NOTE SULLA TECNICA DI SALDATURA LASER PER COMPONENTI DI ACCIAIO INOSSIDABILE (*) Ing. F. Capelli - Centro Inox (Milano)
|
|
|
- Jacopo Patti
- 8 anni fa
- Visualizzazioni
Transcript
1 NOTE SULLA TECNICA DI SALDATURA LASER PER COMPONENTI DI ACCIAIO INOSSIDABILE (*) Ing. F. Capelli - Centro Inox (Milano) PREMESSA Si è voluto esaminare il sistema di saldatura laser applicato all'acciaio inossidabile, in maniera tale da poterne valutare tutti i vantaggi dal punto di vista della bontà del giunto saldato, in termini di velocità di esecuzione e di caratteristiche metallografiche. Si è cercato anche di effettuare dei paragoni prestazionali con altre tecniche normalmente utilizzate, quali, ad esempio, il TIC IL LASER NELL'INDUSTRIA La tecnologia del laser di potenza sta assumendo oggi sempre più importanza nei più svariati tipi di industrie, non solamente come tecnica di unione, ma anche come sistema di taglio, foratura, trattamento termico, controllo, ecc; rappresenta quindi uno tra i più versatili strumenti oggi disponibili. Il termine "Laser" corrisponde alla, sigla "Light amplification by stimuleted emission of radiation" ed in sintesi esso trasforma l'energia elettrica in energia elet tromagnetica sotto forma di un raggio intenso di luce coerente. Il fascio laser è concentrato, non disperso, composto di fotoni sotto forma di onde che hanno lo stesso periodo, la stessa ampiezza e sono in fase, vale a dire si trat ta appunto di luce coerente. E' possibile con questo fascio concentrare grandi quantità di energia su aree molto piccole, energia che può essere applicata in molti modi per svolgere il lavoro richiesto con precisione e velocità, ma soprattutto con minime distorsioni e danneggiamenti dei materiali e dei pezzi in lavorazione. Grazie alla facilità di focalizzare in piccole aree densità di energia molto elevate, capaci di portare in poco tempo i metalli ad alta temperatura, fin dalle prime costruzioni di laser (anni '60), risultò chiara la possibilità di sfruttare queste sorgenti per ottenere giunti saldati. Il sistema di interazione laser-metallo, genera in uno strato superficiale del pezzo, una sorgente di calore che si propaga nel metallo con le note leggi di trasmis- (*) Memoria presentata al Convegno "La saldatura: materiali e sistemi innovativi" A.M.M.A. - Torino, 2 * 3 Novembre 1987

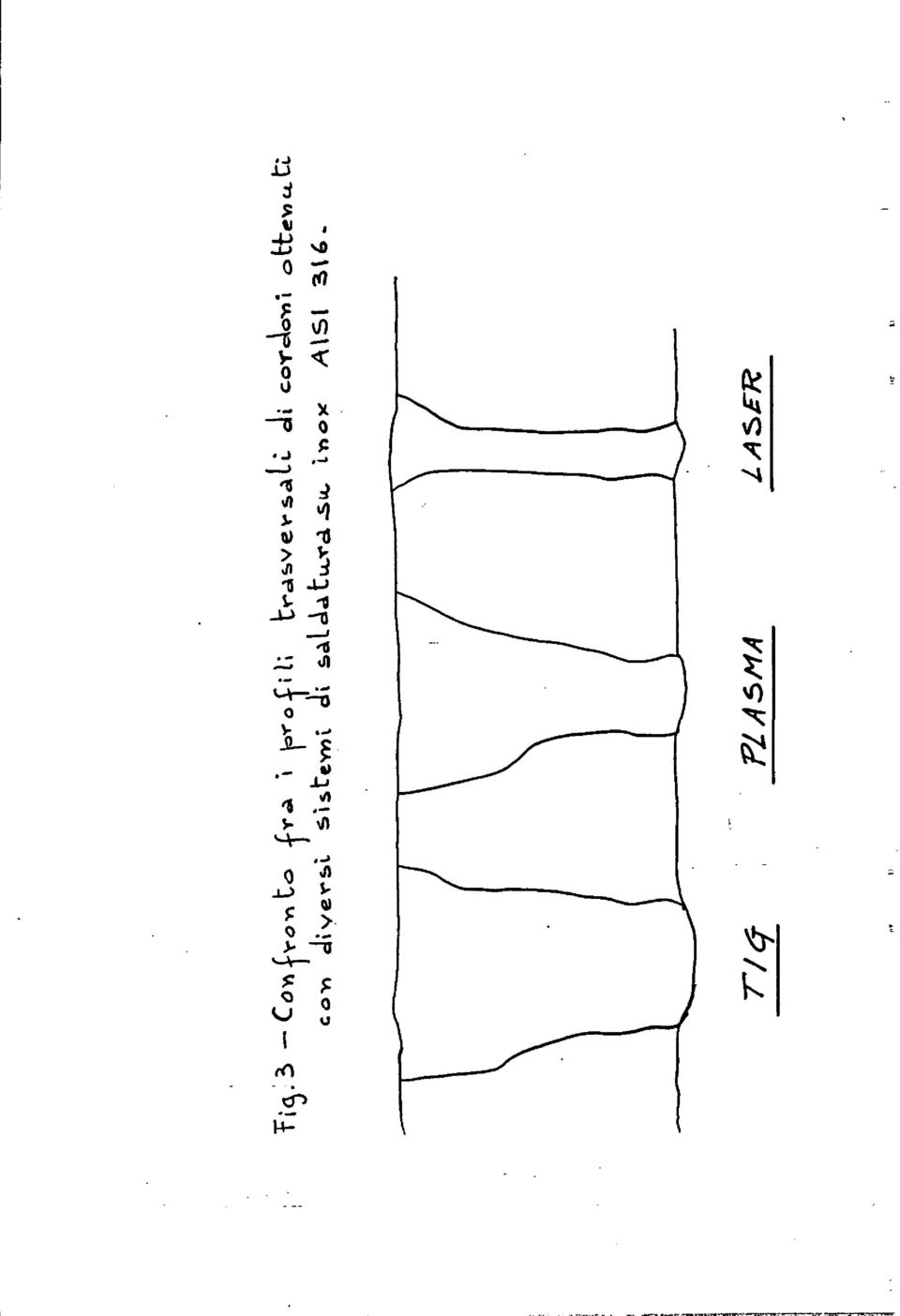
2 sione. Fecalizzando opportunamente il fascio o variando la durata dell'impulso è possìbile ottenere un riscaldamento del metallo sino a temperature superiori a quella di fusione. Con la successiva solidificazione del bagno si crea il cordone di penetrazio ne. Esistono essenzialmente due tipi di sorgenti laser ad ampio impiego: quelli a stato solido, in cui il mezzo attivo è costituito da una barretta di Nd-YAG (Neodimio in YAG: granato di ittrio e alluminio) e quelli (di più recente introduzione), a C0 p. I più utilizzati sono questi ultimi, mentre quelli a stato solido si usano a volte per microsaldature o per saldature per punti su bassi spessori. Anche la morfologia del giunto saldato può essere di due tipi. Si può avere un cordone a sezione emisferica, con modeste profondità, quando, limitando la densità di potenza laser, si cerca di evitare la vaporizzazione del bagno fuso (saldatura "per conduzione")* Di solito questa tecnica è usata per unire lamiere di spessore modesto (Fig. 1). Con potenze specifiche maggiori, invece, si può avere una saldatura "di penetrazione", con vaporizzazione di parte del materiale metallico, creando il cosiddetto buco di chiave ("Key-hole"). In questo meccanismo il metallo investito dal fascio non solo fonde ma viene anche, in modesta quantità, vaporizzato e ionizzato. In questo caso la zona fusa, sostenuta dalla pressione del vapore è molto stretta e profonda (Fig. 2). Nella figura 3 sono schematizzate in maniera qualitativa tre sezioni di profili tra sversali ottenuti con diversi sistemi di saldatura (TIG, Plasma, LaserJ, su un acciaio inossidabile AISI 316. Da questa figura si può notare come il profilo relativo al sistema laser sia estremamente ristretto rispetto agli altri due. Senza addentrarsi nella tecnica specifica delle sorgenti laser, è opportuno tuttavia elencare sommariamente i vantaggi che questo metodo di unione offre rispetto ai sistemi tradizionali. Si possono ottenere: - cordoni stretti con zone termicamente alterate molto limitate, caratteristica mol to importante per gli acciai inossidabili ai fini di prevenire la precipitazione dei l carburi dì cromo; - velocità di esecuzione di solito più elevate di quelle ottenibili con tecniche tradizionali ; - assenza del contatto pezzo-elettrodo; - assenza del materiale d'apporto; - rapido raffreddamento del giunto, anche questo molto importante per gli inox, in quanto si evita l'ingrossamento del grano in zona termicamente alterata nella strut tura metallografica, specie negli acciai inossidabili ferritici; - minori deformazioni, ritiri della saldatura e distorsioni del giunto; - maggiori possibilità di saldare materiali eterogenei * tipicamente acciai inossida bili con acciai al carbonio, potendo anche raggiungere zone non facilmente accessibili; - possibilità di saldare componenti già trattati e finiti, - elevata ripetibilità e facilità di automazione dell'operazione di saldatura, con relativo controllo "on line"; - possibilità di saldature per punti - possibilità di controllo visivo ed acustico della buona esecuzione del giunto nel corso dell'operazione di saldatura;
 e quelli (di più recente introduzione), a C0 p.")
3 - qualità delle saldature molto elevate, come proprietà metallurgiche e meccaniche. Quest'ultima caratteristica è ottenibile grazie alla creazione, in zona di fusione, di una modificazione di composizione chimica dovuta a un riscaldamento preferenziale con vaporizzazione delle impurità a causa del loro maggiore coefficiente di assorbimento. I sistemi laser per saldatura, hanno ancora però costi certamente molto elevati ri- ' spetto ad altre tecniche come il TIG, MIG, Plasma, ecc. Solamente una produzione di elevata serie ove si richiedano caratteristiche qualità : tive e di ripetitività del giunto particolari, giustifica, al momento attuale, la tecnica laser. Prenderemo ora in esame il laser per saldatura applicato a particolari inox. II primo esempio riguarda delle sperimentazioni eseguite du diversi giunti con due acciai inox austenitici; il secondo esempio è relativo a giunzioni eterogenee tra diversi inox e con acciai al carbonio; mentre l'ultimo esempio è relativo ad una ap. plicazione pratica industriale, su di un acciaio inossidabile ferritico. PROVE DI SALDATURA LASER SU ACCIAI INOX (GIUNTI OMOGENEI) Si riportano i risultati di una sperimentazione (per cortesia della Soc. Dalmine e del C.S.M.) eseguita su due tipi di acciai inossidabili austenitici tra i più utilizzati : - AISI AISI 316 L Tabella 1 - Analisi chimica indicativa {%) DESIGNAZIONE C max Mn max P max A 1 A S L I S max I CHI Si max M I C A (* ) Cr Ni Mo AISI 304 UNI X5CrNi 1810 n,08 2 0,045 0,030 1 IR ,5 AISI 316 L UNI X2CrNiMo ,03 2 0,045 0, , ,5 Tabella 2 - Caratteristiche fisiche e meccaniche indicative DESIGNAZIONE AISI 304 X5 CrNi L X? CrNiMo Peso specifico (g/cm ) 8,06 8,06 Struttura Austenitica Austeni ticn Coefficiente di conducibilità termica (cal/cm C-s) 0,039 0,039 Coefficiente di dilatazione termica (X10 a C ) 2 Carico di rottura (Kg/mm ) 2 Carico di snervamento allo 0,2%, min. (Kg/mm ) 17, Allungamento a rottura (%) min Durezza IIRB Pb

4 Nella tabella 1 è riportata l'analisi chimica indicativa (secondo designazione AISI) dei suddetti materiali, mentre in tabella 2 sono indicate le loro principali caratteristiche fisico-meccaniche. La macchina laser utilizzata è stata del tipo a CCU prevedendo le opportune protezioni gassose con gas Elio a diritto e a rovescio del cordone. Sono stati utilizzati nastri di acciaio inox, sia di AISI 304 che di AISI 316 L, la minati a freddo con spessori di 3 min e con normale finitura da acciaieria di tipo 2 B. Parallelamente si sono costituiti anche alcuni giunti realizzati con il sistema TIG, per potere effettuare un paragone con una delle tecnologie di unione più impiegate con gli acciai inossidabili. I giunti sono stati opportunamente preparati in modo da evitare cricche e porosità. Di seguito sono elencati i parametri operativi seguiti per la saldatura laser: AISI 304 Potenzialità macchina: 11,5 Kw Velocità di saldatura: 5,5 m/min AISI 316 L Potenzialità macchina: 4 Kw Velocità di saldatura: 2 m/min. Per i giunti realizzati con procedimento TIG, con materiale d'apporto, si sono adot tati, sia per l'aisi 304 che per l'aisi 316 L i seguenti parametri: Tensione: 14 V Intensità di corrente: 180 A Velocità: 30 cm/min Diametro filo del materiale d'apporto: 1,6 mm. Nella figura 4 si è riportato l'aspetto macrografico dei giunti realizzati con procedimenti laser e TIG. Nelle figure 5 e 6 sono riportati gli aspetti micrografici del giunto saldato al la ser sia per l'aisi 304 che per l'aisi 316 L, con riferimento alle tre zone tipiche del giunto: la zona di transizione, la zona termicamente alterata e la zona fusa. Si può osservare come con la saldatura laser sia possibile ottenere microstrutture molto fini, certamente più fini di quelle ottenibili con la saldatura TIG in zona fusa e, in maniera ridotta, anche nella Z.T.A. (zona termicamente alterata). Nelle unioni di AISI 304, saldate in TIG si sono notate inoltre isole di ferrite delta che invece sono assenti nelle unioni di AISI 316 L. Come ulteriori prove si sono effettuati test meccanici e corrosionistici. Prove meccaniche Per ciascuna saldatura sono state effettuate prove di trazione trasversali, prove di piega e di durezza a temperatura ambiente. Nella tabella 3 si sono radunati i risultati per i due tipi di materiali considerati. Dai dati si evince come il sistema di saldatura non altera la duttilità dei materia li, questo lo si evidenzia dalla piega a pacco che non crea formazione di cricche. Le prove di resistenza a trazione hanno dato esito positivo, dato che la rottura delle provette si è avuta nel materiale base e non in zona fusa; solamente con l'aisi 316 L, saldato al laser, un provino si è spezzato in zona fusa.

5 - qualità delle saldature molto elevate, come proprietà metallurgiche e meccaniche. Quest'ultima caratteristica è ottenibile grazie alla creazione, in zona di fusione, di una modificazione di composizione chimica dovuta a un riscaldamento preferenziale con vaporizzazione delle impurità a causa del loro maggiore coefficiente di assorbimento. I sistemi laser per saldatura, hanno ancora però costi certamente molto elevati rispetto ad altre tecniche come il TIG, MIG, Plasma, ecc. Solamente una produzione di elevata serie ove si richiedano caratteristiche qualità tive e di ripetitività del giunto particolari, giustifica, al momento attuale, la tecnica laser. Prenderemo ora in esame il laser per saldatura applicato a particolari inox. II primo esempio riguarda delle sperimentazioni eseguite du diversi giunti con due acciai inox austenitici; il secondo esempio è relativo a giunzioni eterogenee tra diversi inox e con acciai al carbonio; mentre l'ultimo esempio è relativo ad una ap plicazione pratica industriale, su di un acciaio inossidabile ferritico. PROVE DI SALDATURA LASER SU ACCIAI INOX (GIUNTI OMOGENEI) Si riportano i risultati di una sperimentazione {per cortesia della Soc. Dalmine e del C.S.M.) eseguita su due tipi di acciai inossidabili austenitici tra i più utilizzati: - AISI AISI 316 L Tabella 1 - Analisi chimica indicativa {%) DESIGNAZIONE C max Mn max P max A H L I S S max I C 11 I Si max MICA (2 ) Cr Ni Mo AISI UNI 304 X5CrNi1810 0,08 2 0,045 0, ,5 - AISI UNI 316 L X2CrNiMo ,03 2 0,045 0, , ,5 Tabella 2 - Caratteristiche fisiche e meccaniche indicative DESIGNAZIONE AISI UNI 304 X5 CrNi L X2 CrNiMo Peso specifico (g/cm ) 8,06 8,06 Struttura Austeni tica Austeni tica Coefficiente dì conducibilità termica (cal/cm C-s) ft 1 Coefficiente di dilatazione termica (X10 C ) 2 Carico di rottura {Kg/mm ) 2 Carico di snervamento allo 0,2%, min. (Kg/mm ) Al lungamente a rottura Durezza HRB {%) min. 0,039 17, , Pii

6 Nella tabella 1 è riportata l'analisi chimica indicativa (secondo designazione AISI) dei suddetti materiali, mentre in tabella 2 sono indicate le loro principali caratteristiche fisico-meccaniche. La macchina laser utilizzata è stata del tipo a CO^ prevedendo le opportune protezioni gassose con gas Elio a diritto e a rovescio del cordone. Sono stati utilizzati nastri di acciaio inox, sia di AISI 304 che di AISI 316 L, la minati a freddo con spessori di 3 mm e con normale finitura da acciaieria di tipo 2 B. Parallelamente si sono costituiti anche alcuni giunti realizzati con il sistema TIG, per potere effettuare un paragone con una delle tecnologie di unione più impiegate con gli acciai inossidabili. I giunti sono stati opportunamente preparati in modo da evitare cricche e porosità. Di seguito sono elencati i parametri operativi seguiti per la saldatura laser: AISI 304 Potenzialità macchina: 11,5 Kw Velocità di saldatura: AISI 316 L Potenzialità macchina: 4 Kw 5,5 m/min Velocità di saldatura: 2 m/min. Per i giunti realizzati con procedimento TIG, con materiale d'apporto-, si sono adot tati, sia per l'aisi 304 che per l'aisi 316 L i seguenti parametri: Tensione: 14 V Intensità di corrente: 180 A Velocità: 30 cm/min Diametro filo del materiale d'apporto: 1,6 mm. Nella figura 4 si è riportato l'aspetto macrografico dei giunti realizzati con procedimenti laser e TIG. Nelle figure 5 e 6 sono riportati gli aspetti micrografici del giunto saldato al la ser sia per l'aisi 304 che per l'aisi 316 L, con riferimento alle tre zone tipiche del giunto: la zona di transizione, la zona termicamente alterata e la zona fusa. Si può osservare come con la saldatura laser sia possibile ottenere microstrutture molto fini, certamente più fini di quelle ottenibili con la saldatura TIG in zona fusa e, in maniera ridotta, anche nella Z.T.A. (zona termicamente alterata). Nelle unioni di AISI 304, saldate in TIG si sono notate inoltre isole di ferrite delta che invece sono assenti nelle unioni di AISI 316 L. Come ulteriori prove si sono effettuati test meccanici e corrosionistici. Prove meccaniche Per ciascuna saldatura sono state effettuate prove di trazione trasversali, prove di piega e di durezza a temperatura ambiente. Nella tabella 3 si sono radunati i risultati per i due tipi di materiali considerati. Dai dati si evince come il sistema di saldatura non altera la duttilità dei materia li, questo lo si evidenzia dalla piega a pacco che non crea formazione di cricche. Le prove di resistenza a trazione hanno dato esito positivo, dato che la rottura delle provette si è avuta nel materiale base e non in zona fusa; solamente con l'aisi 316 L, saldato al laser, un provino si è spezzato in zona fusa.

7 Tabella 3 - Risultati delle prove meccaniche eseguite sui giunti dì acciaio inossidabile AISI 304 ed ALSI 316 L Tipo di prova Acciaio inox Tipo di saldatura R (MPa) Trazione Z {%) Piega EÌ pacco Su giunto Dopo prova tal quale di Strauss AISI Laser TIG esito positivo esito positivo esito positivo esito positivo AISI 316 L " Laser TIG 564* esito positivo esito positivo esito positivo esito positivo (*) Rottura in zona fusa Relativamente «Ile durezze rilevate trasversalmente alla saldatura, si è constatato, nei giunti saldati al laser, un aumento di.durezza, rispetto al materiale di base, in corrispondenza della zona fusa ed in parte della Z.T.A. (zona termicamente alterata). Prove di corrosione Le prove di corrosione scelte per valutare la tenuta dei giunti saldati al laser ed in TIG, sono state la prova di Strauss e quella ci Huey. La prima si riferisce ad un ambiente solforico (ASTM AZ 62-E), nel quale i provini sono sottoposti a prova di piega: il materiale supera la prova se riesce a mantenere la piegabilità che aveva prima di essere immerso nell'ambiente aggressivo. Nel caso qui preso in considerazione, tutti i giunti saldati, sìa al Laser che al TIG, hanno superato positivamente il test. Infatti è stato possibile piegare a pacco ogni provino sottoposto all'ambiente corrosivo, senza rilevare la formazione di cricche.(tabella 3). La seconda prova (ASTM AZ 62-C), si sfrutta per ^valutare la resistenza alla corrosione intergranulare: essa consiste nel determinare la perdita di peso di campioni immersi in soluzione di acido nitrico bollente, per cinque periodi di 48 ore ciascu no. Dopo l'esposizione, le provette vengono osservate al microscopio ottico per definire la morfologia e l'entità dell'attacco. Anche con questa prova non si sono rilevate sostanziali differenze tra il materiale di base e il giunto saldato con entrambe le tecniche TIG e laser e sia per l'alsi 304 che per l'alsi 316 L. Anzi nei giunti saldati al laser, essendo la zona termica mente alterata più contenuta, si sono riscontrati risultati migliori. Si può concludere pertanto che anche dal punto di vista delle caratteristiche di re sistenza alla corrosione il sistema laser non è inferiore al procedimento TIG, rispetto al quale però risulta preferibile per ragioni di maggior produttività.
.")
8 GIUNZIONI ETEROGENEE Si riportano qui i risultati sperimentali eseguiti con apparecchiatura laser CO su giunzioni costituite da due differenti tipi di acciai. Questo per verificare il con portamento del giunto stesso dal punto di vista metallografico (per cortesia del Centro Laser di Bari). Nella tabella 4 sono state riportate le composizioni chimiche degli acciai considerati e gli stati di fornitura, mentre in tabella 5 compaiono le coppie di materiali considerati per le giunzioni con i relativi parametri di saldatura. Cóme gas di protezione si è utilizzato l'elio. Tabella 4 - Analisi chimica degli acciai considerati nella sperimentazione Tipi di n e e i n i o Stato di fornitura C % Mn % Si % S % P % Cr % Ni % Mo % Fé 37 laminato a caldo 0,24 0,25 0,18 0,05 0,047 C '10 laminato a caldo 0,44 0,69 0,35 0,012 0,010 AISI 304 (?,2 mm) laminato a freddo 0,045 1,38 0,45 0,0006 0,026 16,30 e,83 AISI 304 (3,0 mm) laminato a freddo 0,041 1,52 0,36 0,002 0,031 16,11 8,38 AISI 316 laminato a freddo 0,054 1,71 0,54 0,001 0,030 16,10 11,18 2,20 AISI 430 laminato a freddo 0,050 0,43 0,52 0,0004 0,014 16,06 0,13 Tabella 5 - Coppie di acciai costituenti i giunti e parametri della macchina laser COPPIE DI ACCIAI Spessori mm Potenza del laser kw Diametro ugello 0 mm Gas (elio) Atm-Nl/min Velocità saldatura Cm/min AISI Fé 37 3,0 2,0 4,25 0, AISI C 40 3,0 2,0 13,5 0, AISI AISI 430 3,0 2,0 4,25 0, AISI AISI 316 2,0 2,0 4,25 0,

9 Consideriamo ora metallograficamente ciascun tipo di giunto ottenuto con la tecnica laser: AISI Fé 37 L'aspetto del cordone di saldatura è del tipo classico a "buco di chiave" (key-'nole). e di tipo asimmetrico; questo dipende dalla differente struttura dei due acciai. Dal punto di vista metallografico il cordone ha una struttura cellulare molto irregolare con una matrice austenitica e fasi di tipo "ferro-k". Si notano inoltre strutture dendritìche sparse in molte direzioni, così come alcuni carburi ai bordi dei grani. Si è verificata inoltre nel cordone una buona miscibili tà tra i due metalli dissimili. AISI C 40 Questo giunto è molto simile a quello sopra descritto sia nella forma della sezione macrografica trasversale che nell'estensione della zona termicamente alterata. Per quanto riguarda le strutture metallografiche, queste sono le stesse del caso precedente. Le durezze massime registrate, sono ovviamente maggiori di quelle verificate con il Fé 37, data la maggior percentuale di carbonio presente nel C CO. La zona termicamente alterata del C 40 ha delle microstrutture bainitiche e martensitiche. AISI AISI 430 In figura 7 è possibile notare un esempio del cordone ottenuto. Il giunto è leggermente asimmetrico, essendo la sua zona fusa più larga dalla parte dell'aisi 304. Non si nota zona termicamente alterata, ma c'è una netta divisione tra la zona fusa e il metallo base. Il cordone ha una classica struttura duplex, ferritico-austenitica. AISI AISI 316 II cordone (Fig. 8) è simmetrico ed è presente una netta separazione tra la zona fu sa e il metallo di base. Anche in questo caso non si vedono zone termicamente alterate. La struttura metallografica del cordone è del tipo "ferro-<^" con un notevole aspet to fibroso e con la presenza di alcune dendriti. La microdurezza registrata al centro del cordone raggiunge valori fino ad un massimo di 276 HV. Riassumendo sì può concludere che le saldature di acciai austenitici con strutture ferritiche, usando il laser hanno mostrato molti aspetti significativi; soprattutto, diversamente da quello che si riscontra con le procedure convenzionali (TIG), c'è una chiara separazione tra il metallo di base e la zona fusa. Altri vantaggi, anche per le saldature tra AISI 304 ed AISI 316, sono la limitata esposizione alla temperatura di saldatura che evita zone termicamente alterate ed evita una larga diffusione di carbonio nella struttura austenitica, prevenendo anche precipitazioni di carburi di cromo.

10 IL LASER NELLA COSTRUZIONE DI COMPONENTI INDUSTRIALI Viene illustrata di seguito un'applicazione di saldatura laser per la costruzione su larga scala di manufatti inox (per cortesia delle Industrie Zanussi S.p.A.); si tratta delle vasche lavatrici realizzate in /USI 430 (Fig. 9). Per questo tipo di costruzione la tecnica laser si è presentata come alternativa estremamente valida, dal punto di vista dell'ottimizzazione del binomio qualità-pro duttività. Giornalmente si producono, infatti, ben pezzi, per i quali va garantita una adeguata efficienza funzionale; si rende necessaria quindi una tecnologia estremamente rapida che offra un'elevata ripetibilità di esecuzione e soprattutto che non crei alterazioni metallografiche considerevoli in zona saldata. Il laser scelto è un laser a C0 2 (Fig. 10) di 1,2 kw di potenza massima che consente una velocità di saldatura di 4 m/min. La vasca saldata è, come accennato, in AISI 430 della seguente composizione chimica indicativa: C = 0,12% max; Mn = 1% max; P = 0,040% max; S = 0,030% max; Si = 1% max; Cr = 16+18%. Lo spessore del materiale è di 0,5 mm e la finitura superficiale è la 2B, vale a di re quella fornita normalmente da acciaieria. La giunzione viene effettuata lungo la generatrice del cilindro costituente la vasca ed è ottenuta mediante saldatura dei lembi di testa. Nella figura 11 si illustra l'aspetto superficiale del cordone di saldatura al laser, mentre in figura 12 è riportata una sezione metallografica trasversale del cor done saldato di testa. Grazie alla tecnica laser che, come già visto, mantiene il materiale in_temperatura di saldatura per tempi molto brevi, si riesce ad ottenere una Z.T.A. (zona termicamente alterata) molto ristretta, come molto ristretta risulta anche la zona di precipitazione di carburi di cromo (Fig. 13). Possono esistere comunque casi in cui le caratteristiche del cordone non risultano ottimali come illustrato nelle figure seguenti: Fig. 14: i lembi da saldare non risultano allineati. Fig. 15: aspetto di un cordone saldato osservato a bassi ingrandimenti al microscopio a scansione. Ai bordi del cordone sono presenti spruzzi di metallo fuso dovuti ad una carenza di gas di copertura.

11 BIBLIOGRAFIA 1. G. Di Caprio: "Gli acciai inossidabili" - 2" edizione Hoenli 198L 2. A. Alto, L.M. Galantucci, L. Cento, G. Daurelio: "On C0 p laser welding of dissimilar steel sheets" - Relazione presentata alla conferenza "Power Beam Technology" - Brighton, settembre G. Daurelio, L. Cento, C. Esposito: "Saldatura a laser CCu CO da 2 kw di acciai al carbonio e inossidabili" - Ricerche svolte presso il Centro Laser di Bari - Settembre R. Menin: "Cenni su processi di saldatura con laser" - Dal Convegno sul tema: "Tecnologie laser nelle lavorazioni meccaniche" - Milano, marzo D. Bacci: "La saldatura degli spessori sottili inox" - Relazione presentata al Convegno "La saldatura e gli acciai inossidabili" - Milano, dicembre S. De Silvestri, P. Laporta: "La saldatura a fascio laser" - Dalla rivista "Lamiera" n 7/83.

12 A tu^v «à ber cov>du-x L Fìa.2- Sai ber Key -noie,,

13 0 % vi - X 0 V > V 0 5 > 0 u
14 Fig. 4 Aspetto macrografico dei giunti saldati con il procedimento Laser e TIC

15 ZONA DI TRANSIZIONE?i:* : ' //li!a\ \"^"Ì^:\^ Z.T.A. S^ àmsi li li ZONA FUSA Fig. 5 Aspetto micrografico del giunto di AISI 304 saldato al Laser.

16 U. fnrv-j:. 1 ' vr^. ^^r-fi- / - -A,.,K- P;^ /.\. «-i**' -'2^.-j-T~7- X'\\~.~ ZONA DI - TRANSIZIONE -. -^: :-\:^ - r.t.:;,ii:r:::^- ;, j~.-7. A ; "u^til--4..*^< * ^ 'mw^sm^,^. ^ Z.T.A. ZONA FUSA Fig. 6 Aspetto micrografico del giunto di AISI 316 L saldato al Laser

17 Fie 7 Sezione del cordone ci saldatura Laser ottenuto tra AISI 304 e AISI 430. Fig. 8 Sezione del cordone di saldatura Laser ottenuto tra AISI 304 e AISI 316,

18 Fig. 9 Vasca lavatrice in AISI 430 saldato al Laser fili Fig. 10 Impianto Laser a

19 ÉÉiii; ÉI«ÉÌif 1ÉÌÉ Fig. 11 Aspetto superficiale del cordone di saldatura eseguito al Laser. 'rr : $* $ Fig. 12 Sezione metallografica trasversale del cordone saldato dì testa.

20 Fig. 13 Zona di transizione tra cordone di fusione e Z.T.A, carburi è limitata a una zona molto ristretta. la precipitazicne di re-. i^v!f:?s Fig. 14 Saldatura Laser non ottimale: i lembi da saldare risultano non allineati.

21 Fig. 15 Aspetto di un cordone di saldatura Laser osservato a bassi ingrandimenti al microscopio elettronico a scansione. Ai bordi del cordone sono presenti spruzzi di metallo ;fuso dovuti ad una carenza di gas di copertura.
FILIERA PRODUTTIVA COMPLETA
 2 FILIERA PRODUTTIVA COMPLETA TRATTAMENTO TERMICO LAVORAZIONI MECCANICHE LAMINAZIONE VERNICIATURA PRODUZIONE ACCIAIO MAGAZZINO L unione tra Esti e Acciaierie Venete ha dato luogo ad una nuova realtà, unica
2 FILIERA PRODUTTIVA COMPLETA TRATTAMENTO TERMICO LAVORAZIONI MECCANICHE LAMINAZIONE VERNICIATURA PRODUZIONE ACCIAIO MAGAZZINO L unione tra Esti e Acciaierie Venete ha dato luogo ad una nuova realtà, unica
Studio dei trattamenti termici per acciai speciali
 Università degli Studi di Brescia Facoltà di Ingegneria Corso di laurea in ingegneria dei materiali Studio dei trattamenti termici per acciai speciali Relatore: Ing. Marcello Gelfi Correlatore: Ing. Annalisa
Università degli Studi di Brescia Facoltà di Ingegneria Corso di laurea in ingegneria dei materiali Studio dei trattamenti termici per acciai speciali Relatore: Ing. Marcello Gelfi Correlatore: Ing. Annalisa
LAVORAZIONI NON CONVENZIONALI TECNOLOGIA LASER
 LAVORAZIONI NON CONVENZIONALI TECNOLOGIA LASER LASER = LIGHT AMPLIFICATION BY SIMULATED EMISSION OF RADIATION Amplificazione della luce mediante l emissione stimolata della radiazione Il LASER è una particolare
LAVORAZIONI NON CONVENZIONALI TECNOLOGIA LASER LASER = LIGHT AMPLIFICATION BY SIMULATED EMISSION OF RADIATION Amplificazione della luce mediante l emissione stimolata della radiazione Il LASER è una particolare
SOMMARIO 1. CALCESTRUZZO... 2 2. ACCIAIO DA C.A. (DEL TIPO B450C)... 3 3. ACCIAIO PER CARPENTERIA METALLICA... 4 MANDANTE:
... 3 3. ACCIAIO PER CARPENTERIA METALLICA... 4 MANDANTE:") SOMMARIO 1. CALCESTRUZZO... 2 2. ACCIAIO DA C.A. (DEL TIPO B450C)... 3 3. ACCIAIO PER CARPENTERIA METALLICA... 4 1 1. Calcestruzzo Classe di esposizione: XC1 (elevazione) XC2 (fondazione) Classe di consistenza:
SOMMARIO 1. CALCESTRUZZO... 2 2. ACCIAIO DA C.A. (DEL TIPO B450C)... 3 3. ACCIAIO PER CARPENTERIA METALLICA... 4 1 1. Calcestruzzo Classe di esposizione: XC1 (elevazione) XC2 (fondazione) Classe di consistenza:
www.rodacciai.it PROVA DI TRAZIONE L 0 = 5.65 S 0 PROVE MECCANICHE
 PROVA DI TRAZIONE La prova, eseguita a temperatura ambiente o più raramente a temperature superiori o inferiori, consiste nel sottoporre una provetta a rottura per mezzo di uno sforzo di trazione generato
PROVA DI TRAZIONE La prova, eseguita a temperatura ambiente o più raramente a temperature superiori o inferiori, consiste nel sottoporre una provetta a rottura per mezzo di uno sforzo di trazione generato
Gli Acciai Inossidabili
 Gli Acciai Inossidabili Bibliografia: Metals Handbook, vol. 1, IX ed. Gli acciai inossidabili G. Di Caprio Bib. Tec. Hoepli UNI-Euronorm Inossidabile? La resistenza alla corrosione degli acciai è funzione
Gli Acciai Inossidabili Bibliografia: Metals Handbook, vol. 1, IX ed. Gli acciai inossidabili G. Di Caprio Bib. Tec. Hoepli UNI-Euronorm Inossidabile? La resistenza alla corrosione degli acciai è funzione
CLASSIFICAZIONE DELLE LAVORAZIONI MECCANICHE
 CLASSIFICAZIONE DELLE LAVORAZIONI MECCANICHE Le lavorazioni meccaniche possono essere classificate secondo diversi criteri. Il criterio che si è dimostrato più utile, in quanto ha permesso di considerare
CLASSIFICAZIONE DELLE LAVORAZIONI MECCANICHE Le lavorazioni meccaniche possono essere classificate secondo diversi criteri. Il criterio che si è dimostrato più utile, in quanto ha permesso di considerare
IMPIANTO AUTOMATICO PER LA SALDATURA DI ESTRUSI DI ALLUMINIO PER APPLICAZIONI NAVALI.
 IMPIANTO AUTOMATICO PER LA SALDATURA DI ESTRUSI DI ALLUMINIO PER APPLICAZIONI NAVALI. Tube Tech Machinery Marcello Filippini Il settore dei trasporti, specialmente i trasporti passeggeri con treni e navi,
IMPIANTO AUTOMATICO PER LA SALDATURA DI ESTRUSI DI ALLUMINIO PER APPLICAZIONI NAVALI. Tube Tech Machinery Marcello Filippini Il settore dei trasporti, specialmente i trasporti passeggeri con treni e navi,
IL RISPARMIO ENERGETICO E GLI AZIONAMENTI A VELOCITA VARIABILE L utilizzo dell inverter negli impianti frigoriferi.
 IL RISPARMIO ENERGETICO E GLI AZIONAMENTI A VELOCITA VARIABILE L utilizzo dell inverter negli impianti frigoriferi. Negli ultimi anni, il concetto di risparmio energetico sta diventando di fondamentale
IL RISPARMIO ENERGETICO E GLI AZIONAMENTI A VELOCITA VARIABILE L utilizzo dell inverter negli impianti frigoriferi. Negli ultimi anni, il concetto di risparmio energetico sta diventando di fondamentale
Influenza dell ossidazione intergranularesul comportamento a fatica di acciai cementati per ingranaggeria al Mn-Cr e Ni-Cr-Mo
 AIM - 23 CONVEGNO NAZIONALE TRATTAMENTI TERMICI Verona 19-20-21 Ottobre 2011 Testo della memoria Rif. To N 02 Influenza dell ossidazione intergranularesul comportamento a fatica di acciai cementati per
AIM - 23 CONVEGNO NAZIONALE TRATTAMENTI TERMICI Verona 19-20-21 Ottobre 2011 Testo della memoria Rif. To N 02 Influenza dell ossidazione intergranularesul comportamento a fatica di acciai cementati per
Capacità di assorbire una deformazione plastica senza rompersi: alta=duttile (es. oro) bassa=fragile (es. vetro)
 bassa=fragile (es. vetro)") Capacità di assorbire una deformazione plastica senza rompersi: alta=duttile (es. oro) bassa=fragile (es. vetro) E dipendente dalla temperatura:capacità di riposizionamento di difetti ed atomi (diffusione
Capacità di assorbire una deformazione plastica senza rompersi: alta=duttile (es. oro) bassa=fragile (es. vetro) E dipendente dalla temperatura:capacità di riposizionamento di difetti ed atomi (diffusione
Gli acciai inossidabili
 Gli acciai inossidabili Gli acciai inossidabili sono delle leghe a base di ferro, di cromo e di carbonio ed anche di altri elementi quali il nichel, il molibdeno, il silicio, il titanio, che li rendono
Gli acciai inossidabili Gli acciai inossidabili sono delle leghe a base di ferro, di cromo e di carbonio ed anche di altri elementi quali il nichel, il molibdeno, il silicio, il titanio, che li rendono
società specializzata nei trattamenti termici degli acciai
 società specializzata nei trattamenti termici degli acciai >>con i nostri clienti come nel nostro lavoro ci piace andare fino in fondo, al cuore delle cose. PARTNERSHIP SUL PROGETTO DA100ANNI EVOLUZIONE
società specializzata nei trattamenti termici degli acciai >>con i nostri clienti come nel nostro lavoro ci piace andare fino in fondo, al cuore delle cose. PARTNERSHIP SUL PROGETTO DA100ANNI EVOLUZIONE
Materiali per alte temperature
 Materiali per alte temperature Prof. Barbara Rivolta Dipartimento di Meccanica Politecnico di Milano 14 Novembre 2013, Lecco Fenomeni metallurgici ad alta temperatura 2 Fenomeni meccanici: sovrasollecitazioni
Materiali per alte temperature Prof. Barbara Rivolta Dipartimento di Meccanica Politecnico di Milano 14 Novembre 2013, Lecco Fenomeni metallurgici ad alta temperatura 2 Fenomeni meccanici: sovrasollecitazioni
Power Pulse 400/500 HSL
 400/500 HSL Italiano Power Pulse: Applicazioni Power Pulse 400/500 HSL è una saldatrice professionale ad inverter trifase (400A 100% a 40 C) con carrello traina-filo separato WF 104. Le modalità MIG/MAG
400/500 HSL Italiano Power Pulse: Applicazioni Power Pulse 400/500 HSL è una saldatrice professionale ad inverter trifase (400A 100% a 40 C) con carrello traina-filo separato WF 104. Le modalità MIG/MAG
I processi di tempra sono condotti sul manufatto finito per generare sforzi residui di compressione in superficie. Vengono sfruttate allo scopo
 I processi di tempra sono condotti sul manufatto finito per generare sforzi residui di compressione in superficie. Vengono sfruttate allo scopo diverse metodologie. 1 La tempra termica (o fisica) si basa
I processi di tempra sono condotti sul manufatto finito per generare sforzi residui di compressione in superficie. Vengono sfruttate allo scopo diverse metodologie. 1 La tempra termica (o fisica) si basa
Lezione. Tecnica delle Costruzioni
 Lezione Tecnica delle Costruzioni Collegamenti saldati Procedimenti di saldatura Sorgente termica che produce alta temperatura in modo localizzato Fusione del materiale base più il materiale di apporto
Lezione Tecnica delle Costruzioni Collegamenti saldati Procedimenti di saldatura Sorgente termica che produce alta temperatura in modo localizzato Fusione del materiale base più il materiale di apporto
.eu 316/316 L LDX 2101 1.4016 1.4301 1.4307 1.4401
 .eu 316/316 L LDX 2101 1.4016 1.4301 1.4307 1.4401 Profili ad H MÍN 30 x.50 x 1.000 mm MÁX 400 x 1.000 x 15.000 mm Grosores de material Anima 3 30 mm Ala 3 60 mm Lavorazioni meccaniche 3D Acciaio al carbonio
.eu 316/316 L LDX 2101 1.4016 1.4301 1.4307 1.4401 Profili ad H MÍN 30 x.50 x 1.000 mm MÁX 400 x 1.000 x 15.000 mm Grosores de material Anima 3 30 mm Ala 3 60 mm Lavorazioni meccaniche 3D Acciaio al carbonio
Acciaio per lavorazioni a caldo
 Acciaio per lavorazioni a caldo Generalità BeyLos 2329 è un acciaio legato progettato per la realizzazione di matrici, stampi o punzoni o altri particolari che devono lavorare a temperature elevate. I
Acciaio per lavorazioni a caldo Generalità BeyLos 2329 è un acciaio legato progettato per la realizzazione di matrici, stampi o punzoni o altri particolari che devono lavorare a temperature elevate. I
RAPPORTO DI PROVA Venezia,. Foglio n. 1 di 7. Protocollo: Luogo e Data della prova: Richiedente: Materiale testato:
 Foglio n. 1 di 7 Protocollo: Luogo e Data della prova: Mestre, Richiedente: Materiale testato: Prova eseguita: Conducibilità termica Riferimento Normativo: UNI EN 12667 DESCRIZIONE DEL CAMPIONE SOTTOPOSTO
Foglio n. 1 di 7 Protocollo: Luogo e Data della prova: Mestre, Richiedente: Materiale testato: Prova eseguita: Conducibilità termica Riferimento Normativo: UNI EN 12667 DESCRIZIONE DEL CAMPIONE SOTTOPOSTO
METALLI FERROSI GHISA ACCIAIO
 METALLI FERROSI I metalli ferrosi sono i metalli e le leghe metalliche che contengono ferro. Le leghe ferrose più importanti sono l acciaio e la ghisa. ACCIAIO: lega metallica costituita da ferro e carbonio,
METALLI FERROSI I metalli ferrosi sono i metalli e le leghe metalliche che contengono ferro. Le leghe ferrose più importanti sono l acciaio e la ghisa. ACCIAIO: lega metallica costituita da ferro e carbonio,
tecnologia PROPRIETÀ DEI METALLI Scuola secondaria primo grado. classi prime Autore: Giuseppe FRANZÈ
 tecnologia PROPRIETÀ DEI METALLI Scuola secondaria primo grado. classi prime Autore: Giuseppe FRANZÈ LE PROPRIETÀ DEI MATERIALI DA COSTRUZIONE Si possono considerare come l'insieme delle caratteristiche
tecnologia PROPRIETÀ DEI METALLI Scuola secondaria primo grado. classi prime Autore: Giuseppe FRANZÈ LE PROPRIETÀ DEI MATERIALI DA COSTRUZIONE Si possono considerare come l'insieme delle caratteristiche
Guida rapida al servizio conto terzi di taglio laser 2D
 Guida rapida al servizio conto terzi di taglio laser 2D 1. IMPIANTO DI TAGLIO LASER - Macchina base: Trumpf Trumatic TC L 3030S, con sistema di cambio pallet automatico - Sorgente laser: Laser a CO 2 con
Guida rapida al servizio conto terzi di taglio laser 2D 1. IMPIANTO DI TAGLIO LASER - Macchina base: Trumpf Trumatic TC L 3030S, con sistema di cambio pallet automatico - Sorgente laser: Laser a CO 2 con
Lavorazioni e trattamenti superficiali dei metalli.
 Lavorazioni e trattamenti superficiali dei metalli. Cosa può offrire General Steel? General Steel rappresenta una realtà aziendale strategicamente diversificata in quanto l obbiettivo finale è quello di
Lavorazioni e trattamenti superficiali dei metalli. Cosa può offrire General Steel? General Steel rappresenta una realtà aziendale strategicamente diversificata in quanto l obbiettivo finale è quello di
Una Gamma Versatile. YalosKer è disponibile nei seguenti formati di base: - 120x150 cm - 150x250 cm - altri formati sono disponibili su richiesta
 Materiale MATERIA Vetroceramica e luce si fondono in YalosKer in una nuova e raffinata traslucenza, che consente agli architetti e ai progettisti di realizzare ambienti suggestivi grazie all attraversamento
Materiale MATERIA Vetroceramica e luce si fondono in YalosKer in una nuova e raffinata traslucenza, che consente agli architetti e ai progettisti di realizzare ambienti suggestivi grazie all attraversamento
SCHEMA 0 STORIA. Schema certificativo CP004 0.1 DOCUMENTI ESTERNI DI RIFERIMENTO
 SCHEMA per la certificazione del controllo della produzione in fabbrica ai fini della marcatura CE dei profilati cavi di acciai non legati e a grano fine per impieghi strutturali di cui alle norme UNI
SCHEMA per la certificazione del controllo della produzione in fabbrica ai fini della marcatura CE dei profilati cavi di acciai non legati e a grano fine per impieghi strutturali di cui alle norme UNI
LEZIONI N 24 E 25 UNIONI SALDATE
 LEZIONI N 24 E 25 UNIONI SALDATE Le saldature si realizzano prevalentemente con il metodo dell arco elettrico, utilizzando elettrodi rivestiti, che forniscono il materiale di apporto. Il collegamento è
LEZIONI N 24 E 25 UNIONI SALDATE Le saldature si realizzano prevalentemente con il metodo dell arco elettrico, utilizzando elettrodi rivestiti, che forniscono il materiale di apporto. Il collegamento è
Cos è l acciaio inossidabile? Fe Cr > 10,5% C < 1,2%
 Cr > 10,5% C < 1,2% Cos è l acciaio inossidabile? Lega ferrosa con contenuti di cromo 10,5% e di carbonio 1,2% necessari per costituire, a contatto dell ossigeno dell aria o dell acqua, uno strato superficiale
Cr > 10,5% C < 1,2% Cos è l acciaio inossidabile? Lega ferrosa con contenuti di cromo 10,5% e di carbonio 1,2% necessari per costituire, a contatto dell ossigeno dell aria o dell acqua, uno strato superficiale
L ACCIAIO INOSSIDABILE NEI MEZZI DI TRASPORTO
 Articolo pubblicato su Rivista di meccanica Oggi n.35, ottobre 2000 L ACCIAIO INOSSIDABILE NEI MEZZI DI TRASPORTO M. Boniardi* V. Boneschi** *Politecnico di Milano, **Centro Inox, Milano Introduzione Quando
Articolo pubblicato su Rivista di meccanica Oggi n.35, ottobre 2000 L ACCIAIO INOSSIDABILE NEI MEZZI DI TRASPORTO M. Boniardi* V. Boneschi** *Politecnico di Milano, **Centro Inox, Milano Introduzione Quando
UNIVERSITA DEGLI STUDI DI BRESCIA
 UNIVERSITA DEGLI STUDI DI BRESCIA ESAME DI STATO DI ABILITAZIONE ALL'ESERCIZIO DELLA PROFESSIONE DI INGEGNERE (Lauree di primo livello D.M. 509/99 e D.M. 270/04 e Diploma Universitario) SEZIONE B - Prima
UNIVERSITA DEGLI STUDI DI BRESCIA ESAME DI STATO DI ABILITAZIONE ALL'ESERCIZIO DELLA PROFESSIONE DI INGEGNERE (Lauree di primo livello D.M. 509/99 e D.M. 270/04 e Diploma Universitario) SEZIONE B - Prima
L acciaio inossidabile per lo stampaggio della plastica
 L acciaio inossidabile per lo stampaggio della plastica Generalità KeyLos 2316 è un acciaio inossidabile martensitico, resistente alla corrosione, prodotto secondo la tecnologia "super clean" che assicura
L acciaio inossidabile per lo stampaggio della plastica Generalità KeyLos 2316 è un acciaio inossidabile martensitico, resistente alla corrosione, prodotto secondo la tecnologia "super clean" che assicura
= 0,375 cioè ω = 136
 Il controllo della durezza Nel settore della meccanica ci si incontra spesso con il concetto di durezza ; ed infatti la durezza è una caratteristica fondamentale per giudicare se un certo materiale è idoneo
Il controllo della durezza Nel settore della meccanica ci si incontra spesso con il concetto di durezza ; ed infatti la durezza è una caratteristica fondamentale per giudicare se un certo materiale è idoneo
I METALLI. I metalli sono materiali strutturali costituiti ciascuno da un singolo elemento. Hanno tra loro proprietà molto simili.
 M et 1 all I METALLI I metalli sono materiali strutturali costituiti ciascuno da un singolo elemento. Hanno tra loro proprietà molto simili. Proprietà Le principali proprietà dei metalli sono le seguenti:
M et 1 all I METALLI I metalli sono materiali strutturali costituiti ciascuno da un singolo elemento. Hanno tra loro proprietà molto simili. Proprietà Le principali proprietà dei metalli sono le seguenti:
Dichiarazione di conformità per caldaie a carica manuale
 Ufficio di contatto marchio di qualità: Moritz Dreher Neugasse 6 CH-8005 Zürich Tel.: +41 (0)44 250 88 16 Fax.: +41 (0)44 250 88 22 Email: dreher@holzenergie.ch Marchio di qualità Energia leg Svizzera
Ufficio di contatto marchio di qualità: Moritz Dreher Neugasse 6 CH-8005 Zürich Tel.: +41 (0)44 250 88 16 Fax.: +41 (0)44 250 88 22 Email: dreher@holzenergie.ch Marchio di qualità Energia leg Svizzera
--- durezza --- trazione -- resilienza
 Proprietà meccaniche Necessità di conoscere il comportamento meccanico di un certo componente di una certa forma in una certa applicazione prove di laboratorio analisi del comportamento del componente
Proprietà meccaniche Necessità di conoscere il comportamento meccanico di un certo componente di una certa forma in una certa applicazione prove di laboratorio analisi del comportamento del componente
Trattamenti termici degli acciai al carbonio
 Trattamenti termici Il trattamento termico è una lavorazione attuata mediante un ciclo termico, su un metallo o una sua lega, allo stato solido, al fine di variarne le proprietà e renderle adatte alla
Trattamenti termici Il trattamento termico è una lavorazione attuata mediante un ciclo termico, su un metallo o una sua lega, allo stato solido, al fine di variarne le proprietà e renderle adatte alla
TRATTAMENTI TERMICI IMPORTANZA DI ESEGUIRE IL TRATTAMENTO TERMICO NEL MOMENTO OPPORTUNO DEL PROCESSO DI REALIZZAZIONE DEL PEZZO
 TRATTAMENTI TERMICI IL TRATTAMENTO TERMICO CONSISTE IN UN CICLO TERMICO CHE SERVE A MODIFICARE LA STRUTTURA DEL MATERIALE PER LA VARIAZIONE DELLE SUE CARATTERISTICHE MECCANICHE: RESISTENZA DEFORMABILITA
TRATTAMENTI TERMICI IL TRATTAMENTO TERMICO CONSISTE IN UN CICLO TERMICO CHE SERVE A MODIFICARE LA STRUTTURA DEL MATERIALE PER LA VARIAZIONE DELLE SUE CARATTERISTICHE MECCANICHE: RESISTENZA DEFORMABILITA
Classificazione degli acciai da lavorare Scelta della punta in funzione del materiale da lavorare Parametri di taglio
 Materiali delle punte elicoidali Processi produttivi delle punte elicoidali Standard normativi Tipologia di affilatura Rivestimenti superficiali degli utensili Durezze Rockwell e Vickers Classificazione
Materiali delle punte elicoidali Processi produttivi delle punte elicoidali Standard normativi Tipologia di affilatura Rivestimenti superficiali degli utensili Durezze Rockwell e Vickers Classificazione
Trattamenti termici dei metalli
 Trattamenti termici dei metalli TRATTAMENTI TERMICI Trasformazioni di fase: termodinamica vs cinetica Trattamenti che portano le leghe verso le condizioni di equilibrio (es: ricottura) Trattamenti che
Trattamenti termici dei metalli TRATTAMENTI TERMICI Trasformazioni di fase: termodinamica vs cinetica Trattamenti che portano le leghe verso le condizioni di equilibrio (es: ricottura) Trattamenti che
REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA
 REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA SETTORE ECONOMICO PROFESSIONALE 1 SETTORE MECCANICA; PRODUZIONE E MANUTENZIONE DI MACCHINE; IMPIANTISTICA Processo Lavorazioni Meccaniche
REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA SETTORE ECONOMICO PROFESSIONALE 1 SETTORE MECCANICA; PRODUZIONE E MANUTENZIONE DI MACCHINE; IMPIANTISTICA Processo Lavorazioni Meccaniche
RILIEVO DANNI CAUSATI DA SCARICHE ELETTRICHE AD ELEVATA TENSIONE SU FUNI DI IMPIANTI FUNIVIARI
 Facoltà di Ingegneria Corso di Laurea in Ingegneria Industriale RILIEVO DANNI CAUSATI DA SCARICHE ELETTRICHE AD ELEVATA TENSIONE SU FUNI DI IMPIANTI FUNIVIARI Relatore Prof. Vigilio Fontanari Laureando
Facoltà di Ingegneria Corso di Laurea in Ingegneria Industriale RILIEVO DANNI CAUSATI DA SCARICHE ELETTRICHE AD ELEVATA TENSIONE SU FUNI DI IMPIANTI FUNIVIARI Relatore Prof. Vigilio Fontanari Laureando
MATERIALI. Introduzione
 MATERIALI 398 Introduzione Gli acciai sono leghe metalliche costituite da ferro e carbonio, con tenore di carbonio (in massa) non superiore al 2%. Attenzione: la normazione sugli acciai è in fase di armonizzazione
MATERIALI 398 Introduzione Gli acciai sono leghe metalliche costituite da ferro e carbonio, con tenore di carbonio (in massa) non superiore al 2%. Attenzione: la normazione sugli acciai è in fase di armonizzazione
Analisi e diagramma di Pareto
 Analisi e diagramma di Pareto L'analisi di Pareto è una metodologia statistica utilizzata per individuare i problemi più rilevanti nella situazione in esame e quindi le priorità di intervento. L'obiettivo
Analisi e diagramma di Pareto L'analisi di Pareto è una metodologia statistica utilizzata per individuare i problemi più rilevanti nella situazione in esame e quindi le priorità di intervento. L'obiettivo
Rappresentazione delle saldature
 TIPI DI GIUNTI SALDATI (UNI 1307-2a parte) Si definisce giunto saldato la zona in cui avviene il collegamento dei pezzi mediante saldatura. Le superfici minori dei pezzi, vicine e interessate alla saldatura,
TIPI DI GIUNTI SALDATI (UNI 1307-2a parte) Si definisce giunto saldato la zona in cui avviene il collegamento dei pezzi mediante saldatura. Le superfici minori dei pezzi, vicine e interessate alla saldatura,
G i u s e p p e D a u r e l i o
 CONVEGNO La saldatura Laser da processo avanzato a tecnologia diffusa: una scommessa vinta? Bologna, 21 Giugno 2012 LA SALDATURA LASER DA PROCESSO AVANZATO A TECNOLOGIA DIFFUSA : UNA SCOMMESSA VINTA? Daurelio
CONVEGNO La saldatura Laser da processo avanzato a tecnologia diffusa: una scommessa vinta? Bologna, 21 Giugno 2012 LA SALDATURA LASER DA PROCESSO AVANZATO A TECNOLOGIA DIFFUSA : UNA SCOMMESSA VINTA? Daurelio
CLASSIFICAZIONE DUREZZA
 PROVE DI DUREZZA ING. FABBRETTI FLORIANO 1 INDICE CLASSIFICAZIONE DUREZZA TIPOLOGIE DUREZZE DUREZZA BRINELL DUREZZA VICKERS DUREZZA ROCKWELL MICRODUREZZA VICKERS MICRODUREZZA KNOOP ING. FABBRETTI FLORIANO
PROVE DI DUREZZA ING. FABBRETTI FLORIANO 1 INDICE CLASSIFICAZIONE DUREZZA TIPOLOGIE DUREZZE DUREZZA BRINELL DUREZZA VICKERS DUREZZA ROCKWELL MICRODUREZZA VICKERS MICRODUREZZA KNOOP ING. FABBRETTI FLORIANO
DI LUCE SEGNALI. FUTURi. di John Borell, Stephen Lee (*) (*)John Borell lavora alla Steel Art Company, costruttore Americano di insegne luminose.
 (*)John Borell lavora alla Steel Art Company, costruttore Americano di insegne luminose.") FUTURi SEGNALI DI LUCE I SISTEMI PER TAGLIO LASER OFFRONO IMPORTANTI VANTAGGI RISPETTO ALLE TECNICHE TRADIZIONALI NELLA LAVORAZIONE DI MATERIALI ACRILICI CON CUI VENGONO REALIZZATE GRAN PARTE DELLE MODERNE
FUTURi SEGNALI DI LUCE I SISTEMI PER TAGLIO LASER OFFRONO IMPORTANTI VANTAGGI RISPETTO ALLE TECNICHE TRADIZIONALI NELLA LAVORAZIONE DI MATERIALI ACRILICI CON CUI VENGONO REALIZZATE GRAN PARTE DELLE MODERNE
SCHEDA DI APPROFONDIMENTO TECNICO SULLA SALDATURA DEGLI ACCIAI SUPERFERRITICI AST470LI EN1.4613 E AST460LI EN1.4611
 SCHEDA DI APPROFONDIMENTO TECNICO SULLA SALDATURA DEGLI ACCIAI SUPERFERRITICI AST470LI EN1.4613 E AST460LI EN1.4611 Acciai Speciali Terni Gli acciai inox superferritici della Acciai Speciali Terni: perché
SCHEDA DI APPROFONDIMENTO TECNICO SULLA SALDATURA DEGLI ACCIAI SUPERFERRITICI AST470LI EN1.4613 E AST460LI EN1.4611 Acciai Speciali Terni Gli acciai inox superferritici della Acciai Speciali Terni: perché
Lezione 11 Trattamenti termici
 Lezione 11 Gerardus Janszen Dipartimento di Tel 02 2399 8366 janszen@aero.polimi.it . IL TRATTAMENTO TERMICO CONSISTE IN UN CICLO TERMICO CHE SERVE A MODIFICARE LA STRUTTURA DEL MATERIALE PER LA VARIAZIONE
Lezione 11 Gerardus Janszen Dipartimento di Tel 02 2399 8366 janszen@aero.polimi.it . IL TRATTAMENTO TERMICO CONSISTE IN UN CICLO TERMICO CHE SERVE A MODIFICARE LA STRUTTURA DEL MATERIALE PER LA VARIAZIONE
RAPPORTO DI PROVA 110104 - R 0874
 RAPPORTO DI PROVA 110104 - R 0874 DETERMINAZIONE DEL CONTRIBUTO DI UNA VERNICE TERMICA A BASE CERAMICA SUI VALORI DI TRASMITTANZA DI PARETI INTONACATE, DELLA DITTA "ATRIA s.r.l." STABILIMENTO DI PARTANNA
RAPPORTO DI PROVA 110104 - R 0874 DETERMINAZIONE DEL CONTRIBUTO DI UNA VERNICE TERMICA A BASE CERAMICA SUI VALORI DI TRASMITTANZA DI PARETI INTONACATE, DELLA DITTA "ATRIA s.r.l." STABILIMENTO DI PARTANNA
Trieste 28 Febbraio 2011
 CERTIFICAZIONE DEL SISTEMA DI GESTIONE ISO 3834: 2009 Requisiti di qualità della saldatura per fusione dei materiali metallici Trieste 28 Febbraio 2011 Roberto Silvestrin I patentini per la saldatura I
CERTIFICAZIONE DEL SISTEMA DI GESTIONE ISO 3834: 2009 Requisiti di qualità della saldatura per fusione dei materiali metallici Trieste 28 Febbraio 2011 Roberto Silvestrin I patentini per la saldatura I
Riscaldatori a cartuccia
 Riscaldatori a cartuccia Cartuccia Pg01 di 14 2011-01 E.M.P. Srl - Italy - www.emp.it Riscaldatori a cartuccia HD Alta densità di potenza Descrizione La tecnologia costruttiva dei riscaldatori a cartuccia
Riscaldatori a cartuccia Cartuccia Pg01 di 14 2011-01 E.M.P. Srl - Italy - www.emp.it Riscaldatori a cartuccia HD Alta densità di potenza Descrizione La tecnologia costruttiva dei riscaldatori a cartuccia
IL PROBLEMA DEL PRODURRE
 IL PROBLEMA DEL PRODURRE IL CICLO TECNOLOGICO E I PROCESSI PRIMARI E SECONDARI Ing. Produzione Industriale - Tecnologia Meccanica Processi primari e secondari - 1 IL CICLO TECNOLOGICO Il ciclo tecnologico
IL PROBLEMA DEL PRODURRE IL CICLO TECNOLOGICO E I PROCESSI PRIMARI E SECONDARI Ing. Produzione Industriale - Tecnologia Meccanica Processi primari e secondari - 1 IL CICLO TECNOLOGICO Il ciclo tecnologico
iglidur V400: Resistenza chimica e alle alte temperature
 iglidur : Resistenza chimica e alle alte temperature Produzione standard a magazzino Eccellente resistenza all usura anche con alberi teneri e temperature fino a +200 C Ottima resistenza agli agenti chimici
iglidur : Resistenza chimica e alle alte temperature Produzione standard a magazzino Eccellente resistenza all usura anche con alberi teneri e temperature fino a +200 C Ottima resistenza agli agenti chimici
PROPRIETÀ DEI MATERIALI
 ESERCITAZIONE 1 PROPRIETÀ DEI MATERIALI SONO LE GRANDEZZE IL CUI VALORE DESCRIVE IL COMPORTAMENTO DEL MATERIALE IN PRESENZA DELLE DIVERSE SOLLECITAZIONI E CONDIZIONI DI SERVIZIO COSTITUISCONO L ELEMENTO
ESERCITAZIONE 1 PROPRIETÀ DEI MATERIALI SONO LE GRANDEZZE IL CUI VALORE DESCRIVE IL COMPORTAMENTO DEL MATERIALE IN PRESENZA DELLE DIVERSE SOLLECITAZIONI E CONDIZIONI DI SERVIZIO COSTITUISCONO L ELEMENTO
I CRITERI DI SCELTA E DI TRATTAMENTO DEGLI ACCIAI DA COSTRUZIONE E DA UTENSILI di Cibaldi Dr. Cesare
 di Cibaldi Dr. Cesare METALLURGIA DI BASE Volume I edito da AQM SRL Volume II (Parte Prima) Il primo volume della nuova collana I criteri di scelta e di trattamenti degli acciai da costruzione e da utensili.
di Cibaldi Dr. Cesare METALLURGIA DI BASE Volume I edito da AQM SRL Volume II (Parte Prima) Il primo volume della nuova collana I criteri di scelta e di trattamenti degli acciai da costruzione e da utensili.
RAPPORTO DI ISPEZIONE
 RAPPORTO DI ISPEZIONE DATI ANAGRAFICI APPARECCHIO Società Reparto Servizio Posizione Matricola Costruttore N fabbrica Data es. F301 xxxxxxxx xxxxxxxx xxxxxxx SERPENTINO FORNO DATI TECNICI APPARECCHIO Materiale
RAPPORTO DI ISPEZIONE DATI ANAGRAFICI APPARECCHIO Società Reparto Servizio Posizione Matricola Costruttore N fabbrica Data es. F301 xxxxxxxx xxxxxxxx xxxxxxx SERPENTINO FORNO DATI TECNICI APPARECCHIO Materiale
Si classifica come una grandezza intensiva
 CAP 13: MISURE DI TEMPERATURA La temperatura È osservata attraverso gli effetti che provoca nelle sostanze e negli oggetti Si classifica come una grandezza intensiva Può essere considerata una stima del
CAP 13: MISURE DI TEMPERATURA La temperatura È osservata attraverso gli effetti che provoca nelle sostanze e negli oggetti Si classifica come una grandezza intensiva Può essere considerata una stima del
LYNX FL. Macchina da taglio laser fibra LVDGROUP.COM LAVORAZIONE LASER A PORTATA DI MANO
 Macchina da taglio laser fibra LYNX FL LAVORAZIONE LASER A PORTATA DI MANO LVDGROUP.COM LYNX FL ENTRA NEL MONDO DEL TAGLIO LASER Progettato per lavorazioni laser economicamente vantaggiose, il Lynx offre
Macchina da taglio laser fibra LYNX FL LAVORAZIONE LASER A PORTATA DI MANO LVDGROUP.COM LYNX FL ENTRA NEL MONDO DEL TAGLIO LASER Progettato per lavorazioni laser economicamente vantaggiose, il Lynx offre
SCHEMA 0 STORIA. Schema certificativo CP003 0.1 DOCUMENTI ESTERNI DI RIFERIMENTO
 SCHEMA per la certificazione del controllo della produzione in fabbrica ai fini della marcatura CE dei prodotti laminati a caldo di acciai per impieghi strutturali di cui alla norma UNI EN 10025-1, edizione
SCHEMA per la certificazione del controllo della produzione in fabbrica ai fini della marcatura CE dei prodotti laminati a caldo di acciai per impieghi strutturali di cui alla norma UNI EN 10025-1, edizione
Tali fluidi, utilizzati in prossimità del punto di produzione, o trasportati a distanza, possono essere utilizzati per diversi impieghi:
 LA COGENERAZIONE TERMICA ED ELETTRICA 1. Introduzione 2. Turbine a Gas 3. Turbine a vapore a ciclo combinato 4. Motori alternativi 5. Confronto tra le diverse soluzioni 6. Benefici ambientali 7. Vantaggi
LA COGENERAZIONE TERMICA ED ELETTRICA 1. Introduzione 2. Turbine a Gas 3. Turbine a vapore a ciclo combinato 4. Motori alternativi 5. Confronto tra le diverse soluzioni 6. Benefici ambientali 7. Vantaggi
 DEFINIZIONE Leghe ferro-cromo o ferro-cromo-nichel la cui caratteristica principale è la resistenza alla corrosione, dovuta alla proprietà di passivarsi in condizioni ossidanti. 3 4 5 6 7 8 9 10 11 12
DEFINIZIONE Leghe ferro-cromo o ferro-cromo-nichel la cui caratteristica principale è la resistenza alla corrosione, dovuta alla proprietà di passivarsi in condizioni ossidanti. 3 4 5 6 7 8 9 10 11 12
SENSORI E TRASDUTTORI
 SENSORI E TRASDUTTORI Il controllo di processo moderno utilizza tecnologie sempre più sofisticate, per minimizzare i costi e contenere le dimensioni dei dispositivi utilizzati. Qualsiasi controllo di processo
SENSORI E TRASDUTTORI Il controllo di processo moderno utilizza tecnologie sempre più sofisticate, per minimizzare i costi e contenere le dimensioni dei dispositivi utilizzati. Qualsiasi controllo di processo
V= R*I. LEGGE DI OHM Dopo aver illustrato le principali grandezze elettriche è necessario analizzare i legami che vi sono tra di loro.
 LEGGE DI OHM Dopo aver illustrato le principali grandezze elettriche è necessario analizzare i legami che vi sono tra di loro. PREMESSA: Anche intuitivamente dovrebbe a questo punto essere ormai chiaro
LEGGE DI OHM Dopo aver illustrato le principali grandezze elettriche è necessario analizzare i legami che vi sono tra di loro. PREMESSA: Anche intuitivamente dovrebbe a questo punto essere ormai chiaro
L acciaio inossidabile per lo stampaggio della plastica
 L acciaio inossidabile per lo stampaggio della plastica Generalità KeyLos 2083 è un acciaio inossidabile martensitico, resistente alla corrosione, prodotto secondo la tecnologia "super clean" che assicura
L acciaio inossidabile per lo stampaggio della plastica Generalità KeyLos 2083 è un acciaio inossidabile martensitico, resistente alla corrosione, prodotto secondo la tecnologia "super clean" che assicura
Materiali, Sviluppo, Soluzioni. Prodotti di Molibdeno per la industria del vetro
 Materiali, Sviluppo, Soluzioni Prodotti di Molibdeno per la industria del vetro H.C. Starck, Molibdeno Materiali come il molibdeno e il tungsteno, sono vitali per le applicazioni di fusione, omogeneizzazione
Materiali, Sviluppo, Soluzioni Prodotti di Molibdeno per la industria del vetro H.C. Starck, Molibdeno Materiali come il molibdeno e il tungsteno, sono vitali per le applicazioni di fusione, omogeneizzazione
Le graniglie sono classificabili, secondo il materiale di cui sono composte, come segue :
 Cos è la graniglia? L utensile della granigliatrice : la graniglia La graniglia è praticamente l utensile della granigliatrice: si presenta come una polvere costituita da un gran numero di particelle aventi
Cos è la graniglia? L utensile della granigliatrice : la graniglia La graniglia è praticamente l utensile della granigliatrice: si presenta come una polvere costituita da un gran numero di particelle aventi
G. M. La Vecchia Dipartimento di Ingegneria Meccanica Università di Brescia
 G. M. La Vecchia Dipartimento di Ingegneria Meccanica Università di Brescia Solubilizzazione Cementazione Nitrurazione Tempra di soluzione ed invecchiamento Coltre bianca cementato Nitrurazione 550 C x
G. M. La Vecchia Dipartimento di Ingegneria Meccanica Università di Brescia Solubilizzazione Cementazione Nitrurazione Tempra di soluzione ed invecchiamento Coltre bianca cementato Nitrurazione 550 C x
SCHEMA 0 STORIA. Schema certificativo SC001 0.1 DOCUMENTI ESTERNI DI RIFERIMENTO. 0.2 Documenti IGQ di riferimento. Edizione 2 06/10/10
 SCHEMA per la certificazione dei tubi di acciaio per il convogliamento di acqua e di altri liquidi acquosi, di cui alla norma UNI EN 10224 - Ed. Marzo 2006 Il presente documento è stato approvato dalla
SCHEMA per la certificazione dei tubi di acciaio per il convogliamento di acqua e di altri liquidi acquosi, di cui alla norma UNI EN 10224 - Ed. Marzo 2006 Il presente documento è stato approvato dalla
TECNICA DELLE COSTRUZIONI: PROGETTO DI STRUTTURE LE FONDAZIONI
 LE FONDAZIONI Generalità sulle fondazioni Fondazioni dirette Plinti isolati Trave rovescia Esecutivi di strutture di fondazione Generalità Le opere di fondazione hanno il compito di trasferire le sollecitazioni
LE FONDAZIONI Generalità sulle fondazioni Fondazioni dirette Plinti isolati Trave rovescia Esecutivi di strutture di fondazione Generalità Le opere di fondazione hanno il compito di trasferire le sollecitazioni
Durezza e Prova di durezza
 Durezza e Prova di durezza (a) Durometro (b) Sequenza per la misura della durezza con un penetratore conico di diamante; la profondità t è inversamente correlata alla durezza del materiale: quanto minore
Durezza e Prova di durezza (a) Durometro (b) Sequenza per la misura della durezza con un penetratore conico di diamante; la profondità t è inversamente correlata alla durezza del materiale: quanto minore
TECNOLOGIE DI REALIZZAZIONE DI GIUNTI INCOLLATI IN CAMPO AEROSPAZIALE
 TECNOLOGIE DI REALIZZAZIONE DI GIUNTI INCOLLATI IN CAMPO AEROSPAZIALE G. Augello Responsabile del CAE Meccanico Dipartimento di Sistemi Meccanici Alenia Spazio S.p.A. - Torino M. Montabone Responsabile
TECNOLOGIE DI REALIZZAZIONE DI GIUNTI INCOLLATI IN CAMPO AEROSPAZIALE G. Augello Responsabile del CAE Meccanico Dipartimento di Sistemi Meccanici Alenia Spazio S.p.A. - Torino M. Montabone Responsabile
CALCOLO ELETTRICO DELLE LINEE ELETTRICHE
 CALCOLO ELETTRICO DELLE LINEE ELETTRICHE Appunti a cura dell Ing. Stefano Usai Tutore del corso di ELETTROTECNICA per meccanici e chimici A. A. 2001/ 2002 e 2002/2003 Calcolo elettrico delle linee elettriche
CALCOLO ELETTRICO DELLE LINEE ELETTRICHE Appunti a cura dell Ing. Stefano Usai Tutore del corso di ELETTROTECNICA per meccanici e chimici A. A. 2001/ 2002 e 2002/2003 Calcolo elettrico delle linee elettriche
COMPORTAMENTO AL FUOCO DI PAVIMENTI RESILIENTI A BASE DI PVC (M. Piana G. Vidotto)
") COMPORTAMENTO AL FUOCO DI PAVIMENTI RESILIENTI A BASE DI PVC (M. Piana G. Vidotto) - 1 - Milano, giugno 2004 1) Leggi e classificazione italiana ed europea di comportamento al fuoco dei pavimenti resilienti
COMPORTAMENTO AL FUOCO DI PAVIMENTI RESILIENTI A BASE DI PVC (M. Piana G. Vidotto) - 1 - Milano, giugno 2004 1) Leggi e classificazione italiana ed europea di comportamento al fuoco dei pavimenti resilienti
Elettropompe Centrifughe Multistadio Verticali Serie SV2, 4, 8, 16 NUOVA TECNOLOGIA LASER
 Elettropompe Centrifughe Multistadio Verticali Serie SV2, 4, 8, 16 NUOVA TECNOLOGIA LASER APPLICAZIONI TIPICHE Approvvigionamento idrico Trasferimento e distribuzione da acquedotti Pressurizzazione in
Elettropompe Centrifughe Multistadio Verticali Serie SV2, 4, 8, 16 NUOVA TECNOLOGIA LASER APPLICAZIONI TIPICHE Approvvigionamento idrico Trasferimento e distribuzione da acquedotti Pressurizzazione in
Funzioni di base del rilevatore di difetti universale GEKKO
 GEKKO Descrizione Prodotto Rilevatore di difetti ad ultrasuoni portatile con tecnologia Phased Array, TOFD e tecniche di ispezione con Ultrasuoni convenzionali. Funzioni di base del rilevatore di difetti
GEKKO Descrizione Prodotto Rilevatore di difetti ad ultrasuoni portatile con tecnologia Phased Array, TOFD e tecniche di ispezione con Ultrasuoni convenzionali. Funzioni di base del rilevatore di difetti
RADIATORI A CONFRONTO
 RADIATORI A CONFRONTO Alluminio Ghisa Rendimento Prezzo Magazzino Finitura Estetica Adattamento RADIATORI A CONFRONTO Il confronto tra radiatori in alluminio pressofuso e radiatori in ghisa denominati
RADIATORI A CONFRONTO Alluminio Ghisa Rendimento Prezzo Magazzino Finitura Estetica Adattamento RADIATORI A CONFRONTO Il confronto tra radiatori in alluminio pressofuso e radiatori in ghisa denominati
METODOLOGIA DI REALIZZAZIONE DI UN PORTAMOZZO: DALLA FUSIONE IN GRAVITA ALLA FUSIONE IN BASSA PRESSIONE
 UNIVERSITA DEGLI STUDI DI BERGAMO FACOLTA DI INGEGNERIA MECCANICA METODOLOGIA DI REALIZZAZIONE DI UN PORTAMOZZO: DALLA FUSIONE IN GRAVITA ALLA FUSIONE IN BASSA PRESSIONE Sommario Obiettivo Il progetto
UNIVERSITA DEGLI STUDI DI BERGAMO FACOLTA DI INGEGNERIA MECCANICA METODOLOGIA DI REALIZZAZIONE DI UN PORTAMOZZO: DALLA FUSIONE IN GRAVITA ALLA FUSIONE IN BASSA PRESSIONE Sommario Obiettivo Il progetto
LA CORRENTE ELETTRICA CONTINUA
 LA CORRENTE ELETTRICA CONTINUA (Fenomeno, indipendente dal tempo, che si osserva nei corpi conduttori quando le cariche elettriche fluiscono in essi.) Un conduttore metallico è in equilibrio elettrostatico
LA CORRENTE ELETTRICA CONTINUA (Fenomeno, indipendente dal tempo, che si osserva nei corpi conduttori quando le cariche elettriche fluiscono in essi.) Un conduttore metallico è in equilibrio elettrostatico
DISTILLAZIONE: PREMESSE
 DISTILLAZIONE: PREMESSE PROCESSO DI ELEZIONE NELLA PREPARAZIONE DI ACQUA PER PREPARAZIONI INIETTABILI PROCESSO GENERALMENTE APPLICATO COME STADIO FINALE DI PURIFICAZIONE AD UN ACQUA GIA TRATTATA IL TIPO
DISTILLAZIONE: PREMESSE PROCESSO DI ELEZIONE NELLA PREPARAZIONE DI ACQUA PER PREPARAZIONI INIETTABILI PROCESSO GENERALMENTE APPLICATO COME STADIO FINALE DI PURIFICAZIONE AD UN ACQUA GIA TRATTATA IL TIPO
Rapporto ambientale Anno 2012
 Rapporto ambientale Anno 2012 Pagina 1 di 11 1 ANNO 2012 Nell anno 2005 la SITI TARGHE srl ha ottenuto la certificazione ambientale secondo la norma internazionale ISO 14001:2004, rinnovata nel 2008 e
Rapporto ambientale Anno 2012 Pagina 1 di 11 1 ANNO 2012 Nell anno 2005 la SITI TARGHE srl ha ottenuto la certificazione ambientale secondo la norma internazionale ISO 14001:2004, rinnovata nel 2008 e
Fibra Ceramica. Catalogo generale
 Fibra Ceramica Catalogo generale La storia della società KERAUNION Nel 1, in Bohemia (oggi Repubblica Ceca) viene fondata la ditta Keraunion per produrre vasellame ed oggetti in vetro e cristallo. Dal
Fibra Ceramica Catalogo generale La storia della società KERAUNION Nel 1, in Bohemia (oggi Repubblica Ceca) viene fondata la ditta Keraunion per produrre vasellame ed oggetti in vetro e cristallo. Dal
Termodinamica: legge zero e temperatura
 Termodinamica: legge zero e temperatura Affrontiamo ora lo studio della termodinamica che prende in esame l analisi dell energia termica dei sistemi e di come tale energia possa essere scambiata, assorbita
Termodinamica: legge zero e temperatura Affrontiamo ora lo studio della termodinamica che prende in esame l analisi dell energia termica dei sistemi e di come tale energia possa essere scambiata, assorbita
Rapidamente al grado esatto Tarature di temperatura con strumenti portatili: una soluzione ideale per il risparmio dei costi
 Rapidamente al grado esatto Tarature di temperatura con strumenti portatili: una soluzione ideale per il risparmio dei costi Gli strumenti per la misura di temperatura negli impianti industriali sono soggetti
Rapidamente al grado esatto Tarature di temperatura con strumenti portatili: una soluzione ideale per il risparmio dei costi Gli strumenti per la misura di temperatura negli impianti industriali sono soggetti
ebook Linee guida sul locale batterie Seguici su:
 ebook Linee guida sul Seguici su: Introduzione Le batterie di accumulatori stazionari sono la sorgente di energia di riserva più adeguata per l applicazione nei sistemi statici di continuità e possono
ebook Linee guida sul Seguici su: Introduzione Le batterie di accumulatori stazionari sono la sorgente di energia di riserva più adeguata per l applicazione nei sistemi statici di continuità e possono
RIDURRE I COSTI ENERGETICI!
 Otto sono le azioni indipendenti per raggiungere un unico obiettivo: RIDURRE I COSTI ENERGETICI! www.consulenzaenergetica.it 1 Controllo fatture Per gli utenti che sono o meno nel mercato libero il controllo
Otto sono le azioni indipendenti per raggiungere un unico obiettivo: RIDURRE I COSTI ENERGETICI! www.consulenzaenergetica.it 1 Controllo fatture Per gli utenti che sono o meno nel mercato libero il controllo
Lezione. Tecnica delle Costruzioni
 Lezione Tecnica delle Costruzioni 1 Materiali Caratteristiche dell acciaio Acciaio = lega ferro-carbonio Caratteristiche importanti: resistenza duttilità = capacità di deformarsi plasticamente senza rompersi
Lezione Tecnica delle Costruzioni 1 Materiali Caratteristiche dell acciaio Acciaio = lega ferro-carbonio Caratteristiche importanti: resistenza duttilità = capacità di deformarsi plasticamente senza rompersi
Composizione degli acciai Conoscere bene per comprare meglio
 Composizione degli acciai Conoscere bene per comprare meglio Manuele Dabalà Dip. Ingegneria Industriale Università di Padova Introduzione Cos è l acciaio? Norma UNI EN 10020/01 Materiale il cui tenore
Composizione degli acciai Conoscere bene per comprare meglio Manuele Dabalà Dip. Ingegneria Industriale Università di Padova Introduzione Cos è l acciaio? Norma UNI EN 10020/01 Materiale il cui tenore
- Trasmissioni Industriali S.a.s. -
 - Trasmissioni Industriali S.a.s. - Programma di fornitura 2006 Alberi di precisione per movimentazione lineare - L alta qualità di un prodotto italiano - - Trasmissioni Industriali S.a.s. - Via lago di
- Trasmissioni Industriali S.a.s. - Programma di fornitura 2006 Alberi di precisione per movimentazione lineare - L alta qualità di un prodotto italiano - - Trasmissioni Industriali S.a.s. - Via lago di
Bystar L. laser cutting. efficiency in. Impianti di taglio laser di grande formato per lamiere, tubi e profilati
 efficiency in laser cutting Bystar L Impianti di taglio laser di grande formato per lamiere, tubi e profilati 2 Bystar L grande, precisa e autonoma Gli impianti universali di taglio laser della serie Bystar
efficiency in laser cutting Bystar L Impianti di taglio laser di grande formato per lamiere, tubi e profilati 2 Bystar L grande, precisa e autonoma Gli impianti universali di taglio laser della serie Bystar
La Qualità il Controllo ed il Collaudo della macchina utensile. Dr. Giacomo Gelmi
 La Qualità il Controllo ed il Collaudo della macchina utensile Dr. Giacomo Gelmi Che cosa è una macchina utensile? E uno spazio fisico in cui si collocano, sostenuti da adeguate strutture ed in posizioni
La Qualità il Controllo ed il Collaudo della macchina utensile Dr. Giacomo Gelmi Che cosa è una macchina utensile? E uno spazio fisico in cui si collocano, sostenuti da adeguate strutture ed in posizioni
International Textil Education. Machinery Division. Manuale per la stampa a trasferimento termico
 Machinery Division Manuale per la stampa a trasferimento termico Manuale per la stampa a trasferimento termico STAMPA A TRASFERIMENTO TERMICO.....4 Principio di funzionamento.4 SRUTTURA INTERNA...5 Testina
Machinery Division Manuale per la stampa a trasferimento termico Manuale per la stampa a trasferimento termico STAMPA A TRASFERIMENTO TERMICO.....4 Principio di funzionamento.4 SRUTTURA INTERNA...5 Testina
condizioni per la posa su massetto riscaldante
 condizioni per la posa su massetto riscaldante Parchettificio Toscano s.r.l. - 56024 Corazzano - S. Miniato (PI) Italia - Tel. (0039) 0571 46.29.26 Fax (0039) 0571 46.29.39 info@parchettificiotoscano.it
condizioni per la posa su massetto riscaldante Parchettificio Toscano s.r.l. - 56024 Corazzano - S. Miniato (PI) Italia - Tel. (0039) 0571 46.29.26 Fax (0039) 0571 46.29.39 info@parchettificiotoscano.it
COMMERCIO, MANUTENZIONE, RIPARAZIONE E RICAMBI CENTRI DI TAGLIO LASER PER LAMIERA www.laserservice.eu
 CENTRO DI TAGLIO LASER TRUMPF MOD. LASERCELL 6005 4KW ANNO 2004 TOTALMENTE REVISIONATO POCHISSIME ORE LAVORO foto di archivio La TCL6005 appartiene alla serie di macchine TRUMPF LASERCELL. Queste macchine
CENTRO DI TAGLIO LASER TRUMPF MOD. LASERCELL 6005 4KW ANNO 2004 TOTALMENTE REVISIONATO POCHISSIME ORE LAVORO foto di archivio La TCL6005 appartiene alla serie di macchine TRUMPF LASERCELL. Queste macchine
I MATERIALI SCELTA DEL MATERIALE SCELTA DEL MATERIALE FUNZIONALITÀ
 SCELTA DEL MATERIALE I MATERIALI LA SCELTA DEL MATERIALE PER LA COSTRUZIONE DI UN PARTICOLARE MECCANICO RICHIEDE: LA CONOSCENZA DELLA FORMA E DELLE DIMEN- SIONI DELL OGGETTO LA CONOSCENZA DEL CICLO DI
SCELTA DEL MATERIALE I MATERIALI LA SCELTA DEL MATERIALE PER LA COSTRUZIONE DI UN PARTICOLARE MECCANICO RICHIEDE: LA CONOSCENZA DELLA FORMA E DELLE DIMEN- SIONI DELL OGGETTO LA CONOSCENZA DEL CICLO DI
Tecnologie di saldatura per fusione
 La saldatura laser Tecnologie di saldatura per fusione saldatura ad arco (MIG, TIG, SAW, Plasma ecc.) saldatura a gas (ossiacetilenica, ossidrica ecc.) saldatura ad elettroscoria saldatura alluminotermica
La saldatura laser Tecnologie di saldatura per fusione saldatura ad arco (MIG, TIG, SAW, Plasma ecc.) saldatura a gas (ossiacetilenica, ossidrica ecc.) saldatura ad elettroscoria saldatura alluminotermica
UNIVERSITA DEGLI STUDI DI BRESCIA CORSO DI LAUREA IN INGEGNERIA GESTIONALE
 UNIVERSITA DEGLI STUDI DI BRESCIA CORSO DI LAUREA IN INGEGNERIA GESTIONALE STUDIO DEGLI EFFETTI DEI TRATTAMENTI TERMICI SU LEGHE D ALLUMINIO THIXOCOLATE CONTENENTI ARGENTO Relatore: Ing. Annalisa Pola
UNIVERSITA DEGLI STUDI DI BRESCIA CORSO DI LAUREA IN INGEGNERIA GESTIONALE STUDIO DEGLI EFFETTI DEI TRATTAMENTI TERMICI SU LEGHE D ALLUMINIO THIXOCOLATE CONTENENTI ARGENTO Relatore: Ing. Annalisa Pola
WHB / GXC CALDAIE A RECUPERO TERMICO
 WHB / GXC CALDAIE A RECUPERO TERMICO ICI CALDAIE LE CALDAIE A RECUPERO TERMICO Le caldaie a recupero di calore sono macchine termiche che utilizzano il calore dei gas di scarico per la produzione di acqua
WHB / GXC CALDAIE A RECUPERO TERMICO ICI CALDAIE LE CALDAIE A RECUPERO TERMICO Le caldaie a recupero di calore sono macchine termiche che utilizzano il calore dei gas di scarico per la produzione di acqua
Corso di tecnologia Scuola media a.s. 2010-2011 PROF. NICOLA CARIDI
 Corso di tecnologia Scuola media a.s. 2010-2011 PROF. NICOLA CARIDI ARGOMENTI TRATTATI: Oggetti materiali e tecnologie Classificazione dei materiali Proprietà dei materiali Proprietà chimico/fisico Proprietà
Corso di tecnologia Scuola media a.s. 2010-2011 PROF. NICOLA CARIDI ARGOMENTI TRATTATI: Oggetti materiali e tecnologie Classificazione dei materiali Proprietà dei materiali Proprietà chimico/fisico Proprietà
LA CORRENTE ELETTRICA
 L CORRENTE ELETTRIC H P h Prima che si raggiunga l equilibrio c è un intervallo di tempo dove il livello del fluido non è uguale. Il verso del movimento del fluido va dal vaso a livello maggiore () verso
L CORRENTE ELETTRIC H P h Prima che si raggiunga l equilibrio c è un intervallo di tempo dove il livello del fluido non è uguale. Il verso del movimento del fluido va dal vaso a livello maggiore () verso