Innovazione nei Processi Tecnologici MATMEC-DIEM
|
|
|
- Floriana Contini
- 8 anni fa
- Visualizzazioni
Transcript
1 Innovazione nei Processi Tecnologici MATMEC-DIEM Prof. Ing. Giovanni Tani

2 Temi di ricerca Processi fusori Estrusione Tecnologia laser Macchine Utensili Processi per asportazione di truciolo Reverse Engineering

3 Processi fusori Focus Group nnovabologna Monitoraggio della Fase di Colata Inserimento Termocoppie

4 Processi fusori Attrezzatura Portatile Monitoraggio Colata Inserimento Termocoppie nel Raffreddatore 3000 H T C (W /m 2 C ) m m C h ill m m C h ill m m C h ill t im e Coefficienti di Scambio Termico all Interfaccia determinati Sperimentalmente 70

5 Processi fusori Superamento della velocità di 0.5 m/s nel canale a valle del filtro: 500 mm/s gli eventuali ossidi che si formano non possono essere trattenuti dai filtri Parziale riempimento del canale: Fenomeno di cascata può dar luogo ad una depressione all interno del canale con richiamo di gas dalla sabbia circostante Parziale riempimento degli attacchi di colata: Tecnologie Fusorie: Colata in Sabbia a Gravità Colata in Conchiglia a Gravità Fenomeno di cascata Pressocolata

6 Processi fusori Previsione della Microstruttura A 50 microns A 26 microns B B Previsione indiretta della Caratteristica Meccanica

7 Processi fusori ELEMENTO STRUTTURALE Analisi e Sperimentazione condotta su un getto per la determinazione della temperatura della lega durante la fase di riempimento Dimensioni Motta: 1000mm*1000mm

8 Estrusione Die Design Process Simulation Critical Die Slow Zones Evaluation of Process Conditions Die Optimization Fast Zones

9 Die Design Variations Estrusione Die codeproduction Rate (mt/min) Velocity Limit Velocity Limit Temp. ( C) with no Defects with Defects SS SS SS-475 4,2 9,9 SS-485 8,8 9,2 SS ,5 SI-435 SI-470 SI , BS-410 BS-435 BS-474 BS , BI-428 BI-435 BI-458 BI ,4 18, BB-400 BB-430 BB-470 BB NN Production Rate (mt/min) No defects Transition Defects No Data Available Production Rates Optimal Design
 No defects")
10 Estrusione Pressure: N/mm2 Critical

11 Estrusione Welding characterization is obtained with destructive test such as tensile test, expanding tests, crack propagation, etc. Such results are related to die design by means of FEM simulations BB Small Chamber (BS) 25 Intermediate Chamber (BI) BI Big Chamber (BB) 10 5 Production Rate (mt/min) 15 BS Defects F Weld zone F Temperature ( C)
 BI Big Chamber (BB) 10 5 Production Rate (mt/min) 15 BS Defects 20 0 450")
12 Estrusione Die-Load 680 tonn. 647 tonn. Stroke Die strength: Maximum process load: 1200 tonn. At the critical process condition, an elastic simulation of the tool is realized. Die: AISI H-13: Rm=900 MPa at 500 C Critical stress

13 Tecnologia laser Possono essere misurate potenze sino a 25 kw (fascio laser non focalizzato) e densità di potenza sino a 2*107 W/cm2 (fascio laser focalizzato). Tali limiti sono dovuti al carico termico massimo sul sensore piroelettrico e sull ago cavo. I limiti inferiori della misura sono in relazione all entità del rumore di fondo. Dalle misure di densità di potenza realizzate in differenti posizioni del percorso ottico della radiazione laser si ottengono le seguenti misure: % Misure della caustica 2D o 3D Misure di stabilità di puntamento Position in time diagram; Radius in time diagram; Beam position plot diagram w x, w y my [m m ] y[mm] % x[mm] y[mm] 0.00 z [m m ] y [m m ] 0.00 x[mm] 0.50 x [m m ] Caratterizzazione del fascio Laser m x [m m ] 0.3 1

14 Tecnologia laser Modo di oscillazione trasversale TEM22 Modo di oscillazione trasversale TEM22 Rappresentazione tridimensionale del campo elettrico nel fascio luminoso Rappresentazione tridimensionale della distribuzione della potenza nel fascio luminoso Caratterizzazione del fascio Laser



15 Tecnologia laser Caratteristiche della cella di lavoro laser Sorgente laser a CO2, λ = 10,6 μm (produzione El.En. di Calenzano (FI)). Potenza erogata massima: 3000 W Tavola-CNC (produzione R.T.M. of Vico Canavese)

16 LAVORAZIONI LASER Taglio Saldatura Saldatura Ibrida Laser MIG Ablazione Fresatura Laser Trattamenti termici Deposizione

17 Lavorazioni Laser Saldatura Laser CO2
18 Tecnologia MIG: caratterizzazione sperimentale del processo Nel campo della saldatura MIG, il DIEMTech ha esperienza sul campo acquisita durante campagne sperimentali. La sorgente combinata CEBORA MIGTIG-MMA da 380 A in dotazione è in grado di eseguire saldature su specifica con messa a punto dei parametri di processo in funzione delle diverse tecniche adottabili (Generatore sinergico a controllo elettronico). Ogni prova può essere corredata da micrografie dettagliate, prove di durezza e test di caratterizzazione sia statica che dinamica sui giunti.
.")
19 Lavorazioni Laser Tecnologia IBRIDA: studio e ottimizzazione dei parametri di processo Saldatura ad arco: Sorgente energetica a basso costo Buona saldabilità di lamiere con gap non controllato Saldatura laser: Elevate penetrazioni Elevate velocità di saldatura Bassi apporti termici Saldatura ibrida: Elevate stabilità del processo Alte velocità di produzione Ottime proprietà metallurgiche

: Gas di assistenza: Azoto. Materiale: AISI 304. Spessore: 3.0 mm. 1.0 1.25 1.5 1.75 1.8 2.0 2.1 2.4 2.5 2.6 3.0 3.3 3.")
20 Lavorazioni Laser Materiale: Fe 370 e AISI 304 inossidabile a matrice austenitica Provino metallografico : 4Ai_3s. Giunzione. Spessore (mm): Potenza laser: P = 2.5 kw. Potenza laser (kw): Velocità di processo: v = 1.8 m/min. Velocità di saldatura (m/min): Gas di assistenza: Azoto. Materiale: AISI 304. Spessore: 3.0 mm
: Gas di assistenza: Azoto. Materiale: AISI 304. Spessore: 3.0 mm. 1.")
21 Tecnologia laser Prova di trazione per il provino 14Ai_1.5s. Giunzione. Materiale: AISI 304. Spessore: 1.5 mm. Potenza laser: P=2.5 kw, velocità di processo: v = 3.3 m/min. Confronto tra i valori sperimentali e calcolati della profondità di penetrazione per alcune penetrazioni realizzate in AISI 304. Spessore: 3 mm. Potenza laser: 2 kw. Velocità di processo variabile. Gas di assistenza: Azoto Prova di trazione 14Ai_1.5s Tensione [MPa] TENSIONE NOMINALESALDATURA 4.00 TENSIONE NOMINALE METALLO BASE e=0.73 σ=697 MPa e=0.72 σ=663 MPa Penetrazione Valori sperimentali (AISI 304) Valori calcolati Joint Efficiency (P/(t*V), kj/mm2) e 70.00
22 Lavorazioni Laser FRESATURA LASER Asportazione laser di features complesse Processo particolarmente indicato per il settore stampi
23 Superficie Profondità di scavo Fondo scavo
24 MODELLO DI REGRESSIONE Realizzato con tecniche statistiche DOE su un progetto fattoriale 2³ vz = f I v f I f v Iv f Iv
25 Modellazione del processo in C++
26 Macchine Utensili Modellazione di Centri di Lavoro: Analisi del Moto ed Analisi della Lavorazione Modelli di Elementi di macchine: Struttura Meccanica Componenti Ausiliari Attrito; Modelli di CNC ed Azionamenti; Modelli INTEGRATI: Assi o Gruppi cinematici, M.U. e Centri di lavoro CNC ed Azionamenti;

27 MODELLI DI CNC & AZIONAMENTI
 + Cc R2 R1 dt dt d 2 t J pc 1 + η c R 2 R1 d m0 dγ dγ sign µ F sign 0 1 dt 2 dt d2θ d2ϑ 1d dθ dθ + µ 02 m02 Jrt + fvrr1 sign sign + 2 2 b 2 dt dt d t d t dm02 dθ dm0 dθ + µ 02 H3")
28 Modelli A PARAMETRI CONCENTRATI di: Assi o Gruppi cinematici d 2α 1 = 2 J m d t dα K am ( β α ) F dt + K t i a dγ dβ R2 R1 R 2 + K c ( β R1 γ R 2 ) R 2 K v ( γ θ ) Cc dt dt dγ ( d 2γ 1 1 η c) dβ = K c ( γ R 2 β R1 ) + Cc R2 R1 dt dt d 2 t J pc 1 + η c R 2 R1 d m0 dγ dγ sign µ F sign 0 1 dt 2 dt d2θ d2ϑ 1d dθ dθ + µ 02 m02 Jrt + fvrr1 sign sign b 2 dt dt d t d t dm02 dθ dm0 dθ + µ 02 H3 sign + µ 0 F sign = Kv( γ θ ) 2 dt 2 3 dt Jrv (5)


29 Modelli FEM di: - Assi o Gruppi cinematici, - M.U. e Centri di lavoro CNC ad Alta Velocità o Analisi dinamica dei componenti e della struttura macchina completa nelle diverse configurazioni di lavoro. o Analisi Dinamiche o Ottimizzazione della struttura meccanica


30 SISTEMI INTEGRATI degli Assi Controllati
31 Modello FEM integrato in SIMULINK SISTEMA INTEGRATO del Centro di lavoro modello della meccanica derivato dall analisi FEM
32 Studi del comportamento dinamico per più configurazioni
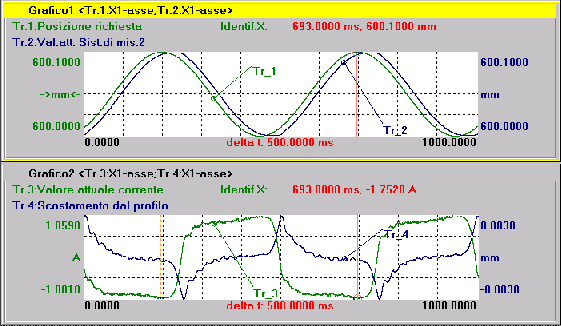
33 Simulazioni Risultati di una prova del cerchio nel piano X-Z con dati: - raggio del cerchio: 5 mm (piccoli spostamenti) - velocità periferica: 6000 mm/min. Risposta al comando Gradino seno Raggio medio simulato: mm Raggio medio reale: mm


34 Simulazione traiettorie 3D
35 Modellazione del processo di Taglio
36 Modelli dei processi di Taglio Simulazioni FEM Evoluzione del truciolo temperatura Velocità di deformazione Forze Fymax = 2530 N Fymax = 730 N s=a=4
37 Reverse Engineering & sistemi CAD/CAM Sviluppo di sistemi e procedure per la compressione del tempo di sviluppo prodotto
38 Reverse Engineering: trend Forte sviluppo dei sistemi di acquisizione ottici. Acquisizione indipendente dalla complessità delle superfici. Miglioramento delle funzionalità dei software di ricostruzione ed analisi. Integrazione tra i sistemi di acquisizione ed i software commerciali CAD/CAM
39 Reverse Engineering: sviluppi Sviluppo di procedure e sistemi per il controllo di qualità superficiale. Procedure innovative per il confronto con le superfici teoriche. Integrazione di soluzioni all'interno di moduli CAD esistenti.
40 Integrazione RE/ CAD/CAM Sviluppo di funzioni avanzate per la modifica di geometrie complesse. Modifica diretta di modelli ibridi (CAD+STL). Imposizione di vincoli geometrici/morfologici
La disciplina di Tecnologia Meccanica ed Esercitazioni è coinvolta nel progetto di Sperimentazione Meccatronica,
 PROGRAMMA MINIMO COMUNE DI TECNOLOGIA MECCANICA ED ESERCITAZIONI ANNO SCOLASTICO 2010/2011 La disciplina di Tecnologia Meccanica ed Esercitazioni è coinvolta nel progetto di Sperimentazione Meccatronica,
PROGRAMMA MINIMO COMUNE DI TECNOLOGIA MECCANICA ED ESERCITAZIONI ANNO SCOLASTICO 2010/2011 La disciplina di Tecnologia Meccanica ed Esercitazioni è coinvolta nel progetto di Sperimentazione Meccatronica,
METODOLOGIA DI REALIZZAZIONE DI UN PORTAMOZZO: DALLA FUSIONE IN GRAVITA ALLA FUSIONE IN BASSA PRESSIONE
 UNIVERSITA DEGLI STUDI DI BERGAMO FACOLTA DI INGEGNERIA MECCANICA METODOLOGIA DI REALIZZAZIONE DI UN PORTAMOZZO: DALLA FUSIONE IN GRAVITA ALLA FUSIONE IN BASSA PRESSIONE Sommario Obiettivo Il progetto
UNIVERSITA DEGLI STUDI DI BERGAMO FACOLTA DI INGEGNERIA MECCANICA METODOLOGIA DI REALIZZAZIONE DI UN PORTAMOZZO: DALLA FUSIONE IN GRAVITA ALLA FUSIONE IN BASSA PRESSIONE Sommario Obiettivo Il progetto
ATTIVITA di RICERCA. nel settore Tecnologie e Sistemi di Lavorazione
 ATTIVITA di RICERCA nel settore Gruppo di ricerca Antoniomaria Di Ilio (prof. ordinario) Alfonso Paoletti (prof. associato) Renza Santilli (dottoranda) Enrico Panaccio (dottorando) PRINCIPALI TEMATICHE
ATTIVITA di RICERCA nel settore Gruppo di ricerca Antoniomaria Di Ilio (prof. ordinario) Alfonso Paoletti (prof. associato) Renza Santilli (dottoranda) Enrico Panaccio (dottorando) PRINCIPALI TEMATICHE
Indice Prefazione XIII 1 Introduzione alle tecnologie di fabbricazione 2 Principi fondamentali della produzione per fonderia
 Indice Prefazione XIII 1 Introduzione alle tecnologie di fabbricazione 1 Introduzione 1 1.1 Processi tecnologici di trasformazione 2 1.1.1 Precisione nelle trasformazioni 5 1.2 Attributi geometrici dei
Indice Prefazione XIII 1 Introduzione alle tecnologie di fabbricazione 1 Introduzione 1 1.1 Processi tecnologici di trasformazione 2 1.1.1 Precisione nelle trasformazioni 5 1.2 Attributi geometrici dei
IMPIANTO AUTOMATICO PER LA SALDATURA DI ESTRUSI DI ALLUMINIO PER APPLICAZIONI NAVALI.
 IMPIANTO AUTOMATICO PER LA SALDATURA DI ESTRUSI DI ALLUMINIO PER APPLICAZIONI NAVALI. Tube Tech Machinery Marcello Filippini Il settore dei trasporti, specialmente i trasporti passeggeri con treni e navi,
IMPIANTO AUTOMATICO PER LA SALDATURA DI ESTRUSI DI ALLUMINIO PER APPLICAZIONI NAVALI. Tube Tech Machinery Marcello Filippini Il settore dei trasporti, specialmente i trasporti passeggeri con treni e navi,
Macchine e Sistemi Energetici
 Macchine e Sistemi Energetici Coordinatore: Prof. Roberto Bettocchi Determinazione delle prestazioni per macchine motrici / operatrici Progettazione fluidodinamica di ventilatori, compressori e pompe SIMULAZIONE
Macchine e Sistemi Energetici Coordinatore: Prof. Roberto Bettocchi Determinazione delle prestazioni per macchine motrici / operatrici Progettazione fluidodinamica di ventilatori, compressori e pompe SIMULAZIONE
iglidur V400: Resistenza chimica e alle alte temperature
 iglidur : Resistenza chimica e alle alte temperature Produzione standard a magazzino Eccellente resistenza all usura anche con alberi teneri e temperature fino a +200 C Ottima resistenza agli agenti chimici
iglidur : Resistenza chimica e alle alte temperature Produzione standard a magazzino Eccellente resistenza all usura anche con alberi teneri e temperature fino a +200 C Ottima resistenza agli agenti chimici
DIMI. Università degli studi di Brescia. Dipartimento Ingegneria Meccanica e Industriale. Dipartimento di Ingegneria Meccanica e Industriale
 Componenti strutturali per telai automobilistici: problematiche metallurgiche di assemblaggio e finitura Andrea Panvini, Giovanna Cornacchia, Michela Faccoli DIMI Dipartimento Ingegneria Meccanica e Industriale
Componenti strutturali per telai automobilistici: problematiche metallurgiche di assemblaggio e finitura Andrea Panvini, Giovanna Cornacchia, Michela Faccoli DIMI Dipartimento Ingegneria Meccanica e Industriale
VERIFICHE SUI GIUNTI DI SALDATURA DI GEOMEMBRANE IN HDPE PER L IMPERMEABILIZZAZIONE DEL SUOLO DI DISCARICHE CONTROLLATE
 VERIFICHE SUI GIUNTI DI SALDATURA DI GEOMEMBRANE IN HDPE PER L IMPERMEABILIZZAZIONE DEL SUOLO DI DISCARICHE CONTROLLATE (ai sensi della Norma UNI 10567) La C.S.A. srl svolge le funzioni di Ente di Controllo
VERIFICHE SUI GIUNTI DI SALDATURA DI GEOMEMBRANE IN HDPE PER L IMPERMEABILIZZAZIONE DEL SUOLO DI DISCARICHE CONTROLLATE (ai sensi della Norma UNI 10567) La C.S.A. srl svolge le funzioni di Ente di Controllo
Politecnico di Bari I Facoltà di Ingegneria Corso di Laurea Specialistica in Ingegneria Meccanica ENERGIA EOLICA
 Politecnico di Bari I Facoltà di Ingegneria Corso di Laurea Specialistica in Ingegneria Meccanica ENERGIA EOLICA turbine eoliche ad asse verticale VAWT A.A. 2008/09 Energie Alternative Prof.B.Fortunato
Politecnico di Bari I Facoltà di Ingegneria Corso di Laurea Specialistica in Ingegneria Meccanica ENERGIA EOLICA turbine eoliche ad asse verticale VAWT A.A. 2008/09 Energie Alternative Prof.B.Fortunato
Tecnologie Meccaniche flessibili per il Lean Manufacturing
 UNIVERSITA POLITECNICA DELLE MARCHE Incontro U to A - Metodi e Strumenti per il Lean Product Development 4 Marzo 2011 Tecnologie Meccaniche flessibili per il Lean Manufacturing Attività di ricerca del
UNIVERSITA POLITECNICA DELLE MARCHE Incontro U to A - Metodi e Strumenti per il Lean Product Development 4 Marzo 2011 Tecnologie Meccaniche flessibili per il Lean Manufacturing Attività di ricerca del
Optimum Lubrication and cooling system Kw
 è un prodotto: PATENTED Optimum Lubrication and cooling system Kw Produttività Qualità Ecologia in Un Prodotto distribuito da: S.p.A. TOOLS ENGINEERING & MANUFACTURING Sistema Kw: principio di funzionamento
è un prodotto: PATENTED Optimum Lubrication and cooling system Kw Produttività Qualità Ecologia in Un Prodotto distribuito da: S.p.A. TOOLS ENGINEERING & MANUFACTURING Sistema Kw: principio di funzionamento
Ingegneria e simulazione di componenti in LSR
 Ingegneria e simulazione di componenti in LSR Andrea Romeo Consorzio Proplast Responsabile Area Ingegneria Il silicone liquido LSR Galliate, 22 settembre 2015 Ingegneria di prodotto e di processo Simulazioni
Ingegneria e simulazione di componenti in LSR Andrea Romeo Consorzio Proplast Responsabile Area Ingegneria Il silicone liquido LSR Galliate, 22 settembre 2015 Ingegneria di prodotto e di processo Simulazioni
Compattatore a Rullo Standard
 Compattatore a Rullo Standard Compattatore a Rullo Standard PAVELAB SYSTEM elettromeccanico e multi-formato con controllo closed loop CARATTERISTICHE PRINCIPALI o Funzionamento completamente elettromeccanico;
Compattatore a Rullo Standard Compattatore a Rullo Standard PAVELAB SYSTEM elettromeccanico e multi-formato con controllo closed loop CARATTERISTICHE PRINCIPALI o Funzionamento completamente elettromeccanico;
ITIS OTHOCA ORISTANO PROGRAMMAZIONE AUTOMATICA CAM. Prof. Ignazio Peddis A.S. 2007/08
 ITIS OTHOCA ORISTANO PROGRAMMAZIONE AUTOMATICA CAM Prof. Ignazio Peddis A.S. 2007/08 Programmazione automatica CAM Il CAM (Computer Aided Manufacturing) è una tecnologia mediante la quale si realizza l'integrazione
ITIS OTHOCA ORISTANO PROGRAMMAZIONE AUTOMATICA CAM Prof. Ignazio Peddis A.S. 2007/08 Programmazione automatica CAM Il CAM (Computer Aided Manufacturing) è una tecnologia mediante la quale si realizza l'integrazione
PRODUTTIVITÀ NEL TAGLIO CON LASER IN FIBRA
 IRIS LASER IRIS LASER PRODUTTIVITÀ NEL TAGLIO CON LASER IN FIBRA DANOBAT ha sviluppato una macchina da taglio laser basata sulla tecnologia in fibra ottica. Si tratta di una macchina ad alta produttività,
IRIS LASER IRIS LASER PRODUTTIVITÀ NEL TAGLIO CON LASER IN FIBRA DANOBAT ha sviluppato una macchina da taglio laser basata sulla tecnologia in fibra ottica. Si tratta di una macchina ad alta produttività,
PRESSOCOLATA DI ZAMA CON MACCHINA ELETTRICA
 UNIVERSITA DEGLI STUDI DI BRESCIA FACOLTA DI INGEGNERIA DIPARTIMENTO DI INGEGNERIA MECCANICA PRESSOCOLATA DI ZAMA CON MACCHINA ELETTRICA Relatore: ing. Annalisa Pola Laureandi: Dario Martinazzoli (ing.
UNIVERSITA DEGLI STUDI DI BRESCIA FACOLTA DI INGEGNERIA DIPARTIMENTO DI INGEGNERIA MECCANICA PRESSOCOLATA DI ZAMA CON MACCHINA ELETTRICA Relatore: ing. Annalisa Pola Laureandi: Dario Martinazzoli (ing.
LAVORAZIONI NON CONVENZIONALI TECNOLOGIA LASER
 LAVORAZIONI NON CONVENZIONALI TECNOLOGIA LASER LASER = LIGHT AMPLIFICATION BY SIMULATED EMISSION OF RADIATION Amplificazione della luce mediante l emissione stimolata della radiazione Il LASER è una particolare
LAVORAZIONI NON CONVENZIONALI TECNOLOGIA LASER LASER = LIGHT AMPLIFICATION BY SIMULATED EMISSION OF RADIATION Amplificazione della luce mediante l emissione stimolata della radiazione Il LASER è una particolare
Elettromobilità WITTENSTEIN La pole position degli azionamenti elettrici. efficiente compatto sicuro
 WITTENSTEIN La pole position degli azionamenti elettrici efficiente compatto sicuro 101 Azionamenti perfettamente integrati da un unico partner L elettromobilità va ben oltre il semplice funzionamento
WITTENSTEIN La pole position degli azionamenti elettrici efficiente compatto sicuro 101 Azionamenti perfettamente integrati da un unico partner L elettromobilità va ben oltre il semplice funzionamento
Veloci, Economiche, Scalabili: Tecnologie Magnetiche per l Automazione
 TECHNICAL ARTICLE Veloci, Economiche, Scalabili: Tecnologie Magnetiche per l Automazione La famiglia degli attuatori magnetici diretti include motori lineari e voice coil e offre dei vantaggi rispetto
TECHNICAL ARTICLE Veloci, Economiche, Scalabili: Tecnologie Magnetiche per l Automazione La famiglia degli attuatori magnetici diretti include motori lineari e voice coil e offre dei vantaggi rispetto
5.3 Caratterizzazione di una lega di alluminio per applicazioni aerospaziali
 5.3 Caratterizzazione di una lega di alluminio per applicazioni aerospaziali Si riportano in questa sezione i risultati relativi ai test sperimentali effettuati in compressione ed in trazione a differenti
5.3 Caratterizzazione di una lega di alluminio per applicazioni aerospaziali Si riportano in questa sezione i risultati relativi ai test sperimentali effettuati in compressione ed in trazione a differenti
SALDATURA LASER DI MATERIALI DISSIMILI. Prof. Alessandro Fortunato DIN-Università di Bologna
 SALDATURA LASER DI MATERIALI DISSIMILI Prof. Alessandro Fortunato DIN-Università di Bologna DIN Il Dipartimento di Ingegneria Industriale svolge le funzioni relative alla ricerca scientifica e alle attività
SALDATURA LASER DI MATERIALI DISSIMILI Prof. Alessandro Fortunato DIN-Università di Bologna DIN Il Dipartimento di Ingegneria Industriale svolge le funzioni relative alla ricerca scientifica e alle attività
Lezione. Tecnica delle Costruzioni
 Lezione Tecnica delle Costruzioni 1 Materiali Caratteristiche dell acciaio Acciaio = lega ferro-carbonio Caratteristiche importanti: resistenza duttilità = capacità di deformarsi plasticamente senza rompersi
Lezione Tecnica delle Costruzioni 1 Materiali Caratteristiche dell acciaio Acciaio = lega ferro-carbonio Caratteristiche importanti: resistenza duttilità = capacità di deformarsi plasticamente senza rompersi
Capitolo 4. Superfici, tribologia, caratteristiche dimensionali e controllo qualità. 2008 Pearson Paravia Bruno Mondadori S.p.A.
 Capitolo 4 Superfici, tribologia, caratteristiche dimensionali e controllo qualità 1 Proprietà superficiali dei metalli Figura 4.1 Schema di una sezione della superficie di un metallo. Lo spessore di ciascuno
Capitolo 4 Superfici, tribologia, caratteristiche dimensionali e controllo qualità 1 Proprietà superficiali dei metalli Figura 4.1 Schema di una sezione della superficie di un metallo. Lo spessore di ciascuno
UNIVERSITA DEGLI STUDI DI BRESCIA
 UNIVERSITA DEGLI STUDI DI BRESCIA ESAME DI STATO DI ABILITAZIONE ALL'ESERCIZIO DELLA PROFESSIONE DI INGEGNERE (Lauree di primo livello D.M. 509/99 e D.M. 270/04 e Diploma Universitario) SEZIONE B - Prima
UNIVERSITA DEGLI STUDI DI BRESCIA ESAME DI STATO DI ABILITAZIONE ALL'ESERCIZIO DELLA PROFESSIONE DI INGEGNERE (Lauree di primo livello D.M. 509/99 e D.M. 270/04 e Diploma Universitario) SEZIONE B - Prima
PLASTIC TESTING SCHEDA TECNICA. Visualizzazione dei risultati. Programmi disponibili. Dati ottenibili. Controllo. Posizionamento preliminare
 DINAMOMETRI ELETTRONICI SERIE TCS SCHEDA TECNICA Strumenti da banco completamente governati da Personal Computer per prove di trazione, compressione, flessione su una vasta gamma di materiali: tessili,
DINAMOMETRI ELETTRONICI SERIE TCS SCHEDA TECNICA Strumenti da banco completamente governati da Personal Computer per prove di trazione, compressione, flessione su una vasta gamma di materiali: tessili,
IL LASER NELL INDUSTRIA DELLA PLASTICA MODALITA E PROSPETTIVE DELLA RICERCA
 S.p.A. SEMINARIO TECNOLOGICO Venerdì, 9 novembre 2006 La ricerca applicata alla tecnologia laser utilizzata nel settore dei materiali plastici IL LASER NELL INDUSTRIA DELLA PLASTICA MODALITA E PROSPETTIVE
S.p.A. SEMINARIO TECNOLOGICO Venerdì, 9 novembre 2006 La ricerca applicata alla tecnologia laser utilizzata nel settore dei materiali plastici IL LASER NELL INDUSTRIA DELLA PLASTICA MODALITA E PROSPETTIVE
Centro di lavoro verticale IDRA MV 1050
 Centro di lavoro verticale IDRA MV 1050 l modello IDRA MV 1050 è stato progettato in modo specifico per esaltare caratteristiche meccaniche, flessibilità e basso costo, per quei produttori il cui obiettivo
Centro di lavoro verticale IDRA MV 1050 l modello IDRA MV 1050 è stato progettato in modo specifico per esaltare caratteristiche meccaniche, flessibilità e basso costo, per quei produttori il cui obiettivo
LubX CV. Per velocità più elevate e maggiore produttività. Materiali termoplastici. LubX 07/2014
 LubX CV Per velocità più elevate e maggiore produttività 07/2014 LubX CV Materiali termoplastici Lasciatevi convincere dai fatti Nel 2012 Roechling presenta due materiali specifici per sistemi di trasporto
LubX CV Per velocità più elevate e maggiore produttività 07/2014 LubX CV Materiali termoplastici Lasciatevi convincere dai fatti Nel 2012 Roechling presenta due materiali specifici per sistemi di trasporto
PhoeniX. Macchina per il controllo dimensionale e dei difetti superficiali
 PhoeniX Macchina per il controllo dimensionale e dei difetti superficiali PhoeniX Macchina per il controllo dimensionale e dei difetti superficiali Phoenix è l ultima evoluzione della macchina d ispezione
PhoeniX Macchina per il controllo dimensionale e dei difetti superficiali PhoeniX Macchina per il controllo dimensionale e dei difetti superficiali Phoenix è l ultima evoluzione della macchina d ispezione
Calcoli statistici e calcoli reali in un impianto fotovoltaico Ibrido
 Calcoli statistici e calcoli reali in un impianto fotovoltaico Ibrido Una piccola premessa tecnica solo per capire perché si è introdotto il concetto di NOCT. Al fine di paragonare le prestazioni di tutti
Calcoli statistici e calcoli reali in un impianto fotovoltaico Ibrido Una piccola premessa tecnica solo per capire perché si è introdotto il concetto di NOCT. Al fine di paragonare le prestazioni di tutti
PROFILO FORMATIVO Profilo professionale e percorso formativo
 Agenzia del Lavoro Provincia Autonoma di Trento PROFILO FORMATIVO Profilo professionale e percorso formativo DENOMINAZIONE FIGURA PROFESSIONALE - OPERATORE ALLE MACCHINE TRADIZIONALI E A CONTROLLO NUMERICO
Agenzia del Lavoro Provincia Autonoma di Trento PROFILO FORMATIVO Profilo professionale e percorso formativo DENOMINAZIONE FIGURA PROFESSIONALE - OPERATORE ALLE MACCHINE TRADIZIONALI E A CONTROLLO NUMERICO
LYNX FL. Macchina da taglio laser fibra LVDGROUP.COM LAVORAZIONE LASER A PORTATA DI MANO
 Macchina da taglio laser fibra LYNX FL LAVORAZIONE LASER A PORTATA DI MANO LVDGROUP.COM LYNX FL ENTRA NEL MONDO DEL TAGLIO LASER Progettato per lavorazioni laser economicamente vantaggiose, il Lynx offre
Macchina da taglio laser fibra LYNX FL LAVORAZIONE LASER A PORTATA DI MANO LVDGROUP.COM LYNX FL ENTRA NEL MONDO DEL TAGLIO LASER Progettato per lavorazioni laser economicamente vantaggiose, il Lynx offre
PROGRAMMAZIONE DEL GRUPPO DISCIPLINARE a.s. 2015/2016 INDIRIZZO SCOLASTICO: ORE SETTIMANALI: 5 (5) TOTALE ANNUALE : 165
 TOTALE ANNUALE : 165") ISTITUTO SUPERIORE ENRICO FERMI PROGRAMMAZIONE DEL GRUPPO DISCIPLINARE a.s. 2015/2016 INDIRIZZO SCOLASTICO: BIENNIO IT xtriennio IT LSSA DISCIPLINA: TECNOLOGIE MECCANICHE DI PROCESSO E DI PRODOTTO ORE
ISTITUTO SUPERIORE ENRICO FERMI PROGRAMMAZIONE DEL GRUPPO DISCIPLINARE a.s. 2015/2016 INDIRIZZO SCOLASTICO: BIENNIO IT xtriennio IT LSSA DISCIPLINA: TECNOLOGIE MECCANICHE DI PROCESSO E DI PRODOTTO ORE
Cavi con isolamento estruso in gomma per tensioni nominali da 1 kv a 30 kv. Cavi isolati con polivinilcloruro per tensioni nominali da 1 kv a 3 kv
 CEI 0-16;V2 CEI EN 60947-5-2 CEI EN 62271-3 CEI EN 62271-209 S001 CEI CLC/TS 62271-304 CEI 20-13;V4 Regola tecnica di riferimento per la connessione di Utenti attivi e passivi alle reti AT ed MT delle
CEI 0-16;V2 CEI EN 60947-5-2 CEI EN 62271-3 CEI EN 62271-209 S001 CEI CLC/TS 62271-304 CEI 20-13;V4 Regola tecnica di riferimento per la connessione di Utenti attivi e passivi alle reti AT ed MT delle
MATRICE DELLE COMPETENZE DI SCIENZE E TECNOLIE APPLICATE INDIRIZZO DI MECCANICA, MECCATRONICA ED ENERGIA
 MATRICE DELLE COMPETENZE DI SCIENZE E TECNOLIE APPLICATE INDIRIZZO DI MECCANICA, MECCATRONICA ED ENERGIA Competenze in esito al quinquennio (dall Allegato C del Regolamento) 1. Individuare le proprietà
MATRICE DELLE COMPETENZE DI SCIENZE E TECNOLIE APPLICATE INDIRIZZO DI MECCANICA, MECCATRONICA ED ENERGIA Competenze in esito al quinquennio (dall Allegato C del Regolamento) 1. Individuare le proprietà
Introduzione alle tecnologie di fabbricazione Introduzione 1.1 Processi tecnologici di trasformazione 1.2 Attributi geometrici dei prodotti
 Indice PREFAZIONE RINGRAZIAMENTI DELL EDITORE GUIDA ALLA LETTURA XIII XIV XV 1 Introduzione alle tecnologie di fabbricazione 1 Introduzione 1 1.1 Processi tecnologici di trasformazione 1 1.1.1 Precisione
Indice PREFAZIONE RINGRAZIAMENTI DELL EDITORE GUIDA ALLA LETTURA XIII XIV XV 1 Introduzione alle tecnologie di fabbricazione 1 Introduzione 1 1.1 Processi tecnologici di trasformazione 1 1.1.1 Precisione
Utilizzo di sensori per la definizione e l ottimizzazione dei cicli di lavoro
 UTILIZZO DI SENSORI PER IL MONITORAGGIO DI MANDRINI PER FRESATURA E RETTIFICA Utilizzo di sensori per la definizione e l ottimizzazione dei cicli di lavoro Dario Capellini - Capellini electrospindle Capellini
UTILIZZO DI SENSORI PER IL MONITORAGGIO DI MANDRINI PER FRESATURA E RETTIFICA Utilizzo di sensori per la definizione e l ottimizzazione dei cicli di lavoro Dario Capellini - Capellini electrospindle Capellini
L ultima operazione è quella che ci permette di trasformare il nostro linguaggio di disegno in linguaggio macchina, cioè, grazie a dei programmi
 MODULO 9 Introduzione a un progetto: realizzazione dei disegni meccanici con l ausilio di programmi CAD-CAM. Concetti di base su programmazione su macchine utensili a CNC: tornio, fresatrici ed elettroerosione.
MODULO 9 Introduzione a un progetto: realizzazione dei disegni meccanici con l ausilio di programmi CAD-CAM. Concetti di base su programmazione su macchine utensili a CNC: tornio, fresatrici ed elettroerosione.
GP - Macchine per l'incisione
 Macchine per il taglio Laser Applicazioni e esempi: YAG Series Metallo - Macchine taglio laser PEDK- M400 / PEDK- M500 1. Foto delle macchine Laser Area di Lavoro500X500mm Area di lavoro 1000X1000mm Area
Macchine per il taglio Laser Applicazioni e esempi: YAG Series Metallo - Macchine taglio laser PEDK- M400 / PEDK- M500 1. Foto delle macchine Laser Area di Lavoro500X500mm Area di lavoro 1000X1000mm Area
Tecnologie di saldatura per fusione
 La saldatura laser Tecnologie di saldatura per fusione saldatura ad arco (MIG, TIG, SAW, Plasma ecc.) saldatura a gas (ossiacetilenica, ossidrica ecc.) saldatura ad elettroscoria saldatura alluminotermica
La saldatura laser Tecnologie di saldatura per fusione saldatura ad arco (MIG, TIG, SAW, Plasma ecc.) saldatura a gas (ossiacetilenica, ossidrica ecc.) saldatura ad elettroscoria saldatura alluminotermica
Informazioni stampa. Nuovo concetto di controllo per la lavorazione dei metalli. Beckhoff alla EMO Pad. 25, Stand G33
 EMO 2007 Pagina 1 di 5 Beckhoff alla EMO Pad. 25, Stand G33 Nuovo concetto di controllo per la lavorazione dei metalli In occasione della fiera EMO 2007, Beckhoff presenterà una nuova generazione di sistemi
EMO 2007 Pagina 1 di 5 Beckhoff alla EMO Pad. 25, Stand G33 Nuovo concetto di controllo per la lavorazione dei metalli In occasione della fiera EMO 2007, Beckhoff presenterà una nuova generazione di sistemi
Informazioni tecniche. QWD Macchine per la fabbricazione e la manutenzione degli utensili in PCD con processo di elettroerosione a filo
 Informazioni tecniche QWD Macchine per la fabbricazione e la manutenzione degli utensili in PCD con processo di elettroerosione a filo QWD 750/760 Una concezione versatile di macchina per le più elevate
Informazioni tecniche QWD Macchine per la fabbricazione e la manutenzione degli utensili in PCD con processo di elettroerosione a filo QWD 750/760 Una concezione versatile di macchina per le più elevate
[ significa: Design to Cost. EMCOMILL E1200 E900 E600 E350. Centri di lavoro verticali CNC a 3 assi per la lavorazione di lotti piccoli e medi
 [ E[M]CONOMY] significa: Design to Cost. EMCOMILL E200 E900 E600 E350 Centri di lavoro verticali CNC a 3 assi per la lavorazione di lotti piccoli e medi EMCOMILL E200 Test di collaudo UNI ISO 079-7 Distributore
[ E[M]CONOMY] significa: Design to Cost. EMCOMILL E200 E900 E600 E350 Centri di lavoro verticali CNC a 3 assi per la lavorazione di lotti piccoli e medi EMCOMILL E200 Test di collaudo UNI ISO 079-7 Distributore
SqueezeX. Macchina per il controllo dimensionale e dei difetti superficiali
 SqueezeX Macchina per il controllo dimensionale e dei difetti superficiali SqueezeX Macchina per il controllo dimensionale e dei difetti superficiali SQUEEZEX è una macchina d ispezione visiva per il
SqueezeX Macchina per il controllo dimensionale e dei difetti superficiali SqueezeX Macchina per il controllo dimensionale e dei difetti superficiali SQUEEZEX è una macchina d ispezione visiva per il
BigX. Macchina per il controllo dimensionale e dei difetti superficiali
 BigX Macchina per il controllo dimensionale e dei difetti superficiali BigX Macchina per il controllo dimensionale e dei difetti superficiali BigX è l ultima evoluzione della macchina d ispezione visiva
BigX Macchina per il controllo dimensionale e dei difetti superficiali BigX Macchina per il controllo dimensionale e dei difetti superficiali BigX è l ultima evoluzione della macchina d ispezione visiva
SIMULAZIONE E ANALISI SOFTWARE PER MACCHINE UTENSILI
 SIMULAZIONE E ANALISI SOFTWARE PER MACCHINE UTENSILI Antonio Scippa u macchine utensili u Ottimizzare i parametri per una lavorazione di fresatura su macchina a controllo numerico significa sfruttare in
SIMULAZIONE E ANALISI SOFTWARE PER MACCHINE UTENSILI Antonio Scippa u macchine utensili u Ottimizzare i parametri per una lavorazione di fresatura su macchina a controllo numerico significa sfruttare in
Programma di addestramento raccomandato per l esame di Termografia di 2 livello secondo EN 473
 Programma di addestramento raccomandato per l esame di Termografia di 2 livello secondo EN 473 Parte 1 a - Concetti di base 1.0.0 - Natura del calore 1.1.0 - misura del calore: - strumentazione - scale
Programma di addestramento raccomandato per l esame di Termografia di 2 livello secondo EN 473 Parte 1 a - Concetti di base 1.0.0 - Natura del calore 1.1.0 - misura del calore: - strumentazione - scale
Programmazione modulare di Tecnologia Meccanica Classe: 5^ Meccanica e Meccatronica Tempo previsto: 132 h/annuali
 ITI M. FARADAY A.S. 201-2015 Programmazione modulare di Tecnologia Meccanica Classe: 5^ Meccanica e Meccatronica Tempo previsto: 132 h/annuali Prof. Giordano Cecchetti Prof. Salvatore Di Novo 1 N modulo
ITI M. FARADAY A.S. 201-2015 Programmazione modulare di Tecnologia Meccanica Classe: 5^ Meccanica e Meccatronica Tempo previsto: 132 h/annuali Prof. Giordano Cecchetti Prof. Salvatore Di Novo 1 N modulo
TRASMISSIONE DI POTENZA IN AMBITO ELICOTTERISTICO: ANALISI STATICA ED A FATICA DI UNA FUSIONE TRAMITE MODELLI AD ELEMENTI FINITI E PROVE STRUMENTALI.
 Laurea Specialistica in Ingegneria Meccanica TRASMISSIONE DI POTENZA IN AMBITO ELICOTTERISTICO: ANALISI STATICA ED A FATICA DI UNA FUSIONE TRAMITE MODELLI AD ELEMENTI FINITI E PROVE STRUMENTALI. Relatore:
Laurea Specialistica in Ingegneria Meccanica TRASMISSIONE DI POTENZA IN AMBITO ELICOTTERISTICO: ANALISI STATICA ED A FATICA DI UNA FUSIONE TRAMITE MODELLI AD ELEMENTI FINITI E PROVE STRUMENTALI. Relatore:
Prof. Sergio Baragetti. Progettazione FEM
 Prof. Sergio Baragetti Progettazione FEM Perché gli Elementi Finiti Le teorie classiche della meccanica, studiate nei corsi precedenti, sono risolutive nella grande maggioranza dei casi: problemi piani,
Prof. Sergio Baragetti Progettazione FEM Perché gli Elementi Finiti Le teorie classiche della meccanica, studiate nei corsi precedenti, sono risolutive nella grande maggioranza dei casi: problemi piani,
I processi di tempra sono condotti sul manufatto finito per generare sforzi residui di compressione in superficie. Vengono sfruttate allo scopo
 I processi di tempra sono condotti sul manufatto finito per generare sforzi residui di compressione in superficie. Vengono sfruttate allo scopo diverse metodologie. 1 La tempra termica (o fisica) si basa
I processi di tempra sono condotti sul manufatto finito per generare sforzi residui di compressione in superficie. Vengono sfruttate allo scopo diverse metodologie. 1 La tempra termica (o fisica) si basa
Analisi FEM applicata su una sedia da interni
 relazione di fine anno tema del progetto Analisi FEM applicata su una sedia da interni studente matricola Tarantino Francesco 770690 CdLM in Design del Prodotto per l Innovazione 1. Informazioni oggetto
relazione di fine anno tema del progetto Analisi FEM applicata su una sedia da interni studente matricola Tarantino Francesco 770690 CdLM in Design del Prodotto per l Innovazione 1. Informazioni oggetto
Tecniche per l analisi della postura e del movimento
 Tecniche per l analisi della postura e del movimento 1/14 Tecniche di analisi La rilevazione, attraverso l utilizzo di sistemi automatici basati su tecnologie avanzate di grandezze cinematiche e dinamiche
Tecniche per l analisi della postura e del movimento 1/14 Tecniche di analisi La rilevazione, attraverso l utilizzo di sistemi automatici basati su tecnologie avanzate di grandezze cinematiche e dinamiche
SIMULAZIONI LTCA MEDIANTE METODI F.E.M. PER L ANALISI DI INGRANAGGI CILINDRICI A DENTI DRITTI
 Autori: SIMULAZIONI LTCA MEDIANTE METODI F.E.M. PER L ANALISI DI INGRANAGGI CILINDRICI A DENTI DRITTI Marco Beghini Fabio Presicce Ciro Santus Marco Facchini Collaborazione fra DIMNP, Università di Pisa
Autori: SIMULAZIONI LTCA MEDIANTE METODI F.E.M. PER L ANALISI DI INGRANAGGI CILINDRICI A DENTI DRITTI Marco Beghini Fabio Presicce Ciro Santus Marco Facchini Collaborazione fra DIMNP, Università di Pisa
Studio sperimentale dell influenza del processo fusorio e dei trattamenti del metallo liquido sulla qualità della lega EN46400 colata in conchiglia
 Studio sperimentale dell influenza del processo fusorio e dei trattamenti del metallo liquido sulla qualità della lega EN46400 colata in conchiglia Relatore: Ing. ANNALISA POLA Correlatore: Dott.ssa MARIATERESA
Studio sperimentale dell influenza del processo fusorio e dei trattamenti del metallo liquido sulla qualità della lega EN46400 colata in conchiglia Relatore: Ing. ANNALISA POLA Correlatore: Dott.ssa MARIATERESA
Soluzioni innovative nella progettazione di ELETTROMANDRINI per High Speed Machining
 Laboratorio per l innovazione Soluzioni innovative nella progettazione di ELETTROMANDRINI per High Speed Machining Paolo Albertelli (paolo.albertelli@polimi.it) Politecnico di Milano ITIA CNR Capellini
Laboratorio per l innovazione Soluzioni innovative nella progettazione di ELETTROMANDRINI per High Speed Machining Paolo Albertelli (paolo.albertelli@polimi.it) Politecnico di Milano ITIA CNR Capellini
Studio dei trattamenti termici per acciai speciali
 Università degli Studi di Brescia Facoltà di Ingegneria Corso di laurea in ingegneria dei materiali Studio dei trattamenti termici per acciai speciali Relatore: Ing. Marcello Gelfi Correlatore: Ing. Annalisa
Università degli Studi di Brescia Facoltà di Ingegneria Corso di laurea in ingegneria dei materiali Studio dei trattamenti termici per acciai speciali Relatore: Ing. Marcello Gelfi Correlatore: Ing. Annalisa
Anno Scolastico 2014-2015. INDIRIZZO: Produzioni industriali. DISCIPLINA: Tecniche di produzione e di organizzazione. CLASSI: Terze Quarte PA
 ISTITUTO PROFESSIONALE PER L INDUSTRIA E L ARTIGIANATO E. BERNARDI PADOVA Anno Scolastico 2014-2015 INDIRIZZO: Produzioni industriali DISCIPLINA: Tecniche di produzione e di organizzazione CLASSI: Terze
ISTITUTO PROFESSIONALE PER L INDUSTRIA E L ARTIGIANATO E. BERNARDI PADOVA Anno Scolastico 2014-2015 INDIRIZZO: Produzioni industriali DISCIPLINA: Tecniche di produzione e di organizzazione CLASSI: Terze
La tecnologia FBG per il monitoraggio in ambito aeroportuale
 9 CONVEGNO Aeroporti: esperienze operative e innovazioni tecnologiche 30 ottobre 2014 - Aeroporto Malpensa Nuove tecnologie per ambiente sicurezza e monitoraggio in aeroporto: La tecnologia FBG per il
9 CONVEGNO Aeroporti: esperienze operative e innovazioni tecnologiche 30 ottobre 2014 - Aeroporto Malpensa Nuove tecnologie per ambiente sicurezza e monitoraggio in aeroporto: La tecnologia FBG per il
PROGRAMMAZIONE DISCIPLINARE ( modulo redatto da prof. A. Rossi)
") DISCIPLINA: TECNOLOGIA MECCANICA A.S. 2012/2013 di dipartimento individuale del/i docente/i...... per la/e classe/i 4^ TIM 1) PREREQUISITI Possedere conoscenze relative alle proprietà chimico-strutturali,
DISCIPLINA: TECNOLOGIA MECCANICA A.S. 2012/2013 di dipartimento individuale del/i docente/i...... per la/e classe/i 4^ TIM 1) PREREQUISITI Possedere conoscenze relative alle proprietà chimico-strutturali,
PIANO DI LAVORO A.S. 2013/2014
 ISTITUTO D ISTRUZIONE SUPERIORE PROFESSIONALE E TECNICO COMMERCIALE A. CASAGRANDE F. CESI TERNI PIANO DI LAVORO PROF. SCIULLI PERFILIA CLASSE: I D MATERIA: SCIENZE INTEGRATE (FISICA) sez. F. CESI A.S.
ISTITUTO D ISTRUZIONE SUPERIORE PROFESSIONALE E TECNICO COMMERCIALE A. CASAGRANDE F. CESI TERNI PIANO DI LAVORO PROF. SCIULLI PERFILIA CLASSE: I D MATERIA: SCIENZE INTEGRATE (FISICA) sez. F. CESI A.S.
DESTINATARI: ALUNNI DEL TRIENNIO E LE LORO FAMIGLIE PERCORSI E PROGETTI CURRICOLARI ED EXTRACURRICOLARI
 ITIS Sen. O.Jannuzzi PIANO DELL OFFERTA FORMATIVA ANNO SCOLASTICO 2009-2010 DESTINATARI: ALUNNI DEL TRIENNIO E LE LORO FAMIGLIE PERCORSI E PROGETTI CURRICOLARI ED EXTRACURRICOLARI FINALITA : 1. POTENZIAMENTO
ITIS Sen. O.Jannuzzi PIANO DELL OFFERTA FORMATIVA ANNO SCOLASTICO 2009-2010 DESTINATARI: ALUNNI DEL TRIENNIO E LE LORO FAMIGLIE PERCORSI E PROGETTI CURRICOLARI ED EXTRACURRICOLARI FINALITA : 1. POTENZIAMENTO
All.n.7 GAD PEC RI12 INDAGINE GEOFISICA TRAMITE TECNICA MASW
 All.n.7 GAD PEC RI2 INDAGINE GEOFISICA TRAMITE TECNICA MASW Easy MASW La geofisica osserva il comportamento delle onde che si propagano all interno dei materiali. Un segnale sismico, infatti, si modifica
All.n.7 GAD PEC RI2 INDAGINE GEOFISICA TRAMITE TECNICA MASW Easy MASW La geofisica osserva il comportamento delle onde che si propagano all interno dei materiali. Un segnale sismico, infatti, si modifica
CLASSIFICAZIONE DELLE LAVORAZIONI MECCANICHE
 CLASSIFICAZIONE DELLE LAVORAZIONI MECCANICHE Le lavorazioni meccaniche possono essere classificate secondo diversi criteri. Il criterio che si è dimostrato più utile, in quanto ha permesso di considerare
CLASSIFICAZIONE DELLE LAVORAZIONI MECCANICHE Le lavorazioni meccaniche possono essere classificate secondo diversi criteri. Il criterio che si è dimostrato più utile, in quanto ha permesso di considerare
UNIVERSITA DEGLI STUDI DI BRESCIA CORSO DI LAUREA IN INGEGNERIA GESTIONALE
 UNIVERSITA DEGLI STUDI DI BRESCIA CORSO DI LAUREA IN INGEGNERIA GESTIONALE STUDIO DEGLI EFFETTI DEI TRATTAMENTI TERMICI SU LEGHE D ALLUMINIO THIXOCOLATE CONTENENTI ARGENTO Relatore: Ing. Annalisa Pola
UNIVERSITA DEGLI STUDI DI BRESCIA CORSO DI LAUREA IN INGEGNERIA GESTIONALE STUDIO DEGLI EFFETTI DEI TRATTAMENTI TERMICI SU LEGHE D ALLUMINIO THIXOCOLATE CONTENENTI ARGENTO Relatore: Ing. Annalisa Pola
Servoazionamento Flessibile - Serie Hi-Drive
 www.parker-eme.com/hidrive Servoazionamento Flessibile - Serie Breve panoramica Descrizione è una serie di servoamplificatori completamente digitali ad elevate prestazioni per il controllo di motori brushless
www.parker-eme.com/hidrive Servoazionamento Flessibile - Serie Breve panoramica Descrizione è una serie di servoamplificatori completamente digitali ad elevate prestazioni per il controllo di motori brushless
Classificazione degli acciai da lavorare Scelta della punta in funzione del materiale da lavorare Parametri di taglio
 Materiali delle punte elicoidali Processi produttivi delle punte elicoidali Standard normativi Tipologia di affilatura Rivestimenti superficiali degli utensili Durezze Rockwell e Vickers Classificazione
Materiali delle punte elicoidali Processi produttivi delle punte elicoidali Standard normativi Tipologia di affilatura Rivestimenti superficiali degli utensili Durezze Rockwell e Vickers Classificazione
Utilizzo dei metodi termici per la diagnosi non distruttiva di materiali compositi
 Utilizzo dei metodi termici per la diagnosi non distruttiva di materiali compositi Ing. Davide Palumbo Prof. Ing. Umberto Galietti Politecnico di Bari, Dipartimento di Meccanica, Matematica e Management
Utilizzo dei metodi termici per la diagnosi non distruttiva di materiali compositi Ing. Davide Palumbo Prof. Ing. Umberto Galietti Politecnico di Bari, Dipartimento di Meccanica, Matematica e Management
Guida rapida al servizio conto terzi di taglio laser 2D
 Guida rapida al servizio conto terzi di taglio laser 2D 1. IMPIANTO DI TAGLIO LASER - Macchina base: Trumpf Trumatic TC L 3030S, con sistema di cambio pallet automatico - Sorgente laser: Laser a CO 2 con
Guida rapida al servizio conto terzi di taglio laser 2D 1. IMPIANTO DI TAGLIO LASER - Macchina base: Trumpf Trumatic TC L 3030S, con sistema di cambio pallet automatico - Sorgente laser: Laser a CO 2 con
LA LA SOCIETA ESEMPI DI PARTICOLARI MECCANICI RICAVATI DA GREZZO MONOLITICO
 LA LA SOCIETA L.P.S. s.r.l., rappresenta la continuità attraverso il recente conferimento dalla L.P.S. s.n.c., fondata nel 1963 come azienda produttrice di una propria linea di raccorderia per tubi ad
LA LA SOCIETA L.P.S. s.r.l., rappresenta la continuità attraverso il recente conferimento dalla L.P.S. s.n.c., fondata nel 1963 come azienda produttrice di una propria linea di raccorderia per tubi ad
.eu 316/316 L LDX 2101 1.4016 1.4301 1.4307 1.4401
 .eu 316/316 L LDX 2101 1.4016 1.4301 1.4307 1.4401 Profili ad H MÍN 30 x.50 x 1.000 mm MÁX 400 x 1.000 x 15.000 mm Grosores de material Anima 3 30 mm Ala 3 60 mm Lavorazioni meccaniche 3D Acciaio al carbonio
.eu 316/316 L LDX 2101 1.4016 1.4301 1.4307 1.4401 Profili ad H MÍN 30 x.50 x 1.000 mm MÁX 400 x 1.000 x 15.000 mm Grosores de material Anima 3 30 mm Ala 3 60 mm Lavorazioni meccaniche 3D Acciaio al carbonio
Bystar L. laser cutting. efficiency in. Impianti di taglio laser di grande formato per lamiere, tubi e profilati
 efficiency in laser cutting Bystar L Impianti di taglio laser di grande formato per lamiere, tubi e profilati 2 Bystar L grande, precisa e autonoma Gli impianti universali di taglio laser della serie Bystar
efficiency in laser cutting Bystar L Impianti di taglio laser di grande formato per lamiere, tubi e profilati 2 Bystar L grande, precisa e autonoma Gli impianti universali di taglio laser della serie Bystar
SOMMARIO 1. CALCESTRUZZO... 2 2. ACCIAIO DA C.A. (DEL TIPO B450C)... 3 3. ACCIAIO PER CARPENTERIA METALLICA... 4 MANDANTE:
... 3 3. ACCIAIO PER CARPENTERIA METALLICA... 4 MANDANTE:") SOMMARIO 1. CALCESTRUZZO... 2 2. ACCIAIO DA C.A. (DEL TIPO B450C)... 3 3. ACCIAIO PER CARPENTERIA METALLICA... 4 1 1. Calcestruzzo Classe di esposizione: XC1 (elevazione) XC2 (fondazione) Classe di consistenza:
SOMMARIO 1. CALCESTRUZZO... 2 2. ACCIAIO DA C.A. (DEL TIPO B450C)... 3 3. ACCIAIO PER CARPENTERIA METALLICA... 4 1 1. Calcestruzzo Classe di esposizione: XC1 (elevazione) XC2 (fondazione) Classe di consistenza:
SCOOTER A BASSO IMPATTO AMBIENTALE
 SCOOTER A BASSO IMPATTO AMBIENTALE Associazione Nazionale Ciclo Motociclo Accessori Premessa La produzione attuale di scooter superiori a 50cc e omologati EURO 3 è pressoché totalmente a 4 tempi. Attraverso
SCOOTER A BASSO IMPATTO AMBIENTALE Associazione Nazionale Ciclo Motociclo Accessori Premessa La produzione attuale di scooter superiori a 50cc e omologati EURO 3 è pressoché totalmente a 4 tempi. Attraverso
PALI DI FONDAZIONE E PALIFICATE
 PALI DI FONDAZIONE E PALIFICATE 6. SPERIMENTAZIONE SUI PALI 1 SPERIMENTAZIONE -SCOPI - VERIFICA DELLA ESECUZIONE E DELLE PRESTAZIONI Prove di carico di collaudo Carotaggio Diagrafia sonica Metodi radiometrici
PALI DI FONDAZIONE E PALIFICATE 6. SPERIMENTAZIONE SUI PALI 1 SPERIMENTAZIONE -SCOPI - VERIFICA DELLA ESECUZIONE E DELLE PRESTAZIONI Prove di carico di collaudo Carotaggio Diagrafia sonica Metodi radiometrici
ISTITUTO TECNICO INDUSTRIALE STATALE "G. MARCONI" Via Milano n. 51-56025 PONTEDERA (PI) DIPARTIMENTO: Discipline Meccaniche e Grafiche
 DIPARTIMENTO: Discipline Meccaniche e Grafiche") PROGRAMMAZIONE COORDINATA TEMPORALMENTE Monte ore annuo 132 Libro di Testo vol1 Pandolfo Degli Espositi Ed. Calderini Le principali unità di misura nel S.I., S.T., S.A. Metrologia Tolleranze dimensionali
PROGRAMMAZIONE COORDINATA TEMPORALMENTE Monte ore annuo 132 Libro di Testo vol1 Pandolfo Degli Espositi Ed. Calderini Le principali unità di misura nel S.I., S.T., S.A. Metrologia Tolleranze dimensionali
CLASSIFICAZIONE DUREZZA
 PROVE DI DUREZZA ING. FABBRETTI FLORIANO 1 INDICE CLASSIFICAZIONE DUREZZA TIPOLOGIE DUREZZE DUREZZA BRINELL DUREZZA VICKERS DUREZZA ROCKWELL MICRODUREZZA VICKERS MICRODUREZZA KNOOP ING. FABBRETTI FLORIANO
PROVE DI DUREZZA ING. FABBRETTI FLORIANO 1 INDICE CLASSIFICAZIONE DUREZZA TIPOLOGIE DUREZZE DUREZZA BRINELL DUREZZA VICKERS DUREZZA ROCKWELL MICRODUREZZA VICKERS MICRODUREZZA KNOOP ING. FABBRETTI FLORIANO
CONVENZIONE UNIVERSITÀ DI PERUGIA DELTATECH. Rapporto Attività di Ricerca. Prove ad impatto su laminati compositi con.
 CONVENZIONE UNIVERSITÀ DI PERUGIA DELTATECH Rapporto Attività di Ricerca Prove ad impatto su laminati compositi con Ball Drop Tester Prof. L. Torre Fase 1: Terni 18/6/214 METODI Sono stati effettuati test
CONVENZIONE UNIVERSITÀ DI PERUGIA DELTATECH Rapporto Attività di Ricerca Prove ad impatto su laminati compositi con Ball Drop Tester Prof. L. Torre Fase 1: Terni 18/6/214 METODI Sono stati effettuati test
Convegno DIMI 2009 Brescia 2 Aprile 2009 1/16
 Lavorazioni innovative della lamiera A. Attanasio Technologies and Manufacturing Systems Group Department of Mechanical and Industrial Engineering - Italy 1/16 L organico Strutturati Elisabetta Ceretti
Lavorazioni innovative della lamiera A. Attanasio Technologies and Manufacturing Systems Group Department of Mechanical and Industrial Engineering - Italy 1/16 L organico Strutturati Elisabetta Ceretti
--- durezza --- trazione -- resilienza
 Proprietà meccaniche Necessità di conoscere il comportamento meccanico di un certo componente di una certa forma in una certa applicazione prove di laboratorio analisi del comportamento del componente
Proprietà meccaniche Necessità di conoscere il comportamento meccanico di un certo componente di una certa forma in una certa applicazione prove di laboratorio analisi del comportamento del componente
Classificazione dei Sensori. (raccolta di lucidi)
") Classificazione dei Sensori (raccolta di lucidi) 1 Le grandezze fisiche da rilevare nei processi industriali possono essere di varia natura; generalmente queste quantità sono difficili da trasmettere e
Classificazione dei Sensori (raccolta di lucidi) 1 Le grandezze fisiche da rilevare nei processi industriali possono essere di varia natura; generalmente queste quantità sono difficili da trasmettere e
Viale dell Industria, 50 Padova www.minitoolscoating.com
 Presentazione Localizzazione Viale dell Industria, 50 Padova www.minitoolscoating.com minitoolscoating opera in tre settori Costruzione utensili per ingranaggi conici Servizio di affilatura di utensili
Presentazione Localizzazione Viale dell Industria, 50 Padova www.minitoolscoating.com minitoolscoating opera in tre settori Costruzione utensili per ingranaggi conici Servizio di affilatura di utensili
www.rodacciai.it PROVA DI TRAZIONE L 0 = 5.65 S 0 PROVE MECCANICHE
 PROVA DI TRAZIONE La prova, eseguita a temperatura ambiente o più raramente a temperature superiori o inferiori, consiste nel sottoporre una provetta a rottura per mezzo di uno sforzo di trazione generato
PROVA DI TRAZIONE La prova, eseguita a temperatura ambiente o più raramente a temperature superiori o inferiori, consiste nel sottoporre una provetta a rottura per mezzo di uno sforzo di trazione generato
STUDIO DELLE PROPRIETÀ MECCANICHE E DI ADERENZA DI BARRE IN ROTOLO RIBOBINATE DA C.A.
 Contratto di Ricerca tra FERALPI SIDERURGICA S.p.A. e CONSORZIO CIS-E STUDIO DELLE PROPRIETÀ MECCANICHE E DI ADERENZA DI BARRE IN ROTOLO RIBOBINATE DA C.A. Relazione finale Prof. Ing. Carlo Poggi Prof.
Contratto di Ricerca tra FERALPI SIDERURGICA S.p.A. e CONSORZIO CIS-E STUDIO DELLE PROPRIETÀ MECCANICHE E DI ADERENZA DI BARRE IN ROTOLO RIBOBINATE DA C.A. Relazione finale Prof. Ing. Carlo Poggi Prof.
Gradi imbattibili per produttività ultra
 Gradi imbattibili per produttività ultra Inserti tangenziali positivi per la fresatura di Acciai 3 1 4 08 13 16 2 Esclusivo inserto con 6 taglienti per Avanzamenti Super 2 3 5 6 1 4 Angoli di attacco positivi
Gradi imbattibili per produttività ultra Inserti tangenziali positivi per la fresatura di Acciai 3 1 4 08 13 16 2 Esclusivo inserto con 6 taglienti per Avanzamenti Super 2 3 5 6 1 4 Angoli di attacco positivi
CLASSE 3 AM M [Stesura a.s. 2014-15]
![CLASSE 3 AM M [Stesura a.s. 2014-15]](/thumbs/35/17254787.jpg "CLASSE 3 AM M [Stesura a.s. 2014-15]") PROGRAMMAZIONE COORDINATA TEMPORALMENTE CLASSE Monte ore annuo 165 Libro di Testo vol1 Pandolfo Degli Espositi Ed. Calderini Microstruttura dei metalli, proprietà tecnologiche, meccaniche. SETTEMBRE Proprietà
PROGRAMMAZIONE COORDINATA TEMPORALMENTE CLASSE Monte ore annuo 165 Libro di Testo vol1 Pandolfo Degli Espositi Ed. Calderini Microstruttura dei metalli, proprietà tecnologiche, meccaniche. SETTEMBRE Proprietà
Second life, vita accelerata e modellistica
 Accordo di Programma MiSE-ENEA Second life, vita accelerata e modellistica F. Vellucci, M. Pasquali ENEA, Unità di Progetto Ricerca di Sistema Elettrico Roma, 3 Luglio 2015 Second life - Definizione Auto
Accordo di Programma MiSE-ENEA Second life, vita accelerata e modellistica F. Vellucci, M. Pasquali ENEA, Unità di Progetto Ricerca di Sistema Elettrico Roma, 3 Luglio 2015 Second life - Definizione Auto
PALO tipo SP VANTAGGI minima quantità di materiale di risulta Ridotto consumo di calcestruzzo
 PALO tipo SP Il Soil Displacement (SP) è una metodologia di esecuzione del palo di fondazione eseguita senza asportazione di terreno, quindi alternativa ai pali battuti, vibroinfissi e trivellati. La tecnologia
PALO tipo SP Il Soil Displacement (SP) è una metodologia di esecuzione del palo di fondazione eseguita senza asportazione di terreno, quindi alternativa ai pali battuti, vibroinfissi e trivellati. La tecnologia
GMG s.n.c. di Moretti Massimo & c. via XX settembre n 15 48024 Massa Lombarda (RA Tel/fax 0545 82966
 Oggetto: progetto stampante solida per materiali ceramici Punti da rispettare 1) apparato a controllo numerico per formare oggetti tridimensionali in materiali sinterizzabili ad alta temperatura 2) sviluppo
Oggetto: progetto stampante solida per materiali ceramici Punti da rispettare 1) apparato a controllo numerico per formare oggetti tridimensionali in materiali sinterizzabili ad alta temperatura 2) sviluppo
TECNICO SUPERIORE PER L AUTOMAZIONE INDUSTRIALE
 ISTRUZIONE E FORMAZIONE TECNICA SUPERIORE SETTORE INDUSTRIA E ARTIGIANATO TECNICO SUPERIORE PER L AUTOMAZIONE INDUSTRIALE STANDARD MINIMI DELLE COMPETENZE TECNICO PROFESSIONALI DESCRIZIONE DELLA FIGURA
ISTRUZIONE E FORMAZIONE TECNICA SUPERIORE SETTORE INDUSTRIA E ARTIGIANATO TECNICO SUPERIORE PER L AUTOMAZIONE INDUSTRIALE STANDARD MINIMI DELLE COMPETENZE TECNICO PROFESSIONALI DESCRIZIONE DELLA FIGURA
IL FOTOVOLTAICO E L ARCHITETTURA
 IL FOTOVOLTAICO E L ARCHITETTURA Prof. Paolo ZAZZINI Ing. Nicola SIMIONATO COME FUNZIONA UNA CELLA FOTOVOLTAICA EFFETTO FOTOVOLTAICO: Un flusso luminoso che incide su un materiale semiconduttore opportunamente
IL FOTOVOLTAICO E L ARCHITETTURA Prof. Paolo ZAZZINI Ing. Nicola SIMIONATO COME FUNZIONA UNA CELLA FOTOVOLTAICA EFFETTO FOTOVOLTAICO: Un flusso luminoso che incide su un materiale semiconduttore opportunamente
TRONCATRICE DOPPIA TESTA ELETTRONICA 600 TSE
 TRONCATRICE DOPPIA TESTA ELETTRONICA 600 TSE 600 TSE/TSP - 550 TSE/TSP Troncatrice doppia testa elettronica Troncatrice doppia testa a 3 assi controllati per alluminio, PVC e leghe leggere, ideale per
TRONCATRICE DOPPIA TESTA ELETTRONICA 600 TSE 600 TSE/TSP - 550 TSE/TSP Troncatrice doppia testa elettronica Troncatrice doppia testa a 3 assi controllati per alluminio, PVC e leghe leggere, ideale per
Il partner industriale
 Il partner industriale Progettazione e produzione di macchine ad elevata automazione per il packaging primario e secondario di prodotti alimentari e farmaceutici 3700 collaboratori 24 siti produttivi Clienti
Il partner industriale Progettazione e produzione di macchine ad elevata automazione per il packaging primario e secondario di prodotti alimentari e farmaceutici 3700 collaboratori 24 siti produttivi Clienti
RAVASI ROBOTICS. sistemi laser RAVASI ROBOTICS
 sistemi laser sistemi laser L AZIENDA : 15 dipendenti, 500 mq uffici e 1250 mq stabilimento, situata a 40 km nord di Milano, fondata 1990 PROGRAMMA DI PRODUZIONE : produzione di sistemi laser standard
sistemi laser sistemi laser L AZIENDA : 15 dipendenti, 500 mq uffici e 1250 mq stabilimento, situata a 40 km nord di Milano, fondata 1990 PROGRAMMA DI PRODUZIONE : produzione di sistemi laser standard
IL RITORNO ELASTICO NELLA PIEGATURA DI LAMIERE D ACCIAIO: RILEVAMENTO SPERIMENTALE ED ANALISI DEI RISULTATI
 IL RITORNO ELASTICO NELLA PIEGATURA DI LAMIERE D ACCIAIO: RILEVAMENTO SPERIMENTALE ED ANALISI DEI RISULTATI Relatore: Prof. Antoniomaria Di Ilio Laureando: Dario Zulli 1 Il processo di piegatura rappresenta
IL RITORNO ELASTICO NELLA PIEGATURA DI LAMIERE D ACCIAIO: RILEVAMENTO SPERIMENTALE ED ANALISI DEI RISULTATI Relatore: Prof. Antoniomaria Di Ilio Laureando: Dario Zulli 1 Il processo di piegatura rappresenta
Strumenti avanzati di progettazione delle macchine e degli impianti dell industria alimentare
 Strumenti avanzati di progettazione delle macchine e degli impianti dell industria alimentare Agenda A. La simulazione a supporto dell innovazione industriale Case studies di successo 1. Processo di stagionatura
Strumenti avanzati di progettazione delle macchine e degli impianti dell industria alimentare Agenda A. La simulazione a supporto dell innovazione industriale Case studies di successo 1. Processo di stagionatura
Si classifica come una grandezza intensiva
 CAP 13: MISURE DI TEMPERATURA La temperatura È osservata attraverso gli effetti che provoca nelle sostanze e negli oggetti Si classifica come una grandezza intensiva Può essere considerata una stima del
CAP 13: MISURE DI TEMPERATURA La temperatura È osservata attraverso gli effetti che provoca nelle sostanze e negli oggetti Si classifica come una grandezza intensiva Può essere considerata una stima del
MATERIALI. Introduzione
 MATERIALI 398 Introduzione Gli acciai sono leghe metalliche costituite da ferro e carbonio, con tenore di carbonio (in massa) non superiore al 2%. Attenzione: la normazione sugli acciai è in fase di armonizzazione
MATERIALI 398 Introduzione Gli acciai sono leghe metalliche costituite da ferro e carbonio, con tenore di carbonio (in massa) non superiore al 2%. Attenzione: la normazione sugli acciai è in fase di armonizzazione
Simulazione di macchina: analisi virtuale del comportamento cinematico. Elio Bergamaschi
 Simulazione di macchina: analisi virtuale del comportamento cinematico Elio Bergamaschi - Simulazione: Progettazione, Costruzione & Test Virtuali Progettista meccanico Disegno Produzione Assemblaggio Messa
Simulazione di macchina: analisi virtuale del comportamento cinematico Elio Bergamaschi - Simulazione: Progettazione, Costruzione & Test Virtuali Progettista meccanico Disegno Produzione Assemblaggio Messa