PROGETTAZIONE STRUTTURE METALLICHE Ing. Luca ROMANO, libero professionista - Albenga Direttore Tecnico I QUADRO INGEGNERIA GENOVA
|
|
|
- Mariangela Baroni
- 8 anni fa
- Visualizzazioni
Transcript
1 PROGETTAZIONE STRUTTURE METALLICHE Ing. Luca ROMANO, libero professionista - Albenga Direttore Tecnico I QUADRO INGEGNERIA GENOVA DISEGNI ESECUTIVI: devono indicare con precisione la geometria della struttura, tutti gli spessori delle lamiere, profili, tubi, tutte le dimensioni delle saldature, i bulloni in numero, diametro e posizione. Devono essere precisati i materiali, le coppie di serraggio dei bulloni, e quant altro serva per individuare con precisione la struttura. I disegni di carpenteria metallica devono essere quotati con precisione, tutto in millimetri. Si nota che la tolleranza di produzione qui è il millimetro, non il centimetro che si usa per il cemento armato! DISEGNI COSTRUTTIVI (di officina): sono derivati dai disegni esecutivi. Si ridisegna la struttura indicando ogni elemento costituente con la sua numerazione (marcatura). Poi si disegna singolarmente ogni marca (elemento), con tutta la geometria, i fori, gli spessori, gli smussi, le saldature e si indica il numero di pezzi da produrre. I disegni d officina sono in numero maggiore dell esecutivo, sono realizzati dal carpentiere metallico sulla scorta dell esecutivo del progettista. Ogni costruttore ha il suo standard e le proprie convenzioni. DISTINTA DEI MATERIALI: elenca tutte le posizioni dei pezzi costituenti la struttura e, per ogni pezzo, il fabbisogno unitario, la qualità e le dimensioni del materiale grezzo. Serve per l approvvigionamento dei materiali. DISTINTE DI LAVORAZIONE: fatta dai tecnici, elenca tutte le posizioni da costruire, riportando per ognuna tutte le lavorazioni previste nella costruzione: preparazioni saldature pieghe, centinature, e altro eventuale montaggio di prova tipo di protezione Servono per guidare la successione delle operazioni d officina ed organizzare e valutare il carico di lavoro dei vari reparti. 1

2 MATERIALE BASE: Secondo le NTC 2008, cap.11, si può usare solo materiale qualificato e con controlli obbligatori in stabilimento e cantiere. Per questo è importante specificare nel progetto e nel Capitolato speciale d appalto, che il materiale sia rispondente alle norme UNI EN Quindi il carpentiere metallico deve fornire alla Direzione Lavori (D.L.) la dichiarazione di qualifica del prodotto rilasciata dal produttore. Questo fatto è molto importante, perché ci si può trovare nell imbarazzo di fronte al collaudatore statico della struttura, che potrebbe non accettare il materiale! N.B. non si può più qualificare il materiale come una volta, con 3 provini ogni 20 tonnellate!! Il materiale base consiste in: acciaio: S235 (ex Fe360) S275 (ex Fe430) S355 (ex Fe510) Resilienza: JR: resilienza minima 27 J a +20 C J0 resilienza minima 27 J a 0 C J2 resilienza minima 27 J a -20 C Esempio: S355 J0 W (acciaio ex Fe510, resiliente a 0 C, con caratteristiche CORTEN resistente alla corrosione atmosferica) 2

3 lamiere di vario spessore profili aperti (IPE, HE, HLS, angolari, U, T, ecc., (meno facile in corten, lotto minimo 30 ton per profilo) profili cavi (tubi tondi, quadrati, rettangolari) ricavati per estrusione (senza saldatura: hanno forti tolleranze, possono creare dei problemi; si trovano solo in S 235 e S 355) o per calandratura di lamiere poi saldate longitudinalmente (sono migliori, possono essere realizzati anche con lamiere in corten). Sul mercato si trovano tubi di ogni specie, per ogni uso, di ogni materiale (specifiche API, DIN o altre), generalmente usati per metanodotti ecc., quindi occorre avere i documenti del prodotto e farlo, eventualmente, analizzare chimicamente, comunque deve essere materiale certificato. N.B. in pratica è difficile trovare tubi certificati, per cui occorre sensibilizzare il carpentiere sulla problematica e dirgli fin dall inizio che non accettate materiale che non sia a norma. In questo modo è costretto a procurarselo pagandolo il dovuto o facendoselo produrre per calandratura. In ogni caso bisogna tener in conto dei tempi d approvvigionamento del materiale che possono arrivare ai 5:6 mesi, contro i normali 1:2 mesi. Tondi, quadri, esagoni e piatti: esistono fino ad un diametro o lato di 200mm. In particolare in tondi pieni possono essere tipo bulloni, per cui se ne può indicare la classe ed il diametro (esempio M30 cl.10.9). I piatti sono forniti in larghezze sino a 300mm e spessori fino a 50mm 3
, generalmente usati per metanodotti ecc.")
4 LAVORAZIONI SULLA CARPENTERIA METALLICA: preparazione: taglio, raddrizzatura, marcatura, tracciatura, punzonatura, alesatura, foratura, piegatura, mortasatura, preparazione dei lembi saldatura: imbastitura, saldatura, raddrizzatura lavorazione: intestatura, tracciatura, foratura, alesatura, assemblaggio, chiodatura finitura: raddrizzatura, squadratura montaggio: collegamento di elementi strutturali, di nodi, di strutture complete protezione: sfiammatura, sabbiatura, decapaggio chimico, verniciatura, metallizzazione, zincatura Tracciatura: consiste nel riprodurre sul materiale le linee di taglio, i fori e tutte le lavorazioni del caso. Le macchine a controllo numerico stanno soppiantando questa operazione. Si usano maschere in cartone o lamierino quando si debbano tracciare numerosi pezzi uguali e le si usa anche per eseguire con precisione i fori dei giunti bullonati. 4

5 Marcatura: si stampiglia la marca su ogni singolo pezzo, per permetterne l identificazione in ogni fase di costruzione. E eseguita col bulino o col punzone, oppure con presse oleodinamiche. Raddrizzatura: è compito delle ferriere, che devono dare barre e profili in tolleranza dimensionale. Spianamento: serve per eliminare ingobbamenti e bugnature nelle lamiere. E un operazione eseguita a freddo, con presse o con spianatrici a rulli. 5

6 Centinatura dei profilati e calandratura di lamiere: sono eseguite a freddo con macchine curvatrici a rulli. Provocano il progressivo snervamento dei lembi del profilo. Si controlla la centinatura con una dima. Per calandratura si possono ottenere tubi da lamiere, poi saldate longitudinalmente. Si può eseguire anche la calandratura conica. 6

7 Pieghe localizzate nei profilati e nelle lamiere piani: si ottengono con l ausilio di stampi. Spesso un intaglio può favorire la piega e viene successivamente saldato. Altre volte servono irrigidimenti provvisori per non deformare il profilo trasversale. I laminati vengono piegati pressando la lamiera fra un coltello ed i bordi di un controstampo. Se la pressatura viene spinta a fondo nel vertice della piega si ha lo stampaggio. Entro i raggi minimi della tabella successiva si può piegare a freddo, se no a caldo. Attenzione alle cricche sulla convessità della piega (controllo visivo, liquidi penetranti, magnaflux o ultrasuoni). Stampatura: è eseguita su lamiere, con stampo e controstampo, a caldo alla temperatura di forgiatura (1000 C). 7
.")
8 TAGLIO ALLE MACCHINE: taglio alla cesoia, alla segatrice a freddo, alla sega a frizione. Taglio a cesoia: di lamiere e profili. La lamiera è tagliata per mezzo di una lama mobile ed una controlama. Gli spessori massimi cesoiabili sono 25mm (Fe360) e 20mm (Fe510 e corten). Nel caso dei profili si devono usare opportuni riscontri della forma del profilo. Taglio alla sega: si esegue con un disco munito di denti che lavorano per asportazione di truciolo. L utensile ruota e avanza. E un operazione più lenta della cesoia ma non ha limitazione di spessore; consente tagli obliqui di preparazione della lamiera. Taglio alla sega a frizione (troncatrice): un disco troncatore ruota velocemente e viene premuto contro un profilo. Non ha bisogno di riscontri o particolari serraggi. E un metodo di taglio molto veloce. 8

9 TAGLIO AL CANNELLO: ossitaglio, taglio all arco plasma, taglio all arco e aria compressa (Arcair). Ossitaglio (cannello ossiacetilenico): consente l esecuzione di tagli anche non rettilinei senza limitazione di spessore. Si basa sulla reazione fra l acciaio, portato localmente ad alta temperatura (1300 C) da una fiamma di riscaldo, e l ossigeno. Il getto di ossigeno allontana l ossido fuso e crea le caratteristiche striature del taglio. L ossitaglio può essere effettuato sia a mano che a macchina. Col taglio a macchina si possono eseguire le preparazioni dei lembi (cianfrino). Con un dispositivo copiatore (tracciatore) si può eseguire il taglio su sagoma. Taglio all arco-plasma: è analogo al precedente, consente maggior velocità ed è applicabile anche all acciaio inox ed alluminio. I gas utilizzati (idrogeno o azoto o ossigeno) vengono portati a temperature elevatissime (20000 C), allo stato di plasma, e fondono con facilità il metallo. Gli spessori di taglio sono limitati a 130mm (acciaio inox e alluminio) e 50mm (acciai al carbonio). Taglio con l arco e aria compressa: il procedimento arcair utilizza pinze con elettrodo di carbonio e grafite, alimentate da aria compressa. Innescato l arco tra elettrodo e metallo, esso fonde e viene allontanato dal getto d aria. E un procedimento che non dà luogo ad alterazioni chimiche e fisiche del materiale ed è usato per tagliare, smussare, incidere, scriccare e forare. 9

10 LA PREPARAZIONE DEI LEMBI: Viene eseguita in due casi: 1. su elementi da saldare: per assicurare la corretta esecuzione della saldatura (fusione dei lembi ecc.), lo spazio che viene creato si chiama cianfrino ed è destinato ad essere riempito dal metallo d apporto. La preparazione può essere a V, a X, a K. Vi si riconosce una spalla e degli smussi. Si esegue con taglio termico, alla pialla o con cesoie speciali. 2. su elementi da non saldare: nel caso serva un accoppiamento di precisione in compressione, per forti carichi trasmessi dalle colonne (operazione che si chiama intestatura ed è eseguita alla pialla o alla fresa) 10

11 LA FORATURA I procedimenti che si utilizzano sono: Foratura mediante punzone alla pressa Foratura mediante punta elicoidale al trapano Foratura mediante taglio termico Punzonatura: è rapidissima ma incontra limitazioni crescenti con lo spessore. La normativa la limita allo spessore di 20mm per l Fe360 e di 16mm per l Fe510. Altera la struttura cristallina del bordo foro, sovente con piccole cricche radiali, quindi può richiedere l alesatura nel caso di giunto a taglio, no se giunto ad attrito (obbligatoria per le giunzioni sottoposte a sollecitazioni dinamiche o a fatica, tipo per le ferrovie). L alesatura deve allargare il foro di 3mm di diametro. La punzonatura si esegue con presse meccaniche o oleodinamiche. Si esegue con un punzone che agisce contro il pezzo da forare, col contrasto di una matrice. Nel caso il foro non sia circolare, l operazione si chiama tranciatura. 11
. L alesatura deve allargare il foro di 3mm di diametro.")
12 Trapanatura: consente l esecuzione di fori soltanto circolari, è un operazione più lenta ma non ha limitazioni di spessore da forare. Si esegue con trapani a colonna verticale, radiale, trapani portatili. L utensile che esegue il foro è la punta elicoidale, alla quale si impartisce un moto di rotazione e di avanzamento. La punta deve essere raffreddata con una buona lubrificazione. Una volta si eseguivano i fori sulla tracciatura, ora si usano maschere in lamierino o macchine a controllo numerico. Si possono eseguire fori multipli: Taglio termico: non è consentito per eseguire i fori dei giunti bullonati, serve per fori ed intagli di maggiori dimensioni. Altera la struttura cristallina del bordo foro. 12

13 ASSEMBLAGGI Consiste nell accoppiamento di pezzi, può essere un imbastitura o un vero e proprio montaggio di controllo intermedio o finale. Imbastitura: precede la saldatura per l unione di vari pezzi, consiste in punti o tratti di saldatura che tengano in posizione gli elementi che devono essere saldati. Montaggi: sono montaggi di prova che si eseguono per controllare la precisione delle strutture e la loro geometria. Sono utilissimi per strutture inusuali; in questi casi è bene che il progettista indichi nel progetto l intero pre-montaggio della struttura (montaggio in bianco). Nel caso di produzione di svariati pezzi modulari, il montaggio del primo consente migliorie nella geometria dei successivi e nella standardizzazione. 13
.")
14 SALDATURA Consiste nell unioni di due pezzi senza soluzione di continuità. I procedimenti di saldatura sono numerosi, i principali sono: Saldatura a pressione: eseguita con la pistola, è usata soprattutto per i prigionieri (pioli Nelson). E realizzata facendo scoccare un arco elettrico tra la punta del prigioniero e la superficie dell elemento metallico. Saldatura per fusione: a combustione di gas (con la fiamma ossiacetilenica) all arco elettrico: con elettrodi rivestiti (in officina e cantiere) arco sommerso (in officina, con filo in bobine) con filo elettrodo in gas protettivo (MIG/MAG) a elettrodo in fusibile con protezione di gas inerte (TIG) Gli ultimi due metodi sono costosi ma hanno una stabilità elevata dell arco elettrico, quindi danno un ottima saldatura; si usano in casi speciali, specie con acciai inossidabili o al nichel-cromo. 14
 all arco elettrico: con elettrodi rivestiti (in officina e cantiere) arco sommerso (in officina, con filo in bobine) con")
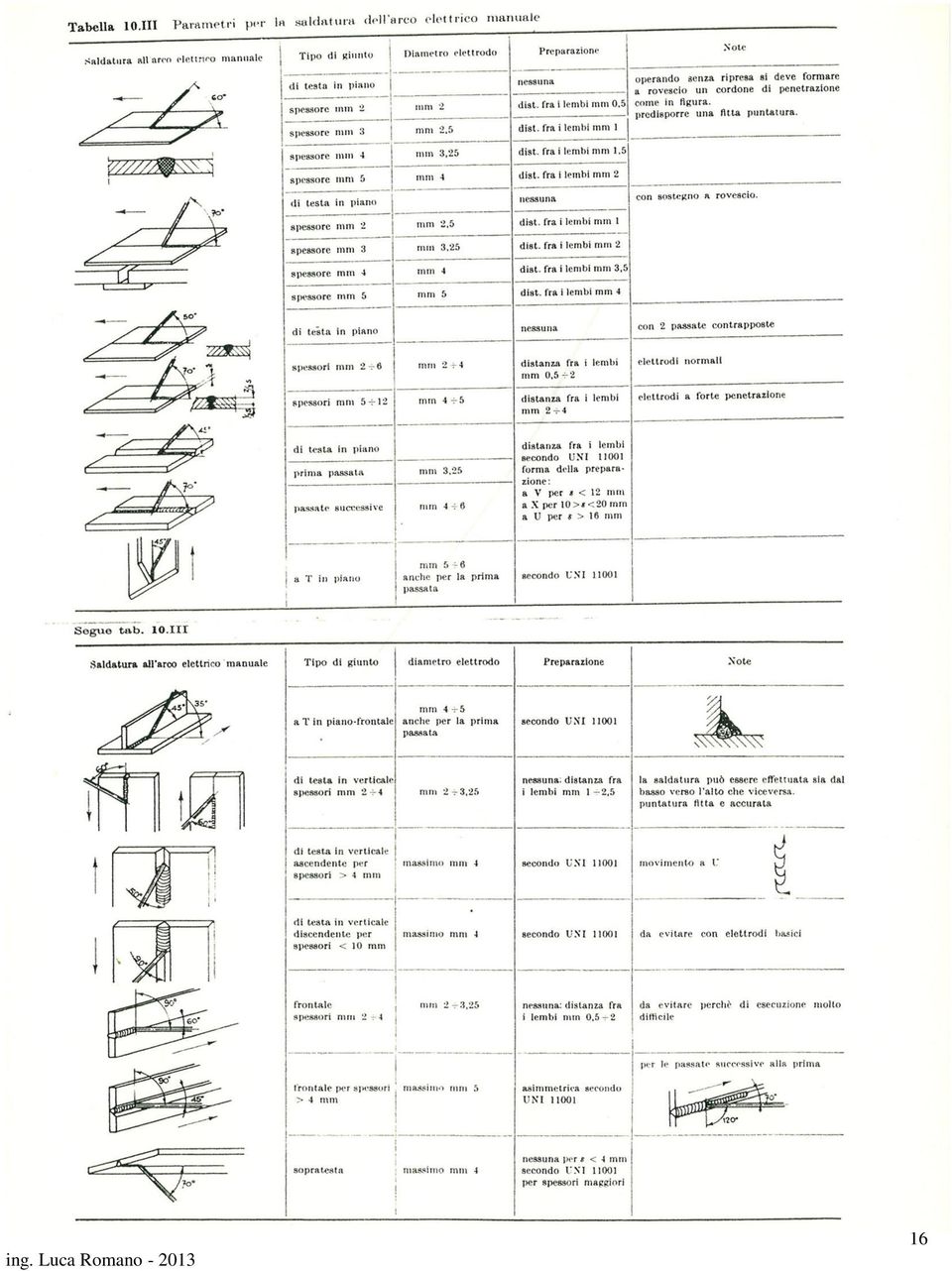
15 E importante la preparazione dei lembi da saldare, se ne ha un esempio nella tabella che segue (si notano le spalle e gli smussi necessari in funzione degli spessori della lamiera): Nel foglio che segue si riportano i parametri principali da utilizzare per la saldatura all arco elettrico. 15

16 16
17 Piastre ortotrope Nel caso di saldatura continua di piastre ortotrope, si usa un piatto di sostegno. Tale piatto può essere metallico (dà problemi in fase di controllo con ultrasuoni della saldatura, perché riflette le onde e non si comprende la bontà del cordone) o meglio ceramico (il più usato e tecnologico). In questo modo si esegue la saldatura interamente dall alto, i due lembi sono preparati a V e tenuti a distanza di 6:8 mm. Nel seguito si riportano i particolari salienti di una piastra ortotropa: 17

18 Controlli sulle saldature: Si devono verificare: -la saldabilità dell acciaio e l idoneità dell elettrodo -le certificazioni dei saldatori in funzione della saldatura eseguenda (esistono vari patentini) Si devono controllare: -le saldature eseguite, che non presenti difetti fisici Si devono imporre i controlli sulle saldature che si sono previste in progetto, in funzione del tipo di saldatura e dell importanza del giunto. Il progettista impone il tipo e la percentuale dei controlli per ogni giunto ed inserisce la specifica nel capitolato speciale d appalto. E bene imporre anche un organismo autonomo di controllo, generalmente l I.I.S. (Istituto Italiano della Saldatura di Genova), l organo più importante in Europa per le saldature, certificazioni, sperimentazioni, ecc. Ogni carpentiere ha dei controllori patentati, ma lavorano e sono pagati dallo stesso, quindi il controllo non è svincolato dall esecutore. Generalmente prescrivendo l I.I.S. il controllore interno esegue le normali specifiche di qualità ed il controllore dell I.I.S. verifica il processo ed esegue controlli random o supplementari richiesti dal progettista. I controlli eseguibili sono: visivo coi liquidi penetranti magnetico (magnaflux), generalmente prescritto per i cordoni d angolo radiografico (raro per le nostre strutture) con gli ultrasuoni (da prescrivere per tutti i giunti a completa penetrazione) Generalmente si impone un controllo visivo su tutti i cordoni d angolo, più una percentuale con magnaflux che può andare dal 30% al 100%, per quelli che si ritengono più importanti per la sicurezza strutturale. Per i giunti a completa penetrazione si impone il controllo ultrasonoro (US) per la totalità del giunto. I difetti fisici principali sono: mancata penetrazione (il cordone non ha fuso tutta la sezione) incollatura (solo aderenza, mancata fusione) inclusioni (presenza di scoria nel cordone) soffiature (inclusioni di gas nel cordone) cricche (fessure nel cordone) 18

19 Nel foglio che segue si riportano i difetti principali e le relative cause ed un esempio di controlli richiesti. 19

20 Esempio di prescrizione di capitolato: CONTROLLI SULLE SALDATURE Per quanto concerne il progetto della saldatura, é fatto obbligo all'impresa di avvalersi, a sua cura e spese, della consulenza dell'istituto Italiano della Saldatura, che dovrà redigere apposita relazione da allegare al progetto. In sede di approvazione dei progetti, la D.L. stabilirà in particolare i tipi e la estensione dei controlli sulle saldature in conformità a quanto stabilito dal D.M. 14/1/2008, e tenuto conto di quanto prescritto al riguardo dall'istituto Italiano della Saldatura nella sua relazione. Per tutte le saldature facenti parte dell antenna e dell impalcato si raccomanda un controllo visivo e dimensionale. Nel seguito si specifica il tipo di controllo da effettuare per ogni parte strutturale e la percentuale di controlli da effettuare sulle stesse. Dove si è indicato saldatura a piena penetrazione è necessario eseguire controlli ad ultrasuoni sul 100% delle saldature. Andrà comunque effettuato un controllo minimo su: 1. Antenna: a. Lamiere principali: controlli con ultrasuoni sulle saldature di tutti i giunti; b. Controllo con ultrasuoni sulle saldature della lamiera del tubo, nel punto di attacco dei pendini, per verificare che non presentino sfogliature c. magnaflux sul 30% delle saldature a cordone d angolo 2. Attacco tirante: controlli con magnaflux sul 100% delle saldature degli attacchi sia superiori che inferiori 3. Tubo-anima: magnaflux sul 50% delle saldature; 4. Briglia inferiore: magnaflux sul 30% delle saldature; 5. Impalcato: controllo con ultrasuoni sul 100% delle saldature a piena penetrazione sulla piastra ortotropa; 6. Saldature di composizione della piastra ortotropa in cordoni d angolo: magnaflux sul 30% delle saldature 7. Saldature di composizione del traverso di testa: magnaflux sul 50% delle saldature. N.B. tutte le saldature eseguite in piena penetrazione per dare continuità a lamiere strutturali, per eseguire qualsivoglia elemento, andranno controllate con ultrasuoni al 100% 20

CENTRO DI TRASFORMAZIONE
 DEFINIZIONE (NTC 11.3.1.7): Un impianto esterno alla fabbrica... che riceve dal produttore di acciaio elementi base... e confeziona elementi strutturali direttamente impiegabili in cantiere I centri di
DEFINIZIONE (NTC 11.3.1.7): Un impianto esterno alla fabbrica... che riceve dal produttore di acciaio elementi base... e confeziona elementi strutturali direttamente impiegabili in cantiere I centri di
Lezione. Tecnica delle Costruzioni
 Lezione Tecnica delle Costruzioni Collegamenti saldati Procedimenti di saldatura Sorgente termica che produce alta temperatura in modo localizzato Fusione del materiale base più il materiale di apporto
Lezione Tecnica delle Costruzioni Collegamenti saldati Procedimenti di saldatura Sorgente termica che produce alta temperatura in modo localizzato Fusione del materiale base più il materiale di apporto
IL PROBLEMA DEL PRODURRE
 IL PROBLEMA DEL PRODURRE IL CICLO TECNOLOGICO E I PROCESSI PRIMARI E SECONDARI Ing. Produzione Industriale - Tecnologia Meccanica Processi primari e secondari - 1 IL CICLO TECNOLOGICO Il ciclo tecnologico
IL PROBLEMA DEL PRODURRE IL CICLO TECNOLOGICO E I PROCESSI PRIMARI E SECONDARI Ing. Produzione Industriale - Tecnologia Meccanica Processi primari e secondari - 1 IL CICLO TECNOLOGICO Il ciclo tecnologico
Tipologie di profilati commerciali IPE
 HE A-B-M Acciai da costruzione o da carpenteria Tipologie di profilati commerciali IPE UPN L lati uguali IPE Sagomario o profilario Passaggi di lavorazione per un profilo a doppio T lavorato a caldo Nascita
HE A-B-M Acciai da costruzione o da carpenteria Tipologie di profilati commerciali IPE UPN L lati uguali IPE Sagomario o profilario Passaggi di lavorazione per un profilo a doppio T lavorato a caldo Nascita
SCHEMA 0 STORIA. Schema certificativo CP004 0.1 DOCUMENTI ESTERNI DI RIFERIMENTO
 SCHEMA per la certificazione del controllo della produzione in fabbrica ai fini della marcatura CE dei profilati cavi di acciai non legati e a grano fine per impieghi strutturali di cui alle norme UNI
SCHEMA per la certificazione del controllo della produzione in fabbrica ai fini della marcatura CE dei profilati cavi di acciai non legati e a grano fine per impieghi strutturali di cui alle norme UNI
I METALLI. I metalli sono materiali strutturali costituiti ciascuno da un singolo elemento. Hanno tra loro proprietà molto simili.
 M et 1 all I METALLI I metalli sono materiali strutturali costituiti ciascuno da un singolo elemento. Hanno tra loro proprietà molto simili. Proprietà Le principali proprietà dei metalli sono le seguenti:
M et 1 all I METALLI I metalli sono materiali strutturali costituiti ciascuno da un singolo elemento. Hanno tra loro proprietà molto simili. Proprietà Le principali proprietà dei metalli sono le seguenti:
Introduzione...xi. 1.3 Affidabilità secondo gli Eurocodici... 19. 1.4 Requisito di durabilità secondo gli Eurocodici... 20
 INDICE GENERALE Introduzione...xi 1.1 Premessa sugli Eurocodici strutturali... 13 Struttura Eurocodici strutturali... 13 Scopo degli Eurocodici... 14 Il ruolo degli Enti Normativi... 14 Ruolo della EN
INDICE GENERALE Introduzione...xi 1.1 Premessa sugli Eurocodici strutturali... 13 Struttura Eurocodici strutturali... 13 Scopo degli Eurocodici... 14 Il ruolo degli Enti Normativi... 14 Ruolo della EN
CLASSIFICAZIONE DELLE LAVORAZIONI MECCANICHE
 CLASSIFICAZIONE DELLE LAVORAZIONI MECCANICHE Le lavorazioni meccaniche possono essere classificate secondo diversi criteri. Il criterio che si è dimostrato più utile, in quanto ha permesso di considerare
CLASSIFICAZIONE DELLE LAVORAZIONI MECCANICHE Le lavorazioni meccaniche possono essere classificate secondo diversi criteri. Il criterio che si è dimostrato più utile, in quanto ha permesso di considerare
SCHEMA. Mandato CEN M/120 Prodotti metallici per impieghi strutturali e loro accessori.
 SCHEMA per la certificazione del controllo di produzione in fabbrica ai fini della marcatura CE dei prodotti di alluminio e di leghe di alluminio cui alla norma UNI EN 15088:2006 0 STORIA Edizione 0 08/06/2012
SCHEMA per la certificazione del controllo di produzione in fabbrica ai fini della marcatura CE dei prodotti di alluminio e di leghe di alluminio cui alla norma UNI EN 15088:2006 0 STORIA Edizione 0 08/06/2012
Trieste 28 Febbraio 2011
 CERTIFICAZIONE DEL SISTEMA DI GESTIONE ISO 3834: 2009 Requisiti di qualità della saldatura per fusione dei materiali metallici Trieste 28 Febbraio 2011 Roberto Silvestrin I patentini per la saldatura I
CERTIFICAZIONE DEL SISTEMA DI GESTIONE ISO 3834: 2009 Requisiti di qualità della saldatura per fusione dei materiali metallici Trieste 28 Febbraio 2011 Roberto Silvestrin I patentini per la saldatura I
Agrigento, 18 giugno 2014. Geom. Raffaello Dellamotta Tel. 0541-322.234 r.dellamotta@giordano.it
 . Come identificarlo, certificarlo e controllarlo attraverso le NTC ed il nuovo CPR 305/2011 Specificazione e qualificazione delle procedure di saldatura per materiali metallici come richiesto dalla EN
. Come identificarlo, certificarlo e controllarlo attraverso le NTC ed il nuovo CPR 305/2011 Specificazione e qualificazione delle procedure di saldatura per materiali metallici come richiesto dalla EN
Il contesto legislativo nazionale ed europeo: traguardi acquisiti e criticità del sistema a quattro anni dal DM 14 Gennaio 2008
 Associazione Costruttori Acciaio Italiani Il contesto legislativo nazionale ed europeo: traguardi acquisiti e criticità del sistema a quattro anni dal DM 14 Gennaio 2008 8 Ottobre 2013, Milano Marco Perazzi
Associazione Costruttori Acciaio Italiani Il contesto legislativo nazionale ed europeo: traguardi acquisiti e criticità del sistema a quattro anni dal DM 14 Gennaio 2008 8 Ottobre 2013, Milano Marco Perazzi
SCHEMA 0 STORIA. Schema certificativo CP003 0.1 DOCUMENTI ESTERNI DI RIFERIMENTO
 SCHEMA per la certificazione del controllo della produzione in fabbrica ai fini della marcatura CE dei prodotti laminati a caldo di acciai per impieghi strutturali di cui alla norma UNI EN 10025-1, edizione
SCHEMA per la certificazione del controllo della produzione in fabbrica ai fini della marcatura CE dei prodotti laminati a caldo di acciai per impieghi strutturali di cui alla norma UNI EN 10025-1, edizione
Centri di Trasformazione: requisiti secondo il D.M. 14 gennaio 2008
 75 Convegno ATE - ASSOCIAZIONE TECNOLOGI PER L EDILIZIA: Le Saldature in Cantiere Centri di Trasformazione: requisiti secondo il D.M. 14 gennaio 2008 Materiale a cura di: P.I. BENEDETTO SCOTTI (AREA CONSULTING
75 Convegno ATE - ASSOCIAZIONE TECNOLOGI PER L EDILIZIA: Le Saldature in Cantiere Centri di Trasformazione: requisiti secondo il D.M. 14 gennaio 2008 Materiale a cura di: P.I. BENEDETTO SCOTTI (AREA CONSULTING
SOMMARIO 1. CALCESTRUZZO... 2 2. ACCIAIO DA C.A. (DEL TIPO B450C)... 3 3. ACCIAIO PER CARPENTERIA METALLICA... 4 MANDANTE:
... 3 3. ACCIAIO PER CARPENTERIA METALLICA... 4 MANDANTE:") SOMMARIO 1. CALCESTRUZZO... 2 2. ACCIAIO DA C.A. (DEL TIPO B450C)... 3 3. ACCIAIO PER CARPENTERIA METALLICA... 4 1 1. Calcestruzzo Classe di esposizione: XC1 (elevazione) XC2 (fondazione) Classe di consistenza:
SOMMARIO 1. CALCESTRUZZO... 2 2. ACCIAIO DA C.A. (DEL TIPO B450C)... 3 3. ACCIAIO PER CARPENTERIA METALLICA... 4 1 1. Calcestruzzo Classe di esposizione: XC1 (elevazione) XC2 (fondazione) Classe di consistenza:
Gruppo Esea Carpenteria metallica di precisione
 Gruppo Esea Carpenteria metallica di precisione Si come il ferro s arrugginisce sanza esercizio, e l acqua si putrefà o nel freddo s addiaccia, così lo ngegno sanza esercizio si guasta. (Leonardo Da Vinci)
Gruppo Esea Carpenteria metallica di precisione Si come il ferro s arrugginisce sanza esercizio, e l acqua si putrefà o nel freddo s addiaccia, così lo ngegno sanza esercizio si guasta. (Leonardo Da Vinci)
Rappresentazione delle saldature
 TIPI DI GIUNTI SALDATI (UNI 1307-2a parte) Si definisce giunto saldato la zona in cui avviene il collegamento dei pezzi mediante saldatura. Le superfici minori dei pezzi, vicine e interessate alla saldatura,
TIPI DI GIUNTI SALDATI (UNI 1307-2a parte) Si definisce giunto saldato la zona in cui avviene il collegamento dei pezzi mediante saldatura. Le superfici minori dei pezzi, vicine e interessate alla saldatura,
REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA
 REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA SETTORE ECONOMICO PROFESSIONALE 1 SETTORE MECCANICA; PRODUZIONE E MANUTENZIONE DI MACCHINE; IMPIANTISTICA Processo Lavorazioni Meccaniche
REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA SETTORE ECONOMICO PROFESSIONALE 1 SETTORE MECCANICA; PRODUZIONE E MANUTENZIONE DI MACCHINE; IMPIANTISTICA Processo Lavorazioni Meccaniche
SALDATURA AD ARCO SOMMERSO
 SALDATURA SALDATURA AD ARCO SOMMERSO La saldatura ad arco sommerso (SAW - Submerged Arc Welding nella terminologia AWS) è un saldatura ad arco a filo continuo sotto protezione di scoria. Il fatto che l
SALDATURA SALDATURA AD ARCO SOMMERSO La saldatura ad arco sommerso (SAW - Submerged Arc Welding nella terminologia AWS) è un saldatura ad arco a filo continuo sotto protezione di scoria. Il fatto che l
NORME TECNICHE PER LE COSTRUZIONI:
 NORME TECNICHE PER LE COSTRUZIONI: UNI EN 3834 -Requisiti per la qualità della saldatura UNI EN ISO 9001 -Sistemi di gestione qualità UNI EN ISO 9001 -Sistemi di gestione qualità Centri di trasformazione:
NORME TECNICHE PER LE COSTRUZIONI: UNI EN 3834 -Requisiti per la qualità della saldatura UNI EN ISO 9001 -Sistemi di gestione qualità UNI EN ISO 9001 -Sistemi di gestione qualità Centri di trasformazione:
Lezione. Tecnica delle Costruzioni
 Lezione Tecnica delle Costruzioni 1 Materiali Caratteristiche dell acciaio Acciaio = lega ferro-carbonio Caratteristiche importanti: resistenza duttilità = capacità di deformarsi plasticamente senza rompersi
Lezione Tecnica delle Costruzioni 1 Materiali Caratteristiche dell acciaio Acciaio = lega ferro-carbonio Caratteristiche importanti: resistenza duttilità = capacità di deformarsi plasticamente senza rompersi
Assicurare la qualità nel lavoro Per sicurezza e prestazioni. RG Gomma S.r.l.
 Assicurare la qualità nel lavoro Per sicurezza e prestazioni RG Gomma S.r.l. INDICE ORIGINE ------------------------------------------------- VALORI TECNICI -------------------------------------------
Assicurare la qualità nel lavoro Per sicurezza e prestazioni RG Gomma S.r.l. INDICE ORIGINE ------------------------------------------------- VALORI TECNICI -------------------------------------------
TUBI E PROFILI CAVI PER IMPIEGHI STRUTTURALI Norme e processi produttivi. Ing. Roberto Ferrari, Marcegaglia
 TUBI E PROFILI CAVI PER IMPIEGHI STRUTTURALI Norme e processi produttivi Ing. Roberto Ferrari, Marcegaglia LA PRIMA TRASFORMAZIONE acciaio inossidabile acciaio al carbonio MINERALE COKERIA ROTTAMI FERROSI
TUBI E PROFILI CAVI PER IMPIEGHI STRUTTURALI Norme e processi produttivi Ing. Roberto Ferrari, Marcegaglia LA PRIMA TRASFORMAZIONE acciaio inossidabile acciaio al carbonio MINERALE COKERIA ROTTAMI FERROSI
Istruzioni per il montaggio
 Istruzioni per il montaggio Indicazioni importanti sulle Istruzioni per il montaggio VOSS Per ottenere dai prodotti VOSS un rendimento ottimale e la massima sicurezza di funzionamento, è importante rispettare
Istruzioni per il montaggio Indicazioni importanti sulle Istruzioni per il montaggio VOSS Per ottenere dai prodotti VOSS un rendimento ottimale e la massima sicurezza di funzionamento, è importante rispettare
PROFILO FORMATIVO Profilo professionale e percorso formativo
 Agenzia del Lavoro Provincia Autonoma di Trento DESCRIZIONE PROFILO PROFESSIONALE PROFILO FORMATIVO Profilo professionale e percorso formativo DENOMINAZIONE FIGURA PROFESSIONALE - CARPENTIERE IN METALLO
Agenzia del Lavoro Provincia Autonoma di Trento DESCRIZIONE PROFILO PROFESSIONALE PROFILO FORMATIVO Profilo professionale e percorso formativo DENOMINAZIONE FIGURA PROFESSIONALE - CARPENTIERE IN METALLO
METALLI FERROSI GHISA ACCIAIO
 METALLI FERROSI I metalli ferrosi sono i metalli e le leghe metalliche che contengono ferro. Le leghe ferrose più importanti sono l acciaio e la ghisa. ACCIAIO: lega metallica costituita da ferro e carbonio,
METALLI FERROSI I metalli ferrosi sono i metalli e le leghe metalliche che contengono ferro. Le leghe ferrose più importanti sono l acciaio e la ghisa. ACCIAIO: lega metallica costituita da ferro e carbonio,
Sistema di gestione. Criteri di acquisto e di controllo dell acciaio per opere. in carpenteria metallica pagina 1 di 7
 in carpenteria metallica pagina 1 di 7 0 2014-07-07 Aggiornamenti secondo Reg. Eu. 305-2011 Servizio QSA Luca Bosi REV DATA DESCRIZIONE DELLE MODIFICHE PREPARATO VERIFICATO E APPROVATO 1.0 SCOPO Si stabiliscono
in carpenteria metallica pagina 1 di 7 0 2014-07-07 Aggiornamenti secondo Reg. Eu. 305-2011 Servizio QSA Luca Bosi REV DATA DESCRIZIONE DELLE MODIFICHE PREPARATO VERIFICATO E APPROVATO 1.0 SCOPO Si stabiliscono
Lavorazioni e trattamenti superficiali dei metalli.
 Lavorazioni e trattamenti superficiali dei metalli. Cosa può offrire General Steel? General Steel rappresenta una realtà aziendale strategicamente diversificata in quanto l obbiettivo finale è quello di
Lavorazioni e trattamenti superficiali dei metalli. Cosa può offrire General Steel? General Steel rappresenta una realtà aziendale strategicamente diversificata in quanto l obbiettivo finale è quello di
Profilo Professionale
 Profilo Professionale Fabbro Manutentore cancelli Roma 24 giugno 2014 Organizzazione Sviluppo Risorse Umane e Qualità Certificata ISO 9001:2008 Certificata OHSAS 18001:2007 Finalità Eseguire la lavorazione
Profilo Professionale Fabbro Manutentore cancelli Roma 24 giugno 2014 Organizzazione Sviluppo Risorse Umane e Qualità Certificata ISO 9001:2008 Certificata OHSAS 18001:2007 Finalità Eseguire la lavorazione
INDICAZIONI SU GIUNTI DEI NASTRI TRASPORTATORI
 GIAVA sas Manutenzione e Gestione Impianti Industriali www.giavasas.it INDICAZIONI SU GIUNTI DEI NASTRI TRASPORTATORI interventi di giunzione La giunzione di un nastro si rende necessaria quando bisogna
GIAVA sas Manutenzione e Gestione Impianti Industriali www.giavasas.it INDICAZIONI SU GIUNTI DEI NASTRI TRASPORTATORI interventi di giunzione La giunzione di un nastro si rende necessaria quando bisogna
La normativa italiana e le condizioni di verifica della stabilità
 La normativa italiana e le condizioni di verifica della stabilità La norma italiana che fornisce istruzioni per il calcolo, l esecuzione, il collaudo e la manutenzione delle costruzioni in acciaio è la
La normativa italiana e le condizioni di verifica della stabilità La norma italiana che fornisce istruzioni per il calcolo, l esecuzione, il collaudo e la manutenzione delle costruzioni in acciaio è la
Si riporta di seguito l elenco delle lavorazioni necessarie alla realizzazione degli elementi composti saldati:
 Logistica e capacità produttiva Area dello stabilimento La Cordioli & C. S.p.A. opera in un area complessiva di 110.000 mq. con un moderno stabilimento di produzione, inaugurato nel 1995, di 40.000 mq.
Logistica e capacità produttiva Area dello stabilimento La Cordioli & C. S.p.A. opera in un area complessiva di 110.000 mq. con un moderno stabilimento di produzione, inaugurato nel 1995, di 40.000 mq.
L ultima operazione è quella che ci permette di trasformare il nostro linguaggio di disegno in linguaggio macchina, cioè, grazie a dei programmi
 MODULO 9 Introduzione a un progetto: realizzazione dei disegni meccanici con l ausilio di programmi CAD-CAM. Concetti di base su programmazione su macchine utensili a CNC: tornio, fresatrici ed elettroerosione.
MODULO 9 Introduzione a un progetto: realizzazione dei disegni meccanici con l ausilio di programmi CAD-CAM. Concetti di base su programmazione su macchine utensili a CNC: tornio, fresatrici ed elettroerosione.
I capicorda (terminali) per funi d acciaio forniscono una terminazione di testa alla fune stessa.
 per funi d acciaio forniscono una terminazione di testa alla fune stessa.") PRODOTTI INDUSTRIALI & NAVALI S.p.A. capicorda I capicorda (terminali) per funi d acciaio forniscono una terminazione di testa alla fune stessa. Si dividono in tre tipi: - A cuneo (autobloccanti) in cui
PRODOTTI INDUSTRIALI & NAVALI S.p.A. capicorda I capicorda (terminali) per funi d acciaio forniscono una terminazione di testa alla fune stessa. Si dividono in tre tipi: - A cuneo (autobloccanti) in cui
3F STAMPI S.r.l. Progettazione e costruzione stampi per tranciatura e deformazione a freddo della lamiera Servizio Elettroerosione a filo ed a tuffo
 3F STAMPI S.r.l. Progettazione e costruzione stampi per tranciatura e deformazione a freddo della lamiera Servizio Elettroerosione a filo ed a tuffo VIA PIETRAROSSA 1, 06039 TREVI PG (Italy) P.I. 02713690549
3F STAMPI S.r.l. Progettazione e costruzione stampi per tranciatura e deformazione a freddo della lamiera Servizio Elettroerosione a filo ed a tuffo VIA PIETRAROSSA 1, 06039 TREVI PG (Italy) P.I. 02713690549
IMPIANTO AUTOMATICO PER LA SALDATURA DI ESTRUSI DI ALLUMINIO PER APPLICAZIONI NAVALI.
 IMPIANTO AUTOMATICO PER LA SALDATURA DI ESTRUSI DI ALLUMINIO PER APPLICAZIONI NAVALI. Tube Tech Machinery Marcello Filippini Il settore dei trasporti, specialmente i trasporti passeggeri con treni e navi,
IMPIANTO AUTOMATICO PER LA SALDATURA DI ESTRUSI DI ALLUMINIO PER APPLICAZIONI NAVALI. Tube Tech Machinery Marcello Filippini Il settore dei trasporti, specialmente i trasporti passeggeri con treni e navi,
La messa in opera delle strutture metalliche: dall accettazione delle opere in cantiere al montaggio delle strutture. Ing. Igor SOLUSTRI ICIC SPA
 REGOLAMENTO (UE) N.305/11 E NORME DEL GRUPPO EN1090 LA MARCATURA CE DELLE STRUTTURE METALLICHE ALLA LUCE DELLE NORME TECNICHE PER LE COSTRUZIONI FIRENZE, 30/10/2014 La messa in opera delle strutture metalliche:
REGOLAMENTO (UE) N.305/11 E NORME DEL GRUPPO EN1090 LA MARCATURA CE DELLE STRUTTURE METALLICHE ALLA LUCE DELLE NORME TECNICHE PER LE COSTRUZIONI FIRENZE, 30/10/2014 La messa in opera delle strutture metalliche:
CONTROLLO MANUALE DELLE SALDATURE
 CONTROLLO MANUALE DELLE SALDATURE NOTE 1/12 Annotazioni Le informazioni riportate in questo documento sono suscettibili di cambiamenti senza preavviso. GILARDONI S.p.A. NON FORNISCE NESSUNA GARANZIA RIGUARDO
CONTROLLO MANUALE DELLE SALDATURE NOTE 1/12 Annotazioni Le informazioni riportate in questo documento sono suscettibili di cambiamenti senza preavviso. GILARDONI S.p.A. NON FORNISCE NESSUNA GARANZIA RIGUARDO
FILIERA PRODUTTIVA COMPLETA
 2 FILIERA PRODUTTIVA COMPLETA TRATTAMENTO TERMICO LAVORAZIONI MECCANICHE LAMINAZIONE VERNICIATURA PRODUZIONE ACCIAIO MAGAZZINO L unione tra Esti e Acciaierie Venete ha dato luogo ad una nuova realtà, unica
2 FILIERA PRODUTTIVA COMPLETA TRATTAMENTO TERMICO LAVORAZIONI MECCANICHE LAMINAZIONE VERNICIATURA PRODUZIONE ACCIAIO MAGAZZINO L unione tra Esti e Acciaierie Venete ha dato luogo ad una nuova realtà, unica
Professionisti nella consulenza, formazione e certificazione in saldatura
 Professionisti nella consulenza, formazione e certificazione in saldatura Masterweld Nata agli inizi del 2010, dall unione di due professionisti, Masterweld ha come obiettivo principale quello di fronteggiare
Professionisti nella consulenza, formazione e certificazione in saldatura Masterweld Nata agli inizi del 2010, dall unione di due professionisti, Masterweld ha come obiettivo principale quello di fronteggiare
La deformazione plastica. La deformazione plastica. Lavorazioni per deformazione. Il processo di laminazione Estrusione e trafilatura La forgiatura
 La deformazione plastica La deformazione plastica Lavorazioni per deformazione Il processo di laminazione Estrusione e trafilatura La forgiatura 2 2006 Politecnico di Torino 1 Obiettivi della lezione Valutare
La deformazione plastica La deformazione plastica Lavorazioni per deformazione Il processo di laminazione Estrusione e trafilatura La forgiatura 2 2006 Politecnico di Torino 1 Obiettivi della lezione Valutare
PARTE MECCANICA. Requisiti meccanici della struttura da movimentare
 PARTE MECCANICA Requisiti meccanici della struttura da movimentare Il costruttore dell anta scorrevole (cancello, portone, vetrata, lucernario, copertura, ecc.) deve attenersi ai seguenti requisiti: Peso
PARTE MECCANICA Requisiti meccanici della struttura da movimentare Il costruttore dell anta scorrevole (cancello, portone, vetrata, lucernario, copertura, ecc.) deve attenersi ai seguenti requisiti: Peso
una saldatura ad arco
 UTENSILERIA Realizzare una saldatura ad arco 0 1 Il tipo di saldatura Saldatrice ad arco La saldatura ad arco si realizza con un altissima temperatura (almeno 3000 c) e permette la saldatura con metallo
UTENSILERIA Realizzare una saldatura ad arco 0 1 Il tipo di saldatura Saldatrice ad arco La saldatura ad arco si realizza con un altissima temperatura (almeno 3000 c) e permette la saldatura con metallo
Lavorazione delle lamiere
 Lavorazione delle lamiere Lamiere Utilizzate nella produzione di carrozzerie automobilistiche, elettrodomestici, mobili metallici, organi per la meccanica fine. Le lamiere presentano una notevole versatilità
Lavorazione delle lamiere Lamiere Utilizzate nella produzione di carrozzerie automobilistiche, elettrodomestici, mobili metallici, organi per la meccanica fine. Le lamiere presentano una notevole versatilità
TIPOLOGIE DI GIACENZA TUBI PROFILATI CAVI QUADRI E RETTANGOLARI PRODOTTI A CALDO DA COILS A CALDO
 TIPOLOGIE DI GIACENZA TUBI Tubolari elettrosaldati formati a freddo e a caldo da lamiera a caldo in qualità S235, S275 e S355 Lunghezze STANDARD 6 mt di giacenza. STRUTTURALI qualità S355J2H 6/12 mt A
TIPOLOGIE DI GIACENZA TUBI Tubolari elettrosaldati formati a freddo e a caldo da lamiera a caldo in qualità S235, S275 e S355 Lunghezze STANDARD 6 mt di giacenza. STRUTTURALI qualità S355J2H 6/12 mt A
Gruppo Esea Carpenteria metallica
 Gruppo Esea Carpenteria metallica Si come il ferro s arrugginisce sanza esercizio, e l acqua si putrefà o nel freddo s addiaccia, così lo ngegno sanza esercizio si guasta. (Leonardo Da Vinci) L ingegno
Gruppo Esea Carpenteria metallica Si come il ferro s arrugginisce sanza esercizio, e l acqua si putrefà o nel freddo s addiaccia, così lo ngegno sanza esercizio si guasta. (Leonardo Da Vinci) L ingegno
STRUTTURE METALLICHE IN ACCIAIO
 STRUTTURE METALLICHE IN ACCIAIO La marcatura CE UNI EN 1090-1. Il primo passo è il conseguimento dell Attestato di Denuncia Attività da parte del Consiglio Superiore dei Lavori Pubblici e l iscrizione
STRUTTURE METALLICHE IN ACCIAIO La marcatura CE UNI EN 1090-1. Il primo passo è il conseguimento dell Attestato di Denuncia Attività da parte del Consiglio Superiore dei Lavori Pubblici e l iscrizione
SCHEMA 0 STORIA. Schema certificativo SC001 0.1 DOCUMENTI ESTERNI DI RIFERIMENTO. 0.2 Documenti IGQ di riferimento. Edizione 2 06/10/10
 SCHEMA per la certificazione dei tubi di acciaio per il convogliamento di acqua e di altri liquidi acquosi, di cui alla norma UNI EN 10224 - Ed. Marzo 2006 Il presente documento è stato approvato dalla
SCHEMA per la certificazione dei tubi di acciaio per il convogliamento di acqua e di altri liquidi acquosi, di cui alla norma UNI EN 10224 - Ed. Marzo 2006 Il presente documento è stato approvato dalla
Prodotti Siderurgici. 12. SISTEMI DI GIUNZIONE Unioni saldate, unioni bullonate
 Prodotti Siderurgici 12. SISTEMI DI GIUNZIONE Unioni saldate, unioni bullonate Premessa Il presente documento vuole fornire indicazioni semplici e concrete per i collegamenti nelle costruzioni metalliche,
Prodotti Siderurgici 12. SISTEMI DI GIUNZIONE Unioni saldate, unioni bullonate Premessa Il presente documento vuole fornire indicazioni semplici e concrete per i collegamenti nelle costruzioni metalliche,
MATRICE DELLE COMPETENZE DI SCIENZE E TECNOLIE APPLICATE INDIRIZZO DI MECCANICA, MECCATRONICA ED ENERGIA
 MATRICE DELLE COMPETENZE DI SCIENZE E TECNOLIE APPLICATE INDIRIZZO DI MECCANICA, MECCATRONICA ED ENERGIA Competenze in esito al quinquennio (dall Allegato C del Regolamento) 1. Individuare le proprietà
MATRICE DELLE COMPETENZE DI SCIENZE E TECNOLIE APPLICATE INDIRIZZO DI MECCANICA, MECCATRONICA ED ENERGIA Competenze in esito al quinquennio (dall Allegato C del Regolamento) 1. Individuare le proprietà
EN 1090?? Lorch Schweißtechnik GmbH www.lorch.eu
 EN 1090?? Lorch Schweißtechnik GmbH www.lorch.eu DM 14-01-2008 Nuove Norme Tecniche per le Costruzioni EN 1090 Marcatura CE delle strutture in acciaio UNI EN ISO 3834.1:2006 Requisiti di Qualità per la
EN 1090?? Lorch Schweißtechnik GmbH www.lorch.eu DM 14-01-2008 Nuove Norme Tecniche per le Costruzioni EN 1090 Marcatura CE delle strutture in acciaio UNI EN ISO 3834.1:2006 Requisiti di Qualità per la
COMIMET S.R.L. CARPENTERIA MECCANICA, TAGLIO LASER, PLASMA, OSSITAGLIO
 COMIMET S.R.L. CARPENTERIA MECCANICA, TAGLIO LASER, PLASMA, OSSITAGLIO La presenza pluriennale nel settore della carpenteria pesante ha orientato il processo di sviluppo aziendale della Comimet s.r.l.
COMIMET S.R.L. CARPENTERIA MECCANICA, TAGLIO LASER, PLASMA, OSSITAGLIO La presenza pluriennale nel settore della carpenteria pesante ha orientato il processo di sviluppo aziendale della Comimet s.r.l.
International Studies Ltd
 www.internationalstudies.ltd.uk info@internationalstudies.ltd.uk pag. 1 di 6 Utilizzo dell acciaio in edilizia mediante saldatura e redazione delle WPS L'impiego dei processi di saldatura nel settore delle
www.internationalstudies.ltd.uk info@internationalstudies.ltd.uk pag. 1 di 6 Utilizzo dell acciaio in edilizia mediante saldatura e redazione delle WPS L'impiego dei processi di saldatura nel settore delle
Spessore pelabile Georg Martin GmbH
 Spessore pelabile Georg Martin GmbH M-Tech L-Laminum M-Tech L (Laminum) spessori laminati metallici per la compensazione precisa delle tolleranze. In qualità di partner per i prodotti di precisione, offriamo
Spessore pelabile Georg Martin GmbH M-Tech L-Laminum M-Tech L (Laminum) spessori laminati metallici per la compensazione precisa delle tolleranze. In qualità di partner per i prodotti di precisione, offriamo
Trasportatori a nastro
 Trasportatori a nastro Realizzano un trasporto di tipo continuo, in orizzontale o in pendenza, di materiali alla rinfusa e di carichi concentrati leggeri. incastellatura di sostegno Trasporti interni 1
Trasportatori a nastro Realizzano un trasporto di tipo continuo, in orizzontale o in pendenza, di materiali alla rinfusa e di carichi concentrati leggeri. incastellatura di sostegno Trasporti interni 1
I MATERIALI SCELTA DEL MATERIALE SCELTA DEL MATERIALE FUNZIONALITÀ
 SCELTA DEL MATERIALE I MATERIALI LA SCELTA DEL MATERIALE PER LA COSTRUZIONE DI UN PARTICOLARE MECCANICO RICHIEDE: LA CONOSCENZA DELLA FORMA E DELLE DIMEN- SIONI DELL OGGETTO LA CONOSCENZA DEL CICLO DI
SCELTA DEL MATERIALE I MATERIALI LA SCELTA DEL MATERIALE PER LA COSTRUZIONE DI UN PARTICOLARE MECCANICO RICHIEDE: LA CONOSCENZA DELLA FORMA E DELLE DIMEN- SIONI DELL OGGETTO LA CONOSCENZA DEL CICLO DI
tecnologia PROPRIETÀ DEI METALLI Scuola secondaria primo grado. classi prime Autore: Giuseppe FRANZÈ
 tecnologia PROPRIETÀ DEI METALLI Scuola secondaria primo grado. classi prime Autore: Giuseppe FRANZÈ LE PROPRIETÀ DEI MATERIALI DA COSTRUZIONE Si possono considerare come l'insieme delle caratteristiche
tecnologia PROPRIETÀ DEI METALLI Scuola secondaria primo grado. classi prime Autore: Giuseppe FRANZÈ LE PROPRIETÀ DEI MATERIALI DA COSTRUZIONE Si possono considerare come l'insieme delle caratteristiche
Lavorazioni meccaniche a 360 per conto terzi
 1 41 Lavorazioni meccaniche a 360 per conto terzi 8000 mq - in continua crescita I NOSTRI SERVIZI PROGETTAZIONE TAGLIO LASER PUNZONATURA TAGLIO CESOIA SCANTONATURA TAGLIO SEGHETTO TORNITURA FRESATURA FORATURA
1 41 Lavorazioni meccaniche a 360 per conto terzi 8000 mq - in continua crescita I NOSTRI SERVIZI PROGETTAZIONE TAGLIO LASER PUNZONATURA TAGLIO CESOIA SCANTONATURA TAGLIO SEGHETTO TORNITURA FRESATURA FORATURA
[Come riconoscere una porta tagliafuoco]
![[Come riconoscere una porta tagliafuoco]](/thumbs/27/12360102.jpg "[Come riconoscere una porta tagliafuoco]") Come riconoscere una porta tagliafuoco Il problema è : come avere una prova che il serramento sia stato,al tempo della sua produzione e messa in opera, attestato per il requisito di resistenza al fuoco,
Come riconoscere una porta tagliafuoco Il problema è : come avere una prova che il serramento sia stato,al tempo della sua produzione e messa in opera, attestato per il requisito di resistenza al fuoco,
Cesoiatura. Pressopiegatrici
 Versione 2010.1 1 Cesoiatura Eseguiamo cesoiatura lamiere da uno spessore minimo di 0.6 mm, con una cesoia meccanica, tramite una unità possiamo cesoiare e spianare contemporaneamente lamiere a misura
Versione 2010.1 1 Cesoiatura Eseguiamo cesoiatura lamiere da uno spessore minimo di 0.6 mm, con una cesoia meccanica, tramite una unità possiamo cesoiare e spianare contemporaneamente lamiere a misura
, ' *-- ' " $!,"""&& # " $%
 ! "#$ %"&"" $$' " (#! %")" * +'#!", ' *-- ' " $!,"""&& # " $% &' ())* %")" + +' # ++,! " %"" '+'$ " $( ++ %"&"" ' " '! $- &(.)'.())/ &/0 # $ %. " (' ' 1 + $ *2.&)/.33./ 0' 12' 3, & 4 5 3./.22, 4) 5 " &
! "#$ %"&"" $$' " (#! %")" * +'#!", ' *-- ' " $!,"""&& # " $% &' ())* %")" + +' # ++,! " %"" '+'$ " $( ++ %"&"" ' " '! $- &(.)'.())/ &/0 # $ %. " (' ' 1 + $ *2.&)/.33./ 0' 12' 3, & 4 5 3./.22, 4) 5 " &
CMM STRUTTURE. strutture in acciaio per il supporto di pannelli fotovoltaici CMM CARPENTERIA STRUTTURE [1] CMM dispone di uno
![CMM STRUTTURE. strutture in acciaio per il supporto di pannelli fotovoltaici CMM CARPENTERIA STRUTTURE [1] CMM dispone di uno](/thumbs/29/13567249.jpg "CMM STRUTTURE. strutture in acciaio per il supporto di pannelli fotovoltaici CMM CARPENTERIA STRUTTURE [1] CMM dispone di uno") CMM STRUTTURE CMM L azienda è una delle primarie aziende a livello europeo nel settore del taglio laser di tubi, profili, travi e lamiere in acciaio. [1] CARPENTERIA Oltre alle fasi di taglio laser, CMM
CMM STRUTTURE CMM L azienda è una delle primarie aziende a livello europeo nel settore del taglio laser di tubi, profili, travi e lamiere in acciaio. [1] CARPENTERIA Oltre alle fasi di taglio laser, CMM
9.1 CESOIA A GHIGLIOTTINA. Scheda. Descrizione della macchina. Nelle cesoie meccaniche l energia usata per il taglio della lamiera viene fornita da un
 Scheda 9 Lavorazione: Macchina: TAGLIO CESOIA Le cesoie sono macchine utilizzate per il taglio a freddo delle lamiere; se ne costruiscono fondamentalmente di due tipi: meccaniche e idrauliche. 9.1 CESOIA
Scheda 9 Lavorazione: Macchina: TAGLIO CESOIA Le cesoie sono macchine utilizzate per il taglio a freddo delle lamiere; se ne costruiscono fondamentalmente di due tipi: meccaniche e idrauliche. 9.1 CESOIA
ACCIAI PER STRUTTURE METALLICHE E STRUTTURE COMPOSTE
 ACCIAI PER STRUTTURE METALLICHE E STRUTTURE COMPOSTE Documentazione di conformità secondo le nuove Norme Tecniche delle Costruzioni (DM 14 Gennaio 2008) Ing. Lorenzo Di Gregorio PRESIDER Srl Bastia Umbra,
ACCIAI PER STRUTTURE METALLICHE E STRUTTURE COMPOSTE Documentazione di conformità secondo le nuove Norme Tecniche delle Costruzioni (DM 14 Gennaio 2008) Ing. Lorenzo Di Gregorio PRESIDER Srl Bastia Umbra,
Anno Accademico 2005-06
 Università degli Studi di Firenze Dipartimento di Meccanica e Tecnologie Industriali CORSO DI: DISEGNO MECCANICO (FI) CORSO DI: DISEGNO TECNICO IND.LE (PO) Anno Accademico 2005-06 Modulo 4: Tecnologie
Università degli Studi di Firenze Dipartimento di Meccanica e Tecnologie Industriali CORSO DI: DISEGNO MECCANICO (FI) CORSO DI: DISEGNO TECNICO IND.LE (PO) Anno Accademico 2005-06 Modulo 4: Tecnologie
ELENCO SCHEDE TECNICHE
 ELENCO SCHEDE TECNICHE 1A / 1B) Palina semaforica L= 3600 2A / 2B) Palina semaforica L= 4500 3A / 3B) Palina semaforica L= 3600 con piastra 4A / 4B) Bussola per palina 5A / 5B) Palo a sbraccio con aggetto
ELENCO SCHEDE TECNICHE 1A / 1B) Palina semaforica L= 3600 2A / 2B) Palina semaforica L= 4500 3A / 3B) Palina semaforica L= 3600 con piastra 4A / 4B) Bussola per palina 5A / 5B) Palo a sbraccio con aggetto
www.rodacciai.it PROVA DI TRAZIONE L 0 = 5.65 S 0 PROVE MECCANICHE
 PROVA DI TRAZIONE La prova, eseguita a temperatura ambiente o più raramente a temperature superiori o inferiori, consiste nel sottoporre una provetta a rottura per mezzo di uno sforzo di trazione generato
PROVA DI TRAZIONE La prova, eseguita a temperatura ambiente o più raramente a temperature superiori o inferiori, consiste nel sottoporre una provetta a rottura per mezzo di uno sforzo di trazione generato
CERTIFICATO ARTICOLO Data creazione: 25.05.2007. GRILLO A CUORE INOX AISI 316 Data revisione: 12110.2008 CODICE: GRCX
 Sede legale : Via Nazionale, 37-23823 Colico (LC) P.I. e C.F. 02520140134 Uffici e Magazzino :Via Al Monteggiolo, 3-23823 Colico (LC) Tel. 0341/930301 - Fax 0341/940458 www.mcitalia.it CERTIFICATO ARTICOLO
Sede legale : Via Nazionale, 37-23823 Colico (LC) P.I. e C.F. 02520140134 Uffici e Magazzino :Via Al Monteggiolo, 3-23823 Colico (LC) Tel. 0341/930301 - Fax 0341/940458 www.mcitalia.it CERTIFICATO ARTICOLO
Prodotti Siderurgici 17. PRODOTTI PIANI LE LAMIERE PER L EDILIZIA
 Prodotti Siderurgici 17. PRODOTTI PIANI LE LAMIERE PER L EDILIZIA Prodotti piani: Le lamiere per l edilizia Lamiere a caldo La lamiera è un prodotto piano laminato a caldo, fornito in fogli allo stato
Prodotti Siderurgici 17. PRODOTTI PIANI LE LAMIERE PER L EDILIZIA Prodotti piani: Le lamiere per l edilizia Lamiere a caldo La lamiera è un prodotto piano laminato a caldo, fornito in fogli allo stato
DIPARTIMENTO DI MECCANICA PROGETTO DIDATTICO DELLA DISCIPLINA
 DIPARTIMENTO DI MECCANICA ANNO SCOLASTICO 2014/15 MATERIA: SCIENZE TECNICHE APPLICATE CLASSI: IIAM-IIBM-IICM-IIDM-IIEM-IIFM INDIRIZZO/I: MECCANICO PROGETTO DIDATTICO DELLA DISCIPLINA In relazione a quanto
DIPARTIMENTO DI MECCANICA ANNO SCOLASTICO 2014/15 MATERIA: SCIENZE TECNICHE APPLICATE CLASSI: IIAM-IIBM-IICM-IIDM-IIEM-IIFM INDIRIZZO/I: MECCANICO PROGETTO DIDATTICO DELLA DISCIPLINA In relazione a quanto
Lavorazioni meccaniche a 360 per conto terzi
 1 41 Lavorazioni meccaniche a 360 per conto terzi 8000 mq - in continua crescita è sponsor di ASSOCIAZIONE ITALIANA DI MANAGEMENT DEGLI APPROVVIGIONAMENTI www.adaci.it www.adacitrevenezie.it I NOSTRI SERVIZI
1 41 Lavorazioni meccaniche a 360 per conto terzi 8000 mq - in continua crescita è sponsor di ASSOCIAZIONE ITALIANA DI MANAGEMENT DEGLI APPROVVIGIONAMENTI www.adaci.it www.adacitrevenezie.it I NOSTRI SERVIZI
Università degli Studi della Calabria. Collegamenti smontabili non filettati
 Collegamenti smontabili non filettati Collegamenti albero-mozzo ELEMENTI ESIGENZE Anelli Scanalati Chiavette Linguette Spine elastici a Impedimento alla rotazione si si si si Impedimento alla traslazione
Collegamenti smontabili non filettati Collegamenti albero-mozzo ELEMENTI ESIGENZE Anelli Scanalati Chiavette Linguette Spine elastici a Impedimento alla rotazione si si si si Impedimento alla traslazione
Gli autori hanno realizzato questa pubblicazione nell ambito dell attività del Centro Studi Saldatura dell Associazione Italiana di Metallurgia
 A09 140 Gli autori hanno realizzato questa pubblicazione nell ambito dell attività del Centro Studi Saldatura dell Associazione Italiana di Metallurgia (AIM), coadiuvati dai seguenti componenti del Centro:
A09 140 Gli autori hanno realizzato questa pubblicazione nell ambito dell attività del Centro Studi Saldatura dell Associazione Italiana di Metallurgia (AIM), coadiuvati dai seguenti componenti del Centro:
DEFINIZIONI INDISPENSABILI
 1 DEFINIZIONI INDISPENSABILI Preimballaggio Per imballaggio preconfezionato, o preimballaggio, si intende l insieme del prodotto e dell imballaggio nel quale è confezionato. Possiamo affermare quindi che
1 DEFINIZIONI INDISPENSABILI Preimballaggio Per imballaggio preconfezionato, o preimballaggio, si intende l insieme del prodotto e dell imballaggio nel quale è confezionato. Possiamo affermare quindi che
BARRIERA DI SICUREZZA SINGOLA SU TERRA H4b-A-W5 (3n31679)
") BARRIERA DI SICUREZZA SINGOLA SU TERRA Hb-A-W (n679) Prestazioni Livello di contenimento Indice di severità accelerazione ASI Larghezza di lavoro Intrusione del veicolo Deflessione dinamica Hb A W (.70
BARRIERA DI SICUREZZA SINGOLA SU TERRA Hb-A-W (n679) Prestazioni Livello di contenimento Indice di severità accelerazione ASI Larghezza di lavoro Intrusione del veicolo Deflessione dinamica Hb A W (.70
PRODOTTI SIDERURGICI www.promozioneacciaio.it II-NORMATIVE. 1: Condizioni tecniche generali di fornitura
 II-NORMATIVE 3-Normative (UNI EN) di prodotti in acciaio a)prodotti Piani e Lunghi Normativa UNI EN 125 : Prodotti laminati a caldo di acciai per impieghi strutturali Normativa divisa in sei (6) parti
II-NORMATIVE 3-Normative (UNI EN) di prodotti in acciaio a)prodotti Piani e Lunghi Normativa UNI EN 125 : Prodotti laminati a caldo di acciai per impieghi strutturali Normativa divisa in sei (6) parti
CONTROLLO SALDATURE IN SITO STRUTTURA METALLICA SALDATA XXXXXXXXXXX
 CONTROLLO SALDATURE IN SITO STRUTTURA METALLICA SALDATA XXXXXXXXXXXX Prova n 958/AA 27 aprile 2011 Committente: Relatore: XXXXXXXXXXX ing. Andrea Cimino Ristrutturazione edificio in centro storico Rif:
CONTROLLO SALDATURE IN SITO STRUTTURA METALLICA SALDATA XXXXXXXXXXXX Prova n 958/AA 27 aprile 2011 Committente: Relatore: XXXXXXXXXXX ing. Andrea Cimino Ristrutturazione edificio in centro storico Rif:
.eu 316/316 L LDX 2101 1.4016 1.4301 1.4307 1.4401
 .eu 316/316 L LDX 2101 1.4016 1.4301 1.4307 1.4401 Profili ad H MÍN 30 x.50 x 1.000 mm MÁX 400 x 1.000 x 15.000 mm Grosores de material Anima 3 30 mm Ala 3 60 mm Lavorazioni meccaniche 3D Acciaio al carbonio
.eu 316/316 L LDX 2101 1.4016 1.4301 1.4307 1.4401 Profili ad H MÍN 30 x.50 x 1.000 mm MÁX 400 x 1.000 x 15.000 mm Grosores de material Anima 3 30 mm Ala 3 60 mm Lavorazioni meccaniche 3D Acciaio al carbonio
Gli elettrodi nell EDM. G. Fantoni Università di Pisa
 Gli elettrodi nell EDM G. Fantoni Università di Pisa Erodibilità di diversi materiali metallici PURI T fus. -MRR Ma Ag, Cu anomali infatti erodibilità dipende anche da conducibilità termica, capacità
Gli elettrodi nell EDM G. Fantoni Università di Pisa Erodibilità di diversi materiali metallici PURI T fus. -MRR Ma Ag, Cu anomali infatti erodibilità dipende anche da conducibilità termica, capacità
Prodotti. Chi siamo. Qualità. Cosa facciamo. Contatti Tel. Fax e-mail. Aviometal fornisce dal pronto
 Prodotti Chi siamo Fondata nel 1952, Aviometal ha iniziato la propria attività come azienda di supporto ai principali costruttori aeronautici nazionali, che a quell epoca gravitavano principalmente nelle
Prodotti Chi siamo Fondata nel 1952, Aviometal ha iniziato la propria attività come azienda di supporto ai principali costruttori aeronautici nazionali, che a quell epoca gravitavano principalmente nelle
UNIVERSITÀ DEGLI STUDI DI PADOVA Facoltà di Ingegneria sede di Vicenza A.A. 2007/08
 UNIVERSITÀ DEGLI STUDI DI PADOVA Facoltà di Ingegneria sede di Vicenza A.A. 2007/08 Corso di Disegno Tecnico Industriale per il Corso di Laurea triennale in Ingegneria Meccanica e in Ingegneria Meccatronica
UNIVERSITÀ DEGLI STUDI DI PADOVA Facoltà di Ingegneria sede di Vicenza A.A. 2007/08 Corso di Disegno Tecnico Industriale per il Corso di Laurea triennale in Ingegneria Meccanica e in Ingegneria Meccatronica
SOLAIO A TRAVETTI TRALICCIATI PREFABBRICATI
 SOLAIO A TRAVETTI TRALICCIATI PREFABBRICATI Il solaio a travetti tralicciati, noto anche come solaio bausta, è costituito da travetti tralicciati e da elementi di alleggerimento in laterizio. I travetti
SOLAIO A TRAVETTI TRALICCIATI PREFABBRICATI Il solaio a travetti tralicciati, noto anche come solaio bausta, è costituito da travetti tralicciati e da elementi di alleggerimento in laterizio. I travetti
INDICE I PARTE I... 3 II PARTE II... 7
 2 di 19 INDICE I PARTE I... 3 I.1 SCOPO E CAMPO DI APPLICAZIONE... 3 I.2 DOCUMENTAZIONE CORRELATA... 4 I.3 DEFINIZIONI E ABBREVIAZIONI... 5 II PARTE II... 7 II.1 GENERALITÁ... 7 II.2 GESTIONE DELLA FORNITURA...
2 di 19 INDICE I PARTE I... 3 I.1 SCOPO E CAMPO DI APPLICAZIONE... 3 I.2 DOCUMENTAZIONE CORRELATA... 4 I.3 DEFINIZIONI E ABBREVIAZIONI... 5 II PARTE II... 7 II.1 GENERALITÁ... 7 II.2 GESTIONE DELLA FORNITURA...
Strutture in acciaio. Unioni
 Strutture in acciaio Unioni Tipologie di unioni Chiodi o bulloni Sono puntuali Indeboliscono le sezioni Ripristinano solo parzialmente la continuità Si eseguono in opera con relativa facilità Saldatura
Strutture in acciaio Unioni Tipologie di unioni Chiodi o bulloni Sono puntuali Indeboliscono le sezioni Ripristinano solo parzialmente la continuità Si eseguono in opera con relativa facilità Saldatura
FASCICOLO TECNICO IMPIANTI DI SOLLEVAMENTO FAMIGLIA M GRU A BANDIERA A ROTAZIONE ELETTRICA COMPLETA
 FASCICOLO TECNICO IMPIANTI DI SOLLEVAMENTO FAMIGLIA M GRU A BANDIERA A ROTAZIONE ELETTRICA COMPLETA Data emissione Rev Note 10/10/2003 0 Prima stesura 02/03/2007 1 Aggiornamenti alle modifiche introdotte
FASCICOLO TECNICO IMPIANTI DI SOLLEVAMENTO FAMIGLIA M GRU A BANDIERA A ROTAZIONE ELETTRICA COMPLETA Data emissione Rev Note 10/10/2003 0 Prima stesura 02/03/2007 1 Aggiornamenti alle modifiche introdotte
M296 ESAME DI STATO DI ISTITUTO TECNICO INDUSTRIALE CORSO DI ORDINAMENTO
 M29 ESME DI STTO DI ISTITUTO TECNICO INDUSTRILE CORSO DI ORDINMENTO Indirizzo: MECCNIC Tema di: DISEGNO, PROGETTZIONE ED ORGNIZZZIONE INDUSTRILE Nel disegno allegato è rappresentato un albero che trasmette
M29 ESME DI STTO DI ISTITUTO TECNICO INDUSTRILE CORSO DI ORDINMENTO Indirizzo: MECCNIC Tema di: DISEGNO, PROGETTZIONE ED ORGNIZZZIONE INDUSTRILE Nel disegno allegato è rappresentato un albero che trasmette
Costruire in Acciaio
 Costruire in Acciaio La fabbricazione degli elementi strutturali in acciaio Francesco Di Pascasio P R E S I D E R Avezzano Dipartimento di Ingegneria delle Strutture, Acque e Terreno Bastia Umbra 27 novembre
Costruire in Acciaio La fabbricazione degli elementi strutturali in acciaio Francesco Di Pascasio P R E S I D E R Avezzano Dipartimento di Ingegneria delle Strutture, Acque e Terreno Bastia Umbra 27 novembre
MODULO TECNICO PROFESSIONALE
 CENTRO PER L IMPIEGO MODULO TECNICO PROFESSIONALE ORE: 60 COMPARTO: IMPIANTISTICA AREA PROFESSIONALE: Impianti idro-termo-sanitari U.F.1 PRINCIPI TEORICI DI BASE (termoidraulica). Esegue trasformazioni
CENTRO PER L IMPIEGO MODULO TECNICO PROFESSIONALE ORE: 60 COMPARTO: IMPIANTISTICA AREA PROFESSIONALE: Impianti idro-termo-sanitari U.F.1 PRINCIPI TEORICI DI BASE (termoidraulica). Esegue trasformazioni
VERIFICHE SUI GIUNTI DI SALDATURA DI GEOMEMBRANE IN HDPE PER L IMPERMEABILIZZAZIONE DEL SUOLO DI DISCARICHE CONTROLLATE
 VERIFICHE SUI GIUNTI DI SALDATURA DI GEOMEMBRANE IN HDPE PER L IMPERMEABILIZZAZIONE DEL SUOLO DI DISCARICHE CONTROLLATE (ai sensi della Norma UNI 10567) La C.S.A. srl svolge le funzioni di Ente di Controllo
VERIFICHE SUI GIUNTI DI SALDATURA DI GEOMEMBRANE IN HDPE PER L IMPERMEABILIZZAZIONE DEL SUOLO DI DISCARICHE CONTROLLATE (ai sensi della Norma UNI 10567) La C.S.A. srl svolge le funzioni di Ente di Controllo
funzionale tecnologica di collaudo quote di grandezza quote di posizione in serie in parallelo combinata con quote sovrapposte in coordinate
 QUOTATURA PARTE 2 Prof. Caterina Rizzi CLASSIFICAZIONE punto di vista geometrico quote di grandezza quote di posizione quote di accoppiamento disposizione: sistemi di quotatura in serie in parallelo combinata
QUOTATURA PARTE 2 Prof. Caterina Rizzi CLASSIFICAZIONE punto di vista geometrico quote di grandezza quote di posizione quote di accoppiamento disposizione: sistemi di quotatura in serie in parallelo combinata
SCHEMA. Mandato CEN M/120 - Prodotti metallici per impiego strutturale e loro accessori
 SCHEMA per la certificazione del controllo della produzione in fabbrica ai fini della marcatura CE di componenti per strutture di acciaio e d alluminio cui alla norma UNI EN 1090-1:2012 0 STORIA Edizione
SCHEMA per la certificazione del controllo della produzione in fabbrica ai fini della marcatura CE di componenti per strutture di acciaio e d alluminio cui alla norma UNI EN 1090-1:2012 0 STORIA Edizione
Manuale ANCORAGGIO STRUTTURALE PALO INCLINATO Ø80 ZINCATO/INOX ART. 68050/68051
 Manuale ANCORAGGIO STRUTTURALE PALO INCLINATO Ø80 ZINCATO/INOX ART. 68050/68051 2 EDIZIONE GIUGNO 2012 Indice SOMMARIO ELEMENTO DI ANCORAGGIO STRUTTURALE Descrizione del prodotto Modalità d uso e limite
Manuale ANCORAGGIO STRUTTURALE PALO INCLINATO Ø80 ZINCATO/INOX ART. 68050/68051 2 EDIZIONE GIUGNO 2012 Indice SOMMARIO ELEMENTO DI ANCORAGGIO STRUTTURALE Descrizione del prodotto Modalità d uso e limite
b. Discontinue o isolate zattere
 Ordinarie o continue a.continue travi rovesce platee FONDAZIONI DIRETTE SUPERFICIALI plinti b. Discontinue o isolate zattere a.1 CONTINUE Quando il carico da trasmettere al terreno non è elevato e la struttura
Ordinarie o continue a.continue travi rovesce platee FONDAZIONI DIRETTE SUPERFICIALI plinti b. Discontinue o isolate zattere a.1 CONTINUE Quando il carico da trasmettere al terreno non è elevato e la struttura
REPARTO PRODUZIONE MACCHINE
 REPARTO PRODUZIONE MACCHINE FASI LAVORATIVE: 1) APPROVVIGIONAMENTO MATERIALE La prima fase è l approvvigionamento del materiale come cuscinetti, rulli, trafile, motori, ecc e di tutte quelle parti di usura
REPARTO PRODUZIONE MACCHINE FASI LAVORATIVE: 1) APPROVVIGIONAMENTO MATERIALE La prima fase è l approvvigionamento del materiale come cuscinetti, rulli, trafile, motori, ecc e di tutte quelle parti di usura
UNIVERSITA DEGLI STUDI DI CAGLIARI FACOLTA DI INGEGNERIA DIPARTIMENTO DI INGEGNERIA STRUTTURALE PROVE SPERIMENTALI SU PIGNATTE IN PSE RELAZIONE
 UNIVERSITA DEGLI STUDI DI CAGLIARI FACOLTA DI INGEGNERIA DIPARTIMENTO DI INGEGNERIA STRUTTURALE PROVE SPERIMENTALI SU PIGNATTE IN PSE RELAZIONE Il Responsabile Scientifico Dott. Ing. Fausto Mistretta Il
UNIVERSITA DEGLI STUDI DI CAGLIARI FACOLTA DI INGEGNERIA DIPARTIMENTO DI INGEGNERIA STRUTTURALE PROVE SPERIMENTALI SU PIGNATTE IN PSE RELAZIONE Il Responsabile Scientifico Dott. Ing. Fausto Mistretta Il
Il seguente documento, predisposto dalla Commissione strutture dell Ordine degli
 Il seguente documento, predisposto dalla Commissione strutture dell Ordine degli ingegneri della Provincia Autonoma di Trento nell anno 2012, si propone quale traccia per la stesura del Certificato di
Il seguente documento, predisposto dalla Commissione strutture dell Ordine degli ingegneri della Provincia Autonoma di Trento nell anno 2012, si propone quale traccia per la stesura del Certificato di
La Qualità il Controllo ed il Collaudo della macchina utensile. Dr. Giacomo Gelmi
 La Qualità il Controllo ed il Collaudo della macchina utensile Dr. Giacomo Gelmi Che cosa è una macchina utensile? E uno spazio fisico in cui si collocano, sostenuti da adeguate strutture ed in posizioni
La Qualità il Controllo ed il Collaudo della macchina utensile Dr. Giacomo Gelmi Che cosa è una macchina utensile? E uno spazio fisico in cui si collocano, sostenuti da adeguate strutture ed in posizioni
LINEA FIRETECH SOLUZIONI PER LA PROTEZIONE PASSIVA DAL FUOCO STRUTTURE
 LINEA FIRETECH SOLUZIONI PER LA PROTEZIONE PASSIVA DAL FUOCO STRUTTURE PROTEZIONE STRUTTURE IN ACCIAIO Le strutture in acciaio sono un sistema costruttivo sempre più utilizzato nelle costruzioni. In particolare
LINEA FIRETECH SOLUZIONI PER LA PROTEZIONE PASSIVA DAL FUOCO STRUTTURE PROTEZIONE STRUTTURE IN ACCIAIO Le strutture in acciaio sono un sistema costruttivo sempre più utilizzato nelle costruzioni. In particolare
Lezione. Progetto di Strutture
 Lezione Progetto di Strutture 1 Acciaio 2 Acciaio Controlli Tre forme di controllo sono obbligatorie : IN STABILIMENTO DI PRODUZIONE.. da eseguirsi sui lotti di produzione NEI CENTRI DI TRASFORMAZIONE
Lezione Progetto di Strutture 1 Acciaio 2 Acciaio Controlli Tre forme di controllo sono obbligatorie : IN STABILIMENTO DI PRODUZIONE.. da eseguirsi sui lotti di produzione NEI CENTRI DI TRASFORMAZIONE
BARRIERA DI SICUREZZA SINGOLA SU TERRA H4b-B-W5 (3n31862)
") BARRIERA DI SICUREZZA SINGOLA SU TERRA Hb-B-W (n86) Prestazioni Livello di contenimento Indice di severità accelerazione ASI Larghezza di lavoro Intrusione del veicolo Deflessione dinamica Hb B W (,0 m),0
BARRIERA DI SICUREZZA SINGOLA SU TERRA Hb-B-W (n86) Prestazioni Livello di contenimento Indice di severità accelerazione ASI Larghezza di lavoro Intrusione del veicolo Deflessione dinamica Hb B W (,0 m),0