PAS _ A020_UNIPD_2015. Didattica delle tecnologie meccaniche di processo e di prodotto. Professore Domenico Fernando Antonucci
|
|
|
- Geronima Boscolo
- 7 anni fa
- Visualizzazioni
Transcript
1 PAS _ A020_UNIPD_2015 Didattica delle tecnologie meccaniche di processo e di prodotto. Professore Domenico Fernando Antonucci

2 PAS _ A020_UNIPD_2015 Didattica delle tecnologie meccaniche di processo e di prodotto. Analisi, Riflessioni, Esercitazioni Professore Domenico Fernando Antonucci

3 Le macchine utensili Definizione della macchina utensile e suo inserimento nel sistema produttivo. La macchina utensile è costituita da un insieme di componenti - strutture, sopporti del pezzo e dell'utensile, azionamenti, organi per la trasmissione delle informazioni (tecnologiche e geometriche) e per il controllo (apparecchi di misura) - che riceve energia, dati e materiali allo scopo di modificare le caratteristiche di questi ultimi, con asportazione di sovrametallo in forma di truciolo attraverso una serie di operazioni. La struttura della macchina utensile, prodotta per fusione di ghisa oppure in acciaio saldato, ha il compito di sostenere i vari organi strutturali, assicurandone la posizione geometrica e gli spostamenti reciproci. Il progetto della struttura e degli organi strutturali è impostato sulla valutazione delle forze che devono trasmettersi fra i vari organi, della loro intensità, della costanza o variabilità periodica e sulle conseguenti deformazioni alle quali è legata la precisione delle lavorazioni. Pertanto le strutture richiedono sufficienti rigidezza e stabilità, affinché siano in grado di evitare vibrazioni di disturbo.

4

5
6

7
8
9

10
11

12

13

14

15

16

17

18
19
20

21
22
23
24
25
26
27 Prestazioni delle macchine utensili (produttività, rendimento). - Le prestazioni di una macchina utensile, che soddisfi alle condizioni tecnologiche di funzionamento sopra esposte, consistono soprattutto nella capacità produttiva e nel rendimento. In sede di progetto occorre considerare, pertanto, il livello di produzione legato ai tempi di lavorazione ed ai tempi ausiliari (o improduttivi). I tempi ausiliari (preregistrazioni della macchina, montaggio e smontaggio del pezzo, sostituzioni utensili ecc.) assorbono una parte prevalente del tempo di produzione: sarà opportuno perciò dedicare almeno pari attenzione tanto alla riduzione dei tempi ausiliari quanto alla riduzione dei tempi di effettiva lavorazione. I tempi di lavorazione si possono ridurre adottando più elevate velocità di lavoro e maggiori sezioni del truciolo; ciò comporta per altro aumenti delle forze e delle potenze di taglio. I tempi ausiliari si possano ridurre con studi analitici delle attrezzature portautensili, che consentano montaggi precisi e solidi, oltre a registrazioni semplici e rapide.
28
29 INTRODUZIONE ALLA PIANIFICAZIONE DEI PROCESSI PRODUTTIVI: IL CICLO DI LAVORAZIONE
30
31
32
33
34
35
36
37 ESAME DEL DISEGNO DEL PEZZO
38 Fasi di un ciclo di lavorazione: 1. studio del disegno del pezzo Un ciclo di lavorazione parte dallo studio critico del disegno del pezzo e del cartiglio. In questo modo è possibile: individuare il materiale del pezzo; individuare le massime dimensioni del pezzo da produrre; individuare le tolleranze dimensionali e di forma; individuare il grado di finitura superficiale; individuare la presenza di zone che richiedono lavorazioni particolari (ad esempio fori eccentrici); individuare la presenza di trattamenti termici e termochimici.
39 Fasi di un ciclo di lavorazione: 2. studio della quantità del lotto L analisi critica del disegno deve essere collegata allo studio della commessa. La dimensione del lotto da produrre permette di: scegliere le macchine da utilizzare per la realizzazione del pezzo tra quelle presenti in officina (ad esempio per la fase di tornitura c è una enorme differenza tra tornio monomandrino e plurimandrino e tra tornio meccanico e CNC); valutare la convenienza economica di acquistare nuovi macchinari; valutare la convenienza economica di acquistare attrezzature e/o utensili di tipo standard; valutare la convenienza economica di progettare attrezzature e/o utensili da far realizzare; In questa fase è fondamentale un contatto diretto con l officina per conoscere la disponibilità di macchinari, personale, attrezzature ed utensili.

40 SCELTA DEL GREZZO DI PARTENZA
41 3.Scelta della forma e delle caratteristiche del grezzo La scelta della forma e delle caratteristiche del grezzo dipende: dalle massime dimensioni del pezzo da produrre; dalla quantità di sovrametallo di lavorazione; dai vincoli dimensionali imposto dalla dimensione del mandrino all interno del tornio scelto; dalla possibilità di partire da una barra di materiale (solitamente di sezione circolare) e da uno spezzone: in quest ultimo caso bisogna valutare la convenienza dell operazione di troncatura; dalla eventuale presenza di spezzoni di materiale presenti in officina; dalla convenienza economica di sottoporre il grezzo a operazioni preliminari (ad esempio raddrizzatura delle barre laminate o ricottura di pezzi stampati).

42 SCELTA DELLE OPERAZIONI E DELLE SEQUENZE
43 SCELTA DELLE MACCHINE UTENSILI
44 Fasi di un ciclo di lavorazione: 4 progettazione della sequenze di fasi Solitamente si schematizza la successione delle fasi di lavorazione per poter scegliere le superfici da lavorare e di presa del pezzo: si individuano le superfici da lavorare; si sceglie la sequenza delle superfici da lavorare; si prende il pezzo sopra superfici grezze o semilavorate. ATTENZIONE: la presa pezzo su superfici grezze risulta incerta e quindi le prime operazioni devono essere leggere (ridotti avanzamenti e profondità di passata); si lavorano per prime le superfici che faranno da riferimento nelle operazioni successive; la successione delle fasi deve tale da ridurre al minimo i montaggi del pezzo e gli spostamenti tra reparti; Bisogna sempre prevedere dopo le operazioni principali ed a fine ciclo un opportuno controllo dimensionale del pezzo.

45 SCELTA DEL MONTAGGIO DEL PEZZO
46 SCELTA DELL'UTENSILE
47 MATERIALI PER UTENSILI
48
49

50
51 SCELTA DEI PARAMETRI DI LAVORAZIONE
52

53
54
55
56 Considerazioni economiche sulla velocità di taglio La scelta del ciclo di lavorazione si basa principalmente su considerazioni di carattere economico. Per le lavorazioni di tornitura il parametro tecnologico da esaminare è la velocità di taglio [mm/min]. Bisogna effettuare un compromesso tra: velocità di taglio elevata: elevata produttività ma breve durata degli utensili; velocità di taglio bassa: bassa produttività ma elevata durata degli utensili. La prima soluzione è giustificata dai costi elevati della macchina e del personale. La seconda soluzione è preferita in caso di utensili molto costosi. La scelta di questo parametro diventa un problema di ottimizzazione multi obbiettivo.
57 Considerazioni economiche sulla velocità di taglio velocità di minimo costo Si ipotizzi che il costo di una operazione elementare sia: C p = costo attrezzaggio macchina [ ]; C m = costo macchina [ ]; C cu = costo cambio utensile [ ]; C u = costo utensile [ ]. C = C C C C 0 p m cu u La determinazione di questi costi dipende da: costo orario del personale [ /min]; durata della fase di attrezzaggio [min]; numero di pezzi che la macchina produce per ogni attrezzaggio; tempo ciclo per produrre un pezzo [min] durata delle operazione elementare [min]; durata dell utensile [min]; costo dell utensile [ ]; durata del cambio utensile[min].
58 Considerazioni economiche sulla velocità di taglio velocità di minimo costo Attraverso alcune semplici operazioni matematiche si ottiene la seguente curva:
59 Considerazioni economiche sulla velocità di taglio velocità di massima produzione Si ipotizzi che il tempo di una operazione elementare sia: T = T + T + T 0 p m cu T p = tempo di attrezzaggio [min]; T m = tempo ciclo per produrre un pezzo [min]; T cu = durata del cambio utensile [min]; T = durata dell utensile [min] T m / T
60 Considerazioni economiche sulla velocità di taglio velocità di massima produzione Attraverso alcune semplici operazioni matematiche si ottiene la seguente curva:
61 Considerazioni economiche sulla velocità di taglio confronto tra le due velocità Unendo in un unico grafico le due curve precedenti si ottiene:
62 Fasi di un ciclo di lavorazione: cartellino del ciclo di lavorazione Le fasi precedenti permettono di redigere il ciclo di lavorazione. Questo ciclo deve essere fornito all operatore in maniera chiara. Il cartellino del ciclo di lavorazione riporta: i dati generali dell oggetto le lavorazioni da effettuare.
63 Fasi di un ciclo di lavorazione: foglio analisi Le informazioni contenute nel cartellino del ciclo di lavorazione sono esplicitate mediante il foglio analisi. Questo foglio elenca, per ogni fase, le varie sottofasi, i relativi parametri di taglio ed il calcolo dei tempi. Mostriamo un esempio di foglio analisi per la fase 20 del cartellino ciclo di lavorazione

64
65 ESEMPIO
66
67
68
69
70
71
72
73
74
75
76
77
78
79
80
81
82
83
84
85
86 CASO_CONCRETO
87
88
89
90
91
92
93
94
95
96
97
98
99
100
101 Tornio CNC a torretta
102 Tornio CNC a torretta I torni a torretta sono chiamati anche torni revolver per l analogia tra la torretta ed una pistola a tamburo. La lavorazione avviene direttamente sulla barra di materiale che passa attraverso il mandrino auto-centrante del tornio. Di fronte al mandrino è presente la torretta girevole, sulla quale sono montati gli utensili corrispondenti alle varie operazioni elementari.
103 Tornio CNC a torretta Tutte le fasi di lavoro sono automatiche e comandate del CNC: apertura della pinza del mandrino al termine della lavorazione di un pezzo; avanzamento della barra all interno della pinza di una quantità corrispondente alla lunghezza di un pezzo nuovo (più eventuale sfrido e sovra-metallo); chiusura della pinza del mandrino; messa in rotazione del mandrino alla velocità programmata; movimento della torretta girevole porta utensili per effettuare la sequenza delle lavorazioni. movimento lungo gli assi X e Z del carro sul quale è montata la torretta girevole per effettuare la sequenza delle lavorazioni.
104 Tornio CNC a torretta
105 Tornio CNC pluri-mandrino Nei torni CNC ad un mandrino la torretta deve avanzare e retrocedere tante volte quante sono le operazioni elementari. Nei torni CNC pluri-mandrino, invece, ci sono tante barre in lavorazione quanti sono i mandrini. Tamburo porta mandrini di un tornio automatico a 6 mandrini
106 Tornio CNC pluri-mandrino Durante una corsa di lavoro della torretta porta utensile tutte le barre sono sottoposte ad una diversa fase di lavoro. Solo una barra subirà l ultima lavorazione e si otterrà il pezzo finito. Gli avanzamenti delle slitte longitudinali e dei carri trasversali sono comandati da camme e meccanismo con punteria. Ogni mandrino ha in corrispondenza una slitta longitudinale ed un carro trasversale. Vista di mandrini M, slitte porta utensili longitudinali L e carri trasversali C M C L
107 Tornio CNC pluri-mandrino P o s. P o s. P o s. P o s. Slitta long.: foratura; Carro trasv.: sgrossatura di forma; Slitta long.: 2 parte foratura +esecuzione gola esterna concentrica; Carro trasv.: sgrossatura di forma; Slitta long.: finitura foro e gola; Carro trasv.: finitura esterna Slitta long.: alesatura foro; Carro trasv.: troncatura del pezzo
108 Tornio CNC pluri-mandrino
109 Ciclo di lavorazione per la puleggia MS
110 Ciclo di lavorazione per la puleggia MS
111 Ciclo di lavorazione per la puleggia MS In base a quanto detto prima cominciamo a studiare il disegno. Capiamo, così, il materiale del pezzo, le sue dimensioni, tutte le tolleranze, il grado di finitura superficiale e la necessità di effettuare un trattamento di zincatura ed una successiva ripresa del foro del naso. Sulla base del lotto da produrre ( 2000 pezzi) definiamo le macchine da utilizzare, un tornio CNC doppio-testa a torretta. Dalle massime dimensioni del pezzo decidiamo di acquistare una barra di φ 61 mm. A questo punto è possibile definire le sequenza delle operazioni elementari da eseguire sul tornio CNC doppio-testa.
112 Ciclo di lavorazione per la puleggia MS Abbiamo detto che la puleggia dopo la tornitura subirà successive fasi di lavoro (trattamento superficiale di zincatura e la lavorazione di alesatura). Per questo motivo bisogna fare attenzione a lasciare la giusta quantità di sovrametallo di lavorazione. Ad esempio, la quota φ (diametro del foro del naso della puleggia indicato con il numero 1 nel disegno) dovrebbe essere diversa dopo la fase di tornitura. Infatti, questa quota diminuirà a causa del trattamento di zincatura mentre aumenterà durante la fase di alesatura. Si mostra per la fase di tornitura la scheda di controllo (già definita figlio analisi) indicante le effettive quote da ottenere.
113 Ciclo di lavorazione per la puleggia MS In corrispondenza dei numeri riportati sul disegno del pezzo notiamo: il valore nominale da ottenere nella fase di tornitura; la tolleranza da mantenere nella fase di tornitura; alcuni campi che l operatore compila per controllare l andamento della quota (SPC - Statistical Process Controll); Alla fine è presente un campo dove l operatore appone la sua firma.
114 Ciclo di lavorazione per il perno TGL92AA

115 Ciclo di lavorazione per il perno TGL92AA
116 Ciclo di lavorazione per il perno TGL92AA Come fatto per la puleggia, cominciamo a studiare il disegno per capire il materiale, le dimensioni del pezzo, le tolleranze, la finitura superficiale e la necessità di effettuare un trattamento di nichelatura ed una successiva rettifica del diametro esterno. Da precisare che il pezzo presenta tolleranze dimensionali più ristrette della puleggia (ad esempio la quota indicata con il numero 3); Questo rende la realizzazione del pezzo molto complessa (rischio di produrre scarti). Sulla base del lotto da produrre ( pezzi) definiamo le macchine da utilizzare, un tornio CNC pluri-mandrino. Dalle massime dimensioni del pezzo decidiamo di acquistare una barra di φ 24 mm. A questo punto è possibile definire le sequenza delle operazioni elementari da eseguire sul tornio CNC plurimandrino.
117 Ciclo di lavorazione per il perno TGL92AA Anche in questo caso, la tornitura è solo una fase che compone il ciclo complessivo del perno Infatti, il perno dovrà essere successivamente nichelato e rettificato. Quindi, è necessario calcolare la giusta quantità di sovrametallo di lavorazione. Ad esempio, la quota φ 16.03±0.03 (diametro esterno del perno indicato con il numero 1 nel disegno) dovrebbe essere diversa dopo la fase di tornitura. Infatti, questa quota diminuirà a causa del trattamento di rettifica ed in seguito aumenterà a causa del trattamento di nichelatura. Vediamo per la fase di tornitura la scheda di controllo indicante le effettive quote da ottenere.
118 Scheda di controllo della fase di tornitura del perno In corrispondenza di numeri riportati sul disegno del pezzo notiamo anche la presenza degli strumenti di misura da utilizzare.
119 Tornio CNC pluri-mandrino Slitta long.: centrino + sgrossatura zona filetto; carro trasv.: sgrossatura zona godrone; Slitta long.: foratura; carro trasv.: sgrossatura esterna; Slitta long.: 2 parte foratura; carro trasv.: finitura zona filetto e godrone; Slitta long.: allargatore; carro trasv.: rullatura; Slitta long.: 3 parte foratura; carro trasv.: godronatura; Slitta long.: presa pick-up + smusso interno; carro trasv.: taglio;
120 Bibliografia : Tecnologia meccanica Lavorazioni per deformazione plastica Antonio Zompì Raffaello Levi Lavorazioni per asportazione di truciolo UTET Libreria
121 Buon lavoro Professore Domenico Fernando Antonucci
Il ciclo di lavorazione. Che cosa è un ciclo di lavorazione?
 Il ciclo di lavorazione Che cosa è un ciclo di lavorazione? Che cos e un ciclo di lavorazione? IL CICLO DI LAVORAZIONE Il ciclo di lavorazione (o ciclo tecnologico) è l insieme delle operazioni necessarie
Il ciclo di lavorazione Che cosa è un ciclo di lavorazione? Che cos e un ciclo di lavorazione? IL CICLO DI LAVORAZIONE Il ciclo di lavorazione (o ciclo tecnologico) è l insieme delle operazioni necessarie
Il ciclo di lavorazione. Industrializzazione prodotto
 Il ciclo di lavorazione Il ciclo di lavorazione definizioni FASE: insieme ordinato di operazioni realizzate presso il medesimo posto di lavoro con o senza lo smontaggio e riposizionamento del pezzo SOTTO-FASE:
Il ciclo di lavorazione Il ciclo di lavorazione definizioni FASE: insieme ordinato di operazioni realizzate presso il medesimo posto di lavoro con o senza lo smontaggio e riposizionamento del pezzo SOTTO-FASE:
Tecnologia Meccanica. Il Ciclo di Lavorazione 1
 ERGATA PARTIMENTO INGEGNERIA 1 ERGATA PARTIMENTO INGEGNERIA 1. Fonti Giusti M., Santochi F., e studi di fabbricazione, Casa Editrice Ambrosiana Cap.9 2 ERGATA PARTIMENTO INGEGNERIA Generalità Si dice CICLO
ERGATA PARTIMENTO INGEGNERIA 1 ERGATA PARTIMENTO INGEGNERIA 1. Fonti Giusti M., Santochi F., e studi di fabbricazione, Casa Editrice Ambrosiana Cap.9 2 ERGATA PARTIMENTO INGEGNERIA Generalità Si dice CICLO
Il ciclo di lavorazione
 INTRODUZIONE AI CICLI DI LAVORAZIONE 1 Il ciclo di lavorazione DEFINIZIONE: Si dice CICLO DI LAVORAZIONE tutto l insieme di operazioni necessarie a fabbricare un singolo elemento attraverso una successione
INTRODUZIONE AI CICLI DI LAVORAZIONE 1 Il ciclo di lavorazione DEFINIZIONE: Si dice CICLO DI LAVORAZIONE tutto l insieme di operazioni necessarie a fabbricare un singolo elemento attraverso una successione
Tecnologia Meccanica. Cicli di Lavorazione
 PARTIMENTO INGEGNERIA 1 PARTIMENTO INGEGNERIA Generalità Si dice CICLO LAVORAZIONE tutto l insieme di operazioni necessarie a fabbricare un singolo elemento attraverso una successione di processi tecnologici
PARTIMENTO INGEGNERIA 1 PARTIMENTO INGEGNERIA Generalità Si dice CICLO LAVORAZIONE tutto l insieme di operazioni necessarie a fabbricare un singolo elemento attraverso una successione di processi tecnologici
Il ciclo di lavorazione
 Il ciclo di lavorazione Si definisce ciclo di lavorazione la successione delle operazioni da compiere per la produzione di un particolare meccanico,nel rispetto delle indicazioni fornite da disegno esecutivo.
Il ciclo di lavorazione Si definisce ciclo di lavorazione la successione delle operazioni da compiere per la produzione di un particolare meccanico,nel rispetto delle indicazioni fornite da disegno esecutivo.
I CICLI DI LAVORAZIONE
 Generalità I CICLI DI LAVORAZIONE Si dice CICLO DI LAVORAZIONE tutto l insieme di operazioni necessarie a fabbricare un singolo elemento attraverso una successione di processi tecnologici (fusione, stampaggio,
Generalità I CICLI DI LAVORAZIONE Si dice CICLO DI LAVORAZIONE tutto l insieme di operazioni necessarie a fabbricare un singolo elemento attraverso una successione di processi tecnologici (fusione, stampaggio,
POLITECNICO DI TORINO TECNOLOGIA MECCANICA IL CICLO DI LAVORAZIONE
 POLITECNICO DI TORINO TECNOLOGIA MECCANICA IL CICLO DI LAVORAZIONE DEFINIZIONE Il ciclo di lavorazione è, in senso lato, la successione logica di tutte le operazioni necessarie per trasformare un pezzo
POLITECNICO DI TORINO TECNOLOGIA MECCANICA IL CICLO DI LAVORAZIONE DEFINIZIONE Il ciclo di lavorazione è, in senso lato, la successione logica di tutte le operazioni necessarie per trasformare un pezzo
Esercitazione n 4 MACCHINE UTENSILI
 Esercitazione n 4 MACCHINE UTENSILI Si deve produrre un lotto composto da n*100 pezzi del componente meccanico riportato in Figura 1. Il materiale è un acciaio per getti UNI XG120Mn12 di durezza HB (200+n).
Esercitazione n 4 MACCHINE UTENSILI Si deve produrre un lotto composto da n*100 pezzi del componente meccanico riportato in Figura 1. Il materiale è un acciaio per getti UNI XG120Mn12 di durezza HB (200+n).
Esercitazione n 4 MACCHINE UTENSILI
 Esercitazione n 4 MACCHINE UTENSILI Si deve produrre un lotto composto da n*50 pezzi del componente meccanico di acciaio 20NiCrMo2 di durezza HB (170+n) riportato in Figura 1. La tecnologia scelta è lavorazione
Esercitazione n 4 MACCHINE UTENSILI Si deve produrre un lotto composto da n*50 pezzi del componente meccanico di acciaio 20NiCrMo2 di durezza HB (170+n) riportato in Figura 1. La tecnologia scelta è lavorazione
LE LAVORAZIONI INDUSTRIALI
 LE LAVORAZIONI INDUSTRIALI Tornitura Foratura Fresatura Rettifica Altre lavorazioni 1 LAVORAZIONI INDUSTRIALI Nelle lavorazioni industriali per asportazione di truciolo sono sempre presenti: Pezzo Grezzo
LE LAVORAZIONI INDUSTRIALI Tornitura Foratura Fresatura Rettifica Altre lavorazioni 1 LAVORAZIONI INDUSTRIALI Nelle lavorazioni industriali per asportazione di truciolo sono sempre presenti: Pezzo Grezzo
SISTEMI DI BLOCCAGGIO DEL PEZZO SULLA MACCHINA
 SISTEMI DI BLOCCAGGIO DEL PEZZO SULLA MACCHINA SONO DIVERSISSIMI. E opportuno conoscere quelli tipici di più largo impiego. IN OGNI CASO IL BLOCCAGGIO SCELTO DEVE ASSICURARCI: la stabilità del pezzo che
SISTEMI DI BLOCCAGGIO DEL PEZZO SULLA MACCHINA SONO DIVERSISSIMI. E opportuno conoscere quelli tipici di più largo impiego. IN OGNI CASO IL BLOCCAGGIO SCELTO DEVE ASSICURARCI: la stabilità del pezzo che
CLASSIFICAZIONI DELLE LAVORAZIONI MECCANICHE
 CLASSIFICAZIONI DELLE LAVORAZIONI MECCANICHE Le lavorazioni meccaniche possono essere classificate secondo diversi criteri. Il criterio che verrà esposto si è dimostrato quello più utile a chiarire tale
CLASSIFICAZIONI DELLE LAVORAZIONI MECCANICHE Le lavorazioni meccaniche possono essere classificate secondo diversi criteri. Il criterio che verrà esposto si è dimostrato quello più utile a chiarire tale
ESAME DI STATO 2014/2015 INDIRIZZO ITMM MECCANICA MECCATRONICA ED ENERGIA TEMA DI : DISEGNO, PROGETTAZIONE E ORGANIZZAZIONE INDUSTRIALE
 ESAME DI STATO 2014/2015 INDIRIZZO ITMM MECCANICA MECCATRONICA ED ENERGIA Prima parte TEMA DI : DISEGNO, PROGETTAZIONE E ORGANIZZAZIONE INDUSTRIALE A) Dimensionamento dell albero L albero rappresentato
ESAME DI STATO 2014/2015 INDIRIZZO ITMM MECCANICA MECCATRONICA ED ENERGIA Prima parte TEMA DI : DISEGNO, PROGETTAZIONE E ORGANIZZAZIONE INDUSTRIALE A) Dimensionamento dell albero L albero rappresentato
ESAME DI STATO DI ISTITUTO TECNICO INDUSTRIALE Indirizzo: MECCANICA. Tema di: DISEGNO, PROGETTAZIONE ED ORGANIZZAZIONE INDUSTRIALE
 ESAME DI STATO DI ISTITUTO TECNICO INDUSTRIALE Indirizzo: MECCANICA Tema di: DISEGNO, PROGETTAZIONE ED ORGANIZZAZIONE INDUSTRIALE L'albero conduttore di un piccolo cambio a due velocità deve trasmettere
ESAME DI STATO DI ISTITUTO TECNICO INDUSTRIALE Indirizzo: MECCANICA Tema di: DISEGNO, PROGETTAZIONE ED ORGANIZZAZIONE INDUSTRIALE L'albero conduttore di un piccolo cambio a due velocità deve trasmettere
Tecnologia Meccanica. Cicli di Lavorazione
 OR 1 OR Generalità Si dice CICLO LAORAZIONE tutto l insieme di operazioni necessarie a fabbricare un singolo elemento attraverso una successione di processi tecnologici (fusione, stampaggio, lavorazioni
OR 1 OR Generalità Si dice CICLO LAORAZIONE tutto l insieme di operazioni necessarie a fabbricare un singolo elemento attraverso una successione di processi tecnologici (fusione, stampaggio, lavorazioni
SECONDO CICLO DI LAVORAZIONE PER LA PRODUZIONE DI UN
 Tecnologia Meccanica I SECONDO CICLO DI LAVORAZIONE PER LA PRODUZIONE DI UN PARTICOLARE MECCANICO Dipartimento di Sistemi di produzione ed economia dell Azienda =8 Ciclo di lavorazione = 3.2 Mat. : C40
Tecnologia Meccanica I SECONDO CICLO DI LAVORAZIONE PER LA PRODUZIONE DI UN PARTICOLARE MECCANICO Dipartimento di Sistemi di produzione ed economia dell Azienda =8 Ciclo di lavorazione = 3.2 Mat. : C40
Il ciclo di lavorazione
 Il ciclo di lavorazione Analisi critica del disegno di progetto Riprogettazione del componente (ove necessario) Determinazione dei processi tecnologici e scelta delle macchine utensili Stesura del ciclo
Il ciclo di lavorazione Analisi critica del disegno di progetto Riprogettazione del componente (ove necessario) Determinazione dei processi tecnologici e scelta delle macchine utensili Stesura del ciclo
Per macchina utensile (esempio 1, esempio 2) si intende una macchina operatrice con la quale è possibile eseguire su un pezzo (barra, sbozzato,
 si intende una macchina operatrice con la quale è possibile eseguire su un pezzo (barra, sbozzato,") Macchine utensili Definizione Per macchina utensile (esempio 1, esempio 2) si intende una macchina operatrice con la quale è possibile eseguire su un pezzo (barra, sbozzato, getto, ), metallico o no, alcune
Macchine utensili Definizione Per macchina utensile (esempio 1, esempio 2) si intende una macchina operatrice con la quale è possibile eseguire su un pezzo (barra, sbozzato, getto, ), metallico o no, alcune
Il ciclo di lavorazione
 Il ciclo di lavorazione Analisi critica del disegno di progetto Riprogettazione del componente (ove necessario) Determinazione dei processi tecnologici e scelta delle macchine utensili Stesura del ciclo
Il ciclo di lavorazione Analisi critica del disegno di progetto Riprogettazione del componente (ove necessario) Determinazione dei processi tecnologici e scelta delle macchine utensili Stesura del ciclo
Comara icut. Per ottimizzare in tempo reale i processi di asportazione truciolo
 Comara icut Per ottimizzare in tempo reale i processi di asportazione truciolo Le sfide in produzione Nella lavorazione, i parametri di taglio definiti in un programma CNC vanno mantenuti invariati. Il
Comara icut Per ottimizzare in tempo reale i processi di asportazione truciolo Le sfide in produzione Nella lavorazione, i parametri di taglio definiti in un programma CNC vanno mantenuti invariati. Il
le lavorazioni a freddo asportazione di
 le lavorazioni a freddo asportazione di le lavorazioni ad asportazione di truciolo la struttura truciolo delle macchine utensili lo studio del processo di asportazione di truciolo riveste un importanza
le lavorazioni a freddo asportazione di le lavorazioni ad asportazione di truciolo la struttura truciolo delle macchine utensili lo studio del processo di asportazione di truciolo riveste un importanza
CNC CORSO BASE DI PROGRAMMAZIONE
 1 LORENZO RAUSA CNC CORSO BASE DI PROGRAMMAZIONE Per tornio e fresa CNC Corso base di programmazione 2 Copyright CNC Web School 2018 Milano (Italy) info@cncwebschool.com www.cncwebschool.com Tutti i diritti
1 LORENZO RAUSA CNC CORSO BASE DI PROGRAMMAZIONE Per tornio e fresa CNC Corso base di programmazione 2 Copyright CNC Web School 2018 Milano (Italy) info@cncwebschool.com www.cncwebschool.com Tutti i diritti
PROGRAMMA DI PRODUZIONE
 PROGRAMMA DI PRODUZIONE I NUOVI TRAGUARDI DI PRODUTTIVITÀ, AFFIDABILITÀ E PRECISIONE 03 B545 B565 CENTRI DI TORNITURA CNC Linea di centri di tornitura compatti di elevata versatilità e prestazioni concepita
PROGRAMMA DI PRODUZIONE I NUOVI TRAGUARDI DI PRODUTTIVITÀ, AFFIDABILITÀ E PRECISIONE 03 B545 B565 CENTRI DI TORNITURA CNC Linea di centri di tornitura compatti di elevata versatilità e prestazioni concepita
TECNOLOGIA MECCANICA
 TECNOLOGIA MECCANICA Ing. Produzione Industriale - Tecnologia Meccanica - Introduzione al corso - 1 TECNOLOGIE DI PRODUZIONE La tecnologia meccanica ha a che fare con il mondo del produrre. L insegnamento
TECNOLOGIA MECCANICA Ing. Produzione Industriale - Tecnologia Meccanica - Introduzione al corso - 1 TECNOLOGIE DI PRODUZIONE La tecnologia meccanica ha a che fare con il mondo del produrre. L insegnamento
MODELLO DI PROGRAMMAZIONE DISCIPLINARE
 MODELLO DI PROGRAMMAZIONE DISCIPLINARE ISTITUTO IIS SILVIO CECCATO ANNO SCOLASTICO 2017-2018 INDIRIZZO ITT MECCANICA E MECCATRONICA CLASSE 5 a SEZIONE BM DISCIPLINA DOCENTE TECNOLOGIE MECCANICHE DI PROCESSO
MODELLO DI PROGRAMMAZIONE DISCIPLINARE ISTITUTO IIS SILVIO CECCATO ANNO SCOLASTICO 2017-2018 INDIRIZZO ITT MECCANICA E MECCATRONICA CLASSE 5 a SEZIONE BM DISCIPLINA DOCENTE TECNOLOGIE MECCANICHE DI PROCESSO
Processi per asportazione C.N. Processi per asportazione C.N. Generalità sui parametri di taglio. La tornitura
 Processi per asportazione C.N. Processi per asportazione C.N. Generalità sui parametri di taglio Foratura, fresatura e rettifica Il controllo numerico (C.N.) Ottimizzazione del processo 2 2006 Politecnico
Processi per asportazione C.N. Processi per asportazione C.N. Generalità sui parametri di taglio Foratura, fresatura e rettifica Il controllo numerico (C.N.) Ottimizzazione del processo 2 2006 Politecnico
Utensili rullatori. Tecnologia della rullatura. Vantaggi della rullatura DREX -TOOLS UTENSILI RULLATORI
 Utensili rullatori La DREX -TOOLS vanta sin dal 1980 una solida esperienza nel settore della rullatura. L azienda, con il supporto di personale tecnico di vasta esperienza, ha creato una nuova linea di
Utensili rullatori La DREX -TOOLS vanta sin dal 1980 una solida esperienza nel settore della rullatura. L azienda, con il supporto di personale tecnico di vasta esperienza, ha creato una nuova linea di
EQF TRAGUARDO INTERMEDIO ABILITA CONOSCENZE ASSI DISCIPLINARI COINVOLTI Sapere interpretare le informazioni
 Competenza n 3: Realizzare e presentare modelli fisici e/o virtuali, valutando la loro rispondenza agli standard qualitativi previsti dalle specifiche di progettazione. EQF TRAGUARDO INTERMEDIO ABILITA
Competenza n 3: Realizzare e presentare modelli fisici e/o virtuali, valutando la loro rispondenza agli standard qualitativi previsti dalle specifiche di progettazione. EQF TRAGUARDO INTERMEDIO ABILITA
ESAME DI STATO 2012/2013 INDIRIZZO MECCANICA
 ESAME DI STATO 2012/2013 INDIRIZZO MECCANICA TEMA DI:DISEGNO, PROGETTAZIONE, ORGANIZZAZIONE INDUSTRIALE Dimensionamento dell albero L albero rappresentato nell allegato può essere assimilato ad una trave
ESAME DI STATO 2012/2013 INDIRIZZO MECCANICA TEMA DI:DISEGNO, PROGETTAZIONE, ORGANIZZAZIONE INDUSTRIALE Dimensionamento dell albero L albero rappresentato nell allegato può essere assimilato ad una trave
Settore: MECCANICO. 1. Test di tecnologia
 Settore: MECCANICO 1. Test di tecnologia 1. La funzione G96 definisce: Limite massimo di giri Velocità di taglio costante (metri/minuto) Numero di giri (giri/minuto) Velocità di avanzamento assi (millimetri/giro)
Settore: MECCANICO 1. Test di tecnologia 1. La funzione G96 definisce: Limite massimo di giri Velocità di taglio costante (metri/minuto) Numero di giri (giri/minuto) Velocità di avanzamento assi (millimetri/giro)
PROGRAMMAZIONE DIDATTICA DIPARTIMENTO MECCANICO TECNICHE DI PRODUZIONE E ORGANIZZAZIONE. Classe 5 PMA A.S
 Progettazione Disciplinare PROGRAMMAZIONE DIDATTICA DIPARTIMENTO MECCANICO TECNICHE DI PRODUZIONE E ORGANIZZAZIONE Classe 5 PMA A.S. 2016 2017 Rev. 0 del 08-03-04 pag. 1 di 9 Progettazione Disciplinare
Progettazione Disciplinare PROGRAMMAZIONE DIDATTICA DIPARTIMENTO MECCANICO TECNICHE DI PRODUZIONE E ORGANIZZAZIONE Classe 5 PMA A.S. 2016 2017 Rev. 0 del 08-03-04 pag. 1 di 9 Progettazione Disciplinare
Il ciclo di lavorazione
 Il ciclo di lavorazione Analisi critica del disegno di progetto Riprogettazione del componente (ove necessario) Determinazione dei processi tecnologici e scelta delle macchine utensili Stesura del ciclo
Il ciclo di lavorazione Analisi critica del disegno di progetto Riprogettazione del componente (ove necessario) Determinazione dei processi tecnologici e scelta delle macchine utensili Stesura del ciclo
Classificazione delle lavorazioni per asportazione di truciolo
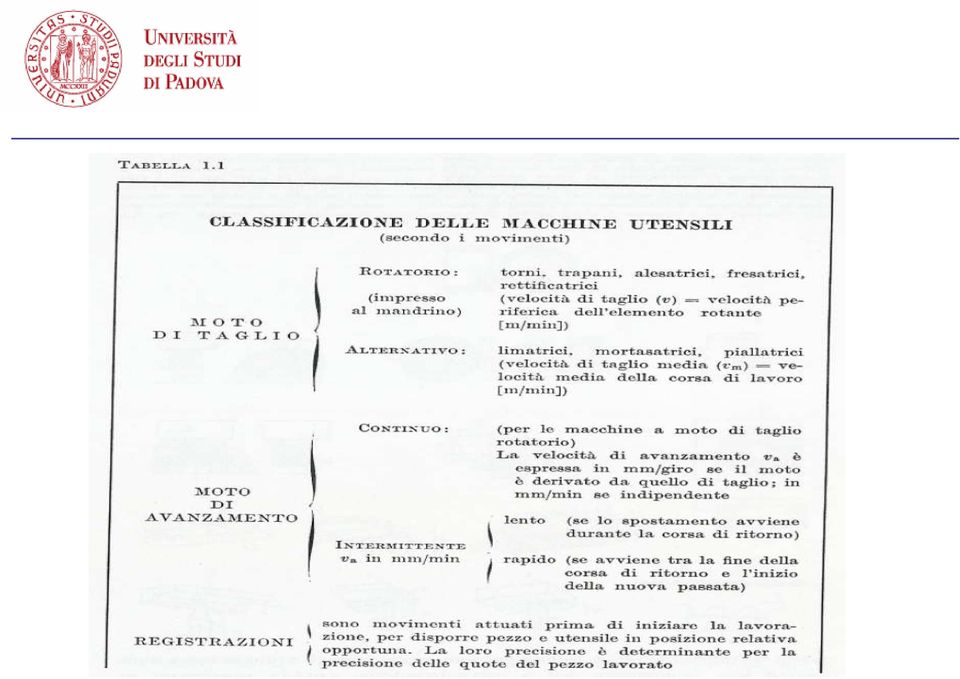
 Classificazione delle lavorazioni per asportazione di truciolo Classificazione secondo i movimenti Moto di taglio Moto di avanzamento Moto di registrazione - rettilineo - alternativo - rotatorio - continuo
Classificazione delle lavorazioni per asportazione di truciolo Classificazione secondo i movimenti Moto di taglio Moto di avanzamento Moto di registrazione - rettilineo - alternativo - rotatorio - continuo
Programmazione modulare
 Programmazione modulare Indirizzo: Meccanica articolazione meccatronica Disciplina: TMPP Tecnologia Meccanica, Produzione di materiali e Processi di Trasformazione Classe: 4 AM a.s. 2016-2017 DOCENTI :
Programmazione modulare Indirizzo: Meccanica articolazione meccatronica Disciplina: TMPP Tecnologia Meccanica, Produzione di materiali e Processi di Trasformazione Classe: 4 AM a.s. 2016-2017 DOCENTI :
TORNIO Opti D 320 x 920
 TORNIO Opti D 320 x 920 Torni paralleli di precisione con ingranaggi di avanzamento in bagno d olio. CARATTERISTICHE Bancale prismatico con nervature di rinforzo, in ghisa grigia, temprato per induzione
TORNIO Opti D 320 x 920 Torni paralleli di precisione con ingranaggi di avanzamento in bagno d olio. CARATTERISTICHE Bancale prismatico con nervature di rinforzo, in ghisa grigia, temprato per induzione
BROCCIATRICI brocciatrici broccia brocce di spinta brocce di trazione.
 BROCCIATRICI Le brocciatrici sono macchine utensili destinate alla lavorazione di superfici interne passanti o esterne con profilo qualsiasi, aventi asportazione di truciolo rettilinea, continua e progressiva.
BROCCIATRICI Le brocciatrici sono macchine utensili destinate alla lavorazione di superfici interne passanti o esterne con profilo qualsiasi, aventi asportazione di truciolo rettilinea, continua e progressiva.
TORNITURA A GRADINI. Ciclo di lavoro
 TORNITURA A GRADINI Ciclo di lavoro PEZZO DA REALIZZARE Dimensione del grezzo: Materiale: Macchine utensili utilizzate: Ø 50x102 mm 9S Mn 28 UNI 4838 Tornio parallelo OPERAZIONE N 00: PRELIEVO E CONTROLLO
TORNITURA A GRADINI Ciclo di lavoro PEZZO DA REALIZZARE Dimensione del grezzo: Materiale: Macchine utensili utilizzate: Ø 50x102 mm 9S Mn 28 UNI 4838 Tornio parallelo OPERAZIONE N 00: PRELIEVO E CONTROLLO
UN AZIENDA FATTA DI PERSONE
 UN AZIENDA FATTA DI PERSONE L'AZIENDA La ditta SALA, nata negli anni 50 come studio di progettazione meccanica, ha iniziato fin dai primi anni 60 la costruzione di macchine di tornitura di precisione.
UN AZIENDA FATTA DI PERSONE L'AZIENDA La ditta SALA, nata negli anni 50 come studio di progettazione meccanica, ha iniziato fin dai primi anni 60 la costruzione di macchine di tornitura di precisione.
Tecnologia Meccanica. Esercizi Asportazione di Truciolo 1
 Esercizi Asportazione di Truciolo 1 Esercizi sull asportazione di truciolo Dettaglio 1) Esercizio 1 2) Esercizio 2 3) Esercizio 3 : A) : I) II) 4) Esercizio 4 5) Esercizio 5 6) Esercizio 6 B) : 1) 2) 3)
Esercizi Asportazione di Truciolo 1 Esercizi sull asportazione di truciolo Dettaglio 1) Esercizio 1 2) Esercizio 2 3) Esercizio 3 : A) : I) II) 4) Esercizio 4 5) Esercizio 5 6) Esercizio 6 B) : 1) 2) 3)
INTRODUZIONE ALLE MACCHINE UTENSILI
 I. S. S. Serafino Riva Sarnico (BG) di Tecnologia Meccanica INTRODUZIONE ALLE MACCHINE UTENSILI A cura dei proff. Morotti Giovanni e Santoriello Sergio INTRODUZIONE ALLE MACCHINE UTENSILI Si dicono macchine
I. S. S. Serafino Riva Sarnico (BG) di Tecnologia Meccanica INTRODUZIONE ALLE MACCHINE UTENSILI A cura dei proff. Morotti Giovanni e Santoriello Sergio INTRODUZIONE ALLE MACCHINE UTENSILI Si dicono macchine
TORNITURA A GRADINI. Ciclo di lavoro
 TORNITURA A GRADINI Ciclo di lavoro PEZZO DA REALIZZARE Dimensione del grezzo: Materiale: Macchine utensili utilizzate: Ø 50x102 mm 9S Mn 28 UNI 4838 Tornio parallelo FASE N 00: PRELIEVO E CONTROLLO DIMENSIONALE
TORNITURA A GRADINI Ciclo di lavoro PEZZO DA REALIZZARE Dimensione del grezzo: Materiale: Macchine utensili utilizzate: Ø 50x102 mm 9S Mn 28 UNI 4838 Tornio parallelo FASE N 00: PRELIEVO E CONTROLLO DIMENSIONALE
CENTRO DI LAVORO ORIZZONTALE USATO MCM MOD.CONNECTION
 CENTRO DI LAVORO ORIZZONTALE USATO MCM MOD.CONNECTION UNITA DI GOVERNO ECS CNC 4801 PALLET In alternativa alla versione standard che include 4 pallets, la macchina può essere fornita di un carosello più
CENTRO DI LAVORO ORIZZONTALE USATO MCM MOD.CONNECTION UNITA DI GOVERNO ECS CNC 4801 PALLET In alternativa alla versione standard che include 4 pallets, la macchina può essere fornita di un carosello più
Asportazione di truciolo. LIUC - Ingegneria Gestionale 1
 Asportazione di truciolo LIUC - Ingegneria Gestionale 1 L asportazione di truciolo Per asportazione di truciolo (taglio e rimozione del materiale) si lavorano a freddo grezzi di fonderia e semilavorati
Asportazione di truciolo LIUC - Ingegneria Gestionale 1 L asportazione di truciolo Per asportazione di truciolo (taglio e rimozione del materiale) si lavorano a freddo grezzi di fonderia e semilavorati
Alessandro Ascari Corso di Studi di Fabbricazione LO STATO DELLE SUPERFICI. La rugosità superficiale Il rugosimetro
 Alessandro Ascari Corso di Studi di Fabbricazione LO STATO DELLE SUPERFICI La rugosità superficiale Il rugosimetro Il concetto di Rugosità Lo stato della superficie di un oggetto dipende dal tipo di lavorazione
Alessandro Ascari Corso di Studi di Fabbricazione LO STATO DELLE SUPERFICI La rugosità superficiale Il rugosimetro Il concetto di Rugosità Lo stato della superficie di un oggetto dipende dal tipo di lavorazione
Addetto programmazione e lavorazioni macchine utensili (cn)
") Addetto programmazione e lavorazioni macchine utensili (cn) PROFILO FORMATIVO ADDETTO PROGRAMMAZIONE E LAVORAZIONI MACCHINE UTENSILI (CN) Prestazione chiave/ UC Prestazioni componenti/elementari ME101
Addetto programmazione e lavorazioni macchine utensili (cn) PROFILO FORMATIVO ADDETTO PROGRAMMAZIONE E LAVORAZIONI MACCHINE UTENSILI (CN) Prestazione chiave/ UC Prestazioni componenti/elementari ME101
Processi per asportazione C.N. Processi per asportazione C.N. Generalità sui parametri di taglio. La tornitura Foratura, fresatura e rettifica
 Processi per asportazione C.N. Processi per asportazione C.N. Generalità sui parametri di taglio La tornitura Foratura, fresatura e rettifica Ottimizzazione del processo 2 2006 Politecnico di Torino 1
Processi per asportazione C.N. Processi per asportazione C.N. Generalità sui parametri di taglio La tornitura Foratura, fresatura e rettifica Ottimizzazione del processo 2 2006 Politecnico di Torino 1
highlights Highlights
 TORNIO A FANTINA MOBILE manurhin k mx 726 EVO / 732 EVO 03 Highlights highlights 1 2 3 4 I torni a fantina mobile a CNC della gamma K MX EVO, con passaggi barra fino a 26 mm (modello 726 EVO) e fino a
TORNIO A FANTINA MOBILE manurhin k mx 726 EVO / 732 EVO 03 Highlights highlights 1 2 3 4 I torni a fantina mobile a CNC della gamma K MX EVO, con passaggi barra fino a 26 mm (modello 726 EVO) e fino a
Esame di Stato di Istituto Tecnico Industriale Seconda prova scritta
 Esame di Stato di Istituto Tecnico Industriale Seconda prova scritta L'albero conduttore di un piccolo cambio a due velocità deve trasmettere una potenza di 4kW a 78rad/s. Due ruote dentate cilindriche
Esame di Stato di Istituto Tecnico Industriale Seconda prova scritta L'albero conduttore di un piccolo cambio a due velocità deve trasmettere una potenza di 4kW a 78rad/s. Due ruote dentate cilindriche
Classificazione delle lavorazioni per asportazione di truciolo
 Classificazione delle lavorazioni per asportazione di truciolo Classificazione secondo i movimenti Moto di taglio Moto di avanzamento Moto di registrazione - rettilineo - alternativo - rotatorio - continuo
Classificazione delle lavorazioni per asportazione di truciolo Classificazione secondo i movimenti Moto di taglio Moto di avanzamento Moto di registrazione - rettilineo - alternativo - rotatorio - continuo
Lavorazioni al banco OPERATORE MECCANICO. Ottobre- Dicembre. Piastra con fori passanti, lamati e filettati. Esercitazioni pratiche
 DATI GENERALI Docente: Moroniti Antonio Nr. Id ESERCITAZIONI PRATICHE 1 Titolo Indirizzo di qualifica Classe Periodo Argomento Lavorazioni al banco OPERATORE MECCANICO 1OMA Ottobre- Dicembre Piastra con
DATI GENERALI Docente: Moroniti Antonio Nr. Id ESERCITAZIONI PRATICHE 1 Titolo Indirizzo di qualifica Classe Periodo Argomento Lavorazioni al banco OPERATORE MECCANICO 1OMA Ottobre- Dicembre Piastra con
TORNI CNC MULTIMANDRINO. SCY HT a sei mandrini
 PASSIONE E INNOVAZIONE multimandrini TORNI CNC MULTIMANDRINO SCY 36-45-5656 HT a sei mandrini SCY 36 HT SCY 45 HT SCY 56 HT Economici Affidabili Efficenti Multimandrino = più produzione A 30 anni dalla
PASSIONE E INNOVAZIONE multimandrini TORNI CNC MULTIMANDRINO SCY 36-45-5656 HT a sei mandrini SCY 36 HT SCY 45 HT SCY 56 HT Economici Affidabili Efficenti Multimandrino = più produzione A 30 anni dalla
Processi per asportazione C.N. Processi per asportazione C.N. Generalità sui parametri di taglio. La tornitura. Foratura, fresatura e rettifica
 Processi per asportazione C.N. Processi per asportazione C.N. Generalità sui parametri di taglio La tornitura Il controllo numerico (C.N.) Ottimizzazione del processo 2 2006 Politecnico di Torino 1 Obiettivi
Processi per asportazione C.N. Processi per asportazione C.N. Generalità sui parametri di taglio La tornitura Il controllo numerico (C.N.) Ottimizzazione del processo 2 2006 Politecnico di Torino 1 Obiettivi
Teste per rullare tangenziali
 Teste per rullare tangenziali Per impiego con pezzo rotante Questo tipo di teste viene impiegato prevalentemente su torni automatici mono e plurimandrino e su macchine CNC. Particolarmente adatte per lavorazioni:
Teste per rullare tangenziali Per impiego con pezzo rotante Questo tipo di teste viene impiegato prevalentemente su torni automatici mono e plurimandrino e su macchine CNC. Particolarmente adatte per lavorazioni:
Programmazione di Dipartimento. Laboratori tecnologici ed esercitazioni
 Programmazione di Dipartimento Laboratori tecnologici ed esercitazioni CLASSE 5^PMA Rev. 0 del 08-03-04 pag. 1 di 7 MODULO N 1 (Sicurezza e prevenzione degli infortuni) Il modulo è inerente alla conoscenza
Programmazione di Dipartimento Laboratori tecnologici ed esercitazioni CLASSE 5^PMA Rev. 0 del 08-03-04 pag. 1 di 7 MODULO N 1 (Sicurezza e prevenzione degli infortuni) Il modulo è inerente alla conoscenza
Fondamenti per la Programmazione delle Macchine a Controllo Numerico
 Fondamenti per la Programmazione delle Macchine a Controllo Numerico Sistemi di Coordinate I sistemi di coordinate, permettono al programmatore di definire i punti caratteristici del profilo da lavorare.
Fondamenti per la Programmazione delle Macchine a Controllo Numerico Sistemi di Coordinate I sistemi di coordinate, permettono al programmatore di definire i punti caratteristici del profilo da lavorare.
TECNOLOGIA MECCANICA
 TECNOLOGIA MECCANICA Docente F. Veniali Tutori I. Libri, A. Ruggiero ORARIO Lezioni: lunedì 8:30-10:00 Aula 8 mercoledì 8:30-10:00 Esercitazioni: venerdì 8:30-10:00 Aula 8 Question time: sabato 18 febbraio,
TECNOLOGIA MECCANICA Docente F. Veniali Tutori I. Libri, A. Ruggiero ORARIO Lezioni: lunedì 8:30-10:00 Aula 8 mercoledì 8:30-10:00 Esercitazioni: venerdì 8:30-10:00 Aula 8 Question time: sabato 18 febbraio,
[ significa: Design to Cost. EMCOTURN E25. Tornio CNC per lavorazioni da barra fino a Ø 25 mm e da autocentrante
 [ E[M]CONOMY] significa: Design to Cost. EMCOTURN E25 Tornio CNC per lavorazioni da barra fino a Ø 25 mm e da autocentrante EMCOTURN E25 [ Campo di lavoro] - Caduta libera di trucioli - Migliore ergonomia
[ E[M]CONOMY] significa: Design to Cost. EMCOTURN E25 Tornio CNC per lavorazioni da barra fino a Ø 25 mm e da autocentrante EMCOTURN E25 [ Campo di lavoro] - Caduta libera di trucioli - Migliore ergonomia
TORNIO A CONTROLLO NUMERICO USATO MAP MOD.TA 600/1600
 TORNIO A CONTROLLO NUMERICO USATO MAP MOD.TA 600/1600 UNITA' DI GOVERNO FANUC 21i-T GENERALITA' I torni a Controllo Numerico della serie TA sono stati concepiti in particolare per la lavorazione di pezzi
TORNIO A CONTROLLO NUMERICO USATO MAP MOD.TA 600/1600 UNITA' DI GOVERNO FANUC 21i-T GENERALITA' I torni a Controllo Numerico della serie TA sono stati concepiti in particolare per la lavorazione di pezzi
REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA
 REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA SETTORE ECONOMICO PROFESSIONALE 1 SETTORE MECCANICA; PRODUZIONE E MANUTENZIONE DI MACCHINE; IMPIANTISTICA Processo Lavorazioni Meccaniche
REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA SETTORE ECONOMICO PROFESSIONALE 1 SETTORE MECCANICA; PRODUZIONE E MANUTENZIONE DI MACCHINE; IMPIANTISTICA Processo Lavorazioni Meccaniche
CICLO DI LAVORAZIONE
 di Tecnologia Meccanica CICLO DI LAVORAZIONE A cura dei proff. Morotti Giovanni e Santoriello Sergio Vogliamo adesso occuparci dei principali problemi che si affrontano nella progettazione di un ciclo
di Tecnologia Meccanica CICLO DI LAVORAZIONE A cura dei proff. Morotti Giovanni e Santoriello Sergio Vogliamo adesso occuparci dei principali problemi che si affrontano nella progettazione di un ciclo
MORI-SAY TORNI PLURIMANDRINO
 MORI-SAY TORNI PLURIMANDRINO IT MORI-SAY TORNI PLURIMANDRINO L intento del Gruppo Tajmac è quello di mettere a disposizione dei produttori di particolari metallici torniti una gaa di torni plurimandrino
MORI-SAY TORNI PLURIMANDRINO IT MORI-SAY TORNI PLURIMANDRINO L intento del Gruppo Tajmac è quello di mettere a disposizione dei produttori di particolari metallici torniti una gaa di torni plurimandrino
ESAME DI STATO 2008/09 INDIRIZZO MECCANICA TEMA DI : DISEGNO, PROGETTAZIONE, ORGANIZZAZIONE INDUSTRIALE
 ESAME DI STATO 2008/09 INDIRIZZO MECCANICA TEMA DI : DISEGNO, PROGETTAZIONE, ORGANIZZAZIONE INDUSTRIALE Verifica di stabilità dell albero L albero rappresentato nell allegato può essere assimilato ad una
ESAME DI STATO 2008/09 INDIRIZZO MECCANICA TEMA DI : DISEGNO, PROGETTAZIONE, ORGANIZZAZIONE INDUSTRIALE Verifica di stabilità dell albero L albero rappresentato nell allegato può essere assimilato ad una
Processi per asportazione C.N. Processi per asportazione C.N. Generalità sui parametri di taglio
 Processi per asportazione C.N. Processi per asportazione C.N. La tornitura Foratura, fresatura e rettifica Il controllo numerico (C.N.) Ottimizzazione del processo 2 2006 Politecnico di Torino 1 Obiettivi
Processi per asportazione C.N. Processi per asportazione C.N. La tornitura Foratura, fresatura e rettifica Il controllo numerico (C.N.) Ottimizzazione del processo 2 2006 Politecnico di Torino 1 Obiettivi
85 - Precondizioni per la Lavorazione di Brocciatura
 85 - Precondizioni per la Lavorazione di Si utilizza il software CPL. Il tempo di una passata è dato dal tempo di lavoro dell utensile più il suo ritorno alla posizione di partenza: si utilizza quindi
85 - Precondizioni per la Lavorazione di Si utilizza il software CPL. Il tempo di una passata è dato dal tempo di lavoro dell utensile più il suo ritorno alla posizione di partenza: si utilizza quindi
ESERCITAZIONE -- ASTA PORTACOMPARATORE
 ESERCITAZIONE -- ASTA PORTACOMPARATORE 1 Progettare l asta di un comparatore (determinarne diametro e materiale) OBIETTIVO minimizzare il costo F VINCOLI FUNZIONALI freccia massima di inflessione, tolleranza
ESERCITAZIONE -- ASTA PORTACOMPARATORE 1 Progettare l asta di un comparatore (determinarne diametro e materiale) OBIETTIVO minimizzare il costo F VINCOLI FUNZIONALI freccia massima di inflessione, tolleranza
Esercitazione n 6 Ciclo di lavorazione alle macchine utensili
 Esercitazione n 6 Ciclo di lavorazione alle macchine utensili Si deve lavorare meccanicamente il lotto composto dai pezzi prodotti in fonderia secondo quanto richiesto nell esercitazione n 4. A partire
Esercitazione n 6 Ciclo di lavorazione alle macchine utensili Si deve lavorare meccanicamente il lotto composto dai pezzi prodotti in fonderia secondo quanto richiesto nell esercitazione n 4. A partire
REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA
 REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA QUALIFICAZIONE PROFESSIONALE Denominazione qualificazione Operatore meccanico 3 Settore Economico Professionale Area di Attività Processo
REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA QUALIFICAZIONE PROFESSIONALE Denominazione qualificazione Operatore meccanico 3 Settore Economico Professionale Area di Attività Processo
La fig. 1 rappresenta un utensile dritto per sgrossatura con le relative parti che lo caratterizzano e gli angoli caratteristici dei taglienti.
 La Tornitura Utensili da tornio Gli utensili da tornio sono generalmente a punta singola con tagliente in acciaio o con placchetta di carburi metallici riportata su di uno stelo di acciaio (al carbonio
La Tornitura Utensili da tornio Gli utensili da tornio sono generalmente a punta singola con tagliente in acciaio o con placchetta di carburi metallici riportata su di uno stelo di acciaio (al carbonio
TECNOLOGIE MECCANICHE
 TECNOLOGIE MECCANICHE 0 TECNOLOGIE MECCANICHE ORARIO Lezioni ed martedì 9.00 14.00 esercitazioni mercoledì 9.00 16.00 INDIRIZZI Latina: Roma: Telefono: 0773476517 / 39517 Telefono: 0644585703 / 25703 Studio:
TECNOLOGIE MECCANICHE 0 TECNOLOGIE MECCANICHE ORARIO Lezioni ed martedì 9.00 14.00 esercitazioni mercoledì 9.00 16.00 INDIRIZZI Latina: Roma: Telefono: 0773476517 / 39517 Telefono: 0644585703 / 25703 Studio:
Disegno di Macchine. corso per I anno della laurea in ing. meccanica Docente: ing. Francesca Campana
 Disegno di Macchine corso per I anno della laurea in ing. meccanica Docente: ing. Francesca Campana Lezione n 8 Cenni sulle tolleranze geometriche e la rugosità superficiale Introduzione Le imprecisioni
Disegno di Macchine corso per I anno della laurea in ing. meccanica Docente: ing. Francesca Campana Lezione n 8 Cenni sulle tolleranze geometriche e la rugosità superficiale Introduzione Le imprecisioni
Tecnologia Meccanica TECNOLOGIA MECCANICA. Introduzione 0
 TECNOLOGIA MECCANICA Introduzione 0 TECNOLOGIA MECCANICA A. Boschetto L. Bottini ORARIO Lezioni ed lunedì 9.30 13.30 esercitazioni giovedì 9.30 13.30 INDIRIZZI Latina: Roma: Telefono: 0773476517 / 39517
TECNOLOGIA MECCANICA Introduzione 0 TECNOLOGIA MECCANICA A. Boschetto L. Bottini ORARIO Lezioni ed lunedì 9.30 13.30 esercitazioni giovedì 9.30 13.30 INDIRIZZI Latina: Roma: Telefono: 0773476517 / 39517
CENTRI DI TORNITURA CNC B1200-M-Y
 CENTRI DI TORNITURA CNC B1200-M-Y Ampia configurabilità e grande capacità di asportazione. B1200 2-3 La serie dei torni B1200 universalmente apprezzati per la loro robustezza, stabilità e durata è stata
CENTRI DI TORNITURA CNC B1200-M-Y Ampia configurabilità e grande capacità di asportazione. B1200 2-3 La serie dei torni B1200 universalmente apprezzati per la loro robustezza, stabilità e durata è stata
Tecnologia Meccanica TECNOLOGIA MECCANICA. Introduzione 0
 TECNOLOGIA MECCANICA Introduzione 0 TECNOLOGIA MECCANICA Docente F. Veniali ORARIO Lezioni: mercoledì 10:15 11:45 Aula 40 giovedì 8:30 11:45 venerdì 8:30 10:00 Question time: Sabato xxxxx Sabato xxxxx
TECNOLOGIA MECCANICA Introduzione 0 TECNOLOGIA MECCANICA Docente F. Veniali ORARIO Lezioni: mercoledì 10:15 11:45 Aula 40 giovedì 8:30 11:45 venerdì 8:30 10:00 Question time: Sabato xxxxx Sabato xxxxx
PROGRAMMA SVOLTO Anno Scolastico:2016/2017 MATERIA : TECNOLOGIA MECCANICA DI PRODOTTO E DI PROCESSO MECCANICI /DIURNO CLASSE: 4 C MECCATRONICA
 Anno Scolastico:2016/2017 Pagine 1 di 5 MATERIA : TECNOLOGIA MECCANICA DI PRODOTTO E DI PROCESSO MECCANICI /DIURNO CLASSE: 4 C MECCATRONICA Prof.: Fortunato LAURIA 15 giugno 2017 DOC F. Lauria 15 giugno
Anno Scolastico:2016/2017 Pagine 1 di 5 MATERIA : TECNOLOGIA MECCANICA DI PRODOTTO E DI PROCESSO MECCANICI /DIURNO CLASSE: 4 C MECCATRONICA Prof.: Fortunato LAURIA 15 giugno 2017 DOC F. Lauria 15 giugno
Norme in Vigore. pag. 1/6
 Elenco Norme Abbonamento UNICOU970001 Macchine utensili - Macchine utensili - Prove e collaudi delle macchine utensili Totale norme 109 di cui 59 in lingua inglese Aggiornato al 08/12/2018 22:15:04
Elenco Norme Abbonamento UNICOU970001 Macchine utensili - Macchine utensili - Prove e collaudi delle macchine utensili Totale norme 109 di cui 59 in lingua inglese Aggiornato al 08/12/2018 22:15:04
Docente: Ing. P.Zanetti
 Torniturar Docente: Ing. P.Zanetti 1. Introduzione all operazione di tornitura Il moto di taglio (rotatorio) è affidato al pezzo Il moto di avanzamento è affidato all utensile Si ottengono solo pezzi caratterizzati
Torniturar Docente: Ing. P.Zanetti 1. Introduzione all operazione di tornitura Il moto di taglio (rotatorio) è affidato al pezzo Il moto di avanzamento è affidato all utensile Si ottengono solo pezzi caratterizzati
Trapani
 DRILL 20-25-35 Capacità foratura Dist. Colonna mandrino Cono mandrino Numero giri/velocità Diametro colonna Corsa canotto Dist. Mandrino-base Dimensione tavola Altezza della macchina Motore DRILL 20 20
DRILL 20-25-35 Capacità foratura Dist. Colonna mandrino Cono mandrino Numero giri/velocità Diametro colonna Corsa canotto Dist. Mandrino-base Dimensione tavola Altezza della macchina Motore DRILL 20 20
Rif. Bibliografico: Giusti/Santochi Tecnologia meccanica cap.9
 LAVORAZIONI DI RETTIFICA Rif. Bibliografico: Giusti/Santochi Tecnologia meccanica cap.9 1 Rettifica - le lavorazioni Foto copertina 2 Rettifica - le lavorazioni 3 Rettifica - le lavorazioni Rettifica in
LAVORAZIONI DI RETTIFICA Rif. Bibliografico: Giusti/Santochi Tecnologia meccanica cap.9 1 Rettifica - le lavorazioni Foto copertina 2 Rettifica - le lavorazioni 3 Rettifica - le lavorazioni Rettifica in
Tecnologia dei Processi di Produzione. Tecnologie di Lavorazione Meccanica ad asportazione di truciolo
 Tecnologia dei Processi di Produzione Tecnologie di Lavorazione Meccanica ad asportazione di truciolo Lavorazioni ad asportazione di truciolo: Dalla piallatura in falegnameria... Truciolo alla tornitura
Tecnologia dei Processi di Produzione Tecnologie di Lavorazione Meccanica ad asportazione di truciolo Lavorazioni ad asportazione di truciolo: Dalla piallatura in falegnameria... Truciolo alla tornitura
PROGRAMMA CORSO CNC FANUC - CENTRO di LAVORO
 PROGRAMMA CORSO CNC FANUC - CENTRO di LAVORO - 100 ore in laboratorio con software di simulazione e postazione individuale - 60 ore di esercitazioni a bordo macchina presso un azienda specializzata del
PROGRAMMA CORSO CNC FANUC - CENTRO di LAVORO - 100 ore in laboratorio con software di simulazione e postazione individuale - 60 ore di esercitazioni a bordo macchina presso un azienda specializzata del
REFERENTE DEL PROGETTO (CODICE N6E)
") 0 REFERENTE DEL PROGETTO (CODICE N6E) Giovanna Marchiol Tel 0514199718 - Email g.marchiol@bo.cna.it INDICE ZIONE ISO.1 DISEGNO TECNICO MECCANICO 2 METROLOGIA E SISTEMI DI COLLAUDO...3 CARATTERISTICHE TECNOLOGICHE
0 REFERENTE DEL PROGETTO (CODICE N6E) Giovanna Marchiol Tel 0514199718 - Email g.marchiol@bo.cna.it INDICE ZIONE ISO.1 DISEGNO TECNICO MECCANICO 2 METROLOGIA E SISTEMI DI COLLAUDO...3 CARATTERISTICHE TECNOLOGICHE
CATALOGO MECCANICA 2019/2020
 CATALOGO MECCANICA 2019/2020 INDICE ZIONE ISO.1 DISEGNO TECNICO MECCANICO 2 METROLOGIA E SISTEMI DI COLLAUDO...3 CARATTERISTICHE TECNOLOGICHE DEI MATERIALI PER LA MECCANICA 4 REFERENTE DEL PROGETTO (COD.
CATALOGO MECCANICA 2019/2020 INDICE ZIONE ISO.1 DISEGNO TECNICO MECCANICO 2 METROLOGIA E SISTEMI DI COLLAUDO...3 CARATTERISTICHE TECNOLOGICHE DEI MATERIALI PER LA MECCANICA 4 REFERENTE DEL PROGETTO (COD.
Tecnologia Meccanica TECNOLOGIA MECCANICA. Introduzione 0
 TECNOLOGIA MECCANICA Introduzione 0 TECNOLOGIA MECCANICA Docente F. Veniali ORARIO Lezioni: lunedì 8:30 10:00 Aula 38 martedì 8:30 10:00 Aula 1 giovedì 8:30 10:00 Aula 1 venerdì 8:30 10:00 Aula 38 Question
TECNOLOGIA MECCANICA Introduzione 0 TECNOLOGIA MECCANICA Docente F. Veniali ORARIO Lezioni: lunedì 8:30 10:00 Aula 38 martedì 8:30 10:00 Aula 1 giovedì 8:30 10:00 Aula 1 venerdì 8:30 10:00 Aula 38 Question
Aumentare la produttività in assoluto silenzio. Silent Tools
 Aumentare la produttività in assoluto silenzio Silent Tools Godetevi il silenzio Silent Tools è da lungo tempo un marchio affermato per una famiglia di utensili antivibranti per tornitura, fresatura, barenatura
Aumentare la produttività in assoluto silenzio Silent Tools Godetevi il silenzio Silent Tools è da lungo tempo un marchio affermato per una famiglia di utensili antivibranti per tornitura, fresatura, barenatura
TECNOLOGIA MECCANICA
 TECNOLOGIA MECCANICA Docente F. Veniali ORARIO Lezioni: lunedì 8:00-9:30 Aula N16 mercoledì 8:00-9:30 mercoledì 8:00-9:30 Esercitazioni: lun mer ven 8:00-9:30 Telefono: 06-4458-5239 Studio: INDIRIZZI Sapienza,
TECNOLOGIA MECCANICA Docente F. Veniali ORARIO Lezioni: lunedì 8:00-9:30 Aula N16 mercoledì 8:00-9:30 mercoledì 8:00-9:30 Esercitazioni: lun mer ven 8:00-9:30 Telefono: 06-4458-5239 Studio: INDIRIZZI Sapienza,
TORNIO PARALLELO ANSELMI MOD.180 E A
 TORNIO PARALLELO ANSELMI MOD.180 E A ALTEZZA PUNTE MM. 180 - DISTANZA PUNTE MM. 1000 BANCALE E' realizzato in ghisa Meehanite temperabile e trattata termicamente. Un ampio scarico dei trucioli ne permette
TORNIO PARALLELO ANSELMI MOD.180 E A ALTEZZA PUNTE MM. 180 - DISTANZA PUNTE MM. 1000 BANCALE E' realizzato in ghisa Meehanite temperabile e trattata termicamente. Un ampio scarico dei trucioli ne permette
TECNOLOGIA MECCANICA
 TECNOLOGIA MECCANICA Docente F. Veniali ORARIO Lezioni: lunedì 8:00-9:30 Aula VN1 martedì 8:00-9:30 mercoledì 8:00-9:30 Esercitazioni: mercoledì 9:45-11:15 Aula VN1 Telefono: 06-4458-5239 Studio: INDIRIZZI
TECNOLOGIA MECCANICA Docente F. Veniali ORARIO Lezioni: lunedì 8:00-9:30 Aula VN1 martedì 8:00-9:30 mercoledì 8:00-9:30 Esercitazioni: mercoledì 9:45-11:15 Aula VN1 Telefono: 06-4458-5239 Studio: INDIRIZZI
UTENSILI MOTORIZZATI ALLESTIMENTO UTENSILI CAPTO MANDRINI HAINBUCH
 UTENSILI MOTORIZZATI ALLESTIMENTO UTENSILI CAPTO MANDRINI HAINBUCH Area di lavoro Max. diametro rotante su Z mm 827 Max. diametro tornibile mm 356 Max. diametro rotante sulle guide mm 745 Max. lunghezza
UTENSILI MOTORIZZATI ALLESTIMENTO UTENSILI CAPTO MANDRINI HAINBUCH Area di lavoro Max. diametro rotante su Z mm 827 Max. diametro tornibile mm 356 Max. diametro rotante sulle guide mm 745 Max. lunghezza
Tornitura e automazione integrata:
 T O R N I V E R T I C A L I C N C BV-M-Y BV5-M-Y Tornitura e automazione integrata: La nuova gamma di centri di tornitura verticali ad automazione integrata BV nasce dalla sintesi della grande tradizione
T O R N I V E R T I C A L I C N C BV-M-Y BV5-M-Y Tornitura e automazione integrata: La nuova gamma di centri di tornitura verticali ad automazione integrata BV nasce dalla sintesi della grande tradizione
TORNITURA DA BARRA MULTITORRETTA B436Y2
 TORNITURA DA BARRA MULTITORRETTA B436Y2 B436Y2 Il modello B436Y2 è l ultimo nato della famiglia QUATTRO, in produzione dal 1990 e giunta oggi alla terza generazione. Il nuovo modello nasce per rispondere
TORNITURA DA BARRA MULTITORRETTA B436Y2 B436Y2 Il modello B436Y2 è l ultimo nato della famiglia QUATTRO, in produzione dal 1990 e giunta oggi alla terza generazione. Il nuovo modello nasce per rispondere
A very warm welcome (Arial, 24-point bold font) Discover what's under the surface (Arial, 20-point bold font in italics)
 Discover what's under the surface (Arial, 20-point bold font in italics)") A very warm welcome (Arial, 24-point bold font) Discover what's under the surface (Arial, 20-point bold font in italics) HORN Technology Days 2015 Lavorazioni su torni a fantina mobile Produzione di particolari
A very warm welcome (Arial, 24-point bold font) Discover what's under the surface (Arial, 20-point bold font in italics) HORN Technology Days 2015 Lavorazioni su torni a fantina mobile Produzione di particolari
FRESATURA. Fresatura 1
 FRESATURA -FR Fresatura 1 FRESATURA La fresatura è una lavorazione per asportazione di materiale che consente di ottenere una vasta gamma di superfici (piani, scanalature, spallamenti, ecc.) mediante l
FRESATURA -FR Fresatura 1 FRESATURA La fresatura è una lavorazione per asportazione di materiale che consente di ottenere una vasta gamma di superfici (piani, scanalature, spallamenti, ecc.) mediante l
TECNOLOGIA DEI PROCESSI PRODUTTIVI
 TECNOLOGIA DEI PROCESSI PRODUTTIVI Docente F. Veniali Tutor A. Gisario ORARIO Lezioni: Martedì 8:30-10:55 Aula 1 Venerdì 8:30-10:55 Question time: Sabato 24 Ottobre, 28 Novembre Altro?? Ricevimento: Martedì
TECNOLOGIA DEI PROCESSI PRODUTTIVI Docente F. Veniali Tutor A. Gisario ORARIO Lezioni: Martedì 8:30-10:55 Aula 1 Venerdì 8:30-10:55 Question time: Sabato 24 Ottobre, 28 Novembre Altro?? Ricevimento: Martedì
Il ciclo di lavorazione
 Il ciclo di lavorazione Si definisce ciclo di lavorazione la sequenza ordinata di tutte le lavorazioni necessarie per trasformare una o più materie prime in un prodotto finito. Per definire il ciclo di
Il ciclo di lavorazione Si definisce ciclo di lavorazione la sequenza ordinata di tutte le lavorazioni necessarie per trasformare una o più materie prime in un prodotto finito. Per definire il ciclo di
MODELLO DI PROGRAMMAZIONE DISCIPLINARE
 MODELLO DI PROGRAMMAZIONE DISCIPLINARE ISTITUTO IIS SILVIO CECCATO ANNO SCOLASTICO 2017-2018 INDIRIZZO ITT MECCANICA E MECCATRONICA CLASSE 4 a SEZIONE BM DISCIPLINA DOCENTE TECNOLOGIE MECCANICHE DI PROCESSO
MODELLO DI PROGRAMMAZIONE DISCIPLINARE ISTITUTO IIS SILVIO CECCATO ANNO SCOLASTICO 2017-2018 INDIRIZZO ITT MECCANICA E MECCATRONICA CLASSE 4 a SEZIONE BM DISCIPLINA DOCENTE TECNOLOGIE MECCANICHE DI PROCESSO
TORNIO A CNC CON UTENSILI MOTORIZZATI EQUIPAGGIATO CON CNC FANUC Oi-TC. Modello MT 300-6
 TORNIO A CNC CON UTENSILI MOTORIZZATI EQUIPAGGIATO CON CNC FANUC Oi-TC Modello MT 300-6 CARATTERISTICHE TECNICHE GENERALI 1 Basamento monolitico in ghisa inclinato a 30 con struttura di tipo alveolare
TORNIO A CNC CON UTENSILI MOTORIZZATI EQUIPAGGIATO CON CNC FANUC Oi-TC Modello MT 300-6 CARATTERISTICHE TECNICHE GENERALI 1 Basamento monolitico in ghisa inclinato a 30 con struttura di tipo alveolare