Progetto di Tecnologia Meccanica Valvola a dischi per condotto GPL
|
|
|
- Alessandro Serra
- 8 anni fa
- Visualizzazioni
Transcript

1 Università degli Studi di Pisadi Pisa Corso di Laurea in Ingegneria Meccanica Anno accademico 2014/2015 Prof. M. Santochirso di Laurea in Ingegneria Meccanica Progetto di Tecnologia Meccanica Valvola a dischi per condotto GPL Simone Bigini Guido Nisti Leonardo Zummo

2 P a g. 1 Indice 1. Introduzione 1.1 Generalità 1.2 Scelta dei processi di produzione 2. Studio dei processi produttivi del corpo 2.1 Disegno di particolare 2.2 Scelta del tipo di formatura 2.3 Studio del processo di fusione Generalità Dal disegno finito al greggio Definizione dell anima e della cassa d anima Definizione dei semimodelli Calcolo dei moduli di raffreddamento Dimensionamento delle materozze Scelta delle staffe Dimensionamento del canale di colata Valutazione della spinta metallostatica Valutazione della spinta sull anima Simulazione con SolidCast 2.4 Lavorazioni alle macchine utensili Scelta della macchina Scelta dell attrezzatura Scelta degli utensili Fogli di ciclo e fogli di fase

3 P a g Studio dei processi produttivi dell albero 3.1 Disegno di particolare 3.2 Generalità 3.3 Lavorazioni alle macchine utensili Scelta delle modalità di lavorazione Scelta della macchina Scelta degli utensili Fogli di ciclo e fogli di fase Part program 4. Allegati 4.1 Disegno di Complessivo 4.2 Disegno di particolare: Corpo 4.3 Disegno di particolare: Albero 4.4 Disegno Cassa d anima Guscio Disegno Cassa d anima Guscio Disegno Semimodello Disegno Semimodello 2 5. Riferimenti bibliografici

4 P a g Introduzione 1.1 Generalità La valvola che analizzeremo è un dispositivo meccanico la cui funzione è quella di regolare il passaggio di un fluido all interno di una tubazione, ad essa collegata. Nel nostro caso si tratta di una valvola la cui chiusura, effettuata dall esterno, tramite una leva, è affidata all interposizione di due dischi al flusso di GPL in un condotto, impedendone il passaggio. Il dispositivo, come è visibile dal disegno di complessivo (Allegato 1) è relativamente semplice dal punto di vista costruttivo. Degno di nota è il fatto che, a parte le poche guarnizioni, il funzionamento sia affidato ad accoppiamenti meccanici acciaio-acciaio. In particolare, le parti esterne degli anelli e le superfici alle quali questi si accoppiano sono rivestite da uno strato di stellite, una lega di cobalto-cromo con piccole percentuali di molibdeno e tungsteno. Questo trattamento conferisce al pezzo una durezza elevata, resistenza all usura, alla corrosione e alle alte temperature e notevole tenacità. Il resto dei componenti è realizzato con normale acciaio da costruzioni, ad esempio il C40, le cui principali proprietà sono riportate in figura 1.1.
 è relativamente semplice dal punto di vista costruttivo.")

5 P a g. 4 Figura 1.1


6 P a g Scelta dei processi di produzione I componenti dei quali analizzeremo in dettaglio i processi produttivi sono il Corpo (Body) e l Albero (Stem), rispettivamente i particolari 8 e 4. La geometria complessa del Corpo richiede una realizzazione tramite fusione e successiva lavorazione su centro di lavorazione a controllo numerico. Il numero di pezzi da realizzare è 50, pertanto opteremo per la tecnica di fusione in terra non meccanizzata, per ridurre al minimo i costi fissi e mantenere una certa economicità di scala. Per gli alberi, a causa della elevata quantità di pezzi da produrre (3000 esemplari), è stato scelto un processo di lavorazione su tornio a controllo numerico con avanzamento automatico di barre commerciali. Figura 1.2

7 P a g Studio dei processi produttivi del Corpo 2.1 Disegno di particolare Per il disegno di definizione del particolare qui analizzato si rimanda all allegato n Scelta del tipo di formatura In funzione del materiale del greggio, delle dimensioni e della geometria del pezzo è stato scelto il metodo di formatura in forma transitoria, in terra. Questo metodo è caratterizzato dal fatto che ogni forma può essere utilizzata per una sola colata e viene distrutta al momento dell'estrazione del greggio. In particolare, il basso numero di pezzi da realizzare (50) impone la scelta di strategie di produzione che minimizzino i costi fissi, data la evidente difficoltà nell ammortamento di questi. Figura 2.1
 impone la scelta di strategie di produzione che minimizzino i costi fissi, data la evidente difficoltà nell")
8 P a g Studio del processo di fusione Generalità Un aspetto molto importante è la scelta del piano di divisione delle due semiforme. Considerazioni sulle situazioni di sottosquadro ci portano a concludere che la migliore scelta sia quella illustrata in figura 2.2, nonostante sia presente una superficie, evidenziata in azzurro in figura 2.3, che determina problemi in fase di sformatura. La soluzione individuata è quella di realizzare tale profilo curvilineo in una seconda fase. Figura 2.2 Figura 2.3

9 P a g. 8 La parte evidenziata in figura 2.4, potrebbe costituire una criticità durante la colata, dato che si tratterebbe di una porzione di greggio a bassissimo modulo di raffreddamento. Inoltre, la funzione adibita a tale parte è quella di accogliere una targhetta contenente dettagli tecnici riguardanti il funzionamento della valvola, il fissaggio della quale è assicurato da due fori, in corrispondenza dei quali verranno inserite due viti con dadi. Per queste considerazioni e per il basso numero di pezzi da realizzare, si è scelto di reperire sul mercato delle piastrine già forate e saldarle al greggio dopo il processo di sformatura e sbavatura, ma prima delle Figura 2.4 lavorazioni su macchine utensili, onde evitare deformazioni indesiderate del pezzo, condizionando negativamente la qualità delle superfici finite. Inoltre, le dimensioni della targhetta e della piastrina portatarghetta, non hanno nessuna rilevanza funzionale; per questo motivo non è necessario reperirle identiche a quelle previste dal disegno tecnico. Per il fissaggio della piastrina, abbiamo optato per il metodo di saldatura autogeno ad arco elettrico rivestito. Le motivazioni di tale scelta sono la maggiore economicità, la facilità di esecuzione e le dimensioni ridotte. Dato che il giunto non dovrà sopportare forze elevate o assolvere funzioni strutturali particolari, la saldatura può essere realizzata su un lato solo. La piastrina dovrà essere preparata tramite opportuna cianfrinatura con angolo a 60 ; si tratta di una saldatura in piano ad L, in corrente alternata con elettrodo al rutilo.



10 P a g. 9 La macchina scelta per effettuare la saldatura è la Stanley STAR 3200, della quale riportiamo immagine e specifiche tecniche nelle figure 2.5 e 2.6, rispettivamente. Il costo di questa macchina è di 230 euro. Figura 2.5 Figura 2.6

11 P a g Dal disegno finito al greggio Il processo di fusione non permette di ottenere sufficiente qualità superficiale e soddisfare le tolleranze geometriche e dimensionali previste. Per questo motivo il greggio dovrà essere lavorato alle macchine utensili. Al disegno del pezzo finito, quindi, apportiamo delle modifiche assegnando i sovrametalli alle superfici che dopo il processo di fusione subiranno lavorazioni per asportazione di truciolo. Alla luce della distinzione tra dimensioni critiche e dimensioni non critiche, ovvero, rispettivamente, tra quote importanti dal punto di vista funzionale e non, riportiamo le tabelle dei sovrametalli consigliati da prevedere. Figura 2.7 Dimensioni non critiche Figura 2.8 Dimensioni critiche

 e maggioriamo di conseguenza tutte le quote di quel valore. Figura 2.")
12 P a g. 11 Inoltre, va considerato il ritiro volumetrico del metallo fuso che avviene durante il raffreddamento e la solidificazione, tutt altro che trascurabile. Per semplicità, invece, consideriamo il ritiro approssimato lineare della lega (2%) e maggioriamo di conseguenza tutte le quote di quel valore. Figura 2.9 Tutti i fori sulle facce del pezzo, evidenziati in figura 2.10, e gli spallamenti in azzurro di figura 2.11 verranno realizzati successivamente con lavorazioni alle macchine utensili. Figura 2.10 Figura 2.11
 e maggioriamo di conseguenza tutte le quote di")

13 P a g. 12 Ricordiamo che, come discusso nel paragrafo 2.3.1, la superficie evidenziata in figura 2.3 verrà realizzata con processi successivi. Rimandando la definizione del disegno dei semimodelli ai paragrafi successivi, inseriamo due figure, 2.12 e 2.13, per permettere una visione intuitiva di come si presenterà il greggio alla luce delle scelte sopra discusse e dei sovrametalli previsti. Figura 2.12 Figura 2.13 Riportiamo in figura 2.14 il risultato dell assegnazione del sovrametalli, con il loro valore (in mm). Figura 2.14



14 P a g. 13 Sono inoltre previsti raggi di raccordo R4 su entrambi i semimodelli, per facilitare il raggiungimento della lega in tutti i punti della forma ed evitare difetti. Con il CAD è stata effettuata un analisi degli angoli di sformo. Sono evidenziate in figura 2.15 (Semimodello 1) e 2.16 (Semimodello 2), secondo la legenda riportata, le superfici che necessitano angolature, anche di 1-2, per facilitare la sformatura. Figura 2.15 Figura 2.16

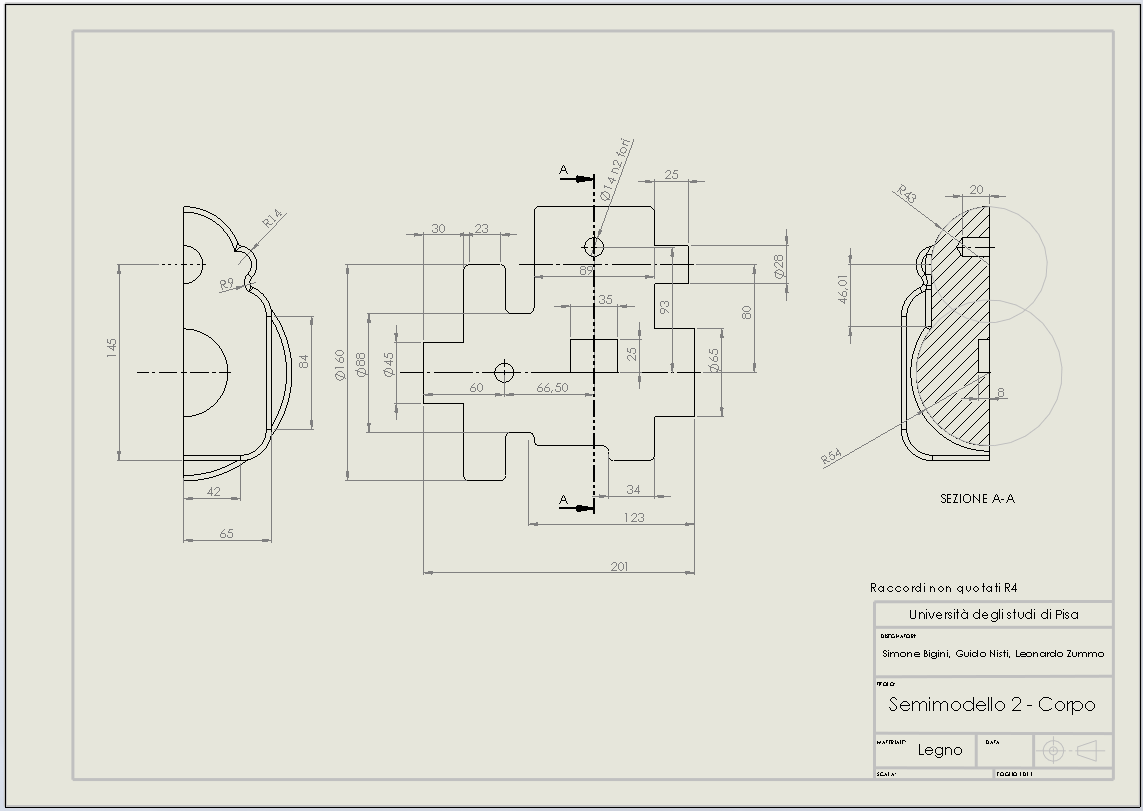
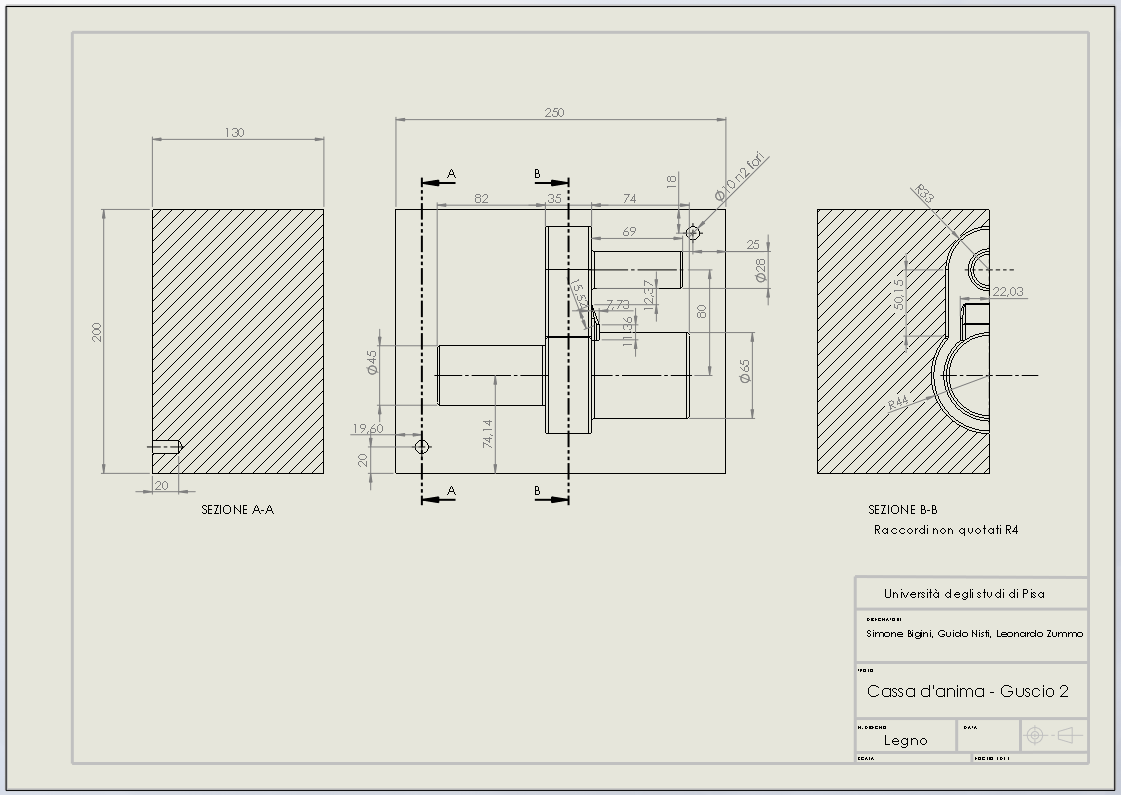
15 P a g Definizione dell anima e della cassa d anima Per la realizzazione della parte di condotto di GPL e della sede per l albero e portadischi abbiamo deciso di utilizzare un anima. Il posizionamento di questa non crea problemi, dato che la linea d asse giace sul piano di divisione. Al paragrafo valuteremo l installazione di un rinforzo con tondino d acciaio. Per il disegno della cassa d anima, vedere gli allegati 4.4 e 4.5. Figura Definizione dei semimodelli I semimodelli utilizzati per il processo di formatura saranno realizzati in legno, con appositi alloggi per spine di riferimento (Semimodello 2 ), per relative boccole (Semimodello 1) e piastrina di scampanatura, da fissare con viti autofilettanti in seguito. Abbiamo tenuto anche conto della necessità di portate d anima nella forma. Per il disegno dei semimodelli, vedere gli allegati 4.6 e 4.7.
, per relative boccole")
16 P a g Calcolo dei moduli Tra i problemi più gravi da evitare in un processo di realizzazione per fusione c è quello delle cavità di ritiro, che si presentano come porzioni di volume della forma, simili a coni, non occupate da metallo. Non basta aver avuto la cura di maggiorare le dimensioni dei semimodelli, tenendo di conto del ritiro della lega durante la solidificazione. L unico modo per evitare l inconveniente sopra citato, che sarebbe causa di scarto del getto, è quello di prevedere la presenza di materozze, che fungono da veri e proprio serbatoi di metallo fuso durante il raffreddamento del metallo fuso. Per rendere la realizzazione dei semimodelli più semplice ed economica, abbiamo ritenuto opportuno comprare i modelli delle materozze separatamente e metterle a contatto (o eventualmente fissarle) opportunamente con questi al momento della formatura. Questa procedura è abbastanza semplice, dal momento che la superficie piana inferiore delle materozze è prevista collocata all altezza del piano di divisione. Per consentire la corretta alimentazione del greggio con metallo ancora allo stato liquido è necessario che proprio nelle materozze la lega solidifichi per ultima, ovvero che il gradiente termico sia diretto verso queste durante tutto il tempo di solidificazione. Per assicurarsi di questo e capire dove le materozze debbano essere collocate per garantire la protezione del pezzo è utile dividere idealmente il greggio in parti e procedere al calcolo, per ognuna di esse, del modulo termico, definito come il rapporto tra volume e superficie esposta al contatto con la terra da fonderia.

17 P a g. 16 Di seguito sono riportati i valori (ottenuti con qualche approssimazione) di volume, superficie di scambio termico e modulo di raffreddamento per ogni parte, con relativa immagine che la evidenzia. Parte 1. Volume = ³ mm³ Superficie = 37 10³ mm² Modulo 1 = 15,54 mm Figura 2.18 Parte 2. Volume = 95 10³ mm³ Superficie = 8,77 10³ mm² Modulo 2 = 10,8 mm Figura 2.19

18 P a g. 17 Parte 3. Volume = ³ mm³ Superficie = 50 10³ mm² Modulo 3 = 3,7 mm Figura 2.20 Parte 4. Volume = ³ mm³ Superficie = 49 10³ mm² Modulo 4 = 12 mm Figura 2.21

19 P a g. 18 Dai risultati del calcolo dei moduli possiamo concludere che il gradiente termico non ha una sola direzione, ma due: la prima parte a solidificare sarà la 3, a seguire la 2, poi la 4 ed infine la 1. L assenza di cavità di ritiro nella parte 3 è assicurata dal fatto che le parti 2 e 4 la alimentano di metallo fuso. Lo stesso ruolo è assunto dalla parte 1 durante la solidificazione della parte 2. Per proteggere le ultime due porzioni del getto a raffreddare, è necessaria l influenza di materozze: concludiamo che ne servono due e che dovranno essere collegate alle parti 1 e Dimensionamento delle materozze La forma scelta per le materozze impiegate è quella cieca. Il dimensionamento dovrà essere fatto in modo che il modulo termico di ognuna di esse sia 1,2 volte quello della parte del greggio a contatto. Riportiamo di seguito i calcoli. Materozza 1. M1 = 15,54 mm Mm1 = 1,2 M1 = 18,65 mm Vm1 = 156 (18,65)³ 1dm³ D= = 98 mm H = 1,5 D = 147 mm L= 14,7 mm Mc1 = 1,1 M1 = 17, 1 mm = 17,1 mm ( ) e fissando a = 80 mm, si ricava b = 60 mm

³ 1dm³ D= = 76 mm H = 1,5 D = 114 mm L= 11,5 mm Mc2 = 1,1 M2 = 13,2mm = 13,2 mm ( ) e fissando a = 60 mm, si ricava b = 47 mm; dove: M =")
20 P a g. 19 Materozza 2. M2 = 12 mm Mm2 = 1,2 M2 = 14,4 mm Vm2 = 156 (18,65)³ 1dm³ D= = 76 mm H = 1,5 D = 114 mm L= 11,5 mm Mc2 = 1,1 M2 = 13,2mm = 13,2 mm ( ) e fissando a = 60 mm, si ricava b = 47 mm; dove: M = modulo della parte Mm = modulo della materozza Vm = volume della materozza Mc = modulo del collare Gli altri nomi sono quote ricavabili dalla figura Figura 2.22

21 P a g. 20 Verifichiamo che il raggio di influenza delle materozze assicuri la protezione del greggio. R = k S dove: R = raggio di influenza k è un coefficiente che dipende dal materiale del pezzo. Per gli acciai si aggira intorno a 3,5 5; per scelta cautelativa consideriamo k = 3,5. S = spessore medio della parte a cui la materozza in esame è collegata S1 = 31 mm R1 = 108 mm al quale, considerando il grande margine di sicurezza che abbiamo sulla direzionalità del gradiente termico, aggiungiamo l effetto di estremità, 2,5 S1: R1 = 77,5 mm. S2 = 34 mm e con le solite considerazioni fatte per la materozza 1: R2 = 119 mm. Le materozze riescono ad alimentare un volume addirittura superiore a quello del resto del greggio, infatti, per ognuna: Figura 2.23 dove b è il coefficiente di ritiro volumetrico della lega.
22 P a g Scelta delle staffe Per il metodo di fusione in terra sono necessarie due staffe per modello. Alla luce delle dimensioni dei semimodelli e delle materozze, prevediamo staffe con base di 400x400 mm e altezza di 170 mm (quella inferiore) e di 130 mm (quella superiore). Il sistema di bloccaggio delle due staffe non è rilevante e in seguito avremo cura di verificare che le spinte metallostatiche siano accettabili. Figura Dimensionamento del sistema di colata In questo paragrafo progetteremo e dimensioneremo il sistema di colata. Per prima cosa stimiamo il tempo necessario per permettere al metallo fuso di riempire la forma: Tcol = 3,2
23 P a g. 22 dove Tcol è il tempo di colata, la densità, G la massa e Vtot il volume del getto, comprese materozze e collari. Per l acciaio scelto, 7,86 kg/dm³. vale Vtot = Vpezzo + Vmaterozza + Vcollari = 1,45 + 1,5 + 0,1 = 3,05 dm³ G = Vtot = 24 kg Tcol = 15s Quindi dobbiamo dimensionare gli attacchi di colata in modo che permettano un flusso di 3,05 dm³ di acciaio in 15 secondi. Pm = dove v è la velocità di colata e Sa la sezione dell attacco di colata. Ricavandoci v come:, con h l altezza delle staffe (300mm) otteniamo v = 2,4 m/s. Quindi:

24 P a g. 23 Attacchi di colata. Avendo due attacchi di colata, ognuno avrà sezione Sa/2 = 42 mm². La forma è quella triangolare., quindi a = 9,2 mm, approssimando a 10mm. Figura 2.25 Canale distributore. Tenendo conto della sezione a forma trapezia e della proporzione Canale di colata. Figura 2.26 Tenendo conto della sezione a forma circolare e della proporzione Figura 2.27
25 P a g Valutazione della spinta metallostatica Per conoscere l entità delle forze che agiscono dall interno della forma sul materiale da formatura durante la colata facciamo uso della legge di Stevino: ( ), dove = 7,86 kg/dm³, g = 9,81 m/s² e z è la quota del punto considerato prendendo come riferimento il pelo libero del materiale fuso, a contatto con l atmosfera. La pressione minima si ha nel punto più alto del getto mentre la massima nel punto più basso: Dividendo poi il getto esattamente come fatto per il calcolo dei moduli termici, tenendo conto che e ricorrendo al calcolo integrale e formule consigliate, con qualche approssimazione, otteniamo che : Forza parte 1 = 41N Forza parte 2 = 20N Forza parte 3 = 100N Forza parte 4 = 8N Forza materozza 1 = 43N Forza materozza 2 = 32N Forza risultante = 243N
26 P a g Valutazione della spinta sull anima Valutiamo anche la spinta di Archimede che agisce sull anima immersa nel metallo fuso, per renderci conto se sia necessario o meno un rinforzo della stessa con tondino di ferro. volume dell anima stessa., dove Vm è il volume di lega spostato, ovvero il e quindi. Per sicurezza, data anche la sua geometria, prevediamo il rinforzo dell anima al momento della formatura nella cassa. Sommando la risultante delle spinte metallostatiche a quella della spinta sull anima, trasmessa alla forma dalle portate d anima, otteniamo, che possiamo bilanciare ponendo qualche peso sulla staffa superiore. Il peso dell anima è stato trascurato per semplicità e per cautela.
27 P a g Simulazione con SolidCast Come previsto, la solidificazione è direzionale e avviene come suggerito dai risultati del calcolo dei moduli. Da notare che le materozze sono le ultime parti a raffreddare, come deve essere.
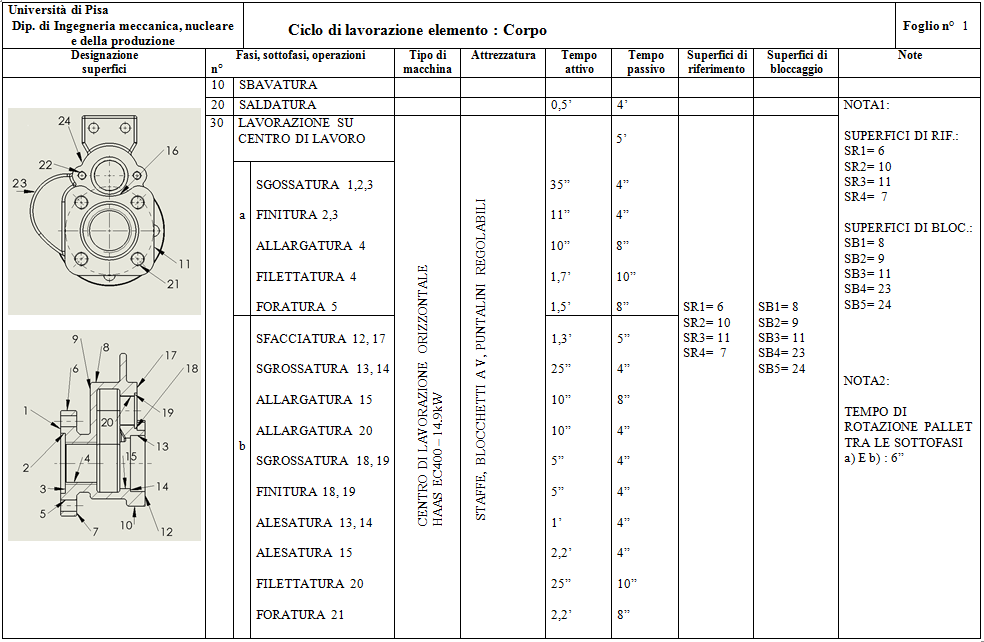
28 P a g Lavorazioni alle macchine utensili Scelta della macchina Dall analisi del disegno di particolare del corpo ci rendiamo conto dell impossibilità di mettere in rotazione il pezzo, a causa di forti irregolarità ed eccentricità. Tutte le superfici, comprese quelle di rivoluzione dovranno essere ottenute tramite movimentazione degli utensili. I requisiti necessari sono: 1. presenza di due pallet, per eseguire il montaggio di un greggio mentre la macchina ne lavora un altro, risparmiando tempo 2. possibilità di movimentare il pezzo automaticamente con il controllo numerico, per ottenere alta precisione di lavorazione e risparmiare tempo per smontarlo e rimontarlo 3. volume di lavoro della macchina sufficiente Inoltre dovremmo accertarci in seguito che la macchina sviluppi abbastanza potenza per effettuare tutte le lavorazioni e che il magazzino possa contenere tutti gli utensili necessari. Alla luce delle considerazioni fatte, considerando le tipologie di lavorazioni necessarie, la qualità richiesta, le dimensioni e le geometrie del pezzo e prevedendo i tempi necessari, è stato scelto di acquistare un centro di lavoro a controllo numerico. Il numero di assi controllati necessario è quattro. Infatti gli assi X,Y,Z servono per la movimentazione del mandrino e l asse A per ruotare il pallet e permettere la lavorazione completa del pezzo.

29 P a g. 28 La macchina scelta è HAAS EC400, di cui riportiamo immagini illustrative e specifiche tecniche. Figura 2.28 Figura 2.29 Figura 2.30

30 P a g. 29 Figura 2.31 Scheda tecnica 1

31 P a g. 30 Figura 2.32 Scheda tecnica 2


32 P a g Scelta dell attrezzatura Per fissare il greggio sul pallet, dopo la rimozione delle materozza, la sbavatura e la saldatura del portatarghetta, è necessaria un opportuna attrezzatura. Purtroppo la irregolarità del pezzo ci indurrebbe a optare per l acquisto di componenti speciali, realizzati appositamente. Tuttavia è possibile identificare sul pezzo dei punti nei pressi dei quali porre degli appoggi e poi cercare sul mercato attrezzature modulari che soddisfino tale compito. La scelta della collocazione degli appoggi è riportata nelle figure di seguito. I simboli indicanti i soliti punti non sono stati ripetuti nelle diverse viste. Figure 2.33 Abbiamo previsto che le coppie di appoggi sulle superfici cilindriche siano realizzate da blocchetti a V opportunamente collocati, mentre tutti gli altri da puntalini regolabili o staffe. In rosso sono evidenziati i sei appoggi di riferimento, in verde quelli di bloccaggio per evitare il movimento del pezzo per effetto delle forze di taglio.
33 P a g Scelta degli utensili Di seguito riportiamo la lista con immagini e specifiche degli utensili scelti, divisi per categoria, rimandando una trattazione più specifica delle lavorazioni al foglio di fase. Riportiamo il significato delle sigle degli inserti alla fine del paragrafo. 1. Frese Le due frese scelte ( 40 e 50) sono prodotte dalla MAPAL, così come gli inserti che dovranno essere montate su di esse. Verranno utilizzate per lavorazioni di sgrossatura e sfacciatura. Figura 2.34

34 P a g. 33 Figura Allargatori Gli allargatori che abbiamo scelto sono: Allargatore MAPAL 51 L=60 Allargatore MAPAL 56 L=60 Allargatore MAPAL 71 L=50 Allargatore MAPAL 76 L=50 Allargatore Italian Tool Company 20

35 P a g. 34 Figura 2.36 Figura 2.37

36 P a g. 35 Figura Bareni I bareni che abbiamo scelto sono della marca SANDVIK COROMANT e verranno utilizzati per alesature interne con spallamento. Figura 2.39

37 P a g. 36 Figura 2.40 Figura 2.41
38 P a g Punte elicoidali Le punte per effettuare forature che abbiamo scelto sono della marca MAYKESTAG. Figura 2.42 Figure 2.43 Caratteristiche punte scelte

39 P a g Maschi Abbiamo scelto i maschi necessari per le filettature M12 e M20 dal catalogo MAYKESTAG. Figura 2.44

40 P a g Frese per filettature Per realizzare le filettature M45 ed M64 è necessario ricorrere alla tecnica della filettatura con fresa. La lavorazione consiste nel mettere in rotazione una fresa con opportuni inserti, con forma adatta al filetto che si vuole ottenere, e farla avanzare perifericamente, con moto circolare, e parallelamente all asse del foro. In altre parole il centro della fresa, in rotazione su se stessa, dovrà percorrere un elica di raggio opportuno e passo coincidente con quello della filettatura da realizzare Riportiamo le caratteristiche degli utensili scelti dai cataloghi SANDVIK COROMANT e FEBAMETAL. Figura 2.45 Fresa per realizzazione M64 Sandvik Coromant


41 P a g. 40 Figura 2.46 Inserto per realizzazione M64 Sandvik Coromant Figura 2.47 Fresa per realizzazione M45 - Febametal


42 P a g. 41 Figura 2.48 Inserto per realizzazione M45 - Febametal Come verrà trattato approfonditamente in seguito, quando sceglieremo i parametri di taglio, per realizzare le filettature in questo modo, servono molte passate. Gli incrementi radiali da dare alla fresa sono bassi (0,15 0,28 mm). Figura 2.49

43 P a g. 42 Figura 2.50 Designazione ISO di utensili MAPAL per frese parte 1

44 P a g. 43 Figura 2.51 Designazione ISO di utensili MAPAL per frese parte 2

45 P a g. 44 Figura 2.52 Designazione ISO di utensili MAPAL per allargatori parte 1

46 P a g. 45 Figura 2.53 Designazione ISO di utensili MAPAL per allargatori parte 2

47 P a g Fogli di ciclo e fogli di fase Per la stesura dei fogli di ciclo e dei fogli di fase è necessario scegliere in che ordine effettuare le lavorazioni e calcolare i parametri di taglio. Come già accennato nei paragrafi precedenti, è conveniente montare il greggio con l attrezzatura su un pallet, lavorare tutte le parti del pezzo raggiungibili, poi ruotare la tavola portapezzo di 180 gradi e svolgere le rimanenti operazioni. Nominiamo le superfici alle quali ci riferiremo in seguito: Figura 2.54 I parametri di taglio scelti, alla luce delle tolleranze e rugosità previste dal disegno, sono quelli consigliati dalle case produttrici dei vari utensili e dai testi che abbiamo consultato, citati nella bibliografia. Riteniamo opportuno riportare i nomi dei parametri e specificare le caratteristiche della filettatura con fresa.
48 P a g. 47 Qualità dei filetti Grazie alla sua forma, una fresa può realizzare una filettatura completa (compreso il fondo) in un foro cieco, senza la necessità di una punta aggiuntiva per raggiungere la profondità. Nel nostro caso i fori da filettare sono tutti passanti Una fresa può essere programmata con la correzione del raggio, permettendo una semplice regolazione della tolleranza del filetto Una fresa riduce al minimo il diametro del preforo, rispetto ad un maschio. Abbiamo infatti scelto inserti in grado di finire il diametro di nocciolo della madrevite Refrigerante Una fresa non richiede liquido di raffreddamento Forza di taglio Una fresa può eseguire grandi filettature in macchine molto piccole, poiché genera una ridotta forza di taglio Le basse forze di taglio rendono le frese per filettatura anche una soluzione ideale per la lavorazione di componenti con pareti sottili Suddividere l operazione di fresatura dei filetti in numerose passate d incremento consente di ottenere passi di filettatura più grandi e migliorare la sicurezza contro le rotture degli inserti nei materiali difficili. La fresatura dei filetti con numerose passate d incremento migliora anche la tolleranza dei filetti, grazie alla ridotta flessione dell utensile. Questo offre maggiore sicurezza quando si lavora con lunghe sporgenze ed in condizioni instabili. Abbiamo riportato, in figura 2.55, una tabella con gli incrementi radiali opportuni per realizzare filettature classificate per passo. Nelle figure 2.57 e 2.58 sono presenti i significati dei parametri di taglio caratteristici di questa lavorazione e i valori consigliati di questi.


49 P a g. 48 Figura 2.55 Scelta del diametro di taglio L impegno della fresa creerà un piccolo errore di forma sul fondo del profilo del filetto. Nelle applicazioni interne, il rapporto tra diametro di filettatura, diametro di taglio e passo influenzeranno l effettiva profondità di taglio radiale,, che diventa molto più grande della profondità di taglio radiale scelta. Un effettiva più grande aumenterà lo scostamento nel fondo del filetto. Per ridurre al minimo lo scostamento del profilo, il diametro della fresa non deve essere superiore al 70% del diametro di filettatura. Infatti per effettuare la filettatura M64 abbiamo scelto una fresa di diametro 39, mentre per la M45 un 21,7. Figura 2.56

50 P a g. 49 Figura 2.57 Figura 2.58
51 P a g. 50 Il calcolo delle potenze necessarie per svolgere tutte le lavorazioni è stato fatto utilizzando le formule riportate nei libri consultati, i cui titoli sono riportati nella bibliografia. La macchina risulta soddisfare le nostre esigenze, consentendoci un margine di potenza extra, anche considerando un (modesto) rendimento generale di 0,8. Abbiamo misurato, per ogni lavorazione, le traiettorie percorse degli utensili e calcolato i tempi attivi tenendo di conto della velocità di avanzamento impostata alla macchina. Per la valutazione dei tempi passivi, invece, abbiamo considerato: tempo necessario per il montaggio/smontaggio pezzo su pallet con attrezzatura : 5 minuti tempo necessario alla macchina per ruotare il pallet di 180 : 6 secondi tempo per il cambio utensile automatico (truciolo-truciolo) : 3,7 secondi tempo per il cambio pallet (automatico) : 8 secondi Il magazzino della macchina (capienza 24 +1) è sufficiente per contenere un esemplare di ogni utensile necessario per le lavorazioni (16).
52 P a g. 51
53 P a g. 52
54 P a g. 53
55 P a g. 54
56 P a g. 55
57 P a g. 56
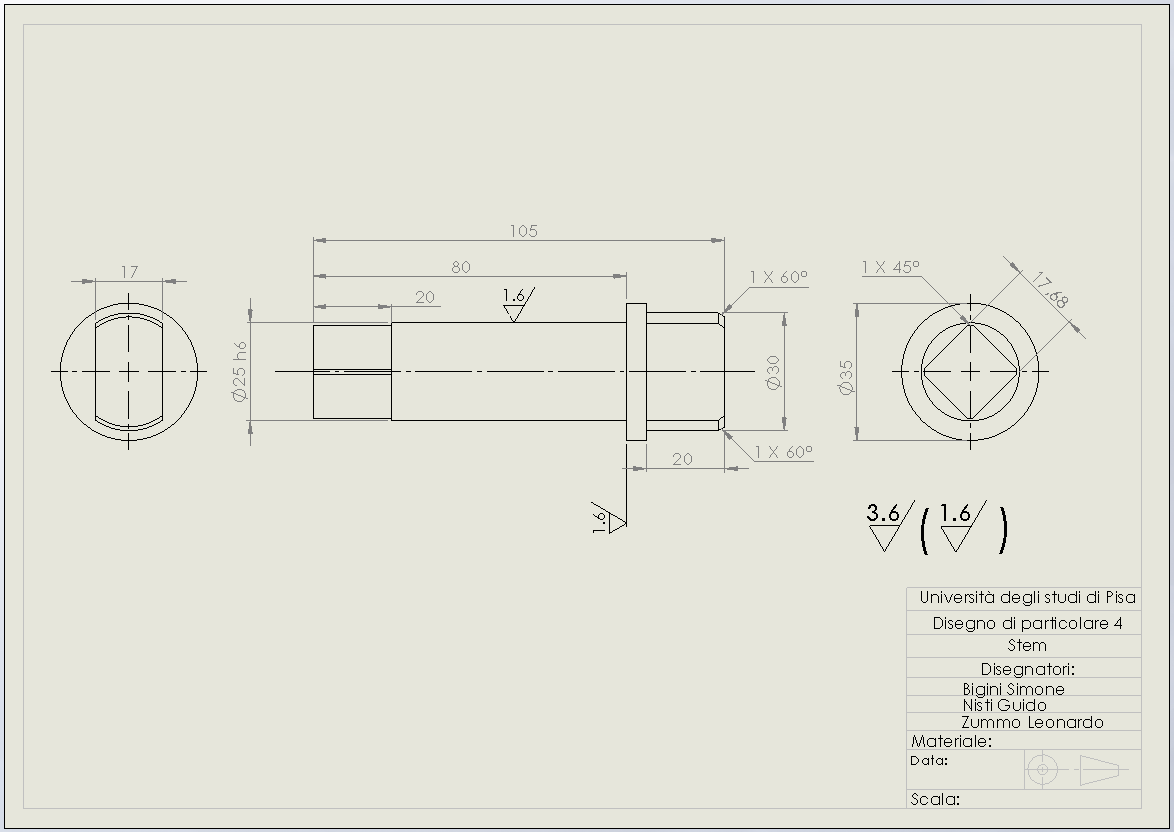
58 P a g Studio dei processi produttivi dell albero 3.1 Disegno di particolare Per il disegno di definizione del particolare qui analizzato si rimanda all allegato n Generalità L albero che dobbiamo produrre non gioca importanti ruoli strutturali e non è sollecitato a grandi forze, essendo azionato a mano e a velocità trascurabile. La sua funzione è quella di trasferire il (piccolo) momento torcente, imposto dall esterno con la leva apposita, al portadischi portandola nella posizione prevista per l apertura o la chiusura della valvola. Dall analisi del disegno, ci rendiamo conto che il pezzo, prevalentemente assialsimmetrico, è relativamente semplice e che non sono state ritenute necessarie particolari tolleranze geometriche. Sono stati imposti una tolleranza dimensionale su un diametro e un controllo della rugosità su gran parte del pezzo, dei quali terremo conto nella fase di scelta dei parametri di taglio. Notiamo anche la presenza di superfici piane che dovranno essere realizzate opportunamente. Figura 3.1

59 P a g Lavorazioni alle macchine utensili Scelta della modalità di lavorazione Un aspetto molto importante per lo studio della realizzazione del pezzo e la scelta di utensili e macchine è la scelta della tipologia e dell ordine delle lavorazioni da effettuare. Il numero di pezzi da produrre è 3000, abbastanza elevato. Riteniamo necessaria la modalità di lavorazione da barra su tornio, con la possibilità di controllarne l avanzamento ed effettuarlo automaticamente. In questo modo non risulterebbe però possibile un riposizionamento del pezzo e sarà necessario studiare il ciclo di lavorazione di conseguenza. La presenza delle superfici piane non costituirà criticità, dal momento che, come trattato più approfonditamente nel prossimo paragrafo, i moderni torni a controllo numerico sono dotati di torretta portautensili motorizzata con gradi di libertà sufficienti per la realizzazione. Numeriamo le superfici del pezzo: Figura 3.2
60 P a g. 59 La troncatura della barra avverrà in prossimità della superficie 10. Il controllo e il fissaggio del pezzo verranno effettuati con autocentrante. Come già accennato al paragrafo 1.1, il materiale scelto per la realizzazione dell albero è il C40, di cui abbiamo reperito sul mercato barre commerciali da 37. Figura Scelta della macchina I requisiti che riteniamo necessari per la lavorazione dell albero sono: 1. Possibilità di lavorare da barra, controllandone l avanzamento automaticamente 2. Volume di lavoro sufficiente 3. Presenza di torretta porta utensili motorizzata e possibilità di montare frese. Infatti riteniamo adatto tale tipo di utensile per la realizzazione delle superfici piane 7 e 8 4. Gradi di libertà sufficienti per le lavorazioni previste, in particolare possibilità di controllare l asse C, per ruotare il pezzo e lavorare le superfici 7 e 8 Inoltre dovremmo accertarci in seguito che la macchina abbia abbastanza potenza per effettuare tutte le lavorazioni e che il magazzino possa contenere tutti gli utensili necessari. Alla luce delle considerazioni fatte nei due paragrafi precedenti, abbiamo scelto il tornio a controllo numerico a 4 assi HAAS ST10Y. Riportiamo di seguito immagini e specifiche


61 P a g. 60 Figura 3.4 Figura 3.5


62 P a g. 61 Figura 3.6 Figura 3.7
63 P a g. 62 Per rendere possibile la lavorazione come l abbiamo prevista, è necessario acquistare separatamente uno spingibarra automatico per torni. È stato scelto HAAS ServoBar300. Viene azionato direttamente dal controllo HAAS, il che lo rende intelligente. Le sue caratteristiche semplificano la configurazione e l azionamento, come l ampio sportello di accesso per la sostituzione dello spintore e un unica regolazione per configurare il diametro della barra. Tutti i parametri di avanzamento della barra vengono programmati con il controllo numerico del tornio. Riportiamo di seguito un immagine con specifiche Figura 3.8

64 P a g Scelta degli utensili Di seguito riportiamo la lista con immagini e specifiche degli utensili scelti, divisi per categoria, rimandando una trattazione più specifica delle lavorazioni al foglio di fase. Riportiamo il significato delle sigle degli inserti alla fine del paragrafo. Figura 3.9

65 P a g. 64 Figura 3.10 Figura 3.11

66 P a g. 65 Figura 3.12 Figura 3.13

67 P a g. 66 Figura 3.14 Figura 3.15

68 P a g. 67 Figure 3.16 Riportiamo una sintesi con gli utensili scelti e relative applicazioni UTENSILE SENSO INSERTO LAVORAZIONE FIGURE DCLNR 2020K 12 DESTRO CNMG PR 4325 SGROSSATURA 3.9 / 3.11 MCLNL 10 4A SINISTRO CNMG PR 4325 SGROSSATURA 3.10/3.11 C4 DTJNR DESTRO TNMG PM 4325 FINITURA 3.12 / 3.13 QD NN2FF33 21A N/D QD NE CR 1125 TRONCATURA 3.14 / FRESATURA 3.16
69 P a g Fogli di ciclo e fogli di fase I parametri di taglio scelti, alla luce delle tolleranze e rugosità previste dal disegno, sono quelli consigliati dalle case produttrici dei vari utensili e dai libri che abbiamo consultato, citati nella bibliografia. Il calcolo delle potenze necessarie per svolgere tutte le lavorazioni è stato fatto utilizzando le formule riportate nei libri consultati, i cui titoli sono riportati nella bibliografia. La macchina risulta soddisfare le nostre esigenze, consentendoci un margine di potenza extra, anche considerando un (modesto) rendimento generale di 0,8. Abbiamo misurato, per ogni lavorazione, le traiettorie percorse degli utensili e calcolato i tempi attivi tenendo di conto della velocità di avanzamento impostata alla macchina. Per la valutazione dei tempi passivi, invece, abbiamo considerato: tempo necessario per avanzamento barra : 5 secondi tempo necessario alla macchina per ruotare il pezzo di 180 attorno all asse C: 2 secondi tempo per il cambio utensile automatico (truciolo-truciolo) : 3,7 secondi La stazione portautensili della macchina (capienza : 12) è sufficiente per contenere un esemplare di ogni utensile necessario per le lavorazioni (5).
70 P a g. 69
71 P a g. 70
72 P a g Part program Riportiamo il part program della lavorazione dell albero. Lo zero pezzo e il sistema di riferimento scelti sono illustrati nella seguente figura Figura 3.17 Operazioni di tornitura (UAO,1) Definizione sistema di riferimento T101M6 Richiamo utensile 1 G95G96S300M4F0,5 Impostazione parametri di taglio G0X35Z3 Avvicinamento rapido G1Z-108 Sgrossatura superficie 1 G0X40 Allontanamento rapido G0Z3 Allontanamento rapido G0X-26 Avvicinamento rapido G95G96S245M14F0,3 Impostazione parametri di taglio G1Z-82,5 Sgrossatura superficie 3 G1X36 Sgrossatura superficie 4 G0X40 Allontanamento rapido GOZ3 Allontanamento rapido T202M6 Richiamo utensile 2 G0X25Z1 Avvicinamento rapido G9596S235F0,2M4 Impostazione parametri di taglio
73 P a g. 72 G0XZ1 Avvicinamento rapido G0X38 Avvicinamento rapido G0Z-108 Avvicinamento rapido G1X30 Inizio taglio G1Z-88 Sgrossatura superficie 5 G1X37 Sgrossatura superficie 6 G0Z-108 Avvicinamento rapido G0X31 Avvicinamento rapido G1X28 Inizio taglio G1Z-105 Esecuzione superficie 9 G1X31Z-103 Esecuzione superficie 9 G0X38 Allontanamento rapido G0Z3 Allontanamento rapido Operazioni di fresatura T303M6 Richiamo utensile 3 G94G97S2728F436M4 Impostazione parametri di taglio C45 Rotazione asse C di 45 (RPT,4) Inizio loop (ripeti 4 volte) G0X27Y27Z-13M8 Posizionamento centro della fresa G1X8,84 Esecuzione superficie 7, prima passata G1Y-27 Esecuzione superficie 7, prima passata G0Z-3 Posizionamento centro della fresa G1Y27 Esecuzione superficie 7, seconda passata M9 Chiusura flusso refrigerante C90 Posizionamento centro della fresa (ERP) Fine loop G0X19Y23 Allontanamento rapido C45 Rotazione asse C di 45 (RPT,2) Inizio loop (ripeti 2 volte) G0Z-92 Posizionamento centro della fresa G0X8,5Y22 Posizionamento centro della fresa M8 Apertura flusso refrigerante G1Y-22 Esecuzione superficie 8, prima passata G0Z-99 Posizionamento centro della fresa G1Y22 Esecuzione superficie 8, seconda passata G0X19 Allontanamento rapido M9 Chiusura flusso refrigerante C180 Rotazione asse C di 180 gradi (ERP) Fine loop M30 Stop programma e reset
74 P a g Allegati 4.1 Disegno di Complessivo 4.2 Disegno di particolare: Corpo 4.3 Disegno di particolare: Albero 4.4 Disegno Cassa d anima Guscio Disegno Cassa d anima Guscio Disegno Semimodello Disegno Semimodello 2
75 P a g. 74

76 P a g. 75
77 P a g. 76

78 P a g. 77
79 P a g. 78

80 P a g. 79
81 P a g. 80
82 P a g Riferimenti bibliografici M.Santochi, F.Giusti: Tecnologia Meccanica e studi di fabbricazione, Casa Editrice Ambrosiana, Milano (edizione 2000) G. Carlo Barsotti, Sergio Barsali, Ugo Rosa: Lezioni di disegno di macchine, Editore San Marco Litotipo, Lucca 1993
ESERCITAZIONE Scrittura di un programma CNC per la fresatura di un componente dato
 ESERCITAZIONE Scrittura di un programma CNC per la fresatura di un componente dato Nella presente esercitazione si redige il programma CNC per la fresatura del pezzo illustrato nelle Figure 1 e 2. Figura
ESERCITAZIONE Scrittura di un programma CNC per la fresatura di un componente dato Nella presente esercitazione si redige il programma CNC per la fresatura del pezzo illustrato nelle Figure 1 e 2. Figura
Sistemi di bloccaggio idraulici -- Mandrini idraulici
 Sistemi di bloccaggio idraulici -- Mandrini idraulici La tecnologia del serraggio idraulico ad espansione si è evoluto fino a raggiungere livelli di precisione e di affidabilità tali da poter soddisfare
Sistemi di bloccaggio idraulici -- Mandrini idraulici La tecnologia del serraggio idraulico ad espansione si è evoluto fino a raggiungere livelli di precisione e di affidabilità tali da poter soddisfare
LAVORAZIONI INDUSTRIALI
 TORNITURA 1 LAVORAZIONI INDUSTRIALI Nelle lavorazioni industriali per asportazione di truciolo sono sempre presenti: Pezzo Grezzo Macchina Utensile Utensile Attrezzatura 2 1 TORNITURA 3 TORNITURA Obiettivo:
TORNITURA 1 LAVORAZIONI INDUSTRIALI Nelle lavorazioni industriali per asportazione di truciolo sono sempre presenti: Pezzo Grezzo Macchina Utensile Utensile Attrezzatura 2 1 TORNITURA 3 TORNITURA Obiettivo:
CAPACITÀ DI PROCESSO (PROCESS CAPABILITY)
") CICLO DI LEZIONI per Progetto e Gestione della Qualità Facoltà di Ingegneria CAPACITÀ DI PROCESSO (PROCESS CAPABILITY) Carlo Noè Università Carlo Cattaneo e-mail: cnoe@liuc.it 1 CAPACITÀ DI PROCESSO Il
CICLO DI LEZIONI per Progetto e Gestione della Qualità Facoltà di Ingegneria CAPACITÀ DI PROCESSO (PROCESS CAPABILITY) Carlo Noè Università Carlo Cattaneo e-mail: cnoe@liuc.it 1 CAPACITÀ DI PROCESSO Il
Minicorso Regole di Disegno Meccanico
 Parte 3 Minicorso Regole di Disegno Meccanico di Andrea Saviano Tolleranze dimensionali di lavorazione Accoppiamenti mobili, stabili e incerti Giochi e interferenze Posizione della zona di tolleranza e
Parte 3 Minicorso Regole di Disegno Meccanico di Andrea Saviano Tolleranze dimensionali di lavorazione Accoppiamenti mobili, stabili e incerti Giochi e interferenze Posizione della zona di tolleranza e
M296 ESAME DI STATO DI ISTITUTO TECNICO INDUSTRIALE CORSO DI ORDINAMENTO
 M29 ESME DI STTO DI ISTITUTO TECNICO INDUSTRILE CORSO DI ORDINMENTO Indirizzo: MECCNIC Tema di: DISEGNO, PROGETTZIONE ED ORGNIZZZIONE INDUSTRILE Nel disegno allegato è rappresentato un albero che trasmette
M29 ESME DI STTO DI ISTITUTO TECNICO INDUSTRILE CORSO DI ORDINMENTO Indirizzo: MECCNIC Tema di: DISEGNO, PROGETTZIONE ED ORGNIZZZIONE INDUSTRILE Nel disegno allegato è rappresentato un albero che trasmette
Campo d'impiego Struttura Cambio utensile/pallet Caratteristiche tecniche
 Campo d'impiego Struttura Cambio utensile/pallet Caratteristiche tecniche Meccaniche Arrigo Pecchioli Via di Scandicci 221-50143 Firenze (Italy) - Tel. (+39) 055 70 07 1 - Fax (+39) 055 700 623 e-mail:
Campo d'impiego Struttura Cambio utensile/pallet Caratteristiche tecniche Meccaniche Arrigo Pecchioli Via di Scandicci 221-50143 Firenze (Italy) - Tel. (+39) 055 70 07 1 - Fax (+39) 055 700 623 e-mail:
Università degli Studi di Pavia Insegnamento di Tecnologia Meccanica Anno accademico 2008-09
 Università degli Studi di Pavia Insegnamento di Tecnologia Meccanica Anno accademico 2008-09 MODIFICA REGOLE PROGETTO CAUSA NEVE Volevo scusarmi per la mia assenza ma la neve mi ha impedito di raggiungere
Università degli Studi di Pavia Insegnamento di Tecnologia Meccanica Anno accademico 2008-09 MODIFICA REGOLE PROGETTO CAUSA NEVE Volevo scusarmi per la mia assenza ma la neve mi ha impedito di raggiungere
Gradi imbattibili per produttività ultra
 Gradi imbattibili per produttività ultra Inserti tangenziali positivi per la fresatura di Acciai 3 1 4 08 13 16 2 Esclusivo inserto con 6 taglienti per Avanzamenti Super 2 3 5 6 1 4 Angoli di attacco positivi
Gradi imbattibili per produttività ultra Inserti tangenziali positivi per la fresatura di Acciai 3 1 4 08 13 16 2 Esclusivo inserto con 6 taglienti per Avanzamenti Super 2 3 5 6 1 4 Angoli di attacco positivi
Esempio di ciclo di fusione in forma transitoria in terra con staffe
 Esempio di ciclo di fusione in forma transitoria in terra con staffe Puleggia: disegno di definizione Informazioni d insieme dal disegno di definizione Il pezzo è assialsimmetrico: molti problemi possono
Esempio di ciclo di fusione in forma transitoria in terra con staffe Puleggia: disegno di definizione Informazioni d insieme dal disegno di definizione Il pezzo è assialsimmetrico: molti problemi possono
Il ciclo di lavorazione
 INTRODUZIONE AI CICLI DI LAVORAZIONE Rif. Bibliografico: Giusti-Santochi TECNOLOGIA MECCANICA e studi di fabbricazione Capitolo 9 1 Il ciclo di lavorazione DEFINIZIONE: Si dice CICLO DI LAVORAZIONE tutto
INTRODUZIONE AI CICLI DI LAVORAZIONE Rif. Bibliografico: Giusti-Santochi TECNOLOGIA MECCANICA e studi di fabbricazione Capitolo 9 1 Il ciclo di lavorazione DEFINIZIONE: Si dice CICLO DI LAVORAZIONE tutto
MATERIALI DEGLI UTENSILI PER TORNIRE
 di Tecnologia Meccanica MATERIALI DEGLI UTENSILI PER TORNIRE A cura dei proff. Morotti Giovanni e Santoriello Sergio Materiali degli utensili per tornire Gli utensili da tornio vengono costruiti con i
di Tecnologia Meccanica MATERIALI DEGLI UTENSILI PER TORNIRE A cura dei proff. Morotti Giovanni e Santoriello Sergio Materiali degli utensili per tornire Gli utensili da tornio vengono costruiti con i
ESTRATTO ATTUATORE CON VITE SENZA FINE PER TRAIETTORIE NON LINEARI E ALZACRISTALLI REALIZZATO CON IL MEDESIMO
 ESTRATTO ATTUATORE CON VITE SENZA FINE PER TRAIETTORIE NON LINEARI E ALZACRISTALLI REALIZZATO CON IL MEDESIMO vittorio.scialla@strumentiperleaziende.com Attuatore per traiettorie non lineari dotato di
ESTRATTO ATTUATORE CON VITE SENZA FINE PER TRAIETTORIE NON LINEARI E ALZACRISTALLI REALIZZATO CON IL MEDESIMO vittorio.scialla@strumentiperleaziende.com Attuatore per traiettorie non lineari dotato di
TORNI VERTICALI A DUE MONTANTI Mod. 1520, 1525, 1L532
 TORNI VERTICALI A DUE MONTANTI Mod. 15, 155, 1L5 M.I.R.M.U. Via Baldinucci, 4 158 Milano Tel.959 Fax.9954 info @mirmu.it 1 Le macchine sono destinate alle operazioni di sgrossatura e di finitura di pezzi
TORNI VERTICALI A DUE MONTANTI Mod. 15, 155, 1L5 M.I.R.M.U. Via Baldinucci, 4 158 Milano Tel.959 Fax.9954 info @mirmu.it 1 Le macchine sono destinate alle operazioni di sgrossatura e di finitura di pezzi
1 A DISEGNO PROGETTAZIONE ORGANIZZAZIONE INDUSTRIALE. T n. =C, con C = 366 ed n = 0.25, Motore
 Disegno, Progettazione ed rganizzazione Industriale esame 03 DISEGN PRGETTZINE RGNIZZZINE INDUSTRILE Sessione ordinaria 03 L albero di trasmissione rappresentato in figura trasmette una potenza P = 5 kw
Disegno, Progettazione ed rganizzazione Industriale esame 03 DISEGN PRGETTZINE RGNIZZZINE INDUSTRILE Sessione ordinaria 03 L albero di trasmissione rappresentato in figura trasmette una potenza P = 5 kw
I METALLI. I metalli sono materiali strutturali costituiti ciascuno da un singolo elemento. Hanno tra loro proprietà molto simili.
 M et 1 all I METALLI I metalli sono materiali strutturali costituiti ciascuno da un singolo elemento. Hanno tra loro proprietà molto simili. Proprietà Le principali proprietà dei metalli sono le seguenti:
M et 1 all I METALLI I metalli sono materiali strutturali costituiti ciascuno da un singolo elemento. Hanno tra loro proprietà molto simili. Proprietà Le principali proprietà dei metalli sono le seguenti:
Lavorazioni al TORNIO PARALLELO
 Istituto Istituto Istruzione Superiore G. Boris Giuliano" Via Carducci, 13-94015 Piazza Armerina (En) Corso di Tecnologie Meccaniche e Applicazioni Anno scolastico 2015-2016 Lavorazioni al TORNIO PARALLELO
Istituto Istituto Istruzione Superiore G. Boris Giuliano" Via Carducci, 13-94015 Piazza Armerina (En) Corso di Tecnologie Meccaniche e Applicazioni Anno scolastico 2015-2016 Lavorazioni al TORNIO PARALLELO
TORNIO PARALLELO 4 MECCANICI SERALE TORNIO PARALLELO 4 MECCANICI SERALE PAGINA 1/1
 TORNIO PARALLELO 4 MECCANICI SERALE PAGINA 1/1 Basamento E costituito da una struttura portante in ghisa stabilizzata e munito di nervature, garantisce la massima robustezza e rigidità dell'insieme. Le
TORNIO PARALLELO 4 MECCANICI SERALE PAGINA 1/1 Basamento E costituito da una struttura portante in ghisa stabilizzata e munito di nervature, garantisce la massima robustezza e rigidità dell'insieme. Le
Campo d'impiego Struttura Cambio utensile/pallet Caratteristiche tecniche
 Campo d'impiego Struttura Cambio utensile/pallet Caratteristiche tecniche Meccaniche Arrigo Pecchioli Via di Scandicci 221-50143 Firenze (Italy) - Tel. (+39) 055 70 07 1 - Fax (+39) 055 700 623 e-mail:
Campo d'impiego Struttura Cambio utensile/pallet Caratteristiche tecniche Meccaniche Arrigo Pecchioli Via di Scandicci 221-50143 Firenze (Italy) - Tel. (+39) 055 70 07 1 - Fax (+39) 055 700 623 e-mail:
LA REALIZZAZIONE DI UN PROGETTO
 LA REALIZZAZIONE DI UN PROGETTO Nuovo prodotto Progettazione Programmazione CICLO Operazione Descrizione nnonnononoonono noninininiluludodo Produzione ITI San Zeno (Vr) 1 CICLO 1 Il ciclo nel processo
LA REALIZZAZIONE DI UN PROGETTO Nuovo prodotto Progettazione Programmazione CICLO Operazione Descrizione nnonnononoonono noninininiluludodo Produzione ITI San Zeno (Vr) 1 CICLO 1 Il ciclo nel processo
Il ciclo di lavorazione
 Il ciclo di lavorazione Analisi critica del disegno di progetto Riprogettazione del componente (ove necessario) Determinazione dei processi tecnologici e scelta delle macchine utensili Stesura del ciclo
Il ciclo di lavorazione Analisi critica del disegno di progetto Riprogettazione del componente (ove necessario) Determinazione dei processi tecnologici e scelta delle macchine utensili Stesura del ciclo
LEZIONI N 24 E 25 UNIONI SALDATE
 LEZIONI N 24 E 25 UNIONI SALDATE Le saldature si realizzano prevalentemente con il metodo dell arco elettrico, utilizzando elettrodi rivestiti, che forniscono il materiale di apporto. Il collegamento è
LEZIONI N 24 E 25 UNIONI SALDATE Le saldature si realizzano prevalentemente con il metodo dell arco elettrico, utilizzando elettrodi rivestiti, che forniscono il materiale di apporto. Il collegamento è
Corso di Automazione industriale
 Corso di Automazione industriale Lezione 11 Macchine utensili e controllo numerico Programmazione CNC Università degli Studi di Bergamo, Automazione Industriale, A.A. 2015/2016, A. L. Cologni 1 Introduzione
Corso di Automazione industriale Lezione 11 Macchine utensili e controllo numerico Programmazione CNC Università degli Studi di Bergamo, Automazione Industriale, A.A. 2015/2016, A. L. Cologni 1 Introduzione
POLITECNICO DI TORINO
 NEWSLETTER N2 - I dispositivi elettronici posti a protezione degli operatori E stato indicato nella precedente newsletter che la sicurezza degli operatori in un contesto industriale è affidata a una catena
NEWSLETTER N2 - I dispositivi elettronici posti a protezione degli operatori E stato indicato nella precedente newsletter che la sicurezza degli operatori in un contesto industriale è affidata a una catena
Tempi e metodi nelle lavorazioni
 Tempi e metodi nelle lavorazioni Importanza del tempo nella produzione. Il tempo necessario alla produzione di un bene riveste, per l impresa, un ruolo fondamentale per: - determinazione della sua capacità
Tempi e metodi nelle lavorazioni Importanza del tempo nella produzione. Il tempo necessario alla produzione di un bene riveste, per l impresa, un ruolo fondamentale per: - determinazione della sua capacità
LA TORNITURA. Corso di Tecnologie Speciali I prof. Luigi Carrino
 LA TORNITURA L operazione di tornitura consente di ottenere superfici di rivoluzione interne ed esterne variamente conformate tra cui anche filettature e zigrinature. I movimenti nell operazione di tornitura
LA TORNITURA L operazione di tornitura consente di ottenere superfici di rivoluzione interne ed esterne variamente conformate tra cui anche filettature e zigrinature. I movimenti nell operazione di tornitura
Capitolo 3. Iniziamo col far vedere cosa si è ottenuto, per far comprendere le successive descrizioni, avendo in mente ciò che si vuole realizzare.
 Realizzazione meccanica Iniziamo col far vedere cosa si è ottenuto, per far comprendere le successive descrizioni, avendo in mente ciò che si vuole realizzare. - 37 - 3.1 Reperibilità dei pezzi La prima
Realizzazione meccanica Iniziamo col far vedere cosa si è ottenuto, per far comprendere le successive descrizioni, avendo in mente ciò che si vuole realizzare. - 37 - 3.1 Reperibilità dei pezzi La prima
ALLEGATO II Dispositivi di attacco
 ALLEGATO II Dispositivi di attacco. : il testo compreso fra i precedenti simboli si riferisce all aggiornamento di Maggio 2011 Nel presente allegato sono riportate le possibili conformazioni dei dispositivi
ALLEGATO II Dispositivi di attacco. : il testo compreso fra i precedenti simboli si riferisce all aggiornamento di Maggio 2011 Nel presente allegato sono riportate le possibili conformazioni dei dispositivi
TECNOLOGIA MECCANICA LE MACCHINE UTENSILI A CNC I Centri di Lavoro
 LE MACCHINE UTENSILI A CNC I Centri di Lavoro Centro per l Automazione e la Meccanica Via Rainusso 138/N 41100 Modena INDICE 1 Fresatrici, Alesatrici e Centri di Lavoro pag. 2 1.1 Generalità 2 1.2 Struttura
LE MACCHINE UTENSILI A CNC I Centri di Lavoro Centro per l Automazione e la Meccanica Via Rainusso 138/N 41100 Modena INDICE 1 Fresatrici, Alesatrici e Centri di Lavoro pag. 2 1.1 Generalità 2 1.2 Struttura
UNIVERSITÀ DEGLI STUDI DI PADOVA Facoltà di Ingegneria sede di Vicenza A.A. 2007/08
 UNIVERSITÀ DEGLI STUDI DI PADOVA Facoltà di Ingegneria sede di Vicenza Corso di Disegno Tecnico Industriale per il Corso di Laurea triennale in Ingegneria Meccanica e in Ingegneria Meccatronica Tolleranze
UNIVERSITÀ DEGLI STUDI DI PADOVA Facoltà di Ingegneria sede di Vicenza Corso di Disegno Tecnico Industriale per il Corso di Laurea triennale in Ingegneria Meccanica e in Ingegneria Meccatronica Tolleranze
La stampa 3D non è quindi possibile senza il disegno CAD 3D dell'oggetto.
 COS È LA STAMPA 3D https://www.youtube.com/watch?v=n1nrcb8p18y La STAMPA 3D è la denominazione di un insieme di varie tecnologie di produzione automatica additiva, a strati, grazie alle quali si rende
COS È LA STAMPA 3D https://www.youtube.com/watch?v=n1nrcb8p18y La STAMPA 3D è la denominazione di un insieme di varie tecnologie di produzione automatica additiva, a strati, grazie alle quali si rende
CICLO DI LAVORAZIONE PER PICCOLA SERIE DI UNA FLANGIA
 CICLO DI LAVORAZIONE PER PICCOLA SERIE DI UNA FLANGIA numero pezzi da produrre: 10 La considerazione principale di cui necessita il ciclo è quella di fare attenzione a garantire la concentricità delle
CICLO DI LAVORAZIONE PER PICCOLA SERIE DI UNA FLANGIA numero pezzi da produrre: 10 La considerazione principale di cui necessita il ciclo è quella di fare attenzione a garantire la concentricità delle
CLASSIFICAZIONE DELLE LAVORAZIONI MECCANICHE
 CLASSIFICAZIONE DELLE LAVORAZIONI MECCANICHE Le lavorazioni meccaniche possono essere classificate secondo diversi criteri. Il criterio che si è dimostrato più utile, in quanto ha permesso di considerare
CLASSIFICAZIONE DELLE LAVORAZIONI MECCANICHE Le lavorazioni meccaniche possono essere classificate secondo diversi criteri. Il criterio che si è dimostrato più utile, in quanto ha permesso di considerare
PROGRAMMAZIONE ASSISTITA DAL COMPUTER (CAD/CAM)
") PROGRAMMAZIONE ASSISTITA DAL COMPUTER (CAD/CAM) Con la programmazione manuale, il programmatore descrive un ciclo di lavoro nella sequenza voluta ed in un linguaggio comprensibile all unità di governo.
PROGRAMMAZIONE ASSISTITA DAL COMPUTER (CAD/CAM) Con la programmazione manuale, il programmatore descrive un ciclo di lavoro nella sequenza voluta ed in un linguaggio comprensibile all unità di governo.
METODO PER LA STESURA DI PROGRAMMI PER IL CENTRO DI LAVORO CNC
 METODO PER LA STESURA DI PROGRAMMI PER IL CENTRO DI LAVORO CNC Riferimento al linguaggio di programmazione STANDARD ISO 6983 con integrazioni specifiche per il Controllo FANUC M21. RG - Settembre 2008
METODO PER LA STESURA DI PROGRAMMI PER IL CENTRO DI LAVORO CNC Riferimento al linguaggio di programmazione STANDARD ISO 6983 con integrazioni specifiche per il Controllo FANUC M21. RG - Settembre 2008
La Qualità il Controllo ed il Collaudo della macchina utensile. Dr. Giacomo Gelmi
 La Qualità il Controllo ed il Collaudo della macchina utensile Dr. Giacomo Gelmi Che cosa è una macchina utensile? E uno spazio fisico in cui si collocano, sostenuti da adeguate strutture ed in posizioni
La Qualità il Controllo ed il Collaudo della macchina utensile Dr. Giacomo Gelmi Che cosa è una macchina utensile? E uno spazio fisico in cui si collocano, sostenuti da adeguate strutture ed in posizioni
RUGOSITÀ. Introduzione
 RUGOSITÀ 299 Introduzione Le superfici degli oggetti reali sono di solito affette da irregolarità microgeometriche. Tali irregolarità possono essere casuali (tipico nei pezzi prodotti per fusione), ovvero
RUGOSITÀ 299 Introduzione Le superfici degli oggetti reali sono di solito affette da irregolarità microgeometriche. Tali irregolarità possono essere casuali (tipico nei pezzi prodotti per fusione), ovvero
ELEVATORI PER NASTRI
 NASTRI TRASPORTATORI ELEVATORI PER NASTRI ELEVATORE CONTINUO A RIPIANI Per le esigenze di trasporto in verticale realizziamo elevatori verticali a piano fisso. Queste apparecchiature svolgono sia la funzione
NASTRI TRASPORTATORI ELEVATORI PER NASTRI ELEVATORE CONTINUO A RIPIANI Per le esigenze di trasporto in verticale realizziamo elevatori verticali a piano fisso. Queste apparecchiature svolgono sia la funzione
certificazioni aziendali
 certificazioni aziendali PRESENTAZIONE DEL PRODOTTO Tutte le ruote commercializzate, sono identiche a quelle utilizzate nel primo equipaggiamento e soddisfano gli alti standard di qualità e sicurezza che
certificazioni aziendali PRESENTAZIONE DEL PRODOTTO Tutte le ruote commercializzate, sono identiche a quelle utilizzate nel primo equipaggiamento e soddisfano gli alti standard di qualità e sicurezza che
Analisi e diagramma di Pareto
 Analisi e diagramma di Pareto L'analisi di Pareto è una metodologia statistica utilizzata per individuare i problemi più rilevanti nella situazione in esame e quindi le priorità di intervento. L'obiettivo
Analisi e diagramma di Pareto L'analisi di Pareto è una metodologia statistica utilizzata per individuare i problemi più rilevanti nella situazione in esame e quindi le priorità di intervento. L'obiettivo
L ultima operazione è quella che ci permette di trasformare il nostro linguaggio di disegno in linguaggio macchina, cioè, grazie a dei programmi
 MODULO 9 Introduzione a un progetto: realizzazione dei disegni meccanici con l ausilio di programmi CAD-CAM. Concetti di base su programmazione su macchine utensili a CNC: tornio, fresatrici ed elettroerosione.
MODULO 9 Introduzione a un progetto: realizzazione dei disegni meccanici con l ausilio di programmi CAD-CAM. Concetti di base su programmazione su macchine utensili a CNC: tornio, fresatrici ed elettroerosione.
Usando il pendolo reversibile di Kater
 Usando il pendolo reversibile di Kater Scopo dell esperienza è la misurazione dell accelerazione di gravità g attraverso il periodo di oscillazione di un pendolo reversibile L accelerazione di gravità
Usando il pendolo reversibile di Kater Scopo dell esperienza è la misurazione dell accelerazione di gravità g attraverso il periodo di oscillazione di un pendolo reversibile L accelerazione di gravità
APPLICATION SHEET Luglio
 Indice 1. Descrizione dell applicazione 2. Applicazione - Dati 3. Selezione del prodotto e dimensionamento 4. Soluzione Motovario 1. Descrizione dell applicazione Gli schermi per campi da cricket fanno
Indice 1. Descrizione dell applicazione 2. Applicazione - Dati 3. Selezione del prodotto e dimensionamento 4. Soluzione Motovario 1. Descrizione dell applicazione Gli schermi per campi da cricket fanno
IL PROBLEMA DEL PRODURRE
 IL PROBLEMA DEL PRODURRE IL CICLO TECNOLOGICO E I PROCESSI PRIMARI E SECONDARI Ing. Produzione Industriale - Tecnologia Meccanica Processi primari e secondari - 1 IL CICLO TECNOLOGICO Il ciclo tecnologico
IL PROBLEMA DEL PRODURRE IL CICLO TECNOLOGICO E I PROCESSI PRIMARI E SECONDARI Ing. Produzione Industriale - Tecnologia Meccanica Processi primari e secondari - 1 IL CICLO TECNOLOGICO Il ciclo tecnologico
Appunti sul galleggiamento
 Appunti sul galleggiamento Prof.sa Enrica Giordano Corso di Didattica della fisica 1B a.a. 2006/7 Ad uso esclusivo degli studenti frequentanti, non diffondere senza l autorizzazione della professoressa
Appunti sul galleggiamento Prof.sa Enrica Giordano Corso di Didattica della fisica 1B a.a. 2006/7 Ad uso esclusivo degli studenti frequentanti, non diffondere senza l autorizzazione della professoressa
 Elementi di macchine 9 Elementi di macchine Generalità La costruzione di una macchina si basa anche sull utilizzo di componenti commerciali normalizzati; tali componenti possono essere impiegati come reperiti
Elementi di macchine 9 Elementi di macchine Generalità La costruzione di una macchina si basa anche sull utilizzo di componenti commerciali normalizzati; tali componenti possono essere impiegati come reperiti
SCHEDA 21A: ADEGUAMENTO DEI TRATTORI A RUOTE A CARREGGIATA STANDARD MODELLO FIAT 500 E SIMILI (FIAT 550, FIAT 600, etc.)
") SCHEDA 21A: ADEGUAMENTO DEI TRATTORI A RUOTE A CARREGGIATA STANDARD MODELLO FIAT 500 E SIMILI (FIAT 550, FIAT 600, etc.) Il presente documento è stato realizzato nell ambito dell attività di ricerca prevista:
SCHEDA 21A: ADEGUAMENTO DEI TRATTORI A RUOTE A CARREGGIATA STANDARD MODELLO FIAT 500 E SIMILI (FIAT 550, FIAT 600, etc.) Il presente documento è stato realizzato nell ambito dell attività di ricerca prevista:
SCHEMA 0 STORIA. Schema certificativo CP004 0.1 DOCUMENTI ESTERNI DI RIFERIMENTO
 SCHEMA per la certificazione del controllo della produzione in fabbrica ai fini della marcatura CE dei profilati cavi di acciai non legati e a grano fine per impieghi strutturali di cui alle norme UNI
SCHEMA per la certificazione del controllo della produzione in fabbrica ai fini della marcatura CE dei profilati cavi di acciai non legati e a grano fine per impieghi strutturali di cui alle norme UNI
classe 4 MECCANICI SERALE
 TORNIO CNC classe 4 MECCANICI SERALE 1 PARTE COSTRUZIONE DI UN PROGRAMMA TORNIO CNC Il programma di lavorazione deve essere immesso con un formato accettabile dal CNC. Tale formato deve comprendere tutti
TORNIO CNC classe 4 MECCANICI SERALE 1 PARTE COSTRUZIONE DI UN PROGRAMMA TORNIO CNC Il programma di lavorazione deve essere immesso con un formato accettabile dal CNC. Tale formato deve comprendere tutti
Indice di rischio globale
 Indice di rischio globale Di Pietro Bottani Dottore Commercialista in Prato Introduzione Con tale studio abbiamo cercato di creare un indice generale capace di valutare il rischio economico-finanziario
Indice di rischio globale Di Pietro Bottani Dottore Commercialista in Prato Introduzione Con tale studio abbiamo cercato di creare un indice generale capace di valutare il rischio economico-finanziario
L automazione. L automazione. Insieme delle tecniche e dei metodi per sostituire o ridurre l intervento umano in un attività lavorativa
 L automazione 1 L automazione Insieme delle tecniche e dei metodi per sostituire o ridurre l intervento umano in un attività lavorativa Politecnico di Torino 1 Automazione delle macchine utensili (M.U.)
L automazione 1 L automazione Insieme delle tecniche e dei metodi per sostituire o ridurre l intervento umano in un attività lavorativa Politecnico di Torino 1 Automazione delle macchine utensili (M.U.)
Misure di base su una carta. Calcoli di distanze
 Misure di base su una carta Calcoli di distanze Per calcolare la distanza tra due punti su una carta disegnata si opera nel modo seguente: 1. Occorre identificare la scala della carta o ricorrendo alle
Misure di base su una carta Calcoli di distanze Per calcolare la distanza tra due punti su una carta disegnata si opera nel modo seguente: 1. Occorre identificare la scala della carta o ricorrendo alle
Sistema di diagnosi CAR TEST
 Data: 30/09/09 1 di 7 Sistema di diagnosi CAR TEST Il sistema di diagnosi CAR TEST venne convenientemente utilizzato per: - verificare che la scocca di un veicolo sia dimensionalmente conforme ai disegni
Data: 30/09/09 1 di 7 Sistema di diagnosi CAR TEST Il sistema di diagnosi CAR TEST venne convenientemente utilizzato per: - verificare che la scocca di un veicolo sia dimensionalmente conforme ai disegni
ALESATRICE ORIZZONTALE Mod. 2B660
 ALESATRICE ORIZZONTALE Mod. 2B660 M.I.R.M.U. - Via Baldinucci, 40 20158 Milano - Tel 02.39320593 Fax 02.39322954 info @mirmu.it 1 La macchina utensile di tipo universale con un montante anteriore mobile
ALESATRICE ORIZZONTALE Mod. 2B660 M.I.R.M.U. - Via Baldinucci, 40 20158 Milano - Tel 02.39320593 Fax 02.39322954 info @mirmu.it 1 La macchina utensile di tipo universale con un montante anteriore mobile
Corso di Tecnologia Meccanica
 Corso di Tecnologia Meccanica Modulo 4.1 Lavorazioni per asportazione di truciolo LIUC - Ingegneria Gestionale 1 Il principio del taglio dei metalli LIUC - Ingegneria Gestionale 2 L asportazione di truciolo
Corso di Tecnologia Meccanica Modulo 4.1 Lavorazioni per asportazione di truciolo LIUC - Ingegneria Gestionale 1 Il principio del taglio dei metalli LIUC - Ingegneria Gestionale 2 L asportazione di truciolo
Progettazione funzionale di sistemi meccanici e meccatronici.
 Progettazione funzionale di sistemi meccanici e meccatronici. Progetto d anno: Laser 2dof A.A. 2010/2011 Progettazione Funzionale di Sistemi Meccanici e Meccatronici Taglio laser a due gradi di libertà
Progettazione funzionale di sistemi meccanici e meccatronici. Progetto d anno: Laser 2dof A.A. 2010/2011 Progettazione Funzionale di Sistemi Meccanici e Meccatronici Taglio laser a due gradi di libertà
IL CALIBRO A CORSOIO
 di Tecnologia Meccanica IL CALIBRO A CORSOIO A cura dei proff. Morotti Giovanni e Santoriello Sergio IL CALIBRO A CORSOIO Il calibro a corsoio è lo strumento di misura lineare più impiegato in officina.
di Tecnologia Meccanica IL CALIBRO A CORSOIO A cura dei proff. Morotti Giovanni e Santoriello Sergio IL CALIBRO A CORSOIO Il calibro a corsoio è lo strumento di misura lineare più impiegato in officina.
L' IMPIANTO DI MESSA A TERRA
 L' IMPIANTO DI MESSA A TERRA SCELTA E DIMENSIONAMENTO DEI COMPONENTI ELETTRICI Nella sesta edizione della norma, il capitolo 54 "Messa a terra e condutture di protezione" ha subito poche modifiche, che
L' IMPIANTO DI MESSA A TERRA SCELTA E DIMENSIONAMENTO DEI COMPONENTI ELETTRICI Nella sesta edizione della norma, il capitolo 54 "Messa a terra e condutture di protezione" ha subito poche modifiche, che
FIRESHOP.NET. Gestione del taglia e colore. www.firesoft.it
 FIRESHOP.NET Gestione del taglia e colore www.firesoft.it Sommario SOMMARIO Introduzione... 3 Configurazione iniziale... 5 Gestione delle varianti... 6 Raggruppamento delle varianti... 8 Gestire le varianti
FIRESHOP.NET Gestione del taglia e colore www.firesoft.it Sommario SOMMARIO Introduzione... 3 Configurazione iniziale... 5 Gestione delle varianti... 6 Raggruppamento delle varianti... 8 Gestire le varianti
Strumenti di controllo degli organi meccanici
 Strumenti di controllo degli organi meccanici Il controllo dello spessore dei denti di un ingranaggio, può essere effettuato mediante il calibro a doppio nonio o mediante un micrometro a piattelli. Calibro
Strumenti di controllo degli organi meccanici Il controllo dello spessore dei denti di un ingranaggio, può essere effettuato mediante il calibro a doppio nonio o mediante un micrometro a piattelli. Calibro
TORNIO PARALLELO. Esercitazioni Pratiche di Tecnologia Meccanica. I. S. S. Serafino Riva Sarnico (BG)
") di Tecnologia Meccanica TORNIO PARALLELO A cura dei proff. Morotti Giovanni e Santoriello Sergio Tornio parallelo In questa trattazione ci occuperemo diffusamente del tornio parallelo, cioè del tipo di
di Tecnologia Meccanica TORNIO PARALLELO A cura dei proff. Morotti Giovanni e Santoriello Sergio Tornio parallelo In questa trattazione ci occuperemo diffusamente del tornio parallelo, cioè del tipo di
FRESATRICI CLASSIFICAZIONE DELLE FRESATRICI
 FRESATRC CLASSFCAZONE DELLE FRESATRC Le fresatrici si distinguono principalmente per la disposizione dell albero portafresa e per le possibilità di movimento della tavola portapezzo. Si classificano in
FRESATRC CLASSFCAZONE DELLE FRESATRC Le fresatrici si distinguono principalmente per la disposizione dell albero portafresa e per le possibilità di movimento della tavola portapezzo. Si classificano in
CORPO GIREVOLE ATTORNO AD UN ASSE E MOMENTI. TORNA ALL'INDICE
 CORPO GIREVOLE ATTORNO AD UN ASSE E MOMENTI. TORNA ALL'INDICE Consideriamo adesso un corpo esteso, formato da più punti, e che abbia un asse fisso, attorno a cui il corpo può ruotare. In questo caso l
CORPO GIREVOLE ATTORNO AD UN ASSE E MOMENTI. TORNA ALL'INDICE Consideriamo adesso un corpo esteso, formato da più punti, e che abbia un asse fisso, attorno a cui il corpo può ruotare. In questo caso l
UNIVERSITA DEGLI STUDI DI BRESCIA
 UNIVERSITA DEGLI STUDI DI BRESCIA ESAME DI STATO DI ABILITAZIONE ALL'ESERCIZIO DELLA PROFESSIONE DI INGEGNERE (Lauree di primo livello D.M. 509/99 e D.M. 270/04 e Diploma Universitario) SEZIONE B - Prima
UNIVERSITA DEGLI STUDI DI BRESCIA ESAME DI STATO DI ABILITAZIONE ALL'ESERCIZIO DELLA PROFESSIONE DI INGEGNERE (Lauree di primo livello D.M. 509/99 e D.M. 270/04 e Diploma Universitario) SEZIONE B - Prima
Unifast, grazie alle Chiusure rapide ad ¼ di giro, agli Inserti filettati maschi e femmine oltre che ad un ampia gamma di Prodotti speciali, offre l
 Unifast, grazie alle Chiusure rapide ad ¼ di giro, agli Inserti filettati maschi e femmine oltre che ad un ampia gamma di Prodotti speciali, offre l opportunità di generare efficienze sui processi produttivi
Unifast, grazie alle Chiusure rapide ad ¼ di giro, agli Inserti filettati maschi e femmine oltre che ad un ampia gamma di Prodotti speciali, offre l opportunità di generare efficienze sui processi produttivi
FUNZIOAMENTO il principio di funzionamento dello spaccalegna a vite denota le seguenti forze:
 Studio ingegneristico per il funzionamento della vite spaccalegna si presenta uno studio dello spaccalegna a vite, considerando che questo materiale è puramente SPERIMENTALE e atto ad un attività di ricerca
Studio ingegneristico per il funzionamento della vite spaccalegna si presenta uno studio dello spaccalegna a vite, considerando che questo materiale è puramente SPERIMENTALE e atto ad un attività di ricerca
LA TRASMISSIONE DELLE INFORMAZIONI QUARTA PARTE 1
 LA TRASMISSIONE DELLE INFORMAZIONI QUARTA PARTE 1 I CODICI 1 IL CODICE BCD 1 Somma in BCD 2 Sottrazione BCD 5 IL CODICE ECCESSO 3 20 La trasmissione delle informazioni Quarta Parte I codici Il codice BCD
LA TRASMISSIONE DELLE INFORMAZIONI QUARTA PARTE 1 I CODICI 1 IL CODICE BCD 1 Somma in BCD 2 Sottrazione BCD 5 IL CODICE ECCESSO 3 20 La trasmissione delle informazioni Quarta Parte I codici Il codice BCD
RAPPORTO DI PROVA Venezia,. Foglio n. 1 di 7. Protocollo: Luogo e Data della prova: Richiedente: Materiale testato:
 Foglio n. 1 di 7 Protocollo: Luogo e Data della prova: Mestre, Richiedente: Materiale testato: Prova eseguita: Conducibilità termica Riferimento Normativo: UNI EN 12667 DESCRIZIONE DEL CAMPIONE SOTTOPOSTO
Foglio n. 1 di 7 Protocollo: Luogo e Data della prova: Mestre, Richiedente: Materiale testato: Prova eseguita: Conducibilità termica Riferimento Normativo: UNI EN 12667 DESCRIZIONE DEL CAMPIONE SOTTOPOSTO
GUIDA RAPIDA PER LA COMPILAZIONE DELLA SCHEDA CCNL GUIDA RAPIDA PER LA COMPILAZIONE DELLA SCHEDA CCNL
 GUIDA RAPIDA BOZZA 23/07/2008 INDICE 1. PERCHÉ UNA NUOVA VERSIONE DEI MODULI DI RACCOLTA DATI... 3 2. INDICAZIONI GENERALI... 4 2.1. Non modificare la struttura dei fogli di lavoro... 4 2.2. Cosa significano
GUIDA RAPIDA BOZZA 23/07/2008 INDICE 1. PERCHÉ UNA NUOVA VERSIONE DEI MODULI DI RACCOLTA DATI... 3 2. INDICAZIONI GENERALI... 4 2.1. Non modificare la struttura dei fogli di lavoro... 4 2.2. Cosa significano
CIRCUITI OLEODINAMICI ELEMENTARI
 CIRCUITI OLEODINAMICI ELEMENTARI Un esame sistematico dei circuiti completi, anche se limitato a pochi tipi di macchine e di attrezzature, sarebbe estremamente complesso e vasto. Il raggiungimento del
CIRCUITI OLEODINAMICI ELEMENTARI Un esame sistematico dei circuiti completi, anche se limitato a pochi tipi di macchine e di attrezzature, sarebbe estremamente complesso e vasto. Il raggiungimento del
funzionale tecnologica di collaudo quote di grandezza quote di posizione in serie in parallelo combinata con quote sovrapposte in coordinate
 QUOTATURA PARTE 2 Prof. Caterina Rizzi CLASSIFICAZIONE punto di vista geometrico quote di grandezza quote di posizione quote di accoppiamento disposizione: sistemi di quotatura in serie in parallelo combinata
QUOTATURA PARTE 2 Prof. Caterina Rizzi CLASSIFICAZIONE punto di vista geometrico quote di grandezza quote di posizione quote di accoppiamento disposizione: sistemi di quotatura in serie in parallelo combinata
LAVORI SPECIALI. (Articolo 148 D.Lgs 81/08)
") 146 LAVORI SPECIALI (Articolo 148 D.Lgs 81/08) Prima di procedere alla esecuzione di lavori su lucernari, tetti, coperture e simili, fermo restando l obbligo di predisporre misure di protezione collettiva,
146 LAVORI SPECIALI (Articolo 148 D.Lgs 81/08) Prima di procedere alla esecuzione di lavori su lucernari, tetti, coperture e simili, fermo restando l obbligo di predisporre misure di protezione collettiva,
VILLA BORROMEO Sarmeola di Rubano Padova 25 novembre 2010. Relatore: Ing. Carlo Calisse
 LE RETI ANTICADUTA DALLE NORME UNI EN 1263-1 1 e 2 ALLE NUOVE LINEE GUIDA AIPAA VILLA BORROMEO Sarmeola di Rubano Padova 25 novembre 2010 Relatore: Ing. Carlo Calisse INTRODUZIONE ALLE NORME UNI EN 1263-1:
LE RETI ANTICADUTA DALLE NORME UNI EN 1263-1 1 e 2 ALLE NUOVE LINEE GUIDA AIPAA VILLA BORROMEO Sarmeola di Rubano Padova 25 novembre 2010 Relatore: Ing. Carlo Calisse INTRODUZIONE ALLE NORME UNI EN 1263-1:
TORNI PARALLELI PESANTI mod. 1A670, 1A670-12,5
 TORNI PARALLELI PESANTI mod. 1A670, 1A670-12,5 M.I.R.M.U. - Via Baldinucci, 40 20158 Milano - Tel 02.39320593 Fax 02.39322954 info @mirmu.it 1 Le macchine sono destinate ad eseguire le operazioni di sgrossatura
TORNI PARALLELI PESANTI mod. 1A670, 1A670-12,5 M.I.R.M.U. - Via Baldinucci, 40 20158 Milano - Tel 02.39320593 Fax 02.39322954 info @mirmu.it 1 Le macchine sono destinate ad eseguire le operazioni di sgrossatura
APPUNTI SU PROBLEMI CON CALCOLO PERCENTUALE
 APPUNTI SU PROBLEMI CON CALCOLO PERCENTUALE 1. Proporzionalità diretta e proporzionalità inversa Analizziamo le seguenti formule Peso Lordo = Peso Netto + Tara Ricavo = Utile + Costo Rata = Importo + Interesse
APPUNTI SU PROBLEMI CON CALCOLO PERCENTUALE 1. Proporzionalità diretta e proporzionalità inversa Analizziamo le seguenti formule Peso Lordo = Peso Netto + Tara Ricavo = Utile + Costo Rata = Importo + Interesse
di sfere a contatto radiale 262
 Cuscinetti a due corone di sfere Cuscinetti a due corone di sfere a contatto radiale 262 Definizione ed attitudini 262 Serie 262 Tolleranze e giochi 262 Elementi di calcolo 263 Suffissi 263 Caratteristiche
Cuscinetti a due corone di sfere Cuscinetti a due corone di sfere a contatto radiale 262 Definizione ed attitudini 262 Serie 262 Tolleranze e giochi 262 Elementi di calcolo 263 Suffissi 263 Caratteristiche
modulog Combinazioni di moduli per la tecnica della manipolazione
 modulog Combinazioni di moduli per la tecnica della manipolazione Facile gestione di carichi pesanti - un valore aggiunto per la produttività La manipolazione ed il montaggio manuale di carichi pesanti
modulog Combinazioni di moduli per la tecnica della manipolazione Facile gestione di carichi pesanti - un valore aggiunto per la produttività La manipolazione ed il montaggio manuale di carichi pesanti
Materiali, Sviluppo, Soluzioni. Prodotti di Molibdeno per la industria del vetro
 Materiali, Sviluppo, Soluzioni Prodotti di Molibdeno per la industria del vetro H.C. Starck, Molibdeno Materiali come il molibdeno e il tungsteno, sono vitali per le applicazioni di fusione, omogeneizzazione
Materiali, Sviluppo, Soluzioni Prodotti di Molibdeno per la industria del vetro H.C. Starck, Molibdeno Materiali come il molibdeno e il tungsteno, sono vitali per le applicazioni di fusione, omogeneizzazione
International Textil Education. Machinery Division. Manuale per la stampa a trasferimento termico
 Machinery Division Manuale per la stampa a trasferimento termico Manuale per la stampa a trasferimento termico STAMPA A TRASFERIMENTO TERMICO.....4 Principio di funzionamento.4 SRUTTURA INTERNA...5 Testina
Machinery Division Manuale per la stampa a trasferimento termico Manuale per la stampa a trasferimento termico STAMPA A TRASFERIMENTO TERMICO.....4 Principio di funzionamento.4 SRUTTURA INTERNA...5 Testina
RADIATORI A CONFRONTO
 RADIATORI A CONFRONTO Alluminio Ghisa Rendimento Prezzo Magazzino Finitura Estetica Adattamento RADIATORI A CONFRONTO Il confronto tra radiatori in alluminio pressofuso e radiatori in ghisa denominati
RADIATORI A CONFRONTO Alluminio Ghisa Rendimento Prezzo Magazzino Finitura Estetica Adattamento RADIATORI A CONFRONTO Il confronto tra radiatori in alluminio pressofuso e radiatori in ghisa denominati
Corso di Componenti e Impianti Termotecnici LE RETI DI DISTRIBUZIONE PERDITE DI CARICO LOCALIZZATE
 LE RETI DI DISTRIBUZIONE PERDITE DI CARICO LOCALIZZATE 1 PERDITE DI CARICO LOCALIZZATE Sono le perdite di carico (o di pressione) che un fluido, in moto attraverso un condotto, subisce a causa delle resistenze
LE RETI DI DISTRIBUZIONE PERDITE DI CARICO LOCALIZZATE 1 PERDITE DI CARICO LOCALIZZATE Sono le perdite di carico (o di pressione) che un fluido, in moto attraverso un condotto, subisce a causa delle resistenze
Nota tecnica. Nota tecnica
 Nota tecnica Indice Sistema di progettazione CAD 3D potente e intelligente... 3 Assegnazione dei materiali... 4 Gruppi di materiali... 4 Gruppi di bordature... 5 Calcolo delle dimensioni della parte e
Nota tecnica Indice Sistema di progettazione CAD 3D potente e intelligente... 3 Assegnazione dei materiali... 4 Gruppi di materiali... 4 Gruppi di bordature... 5 Calcolo delle dimensioni della parte e
COME NASCE UN CERCHIO IN CARBONIO
 COME NASCE UN CERCHIO IN CARBONIO Mike Wilson, che ha passato quasi tutta la sua vita lavorativa in Dymag, è il responsabile della progettazione. Insieme al suo team valuta tutti gli aspetti progettuali
COME NASCE UN CERCHIO IN CARBONIO Mike Wilson, che ha passato quasi tutta la sua vita lavorativa in Dymag, è il responsabile della progettazione. Insieme al suo team valuta tutti gli aspetti progettuali
Università degli Studi della Calabria. Collegamenti smontabili non filettati
 Collegamenti smontabili non filettati Collegamenti albero-mozzo ELEMENTI ESIGENZE Anelli Scanalati Chiavette Linguette Spine elastici a Impedimento alla rotazione si si si si Impedimento alla traslazione
Collegamenti smontabili non filettati Collegamenti albero-mozzo ELEMENTI ESIGENZE Anelli Scanalati Chiavette Linguette Spine elastici a Impedimento alla rotazione si si si si Impedimento alla traslazione
SISTEMA DI PESATURA PER MACROPAK TM2000/2 (LAUMAS W60.000)
") SISTEMA DI PESATURA PER MACROPAK TM2000/2 (LAUMAS W60.000) Il sistema di pesatura della riempitrice TM200 è composto dalla seguente componentistica: N 8 celle di carico da 1.000 kg cadauna tipo CB1.000
SISTEMA DI PESATURA PER MACROPAK TM2000/2 (LAUMAS W60.000) Il sistema di pesatura della riempitrice TM200 è composto dalla seguente componentistica: N 8 celle di carico da 1.000 kg cadauna tipo CB1.000
CHF 270. La nuova rettificatrice per fianchi per la produzione di lame. Comando CNC per tutte le funzioni.
 CHF 270 La nuova rettificatrice per fianchi per la produzione di lame. Comando CNC per tutte le funzioni. A controllo CNC Affilatura automatica dei fianchi del dente di lame con riporti in HM. Competenza
CHF 270 La nuova rettificatrice per fianchi per la produzione di lame. Comando CNC per tutte le funzioni. A controllo CNC Affilatura automatica dei fianchi del dente di lame con riporti in HM. Competenza
[ significa: Design to Cost. EMCOMILL E1200 E900 E600 E350. Centri di lavoro verticali CNC a 3 assi per la lavorazione di lotti piccoli e medi
 [ E[M]CONOMY] significa: Design to Cost. EMCOMILL E200 E900 E600 E350 Centri di lavoro verticali CNC a 3 assi per la lavorazione di lotti piccoli e medi EMCOMILL E200 Test di collaudo UNI ISO 079-7 Distributore
[ E[M]CONOMY] significa: Design to Cost. EMCOMILL E200 E900 E600 E350 Centri di lavoro verticali CNC a 3 assi per la lavorazione di lotti piccoli e medi EMCOMILL E200 Test di collaudo UNI ISO 079-7 Distributore
GEOMETRIA DELLE MASSE
 1 DISPENSA N 2 GEOMETRIA DELLE MASSE Si prende in considerazione un sistema piano, ossia giacente nel pian x-y. Un insieme di masse posizionato nel piano X-Y, rappresentato da punti individuati dalle loro
1 DISPENSA N 2 GEOMETRIA DELLE MASSE Si prende in considerazione un sistema piano, ossia giacente nel pian x-y. Un insieme di masse posizionato nel piano X-Y, rappresentato da punti individuati dalle loro
Cold Plate BREVETTATO
 L uso di dissipatori ad acqua si sta sempre più diffondendo per rispondere all esigenza di dissipare elevate potenze in spazi contenuti e senza l adozione di ventole con elevate portate d aria. Infatti,
L uso di dissipatori ad acqua si sta sempre più diffondendo per rispondere all esigenza di dissipare elevate potenze in spazi contenuti e senza l adozione di ventole con elevate portate d aria. Infatti,
Sbilanciatura statica. Piano 1. Corpo rotante. Lato A. Asse di rotazione. Lato B. Sovrappeso. Oscillazione
 CNCINFO Marzo 2012 La qualità della bilanciatura Cause, effetti della sbilanciatura ed una corretta bilanciatura di Thomas Oertli I moderni processi di lavorazione pongono particolari richieste alla bilanciatura
CNCINFO Marzo 2012 La qualità della bilanciatura Cause, effetti della sbilanciatura ed una corretta bilanciatura di Thomas Oertli I moderni processi di lavorazione pongono particolari richieste alla bilanciatura
PORTALE SIVA sulle tecnologie per la disabilità e l autonomia Carrozzine elettroniche e ausili per la mobilità esterna
 PORTALE SIVA sulle tecnologie per la disabilità e l autonomia Carrozzine elettroniche e ausili per la mobilità esterna Antonio Caracciolo Servizio DAT Centro IRCCS S.Maria Nascente Fondazione Don Carlo
PORTALE SIVA sulle tecnologie per la disabilità e l autonomia Carrozzine elettroniche e ausili per la mobilità esterna Antonio Caracciolo Servizio DAT Centro IRCCS S.Maria Nascente Fondazione Don Carlo
Esercizio 20 - tema di meccanica applicata e macchine a fluido- 2002
 Esercizio 0 - tema di meccanica applicata e macchine a fluido- 00 er regolare il regime di rotazione di un gruppo elettrogeno, viene calettato sull albero di trasmissione del motore un volano in ghisa.
Esercizio 0 - tema di meccanica applicata e macchine a fluido- 00 er regolare il regime di rotazione di un gruppo elettrogeno, viene calettato sull albero di trasmissione del motore un volano in ghisa.
Informazioni tecniche. QWD Macchine per la fabbricazione e la manutenzione degli utensili in PCD con processo di elettroerosione a filo
 Informazioni tecniche QWD Macchine per la fabbricazione e la manutenzione degli utensili in PCD con processo di elettroerosione a filo QWD 750/760 Una concezione versatile di macchina per le più elevate
Informazioni tecniche QWD Macchine per la fabbricazione e la manutenzione degli utensili in PCD con processo di elettroerosione a filo QWD 750/760 Una concezione versatile di macchina per le più elevate
COLLEGAMENTI ALBERO-MOZZO
 COLLEGAMENTI ALBERO-MOZZO 342 Introduzione I collegamenti albero-mozzo sono collegamenti smontabili che consentono di rendere solidali, rispetto alla rotazione attorno ad un asse comune, una parte piena
COLLEGAMENTI ALBERO-MOZZO 342 Introduzione I collegamenti albero-mozzo sono collegamenti smontabili che consentono di rendere solidali, rispetto alla rotazione attorno ad un asse comune, una parte piena
KGS/GMC BRICO 125-185-220
 KGS/GMC BRICO 125-185-220 OPTIONALS 1 12 7 8 3 5 10 9 2 N DESCRIZIONE CODICE 1 Rulli a scomparsa per lo scorrimento pannelli GMC 00185 2 Prolungamento supporto intermedio ribaltabile (800 mm) GMC 00006
KGS/GMC BRICO 125-185-220 OPTIONALS 1 12 7 8 3 5 10 9 2 N DESCRIZIONE CODICE 1 Rulli a scomparsa per lo scorrimento pannelli GMC 00185 2 Prolungamento supporto intermedio ribaltabile (800 mm) GMC 00006
ProSky Progettare una facciata continua non è mai stato così semplice.
 ProSky Progettare una facciata continua non è mai stato così semplice. Progettare nei minimi dettagli: le facciate continue sono sempre più richieste nell architettura moderna, ma realizzarle richiede
ProSky Progettare una facciata continua non è mai stato così semplice. Progettare nei minimi dettagli: le facciate continue sono sempre più richieste nell architettura moderna, ma realizzarle richiede
. Si determina quindi quale distanza viene percorsa lungo l asse y in questo intervallo di tempo: h = v 0y ( d
 Esercizio 1 Un automobile viaggia a velocità v 0 su una strada inclinata di un angolo θ rispetto alla superficie terrestre, e deve superare un burrone largo d (si veda la figura, in cui è indicato anche
Esercizio 1 Un automobile viaggia a velocità v 0 su una strada inclinata di un angolo θ rispetto alla superficie terrestre, e deve superare un burrone largo d (si veda la figura, in cui è indicato anche
SCHEDA 17A: ADEGUAMENTO DEI TRATTORI A RUOTE A CARREGGIATA STANDARD MODELLO FIAT 415R E SIMILI (FIAT 215, FIAT 315, etc.)
") SCHEDA 17A: ADEGUAMENTO DEI TRATTORI A RUOTE A CARREGGIATA STANDARD MODELLO FIAT 415R E SIMILI (FIAT 215, FIAT 315, etc.) Il presente documento è stato realizzato nell ambito dell attività di ricerca prevista:
SCHEDA 17A: ADEGUAMENTO DEI TRATTORI A RUOTE A CARREGGIATA STANDARD MODELLO FIAT 415R E SIMILI (FIAT 215, FIAT 315, etc.) Il presente documento è stato realizzato nell ambito dell attività di ricerca prevista:
Sensori a effetto Hall bipolari con ritenuta stabilizzati e non stabilizzati con circuito chopper
 Sensori a effetto Hall bipolari con ritenuta stabilizzati e non stabilizzati con circuito chopper I risultati dei test mostrano che è possibile ottenere prestazioni significativamente maggiori impiegando
Sensori a effetto Hall bipolari con ritenuta stabilizzati e non stabilizzati con circuito chopper I risultati dei test mostrano che è possibile ottenere prestazioni significativamente maggiori impiegando
Regolamento del Settore Attività Giovanile. Approvato dal Consiglio Federale Del 13 aprile 2013 con delibera n. 124
 Regolamento del Settore Attività Giovanile Approvato dal Consiglio Federale Del 13 aprile 2013 con delibera n. 124 TITOLO I - DISPOSIZIONI GENERALI art. 1 - L Attività Giovanile 1- Per organizzare e coordinare
Regolamento del Settore Attività Giovanile Approvato dal Consiglio Federale Del 13 aprile 2013 con delibera n. 124 TITOLO I - DISPOSIZIONI GENERALI art. 1 - L Attività Giovanile 1- Per organizzare e coordinare