Il giunto saldato: microstruttura e principali difetti. G.M. La Vecchia Università di Brescia Dipartimento di Ingegneria Meccanica
|
|
|
- Fabiola Di Pietro
- 8 anni fa
- Visualizzazioni
Transcript
1 Il giunto saldato: microstruttura e principali difetti G.M. La Vecchia Università di Brescia Dipartimento di Ingegneria Meccanica

2 Definizione di saldatura e di saldabilità Saldatura: Unione permanente di due parti metalliche ottenuta realizzando la continuità del collegamento Saldabilità: attitudine di un materiale a prestarsi alla realizzazione di collegamenti saldati con le volute caratteristiche saldabilità operativa (tecnologia della saldatura) saldabilità metallurgica (modifiche della microstruttura) saldabilità meccanica/costruttiva (proprietà dell'insieme) Evoluzione storica: 1877: saldatura a resistenza (Thompson) 1901: cannello ossiacetilenico (Picard e Fouché) 1908: elettrodo rivestito (Kielberg) seconda guerra mondiale: TIG, MIG, arco sommerso dopoguerra: plasma, fascio elettronico 1958: laser 1991: friction stir welding
 1908: elettrodo rivestito (Kielberg) seconda guerra mondiale: TIG, MIG, arco sommerso dopoguerra: plasma, fascio elettronico 1958: laser 1991:")
3 Tipologie di saldatura Saldatura per fusione Una sorgente termica concentra una potenza sufficiente per portare a fusione i lembi da unire e l eventuale metallo d apporto Brasatura Una sorgente termica porta a fusione solo un volume di metallo d apporto che risolidificando tra i lembi da unire crea il collegamento Saldatura a pressione una sollecitazione meccanica abbinata al riscaldamento dei lembi da unire consente la saldatura per fenomeni diffusivi o per ricristallizzazione della zona di interfaccia tra i due materiali

4 Struttura di un giunto saldato per fusione Zona fusa (ZF) Rappresenta la porzione di lega metallica che raggiunge la temperatura di fusione È composta dal metallo base e dall eventuale metallo d apporto Zona termicamente alterata (ZTA) parte del giunto saldato che non raggiunge la fase liquida ma subisce modifiche microstrutturali per i cicli termici di saldatura Metallo base la rimanente porzione del giunto saldato a distanza sufficientemente elevata dalla saldatura da non subire alterazioni apprezzabili nella microstruttura e, quindi, nelle caratteristiche meccaniche

5 Struttura di un giunto saldato per fusione Z.F. Z.T.A.

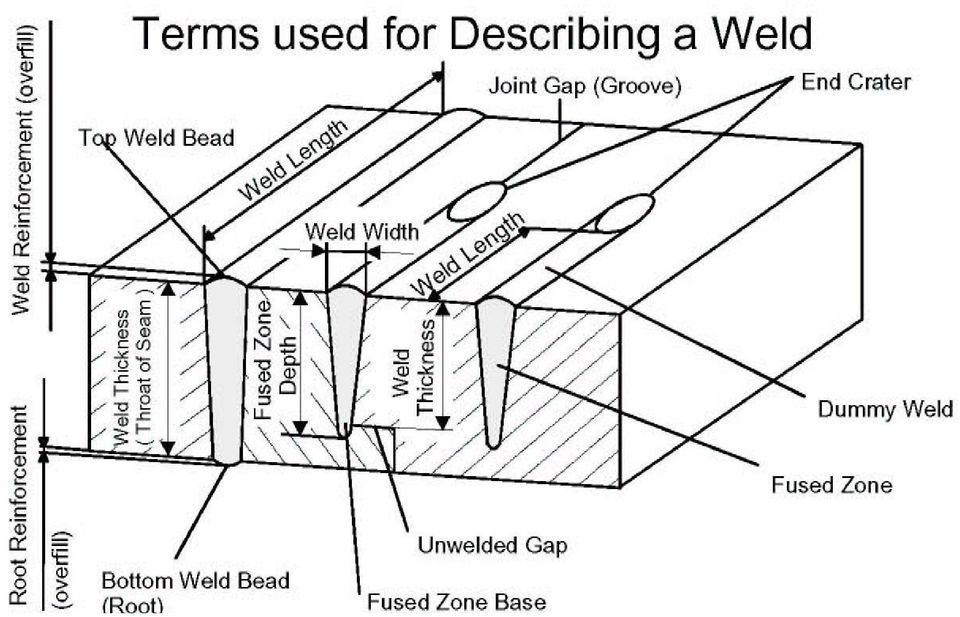
6 Configurazione del giunto saldato Per ottenere la massima efficienza del giunto è necessario realizzare la completa penetrazione della zona fusa Per spessori contenuti è sufficiente la saldatura con lembi retti in una o due passate contrapposte Per spessori maggiori si ricorre alla preparazione dei lembi (cianfrino) e alla saldatura multipassata
 e alla saldatura")
7
8 Cicli termici di saldatura Il calore viene dissipato per irraggiamento, convezione ma soprattutto per conduzione attraverso il materiale base Le leggi di riscaldamento e raffreddamento nelle varie zone dipendono dalla conducibilità termica del metallo base e dalle caratteristiche geometriche del giunto In zona fusa il metallo in fase di solidificazione subisce delle contrazioni volumetriche che generano tensioni e possibili cricche (a caldo) oltre che distorsioni In ZTA la rapidità dei cicli di raffreddamento può modificare significativamente la struttura del metallo (es. acciaio legato passaggio da austenite a martensite)

9 Cicli termici di saldatura Saldatura ad arco Apporto termico specifico (in J/cm): TIG Q = V I 60 ν V: tensione di saldatura I: corrente di saldatura ν: velocità di avanzamento della sorgente

10 Cicli termici di saldatura temperatura di un generico punto all interfaccia ZF/ZTA Effetti indotti dalle saldature multipassate

11 Effetto della composizione dell acciaio = fonte di calore = parametri di saldatura = geometria C=0,1% Diverse leggi di raffreddamento in funzione della posizione nel giunto saldato Forte effetto di C e Mn sulla possibilità di formare fasi dure e fragili

12 Effetto della composizione dell acciaio C=0,5% Diverse leggi di raffreddamento in funzione della posizione nel giunto saldato Forte effetto di C e Mn sulla possibilità di formare fasi dure e fragili

13 Effetto della composizione dell acciaio C=0,5% Mn=1,5% Diverse leggi di raffreddamento in funzione della posizione nel giunto saldato Forte effetto di C e Mn sulla possibilità di formare fasi dure e fragili

14 Modifiche microstrutturali in ZTA In ZTA si possono determinare le seguenti modifiche microstrutturali: 1. Variazioni dimensionali del grano cristallino 2. Formazione di nuovi costituenti strutturali

15 Modifiche microstrutturali in ZTA Considerando il caso degli acciai, tanto più essi sono legati tanto più sarà facile avere alcune porzioni della ZTA che, al raffreddamento, passano da struttura austenitica a martensite. La martensite non sempre consente di assecondare le tensioni di ritiro senza criccarsi (cricche a freddo) In zona fusa la diluizione con il metallo d apporto consente spesso di evitare questi effetti C.C.T. per acciaio ipoeutettoidico con formazione di martensite

16 Variazioni reticolari indotte dalla trasformazione martensitica atomo di Fe atomo di C evidenziando anche le posizioni degli atomi di C 2 celle c.f.c. dell austenite cella t.c.c. cella t.c.c. della martensite

17 Martensite in z.t.a. = elevata probabilità di formazione cricche a freddo Martensite + idrogeno = condizione ottimale per formazione cricche a freddo Effetti negativi dell idrogeno in saldatura: z.f.: porosità z.t.a.: cricche a freddo Possibili fonti di idrogeno: umidità materiale non metallico coinvolto nella s. composti idrati (ruggine) o residui riconducibili a non corretta pulizia dei lembi di M.B. umidità dell aria Concentrazione idrogeno α γ δ L Temperatura Durante la solidificazione si può avere una condizione di sovrasaturazione dell H. L H si posiziona interstizialmente ed accentua la deformazione della martensite portandola verso condizioni di rottura

18 e dell idrogeno Deformazione aggiuntiva del reticolo cristallino fragilità

19 Martensite in acciaio ipoeutettoidico Martensite in acciaio ipereutettoidico Struttura caratterizzata da un alta densità di dislocazioni, elevato stato tensionale residuo bassa tenacità

20 Cricche di tempra in un acciaio al C Trasformazione martensitica = aumento di volume Trasformazione non istantanea su tutto il volume Sono più facilmente saldabili gli acciai non temprabili (acciai basso legati) C eq = %C + %Mn/6+(%Cr+%Mo+%V)/5+(%Ni+%Cu)/15 C eq <0,4% buona saldabilità; C eq >0,6% saldabilità critica
/5+(%Ni+%Cu)/15 C eq <0,4% buona saldabilità; C eq >0,6%")
21 e dell idrogeno Deformazione aggiuntiva del reticolo cristallino fragilità Aggiunta elementi di lega Acciai legati maggiore facilità alla formazione di martensite > tendenza alla formazione di cricche a freddo
22 Solidificazione del giunto La traslazione della sorgente termica genera una pozza di metallo fuso che segue la fonte di calore durante la saldatura Struttura di un metallo grezzo di fusione che è solidificato rapidamente maglie di saldatura
23 Solidificazione del giunto Da un punto di vista microscopico, il processo di solidificazione del metallo saldato prende origine dalla linea di fusione e procede secondo i seguenti meccanismi: epitassiale - Gli atomi del liquido si depositano sull interfaccia liquido/solido in modo da estendere la struttura del solido, conservando la preesistente orientazione cristallografica dei grani nella ZTA; competitivo - tra i grani in crescita, quelli con orientazione più favorevole (gradiente termico e orientazione cristallografica) crescono più velocemente tanto da prevalere sui restanti
24 Forma della zona fusa e struttura del cordone di saldatura La crescita preferenziale dei grani coincide con la direzione normale alla superficie di separazione solido-liquido Lento avanzamento della sorgente pozza a forma ellittica: i grani tendono a incurvarsi per seguire l andamento del massimo gradiente termico Avanzamento veloce della sorgente pozza a forma di goccia: i grani sono leggermente inclinati rispetto alla direzione di saldatura, si forma una discontinuità nella mezzeria della z.f. (segregazione degli elementi al centro cordone, anisotropia)
25 Solidificazione della zona fusa in condizioni di non-equilibrio Con l avanzamento rapido del fronte di solidificazione, gli elementi di lega che si concentrano nel liquido non riescono a ridistribuirsi in modo omogeneo accumulo di soluto davanti all interfaccia solido-liquido gradiente di composizione gradiente della temperatura considerando l effettivo profilo di temperatura nel metallo fuso, si riscontra l esistenza di porzioni di metallo allo stato liquido pur a temperature inferiori a quella del liquidus: sottoraffreddamento costituzionale
26 Strutture di solidificazione del metallo saldato In funzione dell entità del sottoraffreddamento: crescita planare (a) crescita cellulare (b) crescita cellulare-dendritica (c) crescita dendritica-colonnare (d) influenza su: segregazioni comportamento meccanico ed a corrosione tendenza alla criccatura soprattutto a caldo Dendriti di grosse dimensioni
27 Cricche a caldo Le cricche a caldo sono lacerazioni che si manifestano in zona fusa nel corso della solidificazione del metallo saldato A temperature intermedie tra quella di solidus e di liquidus si formano dei legami tra i due fronti di metallo in fase di solidificazione ma permane la presenza di liquido (segregazioni) Contemporaneamente si instaurano tensioni di ritiro per il passaggio allo stato solido di parte del metallo e tensioni indotte dal contatto dei fronti delle dendriti giunte a contatto ed in fase di crescita (vincoli del giunto) La possibilità di avere inneschi di cricche è favorita dalla presenza di temperature elevate, in corrispondenza delle quali le leghe metalliche presentano ridotta resistenza meccanica
28 Cricche a caldo in zona fusa: si formano in fase di solidificazione Tensioni di ritiro; materiale con basso Rm (gli inneschi delle rotture si hanno per T>>Tamb) Fragilità a caldo; dendriti grossolane; segregazioni/impurezze Fattori di influenza Forma del cordone Grado di vincolo Composizione chimica metallo base/metallo d apporto Apporto termico (es. elevato apporto termico favorisce l ingrossamento delle dendriti)
29 Cricche a freddo Sono difetti che si formano prevalentemente in ZTA al termine del raffreddamento Si ha un accumulo di tensioni per i ritiri, dipendenti dall entità del gradiente termico che ha subito il materiale La presenza di strutture fragili e dotate di elevata durezza è un fattore che favorisce la formazione delle cricche a freddo
30 Zona termicamente alterata Gradiente termico rappresentativo della ZTA compresa tra i punti 2 e
31 Zona termicamente alterata I punti della ZTA compresi tra 3 e 4 non superano i punti critici in fase di riscaldo pertanto, per essi, non sono possibili trasformazioni martensitiche in fase di raffreddamento
32 I problemi legati alla zona termicamente alterata sono descritti dal parametro CE, carbonio equivalente. Tale parametro è anche usato per valutare la saldabilità degli acciai. CE = C + Mn/6 + (Cr+Mo+V)/5 + (Ni+Cu)/15 Il CE è in indice per la misura della maggiore o minore attitudine ad assumere struttura di tempra al raffreddamento dopo saldatura se CE<0,4 se 0,4<CE<0,6 se CE>0,6 acciaio facilmente saldabile acciaio saldabile con pre-riscaldo Problemi di saldabilità. Sono necessari pre e post-riscaldi
33 Scopo del preriscaldo: ridurre la velocità di raffreddamento della ZTA in modo tale da escludere per gli acciai debolmente legati la formazione di martensite. Nel caso di acciai fortemente legati il preriscaldo non può evitare la formazione di martensite ma favorisce la diffusione dell idrogeno limitando il sovratensionamento della martensite. Scopo del post-riscaldo: ridurre lo stato tensionale della martensite rendendo in tal modo più duttile il giunto saldato
34 Cricche associate alla presenza di idrogeno Possibile assorbimento d idrogeno dall ambiente e diffusione preferenziale di questo elemento nelle ultime zone che permangono in fase γ per la maggiore solubilità nel reticolo cfc
35 Cricche associate alla presenza di idrogeno ZF ZTA T 1 T 2 Il metallo saldato (ZF), spesso meno legato del metallo base si trasforma prima da austenite in altri costituenti a base di Fe-α tempo Τ 1 (si sta ipotizzando di realizzare una saldatura con metallo di apporto). la trasformazione dell austenite in ferrite nella ZF con la conseguente riduzione della percentuale di idrogeno che può essere contenuta in condizioni di equilibrio in tale fase provoca la diffusione e la concentrazione dell idrogeno in ZTA (tempo T 1 -T 2 ) Al tempo T 2 l austenite presente nella ZTA si trasforma in martensite con conseguente infragilimento e facile criccabilità di tale zona
36 Strappi lamellari Gli strappi lamellari sono cricche che si manifestano nel metallo base se sollecitato perpendicolarmente al piano di laminazione Tensioni di ritiro con vincoli e geometria particolare del giunto (a T o L, con tensioni elevate perpendicolarmente alla superficie di laminazione) Metallo base laminato con elevato numero di microinclusioni (specialmente solfuri) nel piano di laminazione, che riducono fortemente la duttilità del MB in direzione perpendicolare al piano di laminazione Gli strappi lamellari si manifestano nel MB, quando questo ha spessori elevati (in genere superiori a 20mm) e si nucleano in corrispondenza delle inclusioni non metalliche Per evitarli, oltre alla scelta ovvia di materiali con minor tenore di inclusioni, vanno adottati accorgimenti per limitare le tensioni in direzione critica, modificando la geometria del giunto o realizzando opportunamente le diverse passate
37 Mancanza di penetrazione o di fusione Sono discontinuità tra il cordone di saldatura ed uno dei lembi (mancata fusione) o tra i due lembi (mancata penetrazione) provocate dal fatto che uno o entrambi i lembi non sono giunti a fusione. In genere si trovano nella prima passata di giunti a V, o a X. Sono spesso provocate dalla errata preparazione dei lembi, da lembi troppo ravvicinati o da una loro progressiva chiusura durante l avanzare della saldatura. Sono difetti spesso inaccettabili e di difficile rilevazione se interni e con lembi molto ravvicinati
38 Incollaggi Si evidenziano quando è presente uno strato di ossido tra la zona fusa ed il lembo da saldare; causano notevole riduzione della resistenza meccanica del giunto Si osservano nelle leghe che formano facilmente ossidi (es. leghe Al) e, per gli acciai quando vengono utilizzate tecniche di saldatura a bassa protezione (es. saldatura ossiacetilenica).
39 Porosità e soffiature: gas rimasti intrappolati nel metallo fuso Altri difetti: mancanza di penetrazione /incollature/ inclusioni (esogene) scoria, tungsteno (da elettrodo)
40 Effetto dell inquinamento atmosferico Il metallo che si trova nella pozza di fusione, liquido e ad elevata temperatura, a contatto con l aria tende ad assorbire ossigeno, azoto e idrogeno, con effetti deleteri per il cordone di saldatura. Effetto dell ossigeno L ossigeno ha sia la tendenza a formare precipitati, con maggiore o minore affinità per gli elementi con i quali viene in contatto, sia la tendenza ad entrare in soluzione nel metallo liquido rimanendo in condizioni di sovrasaturazione all atto della solidificazione Negli acciai il primo effetto provoca la formazione di ossidi, mentre il secondo provoca la formazione di CO, che forma bolle che possono rimanere intrappolate nella zona fusa originando porosità da gas. Effetto dell azoto La solubilità dell azoto nel metallo si riduce drasticamente passando dallo stato liquido a quello solido. Dopo solidificazione l azoto si trova in soluzione solida sovrassatura. Negli acciai dolci l azoto tende a migrare in corrispondenza delle dislocazioni causando fenomeni simili all invecchiamento. Inoltre si possono formare dei nitruri, con effetto infragilente.
41 Protezione del bagno metallico dall atmosfera Per evitare che ossigeno ed azoto vengano in contatto con la pozza di fusione si adottano una serie di protezioni del bagno metallico Nella saldatura a fascio elettronico si esegue la saldatura sotto vuoto Per saldature TIG e MIG, plasma e laser nella regione circostante la sorgente termica viene creata un atmosfera priva di ossigeno e azoto, generalmente facendo affluire argon o elio Nella saldatura ossiacetilenica viene fatto affluire un gas che, pur contenendo ossigeno (i gas di combustione dell acetilene sono CO e H 2 ), lo ha in forma combinata e non mostra tendenza a formare ossidi. Nella saldatura ad arco sommerso si adotta un flusso che, formando uno strato di scoria che coprendo la pozza di fusione, ne previene il contatto dell atmosfera. Nella saldatura con elettrodi rivestiti si combina l effetto protettivo di un gas inerte con quello della scoria formata dal rivestimento dell elettrodo L ossigeno eventualmente presente tende a formare ossidi. Per eliminare questi ultimi si opera una disossidazione con Silicio e Manganese che, per maggior affinità con l ossigeno, formano ossidi con bassa densità e che tendono facilmente a localizzarsi nella parte alta della pozza liquida. Si e Mn sono contenuti nel rivestimento degli elettrodi, nel metallo d apporto o nel flusso copertore.
42 Inclusioni Inclusione di scoria Si parla di inclusioni quando nel cordone di saldatura sono presenti particelle non metalliche di varia origine Inclusioni di scoria Nei procedimenti di saldatura ad arco sommerso (specialmente in passate multiple) o con elettrodi rivestiti può accadere che parte della scoria rimanga intrappolata nella zona fusa (anche per pulizia non corretta della scoria lasciata nella passata precedente). Inclusioni di tungsteno In saldature TIG alcuni frammenti di tungsteno possono essere presenti in ZF a causa dell errata movimentazione della torcia.
43 Inclusioni gassose Radiografia porosità diffusa in ZF Inclusioni gassose Sono dovute all intrappolamento di gas in ZF. Sono generalmente tondeggianti, di piccole dimensioni (<1mm, dette pori) o di dimensioni maggiori (soffiature). Sono meno pericolose porosità distribuite che porosità raggruppate o poche soffiature di dimensioni molto grandi. Pericolose sono anche porosità allungate ad una estremità chiamate tarli.
Trattamenti termici dei metalli
 Trattamenti termici dei metalli TRATTAMENTI TERMICI Trasformazioni di fase: termodinamica vs cinetica Trattamenti che portano le leghe verso le condizioni di equilibrio (es: ricottura) Trattamenti che
Trattamenti termici dei metalli TRATTAMENTI TERMICI Trasformazioni di fase: termodinamica vs cinetica Trattamenti che portano le leghe verso le condizioni di equilibrio (es: ricottura) Trattamenti che
Lezione. Tecnica delle Costruzioni
 Lezione Tecnica delle Costruzioni Collegamenti saldati Procedimenti di saldatura Sorgente termica che produce alta temperatura in modo localizzato Fusione del materiale base più il materiale di apporto
Lezione Tecnica delle Costruzioni Collegamenti saldati Procedimenti di saldatura Sorgente termica che produce alta temperatura in modo localizzato Fusione del materiale base più il materiale di apporto
TRATTAMENTI TERMICI IMPORTANZA DI ESEGUIRE IL TRATTAMENTO TERMICO NEL MOMENTO OPPORTUNO DEL PROCESSO DI REALIZZAZIONE DEL PEZZO
 TRATTAMENTI TERMICI IL TRATTAMENTO TERMICO CONSISTE IN UN CICLO TERMICO CHE SERVE A MODIFICARE LA STRUTTURA DEL MATERIALE PER LA VARIAZIONE DELLE SUE CARATTERISTICHE MECCANICHE: RESISTENZA DEFORMABILITA
TRATTAMENTI TERMICI IL TRATTAMENTO TERMICO CONSISTE IN UN CICLO TERMICO CHE SERVE A MODIFICARE LA STRUTTURA DEL MATERIALE PER LA VARIAZIONE DELLE SUE CARATTERISTICHE MECCANICHE: RESISTENZA DEFORMABILITA
Università di Roma Tor Vergata SALDATURA
 SALDATURA La saldatura è un tipo di giunzione che consente di unire permanentemente parti solide, realizzando la continuità del materiale. Materiale d apporto Materiale base Materiale base = Materiale
SALDATURA La saldatura è un tipo di giunzione che consente di unire permanentemente parti solide, realizzando la continuità del materiale. Materiale d apporto Materiale base Materiale base = Materiale
Trattamenti termici degli acciai al carbonio
 Trattamenti termici Il trattamento termico è una lavorazione attuata mediante un ciclo termico, su un metallo o una sua lega, allo stato solido, al fine di variarne le proprietà e renderle adatte alla
Trattamenti termici Il trattamento termico è una lavorazione attuata mediante un ciclo termico, su un metallo o una sua lega, allo stato solido, al fine di variarne le proprietà e renderle adatte alla
Università di Pisa Facoltà di Ingegneria. Leghe non ferrose. Chimica Applicata. Prof. Cristiano Nicolella
 Università di Pisa Facoltà di Ingegneria Leghe non ferrose Chimica Applicata Prof. Cristiano Nicolella Leghe non ferrose Minerali di alluminio L alluminio è uno degli elementi più abbondanti sulla crosta
Università di Pisa Facoltà di Ingegneria Leghe non ferrose Chimica Applicata Prof. Cristiano Nicolella Leghe non ferrose Minerali di alluminio L alluminio è uno degli elementi più abbondanti sulla crosta
Capacità di assorbire una deformazione plastica senza rompersi: alta=duttile (es. oro) bassa=fragile (es. vetro)
 bassa=fragile (es. vetro)") Capacità di assorbire una deformazione plastica senza rompersi: alta=duttile (es. oro) bassa=fragile (es. vetro) E dipendente dalla temperatura:capacità di riposizionamento di difetti ed atomi (diffusione
Capacità di assorbire una deformazione plastica senza rompersi: alta=duttile (es. oro) bassa=fragile (es. vetro) E dipendente dalla temperatura:capacità di riposizionamento di difetti ed atomi (diffusione
Composizione degli acciai Conoscere bene per comprare meglio
 Composizione degli acciai Conoscere bene per comprare meglio Manuele Dabalà Dip. Ingegneria Industriale Università di Padova Introduzione Cos è l acciaio? Norma UNI EN 10020/01 Materiale il cui tenore
Composizione degli acciai Conoscere bene per comprare meglio Manuele Dabalà Dip. Ingegneria Industriale Università di Padova Introduzione Cos è l acciaio? Norma UNI EN 10020/01 Materiale il cui tenore
Lezione 11 Trattamenti termici
 Lezione 11 Gerardus Janszen Dipartimento di Tel 02 2399 8366 janszen@aero.polimi.it . IL TRATTAMENTO TERMICO CONSISTE IN UN CICLO TERMICO CHE SERVE A MODIFICARE LA STRUTTURA DEL MATERIALE PER LA VARIAZIONE
Lezione 11 Gerardus Janszen Dipartimento di Tel 02 2399 8366 janszen@aero.polimi.it . IL TRATTAMENTO TERMICO CONSISTE IN UN CICLO TERMICO CHE SERVE A MODIFICARE LA STRUTTURA DEL MATERIALE PER LA VARIAZIONE
FILIERA PRODUTTIVA COMPLETA
 2 FILIERA PRODUTTIVA COMPLETA TRATTAMENTO TERMICO LAVORAZIONI MECCANICHE LAMINAZIONE VERNICIATURA PRODUZIONE ACCIAIO MAGAZZINO L unione tra Esti e Acciaierie Venete ha dato luogo ad una nuova realtà, unica
2 FILIERA PRODUTTIVA COMPLETA TRATTAMENTO TERMICO LAVORAZIONI MECCANICHE LAMINAZIONE VERNICIATURA PRODUZIONE ACCIAIO MAGAZZINO L unione tra Esti e Acciaierie Venete ha dato luogo ad una nuova realtà, unica
IMPIANTO AUTOMATICO PER LA SALDATURA DI ESTRUSI DI ALLUMINIO PER APPLICAZIONI NAVALI.
 IMPIANTO AUTOMATICO PER LA SALDATURA DI ESTRUSI DI ALLUMINIO PER APPLICAZIONI NAVALI. Tube Tech Machinery Marcello Filippini Il settore dei trasporti, specialmente i trasporti passeggeri con treni e navi,
IMPIANTO AUTOMATICO PER LA SALDATURA DI ESTRUSI DI ALLUMINIO PER APPLICAZIONI NAVALI. Tube Tech Machinery Marcello Filippini Il settore dei trasporti, specialmente i trasporti passeggeri con treni e navi,
METALLI FERROSI GHISA ACCIAIO
 METALLI FERROSI I metalli ferrosi sono i metalli e le leghe metalliche che contengono ferro. Le leghe ferrose più importanti sono l acciaio e la ghisa. ACCIAIO: lega metallica costituita da ferro e carbonio,
METALLI FERROSI I metalli ferrosi sono i metalli e le leghe metalliche che contengono ferro. Le leghe ferrose più importanti sono l acciaio e la ghisa. ACCIAIO: lega metallica costituita da ferro e carbonio,
Corso di Tecnologia Meccanica ( ING/IND16) CF 8. Saldature. Sistemi di Produzione/ Tecnologia Meccanica
 CF 8. Saldature. Sistemi di Produzione/ Tecnologia Meccanica") Corso di Tecnologia ( ING/IND16) CF 8 Saldature Saldatura: Processo di unione permanente di due componenti meccanici. Variabili principali: Lega da saldare Spessore delle parti Posizione di saldatura Produzione
Corso di Tecnologia ( ING/IND16) CF 8 Saldature Saldatura: Processo di unione permanente di due componenti meccanici. Variabili principali: Lega da saldare Spessore delle parti Posizione di saldatura Produzione
Acciaio per lavorazioni a caldo
 Acciaio per lavorazioni a caldo Generalità BeyLos 2329 è un acciaio legato progettato per la realizzazione di matrici, stampi o punzoni o altri particolari che devono lavorare a temperature elevate. I
Acciaio per lavorazioni a caldo Generalità BeyLos 2329 è un acciaio legato progettato per la realizzazione di matrici, stampi o punzoni o altri particolari che devono lavorare a temperature elevate. I
Tipologie di profilati commerciali IPE
 HE A-B-M Acciai da costruzione o da carpenteria Tipologie di profilati commerciali IPE UPN L lati uguali IPE Sagomario o profilario Passaggi di lavorazione per un profilo a doppio T lavorato a caldo Nascita
HE A-B-M Acciai da costruzione o da carpenteria Tipologie di profilati commerciali IPE UPN L lati uguali IPE Sagomario o profilario Passaggi di lavorazione per un profilo a doppio T lavorato a caldo Nascita
tecnologia PROPRIETÀ DEI METALLI Scuola secondaria primo grado. classi prime Autore: Giuseppe FRANZÈ
 tecnologia PROPRIETÀ DEI METALLI Scuola secondaria primo grado. classi prime Autore: Giuseppe FRANZÈ LE PROPRIETÀ DEI MATERIALI DA COSTRUZIONE Si possono considerare come l'insieme delle caratteristiche
tecnologia PROPRIETÀ DEI METALLI Scuola secondaria primo grado. classi prime Autore: Giuseppe FRANZÈ LE PROPRIETÀ DEI MATERIALI DA COSTRUZIONE Si possono considerare come l'insieme delle caratteristiche
TECNOLOGIA MECCANICA. Parte 9
 TECNOLOGIA MECCANICA Parte 9 La saldatura è un processo di unione permanente di due componen= meccanici che può essere eseguito con varie tecnologie. La scelta della soluzione tecnologica migliore si esegue
TECNOLOGIA MECCANICA Parte 9 La saldatura è un processo di unione permanente di due componen= meccanici che può essere eseguito con varie tecnologie. La scelta della soluzione tecnologica migliore si esegue
Operatore TIG automatica (orbitale)
") Operatore TIG automatica (orbitale) GTAW(TIG) MANUALE E ORBITALE Parametri che influenzano la saldatura TIG TUNGSTEN INERT GAS, ovvero saldatura con elettrodo di tungsteno in atmosfera di gas inerte Diametro
Operatore TIG automatica (orbitale) GTAW(TIG) MANUALE E ORBITALE Parametri che influenzano la saldatura TIG TUNGSTEN INERT GAS, ovvero saldatura con elettrodo di tungsteno in atmosfera di gas inerte Diametro
SALDATURA AD ARCO SOMMERSO
 SALDATURA SALDATURA AD ARCO SOMMERSO La saldatura ad arco sommerso (SAW - Submerged Arc Welding nella terminologia AWS) è un saldatura ad arco a filo continuo sotto protezione di scoria. Il fatto che l
SALDATURA SALDATURA AD ARCO SOMMERSO La saldatura ad arco sommerso (SAW - Submerged Arc Welding nella terminologia AWS) è un saldatura ad arco a filo continuo sotto protezione di scoria. Il fatto che l
INTERVENTO DI CLAUDIA RICCARDI PLASMAPROMETEO - Dipartimento di Fisica Università degli Studi di Milano - Bicocca
 INTERVENTO DI CLAUDIA RICCARDI PLASMAPROMETEO - Dipartimento di Fisica Università degli Studi di Milano - Bicocca La ricerca come strumento per lo sviluppo aziendale: sinergia tra università e industria
INTERVENTO DI CLAUDIA RICCARDI PLASMAPROMETEO - Dipartimento di Fisica Università degli Studi di Milano - Bicocca La ricerca come strumento per lo sviluppo aziendale: sinergia tra università e industria
NOTA TECNICA : Metallurgia di base degli acciai speciali da costruzione
 NOTA TECNICA : Metallurgia di base degli acciai speciali da costruzione Indice : 1. INTRODUZIONE p. 1 2. FASI e COSTITUENTI STRUTTURALI p. 3 3. PUNTI CRITICI p. 4 4. TRATTAMENTI TERMICI MASSIVI p. 5 0
NOTA TECNICA : Metallurgia di base degli acciai speciali da costruzione Indice : 1. INTRODUZIONE p. 1 2. FASI e COSTITUENTI STRUTTURALI p. 3 3. PUNTI CRITICI p. 4 4. TRATTAMENTI TERMICI MASSIVI p. 5 0
Appendice: Difettologia delle Saldature
 Appendice: Difettologia delle Saldature DIFETTOLOGIA DELLE SALDATURE La saldatura Per saldatura si intende l insieme dei processi attraverso i quali, sotto l azione di una sorgente termica e con o senza
Appendice: Difettologia delle Saldature DIFETTOLOGIA DELLE SALDATURE La saldatura Per saldatura si intende l insieme dei processi attraverso i quali, sotto l azione di una sorgente termica e con o senza
Materiali per alte temperature
 Materiali per alte temperature Prof. Barbara Rivolta Dipartimento di Meccanica Politecnico di Milano 14 Novembre 2013, Lecco Fenomeni metallurgici ad alta temperatura 2 Fenomeni meccanici: sovrasollecitazioni
Materiali per alte temperature Prof. Barbara Rivolta Dipartimento di Meccanica Politecnico di Milano 14 Novembre 2013, Lecco Fenomeni metallurgici ad alta temperatura 2 Fenomeni meccanici: sovrasollecitazioni
I METALLI. I metalli sono materiali strutturali costituiti ciascuno da un singolo elemento. Hanno tra loro proprietà molto simili.
 M et 1 all I METALLI I metalli sono materiali strutturali costituiti ciascuno da un singolo elemento. Hanno tra loro proprietà molto simili. Proprietà Le principali proprietà dei metalli sono le seguenti:
M et 1 all I METALLI I metalli sono materiali strutturali costituiti ciascuno da un singolo elemento. Hanno tra loro proprietà molto simili. Proprietà Le principali proprietà dei metalli sono le seguenti:
I processi di tempra sono condotti sul manufatto finito per generare sforzi residui di compressione in superficie. Vengono sfruttate allo scopo
 I processi di tempra sono condotti sul manufatto finito per generare sforzi residui di compressione in superficie. Vengono sfruttate allo scopo diverse metodologie. 1 La tempra termica (o fisica) si basa
I processi di tempra sono condotti sul manufatto finito per generare sforzi residui di compressione in superficie. Vengono sfruttate allo scopo diverse metodologie. 1 La tempra termica (o fisica) si basa
I MATERIALI SCELTA DEL MATERIALE SCELTA DEL MATERIALE FUNZIONALITÀ
 SCELTA DEL MATERIALE I MATERIALI LA SCELTA DEL MATERIALE PER LA COSTRUZIONE DI UN PARTICOLARE MECCANICO RICHIEDE: LA CONOSCENZA DELLA FORMA E DELLE DIMEN- SIONI DELL OGGETTO LA CONOSCENZA DEL CICLO DI
SCELTA DEL MATERIALE I MATERIALI LA SCELTA DEL MATERIALE PER LA COSTRUZIONE DI UN PARTICOLARE MECCANICO RICHIEDE: LA CONOSCENZA DELLA FORMA E DELLE DIMEN- SIONI DELL OGGETTO LA CONOSCENZA DEL CICLO DI
G. M. La Vecchia Dipartimento di Ingegneria Meccanica Università di Brescia
 G. M. La Vecchia Dipartimento di Ingegneria Meccanica Università di Brescia Solubilizzazione Cementazione Nitrurazione Tempra di soluzione ed invecchiamento Coltre bianca cementato Nitrurazione 550 C x
G. M. La Vecchia Dipartimento di Ingegneria Meccanica Università di Brescia Solubilizzazione Cementazione Nitrurazione Tempra di soluzione ed invecchiamento Coltre bianca cementato Nitrurazione 550 C x
Gli acciai inossidabili
 Gli acciai inossidabili Gli acciai inossidabili sono delle leghe a base di ferro, di cromo e di carbonio ed anche di altri elementi quali il nichel, il molibdeno, il silicio, il titanio, che li rendono
Gli acciai inossidabili Gli acciai inossidabili sono delle leghe a base di ferro, di cromo e di carbonio ed anche di altri elementi quali il nichel, il molibdeno, il silicio, il titanio, che li rendono
Corso di Tecnologia Meccanica
 Corso di Tecnologia Meccanica Modulo 5 Tecnologie di saldatura LIUC - Ingegneria Gestionale 1 La saldatura È un processo di unione permanente di due componenti meccanici effettuabile con diversi procedimenti
Corso di Tecnologia Meccanica Modulo 5 Tecnologie di saldatura LIUC - Ingegneria Gestionale 1 La saldatura È un processo di unione permanente di due componenti meccanici effettuabile con diversi procedimenti
LEZIONE 6. PROGETTO DI COSTRUZIONI IN ACCIAIO Progetto di giunzioni saldate. Corso di TECNICA DELLE COSTRUZIONI Chiara CALDERINI A.A.
 Corso di TECNICA DELLE COSTRUZIONI Chiara CALDERINI A.A. 2007-2008 Facoltà di Architettura Università degli Studi di Genova LEZIONE 6 PROGETTO DI COSTRUZIONI IN ACCIAIO Progetto di giunzioni saldate ASPETTI
Corso di TECNICA DELLE COSTRUZIONI Chiara CALDERINI A.A. 2007-2008 Facoltà di Architettura Università degli Studi di Genova LEZIONE 6 PROGETTO DI COSTRUZIONI IN ACCIAIO Progetto di giunzioni saldate ASPETTI
Corrado Patriarchi 1
 CorradoPatriarchi 1 2 PROGETTAZIONE SCELTA DELL ACCIAIO APPLICAZIONE QUALITA DELL ACCIAIO ESECUZIONE SUPERFICIALE 3 Per trattamento termico si intende una successione di operazioni mediante le quali una
CorradoPatriarchi 1 2 PROGETTAZIONE SCELTA DELL ACCIAIO APPLICAZIONE QUALITA DELL ACCIAIO ESECUZIONE SUPERFICIALE 3 Per trattamento termico si intende una successione di operazioni mediante le quali una
Acciai inossidabili e corrosione
 Acciai inossidabili e corrosione (terza parte - versione novembre 2003) Appunti ad esclusivo uso interno ITIS VARESE - specializzazione meccanici. Bibliografia W. Nicodemi - METALLURGIA MASSON ITALIA EDITORI
Acciai inossidabili e corrosione (terza parte - versione novembre 2003) Appunti ad esclusivo uso interno ITIS VARESE - specializzazione meccanici. Bibliografia W. Nicodemi - METALLURGIA MASSON ITALIA EDITORI
CLASSIFICAZIONE DELLE LAVORAZIONI MECCANICHE
 CLASSIFICAZIONE DELLE LAVORAZIONI MECCANICHE Le lavorazioni meccaniche possono essere classificate secondo diversi criteri. Il criterio che si è dimostrato più utile, in quanto ha permesso di considerare
CLASSIFICAZIONE DELLE LAVORAZIONI MECCANICHE Le lavorazioni meccaniche possono essere classificate secondo diversi criteri. Il criterio che si è dimostrato più utile, in quanto ha permesso di considerare
MATERIALI. Introduzione
 MATERIALI 398 Introduzione Gli acciai sono leghe metalliche costituite da ferro e carbonio, con tenore di carbonio (in massa) non superiore al 2%. Attenzione: la normazione sugli acciai è in fase di armonizzazione
MATERIALI 398 Introduzione Gli acciai sono leghe metalliche costituite da ferro e carbonio, con tenore di carbonio (in massa) non superiore al 2%. Attenzione: la normazione sugli acciai è in fase di armonizzazione
REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA
 REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA SETTORE ECONOMICO PROFESSIONALE 1 SETTORE MECCANICA; PRODUZIONE E MANUTENZIONE DI MACCHINE; IMPIANTISTICA Processo Lavorazioni Meccaniche
REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA SETTORE ECONOMICO PROFESSIONALE 1 SETTORE MECCANICA; PRODUZIONE E MANUTENZIONE DI MACCHINE; IMPIANTISTICA Processo Lavorazioni Meccaniche
AUTODIFFUSIONE Autodiffusione
 DIFFUSIONE ATOMICA La diffusione è un processo importante che influenza il comportamento di un materiale alle alte temperature (creep, trattamenti termici superficiali, tempra chimica del vetro, ricristallizzazione,
DIFFUSIONE ATOMICA La diffusione è un processo importante che influenza il comportamento di un materiale alle alte temperature (creep, trattamenti termici superficiali, tempra chimica del vetro, ricristallizzazione,
3.6 DIAGRAMMI DI TRASFORMAZIONE CON RAFFREDDAMENTO CONTINUO
 3.6 DIAGRAMMI DI TRASFORMAZIONE CON RAFFREDDAMENTO CONTINUO I trattamenti termici isotermi non sono i più pratici da effettuare, infatti essi prevedono che una lega debba essere raffreddata rapidamente
3.6 DIAGRAMMI DI TRASFORMAZIONE CON RAFFREDDAMENTO CONTINUO I trattamenti termici isotermi non sono i più pratici da effettuare, infatti essi prevedono che una lega debba essere raffreddata rapidamente
Power Pulse 400/500 HSL
 400/500 HSL Italiano Power Pulse: Applicazioni Power Pulse 400/500 HSL è una saldatrice professionale ad inverter trifase (400A 100% a 40 C) con carrello traina-filo separato WF 104. Le modalità MIG/MAG
400/500 HSL Italiano Power Pulse: Applicazioni Power Pulse 400/500 HSL è una saldatrice professionale ad inverter trifase (400A 100% a 40 C) con carrello traina-filo separato WF 104. Le modalità MIG/MAG
società specializzata nei trattamenti termici degli acciai
 società specializzata nei trattamenti termici degli acciai >>con i nostri clienti come nel nostro lavoro ci piace andare fino in fondo, al cuore delle cose. PARTNERSHIP SUL PROGETTO DA100ANNI EVOLUZIONE
società specializzata nei trattamenti termici degli acciai >>con i nostri clienti come nel nostro lavoro ci piace andare fino in fondo, al cuore delle cose. PARTNERSHIP SUL PROGETTO DA100ANNI EVOLUZIONE
Le Saldature. Corso di Tecnologie Meccaniche A.A. 2001-02
 Le Saldature Corso di Tecnologie Meccaniche A.A. 2001-02 Tipologie di Saldatura Fusione Ad arco (arc welding) A fascio di energia (energy beam welding) A stato solido Brasatura Incollaggio Saldatura ad
Le Saldature Corso di Tecnologie Meccaniche A.A. 2001-02 Tipologie di Saldatura Fusione Ad arco (arc welding) A fascio di energia (energy beam welding) A stato solido Brasatura Incollaggio Saldatura ad
Materiali, Sviluppo, Soluzioni. Prodotti di Molibdeno per la industria del vetro
 Materiali, Sviluppo, Soluzioni Prodotti di Molibdeno per la industria del vetro H.C. Starck, Molibdeno Materiali come il molibdeno e il tungsteno, sono vitali per le applicazioni di fusione, omogeneizzazione
Materiali, Sviluppo, Soluzioni Prodotti di Molibdeno per la industria del vetro H.C. Starck, Molibdeno Materiali come il molibdeno e il tungsteno, sono vitali per le applicazioni di fusione, omogeneizzazione
La scuola integra culture. Scheda3c
 Scheda3c Gli ELEMENTI DEL CLIMA che caratterizzano le condizioni meteorologiche di una regione sono: la temperatura, la pressione atmosferica, i venti, l umidità e le precipitazioni. La temperatura è data
Scheda3c Gli ELEMENTI DEL CLIMA che caratterizzano le condizioni meteorologiche di una regione sono: la temperatura, la pressione atmosferica, i venti, l umidità e le precipitazioni. La temperatura è data
TRATTAMENTI TERMICI DEGLI ACCIAI
 1. TEMPRA La tempra diretta: TRATTAMENTI TERMICI DEGLI ACCIAI - Aumenta la durezza degli acciai - Conferisce agli acciai la struttura denominata MARTENSITE (soluzione solida interstiziale sovrassatura
1. TEMPRA La tempra diretta: TRATTAMENTI TERMICI DEGLI ACCIAI - Aumenta la durezza degli acciai - Conferisce agli acciai la struttura denominata MARTENSITE (soluzione solida interstiziale sovrassatura
LE VALVOLE TERMOSTATICHE
 LE VALVOLE TERMOSTATICHE Per classificare ed individuare le valvole termostatiche si deve valutare che cosa si vuole ottenere dal loro funzionamento. Per raggiungere un risparmio energetico (cosa per la
LE VALVOLE TERMOSTATICHE Per classificare ed individuare le valvole termostatiche si deve valutare che cosa si vuole ottenere dal loro funzionamento. Per raggiungere un risparmio energetico (cosa per la
Sinterizzazione. Il processo di sinterizzazione. π = D
 Sinterizzazione (M. Casalboni, F. De Matteis) La sinterizzazione è un processo che permette di ottenere corpi solidi di forma definita a partire da polveri di materiali diversi pastiglie di aspirina filamenti
Sinterizzazione (M. Casalboni, F. De Matteis) La sinterizzazione è un processo che permette di ottenere corpi solidi di forma definita a partire da polveri di materiali diversi pastiglie di aspirina filamenti
PROCESSO DI ASSEMBLAGGIO
 PROCESSO DI ASSEMBLAGGIO La fabbricazione degli elementi meccanici seguita dalla loro unione sono i principali compiti dell industria produttiva. Essenzialmente l assemblaggio consiste nel collegare degli
PROCESSO DI ASSEMBLAGGIO La fabbricazione degli elementi meccanici seguita dalla loro unione sono i principali compiti dell industria produttiva. Essenzialmente l assemblaggio consiste nel collegare degli
Studio dei trattamenti termici per acciai speciali
 Università degli Studi di Brescia Facoltà di Ingegneria Corso di laurea in ingegneria dei materiali Studio dei trattamenti termici per acciai speciali Relatore: Ing. Marcello Gelfi Correlatore: Ing. Annalisa
Università degli Studi di Brescia Facoltà di Ingegneria Corso di laurea in ingegneria dei materiali Studio dei trattamenti termici per acciai speciali Relatore: Ing. Marcello Gelfi Correlatore: Ing. Annalisa
Il nuovo acciaio per stampi di medie e grandi dimensioni ad alte prestazioni.
 Il nuovo acciaio per stampi di medie e grandi dimensioni ad alte prestazioni. Generalità KeyLos Plus è un nuovo acciaio dedicato allo stampaggio delle materie plastiche che Lucchini RS propone ai clienti
Il nuovo acciaio per stampi di medie e grandi dimensioni ad alte prestazioni. Generalità KeyLos Plus è un nuovo acciaio dedicato allo stampaggio delle materie plastiche che Lucchini RS propone ai clienti
Università degli Studi di Catania Dipartimento di Metodologie Fisiche e Chimiche per l Ingegneria
 Università degli Studi di Catania Dipartimento di Metodologie Fisiche e Chimiche per l Ingegneria Corso di laurea in Ingegneria Meccanica Corso di Tecnologie di Chimica Applicata LA CORROSIONE Nei terreni
Università degli Studi di Catania Dipartimento di Metodologie Fisiche e Chimiche per l Ingegneria Corso di laurea in Ingegneria Meccanica Corso di Tecnologie di Chimica Applicata LA CORROSIONE Nei terreni
LEZIONI N 24 E 25 UNIONI SALDATE
 LEZIONI N 24 E 25 UNIONI SALDATE Le saldature si realizzano prevalentemente con il metodo dell arco elettrico, utilizzando elettrodi rivestiti, che forniscono il materiale di apporto. Il collegamento è
LEZIONI N 24 E 25 UNIONI SALDATE Le saldature si realizzano prevalentemente con il metodo dell arco elettrico, utilizzando elettrodi rivestiti, che forniscono il materiale di apporto. Il collegamento è
SVILUPPI DEI TRATTAMENTI TERMOCHIMICI DI DIFFUSIONE DA FASE GAS MEDIANTE CARATTERIZZAZIONE SUPERFICIALE GDOES
 SVILUPPI DEI TRATTAMENTI TERMOCHIMICI DI DIFFUSIONE DA FASE GAS MEDIANTE CARATTERIZZAZIONE SUPERFICIALE GDOES Salsomaggiore Terme 6 Maggio 2009 20 Convegno Nazionale dei Trattamenti Termici Gianluca Mancuso
SVILUPPI DEI TRATTAMENTI TERMOCHIMICI DI DIFFUSIONE DA FASE GAS MEDIANTE CARATTERIZZAZIONE SUPERFICIALE GDOES Salsomaggiore Terme 6 Maggio 2009 20 Convegno Nazionale dei Trattamenti Termici Gianluca Mancuso
Esplosioni di polveri: prevenzione
 Esplosioni di polveri: prevenzione ing. Nicola Mazzei Stazione sperimentale per i Combustibili Divisione di Innovhub-Stazioni Sperimentali Industria Tel: 02-51604.256 Fax: 02-514286 Corso CINEAS: La ricerca
Esplosioni di polveri: prevenzione ing. Nicola Mazzei Stazione sperimentale per i Combustibili Divisione di Innovhub-Stazioni Sperimentali Industria Tel: 02-51604.256 Fax: 02-514286 Corso CINEAS: La ricerca
QUALITÀ E TRATTAMENTO DELL ACQUA DEL CIRCUITO CHIUSO
 QUALITÀ E TRATTAMENTO DELL ACQUA DEL CIRCUITO CHIUSO (PARTE 1) FOCUS TECNICO Gli impianti di riscaldamento sono spesso soggetti a inconvenienti quali depositi e incrostazioni, perdita di efficienza nello
QUALITÀ E TRATTAMENTO DELL ACQUA DEL CIRCUITO CHIUSO (PARTE 1) FOCUS TECNICO Gli impianti di riscaldamento sono spesso soggetti a inconvenienti quali depositi e incrostazioni, perdita di efficienza nello
Unioni saldate. (filo continuo)
") Unioni saldate aglio alla fiamma Cannello ossiacetilenico o ossipropilenico getto di ossigeno reazione isotermica aglio al plasma (gas ionizzati) Procedimenti di saldatura Si differenziano per sorgente
Unioni saldate aglio alla fiamma Cannello ossiacetilenico o ossipropilenico getto di ossigeno reazione isotermica aglio al plasma (gas ionizzati) Procedimenti di saldatura Si differenziano per sorgente
TECHNICAL TOOLS VERNICIATURA A POLVERE E DECORAZIONE SUBLIMATICA SU VETRO. Informazioni: 1. Versatilità dei prodotti vernicianti
 TECHNICAL TOOLS Idee e applicazioni con i prodotti Decoral System VERNICIATURA A POLVERE E DECORAZIONE SUBLIMATICA SU VETRO Metodo per l applicazione di prodotti vernicianti in polvere su materiali non
TECHNICAL TOOLS Idee e applicazioni con i prodotti Decoral System VERNICIATURA A POLVERE E DECORAZIONE SUBLIMATICA SU VETRO Metodo per l applicazione di prodotti vernicianti in polvere su materiali non
Corso di tecnologia Scuola media a.s. 2010-2011 PROF. NICOLA CARIDI
 Corso di tecnologia Scuola media a.s. 2010-2011 PROF. NICOLA CARIDI ARGOMENTI TRATTATI: Oggetti materiali e tecnologie Classificazione dei materiali Proprietà dei materiali Proprietà chimico/fisico Proprietà
Corso di tecnologia Scuola media a.s. 2010-2011 PROF. NICOLA CARIDI ARGOMENTI TRATTATI: Oggetti materiali e tecnologie Classificazione dei materiali Proprietà dei materiali Proprietà chimico/fisico Proprietà
Alluminio e sue leghe
 Alluminio e sue leghe Proprietà dell alluminio puro Basso peso specifico Elevata conducibilità eletrica Buona resistenza alla corrosione Scarse caratteristiche meccaniche L alligazione dell alluminio ne
Alluminio e sue leghe Proprietà dell alluminio puro Basso peso specifico Elevata conducibilità eletrica Buona resistenza alla corrosione Scarse caratteristiche meccaniche L alligazione dell alluminio ne
RAPPORTO DI ISPEZIONE
 RAPPORTO DI ISPEZIONE DATI ANAGRAFICI APPARECCHIO Società Reparto Servizio Posizione Matricola Costruttore N fabbrica Data es. F301 xxxxxxxx xxxxxxxx xxxxxxx SERPENTINO FORNO DATI TECNICI APPARECCHIO Materiale
RAPPORTO DI ISPEZIONE DATI ANAGRAFICI APPARECCHIO Società Reparto Servizio Posizione Matricola Costruttore N fabbrica Data es. F301 xxxxxxxx xxxxxxxx xxxxxxx SERPENTINO FORNO DATI TECNICI APPARECCHIO Materiale
PAGINA 1 DI 5 MOLYKOTE
 PAGINA 1 DI 5 MOLYKOTE CARATTERISTICHE Le lacche Molykote sono dispersioni di sostanze lubrificanti solide, come ad esempio il bisolfuro di molibdeno, e di resine leganti organiche o inorganiche finemente
PAGINA 1 DI 5 MOLYKOTE CARATTERISTICHE Le lacche Molykote sono dispersioni di sostanze lubrificanti solide, come ad esempio il bisolfuro di molibdeno, e di resine leganti organiche o inorganiche finemente
Il nuovo acciaio pre-bonificato per stampi di medie e grandi dimensioni
 Il nuovo acciaio pre-bonificato per stampi di medie e grandi dimensioni Generalità Analisi chimica KeyLos UP nasce dalla pluriennale esperienza di Lucchini RS nella produzione degli acciai dedicati al
Il nuovo acciaio pre-bonificato per stampi di medie e grandi dimensioni Generalità Analisi chimica KeyLos UP nasce dalla pluriennale esperienza di Lucchini RS nella produzione degli acciai dedicati al
Effetto di elementi alliganti in Fe-C
 Effetto di elementi alliganti in Fe-C A: austenitizzanti (gammogeni), Ni, Co, Mn, C, N B: ferritizzanti (alfogeni), Cr, Mo, V, W, Ta, Si, P, La solubilità può essere limitata (B, P, S, Cu, Pb,,..) Effetto
Effetto di elementi alliganti in Fe-C A: austenitizzanti (gammogeni), Ni, Co, Mn, C, N B: ferritizzanti (alfogeni), Cr, Mo, V, W, Ta, Si, P, La solubilità può essere limitata (B, P, S, Cu, Pb,,..) Effetto
Tecnologia Meccanica prof. Luigi Carrino. Diagrammi di stato
 Diagrammi di stato Introduzione Fase: regione in un materiale che è diversa per struttura e funzione da altre regioni. Diagramma di stato: rappresenta le fasi presenti nel metallo in diverse condizioni
Diagrammi di stato Introduzione Fase: regione in un materiale che è diversa per struttura e funzione da altre regioni. Diagramma di stato: rappresenta le fasi presenti nel metallo in diverse condizioni
SCHEDA DI APPROFONDIMENTO TECNICO SULLA SALDATURA DEGLI ACCIAI SUPERFERRITICI AST470LI EN1.4613 E AST460LI EN1.4611
 SCHEDA DI APPROFONDIMENTO TECNICO SULLA SALDATURA DEGLI ACCIAI SUPERFERRITICI AST470LI EN1.4613 E AST460LI EN1.4611 Acciai Speciali Terni Gli acciai inox superferritici della Acciai Speciali Terni: perché
SCHEDA DI APPROFONDIMENTO TECNICO SULLA SALDATURA DEGLI ACCIAI SUPERFERRITICI AST470LI EN1.4613 E AST460LI EN1.4611 Acciai Speciali Terni Gli acciai inox superferritici della Acciai Speciali Terni: perché
Temperatura e Calore
 Temperatura e Calore 1 Temperatura e Calore Stati di Aggregazione Temperatura Scale Termometriche Dilatazione Termica Il Calore L Equilibrio Termico La Propagazione del Calore I Passaggi di Stato 2 Gli
Temperatura e Calore 1 Temperatura e Calore Stati di Aggregazione Temperatura Scale Termometriche Dilatazione Termica Il Calore L Equilibrio Termico La Propagazione del Calore I Passaggi di Stato 2 Gli
Lezione. Tecnica delle Costruzioni
 Lezione Tecnica delle Costruzioni 1 Materiali Caratteristiche dell acciaio Acciaio = lega ferro-carbonio Caratteristiche importanti: resistenza duttilità = capacità di deformarsi plasticamente senza rompersi
Lezione Tecnica delle Costruzioni 1 Materiali Caratteristiche dell acciaio Acciaio = lega ferro-carbonio Caratteristiche importanti: resistenza duttilità = capacità di deformarsi plasticamente senza rompersi
La resistenza di un materiale dal comportamento fragile va analizzata attraverso gli strumenti della meccanica della frattura.
 La resistenza di un materiale dal comportamento fragile va analizzata attraverso gli strumenti della meccanica della frattura. Il sistema di riferimento è quello di un componente soggetto a carichi esterni
La resistenza di un materiale dal comportamento fragile va analizzata attraverso gli strumenti della meccanica della frattura. Il sistema di riferimento è quello di un componente soggetto a carichi esterni
IL RISPARMIO ENERGETICO E GLI AZIONAMENTI A VELOCITA VARIABILE L utilizzo dell inverter negli impianti frigoriferi.
 IL RISPARMIO ENERGETICO E GLI AZIONAMENTI A VELOCITA VARIABILE L utilizzo dell inverter negli impianti frigoriferi. Negli ultimi anni, il concetto di risparmio energetico sta diventando di fondamentale
IL RISPARMIO ENERGETICO E GLI AZIONAMENTI A VELOCITA VARIABILE L utilizzo dell inverter negli impianti frigoriferi. Negli ultimi anni, il concetto di risparmio energetico sta diventando di fondamentale
UNIVERSITA DEGLI STUDI DI BRESCIA
 UNIVERSITA DEGLI STUDI DI BRESCIA ESAME DI STATO DI ABILITAZIONE ALL'ESERCIZIO DELLA PROFESSIONE DI INGEGNERE (Lauree di primo livello D.M. 509/99 e D.M. 270/04 e Diploma Universitario) SEZIONE B - Prima
UNIVERSITA DEGLI STUDI DI BRESCIA ESAME DI STATO DI ABILITAZIONE ALL'ESERCIZIO DELLA PROFESSIONE DI INGEGNERE (Lauree di primo livello D.M. 509/99 e D.M. 270/04 e Diploma Universitario) SEZIONE B - Prima
Anno 2014. Rapporto ambientale
 Anno 2014 Rapporto ambientale 1 ANNO 2014 Nell anno 2005 la SITI TARGHE S.r.l. ha ottenuto la certificazione ambientale secondo la norma internazionale ISO 14001:2004, rinnovata nel 2008, nel 2011 e nel
Anno 2014 Rapporto ambientale 1 ANNO 2014 Nell anno 2005 la SITI TARGHE S.r.l. ha ottenuto la certificazione ambientale secondo la norma internazionale ISO 14001:2004, rinnovata nel 2008, nel 2011 e nel
Antincendio. Corso per Volontari Operativi Generici di Protezione Civile
 Antincendio Corso per Volontari Operativi Generici di Protezione Civile realizzato secondo gli Standard Regionali in materia di Formazione per la Protezione Civile D.G.R. 4036/2007 - Scuola Superiore di
Antincendio Corso per Volontari Operativi Generici di Protezione Civile realizzato secondo gli Standard Regionali in materia di Formazione per la Protezione Civile D.G.R. 4036/2007 - Scuola Superiore di
Blade cooling Gas Turbine. Impianti per l Energia l
 Blade cooling Gas Turbine Impianti per l Energia l 2010-2011 2011 Effetto della temperatura massima del ciclo sulle prestazioni dei turbogas Effetto della temperatura massima del ciclo sulle prestazioni
Blade cooling Gas Turbine Impianti per l Energia l 2010-2011 2011 Effetto della temperatura massima del ciclo sulle prestazioni dei turbogas Effetto della temperatura massima del ciclo sulle prestazioni
FENOMENI DI CORROSIONE ED OSSIDAZIONE La corrosione è un fenomeno di degrado dei metalli. E un fenomeno termodinamico (chiamato anche
 FENOMENI DI CORROSIONE ED OSSIDAZIONE La corrosione è un fenomeno di degrado dei metalli. E un fenomeno termodinamico (chiamato anche antimetallurgia) che si manifesta spontaneamente se: G
FENOMENI DI CORROSIONE ED OSSIDAZIONE La corrosione è un fenomeno di degrado dei metalli. E un fenomeno termodinamico (chiamato anche antimetallurgia) che si manifesta spontaneamente se: G
Gli Acciai Inossidabili
 Gli Acciai Inossidabili Bibliografia: Metals Handbook, vol. 1, IX ed. Gli acciai inossidabili G. Di Caprio Bib. Tec. Hoepli UNI-Euronorm Inossidabile? La resistenza alla corrosione degli acciai è funzione
Gli Acciai Inossidabili Bibliografia: Metals Handbook, vol. 1, IX ed. Gli acciai inossidabili G. Di Caprio Bib. Tec. Hoepli UNI-Euronorm Inossidabile? La resistenza alla corrosione degli acciai è funzione
Acciaio per lavorazioni a caldo
 Acciaio per lavorazioni a caldo Generalità BeyLos 2343 è un acciaio legato al cromo molibdeno, vanadio progettato per la realizzazione di matrici, stampi o punzoni o altri particolari che devono lavorare
Acciaio per lavorazioni a caldo Generalità BeyLos 2343 è un acciaio legato al cromo molibdeno, vanadio progettato per la realizzazione di matrici, stampi o punzoni o altri particolari che devono lavorare
Energia nelle reazioni chimiche. Lezioni d'autore di Giorgio Benedetti
 Energia nelle reazioni chimiche Lezioni d'autore di Giorgio Benedetti VIDEO Introduzione (I) L energia chimica è dovuta al particolare arrangiamento degli atomi nei composti chimici e le varie forme di
Energia nelle reazioni chimiche Lezioni d'autore di Giorgio Benedetti VIDEO Introduzione (I) L energia chimica è dovuta al particolare arrangiamento degli atomi nei composti chimici e le varie forme di
Genova 15 01 14 TIPOLOGIE DI LAMPADE
 Genova 15 01 14 TIPOLOGIE DI LAMPADE Le lampade a vapori di mercurio sono sicuramente le sorgenti di radiazione UV più utilizzate nella disinfezione delle acque destinate al consumo umano in quanto offrono
Genova 15 01 14 TIPOLOGIE DI LAMPADE Le lampade a vapori di mercurio sono sicuramente le sorgenti di radiazione UV più utilizzate nella disinfezione delle acque destinate al consumo umano in quanto offrono
una saldatura ad arco
 UTENSILERIA Realizzare una saldatura ad arco 0 1 Il tipo di saldatura Saldatrice ad arco La saldatura ad arco si realizza con un altissima temperatura (almeno 3000 c) e permette la saldatura con metallo
UTENSILERIA Realizzare una saldatura ad arco 0 1 Il tipo di saldatura Saldatrice ad arco La saldatura ad arco si realizza con un altissima temperatura (almeno 3000 c) e permette la saldatura con metallo
I.I.S. Morea Vivarelli --- Fabriano. Disciplina: SCIENZE TECNOLOGIE APPLICATE. Modulo N. 1 _ MATERIALI DA COSTRUZIONE
 I.I.S. Morea Vivarelli --- Fabriano Disciplina: SCIENZE TECNOLOGIE APPLICATE Modulo N. 1 _ MATERIALI DA COSTRUZIONE Questionario N. 1C - Materiali Metallici per la classe 2^ C.A.T. Questo questionario
I.I.S. Morea Vivarelli --- Fabriano Disciplina: SCIENZE TECNOLOGIE APPLICATE Modulo N. 1 _ MATERIALI DA COSTRUZIONE Questionario N. 1C - Materiali Metallici per la classe 2^ C.A.T. Questo questionario
MANUALE DELLA SALDATURA
 MANUALE DELLA SALDATURA INDICE : 1 Introduzione generale 2 Procedimenti di saldatura 2.a. Saldatura ossiacetilenica o brasatura 2.b. Saldatura ad arco con elettrodi rivestiti 2.c. Saldatura ad arco sommerso
MANUALE DELLA SALDATURA INDICE : 1 Introduzione generale 2 Procedimenti di saldatura 2.a. Saldatura ossiacetilenica o brasatura 2.b. Saldatura ad arco con elettrodi rivestiti 2.c. Saldatura ad arco sommerso
Saldare con il WELDOX e l HARDOX
 Saldatura Saldare con il WELDOX e l HARDOX L acciaio strutturale WELDOX e l acciaio antiusura HARDOX abbinano prestazioni di vertice con una saldabilità eccezionale. Possono essere saldati, infatti, con
Saldatura Saldare con il WELDOX e l HARDOX L acciaio strutturale WELDOX e l acciaio antiusura HARDOX abbinano prestazioni di vertice con una saldabilità eccezionale. Possono essere saldati, infatti, con
Capitolo 1 COSTITUZIONE DELLA MATERIA
 ITST J.F. KENNEDY - PN Disciplina: TECNOLOGIA MECCANICA Capitolo 1 COSTITUZIONE DELLA MATERIA A cura di Prof. Antonio Screti LA COSTITUZIONE DELLA MATERIA CARATTERISTICHE DEI MATERIALI METALLICI Le caratteristiche
ITST J.F. KENNEDY - PN Disciplina: TECNOLOGIA MECCANICA Capitolo 1 COSTITUZIONE DELLA MATERIA A cura di Prof. Antonio Screti LA COSTITUZIONE DELLA MATERIA CARATTERISTICHE DEI MATERIALI METALLICI Le caratteristiche
LEGHE FERRO - CARBONIO
 LEGHE FERRO - CARBONIO Le leghe binarie ferro-carbonio comprendono gli acciai ordinari e le ghise. Come già studiato gli acciai hanno percentuale di carbonio tra 0,008 e 2,06, le ghise tra 2,06 e 6,67.
LEGHE FERRO - CARBONIO Le leghe binarie ferro-carbonio comprendono gli acciai ordinari e le ghise. Come già studiato gli acciai hanno percentuale di carbonio tra 0,008 e 2,06, le ghise tra 2,06 e 6,67.
CORROSIONE INTERSTIZIALE
 CORROSIONE INTERSTIZIALE La corrosione interstiziale presenta alcuni aspetti in comune con la pitting corrosion. Si tratta di corrosione localizzata e si manifesta con la formazione di caverne in corrispondenza
CORROSIONE INTERSTIZIALE La corrosione interstiziale presenta alcuni aspetti in comune con la pitting corrosion. Si tratta di corrosione localizzata e si manifesta con la formazione di caverne in corrispondenza
MISURE DI POTERE CALORIFICO E COMPOSIZIONE
 MISURE DI POTERE CALORIFICO E COMPOSIZIONE Potere calorifico dei combustibili: bomba calorimetrica e calorimetro di Junkers Composizione: gascromatografia Composizione dei gas combusti: o Sonda λ o Strumenti
MISURE DI POTERE CALORIFICO E COMPOSIZIONE Potere calorifico dei combustibili: bomba calorimetrica e calorimetro di Junkers Composizione: gascromatografia Composizione dei gas combusti: o Sonda λ o Strumenti
Università degli studi di Padova
 Università degli studi di Padova Dipartimento di Ingegneria Industriale UNIVERSITÀ DEGLI STUDI DI PADOVA CORSO DI LAUREA MAGISTRALE IN INGEGNERIA DEI MATERIALI Influenza dei parametri operativi sulla
Università degli studi di Padova Dipartimento di Ingegneria Industriale UNIVERSITÀ DEGLI STUDI DI PADOVA CORSO DI LAUREA MAGISTRALE IN INGEGNERIA DEI MATERIALI Influenza dei parametri operativi sulla
ESSICCAZIONE E COTTURA DI PIASTRELLE CERAMICHE
 ESSICCAZIONE E COTTURA DI PIASTRELLE CERAMICHE Indice Premessa Nota degli autori PARTE PRIMA ESSICCAZIONE E COTTURA: NOZIONI FONDAMENTALI Capitolo 1. INTRODUZIONE Capitolo 2. IL CALORE 1. I principali
ESSICCAZIONE E COTTURA DI PIASTRELLE CERAMICHE Indice Premessa Nota degli autori PARTE PRIMA ESSICCAZIONE E COTTURA: NOZIONI FONDAMENTALI Capitolo 1. INTRODUZIONE Capitolo 2. IL CALORE 1. I principali
Eccesso di inoculazione nelle ghise grige e sferoidali. Brescia, 22 Novembre 2014 Linda Mazzocco & Fiorenzo Santorini
 Eccesso di inoculazione nelle ghise grige e sferoidali Brescia, 22 Novembre 2014 Linda Mazzocco & Fiorenzo Santorini 1 Scopo della presentazione e temi trattati Difetti provocati da eccesso di precondizionamento
Eccesso di inoculazione nelle ghise grige e sferoidali Brescia, 22 Novembre 2014 Linda Mazzocco & Fiorenzo Santorini 1 Scopo della presentazione e temi trattati Difetti provocati da eccesso di precondizionamento
ALLEGATO A. RELAZIONE TECNICA Università degli Studi di Modena e Reggio Emilia
 ALLEGATO A RELAZIONE TECNICA Università degli Studi di Modena e Reggio Emilia 1 Prove sperimentali sull efficacia di supporti in polipropilene per piastrelle Nella presente relazione tecnica si riportano
ALLEGATO A RELAZIONE TECNICA Università degli Studi di Modena e Reggio Emilia 1 Prove sperimentali sull efficacia di supporti in polipropilene per piastrelle Nella presente relazione tecnica si riportano
CURVE DI BAIN. Curve di Bain TTT per un acciaio eutettoide
 CURVE DI BAIN Le strutture che appaiono nel diagramma Fe-C sono ottenute in seguito a raffreddamenti molto lenti. Quando i raffreddamenti sono di tipo diverso, si ottengono via via strutture non previste
CURVE DI BAIN Le strutture che appaiono nel diagramma Fe-C sono ottenute in seguito a raffreddamenti molto lenti. Quando i raffreddamenti sono di tipo diverso, si ottengono via via strutture non previste
TERMOMETRIA E PROCESSI TERMICI
 TERMOMETRIA E PROCESSI TERMICI SISTEMA parte di materia e/o spazio, idealmente isolata, su cui si concentra ntra l attenzione dell osservatore AMBIENTE ESTERNO tutto ciò che sta al di fuori, ma pur sempre
TERMOMETRIA E PROCESSI TERMICI SISTEMA parte di materia e/o spazio, idealmente isolata, su cui si concentra ntra l attenzione dell osservatore AMBIENTE ESTERNO tutto ciò che sta al di fuori, ma pur sempre
Politecnico di Torino Dipartimento di Meccanica DAI PROVINI AI COMPONENTI
 DAI PROVINI AI COMPONENTI Vi sono molti fattori che influenzano la resistenza a fatica; fra i fattori che riguardano il componente hanno particolare importanza: le dimensioni (C S ) la presenza di intagli
DAI PROVINI AI COMPONENTI Vi sono molti fattori che influenzano la resistenza a fatica; fra i fattori che riguardano il componente hanno particolare importanza: le dimensioni (C S ) la presenza di intagli
'RPDQGHFRQFHWWXDOL Alcuni interrogativi su fenomeni fisici e chimici
 ,OPDWHULDOHGLGDWWLFRFKHVHJXHqVWDWRVFHOWRWUDGRWWRHDGDWWDWRGDO*UXSSRGLFKLPLFD GHOO,7,60DMRUDQDGL*UXJOLDVFR7RULQR0DUFR)DODVFD$QJHOR&LPHQLV3DROD&RVFLD /RUHGDQD$QJHOHUL$QWRQHOOD0DUWLQL'DULR*D]]ROD*UD]LD5L]]R*LXVL'L'LR
,OPDWHULDOHGLGDWWLFRFKHVHJXHqVWDWRVFHOWRWUDGRWWRHDGDWWDWRGDO*UXSSRGLFKLPLFD GHOO,7,60DMRUDQDGL*UXJOLDVFR7RULQR0DUFR)DODVFD$QJHOR&LPHQLV3DROD&RVFLD /RUHGDQD$QJHOHUL$QWRQHOOD0DUWLQL'DULR*D]]ROD*UD]LD5L]]R*LXVL'L'LR
Termologia. Introduzione Scale Termometriche Espansione termica Capacità termica e calori specifici Cambiamenti di fase e calori latenti
 Termologia Introduzione Scale Termometriche Espansione termica Capacità termica e calori specifici Cambiamenti di fase e calori latenti Trasmissione del calore Legge di Wien Legge di Stefan-Boltzmann Gas
Termologia Introduzione Scale Termometriche Espansione termica Capacità termica e calori specifici Cambiamenti di fase e calori latenti Trasmissione del calore Legge di Wien Legge di Stefan-Boltzmann Gas
L acciaio può essere sottoposto a svariati trattamenti che agiscono sulla sua struttura cristallina, modificandone le caratteristiche fisiche e
 L acciaio può essere sottoposto a svariati trattamenti che agiscono sulla sua struttura cristallina, modificandone le caratteristiche fisiche e meccaniche in modo da renderlo idoneo a particolari impieghi.
L acciaio può essere sottoposto a svariati trattamenti che agiscono sulla sua struttura cristallina, modificandone le caratteristiche fisiche e meccaniche in modo da renderlo idoneo a particolari impieghi.
STOCCAGGIO DI IDROGENO NEI SOLIDI ATTIVITA DI RICERCA PRESSO IL POLITECNICO DI TORINO
 STOCCAGGIO DI IDROGENO NEI SOLIDI ATTIVITA DI RICERCA PRESSO IL POLITECNICO DI TORINO A. TAGLIAFERROT LAQ In.Te.S.E. Politecnico di Torino SOMMARIO Il problema Le possibili tecnologie Il contributo del
STOCCAGGIO DI IDROGENO NEI SOLIDI ATTIVITA DI RICERCA PRESSO IL POLITECNICO DI TORINO A. TAGLIAFERROT LAQ In.Te.S.E. Politecnico di Torino SOMMARIO Il problema Le possibili tecnologie Il contributo del
L ultima operazione è quella che ci permette di trasformare il nostro linguaggio di disegno in linguaggio macchina, cioè, grazie a dei programmi
 MODULO 9 Introduzione a un progetto: realizzazione dei disegni meccanici con l ausilio di programmi CAD-CAM. Concetti di base su programmazione su macchine utensili a CNC: tornio, fresatrici ed elettroerosione.
MODULO 9 Introduzione a un progetto: realizzazione dei disegni meccanici con l ausilio di programmi CAD-CAM. Concetti di base su programmazione su macchine utensili a CNC: tornio, fresatrici ed elettroerosione.
METODOLOGIA DI REALIZZAZIONE DI UN PORTAMOZZO: DALLA FUSIONE IN GRAVITA ALLA FUSIONE IN BASSA PRESSIONE
 UNIVERSITA DEGLI STUDI DI BERGAMO FACOLTA DI INGEGNERIA MECCANICA METODOLOGIA DI REALIZZAZIONE DI UN PORTAMOZZO: DALLA FUSIONE IN GRAVITA ALLA FUSIONE IN BASSA PRESSIONE Sommario Obiettivo Il progetto
UNIVERSITA DEGLI STUDI DI BERGAMO FACOLTA DI INGEGNERIA MECCANICA METODOLOGIA DI REALIZZAZIONE DI UN PORTAMOZZO: DALLA FUSIONE IN GRAVITA ALLA FUSIONE IN BASSA PRESSIONE Sommario Obiettivo Il progetto
Caratterizzazione di un cogeneratore a combustione esterna: la macchina di Striling nel laboratorio mobile del progetto Sinergreen
 Caratterizzazione di un cogeneratore a combustione esterna: la macchina di Striling nel laboratorio mobile del progetto Sinergreen 1 SCHEMA DI PRINCIPIO PERDITE 10 ENERGIA PRIMARIA 100 ENERGIA TERMICA
Caratterizzazione di un cogeneratore a combustione esterna: la macchina di Striling nel laboratorio mobile del progetto Sinergreen 1 SCHEMA DI PRINCIPIO PERDITE 10 ENERGIA PRIMARIA 100 ENERGIA TERMICA
MATRICE DELLE COMPETENZE DI SCIENZE E TECNOLIE APPLICATE INDIRIZZO DI MECCANICA, MECCATRONICA ED ENERGIA
 MATRICE DELLE COMPETENZE DI SCIENZE E TECNOLIE APPLICATE INDIRIZZO DI MECCANICA, MECCATRONICA ED ENERGIA Competenze in esito al quinquennio (dall Allegato C del Regolamento) 1. Individuare le proprietà
MATRICE DELLE COMPETENZE DI SCIENZE E TECNOLIE APPLICATE INDIRIZZO DI MECCANICA, MECCATRONICA ED ENERGIA Competenze in esito al quinquennio (dall Allegato C del Regolamento) 1. Individuare le proprietà
5. Unioni saldate. (filo continuo)
") 5. Unioni saldate 5.1.1 Taglio alla fiamma Cannello ossiacetilenico o ossipropilenico getto di ossigeno reazione isotermica Taglio al plasma (gas ionizzati) 5.1. Procedimenti di saldatura Si differenziano
5. Unioni saldate 5.1.1 Taglio alla fiamma Cannello ossiacetilenico o ossipropilenico getto di ossigeno reazione isotermica Taglio al plasma (gas ionizzati) 5.1. Procedimenti di saldatura Si differenziano