile) N120 G01 Z-4 F500 (vado a Z0) N130 G01 X-49 Y-5 G41 D31 (attacco compensazione, D31 correttore raggio) N140 G01 X-49 Y0 (entro in a in compensazione) N150 G02 X Y R49 (B) N160 G02 X Y R25 (C) N170 G03 X Y R110 (D) N180 G02 X Y R25 (E) N190 G02 X-49 Y0 R-49 (A) N200 G01 Y5 (disimpegno profilo) N210 G01 G40 X-90 Y65 (stacco compensazione piloto centro fresa) N220 G01 Z10 (mi alzo) N230 G91 G28 Z0 M09 (asse Z a zero macchina) N240 G91 G28 X0 Y0 M05 (asse X e Y a zero macchina) N250 M30 % Note:.. Esempiprogrammazione Andrea Burnelli Pagina 20
 N600 G97 S3500 M3 (3500 giri/min rot oraria) N100 G00 X-90 Y-65 M08 (posizionamento a X-100 Y35, refrigerante) N110 G00 G43 H1 Z5 (vado a Z5 compensando")
21 Esercizio n. 6 Esempiprogrammazione Andrea Burnelli Pagina 21
22 Esempiprogrammazione Andrea Burnelli Pagina 22
23 - Ciclo di lavoro: spianatura, centratura, foratura - Grezzo: blocco alluminio 100x100x50mm - Macchina utensile: centro di lavoro a 3 assi Leadwell MCV- OP - Controllo numerico: Fanuc 0M % O1022 N1 G80 G40 (Cancello richiamo cicli fissi e compensazione raggio utensile) N10 G91 G28 Z0 N20 G91 G28 X0 Y0 N30 G90 G21G94 G17 N40 G54 N50 T1 M06 N60 G97 S3000 M13 N70 G00 X-100 Y35 N80 G00 G43 H1 Z5 N90 G01 Z0 F300 N100 G01 X100 Y35 F700 N110 G00 X100 Y-35 N120 G01 X-100 Y-35 F700 N130 G01 Z5 M09 N140 G91 G28 Z0 N150 G91 G28 X0 Y0 M05 N160 G90 G54 N170 T16 M06 (CENTRATORE D16) N180 G97 S2000 M13 N190 G00 X30 Y30 N200 G00 G43 H16 Z20 N210 G01 Z15 F300 N220 G81 X30 Y30 Z-4 R2 F120 G99 N230 X-30 Y-30 N240 X30 Y0 N250 X-30 Y0 N260 X30 Y-30 N270 X-30 Y30 G98 N280 G80 N290 G91 G28 Z0 N300 G91 G28 X0 Y0 M05 N310 G90 G54 N320 T2 M06 (PUNTA D8.5MM) N330 G97 S2000 M13 N340 G00 G43 H2 Z30 X30 Y30 N350 G01 Z25 F300 N360 G83 X30 Y30 Z-15 R2 Q6 F120 G99 N370 X-30 Y-30 N380 X30 Y0 N390 X-30 Y0 N400 X30 Y-30 N410 X-30 Y30 G98 N420 G80 N430 G91 G28 Z0 N440 G91 G28 X0 Y0 M05 N450 M30% Esempiprogrammazione Andrea Burnelli Pagina 23
24 Esercizio n. 7 Esempiprogrammazione Andrea Burnelli Pagina 24
25 Esempiprogrammazione Andrea Burnelli Pagina 25
26 - Ciclo di lavoro: spianatura, esecuzione dei due scassi, centratura, foratura - Grezzo: blocco alluminio 100x100x50mm - Macchina utensile: centro di lavoro a 3 assi Leadwell MCV- OP - Controllo numerico: Fanuc 0M Esercizio proposto:.. Esempiprogrammazione Andrea Burnelli Pagina 26
27 Esercizio n. 7 Esempiprogrammazione Andrea Burnelli Pagina 27
28 - Ciclo di lavoro: spianatura, centratura, foratura - Grezzo: blocco alluminio 100x100x50mm - Macchina utensile: centro di lavoro a 3 assi Leadwell MCV- OP - Controllo numerico: Fanuc 0M % O7777 (MASCHIATURA DESTRA) (APPLICAZIONE CICLO FISSO DI FILETTATURA) N10 G40 G80 N20 G91 G28 Z0 N30 G91 G28 X0 Y0 N40 G90 G21 G94 G17 N50 G55 N60 T16 M06 (MASCHIO M10 DX) (PASSO 1.5 MM) N70 G97 S100 M03 (300 GIRI/MIN) (FILETTO DESTRO METTERE M03) N80 G00 X30 Y30 N90 G00 G43 H16 Z40 N100 G01 Z35 F150 (AVANZAMENTO = GIRI X PASSO FILETTO) N110 G84 X5 Y15 R35 Z10 G98 (CICLO MASCHIATURA DX) N120 G80 N130 G00 Z100 N140 G91 G28 Z0 N150 G91 G28 X0 Y0 M05 N160 M30 O7778 (MASCHIATURA SINISTRA) (APPLICAZIONE CICLO FISSO DI FILETTATURA) N10 G40 G80 N20 G91 G28 Z0 N30 G91 G28 X0 Y0 N40 G90 G21 G94 G17 N50 G55 N60 T16 M06 (MASCHIO M10 SX) (PASSO 1.5 MM) N70 G97 S100 M04 (300 GIRI/MIN) (FILETTO SINISTRO METTERE M04) N80 G00 X30 Y30 N90 G00 G43 H16 Z40 N100 G01 Z35 F150 (AVANZAMENTO = GIRI X PASSO FILETTO) N110 G74 X5 Y15 R35 Z10 G98 (CICLO MASCHIATURA SX) N120 G80 N130 G00 Z100 N140 G91 G28 Z0 N150 G91 G28 X0 Y0 M05 N160 M30 % Esempiprogrammazione Andrea Burnelli Pagina 28
29 Appendice: Esempiprogrammazione Andrea Burnelli Pagina 29
30 DATI TECNICI CENTRO DI LAVORO: macchina utensile LEADWELL MCV-0P controllo FANUC 0-MF dimensioni tavola 750x400 mm area di lavoro 650x350 mm corsa asse X 500 mm corsa asse Y 350 mm corsa asse Z 400 mm luce mandrino tavola mm potenza motore mandrino 3.7/ 5.5 KW velocità mandrino giri/min attacco mandrini BT 40 velocità rapida asse X e Y 15 m/min velocità rapida asse Z 10 m/min numero utensili 16 selezione utensili variabile, bidirezionale massimo diametro fresa 80 mm massimo peso utensile 7 Kg ASSI CONTROLLATI: Assi controllati base Estensione assi Assi controllati simultaneamente 3 assi 1 asse ( max. 4 assi in totale) 3 assi Esempiprogrammazione Andrea Burnelli Pagina 30
31 DEFINIZIONE PUNTO ZERO PEZZO (0P): La definizione dell origine del pezzo varia in funzione della quotatura, dell esigenza del programmatore, dell individuazione del punto più importante e caratteristico del pezzo. La scelta ponderata dello zero pezzo può semplificare il calcolo dei punti da programmare. Lo zero pezzo è l origine delle coordinate degli assi X, Y, Z, riferito a un punto preso sul pezzo (finito) rispetto al quale devono essere quotati tutti i punti da lavorare. In figura è rappresentato lo zero pezzo (sistema coordinate pezzo S.C.P. ) Note:.. Esempiprogrammazione Andrea Burnelli Pagina 31
32 PUNTO ZERO MACCHINA (0M): Accanto al sistema di coordinate dipendenti dal pezzo, definite mediante lo zero pezzo, coesiste il sistema di riferimento fisso della macchina utensile, definito zero macchina. Questo punto si trova normalmente verso le estremità della corsa positiva degli assi. Detto in maniera semplicistica, da questo punto inizia a contare il sistema di misura della macchina utensile, è da considerare come un origine fissa. In figura è rappresentato lo zero macchina (sistema coordinate macchina S.C.M.) Note: Esempiprogrammazione Andrea Burnelli Pagina 32
33 CICLO DI LAVORAZIONE: Pianificazione della sequenza di lavorazione: Nella stesura di un programma NC la programmazione vera e propria, ossia la conversione dei singoli passi di lavoro in linguaggio NC, rappresenta in genere solo una piccola parte del lavoro di programmazione. Prima di passare alla programmazione vera e propria è opportuno progettare e strutturare i singoli passi di lavorazione. Quanto più approfondito è il lavoro preliminare di suddivisione e pianificazione, tanto più semplice e rapida sarà la programmazione. 1. Preparazione del disegno del pezzo. Stabilire la forma del grezzo e i valori dei sovrametalli, le zone di presa del pezzo. Definire lo zero pezzo Calcolare le eventuali coordinate mancanti 2. Definizione della sequenza di lavorazione (operazioni produttive) Successione delle lavorazioni dei singoli elementi del pezzo (ciclo di lavoro) Scelta degli utensili utilizzati nelle varie fasi di lavorazione del profilo Definizione dei parametri tecnologici di taglio 3. Definizione del piano di lavoro (operazioni produttive e improduttive) Definire in successione tutte le sequenze di lavorazione della macchina, ad esempio: Movimenti in rapido per il posizionamento Cambi utensile Svincoli per consentire le misure, smontaggio pezzo, ecc. Avvio/arresto rotazione mandrino e del refrigerante Richiamo dati utensili Incrementi di passata Correzioni traiettoria Accostamenti al profilo Svincoli dal profilo Ecc. 4. Trascrizione dei passi di lavorazione nel linguaggio di programmazione Scrivere sotto forma di blocco NC ogni singolo passo di lavorazione e raggrupparli in un unico programma Esempiprogrammazione Andrea Burnelli Pagina 33
34 STESURA DEL PROGRAMMA: Una volta studiato il ciclo di lavoro (operazioni e fasi, utensili, parametri di taglio) si procede alla stesura del programma relativo a ciascuna delle fasi stabilite. La stesura del programma consiste nello scindere in operazioni elementari la fase di lavorazione del pezzo con una sequenza logica e in forma codificata a seconda dell unità di governo e della macchina utensile. Esistono indicativamente tre sistemi diversi per eseguire la stesura del programma: - programmazione manuale - programmazione automatica con ausilio di programmi CAD- CAM - programmazione dialogata con videate interattive. In questa dispensa viene affrontata mediante esempi la prima tipologia, nella quale è il programmatore che esegue manualmente la stesura del programma, codificando tutte le operazioni secondo il linguaggio prescritto. IL PROGRAMMA: STRUTTURA E SIGNIFICATO: La stesura del programma, precede sempre la lavorazione di tutti i pezzi. Partendo quindi dall analisi del disegno e del ciclo di lavorazione, si ricavano le informazioni necessarie per eseguire il particolare meccanico. Le informazioni fornite alla macchina utensile devono essere redatte in un formato a lei comprensibile. II linguaggio che consente di comunicare con il CNC è l ISO. Una breve parentesi. Lo standard ISO 6983, rappresenta solo una raccomandazione di utilizzo di determinate funzioni e sintassi, tali da rendere comune ed uniforme la programmazione del maggior numero di CNC al fine di semplificare la gestione da parte di utenti che altresì dovrebbero imparare funzioni e modalità operative diverse. La realtà è poi assai diversa in quanto i costruttori di CNC hanno adottato il linguaggio ISO per le principali funzioni di movimento, velocità e avanzamento, hanno altresì implementato e sviluppato vari linguaggi (dialetti) che hanno permesso di ottenere vantaggi in termini di semplicità e velocità di programmazione. Come già detto, ii linguaggio che consente di comunicare con il CNC è l ISO, un codice alfanumerico a otto bit. Tale codice può essere rappresentato visivamente mediante un nastro perforato, facendo corrispondere il valore 1 logico al foro ed il valore 0 logico al non foro. I canali sono individuati con numeri da uno a otto. Il canale n 5 serve per l autoverifica, il canale n 8 serve al carattere ritorno carrello. Il codice ISO utilizza un numero pari di fori per ogni carattere invece che dispari e contempla l uso di caratteri ( ) per scrivere informazioni all interno del programma. Un programma è formato da un insieme di: Esempiprogrammazione Andrea Burnelli Pagina 34
35 CARATTERI: A, B, X, Y, Z,.1, 2, 3,. Ogni tasto della tastiera è un carattere. INDIRIZZI: G, X, Z, F, S, T, M, Caratteri con una funzione ben precisa. PAROLE: G (indirizzo) 01(contenuto) X 100, Z 200, S 1500, F 300 Sono formate da un indirizzo (lettera) seguita da un numero che costituisce il contenuto. BLOCCHI: G01 X 50 Y 120 F 200 G97 S1500 M03 Un insieme di parole determina un'istruzione. Il PROGRAMMA è una sequenza di blocchi, eventualmente numerati in ordine progressivo:.. N10 T0101 MO6 N20 G90 G54 N30 G00 X-145 Y75 S1500 M3 N40 G43 H1 Z2 M8 N50 G01 X145 F600 ORDINE DEL BLOCCO: E una sequenza di parole disposte orizzontalmente secondo un certo ordine: N G X Y Z A R/I J K F S T M Esempiprogrammazione Andrea Burnelli Pagina 35
36 I comandi di ingresso, a seconda di come agiscono, si possono classificare in: MODALI: quelli il cui effetto permane sino a che non venga annullato (o cambiato) da un altra istruzione. AUTOCANCELLANTI: quelli il cui effetto dura solo nell operazione (o blocco di istruzione) in cui sono scritte. INDIRIZZI ISO PER LA PROGRAMMAZIONE ISO 6983: % Inizio programma LF Fine blocco : Suddivisione di programma / Salto di blocco a predisposizione ( Inizio dei dati da ignorare ) Fine dei dati da ignorare + Segno matematico di somma - Segno matematico di sottrazione. Punto decimale A Coordinata angolare attorno l asse X B Coordinata angolare attorno l asse Y C Coordinata angolare attorno l asse Z D Coordinata angolare attorno a un asse speciale, o terza velocità di avanzamento, o funzione utensile per l indicazione della correzione utensile. E Coordinata angolare attorno ad un asse speciale, o seconda velocità di avanzamento F Velocità di avanzamento G Funzione preparatoria H Indirizzo a disposizione I Parametro di interpolazione o passo di filettatura secondo X J Parametro di interpolazione o passo di filettatura secondo Y K Parametro di interpolazione o passo di filettatura secondo Z L Indirizzo a disposizione M Funzione ausiliaria (o miscellanea ) N Numero di blocco O Indirizzo a disposizione P Movimento terziario parallelo all asse X, o primo fattore di correzione raggio utensile Q Movimento terziario parallelo attorno l asse Y, o secondo fattore di correzione raggio utensile R Quota rapido sull asse Z, o movimento terziario parallelo all asse Z, o terzo fattore di correzione raggio utensile S Velocità di rotazione del mandrino T Definizione di utensile U Movimento secondario parallelo all asse X V Movimento secondario parallelo all asse Y W Movimento secondario parallelo all asse Z X Movimento principale dell asse X Y Movimento principale dell asse Y Z Movimento principale dell asse Z Quando le lettere D, E, P, Q, R, U, V, W, non sono utilizzate nel modo indicato, devono intendersi a disposizioni. Esempiprogrammazione Andrea Burnelli Pagina 36
37 G = FUNZIONI PREPARATORIE Le funzioni preparatorie G costituiscono il cardine della programmazione dei CNC, esse rappresentano le funzioni che preparano la macchina utensile. ad effettuare tutte le lavorazioni necessarie alla realizzazione del pezzo. Lo standard ISO 6983 è solo in parte rispettato dai costruttori di controlli numerici salvo che nelle principali funzioni ISO riconosciute ed utilizzate da tutti i CNC. LISTA FUNZIONI G FANUC O-M: Gruppo Codici G 01 G00 G01 G02 G03 00 G04 G09 Funzione Movimento in rapido avanzamento max. consentito Interpolazione lineare in lavoro con avanzamento programmato Interpolazione circolare in senso orario Interpolazione circolare in senso antiorario Tempo di sosta, arresto esatto Arresto esatto 02 G17 G18 G19 06 G20 G21 Piano di lavoro XY Piano di lavoro ZX Piano di lavoro YZ Programmazione in pollici Programmazione in millimetri 00 G28 Ritorno al punto di riferimento 01 G33 Filettatura 07 G40 G41 G42 08 G43 G44 Cancella la compensazione raggio utensile Attiva compensazione raggio utensile a sinistra del pezzo Attiva la compensazione raggio utensile a destra del pezzo Compensazione lunghezza utensile in direzione positiva Compensazione lunghezza utensile in direzione negativa Cancella compensazione lunghezza utensile (non obbligatoria) G49 00 G53 Selezione sistema coordinate macchina 09 G73 Ciclo di foratura a tratti G74 Ciclo di maschiatura sinistra G76 Ciclo di alesatura fine G80 Cancella il ciclo fisso G81 Ciclo di foratura, alesatura G82 Ciclo di foratura, alesatura G83 Ciclo di foratura a tratti G84 Ciclo di maschiatura G85 Ciclo di alesatura G86 Ciclo di alesatura G87 Ciclo di alesatura posteriore G89 Ciclo di alesatura 03 G90 G91 Programmazione assoluta Programmazione incrementale Esempiprogrammazione Andrea Burnelli Pagina 37
38 05 G94 G95 13 G96 G97 10 G98 G99 Avanzamento in mm/minuto Avanzamento in mm/giro Velocità di taglio costante metri/minuto Velocità a giri fissi Ritorno al livello iniziale Z Ritorno al livello del punto R 1. I codici G contrassegnati dal pallino sono attivi all accensione. Per G20 e G21, è attivo quello che lo era al momento dello spegnimento. Tramite parametro possono essere scelti G00 o G01 e G90 o G I codici G del gruppo 00 sono non modali (autocancellanti) e sono attivi solo per il blocco nel quale sono specificati. 3. Se viene specificato un codice G non compreso nella tabella si ha un allarme. 4. Un blocco può contenere fino a 4 codici G non appartenenti allo stesso gruppo. M = FUNZIONI AUSILIARIE ( o miscellanee ): Le funzioni miscellanee si programmano con l indirizzo M seguito da un numero a due cifre e sono tutte quelle che fungono da interruttore per attivare o disattivare una apparecchiatura. Per esempio attivano e disattivano il refrigerante, attivano o disattivano la rotazione del mandrino ecc. La normativa ISO le ha regolamentate e di fatto rappresentano uno standard utilizzato dai costruttori di M.U. a CNC. LISTA FUNZIONI M FANUC O-M: M00 Arresto intermedio programma M02 Fine programma senza riavvolgimento memoria. M03 Rotazione mandrino in senso orario M04 Rotazione mandrino in senso antiorario M05 Arresto rotazione mandrino M06 Cambio utensile M08 Inserzione refrigerante M09 Arresto refrigerante M13 Rotazione mandrino oraria ed inserzione refrigerante M14 Rotazione mandrino antioraria ed inserzione refrigerante M17 Refrigerante tubo anteriore M18 Refrigerante tubo posteriore M30 Fine programma o fine nastro e riposizionamento a inizio programma M98 Richiamo sottoprogramma M99 Fine sottoprogramma. Esempiprogrammazione Andrea Burnelli Pagina 38
LA PROGRAMMAZIONE N10 G0 X5 Y5
 LA PROGRAMMAZIONE Un programma per una Macchina Utensile CNC è costituito da una sequenza logica di informazioni geometriche, tecnologiche ed ausiliarie (fasi di lavoro). Le informazioni geometriche riguardano
LA PROGRAMMAZIONE Un programma per una Macchina Utensile CNC è costituito da una sequenza logica di informazioni geometriche, tecnologiche ed ausiliarie (fasi di lavoro). Le informazioni geometriche riguardano
METODO PER LA STESURA DI PROGRAMMI PER IL CENTRO DI LAVORO CNC
 METODO PER LA STESURA DI PROGRAMMI PER IL CENTRO DI LAVORO CNC Riferimento al linguaggio di programmazione STANDARD ISO 6983 con integrazioni specifiche per il Controllo FANUC M21. RG - Settembre 2008
METODO PER LA STESURA DI PROGRAMMI PER IL CENTRO DI LAVORO CNC Riferimento al linguaggio di programmazione STANDARD ISO 6983 con integrazioni specifiche per il Controllo FANUC M21. RG - Settembre 2008
classe 4 MECCANICI SERALE
 TORNIO CNC classe 4 MECCANICI SERALE 1 PARTE COSTRUZIONE DI UN PROGRAMMA TORNIO CNC Il programma di lavorazione deve essere immesso con un formato accettabile dal CNC. Tale formato deve comprendere tutti
TORNIO CNC classe 4 MECCANICI SERALE 1 PARTE COSTRUZIONE DI UN PROGRAMMA TORNIO CNC Il programma di lavorazione deve essere immesso con un formato accettabile dal CNC. Tale formato deve comprendere tutti
Corso di Automazione industriale
 Corso di Automazione industriale Lezione 11 Macchine utensili e controllo numerico Programmazione CNC Università degli Studi di Bergamo, Automazione Industriale, A.A. 2015/2016, A. L. Cologni 1 Introduzione
Corso di Automazione industriale Lezione 11 Macchine utensili e controllo numerico Programmazione CNC Università degli Studi di Bergamo, Automazione Industriale, A.A. 2015/2016, A. L. Cologni 1 Introduzione
ESERCITAZIONE Scrittura di un programma CNC per la fresatura di un componente dato
 ESERCITAZIONE Scrittura di un programma CNC per la fresatura di un componente dato Nella presente esercitazione si redige il programma CNC per la fresatura del pezzo illustrato nelle Figure 1 e 2. Figura
ESERCITAZIONE Scrittura di un programma CNC per la fresatura di un componente dato Nella presente esercitazione si redige il programma CNC per la fresatura del pezzo illustrato nelle Figure 1 e 2. Figura
PROGRAMMAZIONE della M.U. CNC
 PROGRAMMAZIONE della M.U. CNC 1 La programmazione delle M.U. CNC 1 Generalità 2 Geometrie di riferimento 3 Grammatica 4 Lessico 5 Sintassi 6 Esempi 7 Linguaggio APT 2 La programmazione delle M.U. CNC Le
PROGRAMMAZIONE della M.U. CNC 1 La programmazione delle M.U. CNC 1 Generalità 2 Geometrie di riferimento 3 Grammatica 4 Lessico 5 Sintassi 6 Esempi 7 Linguaggio APT 2 La programmazione delle M.U. CNC Le
PROGRAMMAZIONE EIA/ISO Macchine Utensili CNC
 PROGRAMMAZIONE EIA/ISO Macchine Utensili CNC A cura di Massimo Reboldi Versione 2.0 7/1/14 La programmazione EIA/ISO! Introduzione! Assi e Riferimenti! Linguaggio di programmazione! Grammatica;! Lessico;!
PROGRAMMAZIONE EIA/ISO Macchine Utensili CNC A cura di Massimo Reboldi Versione 2.0 7/1/14 La programmazione EIA/ISO! Introduzione! Assi e Riferimenti! Linguaggio di programmazione! Grammatica;! Lessico;!
Appunti per la programmazione ISO (dal manuale OSAI riservato ai propri clienti)
") ITIS Varese Tecnologia Meccanica ed Esercitazioni Reparto Macchine Utensili TORNIO ANTARES controllo OSAI 8600 T Appunti per la programmazione ISO (dal manuale OSAI riservato ai propri clienti) MOVIMENTI
ITIS Varese Tecnologia Meccanica ed Esercitazioni Reparto Macchine Utensili TORNIO ANTARES controllo OSAI 8600 T Appunti per la programmazione ISO (dal manuale OSAI riservato ai propri clienti) MOVIMENTI
INTRODUZIONE ALLA PROGRAMMAZIONE DELLE MUCN
 INTRODUZIONE ALLA PROGRAMMAZIONE DELLE MUCN 1 MACCHINA UTENSILE CN 2 SISTEMA DI RIFERIMENTO Y X Z 3 SISTEMA DI RIFERIMENTO E ASSI MACCHINA L asse Z è sempre coincidente o parallelo con l asse del mandrino.
INTRODUZIONE ALLA PROGRAMMAZIONE DELLE MUCN 1 MACCHINA UTENSILE CN 2 SISTEMA DI RIFERIMENTO Y X Z 3 SISTEMA DI RIFERIMENTO E ASSI MACCHINA L asse Z è sempre coincidente o parallelo con l asse del mandrino.
Basi di programmazione ISO per macchine CNC con CNC Simulator
 Basi di programmazione ISO per macchine CNC con CNC Simulator 1. I primi comandi per semplici lavorazioni (coordinate cartesiane assolute)..2 2. Settaggio del software...2 3. Tornitura cilindrica...6 4.
Basi di programmazione ISO per macchine CNC con CNC Simulator 1. I primi comandi per semplici lavorazioni (coordinate cartesiane assolute)..2 2. Settaggio del software...2 3. Tornitura cilindrica...6 4.
MACCHINE A CONTROLLO NUMERICO C.N.C.
 1 MACCHINE A CONTROLLO NUMERICO C.N.C. Marino prof. Mazzoni Evoluzione delle macchine utensili Quantità di pezzi 10 10 10 10 6 5 4 3 10 2 1 2 1-MACCHINE SPECIALIZZATE 2-MACCHINE TRANSFERT 3-SISTEMI FLESSIBILI
1 MACCHINE A CONTROLLO NUMERICO C.N.C. Marino prof. Mazzoni Evoluzione delle macchine utensili Quantità di pezzi 10 10 10 10 6 5 4 3 10 2 1 2 1-MACCHINE SPECIALIZZATE 2-MACCHINE TRANSFERT 3-SISTEMI FLESSIBILI
PROGRAMMAZIONE ASSISTITA DAL COMPUTER (CAD/CAM)
") PROGRAMMAZIONE ASSISTITA DAL COMPUTER (CAD/CAM) Con la programmazione manuale, il programmatore descrive un ciclo di lavoro nella sequenza voluta ed in un linguaggio comprensibile all unità di governo.
PROGRAMMAZIONE ASSISTITA DAL COMPUTER (CAD/CAM) Con la programmazione manuale, il programmatore descrive un ciclo di lavoro nella sequenza voluta ed in un linguaggio comprensibile all unità di governo.
UNIVERSITA degli STUDI di BERGAMO FACOLTA di INGEGNERIA. Corso di AUTOMAZIONE INDUSTRIALE
 UNIVERSITA degli STUDI di BERGAMO FACOLTA di INGEGNERIA Corso di AUTOMAZIONE INDUSTRIALE Prof. Andrea Cataldo andrea.cataldo@itia.cnr.it ARGOMENTI delle ESERCITAZIONI CONTROLLO NUMERICO in AULA CONTROLLO
UNIVERSITA degli STUDI di BERGAMO FACOLTA di INGEGNERIA Corso di AUTOMAZIONE INDUSTRIALE Prof. Andrea Cataldo andrea.cataldo@itia.cnr.it ARGOMENTI delle ESERCITAZIONI CONTROLLO NUMERICO in AULA CONTROLLO
TORNIO ANTARES controllo OSAI 8600 T
 ITIS Varese Tecnologia Meccanica ed Esercitazioni Reparto Macchine Utensili TORNIO ANTARES controllo OSAI 8600 T Appunti per l utilizzo del modulo di comando (dal manuale OSAI riservato ai propri clienti)
ITIS Varese Tecnologia Meccanica ed Esercitazioni Reparto Macchine Utensili TORNIO ANTARES controllo OSAI 8600 T Appunti per l utilizzo del modulo di comando (dal manuale OSAI riservato ai propri clienti)
CNC - SERIE S3000-S4000 PROGRAMMA DI PRESETTING UTENSILI AUTOMATICO CON LASER FOCALIZZATO
 CNC - SERIE S3000-S4000 PROGRAMMA DI PRESETTING UTENSILI AUTOMATICO CON LASER FOCALIZZATO AGGIORNAMENTO Ed. Data agg. Pagine aggiornate 00 ------- 13/09/00 -------------- Emissione CMAPRL00090I ---------------------------------------------------------------------------------------------------------------
CNC - SERIE S3000-S4000 PROGRAMMA DI PRESETTING UTENSILI AUTOMATICO CON LASER FOCALIZZATO AGGIORNAMENTO Ed. Data agg. Pagine aggiornate 00 ------- 13/09/00 -------------- Emissione CMAPRL00090I ---------------------------------------------------------------------------------------------------------------
La quotatura costituisce il complesso delle informazioni in un disegno che precisano le dimensioni di un oggetto o di un componente meccanico
 La quotatura costituisce il complesso delle informazioni in un disegno che precisano le dimensioni di un oggetto o di un componente meccanico 1 La quotatura è ottenuta con i seguenti elementi La linea
La quotatura costituisce il complesso delle informazioni in un disegno che precisano le dimensioni di un oggetto o di un componente meccanico 1 La quotatura è ottenuta con i seguenti elementi La linea
TORNI VERTICALI A DUE MONTANTI Mod. 1520, 1525, 1L532
 TORNI VERTICALI A DUE MONTANTI Mod. 15, 155, 1L5 M.I.R.M.U. Via Baldinucci, 4 158 Milano Tel.959 Fax.9954 info @mirmu.it 1 Le macchine sono destinate alle operazioni di sgrossatura e di finitura di pezzi
TORNI VERTICALI A DUE MONTANTI Mod. 15, 155, 1L5 M.I.R.M.U. Via Baldinucci, 4 158 Milano Tel.959 Fax.9954 info @mirmu.it 1 Le macchine sono destinate alle operazioni di sgrossatura e di finitura di pezzi
Il ciclo di lavorazione
 INTRODUZIONE AI CICLI DI LAVORAZIONE Rif. Bibliografico: Giusti-Santochi TECNOLOGIA MECCANICA e studi di fabbricazione Capitolo 9 1 Il ciclo di lavorazione DEFINIZIONE: Si dice CICLO DI LAVORAZIONE tutto
INTRODUZIONE AI CICLI DI LAVORAZIONE Rif. Bibliografico: Giusti-Santochi TECNOLOGIA MECCANICA e studi di fabbricazione Capitolo 9 1 Il ciclo di lavorazione DEFINIZIONE: Si dice CICLO DI LAVORAZIONE tutto
Corso di controllo numerico (Cnc iso)
") Corso di controllo numerico (Cnc iso) A cura di Ferrarese Adolfo. - Copyright 2007 - Ferrarese Adolfo - Tutti i diritti riservati - 1 Prefazione: Il corso si articola in 8 sezioni: 7 lezioni più un'ampia
Corso di controllo numerico (Cnc iso) A cura di Ferrarese Adolfo. - Copyright 2007 - Ferrarese Adolfo - Tutti i diritti riservati - 1 Prefazione: Il corso si articola in 8 sezioni: 7 lezioni più un'ampia
E TECNOLOGIA MECCANICA Appello 10 settembre 2010 Laurea Ing. Energetica
 PRINCIPI DI PROGETTAZIONE QUESITI DI TECNOLOGIA MECCANICA E TECNOLOGIA MECCANICA Appello 10 settembre 2010 Laurea Ing. Energetica Nome Matricola Rispondere ai quesiti solo sui fogli protocollo. Tutti i
PRINCIPI DI PROGETTAZIONE QUESITI DI TECNOLOGIA MECCANICA E TECNOLOGIA MECCANICA Appello 10 settembre 2010 Laurea Ing. Energetica Nome Matricola Rispondere ai quesiti solo sui fogli protocollo. Tutti i
PROGRAMMAZIONE TORNIO CNC (controllo Olivetti )
") PROGRAMMAZIONE TORNIO CNC (controllo Olivetti ) Il programma è l insieme di istruzioni in codice necessari al controllo di una macchina utensile equipaggiata con controllo numerico. Il codice è l insieme
PROGRAMMAZIONE TORNIO CNC (controllo Olivetti ) Il programma è l insieme di istruzioni in codice necessari al controllo di una macchina utensile equipaggiata con controllo numerico. Il codice è l insieme
AFFILATRICI UNIVERSALI A 6 ASSI CNC
 AFFILATRICI UNIVERSALI A 6 ASSI CNC Mantello conico con assottigliamento a S Assottigliamento a U 4 Facce con assottigliamento a S 4 facce con assottigliamento a X Punta a centrare Punta a 3 taglienti
AFFILATRICI UNIVERSALI A 6 ASSI CNC Mantello conico con assottigliamento a S Assottigliamento a U 4 Facce con assottigliamento a S 4 facce con assottigliamento a X Punta a centrare Punta a 3 taglienti
TORNIO PARALLELO 4 MECCANICI SERALE TORNIO PARALLELO 4 MECCANICI SERALE PAGINA 1/1
 TORNIO PARALLELO 4 MECCANICI SERALE PAGINA 1/1 Basamento E costituito da una struttura portante in ghisa stabilizzata e munito di nervature, garantisce la massima robustezza e rigidità dell'insieme. Le
TORNIO PARALLELO 4 MECCANICI SERALE PAGINA 1/1 Basamento E costituito da una struttura portante in ghisa stabilizzata e munito di nervature, garantisce la massima robustezza e rigidità dell'insieme. Le
LA REALIZZAZIONE DI UN PROGETTO
 LA REALIZZAZIONE DI UN PROGETTO Nuovo prodotto Progettazione Programmazione CICLO Operazione Descrizione nnonnononoonono noninininiluludodo Produzione ITI San Zeno (Vr) 1 CICLO 1 Il ciclo nel processo
LA REALIZZAZIONE DI UN PROGETTO Nuovo prodotto Progettazione Programmazione CICLO Operazione Descrizione nnonnononoonono noninininiluludodo Produzione ITI San Zeno (Vr) 1 CICLO 1 Il ciclo nel processo
[ significa: Non solo formazione: vera produzione! CONCEPT MILL 260. Il CNC con prestazioni industriali per la formazione professionale
 [ E[M]CONOMy] significa: Non solo formazione: vera produzione! CONCEPT MILL 260 Il CNC con prestazioni industriali per la formazione professionale Concept MILL 260 Il nuovo Concept Mill 260 unisce tutti
[ E[M]CONOMy] significa: Non solo formazione: vera produzione! CONCEPT MILL 260 Il CNC con prestazioni industriali per la formazione professionale Concept MILL 260 Il nuovo Concept Mill 260 unisce tutti
TECNOLOGIA MECCANICA LE MACCHINE UTENSILI A CNC I Centri di Lavoro
 LE MACCHINE UTENSILI A CNC I Centri di Lavoro Centro per l Automazione e la Meccanica Via Rainusso 138/N 41100 Modena INDICE 1 Fresatrici, Alesatrici e Centri di Lavoro pag. 2 1.1 Generalità 2 1.2 Struttura
LE MACCHINE UTENSILI A CNC I Centri di Lavoro Centro per l Automazione e la Meccanica Via Rainusso 138/N 41100 Modena INDICE 1 Fresatrici, Alesatrici e Centri di Lavoro pag. 2 1.1 Generalità 2 1.2 Struttura
CNC. Linguaggio ProGTL3. (Ref. 1308)
") CNC 8065 Linguaggio ProGTL3 (Ref. 1308) SICUREZZA DELLA MACCHINA È responsabilità del costruttore della macchina che le sicurezze della stessa siano abilitate, allo scopo di evitare infortuni alle persone
CNC 8065 Linguaggio ProGTL3 (Ref. 1308) SICUREZZA DELLA MACCHINA È responsabilità del costruttore della macchina che le sicurezze della stessa siano abilitate, allo scopo di evitare infortuni alle persone
MICROFORATRICE CNC MODELLO CR611 CR1015 CR8000 CON CAMBIO ELETTRODI AUTOMATICO
 MICROFORATRICE CNC MODELLO CR611 CR1015 CR8000 CON CAMBIO ELETTRODI AUTOMATICO DESCRIZIONE TECNICA DATI TECNICI DATO CR611 CR1015 CR8000 CORSA UTILE ASSE X 550 mm 950 mm 1250 mm CORSA ASSE Y 300 mm 500
MICROFORATRICE CNC MODELLO CR611 CR1015 CR8000 CON CAMBIO ELETTRODI AUTOMATICO DESCRIZIONE TECNICA DATI TECNICI DATO CR611 CR1015 CR8000 CORSA UTILE ASSE X 550 mm 950 mm 1250 mm CORSA ASSE Y 300 mm 500
L automazione. L automazione. Insieme delle tecniche e dei metodi per sostituire o ridurre l intervento umano in un attività lavorativa
 L automazione 1 L automazione Insieme delle tecniche e dei metodi per sostituire o ridurre l intervento umano in un attività lavorativa Politecnico di Torino 1 Automazione delle macchine utensili (M.U.)
L automazione 1 L automazione Insieme delle tecniche e dei metodi per sostituire o ridurre l intervento umano in un attività lavorativa Politecnico di Torino 1 Automazione delle macchine utensili (M.U.)
Manuale programmazione ISO
 DOCUMENTAZIONE PER L UTENTE Manuale programmazione ISO SIDAC S.r.L 21017 Samarate (Varese) Via Acquedotto, 111 E_Mail info@sidaccnc.it Tel. 0331.22.30.19 r.a. Fax. 0331.22.30.78 1 Ver. 1.0 - Aggiornamento
DOCUMENTAZIONE PER L UTENTE Manuale programmazione ISO SIDAC S.r.L 21017 Samarate (Varese) Via Acquedotto, 111 E_Mail info@sidaccnc.it Tel. 0331.22.30.19 r.a. Fax. 0331.22.30.78 1 Ver. 1.0 - Aggiornamento
MODUS. Centro di Lavoro a 3 assi controllati con rotazione tavolo porta profili -90, 0, +90 per la lavorazione su 3 facce del profilo.
 MODUS Centro di Lavoro a 3 assi controllati con rotazione tavolo porta profili -90, 0, +9 per la lavorazione su 3 facce del profilo. CARATTERISTICHE TECNICHE: Carenatura perimetrale con apertura portellone
MODUS Centro di Lavoro a 3 assi controllati con rotazione tavolo porta profili -90, 0, +9 per la lavorazione su 3 facce del profilo. CARATTERISTICHE TECNICHE: Carenatura perimetrale con apertura portellone
CORSO di AUTOMAZIONE INDUSTRIALE
 CORSO di AUTOMAZIONE INDUSTRIALE (cod. 8469) APPELLO del 10 Novembre 2010 Prof. Emanuele Carpanzano Soluzioni Esercizio 1 (Domande generali) 1.a) Controllo Modulante Tracciare qualitativamente la risposta
CORSO di AUTOMAZIONE INDUSTRIALE (cod. 8469) APPELLO del 10 Novembre 2010 Prof. Emanuele Carpanzano Soluzioni Esercizio 1 (Domande generali) 1.a) Controllo Modulante Tracciare qualitativamente la risposta
ALESATRICE ORIZZONTALE Mod. 2B660
 ALESATRICE ORIZZONTALE Mod. 2B660 M.I.R.M.U. - Via Baldinucci, 40 20158 Milano - Tel 02.39320593 Fax 02.39322954 info @mirmu.it 1 La macchina utensile di tipo universale con un montante anteriore mobile
ALESATRICE ORIZZONTALE Mod. 2B660 M.I.R.M.U. - Via Baldinucci, 40 20158 Milano - Tel 02.39320593 Fax 02.39322954 info @mirmu.it 1 La macchina utensile di tipo universale con un montante anteriore mobile
Lavorazioni al TORNIO PARALLELO
 Istituto Istituto Istruzione Superiore G. Boris Giuliano" Via Carducci, 13-94015 Piazza Armerina (En) Corso di Tecnologie Meccaniche e Applicazioni Anno scolastico 2015-2016 Lavorazioni al TORNIO PARALLELO
Istituto Istituto Istruzione Superiore G. Boris Giuliano" Via Carducci, 13-94015 Piazza Armerina (En) Corso di Tecnologie Meccaniche e Applicazioni Anno scolastico 2015-2016 Lavorazioni al TORNIO PARALLELO
SISTEMI DI NUMERAZIONE E CODICI
 SISTEMI DI NUMERAZIONE E CODICI Il Sistema di Numerazione Decimale Il sistema decimale o sistema di numerazione a base dieci usa dieci cifre, dette cifre decimali, da O a 9. Il sistema decimale è un sistema
SISTEMI DI NUMERAZIONE E CODICI Il Sistema di Numerazione Decimale Il sistema decimale o sistema di numerazione a base dieci usa dieci cifre, dette cifre decimali, da O a 9. Il sistema decimale è un sistema
Appunti sulla Macchina di Turing. Macchina di Turing
 Macchina di Turing Una macchina di Turing è costituita dai seguenti elementi (vedi fig. 1): a) una unità di memoria, detta memoria esterna, consistente in un nastro illimitato in entrambi i sensi e suddiviso
Macchina di Turing Una macchina di Turing è costituita dai seguenti elementi (vedi fig. 1): a) una unità di memoria, detta memoria esterna, consistente in un nastro illimitato in entrambi i sensi e suddiviso
1 A DISEGNO PROGETTAZIONE ORGANIZZAZIONE INDUSTRIALE. T n. =C, con C = 366 ed n = 0.25, Motore
 Disegno, Progettazione ed rganizzazione Industriale esame 03 DISEGN PRGETTZINE RGNIZZZINE INDUSTRILE Sessione ordinaria 03 L albero di trasmissione rappresentato in figura trasmette una potenza P = 5 kw
Disegno, Progettazione ed rganizzazione Industriale esame 03 DISEGN PRGETTZINE RGNIZZZINE INDUSTRILE Sessione ordinaria 03 L albero di trasmissione rappresentato in figura trasmette una potenza P = 5 kw
S.T.I. Servizi Tecnici Industriali srl Prato 17/10/10. Gestione utensili completa con cnc Fanuc
 S.T.I. Servizi Tecnici Industriali srl Prato 17/10/10 Gestione utensili completa con cnc Fanuc Rev. 1.0.0 *** Lo scopo di questa applicazione, sviluppata su di una fresatrice Fagima modello Dominus equipaggiata
S.T.I. Servizi Tecnici Industriali srl Prato 17/10/10 Gestione utensili completa con cnc Fanuc Rev. 1.0.0 *** Lo scopo di questa applicazione, sviluppata su di una fresatrice Fagima modello Dominus equipaggiata
CHF 270. La nuova rettificatrice per fianchi per la produzione di lame. Comando CNC per tutte le funzioni.
 CHF 270 La nuova rettificatrice per fianchi per la produzione di lame. Comando CNC per tutte le funzioni. A controllo CNC Affilatura automatica dei fianchi del dente di lame con riporti in HM. Competenza
CHF 270 La nuova rettificatrice per fianchi per la produzione di lame. Comando CNC per tutte le funzioni. A controllo CNC Affilatura automatica dei fianchi del dente di lame con riporti in HM. Competenza
Corso di PRODUZIONE ASSISTITA DAL CALCOLATORE
 C.d.L. in Ingegneria Meccanica Corso di PRODUZIONE ASSISTITA DAL CALCOLATORE Modellazione e realizzazione di una girante per pompa centrifuga mediante software CAD/CAM Gruppo n 14 Antonio Tricarico Docente
C.d.L. in Ingegneria Meccanica Corso di PRODUZIONE ASSISTITA DAL CALCOLATORE Modellazione e realizzazione di una girante per pompa centrifuga mediante software CAD/CAM Gruppo n 14 Antonio Tricarico Docente
UNIVERSITÀ DEGLI STUDI DI PADOVA Facoltà di Ingegneria sede di Vicenza A.A. 2007/08
 UNIVERSITÀ DEGLI STUDI DI PADOVA Facoltà di Ingegneria sede di Vicenza Corso di Disegno Tecnico Industriale per il Corso di Laurea triennale in Ingegneria Meccanica e in Ingegneria Meccatronica Tolleranze
UNIVERSITÀ DEGLI STUDI DI PADOVA Facoltà di Ingegneria sede di Vicenza Corso di Disegno Tecnico Industriale per il Corso di Laurea triennale in Ingegneria Meccanica e in Ingegneria Meccatronica Tolleranze
Fondamenti per la Programmazione delle Macchine a Controllo Numerico
 Fondamenti per la Programmazione delle Macchine a Controllo Numerico Sistemi di Coordinate I sistemi di coordinate, permettono al programmatore di definire i punti caratteristici del profilo da lavorare.
Fondamenti per la Programmazione delle Macchine a Controllo Numerico Sistemi di Coordinate I sistemi di coordinate, permettono al programmatore di definire i punti caratteristici del profilo da lavorare.
[ significa: Design to Cost. EMCOMILL E1200 E900 E600 E350. Centri di lavoro verticali CNC a 3 assi per la lavorazione di lotti piccoli e medi
 [ E[M]CONOMY] significa: Design to Cost. EMCOMILL E200 E900 E600 E350 Centri di lavoro verticali CNC a 3 assi per la lavorazione di lotti piccoli e medi EMCOMILL E200 Test di collaudo UNI ISO 079-7 Distributore
[ E[M]CONOMY] significa: Design to Cost. EMCOMILL E200 E900 E600 E350 Centri di lavoro verticali CNC a 3 assi per la lavorazione di lotti piccoli e medi EMCOMILL E200 Test di collaudo UNI ISO 079-7 Distributore
Minicorso Regole di Disegno Meccanico
 Parte 3 Minicorso Regole di Disegno Meccanico di Andrea Saviano Tolleranze dimensionali di lavorazione Accoppiamenti mobili, stabili e incerti Giochi e interferenze Posizione della zona di tolleranza e
Parte 3 Minicorso Regole di Disegno Meccanico di Andrea Saviano Tolleranze dimensionali di lavorazione Accoppiamenti mobili, stabili e incerti Giochi e interferenze Posizione della zona di tolleranza e
Campo d'impiego Struttura Cambio utensile/pallet Caratteristiche tecniche
 Campo d'impiego Struttura Cambio utensile/pallet Caratteristiche tecniche Meccaniche Arrigo Pecchioli Via di Scandicci 221-50143 Firenze (Italy) - Tel. (+39) 055 70 07 1 - Fax (+39) 055 700 623 e-mail:
Campo d'impiego Struttura Cambio utensile/pallet Caratteristiche tecniche Meccaniche Arrigo Pecchioli Via di Scandicci 221-50143 Firenze (Italy) - Tel. (+39) 055 70 07 1 - Fax (+39) 055 700 623 e-mail:
Rappresentazione Denominazione simbolo ISO Riferimento a unificazioni
 Tabelle TABELLE 1 Nelle pagine che seguono sono riportati stralci di tabelle che si trovano normalmente sui manuali e che sono di grande importanza durante le fasi di lavorazione. Le tabelle proposte riguar-
Tabelle TABELLE 1 Nelle pagine che seguono sono riportati stralci di tabelle che si trovano normalmente sui manuali e che sono di grande importanza durante le fasi di lavorazione. Le tabelle proposte riguar-
Il potenziale a distanza r da una carica puntiforme è dato da V = kq/r, quindi è sufficiente calcolare V sx dovuto alla carica a sinistra:
 1. Esercizio Calcolare il potenziale elettrico nel punto A sull asse di simmetria della distribuzione di cariche in figura. Quanto lavoro bisogna spendere per portare una carica da 2 µc dall infinito al
1. Esercizio Calcolare il potenziale elettrico nel punto A sull asse di simmetria della distribuzione di cariche in figura. Quanto lavoro bisogna spendere per portare una carica da 2 µc dall infinito al
Il programma CONFELMOD CAD creazione e modifica
 CREAZIONE DEI PEZZI DEL MODELLO Dopo aver fatto la lista di tutti i componenti nella scheda modello si passa alla creazione dei pezzi. Si seleziona il modello e si clicca su Apri Modello 1 Con questa operazione
CREAZIONE DEI PEZZI DEL MODELLO Dopo aver fatto la lista di tutti i componenti nella scheda modello si passa alla creazione dei pezzi. Si seleziona il modello e si clicca su Apri Modello 1 Con questa operazione
Informazioni sul prodotto. QX D400 Macchina per elettroerosione con elettrodo per la lavorazione di utensili in PCD
 Informazioni sul prodotto QX D400 Macchina per elettroerosione con elettrodo per la lavorazione di utensili in PCD QX D400 La nuova generazione di macchine high-tech per elettroerosione e affilatura di
Informazioni sul prodotto QX D400 Macchina per elettroerosione con elettrodo per la lavorazione di utensili in PCD QX D400 La nuova generazione di macchine high-tech per elettroerosione e affilatura di
A.S. 2012-1013 CLASSE PRIMA SCUOLA PRIMARIA D ISTITUTO COMPETENZA CHIAVE EUROPEA DISCIPLINA
 ISTITUTO COMPRENSIVO STATALE di Scuola dell Infanzia, Scuola Primaria e Scuola Secondaria di 1 grado San Giovanni Teatino (CH) CURRICOLO A.S. 2012-1013 CLASSE PRIMA SCUOLA PRIMARIA OBIETTIVI DI Sviluppa
ISTITUTO COMPRENSIVO STATALE di Scuola dell Infanzia, Scuola Primaria e Scuola Secondaria di 1 grado San Giovanni Teatino (CH) CURRICOLO A.S. 2012-1013 CLASSE PRIMA SCUOLA PRIMARIA OBIETTIVI DI Sviluppa
LE FUNZIONI A DUE VARIABILI
 Capitolo I LE FUNZIONI A DUE VARIABILI In questo primo capitolo introduciamo alcune definizioni di base delle funzioni reali a due variabili reali. Nel seguito R denoterà l insieme dei numeri reali mentre
Capitolo I LE FUNZIONI A DUE VARIABILI In questo primo capitolo introduciamo alcune definizioni di base delle funzioni reali a due variabili reali. Nel seguito R denoterà l insieme dei numeri reali mentre
Laboratorio di Informatica
 per chimica industriale e chimica applicata e ambientale LEZIONE 4 La CPU e l esecuzione dei programmi 1 Nelle lezioni precedenti abbiamo detto che Un computer è costituito da 3 principali componenti:
per chimica industriale e chimica applicata e ambientale LEZIONE 4 La CPU e l esecuzione dei programmi 1 Nelle lezioni precedenti abbiamo detto che Un computer è costituito da 3 principali componenti:
Il concetto di valore medio in generale
 Il concetto di valore medio in generale Nella statistica descrittiva si distinguono solitamente due tipi di medie: - le medie analitiche, che soddisfano ad una condizione di invarianza e si calcolano tenendo
Il concetto di valore medio in generale Nella statistica descrittiva si distinguono solitamente due tipi di medie: - le medie analitiche, che soddisfano ad una condizione di invarianza e si calcolano tenendo
SINUMERIK. SINUMERIK 840D sl/840di sl/ 828D/802D sl ISO Fresatura. Concetti fondamentali della programmazione. Comandi di movimento 2
 SINUMERIK SINUMERIK 840D sl/840di sl/828d/802d sl SINUMERIK SINUMERIK 840D sl/840di sl/ 828D/802D sl Manuale di programmazione Concetti fondamentali della programmazione 1 Comandi di movimento 2 Comandi
SINUMERIK SINUMERIK 840D sl/840di sl/828d/802d sl SINUMERIK SINUMERIK 840D sl/840di sl/ 828D/802D sl Manuale di programmazione Concetti fondamentali della programmazione 1 Comandi di movimento 2 Comandi
Foratura profonda. a disegno in asse, fuori asse su alberi, steli, ingranaggi, di piccole e medie dimensioni.
 Foratura profonda a disegno in asse, fuori asse su alberi, steli, ingranaggi, di piccole e medie dimensioni. Incrociata, inclinata anche in due direzioni su stampi, piani e piastre di tutte le dimensioni.
Foratura profonda a disegno in asse, fuori asse su alberi, steli, ingranaggi, di piccole e medie dimensioni. Incrociata, inclinata anche in due direzioni su stampi, piani e piastre di tutte le dimensioni.
IL CNC IL LINGUAGGIO DI PROGRAMMAZIONE PER LA MACCHINE UTENSILI A CNC Fondamenti
 IL CNC IL LINGUAGGIO DI PROGRAMMAZIONE PER LA MACCHINE UTENSILI A CNC Fondamenti Centro per l Automazione e la Meccanica Via Rainusso 138/N 41100 Modena INDICE 1- La metodologia ed il linguaggio di programmazione
IL CNC IL LINGUAGGIO DI PROGRAMMAZIONE PER LA MACCHINE UTENSILI A CNC Fondamenti Centro per l Automazione e la Meccanica Via Rainusso 138/N 41100 Modena INDICE 1- La metodologia ed il linguaggio di programmazione
PON Competenze per lo sviluppo 2007-2013 PROGRAMMA G1 FSE 2009-301 MECCANICA APPLICATA
 PON Competenze per lo sviluppo 2007-2013 Alla c.a. del D.S. Prof.Giovanni Semeraro PROGRAMMA G1 FSE 2009-301 MECCANICA APPLICATA SUDDIVISIONE DELLA PROGRAMMAZIONE: PRIMO MODULO di 27 ORE (propedeutico
PON Competenze per lo sviluppo 2007-2013 Alla c.a. del D.S. Prof.Giovanni Semeraro PROGRAMMA G1 FSE 2009-301 MECCANICA APPLICATA SUDDIVISIONE DELLA PROGRAMMAZIONE: PRIMO MODULO di 27 ORE (propedeutico
EasyPrint v4.15. Gadget e calendari. Manuale Utente
 EasyPrint v4.15 Gadget e calendari Manuale Utente Lo strumento di impaginazione gadget e calendari consiste in una nuova funzione del software da banco EasyPrint 4 che permette di ordinare in maniera semplice
EasyPrint v4.15 Gadget e calendari Manuale Utente Lo strumento di impaginazione gadget e calendari consiste in una nuova funzione del software da banco EasyPrint 4 che permette di ordinare in maniera semplice
COD. 410.60 FRESATRICE UNIVERSALE
 COD. 410.60 FRESATRICE UNIVERSALE Precisione e maneggevolezza garantite dalle viti a ricircolo di sfere per la movimentazione dei tre assi X; Y; Z. Macchina comprensiva di schermo antinfortunistico secondo
COD. 410.60 FRESATRICE UNIVERSALE Precisione e maneggevolezza garantite dalle viti a ricircolo di sfere per la movimentazione dei tre assi X; Y; Z. Macchina comprensiva di schermo antinfortunistico secondo
Campo d'impiego Struttura Cambio utensile/pallet Caratteristiche tecniche
 Campo d'impiego Struttura Cambio utensile/pallet Caratteristiche tecniche Meccaniche Arrigo Pecchioli Via di Scandicci 221-50143 Firenze (Italy) - Tel. (+39) 055 70 07 1 - Fax (+39) 055 700 623 e-mail:
Campo d'impiego Struttura Cambio utensile/pallet Caratteristiche tecniche Meccaniche Arrigo Pecchioli Via di Scandicci 221-50143 Firenze (Italy) - Tel. (+39) 055 70 07 1 - Fax (+39) 055 700 623 e-mail:
Sistemi di bloccaggio idraulici -- Mandrini idraulici
 Sistemi di bloccaggio idraulici -- Mandrini idraulici La tecnologia del serraggio idraulico ad espansione si è evoluto fino a raggiungere livelli di precisione e di affidabilità tali da poter soddisfare
Sistemi di bloccaggio idraulici -- Mandrini idraulici La tecnologia del serraggio idraulico ad espansione si è evoluto fino a raggiungere livelli di precisione e di affidabilità tali da poter soddisfare
2 - Modifica. 2.1 - Annulla. 2.2 - Selezione finestra. S.C.S. - survey CAD system FIGURA 2.1
 2 - Modifica FIGURA 2.1 Il menu a tendina Modifica contiene il gruppo di comandi relativi alla selezione delle entità del disegno, alla gestione dei layer, alla gestione delle proprietà delle varie entità
2 - Modifica FIGURA 2.1 Il menu a tendina Modifica contiene il gruppo di comandi relativi alla selezione delle entità del disegno, alla gestione dei layer, alla gestione delle proprietà delle varie entità
I NOSTRI OBIETTIVI. Massima produttività ed affidabilità di tutti i componenti.
 S u r f a c e A l u m i n i u m Te c h PACKAGING Dedicata espressamente alla progettazione e produzione di linee di imballaggio, totalmente automatizzate per profili di alluminio estruso, anodizzato e
S u r f a c e A l u m i n i u m Te c h PACKAGING Dedicata espressamente alla progettazione e produzione di linee di imballaggio, totalmente automatizzate per profili di alluminio estruso, anodizzato e
Interesse, sconto, ratei e risconti
 129 Interesse, sconto, ratei e risconti Capitolo 129 129.1 Interesse semplice....................................................... 129 129.1.1 Esercizio per il calcolo dell interesse semplice........................
129 Interesse, sconto, ratei e risconti Capitolo 129 129.1 Interesse semplice....................................................... 129 129.1.1 Esercizio per il calcolo dell interesse semplice........................
MATERIA: LABORATORIO DI MECCANICA
 UF1 - PRODURRE ALLA FRESATRICE Norme del disegno tecnico. Tolleranze di lavorazione. Lettura degli strumenti di misura e di controllo Conoscenza degli utensili per fresare Calcolo dei parametri di taglio.
UF1 - PRODURRE ALLA FRESATRICE Norme del disegno tecnico. Tolleranze di lavorazione. Lettura degli strumenti di misura e di controllo Conoscenza degli utensili per fresare Calcolo dei parametri di taglio.
ALESATRICE A CONTROLLO NUMERICO
 MetalMacchine S.r.l. Via Don Minzoni,46-40057 Cadriano di Granarolo Emilia (BO) Amministrazione Tel. 0376.556505 ; Fax. 0376.599469 Produzione e Assistenza Tecnica - Tel. 051.0454460 ; Fax. 051.0454459
MetalMacchine S.r.l. Via Don Minzoni,46-40057 Cadriano di Granarolo Emilia (BO) Amministrazione Tel. 0376.556505 ; Fax. 0376.599469 Produzione e Assistenza Tecnica - Tel. 051.0454460 ; Fax. 051.0454459
GEOMETRIA DELLE MASSE
 1 DISPENSA N 2 GEOMETRIA DELLE MASSE Si prende in considerazione un sistema piano, ossia giacente nel pian x-y. Un insieme di masse posizionato nel piano X-Y, rappresentato da punti individuati dalle loro
1 DISPENSA N 2 GEOMETRIA DELLE MASSE Si prende in considerazione un sistema piano, ossia giacente nel pian x-y. Un insieme di masse posizionato nel piano X-Y, rappresentato da punti individuati dalle loro
I sistemi di numerazione
 I sistemi di numerazione 01-INFORMAZIONE E SUA RAPPRESENTAZIONE Sia dato un insieme finito di caratteri distinti, che chiameremo alfabeto. Utilizzando anche ripetutamente caratteri di un alfabeto, si possono
I sistemi di numerazione 01-INFORMAZIONE E SUA RAPPRESENTAZIONE Sia dato un insieme finito di caratteri distinti, che chiameremo alfabeto. Utilizzando anche ripetutamente caratteri di un alfabeto, si possono
IL TORNIO CNC PRINCIPI FONDAMENTALI Tornio a CNC Graziano CTX310 Controllo Siemens 840D con Shop Turn
 ========================================================== SCUOLA PROFESSIONALE PROVINCIALE PER L INDUSTRIA L ARTIGIANATO ED IL COMMERCIO GUGLIELMO MARCONI Via K. WOLF 42. I-39012 Merano (BZ) Tel.: +39
========================================================== SCUOLA PROFESSIONALE PROVINCIALE PER L INDUSTRIA L ARTIGIANATO ED IL COMMERCIO GUGLIELMO MARCONI Via K. WOLF 42. I-39012 Merano (BZ) Tel.: +39
la soluzione CAD/CAM per la piegatura proposta da Infolab
 la soluzione CAD/CAM per la piegatura proposta da Infolab AutoPOL è una soluzione distribuita da Infolab, una software house italiana che da oltre vent anni si occupa in modo esclusivo della produzione
la soluzione CAD/CAM per la piegatura proposta da Infolab AutoPOL è una soluzione distribuita da Infolab, una software house italiana che da oltre vent anni si occupa in modo esclusivo della produzione
[ significa: Design to Cost. EMCOMILL E1200 E900 E600 E350. Centri di lavoro verticali CNC a 3 assi per la lavorazione di lotti piccoli e medi
 [ E[M]CONOMY] significa: Design to Cost. EMCOMILL E200 E900 E600 E350 Centri di lavoro verticali CNC a 3 assi per la lavorazione di lotti piccoli e medi EMCOMILL E200 Test di collaudo UNI ISO 079-7 Distributore
[ E[M]CONOMY] significa: Design to Cost. EMCOMILL E200 E900 E600 E350 Centri di lavoro verticali CNC a 3 assi per la lavorazione di lotti piccoli e medi EMCOMILL E200 Test di collaudo UNI ISO 079-7 Distributore
Informazioni tecniche. QWD Macchine per la fabbricazione e la manutenzione degli utensili in PCD con processo di elettroerosione a filo
 Informazioni tecniche QWD Macchine per la fabbricazione e la manutenzione degli utensili in PCD con processo di elettroerosione a filo QWD 750/760 Una concezione versatile di macchina per le più elevate
Informazioni tecniche QWD Macchine per la fabbricazione e la manutenzione degli utensili in PCD con processo di elettroerosione a filo QWD 750/760 Una concezione versatile di macchina per le più elevate
Matematica e giochi di gruppo
 Matematica e giochi di gruppo Possiamo riempire di contenuti matematici situazioni di piccola sfida personale, situazioni di giochi di società. Di seguito proponiamo attività che affrontano i seguenti
Matematica e giochi di gruppo Possiamo riempire di contenuti matematici situazioni di piccola sfida personale, situazioni di giochi di società. Di seguito proponiamo attività che affrontano i seguenti
CENTRO DI LAVORO EC43 a 5 assi
 Meccaniche Arrigo Pecchioli Via di Scandicci 221-50143 Firenze (Italy) - Tel. (+39) 055 70 07 1 - Fax (+39) 055 700 623 e-mail: pear@pear.it - www.pear.it Altri file a disposizione per informazioni complementari
Meccaniche Arrigo Pecchioli Via di Scandicci 221-50143 Firenze (Italy) - Tel. (+39) 055 70 07 1 - Fax (+39) 055 700 623 e-mail: pear@pear.it - www.pear.it Altri file a disposizione per informazioni complementari
2 - Modifica. 2.1 - Annulla 2.2 - ANNULLA TOPOGRAFICO 2.3 - ANNULLA TOPOGRAFICO MULTIPLO FIGURA 2.1
 2 - Modifica FIGURA 2.1 Il menu a tendina Modifica contiene il gruppo di comandi relativi alla selezione e alla gestione delle proprietà delle entità del disegno e alla gestione dei layer. I comandi sono
2 - Modifica FIGURA 2.1 Il menu a tendina Modifica contiene il gruppo di comandi relativi alla selezione e alla gestione delle proprietà delle entità del disegno e alla gestione dei layer. I comandi sono
TRONCATRICE DOPPIA TESTA ELETTRONICA 500 TS
 TRONCATRICE DOPPIA TESTA ELETTRONICA 500 TS 500 TS - 500 CD - 500 D2K Troncatrice doppia testa elettronica Le troncatrici a doppia testa Pertici vantano caratteristiche uniche in quanto a robustezza e
TRONCATRICE DOPPIA TESTA ELETTRONICA 500 TS 500 TS - 500 CD - 500 D2K Troncatrice doppia testa elettronica Le troncatrici a doppia testa Pertici vantano caratteristiche uniche in quanto a robustezza e
Sommario. Definizione di informatica. Definizione di un calcolatore come esecutore. Gli algoritmi.
 Algoritmi 1 Sommario Definizione di informatica. Definizione di un calcolatore come esecutore. Gli algoritmi. 2 Informatica Nome Informatica=informazione+automatica. Definizione Scienza che si occupa dell
Algoritmi 1 Sommario Definizione di informatica. Definizione di un calcolatore come esecutore. Gli algoritmi. 2 Informatica Nome Informatica=informazione+automatica. Definizione Scienza che si occupa dell
Teoria in sintesi 10. Attività di sportello 1, 24 - Attività di sportello 2, 24 - Verifica conclusiva, 25. Teoria in sintesi 26
 Indice L attività di recupero 6 Funzioni Teoria in sintesi 0 Obiettivo Ricerca del dominio e del codominio di funzioni note Obiettivo Ricerca del dominio di funzioni algebriche; scrittura del dominio Obiettivo
Indice L attività di recupero 6 Funzioni Teoria in sintesi 0 Obiettivo Ricerca del dominio e del codominio di funzioni note Obiettivo Ricerca del dominio di funzioni algebriche; scrittura del dominio Obiettivo
CONFRONTO TRA METODO DI LAVORO ALLE:
 CONFRONTO TRA METODO DI LAVORO ALLE: Macchine utensili tradizionali Con i sistemi tradizionali il disegno del pezzo è una memoria con tutte le informazioni, ma la macchina utensile non è in grado di interpretare
CONFRONTO TRA METODO DI LAVORO ALLE: Macchine utensili tradizionali Con i sistemi tradizionali il disegno del pezzo è una memoria con tutte le informazioni, ma la macchina utensile non è in grado di interpretare
Laboratorio di Ingegneria del software Sistema di controllo di un ascensore Requisisti preliminari
 Laboratorio di Ingegneria del software Sistema di controllo di un ascensore Requisisti preliminari A.A. 2012 2013 1 Introduzione Questo documento raccoglie i requisiti preliminari per il software di controllo
Laboratorio di Ingegneria del software Sistema di controllo di un ascensore Requisisti preliminari A.A. 2012 2013 1 Introduzione Questo documento raccoglie i requisiti preliminari per il software di controllo
FRESATRICI CLASSIFICAZIONE DELLE FRESATRICI
 FRESATRC CLASSFCAZONE DELLE FRESATRC Le fresatrici si distinguono principalmente per la disposizione dell albero portafresa e per le possibilità di movimento della tavola portapezzo. Si classificano in
FRESATRC CLASSFCAZONE DELLE FRESATRC Le fresatrici si distinguono principalmente per la disposizione dell albero portafresa e per le possibilità di movimento della tavola portapezzo. Si classificano in
~ Copyright Ripetizionando - All rights reserved ~ http://ripetizionando.wordpress.com STUDIO DI FUNZIONE
 STUDIO DI FUNZIONE Passaggi fondamentali Per effettuare uno studio di funzione completo, che non lascia quindi margine a una quasi sicuramente errata inventiva, sono necessari i seguenti 7 passaggi: 1.
STUDIO DI FUNZIONE Passaggi fondamentali Per effettuare uno studio di funzione completo, che non lascia quindi margine a una quasi sicuramente errata inventiva, sono necessari i seguenti 7 passaggi: 1.
ESAME DI STATO DI LICEO SCIENTIFICO CORSO SPERIMENTALE P.N.I. 2004
 ESAME DI STAT DI LICE SCIENTIFIC CRS SPERIMENTALE P.N.I. 004 Il candidato risolva uno dei due problemi e 5 dei 0 quesiti in cui si articola il questionario. PRBLEMA Sia la curva d equazione: ke ove k e
ESAME DI STAT DI LICE SCIENTIFIC CRS SPERIMENTALE P.N.I. 004 Il candidato risolva uno dei due problemi e 5 dei 0 quesiti in cui si articola il questionario. PRBLEMA Sia la curva d equazione: ke ove k e
CNC S4000 CNC S3000 FUNZIONI DI PROGRAMMAZIONE
 CNC S4000 CNC S3000 FUNZINI DI PRGRAMMAZINE PRNTUARI FUNZINI G Le funzioni di programmazione elencate nelle pagine seguenti sono disponibili sui modelli di Controllo Numerico segnalati con il simbolo
CNC S4000 CNC S3000 FUNZINI DI PRGRAMMAZINE PRNTUARI FUNZINI G Le funzioni di programmazione elencate nelle pagine seguenti sono disponibili sui modelli di Controllo Numerico segnalati con il simbolo
Il meglio della produttività con la flessibilità del CNC
 Il meglio della produttività con la flessibilità del CNC Produttiva. Precisa. Mikron Multistar NX-24 Mikron Multistar NX-24 Per un imbattibile costo del pezzo Desiderate produrre in grandi quantità pezzi
Il meglio della produttività con la flessibilità del CNC Produttiva. Precisa. Mikron Multistar NX-24 Mikron Multistar NX-24 Per un imbattibile costo del pezzo Desiderate produrre in grandi quantità pezzi
Università degli Studi di Pavia Insegnamento di Tecnologia Meccanica Anno accademico 2008-09
 Università degli Studi di Pavia Insegnamento di Tecnologia Meccanica Anno accademico 2008-09 MODIFICA REGOLE PROGETTO CAUSA NEVE Volevo scusarmi per la mia assenza ma la neve mi ha impedito di raggiungere
Università degli Studi di Pavia Insegnamento di Tecnologia Meccanica Anno accademico 2008-09 MODIFICA REGOLE PROGETTO CAUSA NEVE Volevo scusarmi per la mia assenza ma la neve mi ha impedito di raggiungere
MATEMATICA 5 PERIODI
 BAC EUROPEO 2008 MATEMATICA 5 PERIODI DATA 5 giugno 2008 DURATA DELL ESAME : 4 ore (240 minuti) MATERIALE AUTORIZZATO Formulario delle scuole europee Calcolatrice non grafica e non programmabile AVVERTENZE
BAC EUROPEO 2008 MATEMATICA 5 PERIODI DATA 5 giugno 2008 DURATA DELL ESAME : 4 ore (240 minuti) MATERIALE AUTORIZZATO Formulario delle scuole europee Calcolatrice non grafica e non programmabile AVVERTENZE
4 3 4 = 4 x 10 2 + 3 x 10 1 + 4 x 10 0 aaa 10 2 10 1 10 0
 Rappresentazione dei numeri I numeri che siamo abituati ad utilizzare sono espressi utilizzando il sistema di numerazione decimale, che si chiama così perché utilizza 0 cifre (0,,2,3,4,5,6,7,8,9). Si dice
Rappresentazione dei numeri I numeri che siamo abituati ad utilizzare sono espressi utilizzando il sistema di numerazione decimale, che si chiama così perché utilizza 0 cifre (0,,2,3,4,5,6,7,8,9). Si dice
Modellazione 3D con elementi solidi. Esempio guidato 10 Pag. 1
 Esempio guidato 10 Modellazione 3D con elementi solidi Esempio guidato 10 Pag. 1 Esempio guidato 10 Modellazione 3D con elementi solidi In questo Tutorial si illustra la procedura per la modellazione 3D
Esempio guidato 10 Modellazione 3D con elementi solidi Esempio guidato 10 Pag. 1 Esempio guidato 10 Modellazione 3D con elementi solidi In questo Tutorial si illustra la procedura per la modellazione 3D
LAVORAZIONI INDUSTRIALI
 TORNITURA 1 LAVORAZIONI INDUSTRIALI Nelle lavorazioni industriali per asportazione di truciolo sono sempre presenti: Pezzo Grezzo Macchina Utensile Utensile Attrezzatura 2 1 TORNITURA 3 TORNITURA Obiettivo:
TORNITURA 1 LAVORAZIONI INDUSTRIALI Nelle lavorazioni industriali per asportazione di truciolo sono sempre presenti: Pezzo Grezzo Macchina Utensile Utensile Attrezzatura 2 1 TORNITURA 3 TORNITURA Obiettivo:
Disegno e Modellazione Tridimensionale delle Superfici esterne del RE 2005
 Università degli Studi di Bologna FACOLTA DI INGEGNERIA Corso di Laurea in Ingegneria Meccanica Disegno Tecnico Industriale Disegno e Modellazione Tridimensionale delle Superfici esterne del RE 2005 Tesi
Università degli Studi di Bologna FACOLTA DI INGEGNERIA Corso di Laurea in Ingegneria Meccanica Disegno Tecnico Industriale Disegno e Modellazione Tridimensionale delle Superfici esterne del RE 2005 Tesi
TORNI PARALLELI PESANTI mod. 1A670, 1A670-12,5
 TORNI PARALLELI PESANTI mod. 1A670, 1A670-12,5 M.I.R.M.U. - Via Baldinucci, 40 20158 Milano - Tel 02.39320593 Fax 02.39322954 info @mirmu.it 1 Le macchine sono destinate ad eseguire le operazioni di sgrossatura
TORNI PARALLELI PESANTI mod. 1A670, 1A670-12,5 M.I.R.M.U. - Via Baldinucci, 40 20158 Milano - Tel 02.39320593 Fax 02.39322954 info @mirmu.it 1 Le macchine sono destinate ad eseguire le operazioni di sgrossatura
39 Il linguaggio grafico a contatti
 39 Il linguaggio grafico a contatti Diagramma a contatti, ladder, diagramma a scala sono nomi diversi usati per indicare la stessa cosa, il codice grafico per la programmazione dei PLC con il linguaggio
39 Il linguaggio grafico a contatti Diagramma a contatti, ladder, diagramma a scala sono nomi diversi usati per indicare la stessa cosa, il codice grafico per la programmazione dei PLC con il linguaggio
Interesse, sconto, ratei e risconti
 TXT HTM PDF pdf P1 P2 P3 P4 293 Interesse, sconto, ratei e risconti Capitolo 129 129.1 Interesse semplice....................................................... 293 129.1.1 Esercizio per il calcolo dell
TXT HTM PDF pdf P1 P2 P3 P4 293 Interesse, sconto, ratei e risconti Capitolo 129 129.1 Interesse semplice....................................................... 293 129.1.1 Esercizio per il calcolo dell
CONTINUITÀ E DERIVABILITÀ Esercizi risolti
 CONTINUITÀ E DERIVABILITÀ Esercizi risolti. Determinare kπ/ [cos] al variare di k in Z. Ove tale ite non esista, discutere l esistenza dei iti laterali. Identificare i punti di discontinuità della funzione
CONTINUITÀ E DERIVABILITÀ Esercizi risolti. Determinare kπ/ [cos] al variare di k in Z. Ove tale ite non esista, discutere l esistenza dei iti laterali. Identificare i punti di discontinuità della funzione
ELEVATORI PER NASTRI
 NASTRI TRASPORTATORI ELEVATORI PER NASTRI ELEVATORE CONTINUO A RIPIANI Per le esigenze di trasporto in verticale realizziamo elevatori verticali a piano fisso. Queste apparecchiature svolgono sia la funzione
NASTRI TRASPORTATORI ELEVATORI PER NASTRI ELEVATORE CONTINUO A RIPIANI Per le esigenze di trasporto in verticale realizziamo elevatori verticali a piano fisso. Queste apparecchiature svolgono sia la funzione
 GRU I tipi di macchine da cantiere più diffuse sono quelle per il sollevamento ed il trasporto dei carichi. I principali tipi di macchine per il sollevamento sono le gru che a seconda della loro strutturazione
GRU I tipi di macchine da cantiere più diffuse sono quelle per il sollevamento ed il trasporto dei carichi. I principali tipi di macchine per il sollevamento sono le gru che a seconda della loro strutturazione
modulog Combinazioni di moduli per la tecnica della manipolazione
 modulog Combinazioni di moduli per la tecnica della manipolazione Facile gestione di carichi pesanti - un valore aggiunto per la produttività La manipolazione ed il montaggio manuale di carichi pesanti
modulog Combinazioni di moduli per la tecnica della manipolazione Facile gestione di carichi pesanti - un valore aggiunto per la produttività La manipolazione ed il montaggio manuale di carichi pesanti
INTEGRALI DEFINITI. Tale superficie viene detta trapezoide e la misura della sua area si ottiene utilizzando il calcolo di un integrale definito.
 INTEGRALI DEFINITI Sia nel campo scientifico che in quello tecnico si presentano spesso situazioni per affrontare le quali è necessario ricorrere al calcolo dell integrale definito. Vi sono infatti svariati
INTEGRALI DEFINITI Sia nel campo scientifico che in quello tecnico si presentano spesso situazioni per affrontare le quali è necessario ricorrere al calcolo dell integrale definito. Vi sono infatti svariati
GESTIONE INTERESSI DI MORA. Impostazioni su Gestione Condominio. Addebito interessi su codice spesa 22. Immissione/gestione versamenti
 GESTIONE INTERESSI DI MORA Partendo dal presupposto che i versamenti vengano effettuati quasi sempre (salvo casi sporadici) tramite banca (e non in contanti presso l ufficio dell amministratore), l analisi
GESTIONE INTERESSI DI MORA Partendo dal presupposto che i versamenti vengano effettuati quasi sempre (salvo casi sporadici) tramite banca (e non in contanti presso l ufficio dell amministratore), l analisi