Deformazione Plastica Lavorabilità alle macchine utensili
|
|
|
- Bartolomeo Raffaello Conti
- 6 anni fa
- Visualizzazioni
Transcript

1 Deformazione Plastica Lavorabilità alle macchine utensili
2
3
4
5 Che cosa sono le dislocazioni? Difetti di linea presenti nei metalli Vi sono due tipi di dislocazioni: a vite e a spigolo Densità delle dislocazioni in una lega non deformata plasticamente = 106/cm2

6 Tipi di dislocazioni: a spigolo
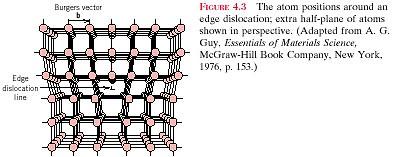
7 Dislocazione a spigolo
8 Tipi di dislocazioni: a vite Screw Edge

9 Movimento delle dislocazioni deformazione plastica Note: Dislocations normally move under a shear stress

10 Il movimento delle dislocazioni

11 Campi di sforzo intorno alle dislocazioni
12 Respingimento ed attrazione delle dislocazioni
13 Modalità di deformazione Scorrimento (Slip) Geminazione (Twinning) Formazione delle bande di scorrimento (Shear band formation)
14 Scorrimento (Slip) Le dislocazioni si muovono lungo alcune particolari direzioni (slip direction) e piani cristallografici (slip planes). La combinazione di direzioni e piani di scorrimento prende il nome di sistema di scorrimento (sliding system).
 Recall for fcc close-packed planes are {111} Close-packed directions are")
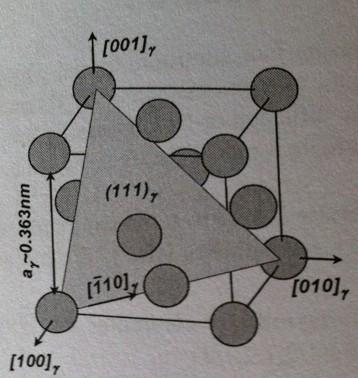
15 Sistemi di scorrimento I piani e le direzioni di scorrimento sono quelli a maggiore densità atomica (caso dell austenite) Recall for fcc close-packed planes are {111} Close-packed directions are <110>

16 I sistemi di scorrimento Ferrite Austenite
17 Sistemi di scorrimento Sistema cristallino Piano di scorrimento Direzione di scorrimento Numero totale dei sistemi presenti Sistemi attivi indipendenti fcc {111} <110> 12 5 hcp {0001} <2110> 3 2/3 bcc {110} {100} <111> 48 2
18 Interazione tra le dislocazioni Positive Positive Repulsion Positive Negative Attraction & Annihilation
19 Moltiplicazione delle dislocazioni L incrudimento è il risultato dell interazione fra dislocazioni dello stesso segno Il medesimo meccanismo porta alla generazione di un numero via via maggiore di dislocazioni (Franck Reed Mechanism).

20 Geminazione (Twinning) Consentono di raggiungere elevati incrudimenti del materiale senza in presenza di significative duttilità degli acciai.

21 Geminazione
40% cold reduction / riduzione a freddo c)50% cold reduction /riduzione a")
22 Mechanical martensite / Martensite meccanica AISI 304 a)10% cold reduction / riduzione a freddo b)40% cold reduction / riduzione a freddo c)50% cold reduction /riduzione a freddo
23 Formazione delle bande di scorrimento Deformazione limitata e non omogenea Deformazioni localizzate molto pronunciate ~1 or 100% Si verificano sotto l azione di elevati tassi di deformazione Sono associate a fenomeni di instabilità (riscaldamenti adiabatici localizzati, ecc.)
24 La ricristallizzazione statica Se si mantiene una temperatura pari a circa la metà di quella di fusione si può notare una trasformazione della struttura del materiale, in cui i grani precedentemente deformati vengono sostituiti da nuovi grani che nucleano e si accrescono.
25 Recupero e Ricristallizzazione Il recovery avviene senza modifiche dei bordi di grano

26 AISI 304 Attacco elettrochimico in acido ossalico Diverse riduzioni a freddo A_5% B_10%C_15%D_30%


27 AISI 304 attaccato in acido ossalico A_incrudito al 20% e riscaldato per 5min a B_750 C C_950 C D_1000 C E_1050 C F_1300 C A D B E C F
28 Rafforzamento Blocco delle dislocazioni Metodi di rafforzamento
29 Deformazione a freddo e incrudimento Temperatura di deformazione pari 0.4Tm (K). La densità di dislocazioni sale da 106/cm2 a /cm2. L alta densità delle dislocazioni provoca un forte incremento nell interazione delle dislocazioni.

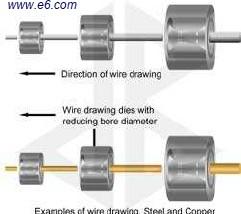
30 Trafilatura
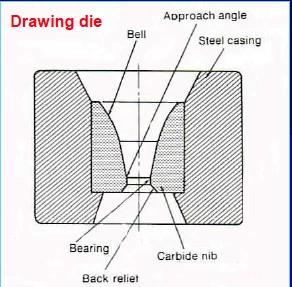

31 Trafilatura filiera e riduzione
32 Trafila Coefficiente di ridondanza


33 Rafforzamento per soluzione solida Interazione tra campi di sforzo delle dislocazioni ed altomi presenti nella soluzione solida.
34 Affinamento del grano Grani fini conferiscono maggiore resistenza allo scorrimento. Grani più fini aumentano il numero di bordi grano per unità di volume. I bordi grano agiscono come barriere al movimento delle dislocazioni.
35 La lavorabilità alle macchine utensili
36 La lavorabilità Criteri 1) Misura del tempo di vita utile dell utensile. L inconveniente di questo metodo di valutazione è la dipendenza della prestazione dalla del materiale costituente l utensile. 2) Forse sull utensile ed assorvìbimento di potenza. All aumentare dell energia specifica assorbita diminuisce la lavorabilità del materiale. 3) Metodo della finitura superficiale.
37 La lavorabilità Valutazione della lavorabilità American Iron and Steel Institute (AISI) ha detreminato la lavorabilità per molti materiali attarverso delle prove di tornitura eseguite a velocità pari a 180 piedi al minuto. E stato arbitrariamente assegnato un valore del 100% di lavorabilità ad un acciaio B1112 con 160HB di. Materiali che restituiscono valori superiori al 100% sono più facili da lavorare, mentre quelli che restituiscono un valore inferiore sono più difficoltosi da lavorare alle macchine utensili. Indice di Lavorabilità= Velocità di lavorazione che porta a 60 minuti di vita dell utensile / velocità del metallo standard che induce 60 minuti di vita dell utensile L acciaio B1112 porta ad una vita dell utensile di 60 minuti ad una velocità di 100 piedi al minuto. E chiaro che deve utilizzato il medesimo utensile.


38 Tornitura 38


39 Fresatura, foratuta 39
40 Forze sul tagliente
41 Meccanismo di formazione del truciolo Schema di taglio ortogonale Il truciolo si genera attraverso un processo di scorrimento lungo regioni ristrette che si estendono dalla zona del tagliente fino alla superficie esterna secondo l angolo
42 Azione dell utensile ed angolo di taglio

43 Distribuzione del calore
44 Tipi di truciolo Truciolo continuo Truciolo con tagliente di riporto Built Up Edge) Truciolo segmentato

45 Tipi di truciolo Truciolo ottenuto con alte velocità di taglio Truciolo ottenuto con base velocità di taglio
46 Finitura superficiale
47 Truciolo continuo Tipico dei metalli duttili lavorati correttamente Finiture superficiali buone con basse forze di taglio Difficile allontanare il truciolo dalla zona utensile pezzo (sull utensile si monta un rompitruciolo)
48 Truciolo discontinuo Tipico dei metalli fragili Buone caratteristiche di finitura con basse forze di taglio e limitato consumo dell utensile
49 Truciolo con tagliente di riporto Si ha la presenza di materiale asportato sulla faccia dell utensile Questo riporto copre l area di contatto tra truciolo e utensile Dà scarsa finitura superficiale L utensile subisce un intensa usura La superficie lavorata è fortemente incrudita Si possono introdurre tensioni residue notevoli
50 Truciolo con tagliente di riporto Si hanno deformazioni plastiche ed elastiche differenziate nello spessore molto elevate e forti riscaldamenti locali che risultano in tensioni residue
51 Fattori che influenzano la formazione del truciolo Composizione chimica Microstruttura e trattamenti termici Inclusioni non metalliche Caratteristiche meccaniche e fisiche
52 Composizione chimica Elementi che possono portare a fenomeni indesiderati. In molti acciai inossidabili alcuni di questi elementi chimici sono comunque indispensabili (es. Cr, Ni, Mo ecc.) 1. Elementi che formano fasi molto dure (Cr, W, Mo, V). 2. Elementi che rendono difficoltoso il distacco del truciolo (Ni e Mn) 3. Elementi disossidanti che formano particelle fini e ossidi abrasivi (Si e Al)
 oppure possono formare inclusioni non metalliche (S) Acciai")
53 Composizione chimica Acciai a lavorabilità migliorata contenenti S, Pb, P, Se, Ca,Te. Possono rimanere completamente insolubili nell acciaio (Pb) oppure possono formare inclusioni non metalliche (S) Acciai contenenti zolfo: S = % ma anche fino a 0.35%
54 Composizione chimica Acciai a lavorabilità migliorata usati per la produzione di pezzi in cui le lavorazioni di asportazione sono onerose. 1.Riducono costi e tempi 2.Riducono l usura dell utensile 3.Hanno un azione lubrificante 4.Ritardano la formazione del tagliente di riporto
 0.002%S e (b) 0.")
55 Composizione chimica Inclusioni MnS AISI 430 con (a) 0.002%S e (b) 0.34%S
56 Alliganti per incrementare la lavorabilità AISI 303 / AISI 430F S AISI 430 F/AISI 416/AISI 420F/AISI 303Se Se AISI 416 P Si sono sperimentate recentemente dai giapponesi anche aggiunte in boro (fino a 160ppm) per la produzione di AISI 304.

57 Lavorabilità con utilizzo di B e N in acciai austenitici

58 MnS e BN esagonale individuati nella matrice di acciaio austenitico
59 Forze di taglio
60 Velocità ed angolo di taglio nelle differenti condizioni di prova

61 Forma del truciolo

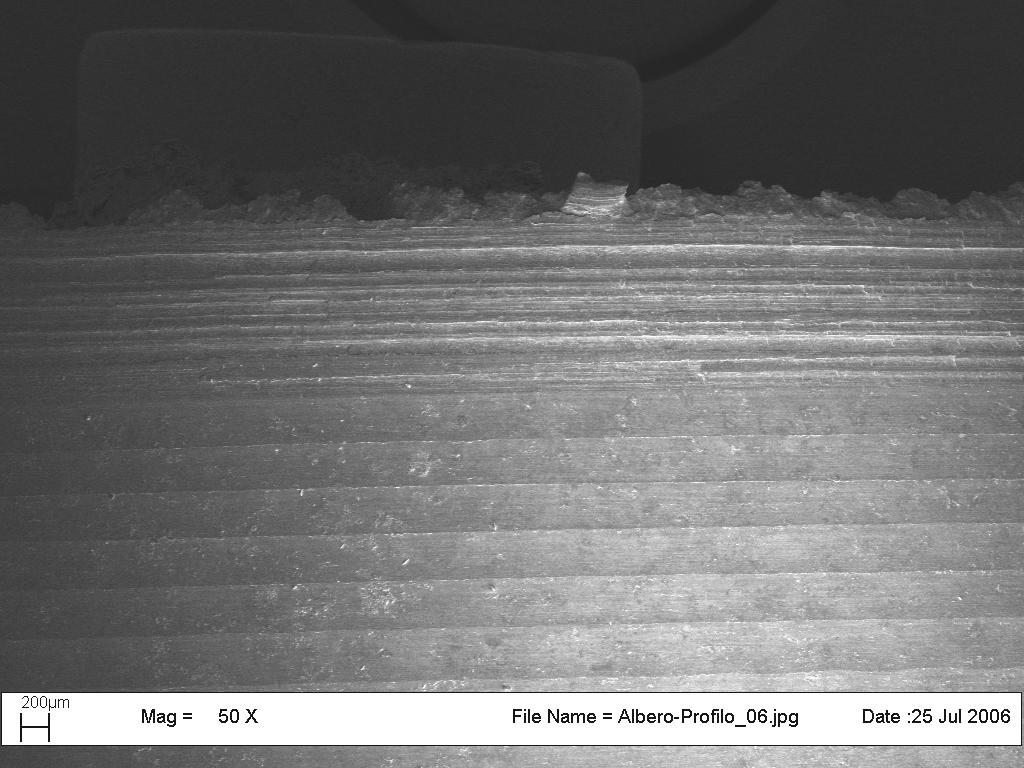
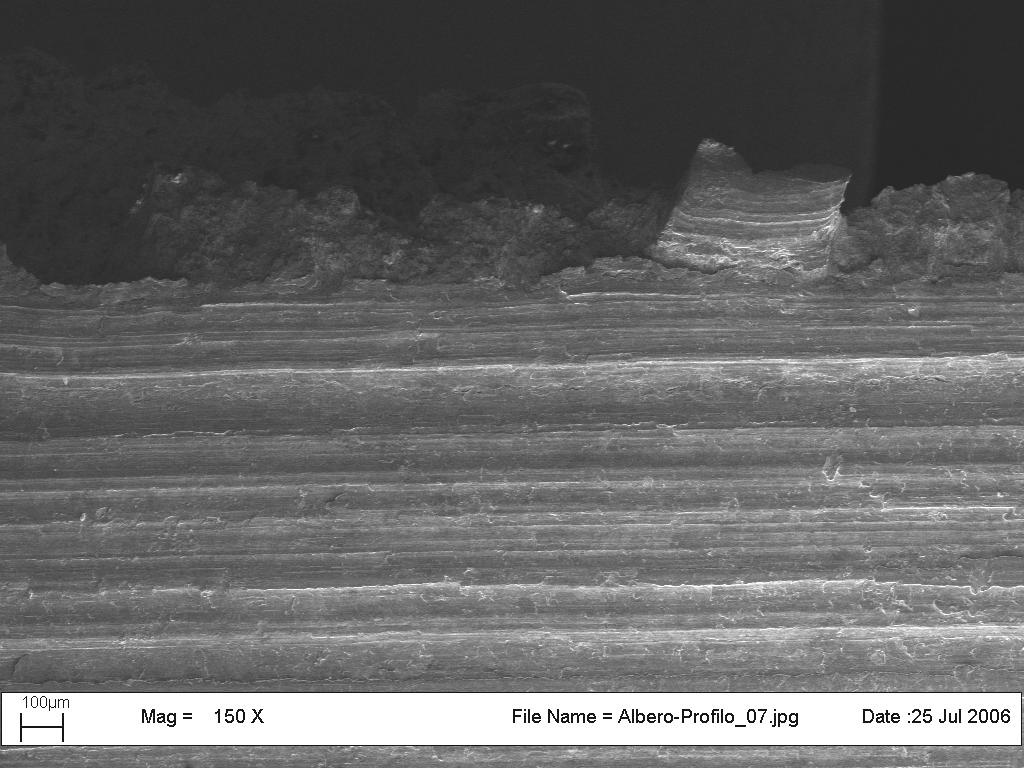
62 Rilievi sulla forma del truciolo
PROCESSO DELL ASPORTAZIONE DEL METALLO
 PROCESSO DELL ASPORTAZIONE DEL METALLO Formazione del truciolo La lavorazione meccanica di un elemento, ha lo scopo di mutarne la forma e le dimensioni per ottenere un particolare meccanico conforme alle
PROCESSO DELL ASPORTAZIONE DEL METALLO Formazione del truciolo La lavorazione meccanica di un elemento, ha lo scopo di mutarne la forma e le dimensioni per ottenere un particolare meccanico conforme alle
La deformazione plastica. La deformazione plastica. Lavorazioni per deformazione. Il processo di laminazione Estrusione e trafilatura La forgiatura
 La deformazione plastica La deformazione plastica Il processo di laminazione Estrusione e trafilatura La forgiatura La formatura della lamiera 2 2006 Politecnico di Torino 1 Obiettivi dell Unità Riconoscere
La deformazione plastica La deformazione plastica Il processo di laminazione Estrusione e trafilatura La forgiatura La formatura della lamiera 2 2006 Politecnico di Torino 1 Obiettivi dell Unità Riconoscere
a) determinare le fasi presenti, la loro quantità (percentuale) e la loro composizione in una lega Pb30% - Sn a 300, 200 e 184, 180 e 20 C.
 determinare le fasi presenti, la loro quantità (percentuale) e la loro composizione in una lega Pb30% - Sn a 300, 200 e 184, 180 e 20 C.") ESERCIZIO 1 E dato il diagramma di stato del sistema Pb-Sn (figura). a) determinare le fasi presenti, la loro quantità (percentuale) e la loro composizione in una lega Pb30% - Sn a 300, 200 e 184, 180
ESERCIZIO 1 E dato il diagramma di stato del sistema Pb-Sn (figura). a) determinare le fasi presenti, la loro quantità (percentuale) e la loro composizione in una lega Pb30% - Sn a 300, 200 e 184, 180
Tecnologia dei Materiali e Chimica Applicata Soluzione Esercitazione IV Prof. Dott. Bernhard Elsener
 Tecnologia dei Materiali e Chimica Applicata Soluzione Esercitazione IV ESERCIZIO 4.1 E dato il diagramma di stato del sistema Pb-Sn (figura 1). Figura 1 Diagramma di stato Pb-Sn 1. Determinare le fasi
Tecnologia dei Materiali e Chimica Applicata Soluzione Esercitazione IV ESERCIZIO 4.1 E dato il diagramma di stato del sistema Pb-Sn (figura 1). Figura 1 Diagramma di stato Pb-Sn 1. Determinare le fasi
Tecnologia dei Materiali e Chimica Applicata Soluzione Esercitazione IV Prof. Dott. Bernhard Elsener
 Tecnologia dei Materiali e Chimica Applicata Soluzione Esercitazione IV ESERCIZIO 4.1 E dato il diagramma di stato del sistema Pb-Sn (figura 1). Figura 1 Diagramma di stato Pb-Sn 1. Determinare le fasi
Tecnologia dei Materiali e Chimica Applicata Soluzione Esercitazione IV ESERCIZIO 4.1 E dato il diagramma di stato del sistema Pb-Sn (figura 1). Figura 1 Diagramma di stato Pb-Sn 1. Determinare le fasi
CLASSIFICAZIONE DEI PROCESSI DI FORMATURA PLASTICA
 CLASSIFICAZIONE DEI PROCESSI DI FORMATURA PLASTICA 1 CLASSIFICAZIONE DEI PROCESSI DI FORMATURA PLASTICA Condotta facendo riferimento ad alcuni elementi caratteristici dei processi: temperatura alla quale
CLASSIFICAZIONE DEI PROCESSI DI FORMATURA PLASTICA 1 CLASSIFICAZIONE DEI PROCESSI DI FORMATURA PLASTICA Condotta facendo riferimento ad alcuni elementi caratteristici dei processi: temperatura alla quale
ASPORTAZIONE DI TRUCIOLO ASPORTAZIONE DI TRUCIOLO
 ASPORTAZIONE DI TRUCIOLO ASPORTAZIONE DI TRUCIOLO Distacco di alcune parti di materiale dal pezzo attraverso l interazione con utensili che agiscono in maniera progressiva truciolo utensile - cinematica
ASPORTAZIONE DI TRUCIOLO ASPORTAZIONE DI TRUCIOLO Distacco di alcune parti di materiale dal pezzo attraverso l interazione con utensili che agiscono in maniera progressiva truciolo utensile - cinematica
Dip. di Ingegneria Chimica, dei Materiali e della Produzione Industriale Università Federico II di Napoli. Corso di Laurea in Ingegneria Edile
 Dip. di Ingegneria Chimica, dei Materiali e della Produzione Industriale Università Federico II di Napoli Corso di Laurea in Ingegneria Edile Corso di Tecnologia dei Materiali e Chimica Applicata (Prof.
Dip. di Ingegneria Chimica, dei Materiali e della Produzione Industriale Università Federico II di Napoli Corso di Laurea in Ingegneria Edile Corso di Tecnologia dei Materiali e Chimica Applicata (Prof.
PARTE PRIMA ASPETTI GENERALI Capitolo 1 STRUTTURA E PROPRIET DEI MATERIALI 1. STRUTTURA DEI MATERIALI 1.1. Macrostruttura 1.2. Microstruttura 1.3.
 PARTE PRIMA ASPETTI GENERALI Capitolo 1 STRUTTURA E PROPRIET DEI MATERIALI 1. STRUTTURA DEI MATERIALI 1.1. Macrostruttura 1.2. Microstruttura 1.3. Struttura atomica o molecolare 1.4. Complementarita degli
PARTE PRIMA ASPETTI GENERALI Capitolo 1 STRUTTURA E PROPRIET DEI MATERIALI 1. STRUTTURA DEI MATERIALI 1.1. Macrostruttura 1.2. Microstruttura 1.3. Struttura atomica o molecolare 1.4. Complementarita degli
TRATTAMENTI TERMICI DEI MATERIALI FERROSI
 TRATTAMENTI TERMICI DEI MATERIALI FERROSI Tempra Processi di tempra A seconda di come viene eseguito il trattamento, consentono di ottenere: un cambiamento di struttura totale a temperatura ambiente con
TRATTAMENTI TERMICI DEI MATERIALI FERROSI Tempra Processi di tempra A seconda di come viene eseguito il trattamento, consentono di ottenere: un cambiamento di struttura totale a temperatura ambiente con
ASPORTAZIONE DI TRUCIOLO - 4 DURATA DEL TAGLIENTE
 LAVORAZIONI PER SEPARAZIONE ASPORTAZIONE DI TRUCIOLO - 4 DURATA DEL TAGLIENTE Vittore Carassiti - INFN FE 1 INTRODUZIONE La velocità di taglio e gli altri parametri di lavorazione Alla velocità di taglio
LAVORAZIONI PER SEPARAZIONE ASPORTAZIONE DI TRUCIOLO - 4 DURATA DEL TAGLIENTE Vittore Carassiti - INFN FE 1 INTRODUZIONE La velocità di taglio e gli altri parametri di lavorazione Alla velocità di taglio
Lavorazioni per abrasione (rettifica)
") Lavorazioni per abrasione (rettifica) Moto di taglio utensile rotatorio Moto di avanzamento utensile / pezzo Moto di registrazione utensile rettilineo curvilineo Moto di lavoro (cicloidale) rettilineo
Lavorazioni per abrasione (rettifica) Moto di taglio utensile rotatorio Moto di avanzamento utensile / pezzo Moto di registrazione utensile rettilineo curvilineo Moto di lavoro (cicloidale) rettilineo
LA FORMAZIONE DEL TRUCIOLO. Forza di strappamento (o Forza di taglio) e Sforzo di strappamento
 e Sforzo di strappamento") LA FORMAZIONE DEL TRUCIOLO Forza di strappamento (o Forza di taglio) e Sforzo di strappamento La forza necessaria per l asportazione del truciolo è detta Forza di strappamento (o Forza di taglio): F s
LA FORMAZIONE DEL TRUCIOLO Forza di strappamento (o Forza di taglio) e Sforzo di strappamento La forza necessaria per l asportazione del truciolo è detta Forza di strappamento (o Forza di taglio): F s
PROPRIETÀ MECCANICHE DEI POLIMERI. Proprietà meccaniche
 PROPRIETÀ MECCANICHE DEI POLIMERI Informazioni necessarie per la progettazione di componenti in materiale polimerico: MODULO DI YOUNG (RIGIDEZZA) RESISTENZA ULTIMA DUTTILITÀ / FRAGILITÀ Ricavate da curve
PROPRIETÀ MECCANICHE DEI POLIMERI Informazioni necessarie per la progettazione di componenti in materiale polimerico: MODULO DI YOUNG (RIGIDEZZA) RESISTENZA ULTIMA DUTTILITÀ / FRAGILITÀ Ricavate da curve
Lavorazioni per asportazione di truciolo
 Lavorazioni per asportazione di truciolo Distacco di alcune parti di materiale dal pezzo attraverso l interazione con utensili che agiscono in maniera progressiva - cinematica del taglio - meccanica del
Lavorazioni per asportazione di truciolo Distacco di alcune parti di materiale dal pezzo attraverso l interazione con utensili che agiscono in maniera progressiva - cinematica del taglio - meccanica del
Obiettivo. Leghe a memoria di forma
 Attuazione con lega a memoria di forma: fondamenti e potenziale applicazione nel settore aeronautico (Progetto SISA) Ing. Pietro Bisci, Dipartimento di Chimica IFM e CoE NIS, Università di Torino Obiettivo
Attuazione con lega a memoria di forma: fondamenti e potenziale applicazione nel settore aeronautico (Progetto SISA) Ing. Pietro Bisci, Dipartimento di Chimica IFM e CoE NIS, Università di Torino Obiettivo
I DIAGRAMMI DI STATO. DIAGRAMMI DI STATO diagrammi di equilibrio
 I DIAGRAMMI DI STATO osa sono e a che cosa servono T [ ] Fe % Fe 3 G.M. La Vecchia Università di Brescia Dipartimento di Ingegneria Meccanica DIAGRAMMI DI STATO diagrammi di equilibrio T [ ] FASE SOLIDA
I DIAGRAMMI DI STATO osa sono e a che cosa servono T [ ] Fe % Fe 3 G.M. La Vecchia Università di Brescia Dipartimento di Ingegneria Meccanica DIAGRAMMI DI STATO diagrammi di equilibrio T [ ] FASE SOLIDA
efi Hartner Multiplexlex è pensare in grande!
 efi Hartner Multiplexlex è pensare in grande! multiplexlex Hartner Foratura a spirale con placchetta intercambiabile Nuova placchetta intercambiabile MP 05 con geometria die taglienti ottimizzata Art.
efi Hartner Multiplexlex è pensare in grande! multiplexlex Hartner Foratura a spirale con placchetta intercambiabile Nuova placchetta intercambiabile MP 05 con geometria die taglienti ottimizzata Art.
CAPITOLO QUARTO. Materiali per costruire lame e frese integrali
 CAPITOLO QUARTO Materiali per costruire lame e frese integrali 04.1.1 - Acciai super- rapidi Gli utensili per il taglio degli ingranaggi possono essere o acciaio rapido (HSS: High Speed Steel) oppure Metallo
CAPITOLO QUARTO Materiali per costruire lame e frese integrali 04.1.1 - Acciai super- rapidi Gli utensili per il taglio degli ingranaggi possono essere o acciaio rapido (HSS: High Speed Steel) oppure Metallo
MATERIALI METALLICI. Si ottiene una ghisa (carbonio 3.5-4.5 %) alla quale viene ridotto il tenore di carbonio fino ad un massimo di 1.5%.
 alla quale viene ridotto il tenore di carbonio fino ad un massimo di 1.5%.") MATERIALI METALLICI L acciaio viene prodotto in altoforno, a partire dal minerale ferroso (una miscela di ossidi di ferro) per riduzione con CO prodotto dal carbon coke e per aggiunta di fondenti (carbonati
MATERIALI METALLICI L acciaio viene prodotto in altoforno, a partire dal minerale ferroso (una miscela di ossidi di ferro) per riduzione con CO prodotto dal carbon coke e per aggiunta di fondenti (carbonati
Caratteristiche di materiali
 Caratteristiche di materiali Caratteristiche macroscopiche Lavorazione Microstruttura Formula chimica Legami chimici Struttura atomica Meccaniche Materiale Fisiche Elettriche Megnetiche Termiche Meccaniche
Caratteristiche di materiali Caratteristiche macroscopiche Lavorazione Microstruttura Formula chimica Legami chimici Struttura atomica Meccaniche Materiale Fisiche Elettriche Megnetiche Termiche Meccaniche
Valutare le proprietà meccaniche di rivestimenti thermal spray: come e con quali prospettive per le applicazioni
 Valutare le proprietà meccaniche di rivestimenti thermal spray: come e con quali prospettive per le applicazioni Elisabetta. Gariboldi, Nora Lecis Politecnico di Milano Dip. Meccanica Walter Cerri, Paolo
Valutare le proprietà meccaniche di rivestimenti thermal spray: come e con quali prospettive per le applicazioni Elisabetta. Gariboldi, Nora Lecis Politecnico di Milano Dip. Meccanica Walter Cerri, Paolo
L energia di attivazione Q è direttamente proporzionale alla temperatura di fusione T fus.
 Università degli Studi di Cagliari - Facoltà di Ingegneria - Corso di Laurea in Ingegneria Civile A.A. 2015/2016 ESERCIZIO 3.1 Nel grafico sono riportati i valori dell energia di attivazione Q per l autodiffusione
Università degli Studi di Cagliari - Facoltà di Ingegneria - Corso di Laurea in Ingegneria Civile A.A. 2015/2016 ESERCIZIO 3.1 Nel grafico sono riportati i valori dell energia di attivazione Q per l autodiffusione
ESERCIZIO 1. E` dato il diagramma di stato Ferro Fe 3 C.
 ESERCIZIO 1 E` dato il diagramma di stato Ferro Fe 3 C. a) Descrivere la trasformazione eutettoidica e spiegare perché la microstruttura della perlite è lamellare. trasformazione eutettoidica γ -> α +Fe
ESERCIZIO 1 E` dato il diagramma di stato Ferro Fe 3 C. a) Descrivere la trasformazione eutettoidica e spiegare perché la microstruttura della perlite è lamellare. trasformazione eutettoidica γ -> α +Fe
RESISTENZA TEORICA AL TAGLIO
 RESISTENZA TEORICA AL TAGLIO Deformazione plastica: variazione di forma del materiale spostamento permanente degli atomi dalle posizioni reticolari Scivolamento di piani reticolari di passo pari a multipli
RESISTENZA TEORICA AL TAGLIO Deformazione plastica: variazione di forma del materiale spostamento permanente degli atomi dalle posizioni reticolari Scivolamento di piani reticolari di passo pari a multipli
CLASSIFICAZIONE DEI PROCESSI DI FORMATURA
 CLASSIFICAZIONE DEI PROCESSI DI FORMATURA 3 1. Classificazione in funzione della temperatura di processo 2. Classificazione secondo forma e dimensioni del semilavorato 3. Altre metodologie di classificazione
CLASSIFICAZIONE DEI PROCESSI DI FORMATURA 3 1. Classificazione in funzione della temperatura di processo 2. Classificazione secondo forma e dimensioni del semilavorato 3. Altre metodologie di classificazione
I materiali. I materiali. Introduzione al corso. Tecnologia di produzione. I materiali. La misura della durezza
 Introduzione al corso Tecnologia di produzione La misura della durezza Le prove meccaniche distruttive Prove non distruttive La meccanica dei materiali 2 2006 Politecnico di Torino 1 Obiettivi della lezione
Introduzione al corso Tecnologia di produzione La misura della durezza Le prove meccaniche distruttive Prove non distruttive La meccanica dei materiali 2 2006 Politecnico di Torino 1 Obiettivi della lezione
Lo scorrimento viscoso o creep è una deformazione dipendente dal tempo che avviene a temperatura elevata dopo l applicazione di un carico mantenuto
 Scorrimento viscoso Lo scorrimento viscoso o creep è una deformazione dipendente dal tempo che avviene a temperatura elevata dopo l applicazione di un carico mantenuto costante, e che generalmente termina
Scorrimento viscoso Lo scorrimento viscoso o creep è una deformazione dipendente dal tempo che avviene a temperatura elevata dopo l applicazione di un carico mantenuto costante, e che generalmente termina
Le nuove frese a manicotto FP 140
 Jongen Italia s.r.l. Le nuove frese a manicotto FP 140 con sottoplacchetta L`utensile Le nuove frese a manicotto sono particolarmente adatte per la spianatura di quasi tutti materiali comuni, offrendo
Jongen Italia s.r.l. Le nuove frese a manicotto FP 140 con sottoplacchetta L`utensile Le nuove frese a manicotto sono particolarmente adatte per la spianatura di quasi tutti materiali comuni, offrendo
ad asportazione di truciolo
 Lavorazioni ad asportazione di truciolo FORMAZIONE DEL TRUCIOLO Per l interpretazione del processo di formazione del truciolo useremo il modello detto taglio ortogonale (tagliente perpendicolare alla velocità
Lavorazioni ad asportazione di truciolo FORMAZIONE DEL TRUCIOLO Per l interpretazione del processo di formazione del truciolo useremo il modello detto taglio ortogonale (tagliente perpendicolare alla velocità
a) Descrivere brevemente l interdependenza tra Q e T fus. L energia di attivazione Q è direttamente proporzionale alla temperatura di fusione.
 Descrivere brevemente l interdependenza tra Q e T fus. L energia di attivazione Q è direttamente proporzionale alla temperatura di fusione.") Soluzione ESERCIZIO 1 Nel grafico sono riportati i valori dell energia di attivazione Q per l autodiffusione (es. diffusione di atomi di alluminio nell alluminio) verso la temperatura di fusione per ferro,
Soluzione ESERCIZIO 1 Nel grafico sono riportati i valori dell energia di attivazione Q per l autodiffusione (es. diffusione di atomi di alluminio nell alluminio) verso la temperatura di fusione per ferro,
Problemi ad alta temperatura: Creep (scorrimento viscoso a caldo) Ossidazione
 Ossidazione") Problemi ad alta temperatura: Creep (scorrimento viscoso a caldo) Ossidazione Acciai al carbonio Possono essere impiegati fino a 450 C C 0.20% Mn 1.6% Si tra 0.15 e 0.50% S e P 0.040% Per combattere invecchiamento
Problemi ad alta temperatura: Creep (scorrimento viscoso a caldo) Ossidazione Acciai al carbonio Possono essere impiegati fino a 450 C C 0.20% Mn 1.6% Si tra 0.15 e 0.50% S e P 0.040% Per combattere invecchiamento
Dott. Ing. Ramona Sola Tel.:
 Dott. Ing. Ramona Sola Email: ramona.sola@unimore.it Tel.: 059 2056224 1. Il diagramma di stato Fe-C e le curve TTT e CCT 2. Trattamenti termici degli acciai da costruzione 3. Trattamenti termici degli
Dott. Ing. Ramona Sola Email: ramona.sola@unimore.it Tel.: 059 2056224 1. Il diagramma di stato Fe-C e le curve TTT e CCT 2. Trattamenti termici degli acciai da costruzione 3. Trattamenti termici degli
MATERIALI STRUTTURALI PER L EDILIZIA: ACCIAIO, LATERIZIO E VETRO STRUTTURALE
 MATERIALI PER L EDILIZIA Prof. L. Coppola MATERIALI STRUTTURALI PER L EDILIZIA: ACCIAIO, LATERIZIO E VETRO STRUTTURALE Coffetti Denny PhD Candidate Dipartimento di Ingegneria e Scienze Applicate Università
MATERIALI PER L EDILIZIA Prof. L. Coppola MATERIALI STRUTTURALI PER L EDILIZIA: ACCIAIO, LATERIZIO E VETRO STRUTTURALE Coffetti Denny PhD Candidate Dipartimento di Ingegneria e Scienze Applicate Università
Proprietà meccaniche
 Proprietà meccaniche Materiale per usi strutturali Proprietà meccaniche Resistenza a trazione Resistenza a compressione Durezza Resilienza Resistenza a fatica Resistenza al creep Prove meccaniche Solidi
Proprietà meccaniche Materiale per usi strutturali Proprietà meccaniche Resistenza a trazione Resistenza a compressione Durezza Resilienza Resistenza a fatica Resistenza al creep Prove meccaniche Solidi
o I I I I I I UTET LIBRERIA
 o I I I I I I UTET LIBRERIA IUAV-VENEZIA H 9813 BIBLIOTECA CENTRALE I.. FABRIZIA CAIAZZO Università degli Studi Salerno VINCENZO SERGI Università degli Studi Salerno TECNOLOGIE GENERALI DEI MATERIALI ISTITUTO
o I I I I I I UTET LIBRERIA IUAV-VENEZIA H 9813 BIBLIOTECA CENTRALE I.. FABRIZIA CAIAZZO Università degli Studi Salerno VINCENZO SERGI Università degli Studi Salerno TECNOLOGIE GENERALI DEI MATERIALI ISTITUTO
Caratteristiche di materiali
 Caratteristiche di materiali Caratteristiche macroscopiche Lavorazione Microstruttura Formula chimica Legami chimici Struttura atomica Meccaniche Materiale Fisiche Elettriche Megnetiche Termiche Meccaniche
Caratteristiche di materiali Caratteristiche macroscopiche Lavorazione Microstruttura Formula chimica Legami chimici Struttura atomica Meccaniche Materiale Fisiche Elettriche Megnetiche Termiche Meccaniche
Introduzione ai trattamenti termici
 Introduzione ai trattamenti termici Punti critici Curve TTT e CCT G.M. La Vecchia Università di Brescia Dipartimento di Ingegneria Meccanica Utilizzo del diagramma di stato Il diagramma di stato è rigorosamente
Introduzione ai trattamenti termici Punti critici Curve TTT e CCT G.M. La Vecchia Università di Brescia Dipartimento di Ingegneria Meccanica Utilizzo del diagramma di stato Il diagramma di stato è rigorosamente
Le frese cilindrico-frontali in metallo duro
 Le frese cilindrico-frontali in metallo duro Le frese cilindrico-frontali fanno parte di una vastissima categoria di utensili impiegati diffusamente in ogni tipo di lavorazione meccanica. Questi utensili
Le frese cilindrico-frontali in metallo duro Le frese cilindrico-frontali fanno parte di una vastissima categoria di utensili impiegati diffusamente in ogni tipo di lavorazione meccanica. Questi utensili
Rif. Bibliografico: Giusti/Santochi Tecnologia meccanica cap.9
 LAVORAZIONI DI RETTIFICA Rif. Bibliografico: Giusti/Santochi Tecnologia meccanica cap.9 1 Rettifica - le lavorazioni Foto copertina 2 Rettifica - le lavorazioni 3 Rettifica - le lavorazioni Rettifica in
LAVORAZIONI DI RETTIFICA Rif. Bibliografico: Giusti/Santochi Tecnologia meccanica cap.9 1 Rettifica - le lavorazioni Foto copertina 2 Rettifica - le lavorazioni 3 Rettifica - le lavorazioni Rettifica in
Proprietà dell ACCIAIO
 ACCIAIO Massa volumica: 7870 kg/m 3 Punto di fusione: 1300 C 1500 C Resistenza a trazione: 400 800 N/mm 2 Resistenza a compressione: 200 3500 N/mm 2 Durezza Brinnell: 250 270 HBS Colore: Grigio chiaro
ACCIAIO Massa volumica: 7870 kg/m 3 Punto di fusione: 1300 C 1500 C Resistenza a trazione: 400 800 N/mm 2 Resistenza a compressione: 200 3500 N/mm 2 Durezza Brinnell: 250 270 HBS Colore: Grigio chiaro
La fig. 1 rappresenta un utensile dritto per sgrossatura con le relative parti che lo caratterizzano e gli angoli caratteristici dei taglienti.
 La Tornitura Utensili da tornio Gli utensili da tornio sono generalmente a punta singola con tagliente in acciaio o con placchetta di carburi metallici riportata su di uno stelo di acciaio (al carbonio
La Tornitura Utensili da tornio Gli utensili da tornio sono generalmente a punta singola con tagliente in acciaio o con placchetta di carburi metallici riportata su di uno stelo di acciaio (al carbonio
L acciaio pre-bonificato per le più severe esigenze dello stampaggio della plastica
 L acciaio pre-bonificato per le più severe esigenze dello stampaggio della plastica Generalità KeyLos 2002 è un acciaio pre bonificato studiato per la fabbricazione di stampi per iniezione di medie e grosse
L acciaio pre-bonificato per le più severe esigenze dello stampaggio della plastica Generalità KeyLos 2002 è un acciaio pre bonificato studiato per la fabbricazione di stampi per iniezione di medie e grosse
ASPORTAZIONE DI TRUCIOLO - 3 FORMAZIONE E DISTACCO
 LAVORAZIONI PER SEPARAZIONE ASPORTAZIONE DI TRUCIOLO - 3 FORMAZIONE E DISTACCO Vittore Carassiti - INFN FE 1 FORMAZIONE E DISTACCO DEL TRUCIOLO Vittore Carassiti - INFN FE 2 FATTORI DI INFLUENZA I principali
LAVORAZIONI PER SEPARAZIONE ASPORTAZIONE DI TRUCIOLO - 3 FORMAZIONE E DISTACCO Vittore Carassiti - INFN FE 1 FORMAZIONE E DISTACCO DEL TRUCIOLO Vittore Carassiti - INFN FE 2 FATTORI DI INFLUENZA I principali
Foratura. Moto di taglio utensile rotatorio. Moto di avanzamento utensile. Moto di registrazione pezzo. lavorazioni. Asportazione di truciolo 120
 Foratura Moto di taglio utensile rotatorio Moto di avanzamento utensile rettilineo Moto di registrazione utensile pezzo Moto di lavoro elicoidale lavorazioni Asportazione di truciolo 120 Struttura trapani
Foratura Moto di taglio utensile rotatorio Moto di avanzamento utensile rettilineo Moto di registrazione utensile pezzo Moto di lavoro elicoidale lavorazioni Asportazione di truciolo 120 Struttura trapani
Il ciclo di lavorazione
 INTRODUZIONE AI CICLI DI LAVORAZIONE 1 Il ciclo di lavorazione DEFINIZIONE: Si dice CICLO DI LAVORAZIONE tutto l insieme di operazioni necessarie a fabbricare un singolo elemento attraverso una successione
INTRODUZIONE AI CICLI DI LAVORAZIONE 1 Il ciclo di lavorazione DEFINIZIONE: Si dice CICLO DI LAVORAZIONE tutto l insieme di operazioni necessarie a fabbricare un singolo elemento attraverso una successione
FRESATURA. Fresatura periferica
 FRESATURA La fresatura è una lavorazione per asportazione di materiale che consente di ottenere una vasta gamma di superfici (piani, spallamenti, scanalature, ecc.) mediante l azione di un utensile pluritagliente
FRESATURA La fresatura è una lavorazione per asportazione di materiale che consente di ottenere una vasta gamma di superfici (piani, spallamenti, scanalature, ecc.) mediante l azione di un utensile pluritagliente
Processi per asportazione C.N. Processi per asportazione C.N. Generalità sui parametri di taglio
 Processi per asportazione C.N. Processi per asportazione C.N. La tornitura Foratura, fresatura e rettifica Il controllo numerico (C.N.) Ottimizzazione del processo 2 2006 Politecnico di Torino 1 Obiettivi
Processi per asportazione C.N. Processi per asportazione C.N. La tornitura Foratura, fresatura e rettifica Il controllo numerico (C.N.) Ottimizzazione del processo 2 2006 Politecnico di Torino 1 Obiettivi
UNIVERSITA DEGLI STUDI DI NAPOLI FEDERICO II
 UNIVERSITA DEGLI STUDI DI NAPOLI FEDERICO II Facoltà di Ingegneria Corso di prof. Fabrizio CAPECE MINUTOLO prof. Luigi CARRINO Anno accademico 2011-2012 II semestre dal 27.02.2012 al 08.06.2012 finestra
UNIVERSITA DEGLI STUDI DI NAPOLI FEDERICO II Facoltà di Ingegneria Corso di prof. Fabrizio CAPECE MINUTOLO prof. Luigi CARRINO Anno accademico 2011-2012 II semestre dal 27.02.2012 al 08.06.2012 finestra
Profili laminati di alta qualità
 L'acciaio antiusura Profili laminati di alta qualità STEEL FOR LIFE WARRANTY ESTRONG è un acciaio legato a basso contenuto di Carbonio e con elevati tenori di Boro, Molibdeno e Nichel, tali da ottimizzare
L'acciaio antiusura Profili laminati di alta qualità STEEL FOR LIFE WARRANTY ESTRONG è un acciaio legato a basso contenuto di Carbonio e con elevati tenori di Boro, Molibdeno e Nichel, tali da ottimizzare
Tecnologia Meccanica prof. Luigi Carrino. Solidificazione e
 Solidificazione e Difetti Cristallini nei Solidi FONDERIA Nella tecnica di fonderia il metallo, fuso nei forni, viene colato in una forma cava della quale, solidificando, assume la configurazione e le
Solidificazione e Difetti Cristallini nei Solidi FONDERIA Nella tecnica di fonderia il metallo, fuso nei forni, viene colato in una forma cava della quale, solidificando, assume la configurazione e le
MECCANISMI PER AUMENTARE LA RESISTENZA
 MECCANISMI PER AUMENTARE LA RESISTENZA Introduzione Abbiamo dunque capito che la capacità di un materiale di deformarsi plasticamente dipende dalla capacità di movimento delle dislocazioni. Dal momento
MECCANISMI PER AUMENTARE LA RESISTENZA Introduzione Abbiamo dunque capito che la capacità di un materiale di deformarsi plasticamente dipende dalla capacità di movimento delle dislocazioni. Dal momento
Diagrammi di equilibrio delle leghe non ferrose
 Così come il Ferro e il Carbonio danno luogo al diagramma di equilibrio Fe-C, che permette di effettuare lo studio della solidificazione di acciai e ghise quando i raffreddamenti sono lenti, analogamente
Così come il Ferro e il Carbonio danno luogo al diagramma di equilibrio Fe-C, che permette di effettuare lo studio della solidificazione di acciai e ghise quando i raffreddamenti sono lenti, analogamente
Meccanica della Frattura Lecture 10 Temperatura di transizione duttile-fragile
 Lecture 10 Temperatura di transizione duttile-fragile Introduzione I metalli e le leghe (acciai) mostrano una dipendenza della tensione di snervamento e della rottura dalla temperatura. 2 1 rv Tensione
Lecture 10 Temperatura di transizione duttile-fragile Introduzione I metalli e le leghe (acciai) mostrano una dipendenza della tensione di snervamento e della rottura dalla temperatura. 2 1 rv Tensione
1. Le forze intermolecolari 2. Molecole polari e apolari 3. Le forze dipolo-dipolo e le forze di London 4. Il legame a idrogeno 5. Legami a confronto
 Unità n 12 Le forze intermolecolari e gli stati condensati della materia 1. Le forze intermolecolari 2. Molecole polari e apolari 3. Le forze dipolo-dipolo e le forze di London 4. Il legame a idrogeno
Unità n 12 Le forze intermolecolari e gli stati condensati della materia 1. Le forze intermolecolari 2. Molecole polari e apolari 3. Le forze dipolo-dipolo e le forze di London 4. Il legame a idrogeno
Capitolo 12 Le forze intermolecolari e gli stati condensati della materia
 Capitolo 12 Le forze intermolecolari e gli stati condensati della materia 1. Le forze intermolecolari 2. Molecole polari e apolari 3. Le forze dipolo-dipolo e le forze di London 4. Il legame a idrogeno
Capitolo 12 Le forze intermolecolari e gli stati condensati della materia 1. Le forze intermolecolari 2. Molecole polari e apolari 3. Le forze dipolo-dipolo e le forze di London 4. Il legame a idrogeno
Lavorazioni per asportazione di truciolo.
 Lavorazioni per asportazione di truciolo carmelo.demaria@unipi.it Asportazione di materiale Dalla piallatura in falegnameria... Truciolo alla tornitura in officina Asportazione di materiale Taglio Abrasivi
Lavorazioni per asportazione di truciolo carmelo.demaria@unipi.it Asportazione di materiale Dalla piallatura in falegnameria... Truciolo alla tornitura in officina Asportazione di materiale Taglio Abrasivi
ACCIAIO INOSSIDABILE
 ACCIAIO INOSSIDABILE Gli Acciai inox o acciai inossidabili sono leghe a base di ferro che uniscono alle proprietà meccaniche tipiche degli acciai caratteristiche peculiari di resistenza alla corrosione.
ACCIAIO INOSSIDABILE Gli Acciai inox o acciai inossidabili sono leghe a base di ferro che uniscono alle proprietà meccaniche tipiche degli acciai caratteristiche peculiari di resistenza alla corrosione.
Cenni sulla produzione degli acciai
 Cenni sulla produzione degli acciai La metallurgia è la disciplina che riguarda lo studio dei metalli e dei loro processi di ottenimento e lavorazione. La siderurgia è a sua volta la metallurgia del ferro,
Cenni sulla produzione degli acciai La metallurgia è la disciplina che riguarda lo studio dei metalli e dei loro processi di ottenimento e lavorazione. La siderurgia è a sua volta la metallurgia del ferro,
MATERIALI CERAMICI Classificazione e caratteristiche generali
 MATERIALI CERAMICI Classificazione e caratteristiche generali I materiali ceramici sono materiali inorganici non metallici, costituiti da elementi metallici e non metalici legati fra loro prevalentemente
MATERIALI CERAMICI Classificazione e caratteristiche generali I materiali ceramici sono materiali inorganici non metallici, costituiti da elementi metallici e non metalici legati fra loro prevalentemente
La deformazione plastica. La deformazione plastica. Lavorazioni per deformazione. Il processo di laminazione Estrusione e trafilatura.
 La deformazione plastica La deformazione plastica Lavorazioni per deformazione Il processo di laminazione Estrusione e trafilatura La formatura della lamiera 2 2006 Politecnico di Torino 1 Obiettivi della
La deformazione plastica La deformazione plastica Lavorazioni per deformazione Il processo di laminazione Estrusione e trafilatura La formatura della lamiera 2 2006 Politecnico di Torino 1 Obiettivi della
Spoglia superiore negativa Considerazioni tecniche
 Spoglia superiore negativa Considerazioni tecniche Negli utensili a punta singola si è sempre più affermato l utilizzo della spoglia superiore negativa, che indubbiamente porta dei vantaggi in termini
Spoglia superiore negativa Considerazioni tecniche Negli utensili a punta singola si è sempre più affermato l utilizzo della spoglia superiore negativa, che indubbiamente porta dei vantaggi in termini
Itasteel s.r.l. - Itasteel s.r.l. - Itasteel s.r.l.
 TRATTAMENTI TERMICI È risaputo che un acciaio legato, solitamente, è definito non soltanto dalla sua composizione, ma anche dalla stato di trattamento in cui si trova. (Gabriele Di Caprio GLI ACCIAI INOSSIDABILI
TRATTAMENTI TERMICI È risaputo che un acciaio legato, solitamente, è definito non soltanto dalla sua composizione, ma anche dalla stato di trattamento in cui si trova. (Gabriele Di Caprio GLI ACCIAI INOSSIDABILI
Corso di Chimica Generale CL Biotecnologie
 Corso di Chimica Generale CL Biotecnologie STATI DELLA MATERIA Prof. Manuel Sergi MATERIA ALLO STATO GASSOSO MOLECOLE AD ALTA ENERGIA CINETICA GRANDE DISTANZA TRA LE MOLECOLE LEGAMI INTERMOLECOLARI DEBOLI
Corso di Chimica Generale CL Biotecnologie STATI DELLA MATERIA Prof. Manuel Sergi MATERIA ALLO STATO GASSOSO MOLECOLE AD ALTA ENERGIA CINETICA GRANDE DISTANZA TRA LE MOLECOLE LEGAMI INTERMOLECOLARI DEBOLI
1. RISCALDAMENTO ad una T < Ac 1
 Si tratta di un trattamento che prevede un riscaldamento ad una temperatura di poco inferiore a Ac1 (superiore alla T di ricristallizzazione), permanenza a tale T per un tempo sufficiente a fare avvenire
Si tratta di un trattamento che prevede un riscaldamento ad una temperatura di poco inferiore a Ac1 (superiore alla T di ricristallizzazione), permanenza a tale T per un tempo sufficiente a fare avvenire
La deformazione plastica. La deformazione plastica. Lavorazioni per deformazione. Il processo di laminazione. Estrusione e trafilatura.
 La deformazione plastica La deformazione plastica Lavorazioni per deformazione Il processo di laminazione La forgiatura La formatura della lamiera 2 2006 Politecnico di Torino 1 Obiettivi della lezione
La deformazione plastica La deformazione plastica Lavorazioni per deformazione Il processo di laminazione La forgiatura La formatura della lamiera 2 2006 Politecnico di Torino 1 Obiettivi della lezione
I legami fra molecole nei liquidi non sono forti ed esse possono fluire Riducendo l agitazione termica. legami tra molecole più stabili
 I legami fra molecole nei liquidi non sono forti ed esse possono fluire Riducendo l agitazione termica legami tra molecole più stabili formazione una massa rigida Una disposizione ordinata delle molecole
I legami fra molecole nei liquidi non sono forti ed esse possono fluire Riducendo l agitazione termica legami tra molecole più stabili formazione una massa rigida Una disposizione ordinata delle molecole
Produzione di titanio metallico puro.
 Leghe di Titanio Produzione di titanio metallico puro. Il titanio e le sue leghe sono classificati in tre grandi categorie in base alle fasi predominanti presenti nella microstruttura a temperatura ambiente.
Leghe di Titanio Produzione di titanio metallico puro. Il titanio e le sue leghe sono classificati in tre grandi categorie in base alle fasi predominanti presenti nella microstruttura a temperatura ambiente.
PATRIZIA CINELLI LEZIONE V
 FONDAMENTI DI TECNOLOGIA DEI MATERIALI PATRIZIA CINELLI LEZIONE V FONDAMENTI DI TECNOLOGIA DEI MATERIALI PATRIZIA CINELLI LEZIONE V GHISE Le ghise differiscono dagli acciai per: 1. Più alto contenuto
FONDAMENTI DI TECNOLOGIA DEI MATERIALI PATRIZIA CINELLI LEZIONE V FONDAMENTI DI TECNOLOGIA DEI MATERIALI PATRIZIA CINELLI LEZIONE V GHISE Le ghise differiscono dagli acciai per: 1. Più alto contenuto
L intervallo di lavorazione del vetro è generalmente definito in base a un intervallo di viscosità. Questo, a sua volta, corrisponde per ciascun
 L intervallo di lavorazione del vetro è generalmente definito in base a un intervallo di viscosità. Questo, a sua volta, corrisponde per ciascun vetro a un intervallo di temperatura. L intervallo di viscosità
L intervallo di lavorazione del vetro è generalmente definito in base a un intervallo di viscosità. Questo, a sua volta, corrisponde per ciascun vetro a un intervallo di temperatura. L intervallo di viscosità
Unità 2 Diagrammi di stato e proprietà dei materiali UNITA 2 DIAGRAMMI DI STATO E PROPRIETA DEI MATERIALI
 Esercizio.1 UNITA DIAGRAMMI DI STATO E PROPRIETA DEI MATERIALI Tracciare un diagramma di stato binario in cui sia presente un composto intermedio A x B y a fusione congruente e un composto intermedio A
Esercizio.1 UNITA DIAGRAMMI DI STATO E PROPRIETA DEI MATERIALI Tracciare un diagramma di stato binario in cui sia presente un composto intermedio A x B y a fusione congruente e un composto intermedio A
Formulario Tecnologia Meccanica
 Formulario Tecnologia Meccanica Marcello Miccio U n i S A 1 4 / 0 7 / 0 1 0 Relazioni Meccanismo Formazione del Truciolo. - Rapporto di taglio: - Fattore di ricalcamento: - Spessore di taglio: sin - Spessore
Formulario Tecnologia Meccanica Marcello Miccio U n i S A 1 4 / 0 7 / 0 1 0 Relazioni Meccanismo Formazione del Truciolo. - Rapporto di taglio: - Fattore di ricalcamento: - Spessore di taglio: sin - Spessore
BRASATURA E SALDOBRASATURA
 BRASATURA E SALDOBRASATURA Il termine brasatura indica l unione di due metalli, simili o diversi, senza fusione degli stessi, mediante l apporto di una terza parte detta lega, composta generalmente da
BRASATURA E SALDOBRASATURA Il termine brasatura indica l unione di due metalli, simili o diversi, senza fusione degli stessi, mediante l apporto di una terza parte detta lega, composta generalmente da
Profili laminati di alta qualità
 L'acciaio antiusura Profili laminati di alta qualità ESTRONG è un acciaio legato a basso contenuto di Carbonio e con elevati tenori di Boro, Molibdeno e Nichel, tali da ottimizzare le caratteristiche meccaniche
L'acciaio antiusura Profili laminati di alta qualità ESTRONG è un acciaio legato a basso contenuto di Carbonio e con elevati tenori di Boro, Molibdeno e Nichel, tali da ottimizzare le caratteristiche meccaniche
MOLE DIAMANTATE e in CBN UTENSILI IN DIAMANTE CBN E METALLO DURO ACCESSORI
 4 A 2 T = E + X Metallbindung T1 = x + 1 mm Kunstharzbindung T1 = x + 2 mm 12 A 2 s=20 12 A 2 s=45 6 A 2 11 A 2 12 C 9 11 V 2 12 V 2 11 V 9 12 V 9 6 A 9 4 ET 9 4 BT 9 14 U 1 9 A 3 1 A 1 14 A 1 9 A 1 1
4 A 2 T = E + X Metallbindung T1 = x + 1 mm Kunstharzbindung T1 = x + 2 mm 12 A 2 s=20 12 A 2 s=45 6 A 2 11 A 2 12 C 9 11 V 2 12 V 2 11 V 9 12 V 9 6 A 9 4 ET 9 4 BT 9 14 U 1 9 A 3 1 A 1 14 A 1 9 A 1 1
LAVORAZIONI MEDIANTE ELETTRO - EROSIONE. Electro Discharge Machining - EDM
 LAVORAZIONI MEDIANTE ELETTRO - EROSIONE Electro Discharge Machining - EDM 1 Tecnologie Speciali ELETTROEROSIONE Processo di sagomatura in cui una serie di scariche elettriche si innescano tra l elettrodo
LAVORAZIONI MEDIANTE ELETTRO - EROSIONE Electro Discharge Machining - EDM 1 Tecnologie Speciali ELETTROEROSIONE Processo di sagomatura in cui una serie di scariche elettriche si innescano tra l elettrodo
Formazione del truciolo - (concetti di base)
") Formazione del truciolo - (concetti di base) Le modalità con cui il truciolo si forma e si stacca dal pezzo sono simili (anche se non uguali) in vari tipi di utensili. Al giorno d oggi sono impiegati materiali
Formazione del truciolo - (concetti di base) Le modalità con cui il truciolo si forma e si stacca dal pezzo sono simili (anche se non uguali) in vari tipi di utensili. Al giorno d oggi sono impiegati materiali
LASER E PRODUZIONE: CARATTERISTICHE, APPLICAZIONI E TENDENZE FUTURE
 Università degli Studi di L Aquila Dipartimento di Ingegneria Meccanica, Energetica e Gestionale UCIMU-SISTEMI PER PRODURRE Associazione Costruttori Italiani Macchine Utensili, Robot e Automazione LASER
Università degli Studi di L Aquila Dipartimento di Ingegneria Meccanica, Energetica e Gestionale UCIMU-SISTEMI PER PRODURRE Associazione Costruttori Italiani Macchine Utensili, Robot e Automazione LASER
Proprietà meccaniche e proprietà tecnologiche
 Proprietà meccaniche e proprietà tecnologiche Materiale per usi strutturali Proprietà tecnologiche Malleabilità Duttilità Saldabilità Temprabilità Proprietà meccaniche Resistenza a trazione Resistenza
Proprietà meccaniche e proprietà tecnologiche Materiale per usi strutturali Proprietà tecnologiche Malleabilità Duttilità Saldabilità Temprabilità Proprietà meccaniche Resistenza a trazione Resistenza
Metallurgia e Materiali non Metallici. Prova di trazione. Marco Colombo.
 Metallurgia e Materiali non Metallici Prova di trazione Marco Colombo marco1.colombo@polimi.it 16/03/2016 La prova di trazione uniassiale Una delle più comuni e importanti prove distruttive, si ricavano
Metallurgia e Materiali non Metallici Prova di trazione Marco Colombo marco1.colombo@polimi.it 16/03/2016 La prova di trazione uniassiale Una delle più comuni e importanti prove distruttive, si ricavano
IL TAGLIO ORBITALE DELLE VITI SENZA FINE UNA TECNOLOGIA ECOSOSTENIBILE
 IL TAGLIO ORBITALE DELLE VITI SENZA FINE UNA TECNOLOGIA ECOSOSTENIBILE Marco Benincasa (Benincasa Meccanica) Giampaolo Giacomozzi (Varvel SpA) Massimiliano Turci (Studio Tecnico Turci) Riduttori a vite
IL TAGLIO ORBITALE DELLE VITI SENZA FINE UNA TECNOLOGIA ECOSOSTENIBILE Marco Benincasa (Benincasa Meccanica) Giampaolo Giacomozzi (Varvel SpA) Massimiliano Turci (Studio Tecnico Turci) Riduttori a vite
TRATTAMENTI TERMICI Introduzione
 TRATTAMENTI TERMICI Introduzione I trattamenti termici sono una successione di operazioni termiche a cui vengono sottoposte le leghe metalliche allo stato solido così allo scopo di ottenere una prefissata
TRATTAMENTI TERMICI Introduzione I trattamenti termici sono una successione di operazioni termiche a cui vengono sottoposte le leghe metalliche allo stato solido così allo scopo di ottenere una prefissata
(16MnCr5) (21MnCr5)
 (21MnCr5)") P1 AISI 5115, BS 527 A 19, AFNOR 16 MC 5 Acciaio da cementazione per la produzione di componenti fortemente sollecitati e resistenti all'usura di qualsiasi tipo. Codice cromatico: verde chiaro (1.7131)
P1 AISI 5115, BS 527 A 19, AFNOR 16 MC 5 Acciaio da cementazione per la produzione di componenti fortemente sollecitati e resistenti all'usura di qualsiasi tipo. Codice cromatico: verde chiaro (1.7131)
Tornitura. angolo di spoglia superiore C materiale da lavorare parametri di lavorazione interazione tra truciolo ed utensile
 Tornitura Le lavorazioni eseguite al tornio sono lavorazioni basate sull' asportazione di truciolo ad opera di un utensile la cui geometria ed il materiale con cui viene realizzato dipendono dal materiale
Tornitura Le lavorazioni eseguite al tornio sono lavorazioni basate sull' asportazione di truciolo ad opera di un utensile la cui geometria ed il materiale con cui viene realizzato dipendono dal materiale
Proprietà meccaniche. Proprietà dei materiali
 Proprietà meccaniche Proprietà dei materiali Proprietà meccaniche Tutti i materiali sono soggetti a sollecitazioni (forze) di varia natura che ne determinano deformazioni macroscopiche. Spesso le proprietà
Proprietà meccaniche Proprietà dei materiali Proprietà meccaniche Tutti i materiali sono soggetti a sollecitazioni (forze) di varia natura che ne determinano deformazioni macroscopiche. Spesso le proprietà
Matteo Strano - Tecnologia Meccanica Processi di fonderia - 2 FONDERIA
 Matteo Strano - Tecnologia Meccanica Processi di fonderia - 1 Matteo Strano - Tecnologia Meccanica Processi di fonderia - 2 FONDERIA Nella tecnica di fonderia il metallo, fuso nei forni, viene colato o
Matteo Strano - Tecnologia Meccanica Processi di fonderia - 1 Matteo Strano - Tecnologia Meccanica Processi di fonderia - 2 FONDERIA Nella tecnica di fonderia il metallo, fuso nei forni, viene colato o
Corso di Metallurgia. Ing. Nadia Ucciardello
 Corso di Metallurgia Ing. Nadia Ucciardello Studio: Secondo piano, Edidficio : Ingegneria Industriale, Tel. 0672597181 Fax: 062021351 E-mail: Nadia. Ucciardello@uniroma2.it Orario del Corso Lunedì dalle
Corso di Metallurgia Ing. Nadia Ucciardello Studio: Secondo piano, Edidficio : Ingegneria Industriale, Tel. 0672597181 Fax: 062021351 E-mail: Nadia. Ucciardello@uniroma2.it Orario del Corso Lunedì dalle
FONDERIA. Corso di Tecnologie Speciali I prof. Luigi Carrino
 FONDERIA Nella tecnica di fonderia il metallo, fuso nei forni, viene colato in una forma cava della quale, solidificando, assume la configurazione e le dimensioni. FONDERIA La fabbricazione per fusione
FONDERIA Nella tecnica di fonderia il metallo, fuso nei forni, viene colato in una forma cava della quale, solidificando, assume la configurazione e le dimensioni. FONDERIA La fabbricazione per fusione
iglidur J200: Per scorrimento su alluminio anodizzato Eccellente resistenza all abrasione su perni in alluminio anodizzato
 iglidur : Per scorrimento su alluminio anodizzato Eccellente resistenza all abrasione su perni in alluminio anodizzato Bassi coefficienti d attrito Bassa usura anche in ambienti sporchi Per carichi medio-bassi
iglidur : Per scorrimento su alluminio anodizzato Eccellente resistenza all abrasione su perni in alluminio anodizzato Bassi coefficienti d attrito Bassa usura anche in ambienti sporchi Per carichi medio-bassi
Materiali per alte temperature
 Materiali per alte temperature Prof. Barbara Rivolta Dipartimento di Meccanica Politecnico di Milano 14 Novembre 2013, Lecco Fenomeni metallurgici ad alta temperatura 2 Fenomeni meccanici: sovrasollecitazioni
Materiali per alte temperature Prof. Barbara Rivolta Dipartimento di Meccanica Politecnico di Milano 14 Novembre 2013, Lecco Fenomeni metallurgici ad alta temperatura 2 Fenomeni meccanici: sovrasollecitazioni
CAPITOLO 6 Processi attivati termicamente e diffusione nei solidi ESERCIZI CON SOLUZIONE SVOLTA. Problemi di conoscenza e comprensione
 CPITOLO 6 Processi attivati termicamente e diffusione nei solidi ESERCIZI CON SOLUZIONE SVOLT Problemi di conoscenza e comprensione 6.1 Nella maggior parte dei casi, le lastre di metallo laminato sono
CPITOLO 6 Processi attivati termicamente e diffusione nei solidi ESERCIZI CON SOLUZIONE SVOLT Problemi di conoscenza e comprensione 6.1 Nella maggior parte dei casi, le lastre di metallo laminato sono
Il nuovo acciaio per stampi di piccole dimensioni
 Il nuovo acciaio per stampi di piccole dimensioni Generalità KeyLos ON è un nuovo acciaio che Lucchini RS ha appositamente studiato per la fabbricazione di portastampi. E utilizzabile anche per punzoni
Il nuovo acciaio per stampi di piccole dimensioni Generalità KeyLos ON è un nuovo acciaio che Lucchini RS ha appositamente studiato per la fabbricazione di portastampi. E utilizzabile anche per punzoni
Zanardi Fonderie SpA Minerbe (VR)
") Istituto CNR-ICMATE (ex IENI) Milano G. Angella, R. Donnini, M. Maldini Zanardi Fonderie SpA Minerbe (VR) F. Zanardi VALUTAZIONE dell AVANZAMENTO del PROCESSO di AUSTEMPERING mediante PROVE di TRAZIONE
Istituto CNR-ICMATE (ex IENI) Milano G. Angella, R. Donnini, M. Maldini Zanardi Fonderie SpA Minerbe (VR) F. Zanardi VALUTAZIONE dell AVANZAMENTO del PROCESSO di AUSTEMPERING mediante PROVE di TRAZIONE
SERVIZI A VALORE AGGIUNTO PER LA COMPETITIVITA DEL CLIENTE
 SERVIZI A VALORE AGGIUNTO PER LA COMPETITIVITA DEL CLIENTE PROGRAMMA DEI CORSI RISERVATI AI CLIENTI DELL UTENSILERIA LUGHESE PRESENTAZIONE L Utensileria Lughese, da sempre attenta all evoluzione delle
SERVIZI A VALORE AGGIUNTO PER LA COMPETITIVITA DEL CLIENTE PROGRAMMA DEI CORSI RISERVATI AI CLIENTI DELL UTENSILERIA LUGHESE PRESENTAZIONE L Utensileria Lughese, da sempre attenta all evoluzione delle
Mole in CBN. Figura N 1- (immagine ricavata dal sito WEB :
 Mole in CBN Il Nitruro di Boro Cubico, conosciuto con la sigla CBN della General Electric e con la sigla ABN dalla Van de Beers è un materiale che come durezza è inferiore solo al diamante. Esso è usato
Mole in CBN Il Nitruro di Boro Cubico, conosciuto con la sigla CBN della General Electric e con la sigla ABN dalla Van de Beers è un materiale che come durezza è inferiore solo al diamante. Esso è usato
POLITECNICO DI TORINO TECNOLOGIA MECCANICA IL CICLO DI LAVORAZIONE
 POLITECNICO DI TORINO TECNOLOGIA MECCANICA IL CICLO DI LAVORAZIONE DEFINIZIONE Il ciclo di lavorazione è, in senso lato, la successione logica di tutte le operazioni necessarie per trasformare un pezzo
POLITECNICO DI TORINO TECNOLOGIA MECCANICA IL CICLO DI LAVORAZIONE DEFINIZIONE Il ciclo di lavorazione è, in senso lato, la successione logica di tutte le operazioni necessarie per trasformare un pezzo
ACCIAI INOSSIDABILI ACCIAI INOSSIDABILI
 ACCIAI INOSSIDABILI La caratteristica peculiare degli acciai inossidabili è quella presentare una resistenza alla corrosione nettamente superiore rispetto agli altri acciai, cui alcuni di essi aggiungono
ACCIAI INOSSIDABILI La caratteristica peculiare degli acciai inossidabili è quella presentare una resistenza alla corrosione nettamente superiore rispetto agli altri acciai, cui alcuni di essi aggiungono
PARAMETRI DI PROCESSO
 PARAMETRI DI PROCESSO Elettrici Corrente: I Tensione: V t on t off t on /(t on +t off ) = duty cycle Polarità Geometrici Ampiezza del gap: d g Fisici Tipo di dielettrico Cinematici Velocità del dielettrico
PARAMETRI DI PROCESSO Elettrici Corrente: I Tensione: V t on t off t on /(t on +t off ) = duty cycle Polarità Geometrici Ampiezza del gap: d g Fisici Tipo di dielettrico Cinematici Velocità del dielettrico
SCIENZA E TECNOLOGIA DEI MATERIALI
 Laurea Specialistica in Ingegneria Meccanica anno acc. 2007/08 25/09/2007 Scienza e Tecnologia dei Materiali Lez. 01 1 SCIENZA E TECNOLOGIA DEI MATERIALI Gianfranco Dell Agli Ufficio (piano 1) Laboratorio
Laurea Specialistica in Ingegneria Meccanica anno acc. 2007/08 25/09/2007 Scienza e Tecnologia dei Materiali Lez. 01 1 SCIENZA E TECNOLOGIA DEI MATERIALI Gianfranco Dell Agli Ufficio (piano 1) Laboratorio
Tecnologia Meccanica
 Università di Bergamo Facoltà di Ingegneria Corso di Laurea in Ingegneria Gestionale Anno Accademico 2008-09 1 La TECNOLOGIA MECCANICA, o meglio le TECNOLOGIE DI LAVORAZIONE MECCANICA, costituiscono l
Università di Bergamo Facoltà di Ingegneria Corso di Laurea in Ingegneria Gestionale Anno Accademico 2008-09 1 La TECNOLOGIA MECCANICA, o meglio le TECNOLOGIE DI LAVORAZIONE MECCANICA, costituiscono l