Introduzione SISTEMI DI PRODUZIONE TECNOLOGIA MECCANICA
|
|
|
- Anna Maria Bevilacqua
- 7 anni fa
- Visualizzazioni
Transcript

1 SISTEMI DI PRODUZIONE TECNOLOGIA MECCANICA Dario Antonelli Lavorazioni non convenzionali Introduzione 2 I processi non convenzionali sostituiscono le tecnologie tradizionali di asportazione Lavorazioni con utensili non dedicati o addirittura immateriali Vantaggio nei costi per lavorazioni su piccola serie Vantaggio nella lavorazione di materiali particolari (es. molto duri >400HB) o geometrie del componente particolari (es. oggetti flessibili, fori di piccolo diametro) 1
 o geometrie del componente particolari (es.")
2 Classificazione in base alla fonte di energia Elettrica: Elettroerosione Meccanica: Taglio a getto d acqua, ultrasuoni Termica: fascio laser, arco al plasma Chimica: Elettrochimica, Fotochimica, Asportazione chimica Moduli del corso 4 A. I materiali B. Formatura C. Deformazione D. Taglio e Controllo Numerico E. Altri Processi 2

3 Lezioni del Modulo E 5 1. Il controllo numerico 2. La programmazione delle macchine CN 3. I processi non convenzionali 4. Processi di giunzione Elettroerosione 3

4 Il processo di elettroerosione 7 Viene generato un campo elettrico tra elettrodo e pezzo Si forma un canale ionizzato tra elettrodo e pezzo con accensione della scintilla e fusione locale del pezzo Interruzione della corrente ed implosione della scintilla Evacuazione delle particelle metalliche per mezzo del lavaggio del dielettrico Schematizzazione

5 Macchina per elettroerosione Ottimizzazione del processo Aumentando l intensità di corrente: eliminazione delle particelle nell area di lavoro raffreddamento della zona di lavorazione contenimento del canale di scarica Cercare un compromesso tra quantità di materiale asportato e livello di usura dell utensile Come svantaggio si ha l alterazione termica del materiale attorno alle superfici lavorate 5

6 Grafico di funzionamento Volume di materiale asportato Usura dell utensile Intensità di corrente [A] Grafico di funzionamento Regime di lavoro I 1 I 2 Intensità di corrente [A] 6
![corrente [A] Grafico di funzionamento Regime](/docs-images/46/20222953/images/page_6.jpg "di lavoro I 1 I 2 Intensità di corrente [A]")
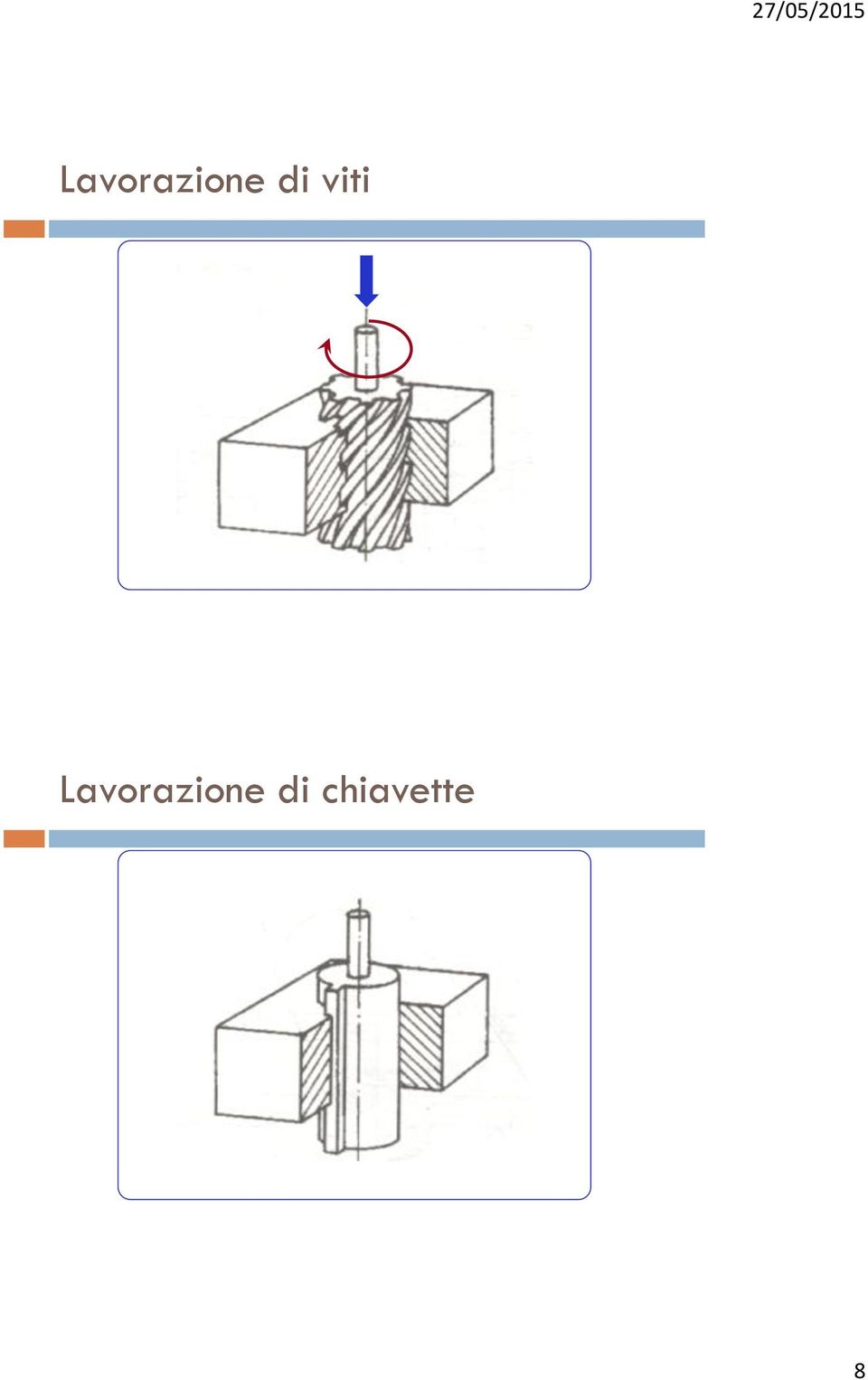
7 Lavorazioni per elettroerosione Improntatura tecnica a più canali erosione planetaria Lavorazione di stampi 7

8 Lavorazione di viti Lavorazione di chiavette 8
9 Lavorazione di stampi a tranciare Lavorazioni per elettroerosione Improntatura Taglio 9

10 Taglio con lama Taglio con nastro o filo 10

11 Taglio con disco Lavorazioni per elettroerosione Improntatura Taglio Rettifica utilizzata per pezzi di elevate dimensioni 11

12 Rettifica interna Rettifica di profili 12

13 Taglio a getto d acqua Generalità Processo di taglio che sfrutta la forza risultante della variazione della quantità di moto di un getto d acqua nell urto contro la superficie Intensificatore di pressione fornisce una portata modesta di acqua ad una pressione di 400 Mpa Getto coerente con elevata energia cinetica. Principale innovazione: aggiunta di un abrasivo per lavorare materiali duri 13

14 Materiali lavorati con getto d acqua Taglio di materiali di qualsiasi tipo, dai più morbidi fino a metalli, ceramiche e marmo Lavorazione di materiali di durezza non elevata (plastica, legno, tessuti e laterizi ecc.) Taglio di materiali con produzione di polveri nocive o infiammabili (amianto, legno) Vantaggi del sistema Taglio di geometrie molto complesse in 2D Operazioni effettuate con tolleranze ragionevoli Lavorazione senza apporto di calore Versatilità Lavorazione ecologica e sicura per l operatore 14

15 Impiego del water abrasive jet Industria aerospaziale (lavorazione del titanio) Architettura e lavori artistici Automotive (parti per prototipi) Industria del vetro Industria Medica Officine EDM con applicazioni laser Lavorazioni eseguibili 15

16 Lavorazioni eseguibili Il waterjet La pompa porta la pressione dell acqua a 400 MPa L acqua in pressione passa in un ugello L 0,5mm Il flusso ha velocità supersonica (Mach 2 3) Il taglio avviene per erosione supersonica da parte del flusso d acqua Il calore di taglio è in grado di far evaporare l acqua utilizzata 16

17 Pompe utilizzate per il taglio waterjet Intensifier pump una pompa idraulica mette in pressione il fluido che aziona un pistone il pistone porta in pressione l acqua mediante una superficie molto più piccola aumento notevole di pressione (da 20 MPa a 400 MPa con rapporto tra superfici di 1/20) Intensificatore a doppio effetto 17
 Intensificatore a doppio effetto 17")
18 Pompe utilizzate per il taglio waterjet Intensifier pump Crankshaft pump stesso principio dell intensifier pump ma utilizzo di più pistoni la pompa recupera la spinta dell acqua rimasta nel cilindro sottoforma di energia cinetica aumento di rendimento (fino al 95%) Schema dell ugello 18
 Schema dell")
19 Difetti del sistema Jet lag perdita di velocita del getto d acqua in seguito alla perforazione del materiale creazione di un tagliente curvo Difetti del sistema Taper ad alte velocità il flusso d acqua non riesce ad asportare tutto il materiale fino in fondo taglio più largo nella parte superiore rispetto al fondo come rimedio si usano ugelli inclinabili 19

20 Gli ugelli inclinabili Schema di funzionamento Velocità di erosione normale al taglio n v r R m Sforzo normale nella zona di impatto diretto 4 m v sin 2 n d m Attrito più elevato per i getti abrasivi Diametro del tubo di miscelazione (focalizzatore) 20

21 Parametri di processo Idraulici: Pressione Portata Diametro ugello Tecnologici Velocità avanzamento Stand off distance Angolo di incidenza Parametri di processo del WJC profondità di taglio pressione acqua 21
22 Parametri di processo del WJC profondità di taglio distanza di stand-off Parametri di processo del WJC profondità di taglio velocità di avanzamento 22
23 Vantaggi del WJM assenza usura utensile assenza rottura improvvisa utensile assenza danneggiamento termico assenza polveri facile staffaggio Svantaggi del WJM solo materiali non metallici costo rumorosità danneggiamento (laminati) 23
24 Alcuni esempi Spessore Pressione Vel. avanz. [mm] [MPa] [mm/s] Legno Kevlar Cuoio Poliestere 2, Cartone L abrasive jet Il flusso supersonico passa attraverso un focalizzatore Per effetto Venturi si forma un vuoto che permette l ingresso di abrasivi nel flusso Il canale di alimentazione accelera gli abrasivi a velocità supersoniche Il taglio avviene per erosione 24
25 L abrasive jet Principio di funzionamento del AWJM 25
 5. Tenuta 6. Abrasive Water Jet 7.")
26 La camera di miscelazione 1. Ingresso acqua ad alta pressione 2. Ugello primario 3. Abrasivo 4. Camera di miscelazione (effetto Venturi) 5. Tenuta 6. Abrasive Water Jet 7. Pezzo lavorato Principio di taglio nel AWJM 26
27 Parametri di processo del AWJM Parametri di processo del AWJM profondità di taglio portata di abrasivo 27
28 Macchina per AWJM: Flow WMC Macchina per AWJM: Flow WMC Area di lavoro standard 3 x 1,5 m, 4 x 2 m, 4 x 3 m Precisione di posizionamento ± 0.08 mm Precisione di ripetibilità ± 0.03 mm Velocità massima 850 mm/sec Velocità in contornatura 420 mm/sec Sistema di controllo FlowMaster Registrazione asse Z 250 mm Pressione massima acqua 400 MPa Potenza pompa 40 e 80 kw 28
29 Taglio con getto d acqua Esempio di cella robotizzata per WJC Cabina insonorizzata Tavola rotante Vasca (catcher) 29
30 Laser Il laser Laser è l acronimo di Light Amplification by Stimulated Emission of Radiation (amplificazione della luce mediante emissioni stimolate di radiazioni) Caratteristiche del fascio laser: monocromaticità coerenza collimazione irradianza (potenza che una sorgente di onde elettromagnetiche emette per unità di superficie e di angolo solido) 30
31 Parametri dell onda La frequenza della radiazione: c l c : velocità della luce nel vuoto ( m/s) l : lunghezza d onda della radiazione emessa Parametri dell onda La relazione di Planck: h E2 E 1 h : costante di Planck E 2 E 1 : energia persa dall elettrone nel passaggio tra due livelli energetici 31
32 Fenomeni di interazione Emissione spontanea un atomo passa spontaneamente dal livello E 2 a E 1 con emissione di un fotone di frequenza Assorbimento: un fotone di frequenza n interagisce con un atomo di livello E 1 portandolo in E 2 Emissione stimolata: la radiazione elettromagnetica E 2 - E 1 eccita il sistema atomico facendolo decadere di livello ma emettendo fotoni L amplificazione della luce E 2 h E2 E 1 E 1 Amplificazione dei fotoni 32
33 L inversione di popolazione In condizioni di equilibrio termodinamico l emissione stimolata non si verifica perché il materiale assorbe la radiazione L effetto laser s innesca quando i livelli energetici superiori sono quelli più popolati (inversione di popolazione) attraverso sistemi di pompaggio si eccita il sistema scatenando l emissione stimolata Pompaggio a quattro livelli Pompaggio Livello di pompaggio Emissione spontanea E 2 E 1 h E2 E 1 Livello fondamentale Emissione spontanea 33
34 Sorgenti laser Laser a stato gassoso CO 2 (più utilizzato) l = 10,6 mm He Ne l = 0,633 mm Ar Kr l = 0,488 0,674 mm Eccimeri l = 0,19 0,35 mm Laser a liquidi Dyes l = 0,4 0,8 mm Laser a semiconduttori GaAs, GaAsP l = 0,84 1,2 mm Laser a stato solido Rubino l = 0,69 mm Nd:Yag l = 1,06 mm Potenze medie delle sorgenti laser Rendimento medio 30 Semiconduttori CO 2 Eccimeri Nd:Yag 0,1 0, Potenza [kw] 34
35 Parametri caratteristici delle sorgenti Potenza (densità di potenza d P ) Lunghezza d onda Modo temporale emissione continua o impulsata Funzionamento impulsato del laser Densità di potenza Periodo (D.C.) Tempo 35
36 Parametri caratteristici delle sorgenti Potenza Lunghezza d onda Modo temporale Modo spaziale indica la distribuzione di potenza all interno del fascio fattore di focabilizzabilità M 2 Il modo del fascio M 2 = 1 M 2 = 2 M 2 = 4 36
37 Parametri caratteristici delle sorgenti Potenza Lunghezza d onda Modo temporale Modo spaziale Dimensioni del fascio focalizzato (spot) Parametri del fascio laser Diametro dello spot nel punto di waist Lunghezza focale 37
38 Parametri del fascio laser Profondità di fuoco Il taglio laser Ugello di taglio 38
39 Il taglio laser Materiale fuso Il taglio laser Zona rimossa (kerf) 39
40 Caratteristiche positive del laser Zona rimossa (kerf) piccola (0,1 0,5 mm) Zona termicamente alterata ridotta Elevata densità di potenza Assenza di ossidi Assenza di contatto con i pezzi Versatilità d impiego Criticità del laser Impianti costosi Danneggiamento termico sui materiali sensibili al calore Superfici craterizzate Elevata precisione di posizionamento dei pezzi Influenza della riflettività 40
41 Macrografia di un taglio laser Zona termicamente alterata Prestazioni nel taglio di acciaio al carbonio 20 Velocità [m/min] 10 Plasma I = A 1 0, Spessore [mm] 41
42 Prestazioni nel taglio di acciaio al carbonio 20 Velocità [m/min] ,5 Laser CO 2 P = 0,5 1,5 Kw Spessore [mm] Prestazioni nel taglio di acciaio al carbonio 20 Velocità [m/min] 10 1 Taglio ossiacetilenico 0, Spessore [mm] 42
43 Prestazioni nel taglio di acciaio al carbonio 20 Velocità [m/min] ,5 Taglio waterjet con abrasivo Spessore [mm] Sommario della lezione Elettroerosione Taglio a getto d acqua Taglio laser 43
Elettroerosione Macchina per elettroerosione
 Elettroerosione 1 Macchina per elettroerosione 2 Politecnico di Torino 1 Il processo di elettroerosione Viene generato un campo elettrico tra elettrodo e pezzo Si forma un canale ionizzato tra elettrodo
Elettroerosione 1 Macchina per elettroerosione 2 Politecnico di Torino 1 Il processo di elettroerosione Viene generato un campo elettrico tra elettrodo e pezzo Si forma un canale ionizzato tra elettrodo
Lavorazioni non convenzionali
 Lavorazioni non convenzionali Lavorazioni non convezionali Le lavorazioni non convezionali sono quei processi che utilizzano tecniche di rimozione del materiale per via meccanica, elettrica, termica e
Lavorazioni non convenzionali Lavorazioni non convezionali Le lavorazioni non convezionali sono quei processi che utilizzano tecniche di rimozione del materiale per via meccanica, elettrica, termica e
LASER PRINCIPI FISICI
 Corso di Tecnologie Speciali I LASER PRINCIPI FISICI Università degli Studi di Napoli Federico II Dipartimento di Ingegneria Chimica, dei Materiali e della Produzione Industriale LASER Light Amplification
Corso di Tecnologie Speciali I LASER PRINCIPI FISICI Università degli Studi di Napoli Federico II Dipartimento di Ingegneria Chimica, dei Materiali e della Produzione Industriale LASER Light Amplification
LASER. Il laser è un dispositivo in grado di emettere un fascio di luce coerente.
 Cenni storici Le basi di e MASER risalgono al 1917 grazie ad Albert Einstein, il quale formulò la loro esistenza dalla rielaborazione delle equazioni del fisico tedesco Max Planck. Il primo apparecchio
Cenni storici Le basi di e MASER risalgono al 1917 grazie ad Albert Einstein, il quale formulò la loro esistenza dalla rielaborazione delle equazioni del fisico tedesco Max Planck. Il primo apparecchio
Light Amplification by Stimulated Emission of Radiation
 Laser? Light Amplification by Stimulated Emission of Radiation Produce un fascio coerente di radiazione ottica da una stimolazione elettronica, ionica, o transizione molecolare a più alti livelli energetici
Laser? Light Amplification by Stimulated Emission of Radiation Produce un fascio coerente di radiazione ottica da una stimolazione elettronica, ionica, o transizione molecolare a più alti livelli energetici
LAVORAZIONI MEDIANTE ELETTRO - EROSIONE. Electro Discharge Machining - EDM
 LAVORAZIONI MEDIANTE ELETTRO - EROSIONE Electro Discharge Machining - EDM 1 Tecnologie Speciali ELETTROEROSIONE Processo di sagomatura in cui una serie di scariche elettriche si innescano tra l elettrodo
LAVORAZIONI MEDIANTE ELETTRO - EROSIONE Electro Discharge Machining - EDM 1 Tecnologie Speciali ELETTROEROSIONE Processo di sagomatura in cui una serie di scariche elettriche si innescano tra l elettrodo
Lavorazioni per abrasione (rettifica)
") Lavorazioni per abrasione (rettifica) Moto di taglio utensile rotatorio Moto di avanzamento utensile / pezzo Moto di registrazione utensile rettilineo curvilineo Moto di lavoro (cicloidale) rettilineo
Lavorazioni per abrasione (rettifica) Moto di taglio utensile rotatorio Moto di avanzamento utensile / pezzo Moto di registrazione utensile rettilineo curvilineo Moto di lavoro (cicloidale) rettilineo
PARAMETRI DI PROCESSO
 PARAMETRI DI PROCESSO Elettrici Corrente: I Tensione: V t on t off t on /(t on +t off ) = duty cycle Polarità Geometrici Ampiezza del gap: d g Fisici Tipo di dielettrico Cinematici Velocità del dielettrico
PARAMETRI DI PROCESSO Elettrici Corrente: I Tensione: V t on t off t on /(t on +t off ) = duty cycle Polarità Geometrici Ampiezza del gap: d g Fisici Tipo di dielettrico Cinematici Velocità del dielettrico
Per macchina utensile (esempio 1, esempio 2) si intende una macchina operatrice con la quale è possibile eseguire su un pezzo (barra, sbozzato,
 si intende una macchina operatrice con la quale è possibile eseguire su un pezzo (barra, sbozzato,") Macchine utensili Definizione Per macchina utensile (esempio 1, esempio 2) si intende una macchina operatrice con la quale è possibile eseguire su un pezzo (barra, sbozzato, getto, ), metallico o no, alcune
Macchine utensili Definizione Per macchina utensile (esempio 1, esempio 2) si intende una macchina operatrice con la quale è possibile eseguire su un pezzo (barra, sbozzato, getto, ), metallico o no, alcune
Emissione spontanea Emissione stimolata
 Laserterapia Utilizza a scopo terapeutico gli effetti biologici prodotti dalla luce laser. Il termine LASER è l acronimo di Light Amplification by Stimulated Emission of Radiation, che significa amplificazione
Laserterapia Utilizza a scopo terapeutico gli effetti biologici prodotti dalla luce laser. Il termine LASER è l acronimo di Light Amplification by Stimulated Emission of Radiation, che significa amplificazione
TAGLIO E SALDATURA LASER
 TAGLIO E SALDATURA LASER Ultimo aggiornamento: 18/9/08 Prof. Gino Dini Università di Pisa Lavorazioni tramite energia termica Laser Beam Machining (LBM) fotoni gas d apporto lente di focalizzazione pezzo
TAGLIO E SALDATURA LASER Ultimo aggiornamento: 18/9/08 Prof. Gino Dini Università di Pisa Lavorazioni tramite energia termica Laser Beam Machining (LBM) fotoni gas d apporto lente di focalizzazione pezzo
Processi per asportazione C.N. Processi per asportazione C.N. Generalità sui parametri di taglio
 Processi per asportazione C.N. Processi per asportazione C.N. La tornitura Foratura, fresatura e rettifica Il controllo numerico (C.N.) Ottimizzazione del processo 2 2006 Politecnico di Torino 1 Obiettivi
Processi per asportazione C.N. Processi per asportazione C.N. La tornitura Foratura, fresatura e rettifica Il controllo numerico (C.N.) Ottimizzazione del processo 2 2006 Politecnico di Torino 1 Obiettivi
Rif. Bibliografico: Giusti/Santochi Tecnologia meccanica cap.9
 LAVORAZIONI DI RETTIFICA Rif. Bibliografico: Giusti/Santochi Tecnologia meccanica cap.9 1 Rettifica - le lavorazioni Foto copertina 2 Rettifica - le lavorazioni 3 Rettifica - le lavorazioni Rettifica in
LAVORAZIONI DI RETTIFICA Rif. Bibliografico: Giusti/Santochi Tecnologia meccanica cap.9 1 Rettifica - le lavorazioni Foto copertina 2 Rettifica - le lavorazioni 3 Rettifica - le lavorazioni Rettifica in
Lavorazioni per asportazione di truciolo.
 Lavorazioni per asportazione di truciolo carmelo.demaria@unipi.it Asportazione di materiale Dalla piallatura in falegnameria... Truciolo alla tornitura in officina Asportazione di materiale Taglio Abrasivi
Lavorazioni per asportazione di truciolo carmelo.demaria@unipi.it Asportazione di materiale Dalla piallatura in falegnameria... Truciolo alla tornitura in officina Asportazione di materiale Taglio Abrasivi
Dipartimento di Fisica a.a. 2004/2005 Fisica Medica 2 Laser in medicina 28/2/2004
 Dipartimento di Fisica a.a. 2004/2005 Fisica Medica 2 Laser in medicina 28/2/2004 Laser Sviluppo moderne tecniche di comunicazione fasci molto intensi di onde radio coerenti in bande di frequenza molto
Dipartimento di Fisica a.a. 2004/2005 Fisica Medica 2 Laser in medicina 28/2/2004 Laser Sviluppo moderne tecniche di comunicazione fasci molto intensi di onde radio coerenti in bande di frequenza molto
LAVORAZIONI NON CONVENZIONALI TECNOLOGIA LASER
 LAVORAZIONI NON CONVENZIONALI TECNOLOGIA LASER LASER = LIGHT AMPLIFICATION BY SIMULATED EMISSION OF RADIATION Amplificazione della luce mediante l emissione stimolata della radiazione Il LASER è una particolare
LAVORAZIONI NON CONVENZIONALI TECNOLOGIA LASER LASER = LIGHT AMPLIFICATION BY SIMULATED EMISSION OF RADIATION Amplificazione della luce mediante l emissione stimolata della radiazione Il LASER è una particolare
Lavorazioni per abrasione. Classificazione. Possono produrre superfici lisce rispettando tolleranze strette Si possono lavorare materiali duri
 Lavorazioni per abrasione Classificazione Possono produrre superfici lisce rispettando tolleranze strette Si possono lavorare materiali duri L asportazione tramite abrasione I taglienti sono distribuiti
Lavorazioni per abrasione Classificazione Possono produrre superfici lisce rispettando tolleranze strette Si possono lavorare materiali duri L asportazione tramite abrasione I taglienti sono distribuiti
Relatività Ristretta e Meccanica Quantistica: alcuni esperimenti cruciali. Lezione 1. Genova, 12,13,19,20 Gennaio 2016
 Relatività Ristretta e Meccanica Quantistica: alcuni esperimenti cruciali Lezione 1 Genova, 12,13,19,20 Gennaio 2016 Prof. Marco Pallavicini Università di Genova Dipartimento di Fisica Istituto Nazionale
Relatività Ristretta e Meccanica Quantistica: alcuni esperimenti cruciali Lezione 1 Genova, 12,13,19,20 Gennaio 2016 Prof. Marco Pallavicini Università di Genova Dipartimento di Fisica Istituto Nazionale
ALCUNE LAVORAZIONI NON CONVENZIONALI PER L'ASPORTAZIONE DEL MATERIALE 1
 asdf ALCUNE LAVORAZIONI NON CONVENZIONALI PER L'ASPORTAZIONE DEL MATERIALE 19 December 2011 Introduzione Con questo articolo vogliamo analizzare molto brevemente alcune delle lavorazioni non convenzionali
asdf ALCUNE LAVORAZIONI NON CONVENZIONALI PER L'ASPORTAZIONE DEL MATERIALE 19 December 2011 Introduzione Con questo articolo vogliamo analizzare molto brevemente alcune delle lavorazioni non convenzionali
Lavorazioni per asportazione di truciolo.
 Lavorazioni per asportazione di truciolo carmelo.demaria@unipi.it Asportazione di materiale Dalla piallatura in falegnameria... Truciolo alla tornitura in officina Asportazione di materiale Taglio Abrasivi
Lavorazioni per asportazione di truciolo carmelo.demaria@unipi.it Asportazione di materiale Dalla piallatura in falegnameria... Truciolo alla tornitura in officina Asportazione di materiale Taglio Abrasivi
LASER. Light Amplification by Stimulated Emission of Radiation. Introduzione. Assorbimento, emissione spontanea, emissione stimolata
 LASER Light Amplification by Stimulated Emission of Radiation Introduzione. Assorbimento, emissione spontanea, emissione stimolata Cenni storici 1900 Max Planck introduce la teoria dei quanti (la versione
LASER Light Amplification by Stimulated Emission of Radiation Introduzione. Assorbimento, emissione spontanea, emissione stimolata Cenni storici 1900 Max Planck introduce la teoria dei quanti (la versione
IL LASER Come funziona un laser Le tante applicazioni dei laser
 IL LASER Come funziona un laser Le tante applicazioni dei laser Prof. Sanna Luciano 1 La radiazione elettromagnetica La luce è un onda elettromagnetica, a cui è associata una lunghezza d onda (distanza
IL LASER Come funziona un laser Le tante applicazioni dei laser Prof. Sanna Luciano 1 La radiazione elettromagnetica La luce è un onda elettromagnetica, a cui è associata una lunghezza d onda (distanza
Tecnologia Meccanica prof. Luigi Carrino LE TECNOLOGIE NON CONVENZIONALI
 LE TECNOLOGIE NON CONVENZIONALI Lavorazioni per asportazione di materiale Nelle lavorazioni per asportazione di truciolo tradizionali il materiale è rimosso grazie all energia meccanica a disposizione
LE TECNOLOGIE NON CONVENZIONALI Lavorazioni per asportazione di materiale Nelle lavorazioni per asportazione di truciolo tradizionali il materiale è rimosso grazie all energia meccanica a disposizione
Cavità. Mezzo attivo Radiazione laser. Pompaggio. Lab. Micro-OptoElettronica CdL Fisica A.A. 2006/7
 Diodo Laser Light Amplification by Stimulated Emission of Radiation: LASER Dispositivo basato sul fenomeno dell emissione stimolata, i cui componenti sono fondamentalmente tre: 1. Mezzo attivo 2. Sistema
Diodo Laser Light Amplification by Stimulated Emission of Radiation: LASER Dispositivo basato sul fenomeno dell emissione stimolata, i cui componenti sono fondamentalmente tre: 1. Mezzo attivo 2. Sistema
DEFINIZIONI (D.Lgs. 81/08)
") Radiazioni Ottiche Artificiali -ROA- Cosa sono Anna Maria Vandelli Dipartimento di Sanità Pubblica AUSL Modena SPSAL Sassuolo Fonte ISPESL 1 DEFINIZIONI (D.Lgs. 81/08) si intendono per radiazioni ottiche:
Radiazioni Ottiche Artificiali -ROA- Cosa sono Anna Maria Vandelli Dipartimento di Sanità Pubblica AUSL Modena SPSAL Sassuolo Fonte ISPESL 1 DEFINIZIONI (D.Lgs. 81/08) si intendono per radiazioni ottiche:
Attrezzature a motore : generalità e caratteristiche
 Attrezzature a motore : generalità e caratteristiche Ing. Magni Matteo INTRODUZIONE 12:00 Attrezzi a motore Generalità e caratteristiche Attrezzi a motore Generalità e caratteristiche Ing. Matteo Magni
Attrezzature a motore : generalità e caratteristiche Ing. Magni Matteo INTRODUZIONE 12:00 Attrezzi a motore Generalità e caratteristiche Attrezzi a motore Generalità e caratteristiche Ing. Matteo Magni
Tecnologie di saldatura per fusione
 La saldatura laser Tecnologie di saldatura per fusione saldatura ad arco (MIG, TIG, SAW, Plasma ecc.) saldatura a gas (ossiacetilenica, ossidrica ecc.) saldatura ad elettroscoria saldatura alluminotermica
La saldatura laser Tecnologie di saldatura per fusione saldatura ad arco (MIG, TIG, SAW, Plasma ecc.) saldatura a gas (ossiacetilenica, ossidrica ecc.) saldatura ad elettroscoria saldatura alluminotermica
Foratura. Moto di taglio utensile rotatorio. Moto di avanzamento utensile. Moto di registrazione pezzo. lavorazioni. Asportazione di truciolo 120
 Foratura Moto di taglio utensile rotatorio Moto di avanzamento utensile rettilineo Moto di registrazione utensile pezzo Moto di lavoro elicoidale lavorazioni Asportazione di truciolo 120 Struttura trapani
Foratura Moto di taglio utensile rotatorio Moto di avanzamento utensile rettilineo Moto di registrazione utensile pezzo Moto di lavoro elicoidale lavorazioni Asportazione di truciolo 120 Struttura trapani
Luce termica e luce coerente
 Luce termica e luce coerente Nice Terzi Prof. Ord. in pensione Docente di Fisica dello Stato Solido alla Statale di Milano e a Milano-Bicocca (dal 1979 al 2009) Docente di Fisica e sua didattica alla SILSIS
Luce termica e luce coerente Nice Terzi Prof. Ord. in pensione Docente di Fisica dello Stato Solido alla Statale di Milano e a Milano-Bicocca (dal 1979 al 2009) Docente di Fisica e sua didattica alla SILSIS
NUOVO! Dischi fibrati COMBICLICK un sistema brevettato di attacco rapido ed autoraffreddante
 un sistema brevettato di attacco rapido ed autoraffreddante NUOVO! Fino al 25% in più di asportazione. Fino al 30% in meno di usura dell utensile. Fino al 30% in meno di riscaldamento del pezzo. Tempi
un sistema brevettato di attacco rapido ed autoraffreddante NUOVO! Fino al 25% in più di asportazione. Fino al 30% in meno di usura dell utensile. Fino al 30% in meno di riscaldamento del pezzo. Tempi
Ottimizzazione del processo di taglio con tecnologia AWJ
 Laboratorio per l innovazione Ottimizzazione del processo di taglio con tecnologia AWJ - Selezione dei parametri ottimali per il processo di taglio e stima dei costi - Michele Monno Direttore www.musp.it
Laboratorio per l innovazione Ottimizzazione del processo di taglio con tecnologia AWJ - Selezione dei parametri ottimali per il processo di taglio e stima dei costi - Michele Monno Direttore www.musp.it
Tecnologia dei Processi di Produzione. Tecnologie di Lavorazione Meccanica ad asportazione di truciolo
 Tecnologia dei Processi di Produzione Tecnologie di Lavorazione Meccanica ad asportazione di truciolo Lavorazioni ad asportazione di truciolo: Dalla piallatura in falegnameria... Truciolo alla tornitura
Tecnologia dei Processi di Produzione Tecnologie di Lavorazione Meccanica ad asportazione di truciolo Lavorazioni ad asportazione di truciolo: Dalla piallatura in falegnameria... Truciolo alla tornitura
Quotatura. Prof. Giorgio Colombo Dipartimento di Meccanica III FACOLTA DI ARCHITETTURA DISEGNO INDUSTRIALE POLITECNICO DI MILANO 1
 Knowledge Aided Engineering Manufacturing and Related Technologies DISEGNO TECNICO INDUSTRIALE Quotatura Prof. Giorgio Colombo Dipartimento di Meccanica POLITECNICO DI MILANO 1... nella precedente lezione
Knowledge Aided Engineering Manufacturing and Related Technologies DISEGNO TECNICO INDUSTRIALE Quotatura Prof. Giorgio Colombo Dipartimento di Meccanica POLITECNICO DI MILANO 1... nella precedente lezione
Processi radiativi. Assorbimento Emissione spontanea Emissione stimolata. Gli stati eccitati sono instabili (il sistema non è in equilibrio)
") Processi radiativi conservazion e dell energia transizioni I I Assorbimento Emissione spontanea Emissione stimolata Lo stato ad energia più bassa è detto fondamentale, gli altri sono detti stati eccitati
Processi radiativi conservazion e dell energia transizioni I I Assorbimento Emissione spontanea Emissione stimolata Lo stato ad energia più bassa è detto fondamentale, gli altri sono detti stati eccitati
INTRODUZIONE ALLE MACCHINE UTENSILI
 I. S. S. Serafino Riva Sarnico (BG) di Tecnologia Meccanica INTRODUZIONE ALLE MACCHINE UTENSILI A cura dei proff. Morotti Giovanni e Santoriello Sergio INTRODUZIONE ALLE MACCHINE UTENSILI Si dicono macchine
I. S. S. Serafino Riva Sarnico (BG) di Tecnologia Meccanica INTRODUZIONE ALLE MACCHINE UTENSILI A cura dei proff. Morotti Giovanni e Santoriello Sergio INTRODUZIONE ALLE MACCHINE UTENSILI Si dicono macchine
QUOTATURA. Ing. Davide Russo Dipartimento di Ingegneria Industriale
 QUOTATURA Ing. Davide Russo Dipartimento di Ingegneria Industriale ... NELLA PRECEDENTE LEZIONE Sezioni Introduzione al problema Definizione Indicazioni convenzionali come si eseguono Classificazione 2
QUOTATURA Ing. Davide Russo Dipartimento di Ingegneria Industriale ... NELLA PRECEDENTE LEZIONE Sezioni Introduzione al problema Definizione Indicazioni convenzionali come si eseguono Classificazione 2
DISCOVERY 300 T. Italiano SYN. 2,5KHz
 SYN DISCOVERY 300 T 2,5KHz Italiano 300 T: Applicazioni Le dimensioni ed il rapporto pesopotenza erogata/ciclo termico lo rendono la migliore scelta sul mercato. Facile da trasportare, solo 19,0 kg, risulta
SYN DISCOVERY 300 T 2,5KHz Italiano 300 T: Applicazioni Le dimensioni ed il rapporto pesopotenza erogata/ciclo termico lo rendono la migliore scelta sul mercato. Facile da trasportare, solo 19,0 kg, risulta
efi Hartner Multiplexlex è pensare in grande!
 efi Hartner Multiplexlex è pensare in grande! multiplexlex Hartner Foratura a spirale con placchetta intercambiabile Nuova placchetta intercambiabile MP 05 con geometria die taglienti ottimizzata Art.
efi Hartner Multiplexlex è pensare in grande! multiplexlex Hartner Foratura a spirale con placchetta intercambiabile Nuova placchetta intercambiabile MP 05 con geometria die taglienti ottimizzata Art.
Centri C.N.C. Free&Easy Smile
 Centri C.N.C. Centri C.N.C. ll mini centro di lavoro professionale JOLLY è una apparecchiatura a 5 assi, nata per soddisfare le esigenze dei laboratori e centri di fresaggio più ambiziosi. Può eseguire
Centri C.N.C. Centri C.N.C. ll mini centro di lavoro professionale JOLLY è una apparecchiatura a 5 assi, nata per soddisfare le esigenze dei laboratori e centri di fresaggio più ambiziosi. Può eseguire
Profili laminati di alta qualità
 L'acciaio antiusura Profili laminati di alta qualità ESTRONG è un acciaio legato a basso contenuto di Carbonio e con elevati tenori di Boro, Molibdeno e Nichel, tali da ottimizzare le caratteristiche meccaniche
L'acciaio antiusura Profili laminati di alta qualità ESTRONG è un acciaio legato a basso contenuto di Carbonio e con elevati tenori di Boro, Molibdeno e Nichel, tali da ottimizzare le caratteristiche meccaniche
Indice moduli. Indice lezioni del modulo A 19/02/2013. Sistemi di Produzione. A: I materiali B: Formatura. C: Deformazione.
 Sistemi di Produzione Dario Antonelli DIGEP Politecnico di Torino Indice moduli A: I materiali B: Formatura C: Deformazione D: Taglio E: Processi non convenzionali Indice lezioni del modulo A Introduzione
Sistemi di Produzione Dario Antonelli DIGEP Politecnico di Torino Indice moduli A: I materiali B: Formatura C: Deformazione D: Taglio E: Processi non convenzionali Indice lezioni del modulo A Introduzione
QUOTATURA PARTE 2. î IN QUESTA LEZIONE PROF. CATERINA RIZZI DIPARTIMENTO DI INGEGNERIA GESTIONALE,
 QUOTATURA PARTE 2 PROF. CATERINA RIZZI DIPARTIMENTO DI INGEGNERIA GESTIONALE, DELL INFORMAZIONE E DELLA PRODUZIONE î IN QUESTA LEZIONE CLASSIFICAZIONE punto di vista geometrico quote di grandezza quote
QUOTATURA PARTE 2 PROF. CATERINA RIZZI DIPARTIMENTO DI INGEGNERIA GESTIONALE, DELL INFORMAZIONE E DELLA PRODUZIONE î IN QUESTA LEZIONE CLASSIFICAZIONE punto di vista geometrico quote di grandezza quote
Trasmissioni con cinghie. della trasmissione
 Tecnologia della trasmissione Trasmissioni con cinghie 1 2 Trasmissioni con cinghie Cinghie piane ad anello continuo 6.4.1 ESBAND Cinghie termosaldabili per il 6.4.4 trasporto in PUR Cinghie tonde ad anello
Tecnologia della trasmissione Trasmissioni con cinghie 1 2 Trasmissioni con cinghie Cinghie piane ad anello continuo 6.4.1 ESBAND Cinghie termosaldabili per il 6.4.4 trasporto in PUR Cinghie tonde ad anello
Margini di miglioramento negli impianti: l industria. Stefano Dal Lago, Tecnocut
 Margini di miglioramento negli impianti: cosa propone l industria. Stefano Dal Lago, Tecnocut Cos è il taglio a getto d acqua Sfruttare acqua in altissima pressione per tagliare diverse tipologie di materiali:
Margini di miglioramento negli impianti: cosa propone l industria. Stefano Dal Lago, Tecnocut Cos è il taglio a getto d acqua Sfruttare acqua in altissima pressione per tagliare diverse tipologie di materiali:
Appunti del Corso di Applicazioni di Elettromagnetismo. Tullio Bressani e Elena Botta Dipartimento di Fisica Sperimentale
 Appunti del Corso di Applicazioni di Elettromagnetismo Tullio Bressani e Elena Botta Dipartimento di Fisica Sperimentale Anno Accademico 2007 2008 Indice 1 La formula di Planck per lo spettro di corpo
Appunti del Corso di Applicazioni di Elettromagnetismo Tullio Bressani e Elena Botta Dipartimento di Fisica Sperimentale Anno Accademico 2007 2008 Indice 1 La formula di Planck per lo spettro di corpo
LA FORMAZIONE DEL TRUCIOLO. Forza di strappamento (o Forza di taglio) e Sforzo di strappamento
 e Sforzo di strappamento") LA FORMAZIONE DEL TRUCIOLO Forza di strappamento (o Forza di taglio) e Sforzo di strappamento La forza necessaria per l asportazione del truciolo è detta Forza di strappamento (o Forza di taglio): F s
LA FORMAZIONE DEL TRUCIOLO Forza di strappamento (o Forza di taglio) e Sforzo di strappamento La forza necessaria per l asportazione del truciolo è detta Forza di strappamento (o Forza di taglio): F s
QUOTATURA. Prof. Daniele Regazzoni
 CdL in INGEGNERIA DELLE TECNOLOGIE PER LA SALUTE QUOTATURA Prof. Daniele Regazzoni University of Bergamo Department of Management, Information and Production Engineering... IN QUESTA LEZIONE Quotatura
CdL in INGEGNERIA DELLE TECNOLOGIE PER LA SALUTE QUOTATURA Prof. Daniele Regazzoni University of Bergamo Department of Management, Information and Production Engineering... IN QUESTA LEZIONE Quotatura
Combinata Punzonatrice Elettrica/Laser EML Z-3510 NT
 Combinata Punzonatrice Elettrica/Laser EML Z-3510 NT I vantaggi di EML Z-3510 NT 30 Tonnellate/forza con un limitatissimo assorbimento elettrico ( 7 Kw ) Movimentazione testa laser ad ottica volante Movimento
Combinata Punzonatrice Elettrica/Laser EML Z-3510 NT I vantaggi di EML Z-3510 NT 30 Tonnellate/forza con un limitatissimo assorbimento elettrico ( 7 Kw ) Movimentazione testa laser ad ottica volante Movimento
Sorgenti di radiazione luminosa
 Sorgenti di radiazione luminosa Quello che differenzia le fonti di luce (e quindi la qualità della radiazione emessa) è il meccanismo con cui viene generata l onda elettromagnetica. Poiché l onda trasporta
Sorgenti di radiazione luminosa Quello che differenzia le fonti di luce (e quindi la qualità della radiazione emessa) è il meccanismo con cui viene generata l onda elettromagnetica. Poiché l onda trasporta
Quotatura. ... nella precedente lezione. Ing. Daniele Regazzoni Dipartimento di Ingegneria Industriale. Sezioni
 Knowledge Aided Engineering Manufacturing and Related Technologies DISEGNO TECNICO INDUSTRIALE Quotatura Ing. Daniele Regazzoni Dipartimento di Ingegneria Industriale 1 1... nella precedente lezione Sezioni
Knowledge Aided Engineering Manufacturing and Related Technologies DISEGNO TECNICO INDUSTRIALE Quotatura Ing. Daniele Regazzoni Dipartimento di Ingegneria Industriale 1 1... nella precedente lezione Sezioni
Processi per asportazione C.N. Processi per asportazione C.N. Generalità sui parametri di taglio. La tornitura. Foratura, fresatura e rettifica
 Processi per asportazione C.N. Processi per asportazione C.N. Generalità sui parametri di taglio La tornitura Il controllo numerico (C.N.) Ottimizzazione del processo 2 2006 Politecnico di Torino 1 Obiettivi
Processi per asportazione C.N. Processi per asportazione C.N. Generalità sui parametri di taglio La tornitura Il controllo numerico (C.N.) Ottimizzazione del processo 2 2006 Politecnico di Torino 1 Obiettivi
Semiconduttori e sistemi ottici 1/2
 Reti in fibra ottica 1/25 Semiconduttori e sistemi ottici 1/2 Gran parte dei componenti otticiattivisi basano sulle proprietà deisemiconduttori: Sorgenti ottiche Fotodiodi Switch ottici Modulatori EAM
Reti in fibra ottica 1/25 Semiconduttori e sistemi ottici 1/2 Gran parte dei componenti otticiattivisi basano sulle proprietà deisemiconduttori: Sorgenti ottiche Fotodiodi Switch ottici Modulatori EAM
Riferimenti: Levi/Zompì Tecnologia meccanica cap. 6 Giusti/Santochi Tecnologia meccanica cap. 9
 LAVORAZIONI DI FORATURA - ALESATURA Riferimenti: Levi/Zompì Tecnologia meccanica cap. 6 Giusti/Santochi Tecnologia meccanica cap. 9 1 FORATURA 2 FORATURA a z D/2 Moto di taglio: moto rotatorio dell utensile
LAVORAZIONI DI FORATURA - ALESATURA Riferimenti: Levi/Zompì Tecnologia meccanica cap. 6 Giusti/Santochi Tecnologia meccanica cap. 9 1 FORATURA 2 FORATURA a z D/2 Moto di taglio: moto rotatorio dell utensile
BROCHURE. RM-PlasmaTube3D MACCHINE CNC MACCHINE INDUSTRIALI IMPIANTI ROBOTIZZATI
 BROCHURE RM-PlasmaTube3D MACCHINE CNC MACCHINE INDUSTRIALI IMPIANTI ROBOTIZZATI R M P L A S M AT U B E 3 D P a n t o g r a fo t a g l i o p l a s m a p e r t u b i www.ronchinimassimo.com PANTOGRAFO TAGLIO
BROCHURE RM-PlasmaTube3D MACCHINE CNC MACCHINE INDUSTRIALI IMPIANTI ROBOTIZZATI R M P L A S M AT U B E 3 D P a n t o g r a fo t a g l i o p l a s m a p e r t u b i www.ronchinimassimo.com PANTOGRAFO TAGLIO
Lavorazioni per asportazione di truciolo
 Lavorazioni per asportazione di truciolo Distacco di alcune parti di materiale dal pezzo attraverso l interazione con utensili che agiscono in maniera progressiva - cinematica del taglio - meccanica del
Lavorazioni per asportazione di truciolo Distacco di alcune parti di materiale dal pezzo attraverso l interazione con utensili che agiscono in maniera progressiva - cinematica del taglio - meccanica del
Listening Custom-made Multi-technologies 100% integrated
 sistemi e soluzioni tecnologiche CNC Listening Custom-made Multi-technologies 100% integrated Industria aeronautica ed aerospaziale Cantieristica navale Mécanuméric è tra le più importanti realtà aziendali
sistemi e soluzioni tecnologiche CNC Listening Custom-made Multi-technologies 100% integrated Industria aeronautica ed aerospaziale Cantieristica navale Mécanuméric è tra le più importanti realtà aziendali
!&'()*!"#!$% XIII. 3 Capitolo 1 Introduzione alle lavorazioni non convenzionali di Michele Monno
*!#!$% XIII. 3 Capitolo 1 Introduzione alle lavorazioni non convenzionali di Michele Monno") !"#!$% XI XIII XV Premessa Autori Notazioni e simboli 3 Capitolo 1 Introduzione alle lavorazioni non convenzionali di Michele Monno 5 1.1 Lavorazioni a ultrasuoni 6 1.2 Lavorazioni water jet e abrasive
!"#!$% XI XIII XV Premessa Autori Notazioni e simboli 3 Capitolo 1 Introduzione alle lavorazioni non convenzionali di Michele Monno 5 1.1 Lavorazioni a ultrasuoni 6 1.2 Lavorazioni water jet e abrasive
LISTA DEI SIMBOLI. Simboli latini
 LISTA DEI SIMBOLI Simboli latini Accelerazione [m/s] Area di raccolta degli elettroni [m 2 ] Accelerazione dovuta alla forza di Coulomb [m/s] Area del collimatore [m 2 ] Area della sezione dell elemento
LISTA DEI SIMBOLI Simboli latini Accelerazione [m/s] Area di raccolta degli elettroni [m 2 ] Accelerazione dovuta alla forza di Coulomb [m/s] Area del collimatore [m 2 ] Area della sezione dell elemento
Le lavorazioni: la formatura. Le lavorazioni: la formatura. Le lavorazioni industriali
 Le lavorazioni: la formatura Le lavorazioni: la formatura Il processo di fusione La fusione in forma transitoria La fusione in forma permanente La formatura dei polimeri Esercizi sulla fusione 2 2006 Politecnico
Le lavorazioni: la formatura Le lavorazioni: la formatura Il processo di fusione La fusione in forma transitoria La fusione in forma permanente La formatura dei polimeri Esercizi sulla fusione 2 2006 Politecnico
Le lavorazioni: la formatura. Le lavorazioni: la formatura. Le lavorazioni industriali. Il processo di fusione La fusione in forma transitoria
 Le lavorazioni: la formatura Le lavorazioni: la formatura Le lavorazioni industriali Il processo di fusione La fusione in forma transitoria La formatura dei polimeri Esercizi sulla fusione 2 2006 Politecnico
Le lavorazioni: la formatura Le lavorazioni: la formatura Le lavorazioni industriali Il processo di fusione La fusione in forma transitoria La formatura dei polimeri Esercizi sulla fusione 2 2006 Politecnico
A Cosa serve l'ottica?
 A Cosa serve l'ottica? Chiara Vitelli Master Class di Ottica 6 Marzo 2012 Che cos'è l'ottica? Dal mouse wireless al lettore blue ray, gran parte della tecnologia che condiziona la nostra vita si basa sull'ottica.
A Cosa serve l'ottica? Chiara Vitelli Master Class di Ottica 6 Marzo 2012 Che cos'è l'ottica? Dal mouse wireless al lettore blue ray, gran parte della tecnologia che condiziona la nostra vita si basa sull'ottica.
SALDATURA CON ELETTRODO RUTILE
 SALDATURA CON ELETTRODO RUTILE Indicazioni generali L innesco e l accensione di un arco elettrico avvengono per contatto tra un polo positivo ed un polo negativo (cortocircuito). Il calore dell arco elettrico
SALDATURA CON ELETTRODO RUTILE Indicazioni generali L innesco e l accensione di un arco elettrico avvengono per contatto tra un polo positivo ed un polo negativo (cortocircuito). Il calore dell arco elettrico
IL TAGLIO ORBITALE DELLE VITI SENZA FINE UNA TECNOLOGIA ECOSOSTENIBILE
 IL TAGLIO ORBITALE DELLE VITI SENZA FINE UNA TECNOLOGIA ECOSOSTENIBILE Marco Benincasa (Benincasa Meccanica) Giampaolo Giacomozzi (Varvel SpA) Massimiliano Turci (Studio Tecnico Turci) Riduttori a vite
IL TAGLIO ORBITALE DELLE VITI SENZA FINE UNA TECNOLOGIA ECOSOSTENIBILE Marco Benincasa (Benincasa Meccanica) Giampaolo Giacomozzi (Varvel SpA) Massimiliano Turci (Studio Tecnico Turci) Riduttori a vite
FORM 2000 HP FORM 3000 HP
 FORM 2000 HP FORM 3000 HP Applicazioni FORM 2000 HP e FORM 3000 HP per la massima precisione in applicazioni complesse iq di GF AgieCharmilles, una tecnologia rivoluzionaria La tecnologia iq offre enorme
FORM 2000 HP FORM 3000 HP Applicazioni FORM 2000 HP e FORM 3000 HP per la massima precisione in applicazioni complesse iq di GF AgieCharmilles, una tecnologia rivoluzionaria La tecnologia iq offre enorme
TUNNEL TUNNEL DI LAVAGGIO METALLI MULTISTADIO PER PARTICOLARI MECCANICI DI NATURA COMPLESSA E SERIALE VANTAGGI
 DI LAVAGGIO METALLI MULTISTADIO PER PARTICOLARI MECCANICI DI NATURA COMPLESSA E SERIALE L impianto è costituito da varie camere di trattamento per il lavaggio, il risciacquo, il soffiaggio e l asciugatura.
DI LAVAGGIO METALLI MULTISTADIO PER PARTICOLARI MECCANICI DI NATURA COMPLESSA E SERIALE L impianto è costituito da varie camere di trattamento per il lavaggio, il risciacquo, il soffiaggio e l asciugatura.
MS di SANTINELLO MARCO
 PRESENTAZIONE DELL AZIENDA MS nasce a seguito di una lunga esperienza tecnica che il fondatore sig. Santinello ha potuto maturare nel corso del tempo. L azienda svolge la sua attività in una struttura
PRESENTAZIONE DELL AZIENDA MS nasce a seguito di una lunga esperienza tecnica che il fondatore sig. Santinello ha potuto maturare nel corso del tempo. L azienda svolge la sua attività in una struttura
HandlingTech. Automations-Systeme PRONTO SOCCORSO IN CASO DI ROTTURA DELL'UTENSILE. www.handlingtech.de/eromobil
 HandlingTech PRONTO SOCCORSO IN CASO DI ROTTURA DELL'UTENSILE www.handlingtech.de/eromobil eromobil - La soluzione in caso di rottura dell'utensile Il nuovo eromobil Più compatto, più funzionale, più pratico
HandlingTech PRONTO SOCCORSO IN CASO DI ROTTURA DELL'UTENSILE www.handlingtech.de/eromobil eromobil - La soluzione in caso di rottura dell'utensile Il nuovo eromobil Più compatto, più funzionale, più pratico
POLITECNICO DI TORINO TECNOLOGIA MECCANICA IL CICLO DI LAVORAZIONE
 POLITECNICO DI TORINO TECNOLOGIA MECCANICA IL CICLO DI LAVORAZIONE DEFINIZIONE Il ciclo di lavorazione è, in senso lato, la successione logica di tutte le operazioni necessarie per trasformare un pezzo
POLITECNICO DI TORINO TECNOLOGIA MECCANICA IL CICLO DI LAVORAZIONE DEFINIZIONE Il ciclo di lavorazione è, in senso lato, la successione logica di tutte le operazioni necessarie per trasformare un pezzo
Tecnologia Meccanica TECNOLOGIA MECCANICA. Introduzione 0
 TECNOLOGIA MECCANICA Introduzione 0 TECNOLOGIA MECCANICA Docente F. Veniali ORARIO Lezioni: mercoledì 10:15 11:45 Aula 40 giovedì 8:30 11:45 venerdì 8:30 10:00 Question time: Sabato xxxxx Sabato xxxxx
TECNOLOGIA MECCANICA Introduzione 0 TECNOLOGIA MECCANICA Docente F. Veniali ORARIO Lezioni: mercoledì 10:15 11:45 Aula 40 giovedì 8:30 11:45 venerdì 8:30 10:00 Question time: Sabato xxxxx Sabato xxxxx
Corso di Laurea Specialistica in Ingegneria delle Telecomunicazioni. Esame di Fisica giugno 2004
 Compito A ) Ricavare e discutere (eventualmente con esempi) la disuguaglianza di Clausius. 2) Un onda elettromagnetica che si propaga nel vuoto ha lunghezza d onda di mm e campo elettrico di ampiezza pari
Compito A ) Ricavare e discutere (eventualmente con esempi) la disuguaglianza di Clausius. 2) Un onda elettromagnetica che si propaga nel vuoto ha lunghezza d onda di mm e campo elettrico di ampiezza pari
Guaine per protezione termica
 Guaine per protezione termica Protezione termica pag. 100 Serie GLASO pag. 101 Tessuto tipo GLASO.A pag. 101 Nastri tipo GLASO.A pag. 101 Tubi flessibili tipo GLASO.A pag. 102 Serie GLASIL pag. 103 Tessuto
Guaine per protezione termica Protezione termica pag. 100 Serie GLASO pag. 101 Tessuto tipo GLASO.A pag. 101 Nastri tipo GLASO.A pag. 101 Tubi flessibili tipo GLASO.A pag. 102 Serie GLASIL pag. 103 Tessuto
LASER E PRODUZIONE: CARATTERISTICHE, APPLICAZIONI E TENDENZE FUTURE
 Università degli Studi di L Aquila Dipartimento di Ingegneria Meccanica, Energetica e Gestionale UCIMU-SISTEMI PER PRODURRE Associazione Costruttori Italiani Macchine Utensili, Robot e Automazione LASER
Università degli Studi di L Aquila Dipartimento di Ingegneria Meccanica, Energetica e Gestionale UCIMU-SISTEMI PER PRODURRE Associazione Costruttori Italiani Macchine Utensili, Robot e Automazione LASER
LE LEGHE: PROCESSI DI LAVORAZIONE:
 Teoria 18-11-15 DESIGNAZIONI CONVENZIONALI DEGLI ACCIAI. L acciaio è un materiale dove il ferro è l elemento predominante, con tenore di carbonio, di regola, non maggiore di ~2 % e può contenere anche
Teoria 18-11-15 DESIGNAZIONI CONVENZIONALI DEGLI ACCIAI. L acciaio è un materiale dove il ferro è l elemento predominante, con tenore di carbonio, di regola, non maggiore di ~2 % e può contenere anche
TECNOLOGIA DEI PROCESSI PRODUTTIVI
 TECNOLOGIA DEI PROCESSI PRODUTTIVI Docente F. Veniali Tutor A. Gisario ORARIO Lezioni: Martedì 8:30-10:55 Aula 1 Venerdì 8:30-10:55 Question time: Sabato 24 Ottobre, 28 Novembre Altro?? Ricevimento: Martedì
TECNOLOGIA DEI PROCESSI PRODUTTIVI Docente F. Veniali Tutor A. Gisario ORARIO Lezioni: Martedì 8:30-10:55 Aula 1 Venerdì 8:30-10:55 Question time: Sabato 24 Ottobre, 28 Novembre Altro?? Ricevimento: Martedì
L incremento naturale della. Produttività
 L incremento naturale della Produttività L incremento naturale della produttività Pulsato HS è una speciale funzione della saldatura in modalità MIG/MAG Pulsato, caratterizzata da un arco molto corto e
L incremento naturale della Produttività L incremento naturale della produttività Pulsato HS è una speciale funzione della saldatura in modalità MIG/MAG Pulsato, caratterizzata da un arco molto corto e
A very warm welcome (Arial, 24-point bold font) Discover what's under the surface (Arial, 20-point bold font in italics)
 Discover what's under the surface (Arial, 20-point bold font in italics)") A very warm welcome (Arial, 24-point bold font) Discover what's under the surface (Arial, 20-point bold font in italics) HORN Technology Days 2015 Lavorazioni su torni a fantina mobile Produzione di particolari
A very warm welcome (Arial, 24-point bold font) Discover what's under the surface (Arial, 20-point bold font in italics) HORN Technology Days 2015 Lavorazioni su torni a fantina mobile Produzione di particolari
IL SISTEMA A GETTO D ACQUA CLASSICO
 IL SISTEMA A GETTO D ACQUA CLASSICO LE PRESTAZIONI FLOW A PREZZI CONTENUTI TECNOLOGIA DELLE POMPE HYPLEX PRIME 4.150 BAR Con pressioni testate a 4.150 bar e operative a 3.800 bar, le HyPlex Prime sono
IL SISTEMA A GETTO D ACQUA CLASSICO LE PRESTAZIONI FLOW A PREZZI CONTENUTI TECNOLOGIA DELLE POMPE HYPLEX PRIME 4.150 BAR Con pressioni testate a 4.150 bar e operative a 3.800 bar, le HyPlex Prime sono
UTENSILI MOTORIZZATI ALLESTIMENTO UTENSILI CAPTO MANDRINI HAINBUCH
 UTENSILI MOTORIZZATI ALLESTIMENTO UTENSILI CAPTO MANDRINI HAINBUCH Area di lavoro Max. diametro rotante su Z mm 827 Max. diametro tornibile mm 356 Max. diametro rotante sulle guide mm 745 Max. lunghezza
UTENSILI MOTORIZZATI ALLESTIMENTO UTENSILI CAPTO MANDRINI HAINBUCH Area di lavoro Max. diametro rotante su Z mm 827 Max. diametro tornibile mm 356 Max. diametro rotante sulle guide mm 745 Max. lunghezza
Corso di Tecnologia Meccanica
 Corso di Tecnologia Meccanica Programma del corso LIUC - Ingegneria Gestionale 1 Modulo 1 - prove tecnologiche e meccaniche Prova di trazione Prova di compressione Prova di durezza (Brinell, Vickers, Rockwell)
Corso di Tecnologia Meccanica Programma del corso LIUC - Ingegneria Gestionale 1 Modulo 1 - prove tecnologiche e meccaniche Prova di trazione Prova di compressione Prova di durezza (Brinell, Vickers, Rockwell)
Corso di Tecnologia Meccanica
 Corso di Tecnologia Meccanica Modulo 3.3 Deformazione plastica LIUC - Ingegneria Gestionale 1 Estrusione LIUC - Ingegneria Gestionale 2 Processo di estrusione Consiste nel processo di compressione di un
Corso di Tecnologia Meccanica Modulo 3.3 Deformazione plastica LIUC - Ingegneria Gestionale 1 Estrusione LIUC - Ingegneria Gestionale 2 Processo di estrusione Consiste nel processo di compressione di un
Produzione di un fascio di raggi x
 Produzione di un fascio di raggi x WWW.SLIDETUBE.IT Un fascio di elettroni penetra nella materia, dando origine a: produzione di elettroni secondari (raggi delta) emissione X caratteristica bremsstrahlung
Produzione di un fascio di raggi x WWW.SLIDETUBE.IT Un fascio di elettroni penetra nella materia, dando origine a: produzione di elettroni secondari (raggi delta) emissione X caratteristica bremsstrahlung
CENTRO DI LAVORO VERTICALE SKY MASTER MOD.VB1000
 CENTRO DI LAVORO VERTICALE SKY MASTER MOD.VB1000 UNITA' DI GOVERNO FANUC Oi-MD-PA I centri di lavoro serie VB sono caratterizzati di una eccezionale capacità e potenza di taglio per lavorazioni di stampi
CENTRO DI LAVORO VERTICALE SKY MASTER MOD.VB1000 UNITA' DI GOVERNO FANUC Oi-MD-PA I centri di lavoro serie VB sono caratterizzati di una eccezionale capacità e potenza di taglio per lavorazioni di stampi
DESKTOP. Mario Di Maio Spa Via Manzoni, GERENZANO (VA) ITALY Tel Fax
 ITALY Tel Fax") DESKTOP Mario Di Maio Spa Via Manzoni, 40 21040 GERENZANO (VA) ITALY Tel. +39.02.968.2360 Fax. +39.02.968.9700 info@mariodimaio.it www.mariodimaio.it Indice 1 Descrizione Tecnica Laser... 3 1.1 Descrizione
DESKTOP Mario Di Maio Spa Via Manzoni, 40 21040 GERENZANO (VA) ITALY Tel. +39.02.968.2360 Fax. +39.02.968.9700 info@mariodimaio.it www.mariodimaio.it Indice 1 Descrizione Tecnica Laser... 3 1.1 Descrizione
6. Quale di questi forni produce meno ossidazioni per eseguire un t.t.? a combustione ad atmosfera nessuno dei tre a nafta
 Questionario area meccanica tecnologia e disegno TECNOLOGIA MECCANICA 1. Bisogna tornire un particolare in acciaio di diametro 55 mm. Si utilizza una Vc di 90 m/min. Quale numero di giri devo scegliere
Questionario area meccanica tecnologia e disegno TECNOLOGIA MECCANICA 1. Bisogna tornire un particolare in acciaio di diametro 55 mm. Si utilizza una Vc di 90 m/min. Quale numero di giri devo scegliere
Lavorazioni per asportazione di truciolo
 Lavorazioni per asportazione di truciolo Distacco di alcune parti di materiale dal pezzo attraverso l interazione con utensili che agiscono in maniera progressiva - cinematica del taglio - meccanica del
Lavorazioni per asportazione di truciolo Distacco di alcune parti di materiale dal pezzo attraverso l interazione con utensili che agiscono in maniera progressiva - cinematica del taglio - meccanica del
Profili laminati di alta qualità
 L'acciaio antiusura Profili laminati di alta qualità STEEL FOR LIFE WARRANTY ESTRONG è un acciaio legato a basso contenuto di Carbonio e con elevati tenori di Boro, Molibdeno e Nichel, tali da ottimizzare
L'acciaio antiusura Profili laminati di alta qualità STEEL FOR LIFE WARRANTY ESTRONG è un acciaio legato a basso contenuto di Carbonio e con elevati tenori di Boro, Molibdeno e Nichel, tali da ottimizzare
PROCESSO DELL ASPORTAZIONE DEL METALLO
 PROCESSO DELL ASPORTAZIONE DEL METALLO Formazione del truciolo La lavorazione meccanica di un elemento, ha lo scopo di mutarne la forma e le dimensioni per ottenere un particolare meccanico conforme alle
PROCESSO DELL ASPORTAZIONE DEL METALLO Formazione del truciolo La lavorazione meccanica di un elemento, ha lo scopo di mutarne la forma e le dimensioni per ottenere un particolare meccanico conforme alle
CENTRO DI LAVORO ORIZZONTALE ZPS H 1000
 CENTRO DI LAVORO ORIZZONTALE ZPS H 1000 CARATTERISTICHE TECNICHE CORSE E AVANZAMENTI Asse X (montante) 1400 mm Asse Y (testa-mandrino) 1050 mm Asse Z (tavola) 1200 mm Avanzamento di lavoro assi X,Y,Z 50
CENTRO DI LAVORO ORIZZONTALE ZPS H 1000 CARATTERISTICHE TECNICHE CORSE E AVANZAMENTI Asse X (montante) 1400 mm Asse Y (testa-mandrino) 1050 mm Asse Z (tavola) 1200 mm Avanzamento di lavoro assi X,Y,Z 50
WALTER SELECT per inserti per foratura dal pieno
 WALTER SELECT per inserti per foratura dal pieno WALTER SELECT Fase dopo fase verso l'inserto a fissaggio meccanico ottimale Fase 1 Determinare il materiale da lavorare: Gruppi dei materiali da lavorare
WALTER SELECT per inserti per foratura dal pieno WALTER SELECT Fase dopo fase verso l'inserto a fissaggio meccanico ottimale Fase 1 Determinare il materiale da lavorare: Gruppi dei materiali da lavorare
CENTRO DI LAVORO ORIZZONTALE ZPS H 1000
 CENTRO DI LAVORO ORIZZONTALE ZPS H 1000 CARATTERISTICHE TECNICHE CORSE E AVANZAMENTI Asse X (montante) 1400 mm Asse Y (testa-mandrino) 1050 mm Asse Z (tavola) 1200 mm Avanzamento di lavoro assi X,Y,Z 50
CENTRO DI LAVORO ORIZZONTALE ZPS H 1000 CARATTERISTICHE TECNICHE CORSE E AVANZAMENTI Asse X (montante) 1400 mm Asse Y (testa-mandrino) 1050 mm Asse Z (tavola) 1200 mm Avanzamento di lavoro assi X,Y,Z 50
G U I D A I N T E L L I G E N T E
 GUIDA INTELLIGENTE Benvenuti nell'affascinante mondo della lavorazione dei metalli con gli utensili da taglio HSS! Benvenuti nella nostra Guida intelligente degli utensili in acciaio rapido. Perché intelligente?
GUIDA INTELLIGENTE Benvenuti nell'affascinante mondo della lavorazione dei metalli con gli utensili da taglio HSS! Benvenuti nella nostra Guida intelligente degli utensili in acciaio rapido. Perché intelligente?
Introduzione al corso Lab. di Fisica del Laser I. Simone Cialdi
 Introduzione al corso Lab. di Fisica del Laser I Simone Cialdi Outline Descrizione del corso Il LASER Caratteristiche principali Esempi di LASER e applicazioni Testi consigliati Informazioni sulla sicurezza
Introduzione al corso Lab. di Fisica del Laser I Simone Cialdi Outline Descrizione del corso Il LASER Caratteristiche principali Esempi di LASER e applicazioni Testi consigliati Informazioni sulla sicurezza
Taglio PLASMA. Introduzione pag. 54. Tecnologia Inverter. SHARP 10 K pag. 58. Capitolo 4. SHARP 22 pag. 59. Tecnologia a trasformatore
 Capitolo Taglio Introduzione pag. Impianti per il taglio manuale Tecnologia Inverter SHARP 0 pag. 7 SHARP 0 K pag. 8 SHARP pag. 9 Tecnologia a trasformatore SHARP M pag. 0 SHARP 0 M pag. Taglio SCHEMA
Capitolo Taglio Introduzione pag. Impianti per il taglio manuale Tecnologia Inverter SHARP 0 pag. 7 SHARP 0 K pag. 8 SHARP pag. 9 Tecnologia a trasformatore SHARP M pag. 0 SHARP 0 M pag. Taglio SCHEMA
Tecnologia Meccanica TECNOLOGIA MECCANICA. Introduzione 0
 TECNOLOGIA MECCANICA Introduzione 0 TECNOLOGIA MECCANICA A. Boschetto L. Bottini ORARIO Lezioni ed lunedì 9.30 13.30 esercitazioni giovedì 9.30 13.30 INDIRIZZI Latina: Roma: Telefono: 0773476517 / 39517
TECNOLOGIA MECCANICA Introduzione 0 TECNOLOGIA MECCANICA A. Boschetto L. Bottini ORARIO Lezioni ed lunedì 9.30 13.30 esercitazioni giovedì 9.30 13.30 INDIRIZZI Latina: Roma: Telefono: 0773476517 / 39517
Trasporti Pneumatici
 Trasporti Pneumatici Trasporto di sostanze gassose, contenitori cilindrici o sostanze solide in polvere e granulari dentro tubazioni mediante una corrente d aria ad elevata velocità cereali, farine, semole,
Trasporti Pneumatici Trasporto di sostanze gassose, contenitori cilindrici o sostanze solide in polvere e granulari dentro tubazioni mediante una corrente d aria ad elevata velocità cereali, farine, semole,
Asportazione di truciolo. LIUC - Ingegneria Gestionale 1
 Asportazione di truciolo LIUC - Ingegneria Gestionale 1 L asportazione di truciolo Per asportazione di truciolo (taglio e rimozione del materiale) si lavorano a freddo grezzi di fonderia e semilavorati
Asportazione di truciolo LIUC - Ingegneria Gestionale 1 L asportazione di truciolo Per asportazione di truciolo (taglio e rimozione del materiale) si lavorano a freddo grezzi di fonderia e semilavorati
Novembre /6. Nuove frese con rompitruciolo per sgrossatura per materiali difficili da lavorare
 Novembre 2017 www.taegutec.com 1/6 Nuove frese con rompitruciolo per sgrossatura per materiali difficili da lavorare Novembre 2017 www.taegutec.com 2/6 Caratteristiche TaeguTec ha introdotto una nuova
Novembre 2017 www.taegutec.com 1/6 Nuove frese con rompitruciolo per sgrossatura per materiali difficili da lavorare Novembre 2017 www.taegutec.com 2/6 Caratteristiche TaeguTec ha introdotto una nuova
TECNOLOGIE DEI SISTEMI DI CONTROLLO ATTUATORI
 TECNOLOGIE DEI SISTEMI DI CONTROLLO ENERGIA TERMICA ESPANSIONE DEFORMAZIONE ENERGIA FLUIDICA IDRAULICI A SEMI CONDUTTORI PNEUMATICI RELÈ MOTORI ENERGIA ELETTRICA ESPLOSIONE ELETTROLISI MOTORI A COMBUSTIONE
TECNOLOGIE DEI SISTEMI DI CONTROLLO ENERGIA TERMICA ESPANSIONE DEFORMAZIONE ENERGIA FLUIDICA IDRAULICI A SEMI CONDUTTORI PNEUMATICI RELÈ MOTORI ENERGIA ELETTRICA ESPLOSIONE ELETTROLISI MOTORI A COMBUSTIONE
L'utensile tangenziale. tipo B29....made by JONGEN!
 L'utensile tangenziale tipo B29...made by JONGEN! L`UTENSILE Il nuovo utensile tangenziale per spianatura e spallamento retto offre una lavorazione non gravosa sulla macchina utensile mantenendo altissima
L'utensile tangenziale tipo B29...made by JONGEN! L`UTENSILE Il nuovo utensile tangenziale per spianatura e spallamento retto offre una lavorazione non gravosa sulla macchina utensile mantenendo altissima