Lavorazioni per asportazione di truciolo
|
|
|
- Lucio Sacchi
- 6 anni fa
- Visualizzazioni
Transcript
1 Lavorazioni per asportazione di truciolo Distacco di alcune parti di materiale dal pezzo attraverso l interazione con utensili che agiscono in maniera progressiva - cinematica del taglio - meccanica del taglio - parametri di lavorazione - risultati delle lavorazione - macchine e processi Taglio ortogonale Asportazione di truciolo 1
2 Formazione del truciolo h c utensile Azione di utensile elementare truciolo h o misure sperimentali mostrano: - produzione di calore - spessore del truciolo h c > h o - durezza del truciolo > durezza metallo base materiale in lavorazione la formazione del truciolo avviene per deformazione plastica Asportazione di truciolo 2
3 Tipi di truciolo Ad elementi staccati tipico di materiali duri, fragili (ottone, ghisa). Non si ha deformazione nella zona secondaria. Segmentato tipico di materiali duri ma tenaci (acciai alto carbonio). Si ha modesta deformazione nella zona secondaria. Fluente, continuo, tipico di materiali duttili (acciai basso carbonio, alluminio, alcune leghe leggere). La deformazione e l attrito nella zona di deformazione secondaria portano a notevole produzione di calore. Fluente, continuo frammentato, indica che nella zona di deformazione primaria si è avuta una variazione della direzione di deformazione vibrazioni,irregolarità, durata inferiore di utensile. Asportazione di truciolo 3
4 Metodi per analizzare la deformazione plastica durante la lavorazione - taglio interrotto - microscopia ottica ed elettronica della morfologia del truciolo Dispositivo quick stop tests Asportazione di truciolo 4




5 Truciolo continuo Truciolo segmentato Truciolo discontinuo zona di deformazione plastica secondaria zona di deformazione plastica primaria Asportazione di truciolo 5
6 TAGLIO ORTOGONALE LIBERO IPOTESI: - larghezza del tagliente maggiore di larghezza del pezzo - velocità di taglio costante lungo tagliente - tagliente perpendicolare alla velocità di taglio Asportazione di truciolo 6
7 Formazione del truciolo h c Φ angolo di scorrimento h c h o spessore del truciolo spessore del truciolo indeformato r c = h c / h o fattore di ricalcamento geometricamente: r c = sen ( φ ) / cos ( φ γ ) h o φ Asportazione di truciolo 7
8 Utensile elementare ANGOLI DI TAGLIO γ angolo di spoglia frontale > 0, < 0, = 0 α angolo di spoglia dorsale > 0 β angolo di taglio > 0 γ + α + β = 90 - g + b a Asportazione di truciolo 8
9 E necessario trovare il piano sul quale si ha lo scorrimento. Un piano caratterizzato da un certo φ nel quale la τ s sia massima E necessariamente maggiore della resistenza alla deformazione del materiale. La forza F z che provoca scorrimento su quel piano è quindi la forza minima che può formare truciolo. Il problema è quindi quello di trovare una espressione F z = f( φ, µ, γ ), ricavare il valore di φ che rende minima la F la forza generica che si scambiano utensile e pezzo può essere scomposta lungo direzioni di interesse tecnologico: - direzione velocità di taglio potenza di taglio scelta macchina e parametri - direzione perpendicolare inflessione pezzo tolleranza di lavorazione - direzione petto utensile usura utensile cambio utensili - direzione piano di scorrimento minima forza condizioni per il taglio Studio cinematico e dinamico Asportazione di truciolo 9
/CO permette di ottenere la deformazione: γ s = cot φ + tan (φ γ) e poi (minimizzando γ s ) φ = 45 + γ / 2 Asportazione di")
10 Modello di Pijspanen per la formazione del truciolo Truciolo Angolo di spoglia frontale γ Utensile γ γ Pezzo Piano di scorrimento γ γs = AB/CO=(AO+OB)/CO permette di ottenere la deformazione: γ s = cot φ + tan (φ γ) e poi (minimizzando γ s ) φ = 45 + γ / 2 Asportazione di truciolo 10
11 V t velocità relativa utensile pezzo velocità di taglio V s velocità relativa truciolo pezzo velocità di scorrimento γ V f V t φ V s V f velocità relativa truciolo utensile velocità di flusso Con varie relazioni è possibile determinare tali valori V t x h o = V f x h c V t = V f x r c V s = V f cosγ / sinφ. ed infine la velocità di deformazione γ s = V t / d cos γ / cos ( φ γ ) Misurando d c.a. 1/1000 1/100 mm La velocità di taglio 2m/s γ c.a. 10 φ c.a. 40. γs [ s -1 ] Questa velocità di deformazione è molto maggiore di quella utilizzata nella prova di trazione Asportazione di truciolo 11
12 Modello di Merchant Il truciolo è in equilibrio sotto l azione dell utensile e la reazione del pezzo Asportazione di truciolo 12
13 Scomposizione della forza risultante secondo il cerchio di Merchant R = SQR ( F 2 z + F 2 x ) F z = R cos ( µ γ ) F x = R sen ( µ γ ) F s = R cos (φ + µ γ ) = F z cos φ F x sen φ F n = R sen ( φ + µ γ ) = F z sin φ + F x cos φ T = R sen µ e N = R cos µ Asportazione di truciolo 13
14 Sul piano di scorrimento τ σ s s ( + ) F cos sin s F R φ µ γ φ s = = sin φ = S S S s ( + ) F sin sin n F R φ µ γ φ n = = sin φ = S S S s ( S = h 0 1) F z ( ) ( ) ( ) ( ) Fs cos µ γ τ sh0 cos µ γ = = cos φ + µ γ sin φ cos φ + µ γ Asportazione di truciolo 14
15 derivando rispetto a φ ed uguagliando a zero: ( + ) ( + ) 2 2 sin cos ( + ) df cosφ cos φ µ γ sin φ sin φ µ γ z = τ s S = dφ φ φ µ γ 0 cioè: ( ) ( ) ( ) cos φ cos φ + µ γ sin φ sin φ + µ γ = cos φ + φ + µ γ = 0 Asportazione di truciolo 15
16 Relazione di Ernst - Merchant 2 φ + µ γ = π / 2 angolo di scorrimento: - diminuisce con l aumentare dell angolo di attrito - aumenta con l angolo di spoglia frontale L evidenza sperimentale mostra una certa differenza da tale relazione e allora Merchant, considerando anche la σ s, secondo la τ s = τ o + k σ s ha proposto la: 2 φ + µ γ = ζ la determinazione sperimentale di ζ permette un migliore accordo Asportazione di truciolo 16
 - difficile determinazione τ s e φ - alcune ipotesi semplificative per ottenere soluzione Asportazione di truciolo 17")
17 FORZA DI TAGLIO Metodo del τ s (analitico) F F z x = τ S s = τ S s ( ζ φ ) ( ) cos 2 sin φ cos ζ φ ( ζ φ ) ( ) sin 2 sin φ cos ζ φ ( S = h 0 1) - difficile determinazione τ s e φ - alcune ipotesi semplificative per ottenere soluzione Asportazione di truciolo 17
18 Metodo del Ks (sperimentale) F z = K s A - tiene conto della reale situazione tecnologica - le approssimazioni sono più che accettabili e si evitano molti calcoli Il metodo è prettamente tecnologico in quanto la determinazione del Ks viene fatta attraverso la misura delle forze di taglio nelle condizioni reali di lavoro Determinazione del K s - si scelgono alcune condizioni sperimentali spessore del truciolo velocità di taglio angolo γ - si effettuano prove di taglio e si misura la F t - si calcola K s = F t / A o A o = h o b = a p sezione del truciolo indeformato Asportazione di truciolo 18





")
19 Metodi e strumenti per la misura delle forze di taglio celle di carico piezoelettriche trasduttori magnetici celle di carico elastiche trasduttori capacitivi La conoscenza della forza principale di taglio permette inoltre attraverso relazioni empiriche la determinazione delle altre forze di interesse tecnologico, F n e F a (normale e avanzamento) trasduttori induttivi Asportazione di truciolo 19
20 Relazione pressione (energia) specifica di taglio / spessore truciolo indeformato K s = K so h -z prove sperimentali per vari materiali danno i risultati riportati in tabella acciai ghise ottoni leghe leggere z Relazione di Kronemberg (per gli acciai): K so = 2.4 R m β [ dan/mm 2 ] log K s K s log ( A o, h o ) A o, h o Asportazione di truciolo 20
21 in funzione dell angolo γ Ft serve principalmente per la determinazione della potenza di taglio in funzione della velocità di taglio Fa influenza inflessione utensile, contribuisce (poco) alla potenza di taglio Fr determina principalmente l inflessione del pezzo e quindi le tolleranze di lavorazione non contribuisce alla potenza di taglio Asportazione di truciolo 21
22 Potenza di lavorazione Potenza di taglio: - Velocità di taglio - Forza di taglio ( P = L / t = F s / t = F V ) Potenza di avanzamento: - Velocità di avanzamento - Forza di avanzamento Potenza di repulsione: - Velocità di repulsione - Forza di repulsione Dati noti: Vt, Ft, Va, Vr inoltre: Fr = % Ft Fa = 20-30% Ft P = Vt Ft + Va Fa Asportazione di truciolo 22
23 Parametri di lavorazione Utensile Forma dell utensile - angolo di spoglia frontale γ diminuisce F t truciolo fluente migliora finitura superficiale minori potenze minore usura utensile utensile meno robusto sgrossatura max 6 finitura fino a 20 (alluminio) - angolo di spoglia dorsale α evita strisciamento del dorso dell utensile evita danneggiamento superficie lavorata deve essere - piccolo per non indebolire l utensile - grande per non causare strisciamento - grande se E è piccolo (alluminio) acciai 6-8 Al Asportazione di truciolo 23
24 Materiali dell utensile - Effetti termici - Effetti meccanici - Usura - Durezza alta temperatura - Elevata resistenza meccanica statica e dinamica ad alta temperatura - Resistenza all abrasione I materiali per utensili nella storia Asportazione di truciolo 24
25 Durezza vs. temperatura Asportazione di truciolo 25

26 durezza a caldo vs. tenacità Asportazione di truciolo 26
27 Acciai alto legati medio carbonio (0.7) alto contenuto di elementi di lega (W 18%, 4 Cr, 2.5 Co, 1 V) adeguato TT --> formazione di WC e CrC grani fini (Cr) resistenza all usura (V 4 C 3 ) durezza a caldo (Co in soluzione) fucinatura (900 C) tempra (1250 C) rinvenimento (580 C) X75W18KUTF X80WCo1818KUTF Vt 80 m / min Carburi sinterizzati WC (>90%), Co (legante, <10%) TiC resistenza all usura TaC resistenza alla craterizzazione NbC tenacità, durezza a caldo Vt 200 m / min Carburi ricoperti TiN TiC Al 2 O 3 TiCN ZrN ottima resistenza all usura, buona tenacità Asportazione di truciolo 27
28 Produzione inserti sinterizzati in WC Asportazione di truciolo 28

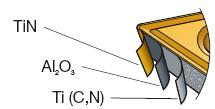
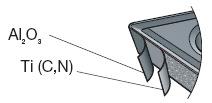
29 Ricoprimenti multistrato Asportazione di truciolo 29





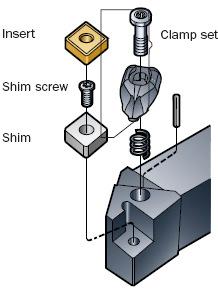
30 Utilizzo inserti sinterizzati Rompi-truciolo Porta-utensili Asportazione di truciolo 30
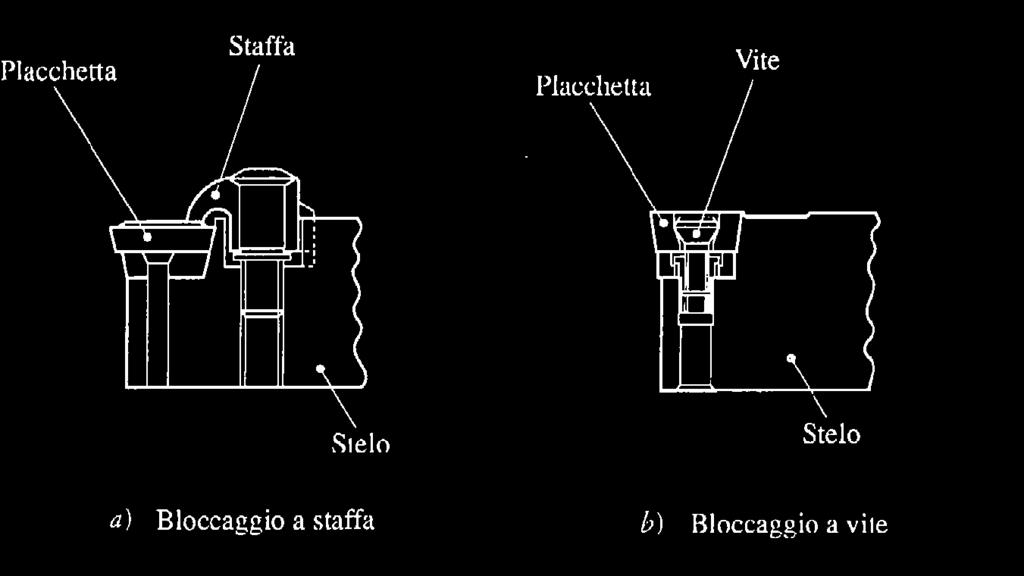




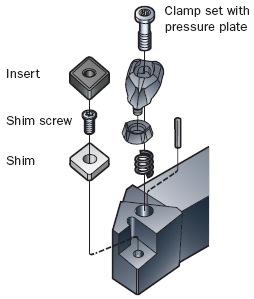
31 Tipi di bloccaggio Asportazione di truciolo 31
 criteri per valutare la lavorabilità di un materiale finitura superficiale vita utensile forze e potenze evacuazione del truciolo Le prove per determinare la lavorabilità devono necessariamente")
32 Materiale in lavorazione Lavorabilità attitudine del materiale ad essere lavorato per asportazione di truciolo (truciolabilità?) criteri per valutare la lavorabilità di un materiale finitura superficiale vita utensile forze e potenze evacuazione del truciolo Le prove per determinare la lavorabilità devono necessariamente essere di tipo tecnologico: usura utensile (microscopia), forze di taglio (dinamometri), finitura superficiale (rugosimetri) determinati nelle condizioni di lavoro, per certi set di parametri tecnologici Asportazione di truciolo 32
33 Dipende da varie caratteristiche - del materiale - composizione chimica - lavorazioni / trattamenti deformazione plastica subiti in precedenza incrudimento ricristallizzazione trattamenti termici - caratteristiche strutturali fasi dimensioni dei grani orientazione dei grani - della tecnologia / lavorazione sgrossatura / finitura fresatura concorde / discorde lubro-refrigerazione - dell utensile materiale angoli di spoglia rompitruciolo Asportazione di truciolo 33
34 Acciai al piombo (particelle lubrificanti) Ghise fragili allo zolfo (particelle infragilizzanti) truciolo corto al calcio (particelle desossidanti) abrasività cementite al carbonio (vedi HB -> Ks) inox - tenacità (austenitici) Compositi sollecitazioni variabili - abrasività (martensitici) urti/usura/vibrazioni Alluminio bassa HB Ottone truciolo corto buona finitura superficiale lunga durata utensili alta Vt Magnesio basso Ks Leghe Ni alta R ad alta temperatura incrudimento / tenacità Titanio bassa conducibilità termica / alto Ks Asportazione di truciolo 34

35 Cause: - deformazione plastica zona primaria - attrito utensile truciolo - deformazione zona secondaria Dipende da: - Vt velocità di taglio - Ks energia specifica di taglio - ho spessore truciolo - c calore specifico - λ conducibilità termica Temperatura di taglio Si ripartisce: - utensile - pezzo - truciolo R Q = Q + Q pezzo utensile truciolo R aumenta se λ u / λ m aumenta T V h a t b 0 a b HSS WC Asportazione di truciolo 35
36 Asportazione di truciolo 36
37 Stima della temperatura Analisi sperimentale utensile può: essere toccato essere visto non essere toccato né visto isolante contatto elettrico I caso mercuri o Asportazione di truciolo 37
38 II caso pirometro fresa pezzo macchina utensile Asportazione di truciolo 38
39 III caso termocoppia pirometro Asportazione di truciolo 39
40 Analisi numerica modellazione del processo, ad esempio con Equazioni di Fourier sulla trasmissione del calore Analisi dimensionale assumendo come variabili del processo di taglio 1. V t (m / min) velocità di taglio [ L t -1 ] 2. A (mm 2 ) sezione del truciolo [ L 2 ] 3. k s (J / mm2) energia specifica di taglio [ M L -1 t -2 ] 4. λ (W / m K) conducibilità termica del materiale [ M L t -3 T -1 ] 5. ρc (J / mm 3 K) calore specifico (per unità di volume) [ M L -1 t -2 T -1 ] 6. T temperatura [ T ] Asportazione di truciolo 40
41 si determinano le 2 grandezze adimensionali: 1 2 (,,,, ) (,,,, ) Q = f V λ ρc K T = V K λ ρc T a b c d t s t s Q = f V λ ρc K A = V K λ ρc A e f g i t s t s affinché le grandezze siano adimensionali la somma degli esponenti di tutte le dimensioni devono essere = a a b b 2b c c 3c c d d d 2d Q = L t M L t M L t T M L T t T e e f f 2 f g g 3g g i i i 2i 2 Q = L t M L t M L t T M L T t L L a b + c d = 0 L e f + g 1+ 2 = 0 a = 0 e = 2 M b c d 0 M f g i 0 b = + + = = f = 0, t a 2b 3c 2d = 0 t e 2 f 3g 2i = 0 c = 0 g = 2 T c d 1 0 T g i 0 d 1 + = = = i = 2 Asportazione di truciolo 41
42 quindi: Q 1 = T Ks ρc Q V A λ 2 t 2 = 2 ( ρc) 2 Sperimentalmente si trova fra Q 1 e Q 2 una relazione empirica: Log Q 1 Q 1 = C 0 Q 2 n per gli acciai : C 0 = 0.4 n = 0.3 (0.5) quindi (per n = 0.3): Log Q 2 Τ = C o K s V t 0.6 A 0.3 / λ 0.6 (ρc) 0.4 Asportazione di truciolo 42
43 Meccanismi di fuori servizio utensile deformazioni plastiche rottura fragile usura progressiva modifica forma utensile improvvisa progressiva angoli di taglio dimensioni Asportazione di truciolo 43
44 Usura utensili Meccanismi di usura: - adesione - abrasione - diffusione - fatica Modifica forma utensile: - cratere di usura - labbro di usura Conseguenze: - aumento di Ft - aumento di T - indebolimento utensile Asportazione di truciolo 44

45 Principali forme di Usura degli utensili Usura sul fianco Craterizzazione Deformazione plastica Intaglio sul tagliente secondario Microfessurazione termica Criccatura da fatica meccanica Scheggiatura Rottura Tagliente di riporto Asportazione di truciolo 45
46 Misura dell usura diretta - microscopio - rugosimetro - fotografia (analisi di immagini) - pesate differenziali indiretta - isotopi radioattivi - finitura superficiale - misura delle forze - misura della temperatura - vibrazioni Asportazione di truciolo 46
47 Usura dorsale labbro d usura VB VB VB a: rottura del filo tagliente b: usura progressiva a V costante c: aumento catastrofico A B C Tempo di contatto Asportazione di truciolo 47
![Usura progressiva 0.6 0.5 0.4 Vb [mm] 0.3 0.2 0.](/docs-images/70/63759796/images/48-0.jpg "1 0 0 200 400 600 800 1000 1200 1400 1600 1800 2000 Tem po di lavorazione [s] Utensile WC non rivestito")
48 Usura progressiva Vb [mm] Tem po di lavorazione [s] Utensile WC non rivestito Materiale: Al6061 con 10% Al 2 O 3 Asportazione di truciolo 48

49 Usura frontale Volume del cratere volume cratere V t adesione, tagliente di riporto diffusione, reazioni chimiche tempo di contatto velocità di craterizzazione acciaio superrapido carburo C temperatura superficie utensile Asportazione di truciolo 49
50 Criteri di usura Un utensile deve essere cambiato quando: - la lavorazione supera i limiti di tolleranza - la rugosità supera i valori ammissibili - il labbro di usura è troppo grande Labbro di usura il petto dell utensile presenta un cratere troppo grande Cratere di usura KT / KM 0.1 KT f Asportazione di truciolo 50
51 Durata utensili Influenzata da - materiale da lavorare - spessore truciolo - angolo di spoglia frontale - velocità di taglio - lubrorefrigerazione Ln D u approccio sperimentale Ln V t Asportazione di truciolo 51
52 Relazione di Taylor ottenuta empiricamente con ripetute prove, con diversi materiali, diversi angoli, diverse condizioni di taglio V t x D u n = C 0.28 WC n 0.12 HSS 0.70 Ceramici C dipende da criterio di usura geometria utensile rapporto di forma del truciolo tipo di lavorazione materiale in lavorazione Asportazione di truciolo 52
53 Vita utensile per varie velocità di taglio e vari criteri di usura In un certo (limitato) campo la relazione è lineare Asportazione di truciolo 53
54 matematicamente graficamente 1 1 ln Du = lnvt + ln C n n ln D u 1 θ = arctan n θ Relazione di Taylor ottenuta empiricamente con ripetute prove, con diversi materiali, diversi angoli, diverse condizioni di taglio ln V t V t x D u n = C n dipende da materiale dell utensile 0.28 WC 0.12 HSS 0.70 Ceramici C dipende da criterio di usura geometria utensile rapporto di forma del truciolo tipo di lavorazione materiale in lavorazione è la V t alla quale l utensile dura 1 minuto Asportazione di truciolo 54

55 Asportazione di truciolo 55
56 Legge di Taylor generalizzata 1. criterio : VB max 2. variabili della lavorazione : V t h, b, VB 3. tipo di relazione: c V D = VB h b n VB t u x y m m = 0.44 x = 0.66 HSS 0.4 WC y = 0.46 HSS 0.21 WC NB: y < x e x - y = 0.2 Asportazione di truciolo 56
57 Relazione di Kronemberg Du = 60 G acciai f 0.20 ghise 0.1 non ferrosi 0.14 acciai g 0.1 ghise 0.1 non ferrosi V t q A f c VB g A = b * h G = b / h q carburo - acciaio ghisa 0.25 HSS - acciaio ghisa 0.25 Asportazione di truciolo 57
58 Ottimizzazione delle condizioni di taglio cosa ottimizziamo? tempo di produzione t p costo di produzione tasso di profitto c p p r vincoli potenza deformazione del pezzo deformazione dell utensile min / max f V t rugosità R a = k f 2 / r strumenti relazioni vita utensile relazioni forze / potenze relazioni parametri / produzione Asportazione di truciolo 58
59 Asportazione di materiale l c volume da asportare V = l c d d tempo di contatto l c tc = ncorse tcorsa = b V t velocità di asportazione V l c d Z = = = b Vt d = A V t l c c b V t t Asportazione di truciolo 59
60 Funzioni obiettivo Tempo di produzione t p = t o + t contatto + t cambio utensili = = t o + V / Z + V / Z D u * t cu = t o + V / Z ( 1 + t cu / D u ) t o = tempi passivi (avviamento, carico / scarico, ritorno utensile, etc.) t c = tempo di contatto t cu = tempo cambio utensile Costo di produzione c p = c o + c lavorazione + c utensili = = c o + c m t p + c ut V / Z D u = = c o + c m t o + c m V / Z + c m V / Z D u * t cu + c ut V / Z D u = = c o + c m V / Z [1 + (t cu + c ut / c m ) * 1 / D u ] c o = costo di attrezzaggio (controlli, materiali, avviamento) c m = costo orario (macchina, personale) c ut = costo utensili Tasso di profitto Pr = ( R - c p ) / t p R = ricavi Asportazione di truciolo 60
61 Ricordando che Z = A * V t si ottiene k F = k + + k V ovvero Vt 1 n n t F = k k k V cioè 1 1 n t Vt con t p c p k 0 t o c o + c m t o k 1 V/A c m V/A k 2 t cu V/(A*C 1/n ) c m (t cu + c ut / c m ) V/(A*C 1/n ) k 3 k 2 / k 1 n esponente della Taylor C costante della Taylor A sezione del truciolo V volume da asportare t p = f ( V t ) c p = f ( V t ) Ambedue le funzioni hanno un termine costante un termine crescente con V t un termine decrescente con V t Asportazione di truciolo 61
62 graficamente Costo Tempo Costo o Tempo (totale) Costo o Tempo (lavorazione) Costo o Tempo (utensili) Costo o Tempo (passivi) V t Asportazione di truciolo 62
63 Ricerca dei minimi Funzione Derivata prima Derivata seconda F = k k k V 1 1 n t Vt 1 n k1 n + ( 1+ n) k3v t F = V nv 2 t t 1 2 n k1 2 ( 1 )( 1 2 ) 2 n + + n + n k3v t F = Vt n Vt n 1 n < n + > n > Velocità ottima V ottima n = ( 1 n) k 3 n Durata alla velocità ottima 1 1 n n Duottima = k3 C n Asportazione di truciolo 63
64 Tempo Costo Velocità ottima V ottima 1 n C n = ( 1 n) tcu n > V ottima 1 n 1 n n C ncm C n = = ( 1 n)( Cut + Cmtcu ) C ut ( 1 n) + tcu Cm n t C ut cu < + tcu Cm Durata alla velocità ottima D uottima 1 n = t n cu < D uottima ( 1 )( ) ( 1 n) ut + tcu n Cut + Cmtcu Cm = = nc m C n Asportazione di truciolo 64
65 considerazioni Ln D u n< Ln V t D ( acciaio) u ottima ( carburo) u ottima 1 n t cu n acciaio = = 8 1 n tcu n 2 ipotizzando D carburo t cu acciaio = 3 t cu carburi C acciaio = 0.3 C carburi n acciao = 0.12 n carburo = 0.28 Asportazione di truciolo 65
66 3 strategie c p t p t p c p zona di massima redditività V t opt costo V t opt tempo V t Asportazione di truciolo 66
Lavorazioni per asportazione di truciolo
 Lavorazioni per asportazione di truciolo Distacco di alcune parti di materiale dal pezzo attraverso l interazione con utensili che agiscono in maniera progressiva - cinematica del taglio - meccanica del
Lavorazioni per asportazione di truciolo Distacco di alcune parti di materiale dal pezzo attraverso l interazione con utensili che agiscono in maniera progressiva - cinematica del taglio - meccanica del
ASPORTAZIONE DI TRUCIOLO ASPORTAZIONE DI TRUCIOLO
 ASPORTAZIONE DI TRUCIOLO ASPORTAZIONE DI TRUCIOLO Distacco di alcune parti di materiale dal pezzo attraverso l interazione con utensili che agiscono in maniera progressiva truciolo utensile - cinematica
ASPORTAZIONE DI TRUCIOLO ASPORTAZIONE DI TRUCIOLO Distacco di alcune parti di materiale dal pezzo attraverso l interazione con utensili che agiscono in maniera progressiva truciolo utensile - cinematica
Lavorazioni per asportazione di truciolo
 Lavorazioni per asportazione di truciolo Distacco di alcune parti di materiale dal pezzo attraverso l interazione con utensili che agiscono in maniera progressiva - cinematica del taglio - meccanica del
Lavorazioni per asportazione di truciolo Distacco di alcune parti di materiale dal pezzo attraverso l interazione con utensili che agiscono in maniera progressiva - cinematica del taglio - meccanica del
in funzione dell angolo γ in funzione della velocità di taglio Ft serve principalmente per la determinazione della potenza di taglio
 in funzione dell angolo γ Ft serve principalmente per la determinazione della potenza di taglio in funzione della velocità di taglio Fa influenza inflessione utensile, contribuisce (poco) alla potenza
in funzione dell angolo γ Ft serve principalmente per la determinazione della potenza di taglio in funzione della velocità di taglio Fa influenza inflessione utensile, contribuisce (poco) alla potenza
Lavorazioni per asportazione di truciolo
 Lavorazioni per asportazione di truciolo Distacco di alcune parti di materiale dal pezzo attraverso l interazione con utensili che agiscono in maniera progressiva - cinematica del taglio - meccanica del
Lavorazioni per asportazione di truciolo Distacco di alcune parti di materiale dal pezzo attraverso l interazione con utensili che agiscono in maniera progressiva - cinematica del taglio - meccanica del
Lavorazioni per asportazione di truciolo
 Lavorazioni per asportazione di truciolo Distacco di alcune parti di materiale dal pezzo attraverso l interazione con utensili che agiscono in maniera progressiva - cinematica del taglio - meccanica del
Lavorazioni per asportazione di truciolo Distacco di alcune parti di materiale dal pezzo attraverso l interazione con utensili che agiscono in maniera progressiva - cinematica del taglio - meccanica del
Lavorazioni per asportazione di truciolo
 Lavorazioni per asportazione di truciolo Distacco di alcune parti di materiale dal pezzo attraverso l interazione con utensili che agiscono in maniera progressiva - cinematica del taglio - meccanica del
Lavorazioni per asportazione di truciolo Distacco di alcune parti di materiale dal pezzo attraverso l interazione con utensili che agiscono in maniera progressiva - cinematica del taglio - meccanica del
Lavorazioni per asportazione di truciolo
 Lavorazioni per asportazione di truciolo Distacco di alcune parti di materiale dal pezzo attraverso l interazione con utensili che agiscono in maniera progressiva - cinematica del taglio - meccanica del
Lavorazioni per asportazione di truciolo Distacco di alcune parti di materiale dal pezzo attraverso l interazione con utensili che agiscono in maniera progressiva - cinematica del taglio - meccanica del
ASPORTAZIONE DI TRUCIOLO - 4 DURATA DEL TAGLIENTE
 LAVORAZIONI PER SEPARAZIONE ASPORTAZIONE DI TRUCIOLO - 4 DURATA DEL TAGLIENTE Vittore Carassiti - INFN FE 1 INTRODUZIONE La velocità di taglio e gli altri parametri di lavorazione Alla velocità di taglio
LAVORAZIONI PER SEPARAZIONE ASPORTAZIONE DI TRUCIOLO - 4 DURATA DEL TAGLIENTE Vittore Carassiti - INFN FE 1 INTRODUZIONE La velocità di taglio e gli altri parametri di lavorazione Alla velocità di taglio
LA FORMAZIONE DEL TRUCIOLO. Forza di strappamento (o Forza di taglio) e Sforzo di strappamento
 e Sforzo di strappamento") LA FORMAZIONE DEL TRUCIOLO Forza di strappamento (o Forza di taglio) e Sforzo di strappamento La forza necessaria per l asportazione del truciolo è detta Forza di strappamento (o Forza di taglio): F s
LA FORMAZIONE DEL TRUCIOLO Forza di strappamento (o Forza di taglio) e Sforzo di strappamento La forza necessaria per l asportazione del truciolo è detta Forza di strappamento (o Forza di taglio): F s
ad asportazione di truciolo
 Lavorazioni ad asportazione di truciolo FORMAZIONE DEL TRUCIOLO Per l interpretazione del processo di formazione del truciolo useremo il modello detto taglio ortogonale (tagliente perpendicolare alla velocità
Lavorazioni ad asportazione di truciolo FORMAZIONE DEL TRUCIOLO Per l interpretazione del processo di formazione del truciolo useremo il modello detto taglio ortogonale (tagliente perpendicolare alla velocità
Processi per asportazione C.N. Processi per asportazione C.N. Generalità sui parametri di taglio
 Processi per asportazione C.N. Processi per asportazione C.N. La tornitura Foratura, fresatura e rettifica Il controllo numerico (C.N.) Ottimizzazione del processo 2 2006 Politecnico di Torino 1 Obiettivi
Processi per asportazione C.N. Processi per asportazione C.N. La tornitura Foratura, fresatura e rettifica Il controllo numerico (C.N.) Ottimizzazione del processo 2 2006 Politecnico di Torino 1 Obiettivi
PROCESSO DELL ASPORTAZIONE DEL METALLO
 PROCESSO DELL ASPORTAZIONE DEL METALLO Formazione del truciolo La lavorazione meccanica di un elemento, ha lo scopo di mutarne la forma e le dimensioni per ottenere un particolare meccanico conforme alle
PROCESSO DELL ASPORTAZIONE DEL METALLO Formazione del truciolo La lavorazione meccanica di un elemento, ha lo scopo di mutarne la forma e le dimensioni per ottenere un particolare meccanico conforme alle
ASPORTAZIONE DI TRUCIOLO - 3 FORMAZIONE E DISTACCO
 LAVORAZIONI PER SEPARAZIONE ASPORTAZIONE DI TRUCIOLO - 3 FORMAZIONE E DISTACCO Vittore Carassiti - INFN FE 1 FORMAZIONE E DISTACCO DEL TRUCIOLO Vittore Carassiti - INFN FE 2 FATTORI DI INFLUENZA I principali
LAVORAZIONI PER SEPARAZIONE ASPORTAZIONE DI TRUCIOLO - 3 FORMAZIONE E DISTACCO Vittore Carassiti - INFN FE 1 FORMAZIONE E DISTACCO DEL TRUCIOLO Vittore Carassiti - INFN FE 2 FATTORI DI INFLUENZA I principali
L utensile da tornio (Nomenclatura secondo UNI )
") L utensile da tornio (Nomenclatura secondo UNI 3401-3406) L utensile da tornio è costituito da uno stelo e da una testa (o nasello). In particolare nella testa si distinguono le seguenti parti: - il petto
L utensile da tornio (Nomenclatura secondo UNI 3401-3406) L utensile da tornio è costituito da uno stelo e da una testa (o nasello). In particolare nella testa si distinguono le seguenti parti: - il petto
Le frese cilindrico-frontali in metallo duro
 Le frese cilindrico-frontali in metallo duro Le frese cilindrico-frontali fanno parte di una vastissima categoria di utensili impiegati diffusamente in ogni tipo di lavorazione meccanica. Questi utensili
Le frese cilindrico-frontali in metallo duro Le frese cilindrico-frontali fanno parte di una vastissima categoria di utensili impiegati diffusamente in ogni tipo di lavorazione meccanica. Questi utensili
-7b - FRESATURA FRESATURA
 -7b - FRESATURA 1 FRESATURA La fresatura è una lavorazione per asportazione di materiale che consente di ottenere una vasta gamma di superfici (piani, scanalature, spallamenti, ecc.) mediante l azione
-7b - FRESATURA 1 FRESATURA La fresatura è una lavorazione per asportazione di materiale che consente di ottenere una vasta gamma di superfici (piani, scanalature, spallamenti, ecc.) mediante l azione
FRESATURA. Fresatura periferica
 FRESATURA La fresatura è una lavorazione per asportazione di materiale che consente di ottenere una vasta gamma di superfici (piani, spallamenti, scanalature, ecc.) mediante l azione di un utensile pluritagliente
FRESATURA La fresatura è una lavorazione per asportazione di materiale che consente di ottenere una vasta gamma di superfici (piani, spallamenti, scanalature, ecc.) mediante l azione di un utensile pluritagliente
Rif. Bibliografico: Giusti/Santochi Tecnologia meccanica cap.9
 LAVORAZIONI DI RETTIFICA Rif. Bibliografico: Giusti/Santochi Tecnologia meccanica cap.9 1 Rettifica - le lavorazioni Foto copertina 2 Rettifica - le lavorazioni 3 Rettifica - le lavorazioni Rettifica in
LAVORAZIONI DI RETTIFICA Rif. Bibliografico: Giusti/Santochi Tecnologia meccanica cap.9 1 Rettifica - le lavorazioni Foto copertina 2 Rettifica - le lavorazioni 3 Rettifica - le lavorazioni Rettifica in
Le nuove frese a manicotto FP 140
 Jongen Italia s.r.l. Le nuove frese a manicotto FP 140 con sottoplacchetta L`utensile Le nuove frese a manicotto sono particolarmente adatte per la spianatura di quasi tutti materiali comuni, offrendo
Jongen Italia s.r.l. Le nuove frese a manicotto FP 140 con sottoplacchetta L`utensile Le nuove frese a manicotto sono particolarmente adatte per la spianatura di quasi tutti materiali comuni, offrendo
FRESATURA. Fresatura 1
 FRESATURA -FR Fresatura 1 FRESATURA La fresatura è una lavorazione per asportazione di materiale che consente di ottenere una vasta gamma di superfici (piani, scanalature, spallamenti, ecc.) mediante l
FRESATURA -FR Fresatura 1 FRESATURA La fresatura è una lavorazione per asportazione di materiale che consente di ottenere una vasta gamma di superfici (piani, scanalature, spallamenti, ecc.) mediante l
FORMAZIONE DEL TRUCIOLO
 GEOMETRIA PARTE TAGLIENTE ANGOLO DI REGISTRAZIONE ANGOLO DI SPOGLIA SUPERIORE ANGOLO DI SPOGLIA INFERIORE ANGOLO DI TAGLIO ANGOLO DI INCLINAZIONE ANGOLO AL VERTICE RAGGIO DI PUNTA ANGOLI DI SPOGLIA ASSIALI
GEOMETRIA PARTE TAGLIENTE ANGOLO DI REGISTRAZIONE ANGOLO DI SPOGLIA SUPERIORE ANGOLO DI SPOGLIA INFERIORE ANGOLO DI TAGLIO ANGOLO DI INCLINAZIONE ANGOLO AL VERTICE RAGGIO DI PUNTA ANGOLI DI SPOGLIA ASSIALI
Spoglia superiore negativa Considerazioni tecniche
 Spoglia superiore negativa Considerazioni tecniche Negli utensili a punta singola si è sempre più affermato l utilizzo della spoglia superiore negativa, che indubbiamente porta dei vantaggi in termini
Spoglia superiore negativa Considerazioni tecniche Negli utensili a punta singola si è sempre più affermato l utilizzo della spoglia superiore negativa, che indubbiamente porta dei vantaggi in termini
Foratura. Moto di taglio utensile rotatorio. Moto di avanzamento utensile. Moto di registrazione pezzo. lavorazioni. Asportazione di truciolo 120
 Foratura Moto di taglio utensile rotatorio Moto di avanzamento utensile rettilineo Moto di registrazione utensile pezzo Moto di lavoro elicoidale lavorazioni Asportazione di truciolo 120 Struttura trapani
Foratura Moto di taglio utensile rotatorio Moto di avanzamento utensile rettilineo Moto di registrazione utensile pezzo Moto di lavoro elicoidale lavorazioni Asportazione di truciolo 120 Struttura trapani
POLITECNICO DI TORINO TECNOLOGIA MECCANICA IL CICLO DI LAVORAZIONE
 POLITECNICO DI TORINO TECNOLOGIA MECCANICA IL CICLO DI LAVORAZIONE DEFINIZIONE Il ciclo di lavorazione è, in senso lato, la successione logica di tutte le operazioni necessarie per trasformare un pezzo
POLITECNICO DI TORINO TECNOLOGIA MECCANICA IL CICLO DI LAVORAZIONE DEFINIZIONE Il ciclo di lavorazione è, in senso lato, la successione logica di tutte le operazioni necessarie per trasformare un pezzo
Lavorazioni per abrasione (rettifica)
") Lavorazioni per abrasione (rettifica) Moto di taglio utensile rotatorio Moto di avanzamento utensile / pezzo Moto di registrazione utensile rettilineo curvilineo Moto di lavoro (cicloidale) rettilineo
Lavorazioni per abrasione (rettifica) Moto di taglio utensile rotatorio Moto di avanzamento utensile / pezzo Moto di registrazione utensile rettilineo curvilineo Moto di lavoro (cicloidale) rettilineo
TECNOLOGIA MECCANICA. Parte 11
 TECNOLOGIA MECCANICA Parte 11 Con la fresatura si o=engono numerose @pologie di superfici: piane o complesse, scanalatura semplici e complesse, smussi, sedi di lingue=e e chiave=e, ruote dentate. I mo@
TECNOLOGIA MECCANICA Parte 11 Con la fresatura si o=engono numerose @pologie di superfici: piane o complesse, scanalatura semplici e complesse, smussi, sedi di lingue=e e chiave=e, ruote dentate. I mo@
L evoluzione nella fresatura trocoidale
 New Prodotti Luglio 2016 nuovi per i tecnici dell'asportazione truciolo L evoluzione nella fresatura trocoidale Le frese a candela CircularLine riducono i tempi di lavorazione e aumentano la durata utile
New Prodotti Luglio 2016 nuovi per i tecnici dell'asportazione truciolo L evoluzione nella fresatura trocoidale Le frese a candela CircularLine riducono i tempi di lavorazione e aumentano la durata utile
La deformazione plastica. La deformazione plastica. Lavorazioni per deformazione. Il processo di laminazione Estrusione e trafilatura La forgiatura
 La deformazione plastica La deformazione plastica Il processo di laminazione Estrusione e trafilatura La forgiatura La formatura della lamiera 2 2006 Politecnico di Torino 1 Obiettivi dell Unità Riconoscere
La deformazione plastica La deformazione plastica Il processo di laminazione Estrusione e trafilatura La forgiatura La formatura della lamiera 2 2006 Politecnico di Torino 1 Obiettivi dell Unità Riconoscere
Lavorazioni per asportazione di truciolo
 Lavorazioni per asportazione di truciolo Distacco di alcune parti di materiale dal pezzo attraverso l interazione con utensili che agiscono in maniera progressiva - cinematica del taglio - meccanica del
Lavorazioni per asportazione di truciolo Distacco di alcune parti di materiale dal pezzo attraverso l interazione con utensili che agiscono in maniera progressiva - cinematica del taglio - meccanica del
Classificazione delle lavorazioni per asportazione di truciolo
 Classificazione delle lavorazioni per asportazione di truciolo Classificazione secondo i movimenti Moto di taglio Moto di avanzamento Moto di registrazione - rettilineo - alternativo - rotatorio - continuo
Classificazione delle lavorazioni per asportazione di truciolo Classificazione secondo i movimenti Moto di taglio Moto di avanzamento Moto di registrazione - rettilineo - alternativo - rotatorio - continuo
efi Hartner Multiplexlex è pensare in grande!
 efi Hartner Multiplexlex è pensare in grande! multiplexlex Hartner Foratura a spirale con placchetta intercambiabile Nuova placchetta intercambiabile MP 05 con geometria die taglienti ottimizzata Art.
efi Hartner Multiplexlex è pensare in grande! multiplexlex Hartner Foratura a spirale con placchetta intercambiabile Nuova placchetta intercambiabile MP 05 con geometria die taglienti ottimizzata Art.
Nuova linea di fresatura positiva multi tagliente
 Dicembre 2015 1/9 Nuova linea di fresatura positiva multi tagliente 2/9 Con l'utilizzo sempre maggiore di centri di lavoro di bassa potenza, TaeguTec introduce la sua nuova linea di inserti di fresatura
Dicembre 2015 1/9 Nuova linea di fresatura positiva multi tagliente 2/9 Con l'utilizzo sempre maggiore di centri di lavoro di bassa potenza, TaeguTec introduce la sua nuova linea di inserti di fresatura
Il ciclo di lavorazione
 Il ciclo di lavorazione Analisi critica del disegno di progetto Riprogettazione del componente (ove necessario) Determinazione dei processi tecnologici e scelta delle macchine utensili Stesura del ciclo
Il ciclo di lavorazione Analisi critica del disegno di progetto Riprogettazione del componente (ove necessario) Determinazione dei processi tecnologici e scelta delle macchine utensili Stesura del ciclo
Tornitura. angolo di spoglia superiore C materiale da lavorare parametri di lavorazione interazione tra truciolo ed utensile
 Tornitura Le lavorazioni eseguite al tornio sono lavorazioni basate sull' asportazione di truciolo ad opera di un utensile la cui geometria ed il materiale con cui viene realizzato dipendono dal materiale
Tornitura Le lavorazioni eseguite al tornio sono lavorazioni basate sull' asportazione di truciolo ad opera di un utensile la cui geometria ed il materiale con cui viene realizzato dipendono dal materiale
UTENSILI PER TORNIRE
 di Tecnologia Meccanica UTENSILI PER TORNIRE A cura dei proff. Morotti Giovanni e Santoriello Sergio Utensili per tornire Gli utensili impiegati sul tornio sono numerosi, in relazione alle molteplici operazioni
di Tecnologia Meccanica UTENSILI PER TORNIRE A cura dei proff. Morotti Giovanni e Santoriello Sergio Utensili per tornire Gli utensili impiegati sul tornio sono numerosi, in relazione alle molteplici operazioni
Materiali per utensili da taglio: usura e durata degli utensili
 Materiali per utensili da taglio: usura e durata degli utensili 1 Introduzione Il comportamento di un utensile influenza in maniera determinante la qualità ed il costo delle parti lavorate: Sgrossatura:
Materiali per utensili da taglio: usura e durata degli utensili 1 Introduzione Il comportamento di un utensile influenza in maniera determinante la qualità ed il costo delle parti lavorate: Sgrossatura:
Tecnologia Meccanica. Il Ciclo di Lavorazione 1
 ERGATA PARTIMENTO INGEGNERIA 1 ERGATA PARTIMENTO INGEGNERIA 1. Fonti Giusti M., Santochi F., e studi di fabbricazione, Casa Editrice Ambrosiana Cap.9 2 ERGATA PARTIMENTO INGEGNERIA Generalità Si dice CICLO
ERGATA PARTIMENTO INGEGNERIA 1 ERGATA PARTIMENTO INGEGNERIA 1. Fonti Giusti M., Santochi F., e studi di fabbricazione, Casa Editrice Ambrosiana Cap.9 2 ERGATA PARTIMENTO INGEGNERIA Generalità Si dice CICLO
TECNOLOGIA MECCANICA. Parte 12
 TECNOLOGIA MECCANICA Parte 12 MATERIALI I materiali per costruire gli utensili devono avere le seguen@ caraaeris@che: Durezza a freddo: Il tagliente dell utensile deve essere molto duro alla temperatura
TECNOLOGIA MECCANICA Parte 12 MATERIALI I materiali per costruire gli utensili devono avere le seguen@ caraaeris@che: Durezza a freddo: Il tagliente dell utensile deve essere molto duro alla temperatura
Lavorazioni per asportazione di truciolo.
 Lavorazioni per asportazione di truciolo carmelo.demaria@unipi.it Asportazione di materiale Dalla piallatura in falegnameria... Truciolo alla tornitura in officina Asportazione di materiale Taglio Abrasivi
Lavorazioni per asportazione di truciolo carmelo.demaria@unipi.it Asportazione di materiale Dalla piallatura in falegnameria... Truciolo alla tornitura in officina Asportazione di materiale Taglio Abrasivi
 Tecnologia Meccanica 2 Tecnologie e Sistemi di Lavorazione Lavorazione di tornitura Lavorazione che ha lo scopo di ottenere superfici di rivoluzione variamente conformate. Moti caratteristici Moto di taglio
Tecnologia Meccanica 2 Tecnologie e Sistemi di Lavorazione Lavorazione di tornitura Lavorazione che ha lo scopo di ottenere superfici di rivoluzione variamente conformate. Moti caratteristici Moto di taglio
Materiali per utensili da taglio: usura e durata degli utensili
 Materiali per utensili da taglio: usura e durata degli utensili Riferimenti: Levi/Zompì Tecnologia Meccanica cap. 4 Santochi/Giusti Tecnologia Meccanica cap. 8 Introduzione Il comportamento di un utensile
Materiali per utensili da taglio: usura e durata degli utensili Riferimenti: Levi/Zompì Tecnologia Meccanica cap. 4 Santochi/Giusti Tecnologia Meccanica cap. 8 Introduzione Il comportamento di un utensile
TRATTAMENTI TERMICI DEI MATERIALI FERROSI
 TRATTAMENTI TERMICI DEI MATERIALI FERROSI Tempra Processi di tempra A seconda di come viene eseguito il trattamento, consentono di ottenere: un cambiamento di struttura totale a temperatura ambiente con
TRATTAMENTI TERMICI DEI MATERIALI FERROSI Tempra Processi di tempra A seconda di come viene eseguito il trattamento, consentono di ottenere: un cambiamento di struttura totale a temperatura ambiente con
Tecnologia Meccanica FRESATURA. Tecnologia Meccanica FRESATURA
 FRESATURA 1 FRESATURA La fresatura è una lavorazione per asportazione di materiale che consente di ottenere una vasta gamma di superfici (piani, scanalature, spallamenti, ecc.) mediante l azione di un
FRESATURA 1 FRESATURA La fresatura è una lavorazione per asportazione di materiale che consente di ottenere una vasta gamma di superfici (piani, scanalature, spallamenti, ecc.) mediante l azione di un
SCELTA DEL TIPO DI INSERTO/FRESA
 FRESATURA DI SPALLAMENTI RETTI SCELTA DEL TIPO DI INSERTO/FRESA Per l esecuzione di spallamenti retti è necessaria una fresa con un angolo di registrazione di 90. Inoltre, l angolo di 90 permette di limitare
FRESATURA DI SPALLAMENTI RETTI SCELTA DEL TIPO DI INSERTO/FRESA Per l esecuzione di spallamenti retti è necessaria una fresa con un angolo di registrazione di 90. Inoltre, l angolo di 90 permette di limitare
Inserto piccolo ma dal robusto bloccagggio a coda di rondine
 ecember 2014 1/9 Inserto piccolo ma dal robusto bloccagggio a coda di rondine 2/9 Inserto piccolo ma dal robusto bloccagggio a coda di rondine TaeguTec è orgogliosa di presentare una nuova linea di prodotti
ecember 2014 1/9 Inserto piccolo ma dal robusto bloccagggio a coda di rondine 2/9 Inserto piccolo ma dal robusto bloccagggio a coda di rondine TaeguTec è orgogliosa di presentare una nuova linea di prodotti
Marzo /9. Linea di troncatura e scanalatura
 Marzo 2017 www.taegutec.com 1/9 Linea di troncatura e scanalatura 2/9 CARATTERISTICHE TaeguTec a introdotto la nuova linea RHINOGROOVE, per lavorazione di troncatura e scanalatura. Il RHINOGROOVE è un
Marzo 2017 www.taegutec.com 1/9 Linea di troncatura e scanalatura 2/9 CARATTERISTICHE TaeguTec a introdotto la nuova linea RHINOGROOVE, per lavorazione di troncatura e scanalatura. Il RHINOGROOVE è un
Angoli caratteristici delle frese a lame riportate
 Angoli caratteristici delle frese a lame riportate Le frese a lame riportate sono costituite da un corpo in acciaio su cui sono fissate, in apposite sedi, le lame di acciaio rapido o di metallo duro che
Angoli caratteristici delle frese a lame riportate Le frese a lame riportate sono costituite da un corpo in acciaio su cui sono fissate, in apposite sedi, le lame di acciaio rapido o di metallo duro che
Università del Salento Facoltà di Ingegneria Costruzione di Macchine
 Università del Salento Facoltà di Ingegneria Costruzione di Macchine Lezione 3 Prova di trazione a cura del prof. ing. Vito Dattoma e dell ing. Riccardo Nobile 1 Prove di caratterizzazione meccanica Prova
Università del Salento Facoltà di Ingegneria Costruzione di Macchine Lezione 3 Prova di trazione a cura del prof. ing. Vito Dattoma e dell ing. Riccardo Nobile 1 Prove di caratterizzazione meccanica Prova
ASPORTAZIONE DI TRUCIOLO - 1 GLI UTENSILI
 LAVORAZIONI PER SEPARAZIONE ASPORTAZIONE DI TRUCIOLO - 1 GLI UTENSILI Vittore Carassiti - INFN FE 1 L UTENSILE Vittore Carassiti - INFN FE 2 L utensile deriva dallo scalpello. Nonostante le numerose forme
LAVORAZIONI PER SEPARAZIONE ASPORTAZIONE DI TRUCIOLO - 1 GLI UTENSILI Vittore Carassiti - INFN FE 1 L UTENSILE Vittore Carassiti - INFN FE 2 L utensile deriva dallo scalpello. Nonostante le numerose forme
INTRODUZIONE ALLE MACCHINE UTENSILI
 INTRODUZIONE ALLE MACCHINE UTENSILI Definizione di M.U. Moti di taglio e avanzamento Velocità di taglio Utensili monotaglienti e a più taglienti Il truciolo DEFINIZIONE Si definiscono macchine utensili
INTRODUZIONE ALLE MACCHINE UTENSILI Definizione di M.U. Moti di taglio e avanzamento Velocità di taglio Utensili monotaglienti e a più taglienti Il truciolo DEFINIZIONE Si definiscono macchine utensili
Lavorazioni per asportazione di truciolo
 Lavorazioni per asportazione di truciolo Distacco di alcune parti di materiale dal pezzo attraverso l interazione con utensili che agiscono in maniera progressiva - cinematica del taglio - meccanica del
Lavorazioni per asportazione di truciolo Distacco di alcune parti di materiale dal pezzo attraverso l interazione con utensili che agiscono in maniera progressiva - cinematica del taglio - meccanica del
Jongen Italia s.r.l. La nuova fresa del tipo FP 49. permette un impegno assiale fino a 17 mm
 Jongen Italia s.r.l. La nuova fresa del tipo FP 49 permette un impegno assiale fino a 17 mm GLI UTENSILI F Nuova serie per spallamento retto che garantisce la massima produttività e precisione riducendo
Jongen Italia s.r.l. La nuova fresa del tipo FP 49 permette un impegno assiale fino a 17 mm GLI UTENSILI F Nuova serie per spallamento retto che garantisce la massima produttività e precisione riducendo
Il ciclo di lavorazione
 Il ciclo di lavorazione Analisi critica del disegno di progetto Riprogettazione del componente (ove necessario) Determinazione dei processi tecnologici e scelta delle macchine utensili Stesura del ciclo
Il ciclo di lavorazione Analisi critica del disegno di progetto Riprogettazione del componente (ove necessario) Determinazione dei processi tecnologici e scelta delle macchine utensili Stesura del ciclo
Il ciclo di lavorazione
 Il ciclo di lavorazione Analisi critica del disegno di progetto Riprogettazione del componente (ove necessario) Determinazione dei processi tecnologici e scelta delle macchine utensili Stesura del ciclo
Il ciclo di lavorazione Analisi critica del disegno di progetto Riprogettazione del componente (ove necessario) Determinazione dei processi tecnologici e scelta delle macchine utensili Stesura del ciclo
CAPITOLO QUARTO. Materiali per costruire lame e frese integrali
 CAPITOLO QUARTO Materiali per costruire lame e frese integrali 04.1.1 - Acciai super- rapidi Gli utensili per il taglio degli ingranaggi possono essere o acciaio rapido (HSS: High Speed Steel) oppure Metallo
CAPITOLO QUARTO Materiali per costruire lame e frese integrali 04.1.1 - Acciai super- rapidi Gli utensili per il taglio degli ingranaggi possono essere o acciaio rapido (HSS: High Speed Steel) oppure Metallo
Deformazione Plastica Lavorabilità alle macchine utensili
 Deformazione Plastica Lavorabilità alle macchine utensili Che cosa sono le dislocazioni? Difetti di linea presenti nei metalli Vi sono due tipi di dislocazioni: a vite e a spigolo Densità delle dislocazioni
Deformazione Plastica Lavorabilità alle macchine utensili Che cosa sono le dislocazioni? Difetti di linea presenti nei metalli Vi sono due tipi di dislocazioni: a vite e a spigolo Densità delle dislocazioni
IL TAGLIO DEI METALLI
 IL TAGLIO DEI METALLI I processi nei quali lo scopo di mutare la forma o le dimensioni di un materiale è ottenuto asportando del materiale con un utensile, vengono classificati come taglio dei metalli
IL TAGLIO DEI METALLI I processi nei quali lo scopo di mutare la forma o le dimensioni di un materiale è ottenuto asportando del materiale con un utensile, vengono classificati come taglio dei metalli
COMPITO DI TECNOLOGIA MECCANICA
 COMPIO DI ECNOLOGIA MECCANICA 1) Ipotizzando di dover lavorare un grezzo (ø120 x 150) di acciaio con carico di rottura di 850 N/mm 2 con i seguenti vincoli riportati si calcoli per ogni operazione il tempo
COMPIO DI ECNOLOGIA MECCANICA 1) Ipotizzando di dover lavorare un grezzo (ø120 x 150) di acciaio con carico di rottura di 850 N/mm 2 con i seguenti vincoli riportati si calcoli per ogni operazione il tempo
a cura di Massimo Reboldi MATERIALI PER UTENSILI
 MATERIALI PER UTENSILI Gli utensili 2 Il comportamento di un utensile influenza in maniera determinante la: Qualità del prodotto finito; Costo parti lavorate; Gli utensili 3 Nelle due principali fasi devono
MATERIALI PER UTENSILI Gli utensili 2 Il comportamento di un utensile influenza in maniera determinante la: Qualità del prodotto finito; Costo parti lavorate; Gli utensili 3 Nelle due principali fasi devono
La fig. 1 rappresenta un utensile dritto per sgrossatura con le relative parti che lo caratterizzano e gli angoli caratteristici dei taglienti.
 La Tornitura Utensili da tornio Gli utensili da tornio sono generalmente a punta singola con tagliente in acciaio o con placchetta di carburi metallici riportata su di uno stelo di acciaio (al carbonio
La Tornitura Utensili da tornio Gli utensili da tornio sono generalmente a punta singola con tagliente in acciaio o con placchetta di carburi metallici riportata su di uno stelo di acciaio (al carbonio
LAVORAZIONI MEDIANTE ELETTRO - EROSIONE. Electro Discharge Machining - EDM
 LAVORAZIONI MEDIANTE ELETTRO - EROSIONE Electro Discharge Machining - EDM 1 Tecnologie Speciali ELETTROEROSIONE Processo di sagomatura in cui una serie di scariche elettriche si innescano tra l elettrodo
LAVORAZIONI MEDIANTE ELETTRO - EROSIONE Electro Discharge Machining - EDM 1 Tecnologie Speciali ELETTROEROSIONE Processo di sagomatura in cui una serie di scariche elettriche si innescano tra l elettrodo
RASSEGNA SULLE TECNOLOGIE MECCANICHE
 RASSEGNA SULLE TECNOLOGIE MECCANICHE a fronte di una premessa sulle caratteristiche del settore meccanico, questo documento è finalizzato ad informazione delle relative tecnologie. Il termine informazione
RASSEGNA SULLE TECNOLOGIE MECCANICHE a fronte di una premessa sulle caratteristiche del settore meccanico, questo documento è finalizzato ad informazione delle relative tecnologie. Il termine informazione
Jongen Italia s.r.l. Fresare con la tipologia INSERTO
 Jongen Italia s.r.l. Fresare con la tipologia INSERTO 75 GLI UTENSILI > nuova serie per spallamento retto che garantisce la massima produttività e precisione riducendo il carico sulla fresatrice CARATTERISTICHE
Jongen Italia s.r.l. Fresare con la tipologia INSERTO 75 GLI UTENSILI > nuova serie per spallamento retto che garantisce la massima produttività e precisione riducendo il carico sulla fresatrice CARATTERISTICHE
Insert :HQGHVFKQHLGSODWWHQ Inserti
 Inserti Grade Selection Ghisa Nodulare Ghisa Materiale da lavorare Più restente all'usura Tenacita' Ceramici Whiskers Nitruro di silicio Triossido di alluminio Più restente all'usura Acciai temprati Cilindri
Inserti Grade Selection Ghisa Nodulare Ghisa Materiale da lavorare Più restente all'usura Tenacita' Ceramici Whiskers Nitruro di silicio Triossido di alluminio Più restente all'usura Acciai temprati Cilindri
Formulario Tecnologia Meccanica
 Formulario Tecnologia Meccanica Marcello Miccio U n i S A 1 4 / 0 7 / 0 1 0 Relazioni Meccanismo Formazione del Truciolo. - Rapporto di taglio: - Fattore di ricalcamento: - Spessore di taglio: sin - Spessore
Formulario Tecnologia Meccanica Marcello Miccio U n i S A 1 4 / 0 7 / 0 1 0 Relazioni Meccanismo Formazione del Truciolo. - Rapporto di taglio: - Fattore di ricalcamento: - Spessore di taglio: sin - Spessore
iglidur J200: Per scorrimento su alluminio anodizzato Eccellente resistenza all abrasione su perni in alluminio anodizzato
 iglidur : Per scorrimento su alluminio anodizzato Eccellente resistenza all abrasione su perni in alluminio anodizzato Bassi coefficienti d attrito Bassa usura anche in ambienti sporchi Per carichi medio-bassi
iglidur : Per scorrimento su alluminio anodizzato Eccellente resistenza all abrasione su perni in alluminio anodizzato Bassi coefficienti d attrito Bassa usura anche in ambienti sporchi Per carichi medio-bassi
ESERCITAZIONE -- ASTA PORTACOMPARATORE
 ESERCITAZIONE -- ASTA PORTACOMPARATORE 1 Progettare l asta di un comparatore (determinarne diametro e materiale) OBIETTIVO minimizzare il costo F VINCOLI FUNZIONALI freccia massima di inflessione, tolleranza
ESERCITAZIONE -- ASTA PORTACOMPARATORE 1 Progettare l asta di un comparatore (determinarne diametro e materiale) OBIETTIVO minimizzare il costo F VINCOLI FUNZIONALI freccia massima di inflessione, tolleranza
L efficienza dell acciaio sinterizzato
 New Giugno 2017 Prodotti nuovi per i tecnici dell'asportazione truciolo L efficienza dell acciaio sinterizzato La nuova punta HSS-E-PM UNI si interpone tra l accaio rapido HSS e il metallo duro integrale
New Giugno 2017 Prodotti nuovi per i tecnici dell'asportazione truciolo L efficienza dell acciaio sinterizzato La nuova punta HSS-E-PM UNI si interpone tra l accaio rapido HSS e il metallo duro integrale
Classificazione delle lavorazioni per asportazione di truciolo
 Classificazione delle lavorazioni per asportazione di truciolo Classificazione secondo i movimenti Moto di taglio Moto di avanzamento Moto di registrazione - rettilineo - alternativo - rotatorio - continuo
Classificazione delle lavorazioni per asportazione di truciolo Classificazione secondo i movimenti Moto di taglio Moto di avanzamento Moto di registrazione - rettilineo - alternativo - rotatorio - continuo
TECNOLOGIA DI FRESATURA FRESE PASSO VARIABILE
 1 TECNOLOGIA DI FRESATURA FRESE PASSO VARIABILE e DIVISIONE IRREGOLARE IG7 CATALOGO e LISTINO 2015 2 Una nuova geometria per una maggiore produttività Nelle lavorazioni di fresatura il tagliente entra
1 TECNOLOGIA DI FRESATURA FRESE PASSO VARIABILE e DIVISIONE IRREGOLARE IG7 CATALOGO e LISTINO 2015 2 Una nuova geometria per una maggiore produttività Nelle lavorazioni di fresatura il tagliente entra
TABELLA DEI GRADI ISCAR
 PVD PVD CERMET CERMET CERMET GRADO IC20N TABELLA DEI GRADI ICAR IO CARATTERITICE APPLICAZIONI Grado Cermet. Utilizzato per applicazioni di tornitura e scanalatura. Consigliato P05-P25 M05-M15 per semifiniture
PVD PVD CERMET CERMET CERMET GRADO IC20N TABELLA DEI GRADI ICAR IO CARATTERITICE APPLICAZIONI Grado Cermet. Utilizzato per applicazioni di tornitura e scanalatura. Consigliato P05-P25 M05-M15 per semifiniture
Profili laminati di alta qualità
 L'acciaio antiusura Profili laminati di alta qualità STEEL FOR LIFE WARRANTY ESTRONG è un acciaio legato a basso contenuto di Carbonio e con elevati tenori di Boro, Molibdeno e Nichel, tali da ottimizzare
L'acciaio antiusura Profili laminati di alta qualità STEEL FOR LIFE WARRANTY ESTRONG è un acciaio legato a basso contenuto di Carbonio e con elevati tenori di Boro, Molibdeno e Nichel, tali da ottimizzare
Tecnologia Meccanica. Cicli di Lavorazione
 OR 1 OR Generalità Si dice CICLO LAORAZIONE tutto l insieme di operazioni necessarie a fabbricare un singolo elemento attraverso una successione di processi tecnologici (fusione, stampaggio, lavorazioni
OR 1 OR Generalità Si dice CICLO LAORAZIONE tutto l insieme di operazioni necessarie a fabbricare un singolo elemento attraverso una successione di processi tecnologici (fusione, stampaggio, lavorazioni
17/03/2014. Le prove meccaniche distruttive. Tipologie di deformazione. Sistemi di Produzione D. Antonelli, G. Murari C.L.U.T.
 Le prove meccaniche distruttive Le prove meccaniche distruttive Sistemi di Produzione D. Antonelli, G. Murari C.L.U.T. Editrice, 2008 capitolo 3 Tecnologia meccanica S. Kalpakjian, S. R. Schmid Pearson
Le prove meccaniche distruttive Le prove meccaniche distruttive Sistemi di Produzione D. Antonelli, G. Murari C.L.U.T. Editrice, 2008 capitolo 3 Tecnologia meccanica S. Kalpakjian, S. R. Schmid Pearson
Asportazione di truciolo. LIUC - Ingegneria Gestionale 1
 Asportazione di truciolo LIUC - Ingegneria Gestionale 1 L asportazione di truciolo Per asportazione di truciolo (taglio e rimozione del materiale) si lavorano a freddo grezzi di fonderia e semilavorati
Asportazione di truciolo LIUC - Ingegneria Gestionale 1 L asportazione di truciolo Per asportazione di truciolo (taglio e rimozione del materiale) si lavorano a freddo grezzi di fonderia e semilavorati
LE LAVORAZIONI INDUSTRIALI
 LE LAVORAZIONI INDUSTRIALI Tornitura Foratura Fresatura Rettifica Altre lavorazioni 1 LAVORAZIONI INDUSTRIALI Nelle lavorazioni industriali per asportazione di truciolo sono sempre presenti: Pezzo Grezzo
LE LAVORAZIONI INDUSTRIALI Tornitura Foratura Fresatura Rettifica Altre lavorazioni 1 LAVORAZIONI INDUSTRIALI Nelle lavorazioni industriali per asportazione di truciolo sono sempre presenti: Pezzo Grezzo
IL TAGLIO ORBITALE DELLE VITI SENZA FINE UNA TECNOLOGIA ECOSOSTENIBILE
 IL TAGLIO ORBITALE DELLE VITI SENZA FINE UNA TECNOLOGIA ECOSOSTENIBILE Marco Benincasa (Benincasa Meccanica) Giampaolo Giacomozzi (Varvel SpA) Massimiliano Turci (Studio Tecnico Turci) Riduttori a vite
IL TAGLIO ORBITALE DELLE VITI SENZA FINE UNA TECNOLOGIA ECOSOSTENIBILE Marco Benincasa (Benincasa Meccanica) Giampaolo Giacomozzi (Varvel SpA) Massimiliano Turci (Studio Tecnico Turci) Riduttori a vite
o I I I I I I UTET LIBRERIA
 o I I I I I I UTET LIBRERIA IUAV-VENEZIA H 9813 BIBLIOTECA CENTRALE I.. FABRIZIA CAIAZZO Università degli Studi Salerno VINCENZO SERGI Università degli Studi Salerno TECNOLOGIE GENERALI DEI MATERIALI ISTITUTO
o I I I I I I UTET LIBRERIA IUAV-VENEZIA H 9813 BIBLIOTECA CENTRALE I.. FABRIZIA CAIAZZO Università degli Studi Salerno VINCENZO SERGI Università degli Studi Salerno TECNOLOGIE GENERALI DEI MATERIALI ISTITUTO
Comportamento meccanico dei materiali
 Comportamento meccanico dei materiali Riferimento: capitolo 2 del Kalpakjian Importante per comprendere il comportamento dei materiali durante le lavorazioni Introduzione Tensione e compressione Torsione
Comportamento meccanico dei materiali Riferimento: capitolo 2 del Kalpakjian Importante per comprendere il comportamento dei materiali durante le lavorazioni Introduzione Tensione e compressione Torsione
Materiali per utensili da taglio: usura e durata degli utensili
 Materiali per utensili da taglio: usura e durata degli utensili Riferimenti: Levi/Zompì cap. 4 Santochi/Giusti cap. 8 1 Introduzione Il comportamento di un utensile influenza in maniera determinante la
Materiali per utensili da taglio: usura e durata degli utensili Riferimenti: Levi/Zompì cap. 4 Santochi/Giusti cap. 8 1 Introduzione Il comportamento di un utensile influenza in maniera determinante la
6. Quale di questi forni produce meno ossidazioni per eseguire un t.t.? a combustione ad atmosfera nessuno dei tre a nafta
 Questionario area meccanica tecnologia e disegno TECNOLOGIA MECCANICA 1. Bisogna tornire un particolare in acciaio di diametro 55 mm. Si utilizza una Vc di 90 m/min. Quale numero di giri devo scegliere
Questionario area meccanica tecnologia e disegno TECNOLOGIA MECCANICA 1. Bisogna tornire un particolare in acciaio di diametro 55 mm. Si utilizza una Vc di 90 m/min. Quale numero di giri devo scegliere
Tecnologia dei Materiali e Chimica Applicata Soluzione Esercitazione IV Prof. Dott. Bernhard Elsener
 Tecnologia dei Materiali e Chimica Applicata Soluzione Esercitazione IV ESERCIZIO 4.1 E dato il diagramma di stato del sistema Pb-Sn (figura 1). Figura 1 Diagramma di stato Pb-Sn 1. Determinare le fasi
Tecnologia dei Materiali e Chimica Applicata Soluzione Esercitazione IV ESERCIZIO 4.1 E dato il diagramma di stato del sistema Pb-Sn (figura 1). Figura 1 Diagramma di stato Pb-Sn 1. Determinare le fasi
PROGRAMMA SVOLTO Anno Scolastico:2016/2017 MATERIA : TECNOLOGIA MECCANICA DI PRODOTTO E DI PROCESSO MECCANICI /DIURNO CLASSE: 4 C MECCATRONICA
 Anno Scolastico:2016/2017 Pagine 1 di 5 MATERIA : TECNOLOGIA MECCANICA DI PRODOTTO E DI PROCESSO MECCANICI /DIURNO CLASSE: 4 C MECCATRONICA Prof.: Fortunato LAURIA 15 giugno 2017 DOC F. Lauria 15 giugno
Anno Scolastico:2016/2017 Pagine 1 di 5 MATERIA : TECNOLOGIA MECCANICA DI PRODOTTO E DI PROCESSO MECCANICI /DIURNO CLASSE: 4 C MECCATRONICA Prof.: Fortunato LAURIA 15 giugno 2017 DOC F. Lauria 15 giugno
Tecnologia dei Materiali e Chimica Applicata Soluzione Esercitazione IV Prof. Dott. Bernhard Elsener
 Tecnologia dei Materiali e Chimica Applicata Soluzione Esercitazione IV ESERCIZIO 4.1 E dato il diagramma di stato del sistema Pb-Sn (figura 1). Figura 1 Diagramma di stato Pb-Sn 1. Determinare le fasi
Tecnologia dei Materiali e Chimica Applicata Soluzione Esercitazione IV ESERCIZIO 4.1 E dato il diagramma di stato del sistema Pb-Sn (figura 1). Figura 1 Diagramma di stato Pb-Sn 1. Determinare le fasi
APKT 1907 Nuovi inserti e frese
 APKT 1907 Nuovi inserti e frese Bulletin 1/9 è lieta di presentare una nuova linea di frese e inserti APKT della popolare linea CHASEMILL - una famiglia di utensili noti per la loro affidabilità e alte
APKT 1907 Nuovi inserti e frese Bulletin 1/9 è lieta di presentare una nuova linea di frese e inserti APKT della popolare linea CHASEMILL - una famiglia di utensili noti per la loro affidabilità e alte
Asportazione di truciolo. LIUC - Ingegneria Gestionale 1
 Asportazione di truciolo LIUC - Ingegneria Gestionale 1 L asportazione di truciolo Per asportazione di truciolo (taglio e rimozione del materiale) si lavorano a freddo grezzi di fonderia e semilavorati
Asportazione di truciolo LIUC - Ingegneria Gestionale 1 L asportazione di truciolo Per asportazione di truciolo (taglio e rimozione del materiale) si lavorano a freddo grezzi di fonderia e semilavorati
Precision Cutting Tools FRESE IN METALLO DURO + NUOVO PROGRAMMA COMPLETO 2017
 IT Precision Cutting Tools FRESE IN METALLO DURO + NUOVO PROGRAMMA COMPLETO 2017 Codice ISO ISO P M K N S H acciaio, acciaio altamente legato acciaio inossidabile ghisa grigia, ghisa sferoidale e malleabile
IT Precision Cutting Tools FRESE IN METALLO DURO + NUOVO PROGRAMMA COMPLETO 2017 Codice ISO ISO P M K N S H acciaio, acciaio altamente legato acciaio inossidabile ghisa grigia, ghisa sferoidale e malleabile
Dispensa di LAVORAZIONE alle M.U. asportazione del truciolo
 Dispensa di LAVORAZIONE alle M.U. asportazione del truciolo TABELLE PARAMETRI TECNICI ISTRUZIONI AL CALCOLO DEI PARAMETRI TECNICI Redatto da Cipro Massimo 14 Novembre 2005 Ultima revisione: 24/02/2011
Dispensa di LAVORAZIONE alle M.U. asportazione del truciolo TABELLE PARAMETRI TECNICI ISTRUZIONI AL CALCOLO DEI PARAMETRI TECNICI Redatto da Cipro Massimo 14 Novembre 2005 Ultima revisione: 24/02/2011
Punte elicoidali Generalità
 Punte elicoidali Generalità La punta elicoidale è l utensile universalmente usato per praticare fori su qualsiasi materiale. Troppo spesso viene trascurata l importanza che riveste una sua accurata costruzione
Punte elicoidali Generalità La punta elicoidale è l utensile universalmente usato per praticare fori su qualsiasi materiale. Troppo spesso viene trascurata l importanza che riveste una sua accurata costruzione
MATERIALI PER UTENSILI CARATTERISTICHE PRINCIPALI
 MATERIALI PER UTENSILI CARATTERISTICHE PRINCIPALI - Durezza a freddo (elementi di lega, trattamenti termici ) - Durezza a caldo (alte velocità di taglio) - Tenacità (frese, taglio interrotto ) - Resistenza
MATERIALI PER UTENSILI CARATTERISTICHE PRINCIPALI - Durezza a freddo (elementi di lega, trattamenti termici ) - Durezza a caldo (alte velocità di taglio) - Tenacità (frese, taglio interrotto ) - Resistenza
ASX400 NOVITA' Per una fresatura stabile in spallamento anche con asportazioni pesanti. B023I. Fresa ad inserti per la fresatura in spallamento
 NOVITA' 2014.01 Update B023I Fresa ad inserti per la fresatura in spallamento ASX400 Per una fresatura stabile in spallamento anche con asportazioni pesanti. Nuovi gradi rivestiti ora disponibili Fresa
NOVITA' 2014.01 Update B023I Fresa ad inserti per la fresatura in spallamento ASX400 Per una fresatura stabile in spallamento anche con asportazioni pesanti. Nuovi gradi rivestiti ora disponibili Fresa
iglidur J200 Per scorrimenti su alluminio anodizzato iglidur J200 Tel Fax
 J200 Per scorrimenti su alluminio anodizzato Eccellente resistenza all abrasione su perni in alluminio anodizzato Bassi coefficienti d attrito Ottima durata anche in ambienti sporchi Esente da manutenzione
J200 Per scorrimenti su alluminio anodizzato Eccellente resistenza all abrasione su perni in alluminio anodizzato Bassi coefficienti d attrito Ottima durata anche in ambienti sporchi Esente da manutenzione
Frese ed inserti. LNGX 12 e LNGU 16. Nuova linea di fresatura
 Frese ed inserti LGX 12 e LGU 16 i cambia uova linea di fresatura Frese ed inserti per fresatura LGX 12 e LGU 16 Entrambi gli inserti hanno 4 taglienti Caratteristiche: Inserti con 4 taglienti 2 geometrie
Frese ed inserti LGX 12 e LGU 16 i cambia uova linea di fresatura Frese ed inserti per fresatura LGX 12 e LGU 16 Entrambi gli inserti hanno 4 taglienti Caratteristiche: Inserti con 4 taglienti 2 geometrie
PARTE PRIMA ASPETTI GENERALI Capitolo 1 STRUTTURA E PROPRIET DEI MATERIALI 1. STRUTTURA DEI MATERIALI 1.1. Macrostruttura 1.2. Microstruttura 1.3.
 PARTE PRIMA ASPETTI GENERALI Capitolo 1 STRUTTURA E PROPRIET DEI MATERIALI 1. STRUTTURA DEI MATERIALI 1.1. Macrostruttura 1.2. Microstruttura 1.3. Struttura atomica o molecolare 1.4. Complementarita degli
PARTE PRIMA ASPETTI GENERALI Capitolo 1 STRUTTURA E PROPRIET DEI MATERIALI 1. STRUTTURA DEI MATERIALI 1.1. Macrostruttura 1.2. Microstruttura 1.3. Struttura atomica o molecolare 1.4. Complementarita degli
NUOVO! Dischi fibrati COMBICLICK un sistema brevettato di attacco rapido ed autoraffreddante
 un sistema brevettato di attacco rapido ed autoraffreddante NUOVO! Fino al 25% in più di asportazione. Fino al 30% in meno di usura dell utensile. Fino al 30% in meno di riscaldamento del pezzo. Tempi
un sistema brevettato di attacco rapido ed autoraffreddante NUOVO! Fino al 25% in più di asportazione. Fino al 30% in meno di usura dell utensile. Fino al 30% in meno di riscaldamento del pezzo. Tempi
Diagrammi di equilibrio delle leghe non ferrose
 Così come il Ferro e il Carbonio danno luogo al diagramma di equilibrio Fe-C, che permette di effettuare lo studio della solidificazione di acciai e ghise quando i raffreddamenti sono lenti, analogamente
Così come il Ferro e il Carbonio danno luogo al diagramma di equilibrio Fe-C, che permette di effettuare lo studio della solidificazione di acciai e ghise quando i raffreddamenti sono lenti, analogamente
La gamma di frese a corona BDS
 La gamma di frese a corona BDS Frese a corona rettificate con differenti trattamenti di superficie, profilo o geometria. Serie VarioPLUS Frese a corona ad alta resistenza prodotte da barre di acciaio lavorato
La gamma di frese a corona BDS Frese a corona rettificate con differenti trattamenti di superficie, profilo o geometria. Serie VarioPLUS Frese a corona ad alta resistenza prodotte da barre di acciaio lavorato
maschi metallo duro
 maschi metallo duro www.vergnano.com MASCHI VERGNANO IN METALLO DURO L utilizzo degli utensili in metallo duro è aumentato notevolmente negli ultimi anni. Oggi la maggior parte delle lavorazioni di tornitura,
maschi metallo duro www.vergnano.com MASCHI VERGNANO IN METALLO DURO L utilizzo degli utensili in metallo duro è aumentato notevolmente negli ultimi anni. Oggi la maggior parte delle lavorazioni di tornitura,
NOVITÀ INSERTI POSITIVI. Offerta Lancio
 NSERT POSTV NOVTÀ Geometria CFP eccellente per finitura di acciai al carbonio e ghise C VC Nuova linea tec per tornitura interna ed esterna Geometrie specifiche per le diverse lavorazioni Rivestimenti
NSERT POSTV NOVTÀ Geometria CFP eccellente per finitura di acciai al carbonio e ghise C VC Nuova linea tec per tornitura interna ed esterna Geometrie specifiche per le diverse lavorazioni Rivestimenti