Processi di giunzione I
|
|
|
- Maurizio Martelli
- 8 anni fa
- Visualizzazioni
Transcript
1 Processi di giunzione I Introduzione Saldatura ad arco con elettro consumabile Saldatura ad arco con elettrodo non consumabile Saldatura con fasci ad alta energia Il giunto saldato per fusione Saldatura fredda Saldatura ad ultrasuoni Saldatura ad attrito Saldatura per resistenza elettrica Saldatura per esplosione Diffusion bonding

2 Introduzione In molti casi vi è la necessità di ricorrere alla giunzione tra più pezzi. Le ragioni possono essere: Non è possibile o antieconomico produrre il prodotto in un pezzo unico. E più facile fabbricare dei singoli pezzi ed assemblarli successivamente. Il prodotto è stato tagliato o dissassemblato per riparazioni o manutenzione. Si vogliono delle proprietà differenti in diverse zone non ottenibili con un unico materiale E più economico trasportare il prodotto diviso in pezzi da assemblare sul posto.

3 Tipi di giunzioni Possiamo suddividere le giunzioni in alcune categorie principali: saldatura per fusione (fusion welding): fanno parte di questo processo le saldature ad arco, e high-energy-beam (con fascio ad alta energia); saldature allo stato solido (solid-state welding): la saldatura viene eseguita senza fusione, tipo saldature a freddo, ad ultrasuoni, per attrito, a resistenza elettrica, per esplosione e diffusion bonding; brasatura e saldo-brasatura dove si usa un metallo bassofondente apportato esternamente; incollaggi utilizzando adesivi; giunzioni meccaniche con rivetti, bulloni, ganci e fissaggi vari.

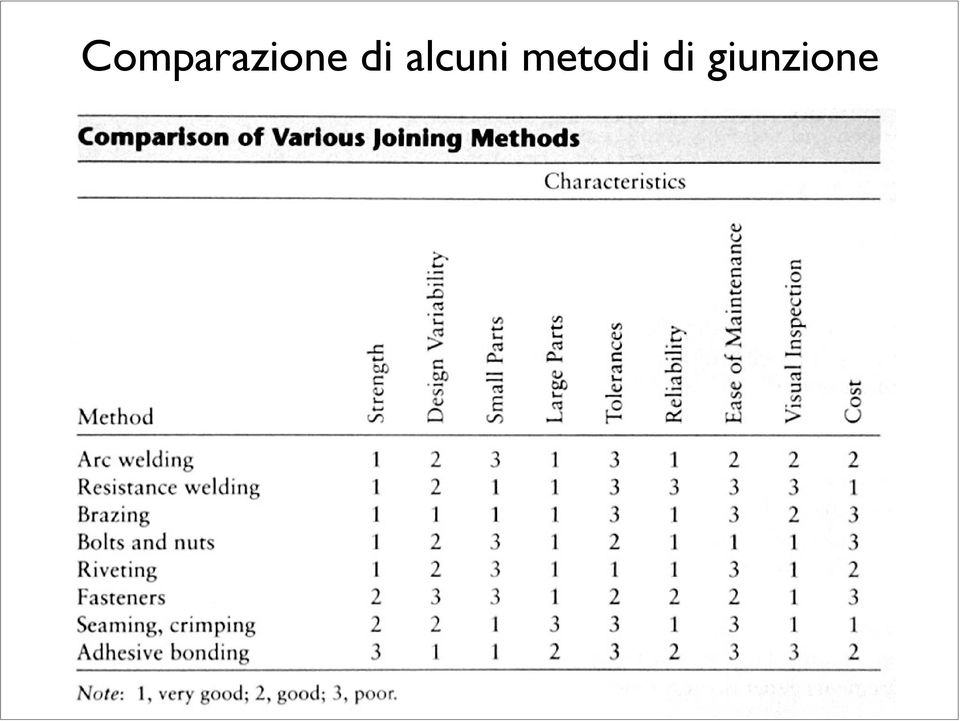
4 Caratteristiche delle giunzioni Possiamo avere diversi tipi di giunzioni: per ogni tipo di giunzione possiamo avere differenti sistemi di giunzione più efficaci. Nella selezione del metodo di giunzione sono importanti le caratteristiche di quest ultima come dimensioni, forme, resistenza richiesta, ispezionabilità, durata, inerzia chimica...

5 Comparazione di alcuni metodi di giunzione
6 Processi di giunzione a fusione

7 Processi ad arco, elettrodo consumabile: SMAW Saldatura ad arco schermato (shielded metal arc-welding o SMAW) E il più usato, circa il 50% delle saldature industriali e per manutenzione.

8 Saldatura ad arco schermato (SMAW) L elettrodo è formato da una bacchetta lunga metallica rivestita da un ossido. L arco voltaico si genera tra a punta dell elettrodo e il pezzo al tocco e prosegue poi mantenendo i due ad una distanza sufficientemente corta. Il calore generato dalla scarica fonde il metallo del pezzo, la punta dell elettrodo e le sostanze del rivestimento che si riduce generando un gas protettivo. Il metallo fuso solidifica sul pezzo nell area di saldatura. Si usano correnti continue o alternate tra 50 e 300 A, potenze inferiori a 10 kw e il sistema è portatile. Con lamiere sottili si usa corrente continua (cc) in polarità diretta (elettrodo negativo). Per saldature profonde si usa cc in polarità inversa.

9 Saldatura ad arco schermato (SMAW) Corrente alternata si usa per sezioni spesse e con elettrodi di diametro largo (apportano più materiale). Con spessori di saldatura elevati si procede a più passate, ma bisogna rimuovere la scoria superficiale dopo ogni passata, per evitare rotture e corrosioni. In questo esempio vediamo come vanno alternate le passate per ridurre al minimo le distorsioni. Correnti basse danno fusioni incomplete, correnti troppo elevate danneggiano il rivestimento dell elettrodo.

10 Processi ad arco, elettrodo consumabile: SAW Saldatura ad arco sommerso (SAW): processo molto veloce (4-10 volte lo SMAW) in cui si protegge il fuso con un flusso di polvere di calcite, silice, ossidi di manganese e altri in caduta per gravità. Si usa solo orizzontalmente.

11 Processi ad arco, elettrodo consumabile: GMAW Gas metal-arc welding (GMAW o MIG welding, metal inert gas): l area di saldatura viene schermata da un gas protettivo apportato esternamente. Il metallo può essere trasferito a piccole gocce o grossi globuli. Il processo è più veloce dello SMAW

12 Processi ad arco, elettrodo consumabile: FCAW Flux-cored arc welding (FCAW): elettrodo tubolare con all interno il flusso protettivo

13 Vantaggi del FCAW Elettrodi che producono un arco più stabile (potenza 20kW). Il fondente (flux) interno è meno fragile del rivestimento dello SMAW e si possono produrre lunghi elettrodi arrotolati per produzioni continue. Non richiedono gas protettivi, il gas come nello SMAW deriva dal fondente che produce poi anche la scoria. Processo flessibile come lo SMAW, economico e automatizzabile. In crescita veloce nell industria. Deposizioni più elevate del GMAW. Utilizzabile per sezioni sottili con elettrodi tubolari sottili. Composizioni in lega facilmente aggiustabili per apporto nel fondente.

14 Processi ad arco, elettrodo consumabile: EGW Elettrogas welding (EGW): è usato per saldare due lamiere accostate a spigolo (butt welding) verticalmente. Due pannelli raffreddati scorrono verso l alto insieme all elettrodo e sistema, contenendo il fuso. Si saldano anche tubi ruotandoli. Saldano spessori da 12 a 75 mm in acciaio, titanio e alluminio.

15 Processi ad arco, elettrodo consumabile: ESW Elettroslag welding (ESW): simile al precedente. L arco viene innestato tra l apice dell elettrodo e il fondo delle lamiere. Si saldano lamiere da 50 a 900 mm. La velocità di saldatura è circa pari a mm/min. L arco si spegne quando la scoria raggiunge l elettrodo.

16 Elettrodi per saldatura ad arco Gli elettrodi sono classificati in base a (tramite codici numerici e lettere oppure colore): resistenza della lega di saldatura corrente (continua o alternata) tipo di rivestimento Le dimensioni tipiche sono da 150 a 460 mm di lunghezza per mm di diametro. Elettrodi più sottili richiedono correnti più basse. Gli elettrodi sono sottoposti alle standardizzazioni internazionali.

17 Rivestimenti degli elettrodi Gli elettrodi sono rivestiti con materiale argilloso contenente ossidi, carbonati, fluoruri, leghe metalliche e cellulosa. La sua funzione è di: stabilizzare l arco generare del gas protettivo (CO 2, vapor d acqua, CO e idrogeno in piccole quantità) controllare la velocità di fusione dell elettrodo produrre una scoria (slag) che protegga la saldatura dall ossidazione, nitrurazione e inclusioni apportare elementi in lega alla zona saldata, compresi deossidanti per prevenire infragilimenti Dopo ogni passata la scoria va rimossa.
 che protegga la saldatura dall ossidazione, nitrurazione e inclusioni")
18 Processi ad arco, elettrodo non consumabile: TIG Gas tungsten-arc welding (GTAW o TIG, tungsten inert gas): il metallo è apportato esternamente tramite filo metallico (in alcuni casi con giunti chiusi non si apporta metallo). Non si usa fondente (flux), ma elio e/o argon per schermare. L elettrodo in tungsteno non si consuma produce un arco stabile (distanza).
, ma elio e/o argon per schermare.")
19 Processi ad arco, elettrodo non consumabile: TIG Si usano correnti continue a circa 200 A o alternate a 500 A. Potenze da 8 kw a 20 kw. Si usa corrente alternata per alluminio e magnesio per la sua azione pulitrice di rimozione degli ossidi. Bisogna evitare il contatto dell elettrodo in tungsteno con il metallo fuso per evitare contaminazioni del primo. Ha un costo elevato a causa del gas inerte, ma produce saldature di alta qualità. Si usa molto con leghe Al, Mg e Ti.

20 Processi ad arco, elettrodo non consumabile Atomic-hydrogen welding (AHW): l arco è prodotto tra due elettrodi in tungsteno, l idrogeno apportato decompone atomicamente e sul metallo freddo si ricompone cedendo calore e fondendo il metallo. Plasma-arc welding (PAW): un arco voltaico riscalda e porta allo stato di plasma il gas che flussa ad alta velocità e riscalda con una fiamma molto concentrata a T>30000 C. Ad arco trasferito Ad arco non trasferito
: un arco voltaico riscalda e porta allo stato di plasma il gas che flussa ad alta")
21 High-Energy-Beam welding: EBW Electron-beam welding (EBW): un fascio di elettroni sottile ad alta energia viene focalizzato sul pezzo da saldare che viene fuso dall energia cinetica che si trasforma in calore. Il processo è condotto in vuoto. Il processo produce saldature di alta qualità con un alto rapporto profondità/sezione (da 10 a 30). Velocità molto elevate fino a 12 m/min con minime distorsioni. L alta potenza (fino a 100 kw) può produrre anche buchi nel pezzo. Applicazioni tipiche vanno da saldature in aeronautica, missilistica, nucleare al settore microelettronico e automobilistico.
22 Confronto EBW-GTAW Dimensione zona di saldatura: EBW GTAW
23 High-Energy-Beam welding: LBW Laser-beam welding (LBW): il calore di fusione viene fornito da un laser ad alta potenza. Come per l EBW, si può concentrare l energia in un area molto piccola dando origine a saldature profonde e strette. ll rapporto profondità/sezione va da 4 a 10. Potenze fino a 100 kw. Se usato in pulsi nel range dei millisecondi si possono fare delle saldature a spot: In continuo si usa per saldature profonde in sezioni spesse. Si usa con ossigeno per acciai e gas inerti con leghe non-ferrose. Velocità fino a 80 m/min
24 Vantaggi LBW Produce saldature di buona qualità, minimo ritiro e distorsione, senza porosità. Si usa dalla saldatura di trasmissioni alle lamiere per pannelli nel campo automobilistico (tailor-welded blanks). Vantaggi dell LBW sull EBW: Non richiede il vuoto Il fascio può essere focalizzato otticamente, utilizzando per esempio fibre ottiche e facilmente manipolato Non genera raggi-x come l EBW La qualità della saldatura è migliore con meno tendenza alla fusione incompleta, spatter, porosità e distorsioni.
25 Il giunto saldato per fusione Caratteristiche del giunto:
26 La zona di fusione Nella zona di fusione dove avviene la solidificazione si formano i grani dendritici paralleli al flusso di calore. La durezza cresce dall esterno verso l interno.
27 The heat-affected zone (HAZ) Nella zona alterata per riscaldamento dalla saldatura la microstruttura e composizione chimica può venir alterata causando problemi al materiale e pezzo. In particolare si altera la grana cristallina che cresce diminuendo le proprietà meccaniche. Inoltre diffusione e segregazioni della zona di fusione alterano la composizione chimica e possono dare origine a corrosione. Corrosione intergranulare in una saldatura
28 Qualità della saldatura I difetti maggiori che influiscono sulla qualità di una saldatura sono: porosità, questa può venir ridotta tramite: propria selezione dell elettrodo e del metallo da apportare preriscaldamento zona da saldare o maggior apporto calore pulitura zona da saldare e controllo contaminanti rallentare la velocità di saldatura per dare tempo ai gas di scappare Inclusioni di scoria, si riduce tramite: pulitura tra una passata e l altra sufficiente gas di schermatura riprogettazione opportuna del giunto per permettere facile rimozione Incompleta fusione o penetrazione, si controlla tramite: aumento temperatura pezzo e gas di schermatura pulitura della zona da saldare cambio disegno del giunto e tipo di elettrodo maggior apporto di calore e diminuire la velocità di saldatura cambio disegno del giunto e miglior fit delle superfici da saldare
29 Qualità della saldatura Profilo di saldatura: il profilo di saldatura può indicare fusioni incomplete o inclusioni.
30 Qualità della saldatura Cricche sono causate da stress termici da gradienti di temperatura, variazioni di composizione, infragilimento bordi grano per segregazione, infragilimento da idrogeno, impossibilità del fuso di contrarsi propriamente.
31 Qualità della saldatura Altri difetti che troviamo sono: lacerazioni lamellari: si sviluppano nella saldatura di laminati a causa dell anisotropia danneggiamenti superficiali: dovuti a gocce di fuso ed errori di saldatura sforzi residui: dovuti al riscaldamento e raffreddamento causano: distorsioni, incurvamenti e buckling corrosione sotto stress ulteriori distorsioni per rimozioni di parti della saldatura riducono la resistenza a fatica Gli stress possono venir rilasciati con opportuni trattamenti termici o per deformazione plastica e ridotti preriscaldando il pezzo da saldare. I trattamenti termici ripristinano anche la microstruttura
32 Sforzi residui nella saldatura
33 Saldabilità Leghe alluminio: saldabili con apporto di calore elevato, non saldabili quelle con zinco o rame Ghise: generalmente saldabili leghe rame: come leghe Al piombo: facile da saldare leghe magnesio: saldabili con gas e fondenti protettivi Molibdeno: saldabile in condizioni controllate Leghe Ni: saldabili, vari processi Nb: saldabili in condizioni controllate Acciai inox: saldabili, vari processi Acciai galvanizzati: meno saldabili per la presenza dello Zn
34 Saldabilità Acciai alto legati: saldabili bene in condizioni controllate Acciai basso legati: da bassa a buona saldabilità Acciai basso carbonio: eccellente saldabilità, meno crescendo il carbonio Tantalio: saldabile in condizioni controllate Stagno: facilmente saldabile leghe Ti: saldabili con gas di schermatura Tungsteno: saldabile in condizioni ben controllate Zinco: difficile da saldare, meglio usare metalli bassofondenti Zirconio: sldabile con schermatura gas
35 Sistemi di saldatura allo stato solido Saldatura a freddo (CW: cold welding): si esegue tramite pressione di rulli o stampi. Si usa er metalli sofficili, facilmente deformabili, le superfici vanno ben pulite prima dell operazione. Un esempio è dato dal cladding (roll bonding):
36 Saldatura ad ultrasuoni, USW Ultrasonic Welding (USW): si mettono i due pezzi da saldare in compressione tra loro e si fanno oscillare tramite ultrasuoni (10-75 khz) producendo degli sforzi di taglio all interfaccia. Quest ultimi deformano plasticamente il materiale, rompono l ossido e realizzano una giunzione allo stato solido.
37 Saldatura ad ultrasuoni, USW La zona deformata e saldata raggiunge temperature in Kelvin di 1/3-1/2 la temperatura di fusione. Quindi la giunzione è allo stato solido, però si possono osservare dei mutamenti microstrutturali nella zona riscaldata. La saldatura ad ultrasuoni è affidabile e versatile. Si può utilizzare sia per metalli che non metalli, anche con giunzioni bimetalliche (due metalli differenti). E molto usata per polimeri (termoplastici, dove però in questo caso avviene fusione), nel campo automobilistico e di prodotti di consumo nell elettronica ed anche per sistemi di imballaggio con fogli sottili.
38 Saldatura ad attrito, FRW Friction Welding (FRW): si esegue tenendo fisso un pezzo e facendo ruotare ad alta velocità l altro (a) fino a 900 m/s. Si mettono a contatto i due pezzi (b) con una certa pressione e l attrito generato riscalda la zona dell interfaccia. Si blocca istantaneamente la rotazione (c) (per evitare torsione e rotture) aumentando la pressione. Si genera una forte giunzione allo stato solido (d)
39 Saldatura ad attrito: FRW La giunzione risultante è molto sottile e la sua forma dipende dal calore generato, dalla conducibilità termica e proprietà meccaniche dei pezzi. Viene utilizzato per tubi fino a 250 mm e barre fino a 100 mm di diametro. In molti casi si sviluppa una bavatura all interfaccia che se non voluta deve essere rimossa all utensile. Esistono alcune varianti del processo:
40 Saldatura ad attrito: FRW Inertia friction welding. L energia richiesta è fornita attraverso una ruota (volano) messa in rotazione. Un pezzo è solidale con la ruota. I pezzi vengono messi a contatto con pressione progressiva finchè il volano si blocca. Linear friction welding. Si usa per pezzi non cilindrici o a simmetria assiale. Il movimento reciproco di slittamento è lineare. Si saldano superfici quadrate o rettangolari con frequenze ad esempio di 25 Hz. Friction stir welding: si utilizza un terzo corpo per generare l attrito. Nato per leghe Al, si usa anche per polimeri e compositi.
41 Saldatura a resistenza elettrica, RW Resistance Welding (RW): il calore per a giunzione viene generato per resistenza elettrica attraverso i due pezzi da saldare. Non ci sono elettrodi consumabili. Il calore generato (in joule o watt!sec) è dato da: H=I 2 Rt, dove I è la corrente in ampere, R la resistenza in ohm e t il tempo in secondi. In realtà l intera formula andrebbe moltiplicata per un fattore K < 1 che considera la perdità di calore per radiazione. La resistenza totale è data da: resistenza elettrodi + contatti elettrodi-pezzi + resistenza parti da saldare +resistenza contatto tra pezzi. Si usano elettrodi a bassa resistenza in materiale altofondente, tipo rame, per evitare la saldatura di quest ultimi. Correnti fino a A, bassi voltaggi: V.
42 Resistance Welding
43 Resistance spot welding L ultima figura della slide precedente riporta un esempio di saldatura a resistenza a spot. Per ottenere una buona saldatura la pressione deve essere applica in continuo per tutto il tempo del passaggio di corrente. Lo spot welding viene utilizzato molto in sistemi automatizzati e robotizzati, il tempo di applicazione della corrente deve essere molto preciso per una buona saldatura. In una automobile possiamo trovare fino a punti di saldatura tramite questo metodo. La resistenza della saldatura dipende molto dalla rugosità delle due superfici e dalla loro pulizia.
44 Resistance spot welding In alcuni casi gli elettrodi vengono progettati per accedere a parti difficilmente raggiungibili:
45 Resistance seam welding, RSEW Rispetto alla saldatura a spot, si usano delle ruote o cilindri rotanti che passano in continuo sulle superfici da saldare (a). In (b) abbiamo un applicazione continua del carico elettrico con saldatura continua. In (b) (roll spot welding) la corrente è applicata a intervalli regolari. Nella variante HRFW (High Frequency resistance welding) o HFIW (Induzione) vengono saldati tubi longitudinalmente.
46 Resistance Projection Welding, RPW Si creano alcune protuberanze (proiezioni) per avere contatto elettrico solo in alcune zone dove avverrà poi la saldatura. Tali proiezioni possono essere circolari o ovali a seconda della resistenza richiesta. Gli elettrodi in rame vengono raffreddati ad acqua. Con questo metodo si producono più punti di saldatura in un solo colpo. Si usa infatti anche per griglie e carrelli della spesa.
47 Flash Welding, FW Si fa scoccare un arco voltaico tra i sue pezzi da unire, infatti il processo può venir classificato anche tra le saldature ad arco voltaico. Subito dopo l arco, quando le estremità sono molto calde i due pezzi vengono messi a contatto in pressione per la giunzione. La qualità è molto buona in quanto l arco scoccato elimina tutte le impurità e la sporcizia dalle superfici da saldare.
48 Stud arc welding, SW Processo simile al Flash welding serve per saldare un perno o delle barre ad una lamiera o simili. Per prevenire ossidazioni e proteggere la parte di fuso che si genera con l arco, si protegge con un anello ceramico la zona della saldatura: Percussion welding (PEW): si usa un condensatore per accumulare la carica ed avere una scarica in un tempo breve.
49 Explosion welding, EXW Si sfrutta l impatto ad alta energia/velocità di uno dei due pezzi accelerato tramite esplosione. L impatto causa un adesione meccanica e per deformazione plastica
50 Diffusion bonding, DFW Nel diffusion bonding abbiamo una giunzione allo stato solido per diffusione all interfaccia tra i due pezzi a temperatura elevata (0.5 T di fusione). In genere si usa tra due metalli che siano miscibili tra loro per avere un gradiente che faccia da driving force per la diffusione. Il processo è abbastanza lento poichè si basa sulla diffusione. Questo sistema di giunzione viene utilizzato nel sistema diffusion bonding/superplastic forming per la formatura e giunzione contemporanea di pezzi dalle forme complicate in un processo che rientra tra i near-net shape.
51 Diffusion bonding/superplastic forming
Le Saldature. Corso di Tecnologie Meccaniche A.A. 2001-02
 Le Saldature Corso di Tecnologie Meccaniche A.A. 2001-02 Tipologie di Saldatura Fusione Ad arco (arc welding) A fascio di energia (energy beam welding) A stato solido Brasatura Incollaggio Saldatura ad
Le Saldature Corso di Tecnologie Meccaniche A.A. 2001-02 Tipologie di Saldatura Fusione Ad arco (arc welding) A fascio di energia (energy beam welding) A stato solido Brasatura Incollaggio Saldatura ad
SALDATURA AD ARCO SOMMERSO
 SALDATURA SALDATURA AD ARCO SOMMERSO La saldatura ad arco sommerso (SAW - Submerged Arc Welding nella terminologia AWS) è un saldatura ad arco a filo continuo sotto protezione di scoria. Il fatto che l
SALDATURA SALDATURA AD ARCO SOMMERSO La saldatura ad arco sommerso (SAW - Submerged Arc Welding nella terminologia AWS) è un saldatura ad arco a filo continuo sotto protezione di scoria. Il fatto che l
CLASSIFICAZIONE DELLE LAVORAZIONI MECCANICHE
 CLASSIFICAZIONE DELLE LAVORAZIONI MECCANICHE Le lavorazioni meccaniche possono essere classificate secondo diversi criteri. Il criterio che si è dimostrato più utile, in quanto ha permesso di considerare
CLASSIFICAZIONE DELLE LAVORAZIONI MECCANICHE Le lavorazioni meccaniche possono essere classificate secondo diversi criteri. Il criterio che si è dimostrato più utile, in quanto ha permesso di considerare
TRATTAMENTI TERMICI IMPORTANZA DI ESEGUIRE IL TRATTAMENTO TERMICO NEL MOMENTO OPPORTUNO DEL PROCESSO DI REALIZZAZIONE DEL PEZZO
 TRATTAMENTI TERMICI IL TRATTAMENTO TERMICO CONSISTE IN UN CICLO TERMICO CHE SERVE A MODIFICARE LA STRUTTURA DEL MATERIALE PER LA VARIAZIONE DELLE SUE CARATTERISTICHE MECCANICHE: RESISTENZA DEFORMABILITA
TRATTAMENTI TERMICI IL TRATTAMENTO TERMICO CONSISTE IN UN CICLO TERMICO CHE SERVE A MODIFICARE LA STRUTTURA DEL MATERIALE PER LA VARIAZIONE DELLE SUE CARATTERISTICHE MECCANICHE: RESISTENZA DEFORMABILITA
Corso di Tecnologia Meccanica ( ING/IND16) CF 8. Saldature. Sistemi di Produzione/ Tecnologia Meccanica
 CF 8. Saldature. Sistemi di Produzione/ Tecnologia Meccanica") Corso di Tecnologia ( ING/IND16) CF 8 Saldature Saldatura: Processo di unione permanente di due componenti meccanici. Variabili principali: Lega da saldare Spessore delle parti Posizione di saldatura Produzione
Corso di Tecnologia ( ING/IND16) CF 8 Saldature Saldatura: Processo di unione permanente di due componenti meccanici. Variabili principali: Lega da saldare Spessore delle parti Posizione di saldatura Produzione
Lezione. Tecnica delle Costruzioni
 Lezione Tecnica delle Costruzioni Collegamenti saldati Procedimenti di saldatura Sorgente termica che produce alta temperatura in modo localizzato Fusione del materiale base più il materiale di apporto
Lezione Tecnica delle Costruzioni Collegamenti saldati Procedimenti di saldatura Sorgente termica che produce alta temperatura in modo localizzato Fusione del materiale base più il materiale di apporto
I Processi di Saldatura
 I Processi di Saldatura Tecnologie Industriali 1 Processi di saldatura Oxyfuel Arc Resistance Solid State Unique Oxyacetylene (OAW) Shielded Metal (SMAW) Resistance Spot (RSW) Friction (FRW) Thermit (TW)
I Processi di Saldatura Tecnologie Industriali 1 Processi di saldatura Oxyfuel Arc Resistance Solid State Unique Oxyacetylene (OAW) Shielded Metal (SMAW) Resistance Spot (RSW) Friction (FRW) Thermit (TW)
I METALLI. I metalli sono materiali strutturali costituiti ciascuno da un singolo elemento. Hanno tra loro proprietà molto simili.
 M et 1 all I METALLI I metalli sono materiali strutturali costituiti ciascuno da un singolo elemento. Hanno tra loro proprietà molto simili. Proprietà Le principali proprietà dei metalli sono le seguenti:
M et 1 all I METALLI I metalli sono materiali strutturali costituiti ciascuno da un singolo elemento. Hanno tra loro proprietà molto simili. Proprietà Le principali proprietà dei metalli sono le seguenti:
Materiali, Sviluppo, Soluzioni. Prodotti di Molibdeno per la industria del vetro
 Materiali, Sviluppo, Soluzioni Prodotti di Molibdeno per la industria del vetro H.C. Starck, Molibdeno Materiali come il molibdeno e il tungsteno, sono vitali per le applicazioni di fusione, omogeneizzazione
Materiali, Sviluppo, Soluzioni Prodotti di Molibdeno per la industria del vetro H.C. Starck, Molibdeno Materiali come il molibdeno e il tungsteno, sono vitali per le applicazioni di fusione, omogeneizzazione
Gli elettrodi nell EDM. G. Fantoni Università di Pisa
 Gli elettrodi nell EDM G. Fantoni Università di Pisa Erodibilità di diversi materiali metallici PURI T fus. -MRR Ma Ag, Cu anomali infatti erodibilità dipende anche da conducibilità termica, capacità
Gli elettrodi nell EDM G. Fantoni Università di Pisa Erodibilità di diversi materiali metallici PURI T fus. -MRR Ma Ag, Cu anomali infatti erodibilità dipende anche da conducibilità termica, capacità
Università di Roma Tor Vergata SALDATURA
 SALDATURA La saldatura è un tipo di giunzione che consente di unire permanentemente parti solide, realizzando la continuità del materiale. Materiale d apporto Materiale base Materiale base = Materiale
SALDATURA La saldatura è un tipo di giunzione che consente di unire permanentemente parti solide, realizzando la continuità del materiale. Materiale d apporto Materiale base Materiale base = Materiale
IMPIANTO AUTOMATICO PER LA SALDATURA DI ESTRUSI DI ALLUMINIO PER APPLICAZIONI NAVALI.
 IMPIANTO AUTOMATICO PER LA SALDATURA DI ESTRUSI DI ALLUMINIO PER APPLICAZIONI NAVALI. Tube Tech Machinery Marcello Filippini Il settore dei trasporti, specialmente i trasporti passeggeri con treni e navi,
IMPIANTO AUTOMATICO PER LA SALDATURA DI ESTRUSI DI ALLUMINIO PER APPLICAZIONI NAVALI. Tube Tech Machinery Marcello Filippini Il settore dei trasporti, specialmente i trasporti passeggeri con treni e navi,
FILIERA PRODUTTIVA COMPLETA
 2 FILIERA PRODUTTIVA COMPLETA TRATTAMENTO TERMICO LAVORAZIONI MECCANICHE LAMINAZIONE VERNICIATURA PRODUZIONE ACCIAIO MAGAZZINO L unione tra Esti e Acciaierie Venete ha dato luogo ad una nuova realtà, unica
2 FILIERA PRODUTTIVA COMPLETA TRATTAMENTO TERMICO LAVORAZIONI MECCANICHE LAMINAZIONE VERNICIATURA PRODUZIONE ACCIAIO MAGAZZINO L unione tra Esti e Acciaierie Venete ha dato luogo ad una nuova realtà, unica
I processi di tempra sono condotti sul manufatto finito per generare sforzi residui di compressione in superficie. Vengono sfruttate allo scopo
 I processi di tempra sono condotti sul manufatto finito per generare sforzi residui di compressione in superficie. Vengono sfruttate allo scopo diverse metodologie. 1 La tempra termica (o fisica) si basa
I processi di tempra sono condotti sul manufatto finito per generare sforzi residui di compressione in superficie. Vengono sfruttate allo scopo diverse metodologie. 1 La tempra termica (o fisica) si basa
METALLI FERROSI GHISA ACCIAIO
 METALLI FERROSI I metalli ferrosi sono i metalli e le leghe metalliche che contengono ferro. Le leghe ferrose più importanti sono l acciaio e la ghisa. ACCIAIO: lega metallica costituita da ferro e carbonio,
METALLI FERROSI I metalli ferrosi sono i metalli e le leghe metalliche che contengono ferro. Le leghe ferrose più importanti sono l acciaio e la ghisa. ACCIAIO: lega metallica costituita da ferro e carbonio,
I MATERIALI SCELTA DEL MATERIALE SCELTA DEL MATERIALE FUNZIONALITÀ
 SCELTA DEL MATERIALE I MATERIALI LA SCELTA DEL MATERIALE PER LA COSTRUZIONE DI UN PARTICOLARE MECCANICO RICHIEDE: LA CONOSCENZA DELLA FORMA E DELLE DIMEN- SIONI DELL OGGETTO LA CONOSCENZA DEL CICLO DI
SCELTA DEL MATERIALE I MATERIALI LA SCELTA DEL MATERIALE PER LA COSTRUZIONE DI UN PARTICOLARE MECCANICO RICHIEDE: LA CONOSCENZA DELLA FORMA E DELLE DIMEN- SIONI DELL OGGETTO LA CONOSCENZA DEL CICLO DI
tecnologia PROPRIETÀ DEI METALLI Scuola secondaria primo grado. classi prime Autore: Giuseppe FRANZÈ
 tecnologia PROPRIETÀ DEI METALLI Scuola secondaria primo grado. classi prime Autore: Giuseppe FRANZÈ LE PROPRIETÀ DEI MATERIALI DA COSTRUZIONE Si possono considerare come l'insieme delle caratteristiche
tecnologia PROPRIETÀ DEI METALLI Scuola secondaria primo grado. classi prime Autore: Giuseppe FRANZÈ LE PROPRIETÀ DEI MATERIALI DA COSTRUZIONE Si possono considerare come l'insieme delle caratteristiche
Lezione 11 Trattamenti termici
 Lezione 11 Gerardus Janszen Dipartimento di Tel 02 2399 8366 janszen@aero.polimi.it . IL TRATTAMENTO TERMICO CONSISTE IN UN CICLO TERMICO CHE SERVE A MODIFICARE LA STRUTTURA DEL MATERIALE PER LA VARIAZIONE
Lezione 11 Gerardus Janszen Dipartimento di Tel 02 2399 8366 janszen@aero.polimi.it . IL TRATTAMENTO TERMICO CONSISTE IN UN CICLO TERMICO CHE SERVE A MODIFICARE LA STRUTTURA DEL MATERIALE PER LA VARIAZIONE
Tipologie di profilati commerciali IPE
 HE A-B-M Acciai da costruzione o da carpenteria Tipologie di profilati commerciali IPE UPN L lati uguali IPE Sagomario o profilario Passaggi di lavorazione per un profilo a doppio T lavorato a caldo Nascita
HE A-B-M Acciai da costruzione o da carpenteria Tipologie di profilati commerciali IPE UPN L lati uguali IPE Sagomario o profilario Passaggi di lavorazione per un profilo a doppio T lavorato a caldo Nascita
LA CORRENTE ELETTRICA
 L CORRENTE ELETTRIC H P h Prima che si raggiunga l equilibrio c è un intervallo di tempo dove il livello del fluido non è uguale. Il verso del movimento del fluido va dal vaso a livello maggiore () verso
L CORRENTE ELETTRIC H P h Prima che si raggiunga l equilibrio c è un intervallo di tempo dove il livello del fluido non è uguale. Il verso del movimento del fluido va dal vaso a livello maggiore () verso
PROCESSO DI ASSEMBLAGGIO
 PROCESSO DI ASSEMBLAGGIO La fabbricazione degli elementi meccanici seguita dalla loro unione sono i principali compiti dell industria produttiva. Essenzialmente l assemblaggio consiste nel collegare degli
PROCESSO DI ASSEMBLAGGIO La fabbricazione degli elementi meccanici seguita dalla loro unione sono i principali compiti dell industria produttiva. Essenzialmente l assemblaggio consiste nel collegare degli
IL PROBLEMA DEL PRODURRE
 IL PROBLEMA DEL PRODURRE IL CICLO TECNOLOGICO E I PROCESSI PRIMARI E SECONDARI Ing. Produzione Industriale - Tecnologia Meccanica Processi primari e secondari - 1 IL CICLO TECNOLOGICO Il ciclo tecnologico
IL PROBLEMA DEL PRODURRE IL CICLO TECNOLOGICO E I PROCESSI PRIMARI E SECONDARI Ing. Produzione Industriale - Tecnologia Meccanica Processi primari e secondari - 1 IL CICLO TECNOLOGICO Il ciclo tecnologico
Esplosioni di polveri: prevenzione
 Esplosioni di polveri: prevenzione ing. Nicola Mazzei Stazione sperimentale per i Combustibili Divisione di Innovhub-Stazioni Sperimentali Industria Tel: 02-51604.256 Fax: 02-514286 Corso CINEAS: La ricerca
Esplosioni di polveri: prevenzione ing. Nicola Mazzei Stazione sperimentale per i Combustibili Divisione di Innovhub-Stazioni Sperimentali Industria Tel: 02-51604.256 Fax: 02-514286 Corso CINEAS: La ricerca
una saldatura ad arco
 UTENSILERIA Realizzare una saldatura ad arco 0 1 Il tipo di saldatura Saldatrice ad arco La saldatura ad arco si realizza con un altissima temperatura (almeno 3000 c) e permette la saldatura con metallo
UTENSILERIA Realizzare una saldatura ad arco 0 1 Il tipo di saldatura Saldatrice ad arco La saldatura ad arco si realizza con un altissima temperatura (almeno 3000 c) e permette la saldatura con metallo
Die-casting Steel Solution
 Die-casting Steel Solution for Corrado Patriarchi 1 Acciai da utensili destinati alla deformazione a caldo di metalli e le loro leghe mediante procedimenti di stampaggio, estrusione, pressofusione. Vengono
Die-casting Steel Solution for Corrado Patriarchi 1 Acciai da utensili destinati alla deformazione a caldo di metalli e le loro leghe mediante procedimenti di stampaggio, estrusione, pressofusione. Vengono
Lavorazione lamiera III
 Lavorazione lamiera III Imbutitura (deep drawing) Deformabilità delle lamiere Macchinari per la formatura delle lamiere Progettazione Considerazioni economiche Imbutitura (Deep Drawing) Nata nel 1700 non
Lavorazione lamiera III Imbutitura (deep drawing) Deformabilità delle lamiere Macchinari per la formatura delle lamiere Progettazione Considerazioni economiche Imbutitura (Deep Drawing) Nata nel 1700 non
Composizione degli acciai Conoscere bene per comprare meglio
 Composizione degli acciai Conoscere bene per comprare meglio Manuele Dabalà Dip. Ingegneria Industriale Università di Padova Introduzione Cos è l acciaio? Norma UNI EN 10020/01 Materiale il cui tenore
Composizione degli acciai Conoscere bene per comprare meglio Manuele Dabalà Dip. Ingegneria Industriale Università di Padova Introduzione Cos è l acciaio? Norma UNI EN 10020/01 Materiale il cui tenore
Tesina di scienze. L Elettricità. Le forze elettriche
 Tesina di scienze L Elettricità Le forze elettriche In natura esistono due forme di elettricità: quella negativa e quella positiva. Queste due energie si attraggono fra loro, mentre gli stessi tipi di
Tesina di scienze L Elettricità Le forze elettriche In natura esistono due forme di elettricità: quella negativa e quella positiva. Queste due energie si attraggono fra loro, mentre gli stessi tipi di
Power Pulse 400/500 HSL
 400/500 HSL Italiano Power Pulse: Applicazioni Power Pulse 400/500 HSL è una saldatrice professionale ad inverter trifase (400A 100% a 40 C) con carrello traina-filo separato WF 104. Le modalità MIG/MAG
400/500 HSL Italiano Power Pulse: Applicazioni Power Pulse 400/500 HSL è una saldatrice professionale ad inverter trifase (400A 100% a 40 C) con carrello traina-filo separato WF 104. Le modalità MIG/MAG
Corso di tecnologia Scuola media a.s. 2010-2011 PROF. NICOLA CARIDI
 Corso di tecnologia Scuola media a.s. 2010-2011 PROF. NICOLA CARIDI ARGOMENTI TRATTATI: Oggetti materiali e tecnologie Classificazione dei materiali Proprietà dei materiali Proprietà chimico/fisico Proprietà
Corso di tecnologia Scuola media a.s. 2010-2011 PROF. NICOLA CARIDI ARGOMENTI TRATTATI: Oggetti materiali e tecnologie Classificazione dei materiali Proprietà dei materiali Proprietà chimico/fisico Proprietà
La corrente elettrica
 PROGRAMMA OPERATIVO NAZIONALE Fondo Sociale Europeo "Competenze per lo Sviluppo" Obiettivo C-Azione C1: Dall esperienza alla legge: la Fisica in Laboratorio La corrente elettrica Sommario 1) Corrente elettrica
PROGRAMMA OPERATIVO NAZIONALE Fondo Sociale Europeo "Competenze per lo Sviluppo" Obiettivo C-Azione C1: Dall esperienza alla legge: la Fisica in Laboratorio La corrente elettrica Sommario 1) Corrente elettrica
REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA
 REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA SETTORE ECONOMICO PROFESSIONALE 1 SETTORE MECCANICA; PRODUZIONE E MANUTENZIONE DI MACCHINE; IMPIANTISTICA Processo Lavorazioni Meccaniche
REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA SETTORE ECONOMICO PROFESSIONALE 1 SETTORE MECCANICA; PRODUZIONE E MANUTENZIONE DI MACCHINE; IMPIANTISTICA Processo Lavorazioni Meccaniche
RESISTENZA DEI MATERIALI TEST
 RESISTENZA DEI MATERIALI TEST 1. Nello studio della resistenza dei materiali, i corpi: a) sono tali per cui esiste sempre una proporzionalità diretta tra sollecitazione e deformazione b) sono considerati
RESISTENZA DEI MATERIALI TEST 1. Nello studio della resistenza dei materiali, i corpi: a) sono tali per cui esiste sempre una proporzionalità diretta tra sollecitazione e deformazione b) sono considerati
LA CORRENTE ELETTRICA Prof. Erasmo Modica erasmo@galois.it
 LA CORRENTE ELETTRICA Prof. Erasmo Modica erasmo@galois.it L INTENSITÀ DELLA CORRENTE ELETTRICA Consideriamo una lampadina inserita in un circuito elettrico costituito da fili metallici ed un interruttore.
LA CORRENTE ELETTRICA Prof. Erasmo Modica erasmo@galois.it L INTENSITÀ DELLA CORRENTE ELETTRICA Consideriamo una lampadina inserita in un circuito elettrico costituito da fili metallici ed un interruttore.
I capicorda (terminali) per funi d acciaio forniscono una terminazione di testa alla fune stessa.
 per funi d acciaio forniscono una terminazione di testa alla fune stessa.") PRODOTTI INDUSTRIALI & NAVALI S.p.A. capicorda I capicorda (terminali) per funi d acciaio forniscono una terminazione di testa alla fune stessa. Si dividono in tre tipi: - A cuneo (autobloccanti) in cui
PRODOTTI INDUSTRIALI & NAVALI S.p.A. capicorda I capicorda (terminali) per funi d acciaio forniscono una terminazione di testa alla fune stessa. Si dividono in tre tipi: - A cuneo (autobloccanti) in cui
 IL TRASFORMATORE Prof. S. Giannitto Il trasformatore è una macchina in grado di operare solo in corrente alternata, perché sfrutta i principi dell'elettromagnetismo legati ai flussi variabili. Il trasformatore
IL TRASFORMATORE Prof. S. Giannitto Il trasformatore è una macchina in grado di operare solo in corrente alternata, perché sfrutta i principi dell'elettromagnetismo legati ai flussi variabili. Il trasformatore
Lavorazione lamiera II
 Lavorazione lamiera II Piegatura della lamiera Stretch forming Bulging Rubber forming e idroformatura Spinning Formatura ad alta energia Formatura superplastica Altri metodi di formatura Piegatura della
Lavorazione lamiera II Piegatura della lamiera Stretch forming Bulging Rubber forming e idroformatura Spinning Formatura ad alta energia Formatura superplastica Altri metodi di formatura Piegatura della
Guida pratica. Saldatura MIG di alluminio e delle sue leghe.
 Guida pratica. Saldatura MIG di alluminio e delle sue leghe. Indice: 1. Gas di copertura 2. Fili d apporto 3. Impianto di saldatura 4. Regolazioni 5. Prevenzione degli errori 1. Gas di copertura L argon
Guida pratica. Saldatura MIG di alluminio e delle sue leghe. Indice: 1. Gas di copertura 2. Fili d apporto 3. Impianto di saldatura 4. Regolazioni 5. Prevenzione degli errori 1. Gas di copertura L argon
V= R*I. LEGGE DI OHM Dopo aver illustrato le principali grandezze elettriche è necessario analizzare i legami che vi sono tra di loro.
 LEGGE DI OHM Dopo aver illustrato le principali grandezze elettriche è necessario analizzare i legami che vi sono tra di loro. PREMESSA: Anche intuitivamente dovrebbe a questo punto essere ormai chiaro
LEGGE DI OHM Dopo aver illustrato le principali grandezze elettriche è necessario analizzare i legami che vi sono tra di loro. PREMESSA: Anche intuitivamente dovrebbe a questo punto essere ormai chiaro
Tecnologie di saldatura per fusione
 La saldatura laser Tecnologie di saldatura per fusione saldatura ad arco (MIG, TIG, SAW, Plasma ecc.) saldatura a gas (ossiacetilenica, ossidrica ecc.) saldatura ad elettroscoria saldatura alluminotermica
La saldatura laser Tecnologie di saldatura per fusione saldatura ad arco (MIG, TIG, SAW, Plasma ecc.) saldatura a gas (ossiacetilenica, ossidrica ecc.) saldatura ad elettroscoria saldatura alluminotermica
Capacità di assorbire una deformazione plastica senza rompersi: alta=duttile (es. oro) bassa=fragile (es. vetro)
 bassa=fragile (es. vetro)") Capacità di assorbire una deformazione plastica senza rompersi: alta=duttile (es. oro) bassa=fragile (es. vetro) E dipendente dalla temperatura:capacità di riposizionamento di difetti ed atomi (diffusione
Capacità di assorbire una deformazione plastica senza rompersi: alta=duttile (es. oro) bassa=fragile (es. vetro) E dipendente dalla temperatura:capacità di riposizionamento di difetti ed atomi (diffusione
DI LUCE SEGNALI. FUTURi. di John Borell, Stephen Lee (*) (*)John Borell lavora alla Steel Art Company, costruttore Americano di insegne luminose.
 (*)John Borell lavora alla Steel Art Company, costruttore Americano di insegne luminose.") FUTURi SEGNALI DI LUCE I SISTEMI PER TAGLIO LASER OFFRONO IMPORTANTI VANTAGGI RISPETTO ALLE TECNICHE TRADIZIONALI NELLA LAVORAZIONE DI MATERIALI ACRILICI CON CUI VENGONO REALIZZATE GRAN PARTE DELLE MODERNE
FUTURi SEGNALI DI LUCE I SISTEMI PER TAGLIO LASER OFFRONO IMPORTANTI VANTAGGI RISPETTO ALLE TECNICHE TRADIZIONALI NELLA LAVORAZIONE DI MATERIALI ACRILICI CON CUI VENGONO REALIZZATE GRAN PARTE DELLE MODERNE
La resistenza di un materiale dal comportamento fragile va analizzata attraverso gli strumenti della meccanica della frattura.
 La resistenza di un materiale dal comportamento fragile va analizzata attraverso gli strumenti della meccanica della frattura. Il sistema di riferimento è quello di un componente soggetto a carichi esterni
La resistenza di un materiale dal comportamento fragile va analizzata attraverso gli strumenti della meccanica della frattura. Il sistema di riferimento è quello di un componente soggetto a carichi esterni
2. FONDAMENTI DELLA TECNOLOGIA
 2. FONDAMENTI DELLA TECNOLOGIA 2.1 Principio del processo La saldatura a resistenza a pressione si fonda sulla produzione di una giunzione intima, per effetto dell energia termica e meccanica. L energia
2. FONDAMENTI DELLA TECNOLOGIA 2.1 Principio del processo La saldatura a resistenza a pressione si fonda sulla produzione di una giunzione intima, per effetto dell energia termica e meccanica. L energia
Corso di Tecnologia Meccanica
 Corso di Tecnologia Meccanica Modulo 5 Tecnologie di saldatura LIUC - Ingegneria Gestionale 1 La saldatura È un processo di unione permanente di due componenti meccanici effettuabile con diversi procedimenti
Corso di Tecnologia Meccanica Modulo 5 Tecnologie di saldatura LIUC - Ingegneria Gestionale 1 La saldatura È un processo di unione permanente di due componenti meccanici effettuabile con diversi procedimenti
TERMOMETRIA E PROCESSI TERMICI
 TERMOMETRIA E PROCESSI TERMICI SISTEMA parte di materia e/o spazio, idealmente isolata, su cui si concentra ntra l attenzione dell osservatore AMBIENTE ESTERNO tutto ciò che sta al di fuori, ma pur sempre
TERMOMETRIA E PROCESSI TERMICI SISTEMA parte di materia e/o spazio, idealmente isolata, su cui si concentra ntra l attenzione dell osservatore AMBIENTE ESTERNO tutto ciò che sta al di fuori, ma pur sempre
IL RISPARMIO ENERGETICO E GLI AZIONAMENTI A VELOCITA VARIABILE L utilizzo dell inverter negli impianti frigoriferi.
 IL RISPARMIO ENERGETICO E GLI AZIONAMENTI A VELOCITA VARIABILE L utilizzo dell inverter negli impianti frigoriferi. Negli ultimi anni, il concetto di risparmio energetico sta diventando di fondamentale
IL RISPARMIO ENERGETICO E GLI AZIONAMENTI A VELOCITA VARIABILE L utilizzo dell inverter negli impianti frigoriferi. Negli ultimi anni, il concetto di risparmio energetico sta diventando di fondamentale
Assicurare la qualità nel lavoro Per sicurezza e prestazioni. RG Gomma S.r.l.
 Assicurare la qualità nel lavoro Per sicurezza e prestazioni RG Gomma S.r.l. INDICE NASTRI SPECIALI ------------------------------------------ UNICLEAT ------------------------------------------------
Assicurare la qualità nel lavoro Per sicurezza e prestazioni RG Gomma S.r.l. INDICE NASTRI SPECIALI ------------------------------------------ UNICLEAT ------------------------------------------------
L ultima operazione è quella che ci permette di trasformare il nostro linguaggio di disegno in linguaggio macchina, cioè, grazie a dei programmi
 MODULO 9 Introduzione a un progetto: realizzazione dei disegni meccanici con l ausilio di programmi CAD-CAM. Concetti di base su programmazione su macchine utensili a CNC: tornio, fresatrici ed elettroerosione.
MODULO 9 Introduzione a un progetto: realizzazione dei disegni meccanici con l ausilio di programmi CAD-CAM. Concetti di base su programmazione su macchine utensili a CNC: tornio, fresatrici ed elettroerosione.
Protezione personale degli occhi Questa scheda è aggiornata alla EN 166:2001
 Protezione personale degli occhi Questa scheda è aggiornata alla EN 166:2001 La norma si applica ai protettori dell'occhio utilizzati contro pericoli di varia natura, ad eccezione delle radiazioni nucleari,
Protezione personale degli occhi Questa scheda è aggiornata alla EN 166:2001 La norma si applica ai protettori dell'occhio utilizzati contro pericoli di varia natura, ad eccezione delle radiazioni nucleari,
TECNOLOGIE DI REALIZZAZIONE DI GIUNTI INCOLLATI IN CAMPO AEROSPAZIALE
 TECNOLOGIE DI REALIZZAZIONE DI GIUNTI INCOLLATI IN CAMPO AEROSPAZIALE G. Augello Responsabile del CAE Meccanico Dipartimento di Sistemi Meccanici Alenia Spazio S.p.A. - Torino M. Montabone Responsabile
TECNOLOGIE DI REALIZZAZIONE DI GIUNTI INCOLLATI IN CAMPO AEROSPAZIALE G. Augello Responsabile del CAE Meccanico Dipartimento di Sistemi Meccanici Alenia Spazio S.p.A. - Torino M. Montabone Responsabile
Sez. E Sistemi e tecnologie ad aria compressa, di ausilio alla produzione UGELLI E GETTI PER ARIA COMPRESSA AIR NOZZLES AND JETS
 Sez. E Sistemi e tecnologie ad aria compressa, di ausilio alla produzione DC COOLING Alternative cooling solutions UGELLI E GETTI PER ARIA COMPRESSA AIR NOZZLES AND JETS Documentazione non registrata,
Sez. E Sistemi e tecnologie ad aria compressa, di ausilio alla produzione DC COOLING Alternative cooling solutions UGELLI E GETTI PER ARIA COMPRESSA AIR NOZZLES AND JETS Documentazione non registrata,
Le graniglie sono classificabili, secondo il materiale di cui sono composte, come segue :
 Cos è la graniglia? L utensile della granigliatrice : la graniglia La graniglia è praticamente l utensile della granigliatrice: si presenta come una polvere costituita da un gran numero di particelle aventi
Cos è la graniglia? L utensile della granigliatrice : la graniglia La graniglia è praticamente l utensile della granigliatrice: si presenta come una polvere costituita da un gran numero di particelle aventi
Schema generale laminazioni
 Laminazione Processo di riduzione dell altezza o cambio di sezione di un pezzo attraverso la pressione applicata tramite due rulli rotanti. La laminazione rappresenta il 90% dei processi di lavorazione
Laminazione Processo di riduzione dell altezza o cambio di sezione di un pezzo attraverso la pressione applicata tramite due rulli rotanti. La laminazione rappresenta il 90% dei processi di lavorazione
INTERVENTO DI CLAUDIA RICCARDI PLASMAPROMETEO - Dipartimento di Fisica Università degli Studi di Milano - Bicocca
 INTERVENTO DI CLAUDIA RICCARDI PLASMAPROMETEO - Dipartimento di Fisica Università degli Studi di Milano - Bicocca La ricerca come strumento per lo sviluppo aziendale: sinergia tra università e industria
INTERVENTO DI CLAUDIA RICCARDI PLASMAPROMETEO - Dipartimento di Fisica Università degli Studi di Milano - Bicocca La ricerca come strumento per lo sviluppo aziendale: sinergia tra università e industria
RAPPORTO DI PROVA Venezia,. Foglio n. 1 di 7. Protocollo: Luogo e Data della prova: Richiedente: Materiale testato:
 Foglio n. 1 di 7 Protocollo: Luogo e Data della prova: Mestre, Richiedente: Materiale testato: Prova eseguita: Conducibilità termica Riferimento Normativo: UNI EN 12667 DESCRIZIONE DEL CAMPIONE SOTTOPOSTO
Foglio n. 1 di 7 Protocollo: Luogo e Data della prova: Mestre, Richiedente: Materiale testato: Prova eseguita: Conducibilità termica Riferimento Normativo: UNI EN 12667 DESCRIZIONE DEL CAMPIONE SOTTOPOSTO
Cliccare su una o più delle seguenti tipologie di sistemi di riscaldamento ad induzione:
 Per ricevere maggiori informazioni su argomenti di vostro interesse compilate il modulo sottostante, verrete contattati al più presto. VERSIONE STAMPABILE: RICHIESTA INFORMAZIONI TECNICHE Nome Cognome
Per ricevere maggiori informazioni su argomenti di vostro interesse compilate il modulo sottostante, verrete contattati al più presto. VERSIONE STAMPABILE: RICHIESTA INFORMAZIONI TECNICHE Nome Cognome
Lavorazione delle lamiere
 Lavorazione delle lamiere Lamiere Utilizzate nella produzione di carrozzerie automobilistiche, elettrodomestici, mobili metallici, organi per la meccanica fine. Le lamiere presentano una notevole versatilità
Lavorazione delle lamiere Lamiere Utilizzate nella produzione di carrozzerie automobilistiche, elettrodomestici, mobili metallici, organi per la meccanica fine. Le lamiere presentano una notevole versatilità
Finiture superficiali dei circuiti stampati
 Finiture superficiali dei circuiti stampati Considerazioni generali Il processo di integrazione spinge gli assemblatori a richiedere circuiti stampati con finiture superficiali sempre più planari, come
Finiture superficiali dei circuiti stampati Considerazioni generali Il processo di integrazione spinge gli assemblatori a richiedere circuiti stampati con finiture superficiali sempre più planari, come
LAVORAZIONI NON CONVENZIONALI TECNOLOGIA LASER
 LAVORAZIONI NON CONVENZIONALI TECNOLOGIA LASER LASER = LIGHT AMPLIFICATION BY SIMULATED EMISSION OF RADIATION Amplificazione della luce mediante l emissione stimolata della radiazione Il LASER è una particolare
LAVORAZIONI NON CONVENZIONALI TECNOLOGIA LASER LASER = LIGHT AMPLIFICATION BY SIMULATED EMISSION OF RADIATION Amplificazione della luce mediante l emissione stimolata della radiazione Il LASER è una particolare
Sez. K Sistemi e tecnologie ad aria compressa, di ausilio alla produzione SISTEMI DI RAFFREDDAMENTO
 BY COOL ART Sez. K Sistemi e tecnologie ad aria compressa, di ausilio alla produzione SISTEMI DI RAFFREDDAMENTO DC COOLING By COOL ART RAFFREDDAMENTO UTENSILI FRIGID-X TM TOOL COOLING SYSTEM Documentazione
BY COOL ART Sez. K Sistemi e tecnologie ad aria compressa, di ausilio alla produzione SISTEMI DI RAFFREDDAMENTO DC COOLING By COOL ART RAFFREDDAMENTO UTENSILI FRIGID-X TM TOOL COOLING SYSTEM Documentazione
La saldatura è un processo molto importante per garantire un prodotto finito di alta qualità.
 Saldatura 1 La saldatura è un processo molto importante per garantire un prodotto finito di alta qualità. TIPOLOGIE DI SALDATURA: - saldatura manuale MIG - saldatura manuale TIG - saldatura OSSICETILENICA
Saldatura 1 La saldatura è un processo molto importante per garantire un prodotto finito di alta qualità. TIPOLOGIE DI SALDATURA: - saldatura manuale MIG - saldatura manuale TIG - saldatura OSSICETILENICA
Strutture in acciaio. Unioni
 Strutture in acciaio Unioni Tipologie di unioni Chiodi o bulloni Sono puntuali Indeboliscono le sezioni Ripristinano solo parzialmente la continuità Si eseguono in opera con relativa facilità Saldatura
Strutture in acciaio Unioni Tipologie di unioni Chiodi o bulloni Sono puntuali Indeboliscono le sezioni Ripristinano solo parzialmente la continuità Si eseguono in opera con relativa facilità Saldatura
UNIVERSITÀ DEGLI STUDI DI PADOVA Facoltà di Ingegneria sede di Vicenza A.A. 2007/08
 UNIVERSITÀ DEGLI STUDI DI PADOVA Facoltà di Ingegneria sede di Vicenza A.A. 2007/08 Corso di Disegno Tecnico Industriale per il Corso di Laurea triennale in Ingegneria Meccanica e in Ingegneria Meccatronica
UNIVERSITÀ DEGLI STUDI DI PADOVA Facoltà di Ingegneria sede di Vicenza A.A. 2007/08 Corso di Disegno Tecnico Industriale per il Corso di Laurea triennale in Ingegneria Meccanica e in Ingegneria Meccatronica
Lezione. Tecnica delle Costruzioni
 Lezione Tecnica delle Costruzioni 1 Materiali Caratteristiche dell acciaio Acciaio = lega ferro-carbonio Caratteristiche importanti: resistenza duttilità = capacità di deformarsi plasticamente senza rompersi
Lezione Tecnica delle Costruzioni 1 Materiali Caratteristiche dell acciaio Acciaio = lega ferro-carbonio Caratteristiche importanti: resistenza duttilità = capacità di deformarsi plasticamente senza rompersi
MATERIALI. Introduzione
 MATERIALI 398 Introduzione Gli acciai sono leghe metalliche costituite da ferro e carbonio, con tenore di carbonio (in massa) non superiore al 2%. Attenzione: la normazione sugli acciai è in fase di armonizzazione
MATERIALI 398 Introduzione Gli acciai sono leghe metalliche costituite da ferro e carbonio, con tenore di carbonio (in massa) non superiore al 2%. Attenzione: la normazione sugli acciai è in fase di armonizzazione
Processi di fusione e colata, parte III. Stampi permanenti Trattamenti termici
 Processi di fusione e colata, parte III Stampi permanenti Trattamenti termici Colata in stampi permanenti: generalità Gli stampi permanenti sono progettati in modo che il pezzo venga estratto facilmente
Processi di fusione e colata, parte III Stampi permanenti Trattamenti termici Colata in stampi permanenti: generalità Gli stampi permanenti sono progettati in modo che il pezzo venga estratto facilmente
International Textil Education. Machinery Division. Manuale per la stampa a trasferimento termico
 Machinery Division Manuale per la stampa a trasferimento termico Manuale per la stampa a trasferimento termico STAMPA A TRASFERIMENTO TERMICO.....4 Principio di funzionamento.4 SRUTTURA INTERNA...5 Testina
Machinery Division Manuale per la stampa a trasferimento termico Manuale per la stampa a trasferimento termico STAMPA A TRASFERIMENTO TERMICO.....4 Principio di funzionamento.4 SRUTTURA INTERNA...5 Testina
Prodotti sinterizzati
 Prodotti sinterizzati - Composto bimetallico refrattario prodotto tramite un processo, rigorosamente controllato, di pressatura e sinterizzazione di polveri di tungsteno e infine infiltrazione del materiale
Prodotti sinterizzati - Composto bimetallico refrattario prodotto tramite un processo, rigorosamente controllato, di pressatura e sinterizzazione di polveri di tungsteno e infine infiltrazione del materiale
Università di Pisa Facoltà di Ingegneria. Leghe non ferrose. Chimica Applicata. Prof. Cristiano Nicolella
 Università di Pisa Facoltà di Ingegneria Leghe non ferrose Chimica Applicata Prof. Cristiano Nicolella Leghe non ferrose Minerali di alluminio L alluminio è uno degli elementi più abbondanti sulla crosta
Università di Pisa Facoltà di Ingegneria Leghe non ferrose Chimica Applicata Prof. Cristiano Nicolella Leghe non ferrose Minerali di alluminio L alluminio è uno degli elementi più abbondanti sulla crosta
Indice Prefazione XIII 1 Introduzione alle tecnologie di fabbricazione 2 Principi fondamentali della produzione per fonderia
 Indice Prefazione XIII 1 Introduzione alle tecnologie di fabbricazione 1 Introduzione 1 1.1 Processi tecnologici di trasformazione 2 1.1.1 Precisione nelle trasformazioni 5 1.2 Attributi geometrici dei
Indice Prefazione XIII 1 Introduzione alle tecnologie di fabbricazione 1 Introduzione 1 1.1 Processi tecnologici di trasformazione 2 1.1.1 Precisione nelle trasformazioni 5 1.2 Attributi geometrici dei
LEZIONE 6. PROGETTO DI COSTRUZIONI IN ACCIAIO Progetto di giunzioni saldate. Corso di TECNICA DELLE COSTRUZIONI Chiara CALDERINI A.A.
 Corso di TECNICA DELLE COSTRUZIONI Chiara CALDERINI A.A. 2007-2008 Facoltà di Architettura Università degli Studi di Genova LEZIONE 6 PROGETTO DI COSTRUZIONI IN ACCIAIO Progetto di giunzioni saldate ASPETTI
Corso di TECNICA DELLE COSTRUZIONI Chiara CALDERINI A.A. 2007-2008 Facoltà di Architettura Università degli Studi di Genova LEZIONE 6 PROGETTO DI COSTRUZIONI IN ACCIAIO Progetto di giunzioni saldate ASPETTI
NOTE E CONSIDERAZIONI SULLA PESATURA DI SILOS E SERBATOI CON CELLE DI CARICO
 ADRIANO GOMBA & C. NOTE E CONSIDERAZIONI SULLA PESATURA DI SILOS E SERBATOI CON CELLE DI CARICO Installazione. Un sistema di pesatura è costituito da un serbatoio, il cui contenuto deve essere tenuto sotto
ADRIANO GOMBA & C. NOTE E CONSIDERAZIONI SULLA PESATURA DI SILOS E SERBATOI CON CELLE DI CARICO Installazione. Un sistema di pesatura è costituito da un serbatoio, il cui contenuto deve essere tenuto sotto
Saldatura. Processo di unione permanente di due componenti meccanici. Tecnologia Meccanica II. Sorgente di calore Cordone di saldatura
 Sezione Tecnologie Meccaniche e Produzione 1 Tecnologia Meccanica II Saldatura Processo di unione permanente di due componenti meccanici Metallo d apporto Sorgente di calore Cordone di saldatura Lembi
Sezione Tecnologie Meccaniche e Produzione 1 Tecnologia Meccanica II Saldatura Processo di unione permanente di due componenti meccanici Metallo d apporto Sorgente di calore Cordone di saldatura Lembi
Principio di controllo a Correnti Indotte
 PRÜFTECHNIK NDT sviluppa soluzioni pratiche per controlli non distruttivi (NDT) durante la produzione e nel controllo finale per tutti i tipi di semilavorati, tubi metallici, barre e fili. PRÜFTECHNIK
PRÜFTECHNIK NDT sviluppa soluzioni pratiche per controlli non distruttivi (NDT) durante la produzione e nel controllo finale per tutti i tipi di semilavorati, tubi metallici, barre e fili. PRÜFTECHNIK
Saldare con il WELDOX e l HARDOX
 Saldatura Saldare con il WELDOX e l HARDOX L acciaio strutturale WELDOX e l acciaio antiusura HARDOX abbinano prestazioni di vertice con una saldabilità eccezionale. Possono essere saldati, infatti, con
Saldatura Saldare con il WELDOX e l HARDOX L acciaio strutturale WELDOX e l acciaio antiusura HARDOX abbinano prestazioni di vertice con una saldabilità eccezionale. Possono essere saldati, infatti, con
Proprietà meccaniche. Prove meccaniche. prova di trazione prova di compressione prova di piegamento prova di durezza prova di fatica prova di creep
 Proprietà meccaniche Prove meccaniche prova di trazione prova di compressione prova di piegamento prova di durezza prova di fatica prova di creep Prova di trazione provini di dimensione standard deformazione
Proprietà meccaniche Prove meccaniche prova di trazione prova di compressione prova di piegamento prova di durezza prova di fatica prova di creep Prova di trazione provini di dimensione standard deformazione
STOCCAGGIO DI IDROGENO NEI SOLIDI ATTIVITA DI RICERCA PRESSO IL POLITECNICO DI TORINO
 STOCCAGGIO DI IDROGENO NEI SOLIDI ATTIVITA DI RICERCA PRESSO IL POLITECNICO DI TORINO A. TAGLIAFERROT LAQ In.Te.S.E. Politecnico di Torino SOMMARIO Il problema Le possibili tecnologie Il contributo del
STOCCAGGIO DI IDROGENO NEI SOLIDI ATTIVITA DI RICERCA PRESSO IL POLITECNICO DI TORINO A. TAGLIAFERROT LAQ In.Te.S.E. Politecnico di Torino SOMMARIO Il problema Le possibili tecnologie Il contributo del
Linee Guida AICQ Incollaggio Parte 5 Manutenzione e Riparazione
 Direzione Tecnica Ingegneria Rotabili e Tecnologie di Base Tecnologie Meccaniche e Sistemi Frenanti - Sistemi e Componenti Meccanici - Sistemi Frenanti - Processi Speciali Autori: Nannini Andrea e-mail:
Direzione Tecnica Ingegneria Rotabili e Tecnologie di Base Tecnologie Meccaniche e Sistemi Frenanti - Sistemi e Componenti Meccanici - Sistemi Frenanti - Processi Speciali Autori: Nannini Andrea e-mail:
Visione d insieme DOMANDE E RISPOSTE SULL UNITÀ
 Visione d insieme DOMANDE E RISPOSTE SULL UNITÀ Che cos è la corrente elettrica? Nei conduttori metallici la corrente è un flusso di elettroni. L intensità della corrente è il rapporto tra la quantità
Visione d insieme DOMANDE E RISPOSTE SULL UNITÀ Che cos è la corrente elettrica? Nei conduttori metallici la corrente è un flusso di elettroni. L intensità della corrente è il rapporto tra la quantità
INDICAZIONI SU GIUNTI DEI NASTRI TRASPORTATORI
 GIAVA sas Manutenzione e Gestione Impianti Industriali www.giavasas.it INDICAZIONI SU GIUNTI DEI NASTRI TRASPORTATORI interventi di giunzione La giunzione di un nastro si rende necessaria quando bisogna
GIAVA sas Manutenzione e Gestione Impianti Industriali www.giavasas.it INDICAZIONI SU GIUNTI DEI NASTRI TRASPORTATORI interventi di giunzione La giunzione di un nastro si rende necessaria quando bisogna
Blade cooling Gas Turbine. Impianti per l Energia l
 Blade cooling Gas Turbine Impianti per l Energia l 2010-2011 2011 Effetto della temperatura massima del ciclo sulle prestazioni dei turbogas Effetto della temperatura massima del ciclo sulle prestazioni
Blade cooling Gas Turbine Impianti per l Energia l 2010-2011 2011 Effetto della temperatura massima del ciclo sulle prestazioni dei turbogas Effetto della temperatura massima del ciclo sulle prestazioni
Gli acciai inossidabili
 Gli acciai inossidabili Gli acciai inossidabili sono delle leghe a base di ferro, di cromo e di carbonio ed anche di altri elementi quali il nichel, il molibdeno, il silicio, il titanio, che li rendono
Gli acciai inossidabili Gli acciai inossidabili sono delle leghe a base di ferro, di cromo e di carbonio ed anche di altri elementi quali il nichel, il molibdeno, il silicio, il titanio, che li rendono
FENOMENI DI CORROSIONE ED OSSIDAZIONE La corrosione è un fenomeno di degrado dei metalli. E un fenomeno termodinamico (chiamato anche
 FENOMENI DI CORROSIONE ED OSSIDAZIONE La corrosione è un fenomeno di degrado dei metalli. E un fenomeno termodinamico (chiamato anche antimetallurgia) che si manifesta spontaneamente se: G
FENOMENI DI CORROSIONE ED OSSIDAZIONE La corrosione è un fenomeno di degrado dei metalli. E un fenomeno termodinamico (chiamato anche antimetallurgia) che si manifesta spontaneamente se: G
Saldatura ad arco Generalità
 Saldatura ad arco Saldatura ad arco Generalità Marchio CE: il passaporto qualità, conformità, sicurezza degli utenti 2 direttive europee Direttiva 89/336/CEE del 03 maggio 1989 applicabile dall 01/01/96.
Saldatura ad arco Saldatura ad arco Generalità Marchio CE: il passaporto qualità, conformità, sicurezza degli utenti 2 direttive europee Direttiva 89/336/CEE del 03 maggio 1989 applicabile dall 01/01/96.
Acciaio per lavorazioni a caldo
 Acciaio per lavorazioni a caldo Generalità BeyLos 2329 è un acciaio legato progettato per la realizzazione di matrici, stampi o punzoni o altri particolari che devono lavorare a temperature elevate. I
Acciaio per lavorazioni a caldo Generalità BeyLos 2329 è un acciaio legato progettato per la realizzazione di matrici, stampi o punzoni o altri particolari che devono lavorare a temperature elevate. I
CLASSIFICAZIONE DEI MATERIALI
 I MATERIALI La tecnologia è quella scienza che studia: i materiali la loro composizione le loro caratteristiche le lavorazioni necessarie e le trasformazioni che possono subire e il loro impiego. I materiali
I MATERIALI La tecnologia è quella scienza che studia: i materiali la loro composizione le loro caratteristiche le lavorazioni necessarie e le trasformazioni che possono subire e il loro impiego. I materiali
S.U.N. Architettura Luigi Vanvitelli. CdL Archite,ura TECNOLOGIA DELL ARCHITETTURA A 2012_13 prof. S. Rinaldi. Infissi_2 INF_2
 Infissi_2 SERRAMENTI IN LEGNO I profili di legno sono i principali elementi che caratterizzano le parti strutturali della finestra: Telai fissi, montanti e traversi dell anta, parti complementari (profili
Infissi_2 SERRAMENTI IN LEGNO I profili di legno sono i principali elementi che caratterizzano le parti strutturali della finestra: Telai fissi, montanti e traversi dell anta, parti complementari (profili
CAPITOLO 11 Materiali ceramici ESERCIZI CON SOLUZIONE SVOLTA. Problemi di conoscenza e comprensione
 CAPITOLO 11 Materiali ceramici ESERCIZI CON SOLUZIONE SVOLTA Problemi di conoscenza e comprensione 11.10 (a) Le strutture a isola dei silicati si formano quando ioni positivi, come Mg 2+ e Fe 2+, si legano
CAPITOLO 11 Materiali ceramici ESERCIZI CON SOLUZIONE SVOLTA Problemi di conoscenza e comprensione 11.10 (a) Le strutture a isola dei silicati si formano quando ioni positivi, come Mg 2+ e Fe 2+, si legano
INTRODUZIONE: PERDITE IN FIBRA OTTICA
 INTRODUZIONE: PERDITE IN FIBRA OTTICA Il nucleo (o core ) di una fibra ottica è costituito da vetro ad elevatissima purezza, dal momento che la luce deve attraversare migliaia di metri di vetro del nucleo.
INTRODUZIONE: PERDITE IN FIBRA OTTICA Il nucleo (o core ) di una fibra ottica è costituito da vetro ad elevatissima purezza, dal momento che la luce deve attraversare migliaia di metri di vetro del nucleo.
TECHNICAL TOOLS VERNICIATURA A POLVERE E DECORAZIONE SUBLIMATICA SU VETRO. Informazioni: 1. Versatilità dei prodotti vernicianti
 TECHNICAL TOOLS Idee e applicazioni con i prodotti Decoral System VERNICIATURA A POLVERE E DECORAZIONE SUBLIMATICA SU VETRO Metodo per l applicazione di prodotti vernicianti in polvere su materiali non
TECHNICAL TOOLS Idee e applicazioni con i prodotti Decoral System VERNICIATURA A POLVERE E DECORAZIONE SUBLIMATICA SU VETRO Metodo per l applicazione di prodotti vernicianti in polvere su materiali non
CORRENTE ELETTRICA Intensità e densità di corrente sistema formato da due conduttori carichi a potenziali V 1 e V 2 isolati tra loro V 2 > V 1 V 2
 COENTE ELETTICA Intensità e densità di corrente sistema formato da due conduttori carichi a potenziali V 1 e V isolati tra loro V > V 1 V V 1 Li colleghiamo mediante un conduttore Fase transitoria: sotto
COENTE ELETTICA Intensità e densità di corrente sistema formato da due conduttori carichi a potenziali V 1 e V isolati tra loro V > V 1 V V 1 Li colleghiamo mediante un conduttore Fase transitoria: sotto
GIUNTI STRUTTURALI 91
 90 GIUNTI STRUTTURALI 91 INTRODUZIONE Gli edifici di grandi dimensioni aventi cubature superiori ai 3000 m 3 sono generalmente costituiti da più corpi di fabbrica l uno accostato all altro, ma appaiono
90 GIUNTI STRUTTURALI 91 INTRODUZIONE Gli edifici di grandi dimensioni aventi cubature superiori ai 3000 m 3 sono generalmente costituiti da più corpi di fabbrica l uno accostato all altro, ma appaiono
TECHNICAL TOOLS VERNICIATURA A POLVERE E DECORAZIONE SUBLIMATICA SU CERAMICA. Informazioni: 1. Versatilità dei prodotti vernicianti
 TECHNICAL TOOLS Idee e applicazioni con i prodotti Decoral System VERNICIATURA A POLVERE E DECORAZIONE SUBLIMATICA SU CERAMICA Metodo per l applicazione di prodotti vernicianti in polvere su materiali
TECHNICAL TOOLS Idee e applicazioni con i prodotti Decoral System VERNICIATURA A POLVERE E DECORAZIONE SUBLIMATICA SU CERAMICA Metodo per l applicazione di prodotti vernicianti in polvere su materiali
CALORE. Compie lavoro. Il calore è energia. Temperatura e calore. L energia è la capacità di un corpo di compiere un lavoro
 Cos è il calore? Per rispondere si osservino le seguenti immagini Temperatura e calore Il calore del termosifone fa girare una girandola Il calore del termosifone fa scoppiare un palloncino Il calore del
Cos è il calore? Per rispondere si osservino le seguenti immagini Temperatura e calore Il calore del termosifone fa girare una girandola Il calore del termosifone fa scoppiare un palloncino Il calore del
Trattamenti termici dei metalli
 Trattamenti termici dei metalli TRATTAMENTI TERMICI Trasformazioni di fase: termodinamica vs cinetica Trattamenti che portano le leghe verso le condizioni di equilibrio (es: ricottura) Trattamenti che
Trattamenti termici dei metalli TRATTAMENTI TERMICI Trasformazioni di fase: termodinamica vs cinetica Trattamenti che portano le leghe verso le condizioni di equilibrio (es: ricottura) Trattamenti che
finalizzate allo sviluppo di film sottili con proprietà antiusura e anticorrosione Federico Cartasegna Environment Park S.p.A.
 PVD - Applicazioni del plasma finalizzate allo sviluppo di film sottili con proprietà antiusura e anticorrosione i Federico Cartasegna Environment Park S.p.A. I processi PVD Proprietà dei rivestimenti
PVD - Applicazioni del plasma finalizzate allo sviluppo di film sottili con proprietà antiusura e anticorrosione i Federico Cartasegna Environment Park S.p.A. I processi PVD Proprietà dei rivestimenti
Trattamenti termici degli acciai al carbonio
 Trattamenti termici Il trattamento termico è una lavorazione attuata mediante un ciclo termico, su un metallo o una sua lega, allo stato solido, al fine di variarne le proprietà e renderle adatte alla
Trattamenti termici Il trattamento termico è una lavorazione attuata mediante un ciclo termico, su un metallo o una sua lega, allo stato solido, al fine di variarne le proprietà e renderle adatte alla
PINNER Elettrodi di carica
 SIMCO (Nederland) B.V. Postbus 71 NL-7240 AB Lochem Telefoon + 31-(0)573-288333 Telefax + 31-(0)573-257319 E-mail general@simco-ion.nl Internet http://www.simco-ion.nl Traderegister Apeldoorn No. 08046136
SIMCO (Nederland) B.V. Postbus 71 NL-7240 AB Lochem Telefoon + 31-(0)573-288333 Telefax + 31-(0)573-257319 E-mail general@simco-ion.nl Internet http://www.simco-ion.nl Traderegister Apeldoorn No. 08046136
PRINCIPI DI TRASDUZIONE
 PRINCIPI DI TRASDUZIONE Passiva Trasduzione resistiva Trasduzione capacitiva Trasduzione induttiva Attiva Trasduzione fotovoltaica Trasduzione piezoelettrica Trasduzione elettromagnetica Trasduzione fotoconduttiva
PRINCIPI DI TRASDUZIONE Passiva Trasduzione resistiva Trasduzione capacitiva Trasduzione induttiva Attiva Trasduzione fotovoltaica Trasduzione piezoelettrica Trasduzione elettromagnetica Trasduzione fotoconduttiva