Rif. Bibliografico: Giusti/Santochi Tecnologia meccanica cap.9
|
|
|
- Arrigo Verde
- 6 anni fa
- Visualizzazioni
Transcript
1 LAVORAZIONI DI RETTIFICA Rif. Bibliografico: Giusti/Santochi Tecnologia meccanica cap.9 1

2 Rettifica - le lavorazioni Foto copertina 2

3 Rettifica - le lavorazioni 3
 Rettifica in piano tangenziale (a) e frontale (b)")
4 Rettifica - le lavorazioni Rettifica in tondo esterna (a-c) ed interna (b) Rettifica in piano tangenziale (a) e frontale (b) 4

5 Esempi di lavorazione Rettifica con utensili di forma 5


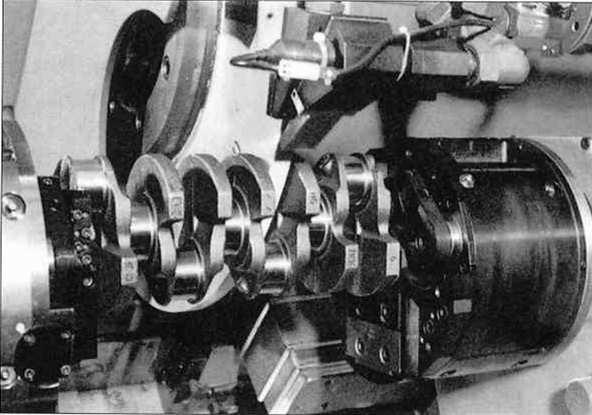
6 Rettifica di perni e di spallamenti - gole di scarico 6


7 Rettifica - le lavorazioni Rettifica senza centri 7
8 Rettifica - classificazione delle lavorazioni 8

9 Rettifica - gli utensili Differenti tipologie di mole 9
10 Rettifica - gli utensili Montaggio delle mole 10


11 Rettifica - gli utensili Operazioni di ravvivatura 11


12 Rettifica - le macchine Una delle prime macchine per rettifica. Brown & Sharpe La prima rettificatrice universale di costruzione Norton


13 Rettifica - le macchine 13





14 Rettifica - le macchine 14


15 Rettifica - le macchine 15
16 OBIETTIVI DA RAGGIUNGERE Tolleranza dimensionale (es.: ) R * a R a Finitura superficiale (es.: ) 16
17 Utensili per rettifica - designazione 17


18 Utensili per rettifica - scelta dell abrasivo 18

19 Utensili per rettifica - scelta della granulometria 19

20 Utensili per rettifica - scelta della durezza della mola 20



21 Utensili per rettifica - scelta della struttura (porosità) della mola 21

22 Utensili per rettifica - scelta del legante 22
23 Rettifica - parametri di lavoro Velocità di taglio 23

24 Rettifica - parametri di lavoro Velocità limite 24
25 Rettifica - parametri di lavoro Ulteriori parametri di lavoro 25
26 Rettifica - parametri di lavoro Definiti i parametri: v s = velocità tangenziale della mola [m/s] v w = velocità del pezzo [m/min] d = profondità di passata [µm] b = larghezza della mola impegnata [mm] si può valutare: z = tasso di asportazione in volume [mm 3 /s] z = tasso specifico di asportazione in volume = z / b [mm 3 /s mm] da cui: h eq = spessore equivalente = z / v s = d v w /v s [µm] 26
27 Rettifica tangenziale in piano Spessore equivalente del truciolo: h eq = d v v s w Noto h eq (oppure z e v s ) si può stimare la finitura superficiale ottenibile (R a ) o viceversa: 27
28 Impostazione delle condizioni di lavoro in rettificatura (sgrossatura) In sgrossatura, il sovrametallo deve essere asportato nel minor tempo possibile rispettando i seguenti vincoli tecnologici: usura della mola, potenza disponibile, alterazione termica e meccanica della superficie lavorata. Si sceglie quindi h eq come indicato in tabella: ACCIAI NON LEGATI O POCO LEGATI 0,10 < heq < 0,30 [µm] HB ACCIAI FORTEMENTE LEGATI CON DUREZZE 0,03 < heq < 0,10 [µm] > 50 HRC ACCIAI A BASSO TENORE DI CARBONIO 0,05 < heq < 0,15 [µm] ACCIAI INOSSIDABILI 28
29 Impostazione delle condizioni di lavoro in rettificatura (finitura) 1 1 semi-finitura = h eq (sgrossatura) 3 5 h eq 1 1 finitura = h eq (sgr.) 5 10 Sovrametallo per operazioni di rettificatura (finitura): nel diagramma si tiene conto della durezza della mola e di un tempo di riposo tra sgrossatura e successiva finitura. 29
30 Effetti termici della rettifica (C45) Temperatura media vs. velocità del pezzo per diverse velocità della mola (v) Temperatura massima vs. tasso di asportazione (z), con e senza lubrificazione, per diverse velocità della mola (v s ) 30

31 Effetti termici della rettifica (C45) Temperatura media nella zona di lavoro vs. rapporto tra le velocità della mola e del pezzo Temperatura media nella zona di lavoro in funzione del tasso specifico di asportazione per diverse velocità del pezzo 31

32 Rettifica - Danneggiamento termico e meccanico della superficie 32
33 Rettifica - Dimensioni della zona termicamente alterata 33
34 Rettifica - calcolo della potenza di lavorazione Per il calcolo della potenza richiesta nelle operazioni di rettifica si può impiegare la seguente relazione empirica: V s v / 30 W = k [kw] con: v = velocità di taglio [m/s] V = volume di truciolo asportato all unità di tempo [cm 3 /min] s = spessore della mola in contatto con il pezzo [cm] k Operazione 7,5 Rettifica in tondo per esterni 6,2 Rettifica in piano 7,0 Rettifica interna 34
Lavorazioni per abrasione (rettifica)
") Lavorazioni per abrasione (rettifica) Moto di taglio utensile rotatorio Moto di avanzamento utensile / pezzo Moto di registrazione utensile rettilineo curvilineo Moto di lavoro (cicloidale) rettilineo
Lavorazioni per abrasione (rettifica) Moto di taglio utensile rotatorio Moto di avanzamento utensile / pezzo Moto di registrazione utensile rettilineo curvilineo Moto di lavoro (cicloidale) rettilineo
Tecnologia dei Processi di Produzione. Tecnologie di Lavorazione Meccanica ad asportazione di truciolo
 Tecnologia dei Processi di Produzione Tecnologie di Lavorazione Meccanica ad asportazione di truciolo Lavorazioni ad asportazione di truciolo: Dalla piallatura in falegnameria... Truciolo alla tornitura
Tecnologia dei Processi di Produzione Tecnologie di Lavorazione Meccanica ad asportazione di truciolo Lavorazioni ad asportazione di truciolo: Dalla piallatura in falegnameria... Truciolo alla tornitura
Lavorazioni per asportazione di truciolo.
 Lavorazioni per asportazione di truciolo carmelo.demaria@unipi.it Asportazione di materiale Dalla piallatura in falegnameria... Truciolo alla tornitura in officina Asportazione di materiale Taglio Abrasivi
Lavorazioni per asportazione di truciolo carmelo.demaria@unipi.it Asportazione di materiale Dalla piallatura in falegnameria... Truciolo alla tornitura in officina Asportazione di materiale Taglio Abrasivi
- 5c - Rettificatura
 - 5c - Rettificatura 1 Definizione Lavorazione di finitura realizzata mediante utensile multitagliente a geometria non definita (mola) in grado di asportare facilmente trucioli anche submicrometrici. Angolo
- 5c - Rettificatura 1 Definizione Lavorazione di finitura realizzata mediante utensile multitagliente a geometria non definita (mola) in grado di asportare facilmente trucioli anche submicrometrici. Angolo
Processi per asportazione C.N. Processi per asportazione C.N. Generalità sui parametri di taglio. La tornitura. Foratura, fresatura e rettifica
 Processi per asportazione C.N. Processi per asportazione C.N. Generalità sui parametri di taglio La tornitura Il controllo numerico (C.N.) Ottimizzazione del processo 2 2006 Politecnico di Torino 1 Obiettivi
Processi per asportazione C.N. Processi per asportazione C.N. Generalità sui parametri di taglio La tornitura Il controllo numerico (C.N.) Ottimizzazione del processo 2 2006 Politecnico di Torino 1 Obiettivi
RETTIFICA. Rettifica lavorazione di finitura realizzata mediante utensile multitagliente a geometria non definita (mola).
.") RETTIFICA -FR Rettifica 1 Rettifica lavorazione di finitura realizzata ediante utensile ultitagliente a geoetria non definita (ola). Angolo di spoglia generalente negativo Rettifica 2 1 Tipologia di superfici
RETTIFICA -FR Rettifica 1 Rettifica lavorazione di finitura realizzata ediante utensile ultitagliente a geoetria non definita (ola). Angolo di spoglia generalente negativo Rettifica 2 1 Tipologia di superfici
Tecnologie mecc. di proc. e prod. - UdA n 2 - Taglio dei metalli: Lavorazioni di rettificatura. Rettificatura
 Rettificatura Le macchine rettificatrici impiegano come utensili la mola abrasiva con lo scopo di dare ai pezzi, già lavorati o trattati, forme e dimensioni contenute entro un ristretto campo di tolleranza
Rettificatura Le macchine rettificatrici impiegano come utensili la mola abrasiva con lo scopo di dare ai pezzi, già lavorati o trattati, forme e dimensioni contenute entro un ristretto campo di tolleranza
Rettificatura. LIUC - Ingegneria Gestionale 1
 Rettificatura LIUC - Ingegneria Gestionale 1 Rettificatura Consiste in un asportazione di sovrametallo in piccolissimi trucioli mediante utensili detti mole formate da grani abrasivi uniti da un legante
Rettificatura LIUC - Ingegneria Gestionale 1 Rettificatura Consiste in un asportazione di sovrametallo in piccolissimi trucioli mediante utensili detti mole formate da grani abrasivi uniti da un legante
POLITECNICO DI TORINO TECNOLOGIA MECCANICA IL CICLO DI LAVORAZIONE
 POLITECNICO DI TORINO TECNOLOGIA MECCANICA IL CICLO DI LAVORAZIONE DEFINIZIONE Il ciclo di lavorazione è, in senso lato, la successione logica di tutte le operazioni necessarie per trasformare un pezzo
POLITECNICO DI TORINO TECNOLOGIA MECCANICA IL CICLO DI LAVORAZIONE DEFINIZIONE Il ciclo di lavorazione è, in senso lato, la successione logica di tutte le operazioni necessarie per trasformare un pezzo
Foratura. Moto di taglio utensile rotatorio. Moto di avanzamento utensile. Moto di registrazione pezzo. lavorazioni. Asportazione di truciolo 120
 Foratura Moto di taglio utensile rotatorio Moto di avanzamento utensile rettilineo Moto di registrazione utensile pezzo Moto di lavoro elicoidale lavorazioni Asportazione di truciolo 120 Struttura trapani
Foratura Moto di taglio utensile rotatorio Moto di avanzamento utensile rettilineo Moto di registrazione utensile pezzo Moto di lavoro elicoidale lavorazioni Asportazione di truciolo 120 Struttura trapani
Corso di Tecnologia Meccanica
 Corso di Tecnologia Meccanica Modulo 4.4 Lavorazioni per asportazione di truciolo LIUC - Ingegneria Gestionale 1 Lavorazioni a moto di taglio rettilineo LIUC - Ingegneria Gestionale 2 Lavorazioni a moto
Corso di Tecnologia Meccanica Modulo 4.4 Lavorazioni per asportazione di truciolo LIUC - Ingegneria Gestionale 1 Lavorazioni a moto di taglio rettilineo LIUC - Ingegneria Gestionale 2 Lavorazioni a moto
MOLE DIAMANTATE e in CBN UTENSILI IN DIAMANTE CBN E METALLO DURO ACCESSORI
 4 A 2 T = E + X Metallbindung T1 = x + 1 mm Kunstharzbindung T1 = x + 2 mm 12 A 2 s=20 12 A 2 s=45 6 A 2 11 A 2 12 C 9 11 V 2 12 V 2 11 V 9 12 V 9 6 A 9 4 ET 9 4 BT 9 14 U 1 9 A 3 1 A 1 14 A 1 9 A 1 1
4 A 2 T = E + X Metallbindung T1 = x + 1 mm Kunstharzbindung T1 = x + 2 mm 12 A 2 s=20 12 A 2 s=45 6 A 2 11 A 2 12 C 9 11 V 2 12 V 2 11 V 9 12 V 9 6 A 9 4 ET 9 4 BT 9 14 U 1 9 A 3 1 A 1 14 A 1 9 A 1 1
con mole ceramiche convenzionali
 RETTIFICA IN PIANO PENDOLARE con mole ceramiche convenzionali Caratteristiche del prodotto: Usura ridotta Molatura a freddo Elevata capacità di taglio Suggerimenti di applicazione: Velocità di lavoro consigliata:
RETTIFICA IN PIANO PENDOLARE con mole ceramiche convenzionali Caratteristiche del prodotto: Usura ridotta Molatura a freddo Elevata capacità di taglio Suggerimenti di applicazione: Velocità di lavoro consigliata:
Il ciclo di lavorazione
 Il ciclo di lavorazione Si definisce ciclo di lavorazione la successione delle operazioni da compiere per la produzione di un particolare meccanico,nel rispetto delle indicazioni fornite da disegno esecutivo.
Il ciclo di lavorazione Si definisce ciclo di lavorazione la successione delle operazioni da compiere per la produzione di un particolare meccanico,nel rispetto delle indicazioni fornite da disegno esecutivo.
Tecnologia Meccanica
 11 settembre 2013 seguente componente in ghisa sferoidale. Si richiede: uno schizzo del modello, che mostri spoglie e raggi; Si utilizzi un sovrametallo di 2 mm su tutte le superfici, angoli di sformo
11 settembre 2013 seguente componente in ghisa sferoidale. Si richiede: uno schizzo del modello, che mostri spoglie e raggi; Si utilizzi un sovrametallo di 2 mm su tutte le superfici, angoli di sformo
Suggerimenti di applicazione:
 AFFILATURA DI UTENSILI CON MOLE CONVENZIONALI A LEGANTE CERAMICO Caratteristiche del prodotto: In caso di applicazione di granulometrie (46 100) e qualità Il corindone pregiato 89A bianco viene impiegato
AFFILATURA DI UTENSILI CON MOLE CONVENZIONALI A LEGANTE CERAMICO Caratteristiche del prodotto: In caso di applicazione di granulometrie (46 100) e qualità Il corindone pregiato 89A bianco viene impiegato
TOLLERANZE PER BARRE FINITE A FREDDO
 Azienda METALLURGICA VENETA TOLLERANZE PER BARRE FINITE A FREDDO astm a 108-03 TAB. A 1.1 Barre in acciaio pollici / MilliMeTri contenuto di carbonio MaX 0,28 % o Minore contenuto di carbonio oltre 0,28
Azienda METALLURGICA VENETA TOLLERANZE PER BARRE FINITE A FREDDO astm a 108-03 TAB. A 1.1 Barre in acciaio pollici / MilliMeTri contenuto di carbonio MaX 0,28 % o Minore contenuto di carbonio oltre 0,28
Tolleranze per Barre Finite a Freddo
 Tolleranze per Barre Finite a Freddo ASTM A 108-03 TAB. A 1.1 Barre in acciaio pollici / millimetri CONTENUTO DI CARBONIO MAX 0,28 % O MINORE CONTENUTO DI CARBONIO OLTRE 0,28 % FINO A 0,55% INCLUSO SEZIONE
Tolleranze per Barre Finite a Freddo ASTM A 108-03 TAB. A 1.1 Barre in acciaio pollici / millimetri CONTENUTO DI CARBONIO MAX 0,28 % O MINORE CONTENUTO DI CARBONIO OLTRE 0,28 % FINO A 0,55% INCLUSO SEZIONE
ADMX. Nuova generazione di frese con inserti ADMX 11. Vasta area di applicazioni Migliore qualita di superfici Elevata vita utensile
 ADMX Nuova generazione di frese con inserti ADMX 11 Vasta area di applicazioni Migliore qualita di superfici Elevata vita utensile NUOVI INSERTI E UTENSILI PER FRESATURA 11 Geometrie altamente positive
ADMX Nuova generazione di frese con inserti ADMX 11 Vasta area di applicazioni Migliore qualita di superfici Elevata vita utensile NUOVI INSERTI E UTENSILI PER FRESATURA 11 Geometrie altamente positive
TECNOLOGIA MECCANICA. Parte 11
 TECNOLOGIA MECCANICA Parte 11 Con la fresatura si o=engono numerose @pologie di superfici: piane o complesse, scanalatura semplici e complesse, smussi, sedi di lingue=e e chiave=e, ruote dentate. I mo@
TECNOLOGIA MECCANICA Parte 11 Con la fresatura si o=engono numerose @pologie di superfici: piane o complesse, scanalatura semplici e complesse, smussi, sedi di lingue=e e chiave=e, ruote dentate. I mo@
Lavorazioni non convenzionali
 Lavorazioni non convenzionali Lavorazioni non convezionali Le lavorazioni non convezionali sono quei processi che utilizzano tecniche di rimozione del materiale per via meccanica, elettrica, termica e
Lavorazioni non convenzionali Lavorazioni non convezionali Le lavorazioni non convezionali sono quei processi che utilizzano tecniche di rimozione del materiale per via meccanica, elettrica, termica e
COMPITO DI TECNOLOGIA MECCANICA
 COMPIO DI ECNOLOGIA MECCANICA 1) Ipotizzando di dover lavorare un grezzo (ø120 x 150) di acciaio con carico di rottura di 850 N/mm 2 con i seguenti vincoli riportati si calcoli per ogni operazione il tempo
COMPIO DI ECNOLOGIA MECCANICA 1) Ipotizzando di dover lavorare un grezzo (ø120 x 150) di acciaio con carico di rottura di 850 N/mm 2 con i seguenti vincoli riportati si calcoli per ogni operazione il tempo
Le nuove frese a manicotto FP 140
 Jongen Italia s.r.l. Le nuove frese a manicotto FP 140 con sottoplacchetta L`utensile Le nuove frese a manicotto sono particolarmente adatte per la spianatura di quasi tutti materiali comuni, offrendo
Jongen Italia s.r.l. Le nuove frese a manicotto FP 140 con sottoplacchetta L`utensile Le nuove frese a manicotto sono particolarmente adatte per la spianatura di quasi tutti materiali comuni, offrendo
M.Z.F. srl Acciai Speciali per Utensili Internet: Tel Fax
 Acciai per Utensili BLU TOOL Linea per Materie plastiche ACCIAIO BONIFICAT0 HB 300 Le leghe: BLU EXTRA BLU TOOL - BLU HARD - BLACK - FASTER - AZZUR - POLAR ESR - COBRAL ESR AVANT ESR -THOR ESR --------------------------------------------------------------------------------------------------------------------------------------------------------------
Acciai per Utensili BLU TOOL Linea per Materie plastiche ACCIAIO BONIFICAT0 HB 300 Le leghe: BLU EXTRA BLU TOOL - BLU HARD - BLACK - FASTER - AZZUR - POLAR ESR - COBRAL ESR AVANT ESR -THOR ESR --------------------------------------------------------------------------------------------------------------------------------------------------------------
ASPORTAZIONE DI TRUCIOLO - 4 DURATA DEL TAGLIENTE
 LAVORAZIONI PER SEPARAZIONE ASPORTAZIONE DI TRUCIOLO - 4 DURATA DEL TAGLIENTE Vittore Carassiti - INFN FE 1 INTRODUZIONE La velocità di taglio e gli altri parametri di lavorazione Alla velocità di taglio
LAVORAZIONI PER SEPARAZIONE ASPORTAZIONE DI TRUCIOLO - 4 DURATA DEL TAGLIENTE Vittore Carassiti - INFN FE 1 INTRODUZIONE La velocità di taglio e gli altri parametri di lavorazione Alla velocità di taglio
FRESATURA. Fresatura periferica
 FRESATURA La fresatura è una lavorazione per asportazione di materiale che consente di ottenere una vasta gamma di superfici (piani, spallamenti, scanalature, ecc.) mediante l azione di un utensile pluritagliente
FRESATURA La fresatura è una lavorazione per asportazione di materiale che consente di ottenere una vasta gamma di superfici (piani, spallamenti, scanalature, ecc.) mediante l azione di un utensile pluritagliente
SECONDO CICLO DI LAVORAZIONE PER LA PRODUZIONE DI UN
 Tecnologia Meccanica I SECONDO CICLO DI LAVORAZIONE PER LA PRODUZIONE DI UN PARTICOLARE MECCANICO Dipartimento di Sistemi di produzione ed economia dell Azienda =8 Ciclo di lavorazione = 3.2 Mat. : C40
Tecnologia Meccanica I SECONDO CICLO DI LAVORAZIONE PER LA PRODUZIONE DI UN PARTICOLARE MECCANICO Dipartimento di Sistemi di produzione ed economia dell Azienda =8 Ciclo di lavorazione = 3.2 Mat. : C40
Il ciclo di lavorazione
 Il ciclo di lavorazione Analisi critica del disegno di progetto Riprogettazione del componente (ove necessario) Determinazione dei processi tecnologici e scelta delle macchine utensili Stesura del ciclo
Il ciclo di lavorazione Analisi critica del disegno di progetto Riprogettazione del componente (ove necessario) Determinazione dei processi tecnologici e scelta delle macchine utensili Stesura del ciclo
LASER E PRODUZIONE: CARATTERISTICHE, APPLICAZIONI E TENDENZE FUTURE
 Università degli Studi di L Aquila Dipartimento di Ingegneria Meccanica, Energetica e Gestionale UCIMU-SISTEMI PER PRODURRE Associazione Costruttori Italiani Macchine Utensili, Robot e Automazione LASER
Università degli Studi di L Aquila Dipartimento di Ingegneria Meccanica, Energetica e Gestionale UCIMU-SISTEMI PER PRODURRE Associazione Costruttori Italiani Macchine Utensili, Robot e Automazione LASER
Introduzione. (*) Per la lavorazione di materiali ferrosi
 Per la lavorazione di materiali ferrosi") & CBN diamante AMIS S.r.l. Via Severino Doppi 4/a - 10095 Grugliasco (TO) Tel + 39 011 308.28.35 - Fax + 39 011 314.93.16 info@catetoabrasivi.com - www.catetoabrasivi.com P.IVA / CF: 10414490010 - Rea:
& CBN diamante AMIS S.r.l. Via Severino Doppi 4/a - 10095 Grugliasco (TO) Tel + 39 011 308.28.35 - Fax + 39 011 314.93.16 info@catetoabrasivi.com - www.catetoabrasivi.com P.IVA / CF: 10414490010 - Rea:
Mole Abrasive dal 1965
 Mole Abrasive dal 1965 Mole Abrasive dal 1965 indice... indice 5 6 Mole Centerless Mole senza centri Mole per Rettifiche in tondo esterno 7 8 Mole per Rettifiche in piano Mole Profilate per lavorazione
Mole Abrasive dal 1965 Mole Abrasive dal 1965 indice... indice 5 6 Mole Centerless Mole senza centri Mole per Rettifiche in tondo esterno 7 8 Mole per Rettifiche in piano Mole Profilate per lavorazione
ASPORTAZIONE DI TRUCIOLO ASPORTAZIONE DI TRUCIOLO
 ASPORTAZIONE DI TRUCIOLO ASPORTAZIONE DI TRUCIOLO Distacco di alcune parti di materiale dal pezzo attraverso l interazione con utensili che agiscono in maniera progressiva truciolo utensile - cinematica
ASPORTAZIONE DI TRUCIOLO ASPORTAZIONE DI TRUCIOLO Distacco di alcune parti di materiale dal pezzo attraverso l interazione con utensili che agiscono in maniera progressiva truciolo utensile - cinematica
Riferimenti: Levi/Zompì Tecnologia meccanica cap. 6 Giusti/Santochi Tecnologia meccanica cap. 9
 LAVORAZIONI DI FORATURA - ALESATURA Riferimenti: Levi/Zompì Tecnologia meccanica cap. 6 Giusti/Santochi Tecnologia meccanica cap. 9 1 FORATURA 2 FORATURA a z D/2 Moto di taglio: moto rotatorio dell utensile
LAVORAZIONI DI FORATURA - ALESATURA Riferimenti: Levi/Zompì Tecnologia meccanica cap. 6 Giusti/Santochi Tecnologia meccanica cap. 9 1 FORATURA 2 FORATURA a z D/2 Moto di taglio: moto rotatorio dell utensile
Precision Cutting Tools FRESE IN METALLO DURO + NUOVO PROGRAMMA COMPLETO 2017
 IT Precision Cutting Tools FRESE IN METALLO DURO + NUOVO PROGRAMMA COMPLETO 2017 Codice ISO ISO P M K N S H acciaio, acciaio altamente legato acciaio inossidabile ghisa grigia, ghisa sferoidale e malleabile
IT Precision Cutting Tools FRESE IN METALLO DURO + NUOVO PROGRAMMA COMPLETO 2017 Codice ISO ISO P M K N S H acciaio, acciaio altamente legato acciaio inossidabile ghisa grigia, ghisa sferoidale e malleabile
Lavorazioni per asportazione di truciolo
 Lavorazioni per asportazione di truciolo Distacco di alcune parti di materiale dal pezzo attraverso l interazione con utensili che agiscono in maniera progressiva - cinematica del taglio - meccanica del
Lavorazioni per asportazione di truciolo Distacco di alcune parti di materiale dal pezzo attraverso l interazione con utensili che agiscono in maniera progressiva - cinematica del taglio - meccanica del
Il ciclo di lavorazione
 Il ciclo di lavorazione Analisi critica del disegno di progetto Riprogettazione del componente (ove necessario) Determinazione dei processi tecnologici e scelta delle macchine utensili Stesura del ciclo
Il ciclo di lavorazione Analisi critica del disegno di progetto Riprogettazione del componente (ove necessario) Determinazione dei processi tecnologici e scelta delle macchine utensili Stesura del ciclo
passion for precision Fresa ad alto rendimento NX-NVD
 passion for precision Fresa ad alto rendimento NX-NVD Alto rendimento universale con doppia scanalatura ed elica variabile [ 2 ] Le frese ad alto rendimento del tipo NX-NVD con geometria a doppia scanalatura
passion for precision Fresa ad alto rendimento NX-NVD Alto rendimento universale con doppia scanalatura ed elica variabile [ 2 ] Le frese ad alto rendimento del tipo NX-NVD con geometria a doppia scanalatura
TECNOLOGIA DI FRESATURA FRESE PASSO VARIABILE
 1 TECNOLOGIA DI FRESATURA FRESE PASSO VARIABILE e DIVISIONE IRREGOLARE IG7 CATALOGO e LISTINO 2015 2 Una nuova geometria per una maggiore produttività Nelle lavorazioni di fresatura il tagliente entra
1 TECNOLOGIA DI FRESATURA FRESE PASSO VARIABILE e DIVISIONE IRREGOLARE IG7 CATALOGO e LISTINO 2015 2 Una nuova geometria per una maggiore produttività Nelle lavorazioni di fresatura il tagliente entra
ESERCITAZIONE -- ASTA PORTACOMPARATORE
 ESERCITAZIONE -- ASTA PORTACOMPARATORE 1 Progettare l asta di un comparatore (determinarne diametro e materiale) OBIETTIVO minimizzare il costo F VINCOLI FUNZIONALI freccia massima di inflessione, tolleranza
ESERCITAZIONE -- ASTA PORTACOMPARATORE 1 Progettare l asta di un comparatore (determinarne diametro e materiale) OBIETTIVO minimizzare il costo F VINCOLI FUNZIONALI freccia massima di inflessione, tolleranza
ESAME DI STATO 2012/2013 INDIRIZZO MECCANICA
 ESAME DI STATO 2012/2013 INDIRIZZO MECCANICA TEMA DI:DISEGNO, PROGETTAZIONE, ORGANIZZAZIONE INDUSTRIALE Dimensionamento dell albero L albero rappresentato nell allegato può essere assimilato ad una trave
ESAME DI STATO 2012/2013 INDIRIZZO MECCANICA TEMA DI:DISEGNO, PROGETTAZIONE, ORGANIZZAZIONE INDUSTRIALE Dimensionamento dell albero L albero rappresentato nell allegato può essere assimilato ad una trave
PROGRAMMA SVOLTO Anno Scolastico:2016/2017 MATERIA : TECNOLOGIA MECCANICA DI PRODOTTO E DI PROCESSO MECCANICI /DIURNO CLASSE: 4 C MECCATRONICA
 Anno Scolastico:2016/2017 Pagine 1 di 5 MATERIA : TECNOLOGIA MECCANICA DI PRODOTTO E DI PROCESSO MECCANICI /DIURNO CLASSE: 4 C MECCATRONICA Prof.: Fortunato LAURIA 15 giugno 2017 DOC F. Lauria 15 giugno
Anno Scolastico:2016/2017 Pagine 1 di 5 MATERIA : TECNOLOGIA MECCANICA DI PRODOTTO E DI PROCESSO MECCANICI /DIURNO CLASSE: 4 C MECCATRONICA Prof.: Fortunato LAURIA 15 giugno 2017 DOC F. Lauria 15 giugno
ALMA MATER STUDIORUM - UNIVERSITÀ DI BOLOGNA SCUOLA DI INGEGNERIA E ARCHITETTURA DIPARTIMENTO DI INGEGNERIA INDUSTRIALE
 ALMA MATER STUDIORUM - UNIVERSITÀ DI BOLOGNA SCUOLA DI INGEGNERIA E ARCHITETTURA DIPARTIMENTO DI INGEGNERIA INDUSTRIALE CORSO DI LAUREA IN INGEGNERIA MECCANICA TESI DI LAUREA in TECNOLOGIA MECCANICA E
ALMA MATER STUDIORUM - UNIVERSITÀ DI BOLOGNA SCUOLA DI INGEGNERIA E ARCHITETTURA DIPARTIMENTO DI INGEGNERIA INDUSTRIALE CORSO DI LAUREA IN INGEGNERIA MECCANICA TESI DI LAUREA in TECNOLOGIA MECCANICA E
LAVORAZIONI MEDIANTE ELETTRO - EROSIONE. Electro Discharge Machining - EDM
 LAVORAZIONI MEDIANTE ELETTRO - EROSIONE Electro Discharge Machining - EDM 1 Tecnologie Speciali ELETTROEROSIONE Processo di sagomatura in cui una serie di scariche elettriche si innescano tra l elettrodo
LAVORAZIONI MEDIANTE ELETTRO - EROSIONE Electro Discharge Machining - EDM 1 Tecnologie Speciali ELETTROEROSIONE Processo di sagomatura in cui una serie di scariche elettriche si innescano tra l elettrodo
PARAMETRI DI PROCESSO
 PARAMETRI DI PROCESSO Elettrici Corrente: I Tensione: V t on t off t on /(t on +t off ) = duty cycle Polarità Geometrici Ampiezza del gap: d g Fisici Tipo di dielettrico Cinematici Velocità del dielettrico
PARAMETRI DI PROCESSO Elettrici Corrente: I Tensione: V t on t off t on /(t on +t off ) = duty cycle Polarità Geometrici Ampiezza del gap: d g Fisici Tipo di dielettrico Cinematici Velocità del dielettrico
Asportazione di truciolo. LIUC - Ingegneria Gestionale 1
 Asportazione di truciolo LIUC - Ingegneria Gestionale 1 L asportazione di truciolo Per asportazione di truciolo (taglio e rimozione del materiale) si lavorano a freddo grezzi di fonderia e semilavorati
Asportazione di truciolo LIUC - Ingegneria Gestionale 1 L asportazione di truciolo Per asportazione di truciolo (taglio e rimozione del materiale) si lavorano a freddo grezzi di fonderia e semilavorati
SISTEMI DI BLOCCAGGIO DEL PEZZO SULLA MACCHINA
 SISTEMI DI BLOCCAGGIO DEL PEZZO SULLA MACCHINA SONO DIVERSISSIMI. E opportuno conoscere quelli tipici di più largo impiego. IN OGNI CASO IL BLOCCAGGIO SCELTO DEVE ASSICURARCI: la stabilità del pezzo che
SISTEMI DI BLOCCAGGIO DEL PEZZO SULLA MACCHINA SONO DIVERSISSIMI. E opportuno conoscere quelli tipici di più largo impiego. IN OGNI CASO IL BLOCCAGGIO SCELTO DEVE ASSICURARCI: la stabilità del pezzo che
Prodotti compattati BZN* Placchette e inserti per utensili. Lavorazione di materiali ferrosi
 BZN* Placchette e inserti per utensili Lavorazione di materiali ferrosi BZN* Placchette e inserti per utensili Diamond Innovations produce una linea completa di prodotti di alta qualità in CBN policristallino
BZN* Placchette e inserti per utensili Lavorazione di materiali ferrosi BZN* Placchette e inserti per utensili Diamond Innovations produce una linea completa di prodotti di alta qualità in CBN policristallino
LE LAVORAZIONI INDUSTRIALI
 LE LAVORAZIONI INDUSTRIALI Tornitura Foratura Fresatura Rettifica Altre lavorazioni 1 LAVORAZIONI INDUSTRIALI Nelle lavorazioni industriali per asportazione di truciolo sono sempre presenti: Pezzo Grezzo
LE LAVORAZIONI INDUSTRIALI Tornitura Foratura Fresatura Rettifica Altre lavorazioni 1 LAVORAZIONI INDUSTRIALI Nelle lavorazioni industriali per asportazione di truciolo sono sempre presenti: Pezzo Grezzo
I CICLI DI LAVORAZIONE
 Generalità I CICLI DI LAVORAZIONE Si dice CICLO DI LAVORAZIONE tutto l insieme di operazioni necessarie a fabbricare un singolo elemento attraverso una successione di processi tecnologici (fusione, stampaggio,
Generalità I CICLI DI LAVORAZIONE Si dice CICLO DI LAVORAZIONE tutto l insieme di operazioni necessarie a fabbricare un singolo elemento attraverso una successione di processi tecnologici (fusione, stampaggio,
Processi per asportazione C.N. Processi per asportazione C.N. Generalità sui parametri di taglio
 Processi per asportazione C.N. Processi per asportazione C.N. La tornitura Foratura, fresatura e rettifica Il controllo numerico (C.N.) Ottimizzazione del processo 2 2006 Politecnico di Torino 1 Obiettivi
Processi per asportazione C.N. Processi per asportazione C.N. La tornitura Foratura, fresatura e rettifica Il controllo numerico (C.N.) Ottimizzazione del processo 2 2006 Politecnico di Torino 1 Obiettivi
Classificazione delle lavorazioni per asportazione di truciolo
 Classificazione delle lavorazioni per asportazione di truciolo Classificazione secondo i movimenti Moto di taglio Moto di avanzamento Moto di registrazione - rettilineo - alternativo - rotatorio - continuo
Classificazione delle lavorazioni per asportazione di truciolo Classificazione secondo i movimenti Moto di taglio Moto di avanzamento Moto di registrazione - rettilineo - alternativo - rotatorio - continuo
Asportazione di truciolo. LIUC - Ingegneria Gestionale 1
 Asportazione di truciolo LIUC - Ingegneria Gestionale 1 L asportazione di truciolo Per asportazione di truciolo (taglio e rimozione del materiale) si lavorano a freddo grezzi di fonderia e semilavorati
Asportazione di truciolo LIUC - Ingegneria Gestionale 1 L asportazione di truciolo Per asportazione di truciolo (taglio e rimozione del materiale) si lavorano a freddo grezzi di fonderia e semilavorati
Mole in CBN. Figura N 1- (immagine ricavata dal sito WEB :
 Mole in CBN Il Nitruro di Boro Cubico, conosciuto con la sigla CBN della General Electric e con la sigla ABN dalla Van de Beers è un materiale che come durezza è inferiore solo al diamante. Esso è usato
Mole in CBN Il Nitruro di Boro Cubico, conosciuto con la sigla CBN della General Electric e con la sigla ABN dalla Van de Beers è un materiale che come durezza è inferiore solo al diamante. Esso è usato
EPS/TPS. Fresa di precisione per spallamenti retti a 90 effettivi. Inserti con differenti raggi e nuovi corpi fresa con codolo Weldon
 Keeping the Customer First Tungaloy Report No.5-I1 Fresa di precisione per spallamenti retti a 90 effettivi EPS/TPS Inserti con differenti raggi e nuovi corpi fresa con codolo Weldon EPS & TPS Fresa di
Keeping the Customer First Tungaloy Report No.5-I1 Fresa di precisione per spallamenti retti a 90 effettivi EPS/TPS Inserti con differenti raggi e nuovi corpi fresa con codolo Weldon EPS & TPS Fresa di
Jongen Italia s.r.l. Fresare con la tipologia INSERTO
 Jongen Italia s.r.l. Fresare con la tipologia INSERTO 75 GLI UTENSILI > nuova serie per spallamento retto che garantisce la massima produttività e precisione riducendo il carico sulla fresatrice CARATTERISTICHE
Jongen Italia s.r.l. Fresare con la tipologia INSERTO 75 GLI UTENSILI > nuova serie per spallamento retto che garantisce la massima produttività e precisione riducendo il carico sulla fresatrice CARATTERISTICHE
Jongen Italia s.r.l. La nuova fresa del tipo FP 49. permette un impegno assiale fino a 17 mm
 Jongen Italia s.r.l. La nuova fresa del tipo FP 49 permette un impegno assiale fino a 17 mm GLI UTENSILI F Nuova serie per spallamento retto che garantisce la massima produttività e precisione riducendo
Jongen Italia s.r.l. La nuova fresa del tipo FP 49 permette un impegno assiale fino a 17 mm GLI UTENSILI F Nuova serie per spallamento retto che garantisce la massima produttività e precisione riducendo
Il ciclo di lavorazione
 Il ciclo di lavorazione Analisi critica del disegno di progetto Riprogettazione del componente (ove necessario) Determinazione dei processi tecnologici e scelta delle macchine utensili Stesura del ciclo
Il ciclo di lavorazione Analisi critica del disegno di progetto Riprogettazione del componente (ove necessario) Determinazione dei processi tecnologici e scelta delle macchine utensili Stesura del ciclo
. n s U d = = Avanzamento dell'utensile. v d
 Ravvivatori Caratteristiche del prodotto: Grazie a una sezione trasversale del diamante definita in modo preciso per tutta la durata, le placchette per ravvivatura CSS garantiscono un risultato di ravvivatura
Ravvivatori Caratteristiche del prodotto: Grazie a una sezione trasversale del diamante definita in modo preciso per tutta la durata, le placchette per ravvivatura CSS garantiscono un risultato di ravvivatura
Codolo DIN 6535 HA/HB DIN taglienti. Ottima asportazione. Elica 36 /38. del truciolo. Collarino anticollisione. Rivestimento Signum
 Codolo DI 6535 HA/HB DI 6527 4-taglienti Elica 36 /38 Ottima asportazione del truciolo Collarino anticollisione Rivestimento Signum Smusso di rinforzo Geometria frontale per foratura e lavorazioni in rampa
Codolo DI 6535 HA/HB DI 6527 4-taglienti Elica 36 /38 Ottima asportazione del truciolo Collarino anticollisione Rivestimento Signum Smusso di rinforzo Geometria frontale per foratura e lavorazioni in rampa
Aumentare la produttività in assoluto silenzio. Silent Tools
 Aumentare la produttività in assoluto silenzio Silent Tools Godetevi il silenzio Silent Tools è da lungo tempo un marchio affermato per una famiglia di utensili antivibranti per tornitura, fresatura, barenatura
Aumentare la produttività in assoluto silenzio Silent Tools Godetevi il silenzio Silent Tools è da lungo tempo un marchio affermato per una famiglia di utensili antivibranti per tornitura, fresatura, barenatura
IL TAGLIO ORBITALE DELLE VITI SENZA FINE UNA TECNOLOGIA ECOSOSTENIBILE
 IL TAGLIO ORBITALE DELLE VITI SENZA FINE UNA TECNOLOGIA ECOSOSTENIBILE Marco Benincasa (Benincasa Meccanica) Giampaolo Giacomozzi (Varvel SpA) Massimiliano Turci (Studio Tecnico Turci) Riduttori a vite
IL TAGLIO ORBITALE DELLE VITI SENZA FINE UNA TECNOLOGIA ECOSOSTENIBILE Marco Benincasa (Benincasa Meccanica) Giampaolo Giacomozzi (Varvel SpA) Massimiliano Turci (Studio Tecnico Turci) Riduttori a vite
CATALOGO DEI PRODOTTI STANDARD E DI MAGAZZINO. Edizione gennaio Una società del gruppo SWAROVSKI
 CATALOGO DEI PRODOTTI STANDARD E DI MAGAZZINO Divisione meccanica di precisione e metallurgia Edizione gennaio 2013 Una società del gruppo SWAROVSKI Indice TYROLIT in generale 6 7 Ordini, condizioni di
CATALOGO DEI PRODOTTI STANDARD E DI MAGAZZINO Divisione meccanica di precisione e metallurgia Edizione gennaio 2013 Una società del gruppo SWAROVSKI Indice TYROLIT in generale 6 7 Ordini, condizioni di
NUOVO! Dischi fibrati COMBICLICK un sistema brevettato di attacco rapido ed autoraffreddante
 un sistema brevettato di attacco rapido ed autoraffreddante NUOVO! Fino al 25% in più di asportazione. Fino al 30% in meno di usura dell utensile. Fino al 30% in meno di riscaldamento del pezzo. Tempi
un sistema brevettato di attacco rapido ed autoraffreddante NUOVO! Fino al 25% in più di asportazione. Fino al 30% in meno di usura dell utensile. Fino al 30% in meno di riscaldamento del pezzo. Tempi
TRATTAMENTI TERMICI DEI MATERIALI FERROSI
 TRATTAMENTI TERMICI DEI MATERIALI FERROSI Tempra Processi di tempra A seconda di come viene eseguito il trattamento, consentono di ottenere: un cambiamento di struttura totale a temperatura ambiente con
TRATTAMENTI TERMICI DEI MATERIALI FERROSI Tempra Processi di tempra A seconda di come viene eseguito il trattamento, consentono di ottenere: un cambiamento di struttura totale a temperatura ambiente con
UNA GAMMA COMPLETA DI SOLUZIONI PER OGNI APPLICAZIONE AUMENTA IL TUO STANDARD MIGLIORA LA TUA PRODUTTIVITA
 UNA GAMMA COMPLETA DI SOLUZIONI PER OGNI APPLICAZIONE AUMENTA IL TUO STANDARD MIGLIORA LA TUA PRODUTTIVITA LA GAMMA NORTON BDX OFFRE SOLUZIONI PER TUTTE LE APPLICAZIONI INDUSTRIALI Il marchio Norton è
UNA GAMMA COMPLETA DI SOLUZIONI PER OGNI APPLICAZIONE AUMENTA IL TUO STANDARD MIGLIORA LA TUA PRODUTTIVITA LA GAMMA NORTON BDX OFFRE SOLUZIONI PER TUTTE LE APPLICAZIONI INDUSTRIALI Il marchio Norton è
AC820P / AC830P. New. Nuova tecnologia nella tornitura Inserti con rivestimento Super FF ACE COAT
 TOOLING NEWS I-8 Nuova tecnologia nella tornitura Inserti con rivestimento Super FF ACE COAT / Grado ad alto rendimento per la tornitura di acciaio Vasto campo di applicazione Elevata resistenza allʼ usura
TOOLING NEWS I-8 Nuova tecnologia nella tornitura Inserti con rivestimento Super FF ACE COAT / Grado ad alto rendimento per la tornitura di acciaio Vasto campo di applicazione Elevata resistenza allʼ usura
M.Z.F. srl Acciai Speciali per Utensili Internet: www.mzf.it Tel. 039-2913539 Fax. 039-2913480 E-mail: mzf@mzf.it
 Acciai per Utensili BLU EXTRA Linea per Materie plastiche ACCIAIO BONIFICAT0 HB 300-330 Le leghe: BLU EXTRA BLU TOOL - BLU HARD - BLACK - FASTER - AZZUR - POLAR ESR - COBRAL ESR AVANT ESR -THOR ESR ------------------------------------------------------------------------------------------------------------------------------------------
Acciai per Utensili BLU EXTRA Linea per Materie plastiche ACCIAIO BONIFICAT0 HB 300-330 Le leghe: BLU EXTRA BLU TOOL - BLU HARD - BLACK - FASTER - AZZUR - POLAR ESR - COBRAL ESR AVANT ESR -THOR ESR ------------------------------------------------------------------------------------------------------------------------------------------
NS - Frese sferiche 3 tagli
 NS - Frese sferiche 3 tagli Rivestite Mugen Premium per acciai temprati "hard" Rivestite Mugen 2 rivestimenti adatti per fresare Il design a 3 taglienti e la spaziatura diversa tra essi elia Frese sferiche
NS - Frese sferiche 3 tagli Rivestite Mugen Premium per acciai temprati "hard" Rivestite Mugen 2 rivestimenti adatti per fresare Il design a 3 taglienti e la spaziatura diversa tra essi elia Frese sferiche
TRATTAMENTI TERMOCHIMICI DI DIFFUSIONE (o di indurimento superficiale)
") TRATTAMENTI TERMOCHIMICI DI DIFFUSIONE (o di indurimento superficiale) Scopo di questi trattamenti è di modificare la composizione chimica degli strati superficiali di pezzi meccanici ( e quindi anche
TRATTAMENTI TERMOCHIMICI DI DIFFUSIONE (o di indurimento superficiale) Scopo di questi trattamenti è di modificare la composizione chimica degli strati superficiali di pezzi meccanici ( e quindi anche
ESAME DI STATO 2008/09 INDIRIZZO MECCANICA TEMA DI : DISEGNO, PROGETTAZIONE, ORGANIZZAZIONE INDUSTRIALE
 ESAME DI STATO 2008/09 INDIRIZZO MECCANICA TEMA DI : DISEGNO, PROGETTAZIONE, ORGANIZZAZIONE INDUSTRIALE Verifica di stabilità dell albero L albero rappresentato nell allegato può essere assimilato ad una
ESAME DI STATO 2008/09 INDIRIZZO MECCANICA TEMA DI : DISEGNO, PROGETTAZIONE, ORGANIZZAZIONE INDUSTRIALE Verifica di stabilità dell albero L albero rappresentato nell allegato può essere assimilato ad una
PROCESSO DELL ASPORTAZIONE DEL METALLO
 PROCESSO DELL ASPORTAZIONE DEL METALLO Formazione del truciolo La lavorazione meccanica di un elemento, ha lo scopo di mutarne la forma e le dimensioni per ottenere un particolare meccanico conforme alle
PROCESSO DELL ASPORTAZIONE DEL METALLO Formazione del truciolo La lavorazione meccanica di un elemento, ha lo scopo di mutarne la forma e le dimensioni per ottenere un particolare meccanico conforme alle
Frese ed inserti. LNGX 12 e LNGU 16. Nuova linea di fresatura
 Frese ed inserti LGX 12 e LGU 16 i cambia uova linea di fresatura Frese ed inserti per fresatura LGX 12 e LGU 16 Entrambi gli inserti hanno 4 taglienti Caratteristiche: Inserti con 4 taglienti 2 geometrie
Frese ed inserti LGX 12 e LGU 16 i cambia uova linea di fresatura Frese ed inserti per fresatura LGX 12 e LGU 16 Entrambi gli inserti hanno 4 taglienti Caratteristiche: Inserti con 4 taglienti 2 geometrie
Promozione Metallo Duro Linea Speed
 Promozione Metallo Duro Linea Speed PROMOZIONE valida da 01.03.2017 a 30.06.2017 Speeddrill / Speeddrill 4.0 // Soario Soario Metallo duro integrale Speeddrill Standard DIN 6537K DIN 6537L WN DIN 6537K
Promozione Metallo Duro Linea Speed PROMOZIONE valida da 01.03.2017 a 30.06.2017 Speeddrill / Speeddrill 4.0 // Soario Soario Metallo duro integrale Speeddrill Standard DIN 6537K DIN 6537L WN DIN 6537K
Con mole ceramiche convenzionali
 RETTIFICA IN TONDO ESTERNA Con mole ceramiche convenzionali Caratteristiche del prodotto: Per la lavorazione di rettifica in tondo esterna TYROLIT offre un sistema completo, che abbinato ad impianti di
RETTIFICA IN TONDO ESTERNA Con mole ceramiche convenzionali Caratteristiche del prodotto: Per la lavorazione di rettifica in tondo esterna TYROLIT offre un sistema completo, che abbinato ad impianti di
ad asportazione di truciolo
 Lavorazioni ad asportazione di truciolo FORMAZIONE DEL TRUCIOLO Per l interpretazione del processo di formazione del truciolo useremo il modello detto taglio ortogonale (tagliente perpendicolare alla velocità
Lavorazioni ad asportazione di truciolo FORMAZIONE DEL TRUCIOLO Per l interpretazione del processo di formazione del truciolo useremo il modello detto taglio ortogonale (tagliente perpendicolare alla velocità
T T T8345
 T83 - T833 - T834 Qualità di tornitura di nuova generazione Linea T83 con rivestimenti PVD 1 NUOVE QUALITA PER TORNITURA LINEA T83 ELEVATA RESA CON GRANDE STABILITA NUOVA LINEA PER ACCIAI INOSSIDABLI Una
T83 - T833 - T834 Qualità di tornitura di nuova generazione Linea T83 con rivestimenti PVD 1 NUOVE QUALITA PER TORNITURA LINEA T83 ELEVATA RESA CON GRANDE STABILITA NUOVA LINEA PER ACCIAI INOSSIDABLI Una
passion for precision Fresa a testa sferica Sphero-XR / Sphero-XF Fresatura 3D alla perfezione
 passion for precision Fresa a testa sferica Sphero-R / Sphero-F Fresatura 3D alla perfezione Fresatura 3D perfetta con frese Sphero- [ 2 ] Le frese a testa sferica Sphero- sono state sviluppate per la
passion for precision Fresa a testa sferica Sphero-R / Sphero-F Fresatura 3D alla perfezione Fresatura 3D perfetta con frese Sphero- [ 2 ] Le frese a testa sferica Sphero- sono state sviluppate per la
Le frese cilindrico-frontali in metallo duro
 Le frese cilindrico-frontali in metallo duro Le frese cilindrico-frontali fanno parte di una vastissima categoria di utensili impiegati diffusamente in ogni tipo di lavorazione meccanica. Questi utensili
Le frese cilindrico-frontali in metallo duro Le frese cilindrico-frontali fanno parte di una vastissima categoria di utensili impiegati diffusamente in ogni tipo di lavorazione meccanica. Questi utensili
FRESE ROTATIVE IN HARTMETALL CON DENTATURA 3R
 FRESE ROTATIVE IN HARTMETALL CON DENTATURA 3R Simile 8032 / 8033 Le frese con dentatura (taglio) incrociata del tipo 3R Heavy Duty sono meno sensibili agli urti ed ai contraccolpi e per questo idonei per
FRESE ROTATIVE IN HARTMETALL CON DENTATURA 3R Simile 8032 / 8033 Le frese con dentatura (taglio) incrociata del tipo 3R Heavy Duty sono meno sensibili agli urti ed ai contraccolpi e per questo idonei per
IL PRODOTTO DA REALIZZARE
 IL PRODOTTO DA REALIZZARE 1 Parte 1: analisi della funzionalità del prodotto La trancia Una cinghia cui viene impresso un moto rotatorio da un motore esterno è collegata alla puleggia; la puleggia trasmette
IL PRODOTTO DA REALIZZARE 1 Parte 1: analisi della funzionalità del prodotto La trancia Una cinghia cui viene impresso un moto rotatorio da un motore esterno è collegata alla puleggia; la puleggia trasmette
Lavorazioni per abrasione. Classificazione. Possono produrre superfici lisce rispettando tolleranze strette Si possono lavorare materiali duri
 Lavorazioni per abrasione Classificazione Possono produrre superfici lisce rispettando tolleranze strette Si possono lavorare materiali duri L asportazione tramite abrasione I taglienti sono distribuiti
Lavorazioni per abrasione Classificazione Possono produrre superfici lisce rispettando tolleranze strette Si possono lavorare materiali duri L asportazione tramite abrasione I taglienti sono distribuiti
UTENSILI PER TORNIRE
 di Tecnologia Meccanica UTENSILI PER TORNIRE A cura dei proff. Morotti Giovanni e Santoriello Sergio Utensili per tornire Gli utensili impiegati sul tornio sono numerosi, in relazione alle molteplici operazioni
di Tecnologia Meccanica UTENSILI PER TORNIRE A cura dei proff. Morotti Giovanni e Santoriello Sergio Utensili per tornire Gli utensili impiegati sul tornio sono numerosi, in relazione alle molteplici operazioni
ASX400 NOVITA' Per una fresatura stabile in spallamento anche con asportazioni pesanti. B023I. Fresa ad inserti per la fresatura in spallamento
 NOVITA' 2014.01 Update B023I Fresa ad inserti per la fresatura in spallamento ASX400 Per una fresatura stabile in spallamento anche con asportazioni pesanti. Nuovi gradi rivestiti ora disponibili Fresa
NOVITA' 2014.01 Update B023I Fresa ad inserti per la fresatura in spallamento ASX400 Per una fresatura stabile in spallamento anche con asportazioni pesanti. Nuovi gradi rivestiti ora disponibili Fresa
FP 85 per la lavorazione di alluminio
 I nuovi utensili FP 85 per la lavorazione di alluminio Jongen Italia s.r.l. 1.) Caratteristiche Tempi di lavorazione minimi impiegando alti parametri di taglio Alte prestazioni di taglio grazie all ottima
I nuovi utensili FP 85 per la lavorazione di alluminio Jongen Italia s.r.l. 1.) Caratteristiche Tempi di lavorazione minimi impiegando alti parametri di taglio Alte prestazioni di taglio grazie all ottima
Tornitura. angolo di spoglia superiore C materiale da lavorare parametri di lavorazione interazione tra truciolo ed utensile
 Tornitura Le lavorazioni eseguite al tornio sono lavorazioni basate sull' asportazione di truciolo ad opera di un utensile la cui geometria ed il materiale con cui viene realizzato dipendono dal materiale
Tornitura Le lavorazioni eseguite al tornio sono lavorazioni basate sull' asportazione di truciolo ad opera di un utensile la cui geometria ed il materiale con cui viene realizzato dipendono dal materiale
Lavorazioni a secco di impasti, supporti, smalti e pigmenti :
 Lavorazioni a secco di impasti, supporti, smalti e pigmenti : La squadratura a secco : qualità produttiva nel rispetto dell ambiente. SOCIETA CERAMICA ITALINA / ACIMAC / 7.07.2011 1/11 Processo di finitura
Lavorazioni a secco di impasti, supporti, smalti e pigmenti : La squadratura a secco : qualità produttiva nel rispetto dell ambiente. SOCIETA CERAMICA ITALINA / ACIMAC / 7.07.2011 1/11 Processo di finitura
ConeFit TM Per la massima flessibilità.
 Competenza di prodotto _COMPETENZA NELL ASPORTAZIONE DEL TRUCIOLO Fresatura ConeFit TM Per la massima flessibilità. WALTER PROTOTYP ConeFit Sistema di fresatura modulare IL SISTEMA DI UTENSILI Sistema
Competenza di prodotto _COMPETENZA NELL ASPORTAZIONE DEL TRUCIOLO Fresatura ConeFit TM Per la massima flessibilità. WALTER PROTOTYP ConeFit Sistema di fresatura modulare IL SISTEMA DI UTENSILI Sistema
Il ciclo di lavorazione. Industrializzazione prodotto
 Il ciclo di lavorazione Il ciclo di lavorazione definizioni FASE: insieme ordinato di operazioni realizzate presso il medesimo posto di lavoro con o senza lo smontaggio e riposizionamento del pezzo SOTTO-FASE:
Il ciclo di lavorazione Il ciclo di lavorazione definizioni FASE: insieme ordinato di operazioni realizzate presso il medesimo posto di lavoro con o senza lo smontaggio e riposizionamento del pezzo SOTTO-FASE:
Disegno di Macchine. corso per I anno della laurea in ing. meccanica Docente: ing. Francesca Campana
 Disegno di Macchine corso per I anno della laurea in ing. meccanica Docente: ing. Francesca Campana Lezione n 14 I processi di lavorazione per compone nti meccanici. Cenni sulle lavorazioni per asportazione
Disegno di Macchine corso per I anno della laurea in ing. meccanica Docente: ing. Francesca Campana Lezione n 14 I processi di lavorazione per compone nti meccanici. Cenni sulle lavorazioni per asportazione
Radial lip seal RADIAL LIP SEAL CARATTERISTICHE RADIAL LIP SEAL
 Radial lip seal VIISSIITTATTE IILL NOSSTTRO SSIITTO PPER TTUTTTTE LLE ALLTTRE TTIIPPOLLOGIIE DII GUARNIIZZIIONII G S WWW..SIXTEN..IT Radial lip seal Gli anelli di tenuta rotante standard (vedi catalogo
Radial lip seal VIISSIITTATTE IILL NOSSTTRO SSIITTO PPER TTUTTTTE LLE ALLTTRE TTIIPPOLLOGIIE DII GUARNIIZZIIONII G S WWW..SIXTEN..IT Radial lip seal Gli anelli di tenuta rotante standard (vedi catalogo
iglidur J200 Per scorrimenti su alluminio anodizzato iglidur J200 Tel Fax
 J200 Per scorrimenti su alluminio anodizzato Eccellente resistenza all abrasione su perni in alluminio anodizzato Bassi coefficienti d attrito Ottima durata anche in ambienti sporchi Esente da manutenzione
J200 Per scorrimenti su alluminio anodizzato Eccellente resistenza all abrasione su perni in alluminio anodizzato Bassi coefficienti d attrito Ottima durata anche in ambienti sporchi Esente da manutenzione
Silent Tools. Aumentare la produttività in assoluto silenzio
 Silent Tools Aumentare la produttività in assoluto silenzio Godetevi il silenzio Silent Tools è da lungo tempo un marchio affermato per una famiglia di utensili antivibranti per tornitura, fresatura, barenatura
Silent Tools Aumentare la produttività in assoluto silenzio Godetevi il silenzio Silent Tools è da lungo tempo un marchio affermato per una famiglia di utensili antivibranti per tornitura, fresatura, barenatura
REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA
 REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA SETTORE ECONOMICO PROFESSIONALE 1 SETTORE MECCANICA; PRODUZIONE E MANUTENZIONE DI MACCHINE; IMPIANTISTICA Processo Lavorazioni Meccaniche
REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA SETTORE ECONOMICO PROFESSIONALE 1 SETTORE MECCANICA; PRODUZIONE E MANUTENZIONE DI MACCHINE; IMPIANTISTICA Processo Lavorazioni Meccaniche
Acciaio per lavorazioni a caldo
 Acciaio per lavorazioni a caldo Generalità BeyLos 2344 è un acciaio legato al cromo molibdeno, vanadio progettato per la realizzazione di matrici, stampi o punzoni o altri particolari che devono lavorare
Acciaio per lavorazioni a caldo Generalità BeyLos 2344 è un acciaio legato al cromo molibdeno, vanadio progettato per la realizzazione di matrici, stampi o punzoni o altri particolari che devono lavorare
passion for precision Sphero-X finitura e sgrossatura per metalli con gamma di durezza di HRC
 passion for precision Sphero-X finitura e sgrossatura per metalli con gamma di durezza di 40 70 Sphero-X finitura e sgrossatura per metalli con gamma di durezza di 40 70 [ 2 ] Sphero-X rappresenta la nuova
passion for precision Sphero-X finitura e sgrossatura per metalli con gamma di durezza di 40 70 Sphero-X finitura e sgrossatura per metalli con gamma di durezza di 40 70 [ 2 ] Sphero-X rappresenta la nuova
LA FORMAZIONE DEL TRUCIOLO. Forza di strappamento (o Forza di taglio) e Sforzo di strappamento
 e Sforzo di strappamento") LA FORMAZIONE DEL TRUCIOLO Forza di strappamento (o Forza di taglio) e Sforzo di strappamento La forza necessaria per l asportazione del truciolo è detta Forza di strappamento (o Forza di taglio): F s
LA FORMAZIONE DEL TRUCIOLO Forza di strappamento (o Forza di taglio) e Sforzo di strappamento La forza necessaria per l asportazione del truciolo è detta Forza di strappamento (o Forza di taglio): F s
Corrado Patriarchi 1
 CorradoPatriarchi 1 2 PROGETTAZIONE SCELTA DELL ACCIAIO APPLICAZIONE QUALITA DELL ACCIAIO ESECUZIONE SUPERFICIALE 3 Per trattamento termico si intende una successione di operazioni mediante le quali una
CorradoPatriarchi 1 2 PROGETTAZIONE SCELTA DELL ACCIAIO APPLICAZIONE QUALITA DELL ACCIAIO ESECUZIONE SUPERFICIALE 3 Per trattamento termico si intende una successione di operazioni mediante le quali una
iglidur J200: Per scorrimento su alluminio anodizzato Eccellente resistenza all abrasione su perni in alluminio anodizzato
 iglidur : Per scorrimento su alluminio anodizzato Eccellente resistenza all abrasione su perni in alluminio anodizzato Bassi coefficienti d attrito Bassa usura anche in ambienti sporchi Per carichi medio-bassi
iglidur : Per scorrimento su alluminio anodizzato Eccellente resistenza all abrasione su perni in alluminio anodizzato Bassi coefficienti d attrito Bassa usura anche in ambienti sporchi Per carichi medio-bassi
antiestrusione intero per O-Ring
 Descrizione antiestrusione non tagliato per standard Materiale Tipologia: Resina poliestere Designazione: SEALITE 55 Durezza: 55 SD Caratteristice principali La funzione dell anello antiestrusione tipo
Descrizione antiestrusione non tagliato per standard Materiale Tipologia: Resina poliestere Designazione: SEALITE 55 Durezza: 55 SD Caratteristice principali La funzione dell anello antiestrusione tipo
APKT 1907 Nuovi inserti e frese
 APKT 1907 Nuovi inserti e frese Bulletin 1/9 è lieta di presentare una nuova linea di frese e inserti APKT della popolare linea CHASEMILL - una famiglia di utensili noti per la loro affidabilità e alte
APKT 1907 Nuovi inserti e frese Bulletin 1/9 è lieta di presentare una nuova linea di frese e inserti APKT della popolare linea CHASEMILL - una famiglia di utensili noti per la loro affidabilità e alte