INDICAZIONE DELLA FINITURA SUPERFICIALE E DELLE TOLLERANZE DI LAVORAZIONE DAL PROGETTO AL PRODOTTO
|
|
|
- Livia Brigida Casagrande
- 8 anni fa
- Visualizzazioni
Transcript
1 INDICAZIONE DELLA FINITURA SUPERFICIALE E DELLE TOLLERANZE DI LAVORAZIONE DAL PROGETTO AL PRODOTTO Il progetto, dalla parola latina proiectus, è un insieme di operazioni che hanno lo scopo di realizzare un prodotto. Il progetto industriale, in particolare, essendo un attività tecnica, deve essere rappresentato con un linguaggio universale, che prevede l uso di strumenti soprattutto grafici ed il rispetto di norme ben definite. Il progetto, supportato spesso da calcoli necessari, si concretizza in dei disegni sui quali sono riportate varie prescrizioni. Per questo, nell organizzazione aziendale, è prevista la presenza di due figure ben distinte ma in collaborazione tra di loro: il progettista e l esecutore della lavorazione. Il disegno tecnico è lo strumento che consente di trasferire le informazioni (relative alla forma, alle dimensioni ed alla funzione delle parti che costituiscono un progetto), espresse con simboli e segni convenzionali, all operatore che dovrà effettuare la lavorazione. I vari elementi che concorrono a formare un progetto si possono così sintetizzare: - disegni, complessivi o particolari, sono il supporto per le quote e le varie prescrizioni; - schemi, usati soprattutto in impiantistica elettrica, idraulica ecc., indicano i percorsi dei collegamenti fra i vari componenti degli impianti; - quote, rappresentano le dimensioni dei pezzi; - tolleranze, rappresentano gli errori ammissibili sui pezzi e, quindi, la loro qualità di lavorazione; - finitura superficiale, rappresenta la scabrosità dei pezzi; - materiali, impiegati nella costruzione dei particolari ed indicati tramite le designazioni unificate. 1

2 Il metodo di lavorazione di un pezzo o dei vari particolari è descritto tramite un ciclo di lavorazione nel quale viene indicata la successione delle operazioni che devono essere effettuate per realizzare il pezzo. Sono indicati reparti, macchine, utensili, attrezzature, strumenti di misura e di controllo, parametri di taglio e tempi di lavoro. Esiste una stretta correlazione fra il disegno di un pezzo, il materiale da utilizzare ed il metodo di fabbricazione. Per esempio: una biella, essendo un pezzo molto sollecitato, è realizzata per stampaggio per poter essere fatta in acciaio; il carter della scatola ingranaggi è fatta in ghisa per poter essere fusa. Talvolta quindi si dà priorità al materiale, talvolta al metodo di lavorazione. Esiste una relazione anche tra il disegno di progetto e la lavorazione alle macchine utensili: la precisione di lavorazione richiesta. Sul disegno, oltre le quote, devono essere indicate tolleranze e grado di finitura delle superfici che realizzano gli accoppiamenti. Tolleranze sulle quote e finitura superficiale, come indicato più avanti in tabella, oltre a dipendere direttamente dal tipo di macchina utensile utilizzata, sono legate fra di loro: non è possibile ottenere una tolleranza ristretta sulle quote di un pezzo senza prevedere anche un adeguato grado di finitura superficiale. 2

3 3

4 TOLLERANZE La moderna industria è basata sulla produzione in serie, cioè sulla produzione di un gran numero di pezzi uguali (?) come forma e dimensioni in modo da essere intercambiabili fra loro. Per ottenere l intercambiabilità, sembrerebbe necessario che gli elementi omologhi avessero esattamente le stesse dimensioni. In pratica le lavorazioni non raggiungono mai la precisione assoluta e anche le misure di controllo variano entro i limiti di approssimazione degli strumenti misuratori. Affinchè sia possibile l intercambiabilità, le dimensioni effettive del pezzo lavorato devono essere comprese entro misure limiti, una massima ed una minima, stabilite in funzione delle condizioni d impiego e del grado di precisione richiesto. SI DEFINISCE TOLLERANZA LA DIFFERENZA TRA LE DIMENSIONI LIMITI ENTRO LE QUALI PUÒ VARIARE UNA QUOTA SENZA COMPROMETTERE LA FUNZIONALITÀ E L INTERCAMBIABILITÀ DI UN PEZZO. Per non aumentare i costi non si deve imporre una precisione superiore a quella tecnicamente necessaria. L imprecisione di lavorazione ammissibile non riguarda soltanto le dimensioni di un dato elemento, ma anche la forma e la dimensione delle superfici che lo delimitano: - la forma di una superficie lavorata non risulterà mai assolutamente piana o cilindrica o circolare; - non sarà possibile ottenere superfici perfettamente parallele o perpendicolari o coassiali. Di conseguenza si dovranno ammettere: - Tolleranze dimensionali - Tolleranze geometriche, che a loro volta si distinguono in: - Tolleranze di forma - Tolleranze di posizione 4

5 I pezzi finiti di lavorazione possono perciò presentare: 1. Errori di dimensione 2. Errori di forma 3. Errori di posizione 1) ERRORI DI DIMENSIONE Consistono nella differenza tra le dimensioni reali dell oggetto e quelle teoriche fornite dal disegno. Esempio: supponiamo che si debba costruire un cilindro di acciaio avente un diametro teorico di 25 [mm]; si supponga inoltre che il pezzo realizzato possa avere il diametro effettivo compreso tra 24,987 e 25,013 [mm]. Diremo che: - 25 mm è il diametro nominale del pezzo; - sul diametro è ammessa una tolleranza di (25,013-24,987) = 0,026 [mm] 2) ERRORI DI FORMA Consistono nella diversità di forma tra l oggetto reale e quello illustrato dal disegno. Si distinguono: a) Errori macrogeometrici - Errori di rettilineità - Errori di planarità (piano reale non coincidente col piano ideale) - Errori di circolarità (sezioni non centrate rispetto all asse) - Errori di cilindricità (generatrici non parallele all asse del cilindro) b) Errori microgeometrici - Errori nel grado di finitura (scabrosità della superficie lavorata derivante dall azione di utensili o mole) -. 5
![Esempio: supponiamo che si debba costruire un cilindro di acciaio avente un diametro teorico di 25 [mm]; si supponga inoltre che il pezzo realizzato possa avere il diametro effettivo compreso tra](/docs-images/45/10411021/images/page_5.jpg "24,987 e 25,013 [mm].")
6 3) ERRORI DI POSIZIONE Si presentano quando la posizione reale di una linea o di una superficie dell oggetto è diversa dalla linea o dalla superficie ideale scelta come fondamentale (di riferimento). Si distinguono: - Errori di normalità (assi o superfici del pezzo non sono perfettamente perpendicolari fra loro) - Errori di parallelismo (superfici o assi non sono perfettamente paralleli tra loro) - Errori angolari (c è diversità tra la posizione reale di una retta e quella indicata sul disegno) -. È la Norma UNI ISO 286 che fissa i principi fondamentali del Sistema di Tolleranze per accoppiamenti e fornisce i valori calcolati delle tolleranze fondamentali e degli scostamenti fondamentali. Tale Norma riporta anche la terminologia, le definizioni utilizzate ed i simboli corrispondenti. Si riportano di seguito alcune importanti definizioni: - ALBERO: termine usato convenzionalmente per designare gli elementi esterni di un pezzo, anche non cilindrici. - FORO: termine utilizzato convenzionalmente per designare tutti gli elementi interni di un pezzo, anche non cilindrici. - DIMENSIONE NOMINALE: dimensione da cui sono derivate le dimensioni limite applicando gli scostamenti superiore ed inferiore. È quella teorica indicata nel disegno (quota) e può essere un numero intero o decimale. 6

7 - DIMENSIONE EFFETTIVA: dimensione di un elemento determinata mediante misurazione. - SCOSTAMENTO: differenza algebrica tra una dimensione (effettiva, massima, ecc.) e la dimensione nominale corrispondente. I simboli degli scostamenti sono indicati per gli alberi con lettere minuscole (es.: e s, e i ) e per i fori con lettere maiuscole (es.: E s, E i ). Lo scostamento può essere superiore o inferiore. - TOLLERANZA DIMENSIONALE: differenza tra la dimensione massima e la dimensione minima, cioè la differenza tra lo scostamento superiore e quello inferiore. È un valore assoluto non vincolato dal segno. - GIUOCO: differenza tra le dimensioni del foro e dell albero, prima del montaggio, quando la differenza è positiva, cioè quando il diametro del foro è maggiore del diametro dell albero. Si può avere giuoco massimo e giuoco minimo. - INTERFERENZA: valore assoluto della differenza tra le dimensioni del foro e dell albero, prima del montaggio, quando tale differenza è negativa, cioè quando il diametro dell albero è maggiore del diametro del foro. 7

8 Si può avere interferenza massima e interferenza minima. - ACCOPPIAMENTO: relazione risultante dalla differenza, prima del montaggio, tra le dimensioni di due contorni (foro ed albero) destinati ad essere accoppiati. I due elementi dell accoppiamento hanno la stessa dimensione nominale. L accoppiamento può essere con giuoco, con interferenza o incerto (cioè sia con giuoco che con interferenza). 8

9 Qualità delle lavorazioni Una lavorazione è tanto più precisa quanto più piccola è la tolleranza con cui viene eseguita. Il Sistema di tolleranze ISO prevede 19 qualità di lavorazione corrispondenti a 19 gradi di lavorazione contraddistinte mediante i simboli IT01, IT0, IT1,. IT17. Il simbolo IT01 definisce la qualità di lavorazione più precisa (campo di tolleranza più ristretto). Il simbolo IT17 definisce la qualità di lavorazione più grossolana. Da IT01 a IT0 Da IT1 a IT5 Da IT5 a IT12 Da IT12 a IT17 IMPIEGHI DELLE QUALITÀ Strumenti di alta precisione Lavorazione di calibri Lavorazione di pezzi da accoppiare Lavorazione grossolana di pezzi isolati Indicazione delle Tolleranze nei disegni 9

10 RUGOSITÀ DELLE SUPERFICI Gli errori microgeometrici determinano la rugosità superficiale, cioè la scabrosità di un pezzo meccanico. La rugosità è una proprietà della superficie di un corpo, costituita da microimperfezioni geometriche normalmente presenti sulla superficie o anche risultanti da lavorazioni meccaniche; tali imperfezioni si presentano generalmente in forma di solchi o scalfitture, di forma, profondità e direzione variabile. La finitura superficiale dei pezzi é molto importante, soprattutto nel caso di pezzi destinati al mutuo contatto, in quanto essa influenza sensibilmente la resistenza all usura, la resistenza a fatica, il coefficiente d attrito, la corrosione. Il complesso delle norme relative alla rugosità é contenuto nella tabella UNI 3963, sostituita nel 1991 dalle norme UNI ISO 468 e Tali norme definiscono varie tipologie di superfici. In particolare: 1) Superficie nominale (o ideale) é quella geometrica (o teorica) rappresentata dal disegno; 2) Superficie reale é quella effettivamente ottenuta con la lavorazione; 3) Superficie rilevata (o misurata) é quella rilevata con uno strumento provvisto di palpatore sferico avente raggio pari a 0,001 mm (cioè 1 µm); 4) Superficie media é quella che ha forma uguale alla superficie nominale e taglia la superficie reale in modo che i volumi delle parti esterne siano uguali ai volumi dei vuoti tra di essa e la superficie reale. 5) Superficie tecnica é quella rilevata con strumenti provvisti di palpatori sferici aventi raggio pari a 25 mm. La rugosità é il complesso delle deviazioni della superficie reale dalla superficie tecnica. Essa costituisce un errore microgeometrico. 10

11 Il valore della rugosità é funzione del tipo di lavorazione effettuata. Per esempio, nelle lavorazioni di tornitura e fresatura, i valori più frequenti della rugosità sono compresi tra 1 e 4 [µm]. Il valore della rugosità dipende anche dalle dimensioni del pezzo e dalla qualità di lavorazione IT: all aumentare delle dimensioni dei pezzi e della qualità di lavorazione (per esempio da IT 6 a IT 12), la rugosità aumenta (peggiora), passando per esempio da 0,2 [µm] (dimensioni < di 3 mm e tolleranza IT 6) a 12 [µm] (dimensioni fino a 250 mm e tolleranza IT 12). Di seguito sono alcuni valori orientativi della rugosità: 0,025 0,05: piani di riscontro, facce dei calibri... 0,1 0,2: perni, cuscinetti, steli di valvole, guide di macchine utensili... 0,4 0,8: stantuffi e cilindri di motori, denti di ingranaggi, superfici di parti scorrevoli... 1,6 1,8: alberi e fori per ingranaggi, facce laterali di ingranaggi, teste di cilindri e stantuffi, superfici di tenuta con guarnizioni. 11
![12), la rugosità aumenta (peggiora), passando per esempio da 0,2 [µm] (dimensioni < di 3 mm e tolleranza IT 6) a 12 [µm] (dimensioni fino a 250 mm e tolleranza IT 12).](/docs-images/45/10411021/images/page_11.jpg "Di seguito sono alcuni valori orientativi della rugosità: 0,025 0,05: piani di riscontro, facce dei calibri... 0,1 0,2: perni, cuscinetti, steli di valvole, guide di macchine utensili.")
12 12

13 Indicazione della rugosità nei disegni tecnici La rugosità massima ammessa deve essere indicata sui disegni utilizzando un apposita simbologia. Valori in [µm] RELAZIONE TRA INDICAZIONI E TIPI DI LAVORAZIONE Ottenimento Caratteristiche Superficie dalla quale è vietata l'asportazione di truciolo. Si ottiene da un procedimento più accurato di produzione, come da fucinatura, stampaggio, taglio accurato al cannello, ecc.) Superficie ottenuta mediante una o più passate di sgrossatura con asportazione di truciolo da lavorazione al tornio, alla fresatrice, alla pialla, ecc. Superficie ottenuta con una o più passate di finitura con asportazione di truciolo al tornio, alla fresatrice, alla pialla, ecc. Superficie ottenuta con una o più passate di finitura con asportazione di truciolo per tornitura, rettifica, alesatura, brocciatura, ecc. Superfici che hanno esigenze grossolane in fatto di grado di uniformità e levigatezza. Superfici uniformi levigate, sulle quali le tracce di lavorazione sono percettibili al tatto e chiaramente visibili a occhio nudo. Superfici uniformi e levigate, sulle quali le tracce lasciate dall'utensile possono ancora essere visibili ad occhio nudo. Superfici uniformi e ben levigate, senza tracce visibili di lavorazioni. Superficie ottenuta mediante operazioni di finitura di grande accuratezza: lappatura, lucidatura a specchio, ecc. Superfici a finitura speculare. 13
 Superficie ottenuta mediante una o più passate di sgrossatura con asportazione di truciolo da lavorazione al tornio, alla fresatrice, alla pialla, ecc.")
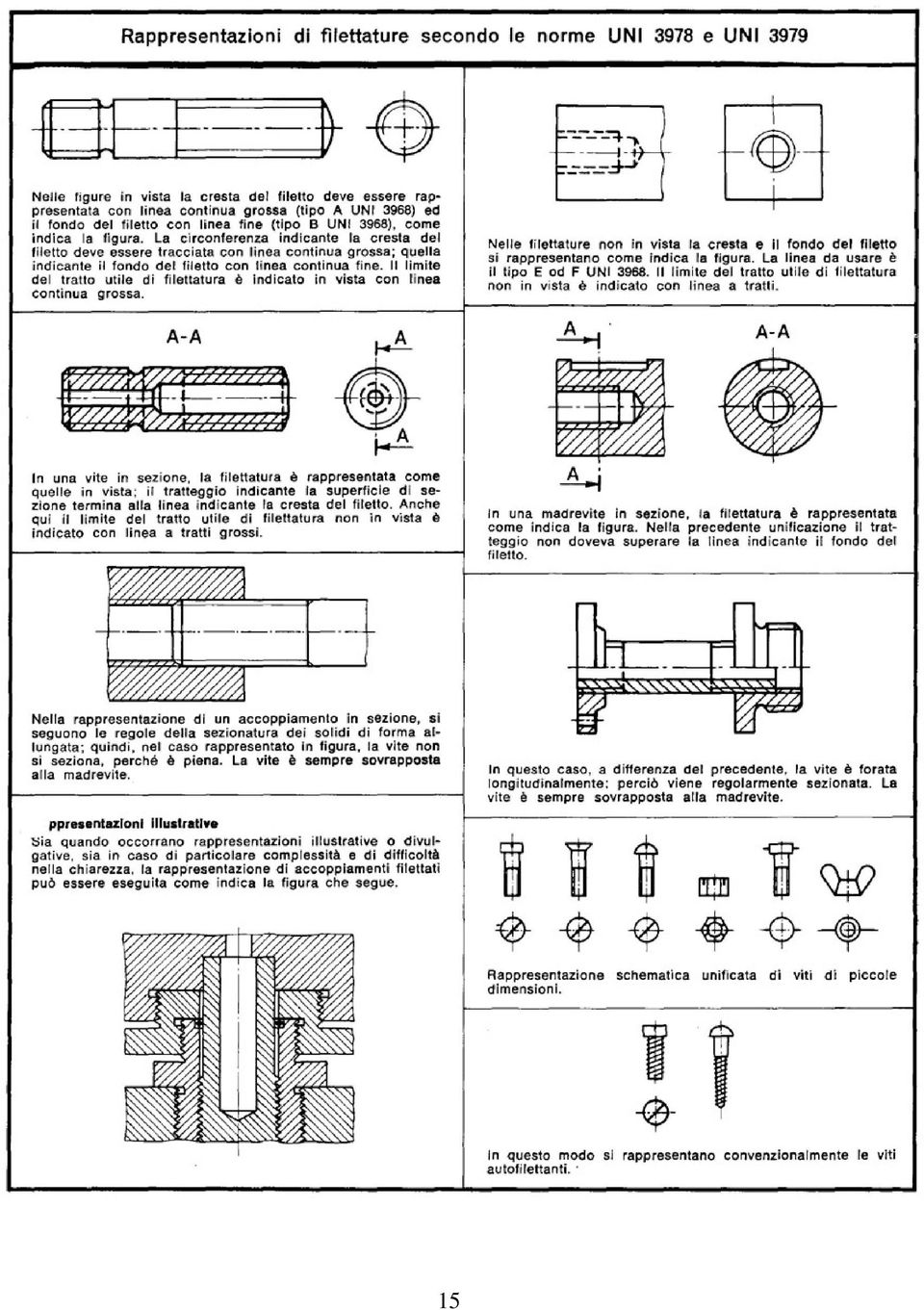
14 NORME TECNICHE PER LA RAPPRESENTAZIONE DI COMPONENTI MECCANICI NORMALIZZATI O UNIFICATI Le norme UNI o ISO stabiliscono in modo univoco le modalità di rappresentazione degli elementi meccanici. Di seguito vediamo come sono rappresentati convenzionalmente gli elementi più diffusi. Cuscinetto assiale Cuscinetto radiale Dado 14

15 15
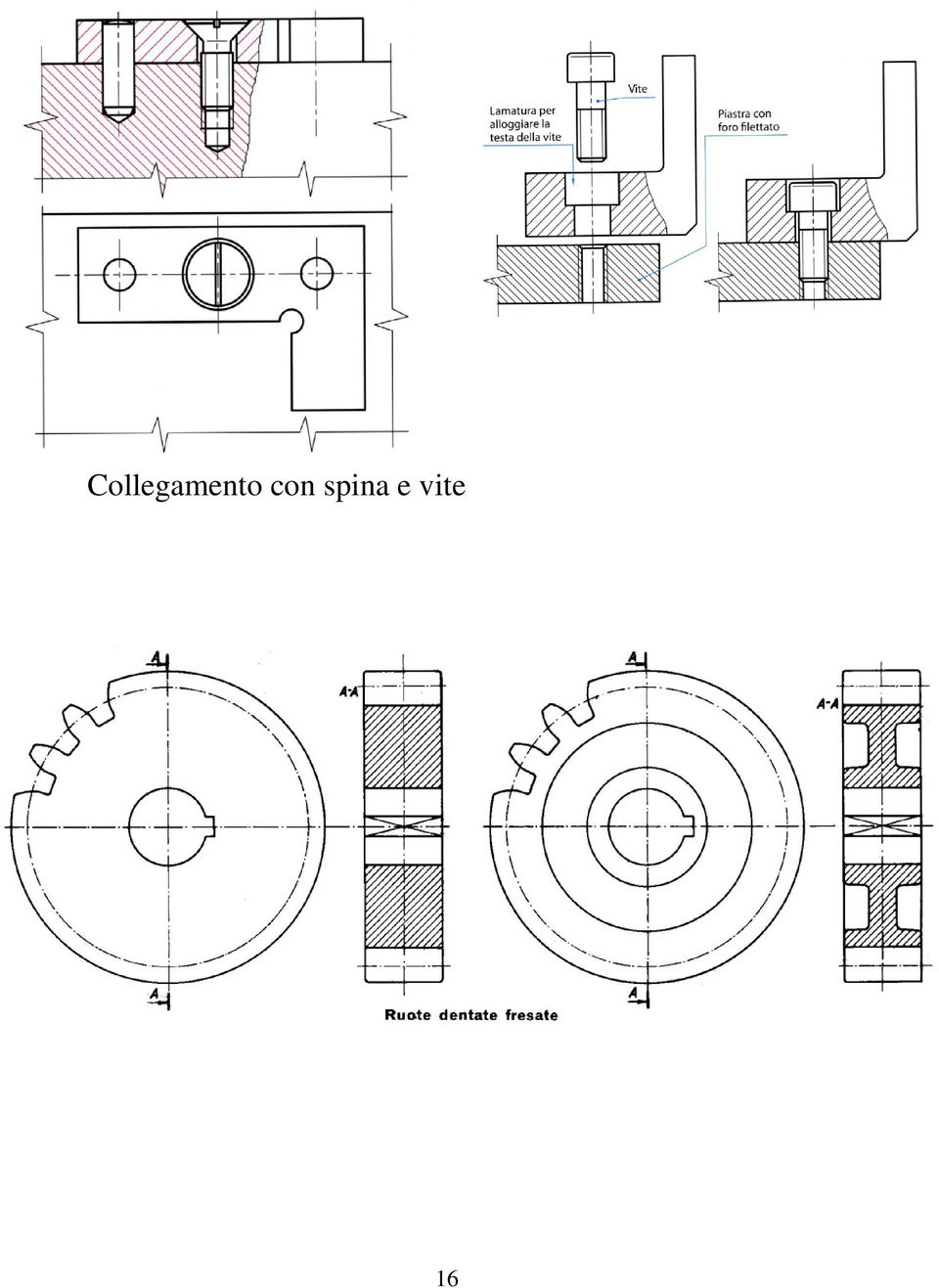
16 Collegamento con spina e vite 16
17 Giunto rigido Trasmissione del moto mediante linguetta 17

18 Molla Profilo scanalato Puleggia Ruota dentata 18

19 Saldatura: simbologia Unioni con perni e spine 19

RUGOSITÀ. Introduzione
 RUGOSITÀ 299 Introduzione Le superfici degli oggetti reali sono di solito affette da irregolarità microgeometriche. Tali irregolarità possono essere casuali (tipico nei pezzi prodotti per fusione), ovvero
RUGOSITÀ 299 Introduzione Le superfici degli oggetti reali sono di solito affette da irregolarità microgeometriche. Tali irregolarità possono essere casuali (tipico nei pezzi prodotti per fusione), ovvero
UNIVERSITÀ DEGLI STUDI DI PADOVA Facoltà di Ingegneria sede di Vicenza A.A. 2007/08
 UNIVERSITÀ DEGLI STUDI DI PADOVA Facoltà di Ingegneria sede di Vicenza Corso di Disegno Tecnico Industriale per il Corso di Laurea triennale in Ingegneria Meccanica e in Ingegneria Meccatronica Tolleranze
UNIVERSITÀ DEGLI STUDI DI PADOVA Facoltà di Ingegneria sede di Vicenza Corso di Disegno Tecnico Industriale per il Corso di Laurea triennale in Ingegneria Meccanica e in Ingegneria Meccatronica Tolleranze
Minicorso Regole di Disegno Meccanico
 Parte 3 Minicorso Regole di Disegno Meccanico di Andrea Saviano Tolleranze dimensionali di lavorazione Accoppiamenti mobili, stabili e incerti Giochi e interferenze Posizione della zona di tolleranza e
Parte 3 Minicorso Regole di Disegno Meccanico di Andrea Saviano Tolleranze dimensionali di lavorazione Accoppiamenti mobili, stabili e incerti Giochi e interferenze Posizione della zona di tolleranza e
Lo Stato Superficiale dei Pezzi Meccanici
 Lo Stato Superficiale dei Pezzi Meccanici Superfici Reali e Nominali Ing. Alessandro Carandina Disegno Tecnico Industriale per Ingegneria Meccanica Disegno tecnico Informazioni qualitative (i vari tipi
Lo Stato Superficiale dei Pezzi Meccanici Superfici Reali e Nominali Ing. Alessandro Carandina Disegno Tecnico Industriale per Ingegneria Meccanica Disegno tecnico Informazioni qualitative (i vari tipi
 Finiture Superficiali e 7 Errori 8 Profili 9 Rugosimetro 10 Definizione (Rp,Rz, ) 11 Indicazioni di segno grafico di base lavorazioni con lavorazioni senza asportazione asportazione di truciolo di truciolo
Finiture Superficiali e 7 Errori 8 Profili 9 Rugosimetro 10 Definizione (Rp,Rz, ) 11 Indicazioni di segno grafico di base lavorazioni con lavorazioni senza asportazione asportazione di truciolo di truciolo
RUGOSITA E TOLLERANZE
 RUGOSITA E TOLLERANZE Nome file: RUGOSITAETOLLERANZE 1 RUGOSITA DELLE SUPERFICI Le superfici reali ottenute mediante un qualsiasi processo di lavorazioni si discostano sempre da quelle nominali o ideali
RUGOSITA E TOLLERANZE Nome file: RUGOSITAETOLLERANZE 1 RUGOSITA DELLE SUPERFICI Le superfici reali ottenute mediante un qualsiasi processo di lavorazioni si discostano sempre da quelle nominali o ideali
Corso di Disegno di Macchine + Abilità Informatiche. Test di autovalutazione 14 marzo 2012 / A
 Test di autovalutazione 14 marzo 2012 / A 1) Quali, tra le seguenti coppie, è composta da forme duali? a. Il piano punteggiato e la stella di piani; b. la retta punteggiata e lo spazio punteggiato; c.
Test di autovalutazione 14 marzo 2012 / A 1) Quali, tra le seguenti coppie, è composta da forme duali? a. Il piano punteggiato e la stella di piani; b. la retta punteggiata e lo spazio punteggiato; c.
Sistemi di bloccaggio idraulici -- Mandrini idraulici
 Sistemi di bloccaggio idraulici -- Mandrini idraulici La tecnologia del serraggio idraulico ad espansione si è evoluto fino a raggiungere livelli di precisione e di affidabilità tali da poter soddisfare
Sistemi di bloccaggio idraulici -- Mandrini idraulici La tecnologia del serraggio idraulico ad espansione si è evoluto fino a raggiungere livelli di precisione e di affidabilità tali da poter soddisfare
RUOTE DENTATE CILINDRICHE A DENTI DIRITTI E CREMAGLIERE
 RUOTE DENTATE CILINDRICHE A DENTI DIRITTI E CREMAGLIERE Gli ingranaggi cilindrici e le cremagliere sono gli elementi classici per la trasmissione meccanica dei movimenti di rotazione e di traslazione tra
RUOTE DENTATE CILINDRICHE A DENTI DIRITTI E CREMAGLIERE Gli ingranaggi cilindrici e le cremagliere sono gli elementi classici per la trasmissione meccanica dei movimenti di rotazione e di traslazione tra
Il ciclo di lavorazione
 INTRODUZIONE AI CICLI DI LAVORAZIONE Rif. Bibliografico: Giusti-Santochi TECNOLOGIA MECCANICA e studi di fabbricazione Capitolo 9 1 Il ciclo di lavorazione DEFINIZIONE: Si dice CICLO DI LAVORAZIONE tutto
INTRODUZIONE AI CICLI DI LAVORAZIONE Rif. Bibliografico: Giusti-Santochi TECNOLOGIA MECCANICA e studi di fabbricazione Capitolo 9 1 Il ciclo di lavorazione DEFINIZIONE: Si dice CICLO DI LAVORAZIONE tutto
1 A DISEGNO PROGETTAZIONE ORGANIZZAZIONE INDUSTRIALE. T n. =C, con C = 366 ed n = 0.25, Motore
 Disegno, Progettazione ed rganizzazione Industriale esame 03 DISEGN PRGETTZINE RGNIZZZINE INDUSTRILE Sessione ordinaria 03 L albero di trasmissione rappresentato in figura trasmette una potenza P = 5 kw
Disegno, Progettazione ed rganizzazione Industriale esame 03 DISEGN PRGETTZINE RGNIZZZINE INDUSTRILE Sessione ordinaria 03 L albero di trasmissione rappresentato in figura trasmette una potenza P = 5 kw
La quotatura costituisce il complesso delle informazioni in un disegno che precisano le dimensioni di un oggetto o di un componente meccanico
 La quotatura costituisce il complesso delle informazioni in un disegno che precisano le dimensioni di un oggetto o di un componente meccanico 1 La quotatura è ottenuta con i seguenti elementi La linea
La quotatura costituisce il complesso delle informazioni in un disegno che precisano le dimensioni di un oggetto o di un componente meccanico 1 La quotatura è ottenuta con i seguenti elementi La linea
COLLEGAMENTI ALBERO-MOZZO
 COLLEGAMENTI ALBERO-MOZZO 342 Introduzione I collegamenti albero-mozzo sono collegamenti smontabili che consentono di rendere solidali, rispetto alla rotazione attorno ad un asse comune, una parte piena
COLLEGAMENTI ALBERO-MOZZO 342 Introduzione I collegamenti albero-mozzo sono collegamenti smontabili che consentono di rendere solidali, rispetto alla rotazione attorno ad un asse comune, una parte piena
Principi generali di normativa per il Disegno Tecnico e introduzione alle Proiezioni Ortogonali
 UNIVERSITÀ DEGLI STUDI DI PADOVA Facoltà di Ingegneria A.A. 2009/10 Corso di Disegno Tecnico Industriale per i Corsi di Laurea triennale in Ingegneria Meccanica e in Ingegneria dell Energia Docente: Gianmaria
UNIVERSITÀ DEGLI STUDI DI PADOVA Facoltà di Ingegneria A.A. 2009/10 Corso di Disegno Tecnico Industriale per i Corsi di Laurea triennale in Ingegneria Meccanica e in Ingegneria dell Energia Docente: Gianmaria
INGRANAGGI CILINDRICI E CREMAGLIERE
 INGRANAGGI CILINDRICI E CREMAGLIERE INGRANAGGI CILINDRICI CON MOZZO LATERALE pag. 4 INGRANAGGI CILINDRICI SENZA MOZZO pag. 7 CREMAGLIERE pag. 9 INGRANAGGI CILINDRICI E CREMAGLIERE INGRANAGGI CILINDRICI
INGRANAGGI CILINDRICI E CREMAGLIERE INGRANAGGI CILINDRICI CON MOZZO LATERALE pag. 4 INGRANAGGI CILINDRICI SENZA MOZZO pag. 7 CREMAGLIERE pag. 9 INGRANAGGI CILINDRICI E CREMAGLIERE INGRANAGGI CILINDRICI
1. TOLLERANZE DI LAVORAZIONE
 1. TOLLERANZE DI LAVORAZIONE 16.1 Definizioni Ogni dimensione di un pezzo meccanico, sia esso isolato o accoppiato con altro o con altri, è definita da una misura indicata nel disegno del pezzo che è chiamata
1. TOLLERANZE DI LAVORAZIONE 16.1 Definizioni Ogni dimensione di un pezzo meccanico, sia esso isolato o accoppiato con altro o con altri, è definita da una misura indicata nel disegno del pezzo che è chiamata
 Elementi di macchine 9 Elementi di macchine Generalità La costruzione di una macchina si basa anche sull utilizzo di componenti commerciali normalizzati; tali componenti possono essere impiegati come reperiti
Elementi di macchine 9 Elementi di macchine Generalità La costruzione di una macchina si basa anche sull utilizzo di componenti commerciali normalizzati; tali componenti possono essere impiegati come reperiti
Il DISEGNO TECNICO è un linguaggio convenzionale che ha la funzione di trasferire e diffondere informazioni
 Il DISEGNO TECNICO è un linguaggio convenzionale che ha la funzione di trasferire e diffondere informazioni Il DISEGNO TECNICO è un linguaggio convenzionale che ha la funzione di trasferire e diffondere
Il DISEGNO TECNICO è un linguaggio convenzionale che ha la funzione di trasferire e diffondere informazioni Il DISEGNO TECNICO è un linguaggio convenzionale che ha la funzione di trasferire e diffondere
TOLLERANZE DIMENSIONALI
 TOLLERANZE DIMENSIONALI 222 Introduzione: errori e tolleranze La forma e le dimensioni di un oggetto a disegno rappresentano delle condizioni ideali che non possono essere raggiunte con precisione assoluta.
TOLLERANZE DIMENSIONALI 222 Introduzione: errori e tolleranze La forma e le dimensioni di un oggetto a disegno rappresentano delle condizioni ideali che non possono essere raggiunte con precisione assoluta.
RUOTE DENTATE. Introduzione
 RUOTE DENTATE 362 Introduzione Le ruote dentate costituiscono un sistema affidabile per la trasmissione del moto tra assi paralleli, incidenti e sghembi. La trasmissione avviene per spinta dei denti della
RUOTE DENTATE 362 Introduzione Le ruote dentate costituiscono un sistema affidabile per la trasmissione del moto tra assi paralleli, incidenti e sghembi. La trasmissione avviene per spinta dei denti della
www.rodacciai.it PROVA DI TRAZIONE L 0 = 5.65 S 0 PROVE MECCANICHE
 PROVA DI TRAZIONE La prova, eseguita a temperatura ambiente o più raramente a temperature superiori o inferiori, consiste nel sottoporre una provetta a rottura per mezzo di uno sforzo di trazione generato
PROVA DI TRAZIONE La prova, eseguita a temperatura ambiente o più raramente a temperature superiori o inferiori, consiste nel sottoporre una provetta a rottura per mezzo di uno sforzo di trazione generato
CAPACITÀ DI PROCESSO (PROCESS CAPABILITY)
") CICLO DI LEZIONI per Progetto e Gestione della Qualità Facoltà di Ingegneria CAPACITÀ DI PROCESSO (PROCESS CAPABILITY) Carlo Noè Università Carlo Cattaneo e-mail: cnoe@liuc.it 1 CAPACITÀ DI PROCESSO Il
CICLO DI LEZIONI per Progetto e Gestione della Qualità Facoltà di Ingegneria CAPACITÀ DI PROCESSO (PROCESS CAPABILITY) Carlo Noè Università Carlo Cattaneo e-mail: cnoe@liuc.it 1 CAPACITÀ DI PROCESSO Il
DISEGNO TECNICO INDUSTRIALE
 DISEGNO TECNICO INDUSTRIALE COSTRUZIONI GEOMETRICHE Anno Accademico 2014-2015 Le Costruzioni Geometriche Nello studio del disegno tecnico, inteso come linguaggio grafico comune fra i tecnici per la progettazione
DISEGNO TECNICO INDUSTRIALE COSTRUZIONI GEOMETRICHE Anno Accademico 2014-2015 Le Costruzioni Geometriche Nello studio del disegno tecnico, inteso come linguaggio grafico comune fra i tecnici per la progettazione
Anno Scolastico 2014-2015. INDIRIZZO: Manutenzione e assistenza tecnica Sez.A. DISCIPLINA: Tecnologie meccaniche e applicazioni
 ISTITUTO PROFESSIONALE PER L INDUSTRIA E L ARTIGIANATO E. BERNARDI PADOVA Anno Scolastico 2014-2015 INDIRIZZO: Manutenzione e assistenza tecnica Sez.A DISCIPLINA: Tecnologie meccaniche e applicazioni CLASSI:
ISTITUTO PROFESSIONALE PER L INDUSTRIA E L ARTIGIANATO E. BERNARDI PADOVA Anno Scolastico 2014-2015 INDIRIZZO: Manutenzione e assistenza tecnica Sez.A DISCIPLINA: Tecnologie meccaniche e applicazioni CLASSI:
TABELLE DI TOLLERANZE ISO PER ALBERI
 dimensione ALBERO in mm TABELLE DI TOLLERANZE ISO PER ALBERI s6 r6 n6 m6 j6 h5 h6 h8 h9 h11 g5 g6 f7 f8 e8 d11 da > 1 +20 +16 +10 +8 +4 0 0 0 0 0-2 -2-6 -6-14 -20 a 3 +14 +10 +4 +2-2 -4-6 -14-25 -60-6
dimensione ALBERO in mm TABELLE DI TOLLERANZE ISO PER ALBERI s6 r6 n6 m6 j6 h5 h6 h8 h9 h11 g5 g6 f7 f8 e8 d11 da > 1 +20 +16 +10 +8 +4 0 0 0 0 0-2 -2-6 -6-14 -20 a 3 +14 +10 +4 +2-2 -4-6 -14-25 -60-6
SEZIONI. Introduzione
 SEIONI 128 Introduzione Sezionare un solido significa tagliarlo secondo una superficie ideale in modo da mostrare il volume interno del solido stesso. Nella maggior parte dei casi l elemento secante è
SEIONI 128 Introduzione Sezionare un solido significa tagliarlo secondo una superficie ideale in modo da mostrare il volume interno del solido stesso. Nella maggior parte dei casi l elemento secante è
FRESATRICI CLASSIFICAZIONE DELLE FRESATRICI
 FRESATRC CLASSFCAZONE DELLE FRESATRC Le fresatrici si distinguono principalmente per la disposizione dell albero portafresa e per le possibilità di movimento della tavola portapezzo. Si classificano in
FRESATRC CLASSFCAZONE DELLE FRESATRC Le fresatrici si distinguono principalmente per la disposizione dell albero portafresa e per le possibilità di movimento della tavola portapezzo. Si classificano in
100 DOMANDE PER L'ESAME ORALE DI DISEGNO DI MACCHINE
 100 DOMANDE PER L'ESAME ORALE DI DISEGNO DI MACCHINE Queste domande sono state tratte dai registri delle sessioni d'esame orale degli scorsi anni. L'esame orale, di regola, viene svolto ponendo tre domande:
100 DOMANDE PER L'ESAME ORALE DI DISEGNO DI MACCHINE Queste domande sono state tratte dai registri delle sessioni d'esame orale degli scorsi anni. L'esame orale, di regola, viene svolto ponendo tre domande:
ESAME DI STATO 2009/10 INDIRIZZO MECCANICA TEMA DI : MECCANICA APPLICATA E MACCHINE A FLUIDO
 ESAME DI STATO 2009/10 INDIRIZZO MECCANICA TEMA DI : MECCANICA APPLICATA E MACCHINE A FLUIDO Lo studio delle frizioni coniche si effettua distinguendo il caso in cui le manovre di innesto e disinnesto
ESAME DI STATO 2009/10 INDIRIZZO MECCANICA TEMA DI : MECCANICA APPLICATA E MACCHINE A FLUIDO Lo studio delle frizioni coniche si effettua distinguendo il caso in cui le manovre di innesto e disinnesto
M296 ESAME DI STATO DI ISTITUTO TECNICO INDUSTRIALE CORSO DI ORDINAMENTO
 M29 ESME DI STTO DI ISTITUTO TECNICO INDUSTRILE CORSO DI ORDINMENTO Indirizzo: MECCNIC Tema di: DISEGNO, PROGETTZIONE ED ORGNIZZZIONE INDUSTRILE Nel disegno allegato è rappresentato un albero che trasmette
M29 ESME DI STTO DI ISTITUTO TECNICO INDUSTRILE CORSO DI ORDINMENTO Indirizzo: MECCNIC Tema di: DISEGNO, PROGETTZIONE ED ORGNIZZZIONE INDUSTRILE Nel disegno allegato è rappresentato un albero che trasmette
 6 Generalità Quando un pezzo presenta fori o cavità, il disegno può risultare di difficile comprensione a causa della presenza di numerose linee tratteggiate. 7 Generalità Sezionando ( tagliando ) con
6 Generalità Quando un pezzo presenta fori o cavità, il disegno può risultare di difficile comprensione a causa della presenza di numerose linee tratteggiate. 7 Generalità Sezionando ( tagliando ) con
di sfere a contatto radiale 262
 Cuscinetti a due corone di sfere Cuscinetti a due corone di sfere a contatto radiale 262 Definizione ed attitudini 262 Serie 262 Tolleranze e giochi 262 Elementi di calcolo 263 Suffissi 263 Caratteristiche
Cuscinetti a due corone di sfere Cuscinetti a due corone di sfere a contatto radiale 262 Definizione ed attitudini 262 Serie 262 Tolleranze e giochi 262 Elementi di calcolo 263 Suffissi 263 Caratteristiche
MISURE DIMENSIONALI MISURE DIMENSIONALI: - Sistemi a contatto. - Sistemi senza contatto.
 MISURE DIMENSIONALI Modello: tubo cilindrico misurato con forcelle del calibro caratterizzate da superfici piane e parallele fra loro. MISURE DIMENSIONALI: D Diametro del tubo misurato con calibro. Ripetendo
MISURE DIMENSIONALI Modello: tubo cilindrico misurato con forcelle del calibro caratterizzate da superfici piane e parallele fra loro. MISURE DIMENSIONALI: D Diametro del tubo misurato con calibro. Ripetendo
RAPPORTO DI PROVA Venezia,. Foglio n. 1 di 7. Protocollo: Luogo e Data della prova: Richiedente: Materiale testato:
 Foglio n. 1 di 7 Protocollo: Luogo e Data della prova: Mestre, Richiedente: Materiale testato: Prova eseguita: Conducibilità termica Riferimento Normativo: UNI EN 12667 DESCRIZIONE DEL CAMPIONE SOTTOPOSTO
Foglio n. 1 di 7 Protocollo: Luogo e Data della prova: Mestre, Richiedente: Materiale testato: Prova eseguita: Conducibilità termica Riferimento Normativo: UNI EN 12667 DESCRIZIONE DEL CAMPIONE SOTTOPOSTO
ESERCITAZIONE Scrittura di un programma CNC per la fresatura di un componente dato
 ESERCITAZIONE Scrittura di un programma CNC per la fresatura di un componente dato Nella presente esercitazione si redige il programma CNC per la fresatura del pezzo illustrato nelle Figure 1 e 2. Figura
ESERCITAZIONE Scrittura di un programma CNC per la fresatura di un componente dato Nella presente esercitazione si redige il programma CNC per la fresatura del pezzo illustrato nelle Figure 1 e 2. Figura
ALESATRICE ORIZZONTALE Mod. 2B660
 ALESATRICE ORIZZONTALE Mod. 2B660 M.I.R.M.U. - Via Baldinucci, 40 20158 Milano - Tel 02.39320593 Fax 02.39322954 info @mirmu.it 1 La macchina utensile di tipo universale con un montante anteriore mobile
ALESATRICE ORIZZONTALE Mod. 2B660 M.I.R.M.U. - Via Baldinucci, 40 20158 Milano - Tel 02.39320593 Fax 02.39322954 info @mirmu.it 1 La macchina utensile di tipo universale con un montante anteriore mobile
MATERIALI DEGLI UTENSILI PER TORNIRE
 di Tecnologia Meccanica MATERIALI DEGLI UTENSILI PER TORNIRE A cura dei proff. Morotti Giovanni e Santoriello Sergio Materiali degli utensili per tornire Gli utensili da tornio vengono costruiti con i
di Tecnologia Meccanica MATERIALI DEGLI UTENSILI PER TORNIRE A cura dei proff. Morotti Giovanni e Santoriello Sergio Materiali degli utensili per tornire Gli utensili da tornio vengono costruiti con i
TECNICA DELLE COSTRUZIONI: PROGETTO DI STRUTTURE LE FONDAZIONI
 LE FONDAZIONI Generalità sulle fondazioni Fondazioni dirette Plinti isolati Trave rovescia Esecutivi di strutture di fondazione Generalità Le opere di fondazione hanno il compito di trasferire le sollecitazioni
LE FONDAZIONI Generalità sulle fondazioni Fondazioni dirette Plinti isolati Trave rovescia Esecutivi di strutture di fondazione Generalità Le opere di fondazione hanno il compito di trasferire le sollecitazioni
Disegno di Macchine. corso per I anno della laurea in ing. meccanica Docente: ing. Francesca Campana
 Disegno di Macchine corso per I anno della laurea in ing. meccanica Docente: ing. Francesca Campana Lezione n 4 Componentistica di base: alberi, trasmissione per cinghie e catene, giunti Alberi Appunti
Disegno di Macchine corso per I anno della laurea in ing. meccanica Docente: ing. Francesca Campana Lezione n 4 Componentistica di base: alberi, trasmissione per cinghie e catene, giunti Alberi Appunti
Università degli Studi della Calabria. Collegamenti smontabili non filettati
 Collegamenti smontabili non filettati Collegamenti albero-mozzo ELEMENTI ESIGENZE Anelli Scanalati Chiavette Linguette Spine elastici a Impedimento alla rotazione si si si si Impedimento alla traslazione
Collegamenti smontabili non filettati Collegamenti albero-mozzo ELEMENTI ESIGENZE Anelli Scanalati Chiavette Linguette Spine elastici a Impedimento alla rotazione si si si si Impedimento alla traslazione
QUOTATURA. Introduzione
 QUOTATURA 182 Introduzione Per quotatura si intende l insieme delle norme che permettono l indicazione esplicita delle dimensioni(lineari ed angolari) dell oggetto rappresentato. Poiché a ciascun disegno
QUOTATURA 182 Introduzione Per quotatura si intende l insieme delle norme che permettono l indicazione esplicita delle dimensioni(lineari ed angolari) dell oggetto rappresentato. Poiché a ciascun disegno
Disegno Tecnico Aerospaziale L (A-L) Disegno Tecnico Industriale L (A-L) Anno Accademico 2007/2008
 Disegno Tecnico Industriale L (A-L) Anno Accademico 2007/2008") Alma Mater Studiorum Università di Bologna Seconda Facoltà di Ingegneria con Sede a Cesena Disegno Tecnico Aerospaziale L (A-L) Disegno Tecnico Industriale L (A-L) Anno Accademico 2007/2008 Docente: Tutor:
Alma Mater Studiorum Università di Bologna Seconda Facoltà di Ingegneria con Sede a Cesena Disegno Tecnico Aerospaziale L (A-L) Disegno Tecnico Industriale L (A-L) Anno Accademico 2007/2008 Docente: Tutor:
GUIDE DI SCORRIMENTO SPECIALI
 GUIDE DI SCORRIMENTO SPECIALI ZORROTZ / 1 INDEX 01 02 03 04 06 05 07 08 09 10 Presentazione / p 04 Tipi di guide / p 06 02.1 guida piatta di spessore ridotto 02.2 guida piatta con fori di fissaggio 02.3
GUIDE DI SCORRIMENTO SPECIALI ZORROTZ / 1 INDEX 01 02 03 04 06 05 07 08 09 10 Presentazione / p 04 Tipi di guide / p 06 02.1 guida piatta di spessore ridotto 02.2 guida piatta con fori di fissaggio 02.3
Gradi imbattibili per produttività ultra
 Gradi imbattibili per produttività ultra Inserti tangenziali positivi per la fresatura di Acciai 3 1 4 08 13 16 2 Esclusivo inserto con 6 taglienti per Avanzamenti Super 2 3 5 6 1 4 Angoli di attacco positivi
Gradi imbattibili per produttività ultra Inserti tangenziali positivi per la fresatura di Acciai 3 1 4 08 13 16 2 Esclusivo inserto con 6 taglienti per Avanzamenti Super 2 3 5 6 1 4 Angoli di attacco positivi
Filettature. Prof. Caterina Rizzi Dipartimento di Ingegneria. FACOLTA DI INGEGNERIA Caterina Rizzi UNIVERSITA DEGLI STUDI DI BERGAMO
 Knowledge Aided Engineering Manufacturing and Related Technologies DISEGNO TECNICO INDUSTRIALE Filettature Prof. Caterina Rizzi Dipartimento di Ingegneria 1... in questa lezione Filettature Concetti generali
Knowledge Aided Engineering Manufacturing and Related Technologies DISEGNO TECNICO INDUSTRIALE Filettature Prof. Caterina Rizzi Dipartimento di Ingegneria 1... in questa lezione Filettature Concetti generali
TORNI PARALLELI PESANTI mod. 1A670, 1A670-12,5
 TORNI PARALLELI PESANTI mod. 1A670, 1A670-12,5 M.I.R.M.U. - Via Baldinucci, 40 20158 Milano - Tel 02.39320593 Fax 02.39322954 info @mirmu.it 1 Le macchine sono destinate ad eseguire le operazioni di sgrossatura
TORNI PARALLELI PESANTI mod. 1A670, 1A670-12,5 M.I.R.M.U. - Via Baldinucci, 40 20158 Milano - Tel 02.39320593 Fax 02.39322954 info @mirmu.it 1 Le macchine sono destinate ad eseguire le operazioni di sgrossatura
funzionale tecnologica di collaudo quote di grandezza quote di posizione in serie in parallelo combinata con quote sovrapposte in coordinate
 QUOTATURA PARTE 2 Prof. Caterina Rizzi CLASSIFICAZIONE punto di vista geometrico quote di grandezza quote di posizione quote di accoppiamento disposizione: sistemi di quotatura in serie in parallelo combinata
QUOTATURA PARTE 2 Prof. Caterina Rizzi CLASSIFICAZIONE punto di vista geometrico quote di grandezza quote di posizione quote di accoppiamento disposizione: sistemi di quotatura in serie in parallelo combinata
TORNI VERTICALI A DUE MONTANTI Mod. 1520, 1525, 1L532
 TORNI VERTICALI A DUE MONTANTI Mod. 15, 155, 1L5 M.I.R.M.U. Via Baldinucci, 4 158 Milano Tel.959 Fax.9954 info @mirmu.it 1 Le macchine sono destinate alle operazioni di sgrossatura e di finitura di pezzi
TORNI VERTICALI A DUE MONTANTI Mod. 15, 155, 1L5 M.I.R.M.U. Via Baldinucci, 4 158 Milano Tel.959 Fax.9954 info @mirmu.it 1 Le macchine sono destinate alle operazioni di sgrossatura e di finitura di pezzi
La propagazione delle onde luminose può essere studiata per mezzo delle equazioni di Maxwell. Tuttavia, nella maggior parte dei casi è possibile
 Elementi di ottica L ottica si occupa dello studio dei percorsi dei raggi luminosi e dei fenomeni legati alla propagazione della luce in generale. Lo studio dell ottica nella fisica moderna si basa sul
Elementi di ottica L ottica si occupa dello studio dei percorsi dei raggi luminosi e dei fenomeni legati alla propagazione della luce in generale. Lo studio dell ottica nella fisica moderna si basa sul
Corso di PRODUZIONE ASSISTITA DAL CALCOLATORE
 C.d.L. in Ingegneria Meccanica Corso di PRODUZIONE ASSISTITA DAL CALCOLATORE Modellazione e realizzazione di una girante per pompa centrifuga mediante software CAD/CAM Gruppo n 14 Antonio Tricarico Docente
C.d.L. in Ingegneria Meccanica Corso di PRODUZIONE ASSISTITA DAL CALCOLATORE Modellazione e realizzazione di una girante per pompa centrifuga mediante software CAD/CAM Gruppo n 14 Antonio Tricarico Docente
TECNOLOGIA MECCANICA LE MACCHINE UTENSILI A CNC I Centri di Lavoro
 LE MACCHINE UTENSILI A CNC I Centri di Lavoro Centro per l Automazione e la Meccanica Via Rainusso 138/N 41100 Modena INDICE 1 Fresatrici, Alesatrici e Centri di Lavoro pag. 2 1.1 Generalità 2 1.2 Struttura
LE MACCHINE UTENSILI A CNC I Centri di Lavoro Centro per l Automazione e la Meccanica Via Rainusso 138/N 41100 Modena INDICE 1 Fresatrici, Alesatrici e Centri di Lavoro pag. 2 1.1 Generalità 2 1.2 Struttura
TORNIO PARALLELO 4 MECCANICI SERALE TORNIO PARALLELO 4 MECCANICI SERALE PAGINA 1/1
 TORNIO PARALLELO 4 MECCANICI SERALE PAGINA 1/1 Basamento E costituito da una struttura portante in ghisa stabilizzata e munito di nervature, garantisce la massima robustezza e rigidità dell'insieme. Le
TORNIO PARALLELO 4 MECCANICI SERALE PAGINA 1/1 Basamento E costituito da una struttura portante in ghisa stabilizzata e munito di nervature, garantisce la massima robustezza e rigidità dell'insieme. Le
~ Copyright Ripetizionando - All rights reserved ~ http://ripetizionando.wordpress.com STUDIO DI FUNZIONE
 STUDIO DI FUNZIONE Passaggi fondamentali Per effettuare uno studio di funzione completo, che non lascia quindi margine a una quasi sicuramente errata inventiva, sono necessari i seguenti 7 passaggi: 1.
STUDIO DI FUNZIONE Passaggi fondamentali Per effettuare uno studio di funzione completo, che non lascia quindi margine a una quasi sicuramente errata inventiva, sono necessari i seguenti 7 passaggi: 1.
ALLEGATO II Dispositivi di attacco
 ALLEGATO II Dispositivi di attacco. : il testo compreso fra i precedenti simboli si riferisce all aggiornamento di Maggio 2011 Nel presente allegato sono riportate le possibili conformazioni dei dispositivi
ALLEGATO II Dispositivi di attacco. : il testo compreso fra i precedenti simboli si riferisce all aggiornamento di Maggio 2011 Nel presente allegato sono riportate le possibili conformazioni dei dispositivi
Progetto MICS Abilitazioni Macchine Giornata Nazionale di Formazione Formatori in collaborazione con ANIMA/UCoMESA-AISEM Milano 22 Marzo 2012
 Progetto MICS Abilitazioni Macchine Giornata Nazionale di Formazione Formatori in collaborazione con ANIMA/UCoMESA-AISEM Milano 22 Marzo 2012 Sede ANIMA via Scarsellini 13 - Milano Classificazione degli
Progetto MICS Abilitazioni Macchine Giornata Nazionale di Formazione Formatori in collaborazione con ANIMA/UCoMESA-AISEM Milano 22 Marzo 2012 Sede ANIMA via Scarsellini 13 - Milano Classificazione degli
IL CALIBRO A CORSOIO
 di Tecnologia Meccanica IL CALIBRO A CORSOIO A cura dei proff. Morotti Giovanni e Santoriello Sergio IL CALIBRO A CORSOIO Il calibro a corsoio è lo strumento di misura lineare più impiegato in officina.
di Tecnologia Meccanica IL CALIBRO A CORSOIO A cura dei proff. Morotti Giovanni e Santoriello Sergio IL CALIBRO A CORSOIO Il calibro a corsoio è lo strumento di misura lineare più impiegato in officina.
Eurocodici Strutturali
 Eurocodici Strutturali 5 Capitolo Strutture in acciaio Rappresentazione saldature Unificazione viti/bulloni Indicazioni pratiche collegamenti bullonati Rappresentazione bullonature Caratteristiche dimensionali
Eurocodici Strutturali 5 Capitolo Strutture in acciaio Rappresentazione saldature Unificazione viti/bulloni Indicazioni pratiche collegamenti bullonati Rappresentazione bullonature Caratteristiche dimensionali
Capitolo 4. Superfici, tribologia, caratteristiche dimensionali e controllo qualità. 2008 Pearson Paravia Bruno Mondadori S.p.A.
 Capitolo 4 Superfici, tribologia, caratteristiche dimensionali e controllo qualità 1 Proprietà superficiali dei metalli Figura 4.1 Schema di una sezione della superficie di un metallo. Lo spessore di ciascuno
Capitolo 4 Superfici, tribologia, caratteristiche dimensionali e controllo qualità 1 Proprietà superficiali dei metalli Figura 4.1 Schema di una sezione della superficie di un metallo. Lo spessore di ciascuno
CLASSIFICAZIONE DELLE LAVORAZIONI MECCANICHE
 CLASSIFICAZIONE DELLE LAVORAZIONI MECCANICHE Le lavorazioni meccaniche possono essere classificate secondo diversi criteri. Il criterio che si è dimostrato più utile, in quanto ha permesso di considerare
CLASSIFICAZIONE DELLE LAVORAZIONI MECCANICHE Le lavorazioni meccaniche possono essere classificate secondo diversi criteri. Il criterio che si è dimostrato più utile, in quanto ha permesso di considerare
Guida a croce LM Tipo CSR
 Guida a croce LM Tipo CSR Rotaia LM Tenuta frontale Frontale di ricircolo Sfere Lamierino di trattenuta delle sfere Nipplo ingrassatore Carrello LM Tenuta laterale Rotaia LM Figura 1: Struttura della guida
Guida a croce LM Tipo CSR Rotaia LM Tenuta frontale Frontale di ricircolo Sfere Lamierino di trattenuta delle sfere Nipplo ingrassatore Carrello LM Tenuta laterale Rotaia LM Figura 1: Struttura della guida
Lavorazioni al TORNIO PARALLELO
 Istituto Istituto Istruzione Superiore G. Boris Giuliano" Via Carducci, 13-94015 Piazza Armerina (En) Corso di Tecnologie Meccaniche e Applicazioni Anno scolastico 2015-2016 Lavorazioni al TORNIO PARALLELO
Istituto Istituto Istruzione Superiore G. Boris Giuliano" Via Carducci, 13-94015 Piazza Armerina (En) Corso di Tecnologie Meccaniche e Applicazioni Anno scolastico 2015-2016 Lavorazioni al TORNIO PARALLELO
TORNIO PARALLELO. Esercitazioni Pratiche di Tecnologia Meccanica. I. S. S. Serafino Riva Sarnico (BG)
") di Tecnologia Meccanica TORNIO PARALLELO A cura dei proff. Morotti Giovanni e Santoriello Sergio Tornio parallelo In questa trattazione ci occuperemo diffusamente del tornio parallelo, cioè del tipo di
di Tecnologia Meccanica TORNIO PARALLELO A cura dei proff. Morotti Giovanni e Santoriello Sergio Tornio parallelo In questa trattazione ci occuperemo diffusamente del tornio parallelo, cioè del tipo di
Il concetto di valore medio in generale
 Il concetto di valore medio in generale Nella statistica descrittiva si distinguono solitamente due tipi di medie: - le medie analitiche, che soddisfano ad una condizione di invarianza e si calcolano tenendo
Il concetto di valore medio in generale Nella statistica descrittiva si distinguono solitamente due tipi di medie: - le medie analitiche, che soddisfano ad una condizione di invarianza e si calcolano tenendo
MATRICE DELLE COMPETENZE DI SCIENZE E TECNOLIE APPLICATE INDIRIZZO DI MECCANICA, MECCATRONICA ED ENERGIA
 MATRICE DELLE COMPETENZE DI SCIENZE E TECNOLIE APPLICATE INDIRIZZO DI MECCANICA, MECCATRONICA ED ENERGIA Competenze in esito al quinquennio (dall Allegato C del Regolamento) 1. Individuare le proprietà
MATRICE DELLE COMPETENZE DI SCIENZE E TECNOLIE APPLICATE INDIRIZZO DI MECCANICA, MECCATRONICA ED ENERGIA Competenze in esito al quinquennio (dall Allegato C del Regolamento) 1. Individuare le proprietà
MATERIA: meccanica applicata. (ore annuali 168)
") CLASSE: MATERIA: meccanica applicata 2^F m (ore annuali 168) Sicurezza e salute sui luoghi di lavoro Regole di civile convivenza e rispetto. Obblighi e doveri in ambito lavorativo. Abilità Saper assumere
CLASSE: MATERIA: meccanica applicata 2^F m (ore annuali 168) Sicurezza e salute sui luoghi di lavoro Regole di civile convivenza e rispetto. Obblighi e doveri in ambito lavorativo. Abilità Saper assumere
MATERIA: LABORATORIO DI MECCANICA
 UF1 - PRODURRE ALLA FRESATRICE Norme del disegno tecnico. Tolleranze di lavorazione. Lettura degli strumenti di misura e di controllo Conoscenza degli utensili per fresare Calcolo dei parametri di taglio.
UF1 - PRODURRE ALLA FRESATRICE Norme del disegno tecnico. Tolleranze di lavorazione. Lettura degli strumenti di misura e di controllo Conoscenza degli utensili per fresare Calcolo dei parametri di taglio.
Istruzioni per il montaggio
 Istruzioni per il montaggio Indicazioni importanti sulle Istruzioni per il montaggio VOSS Per ottenere dai prodotti VOSS un rendimento ottimale e la massima sicurezza di funzionamento, è importante rispettare
Istruzioni per il montaggio Indicazioni importanti sulle Istruzioni per il montaggio VOSS Per ottenere dai prodotti VOSS un rendimento ottimale e la massima sicurezza di funzionamento, è importante rispettare
Strumenti di controllo degli organi meccanici
 Strumenti di controllo degli organi meccanici Il controllo dello spessore dei denti di un ingranaggio, può essere effettuato mediante il calibro a doppio nonio o mediante un micrometro a piattelli. Calibro
Strumenti di controllo degli organi meccanici Il controllo dello spessore dei denti di un ingranaggio, può essere effettuato mediante il calibro a doppio nonio o mediante un micrometro a piattelli. Calibro
REGOLAMENTO (UE) N. 1235/2011 DELLA COMMISSIONE
 N. 1235/2011 DELLA COMMISSIONE") 30.11.2011 Gazzetta ufficiale dell Unione europea L 317/17 REGOLAMENTO (UE) N. 1235/2011 DELLA COMMISSIONE del 29 novembre 2011 recante modifica del regolamento (CE) n. 1222/2009 del Parlamento europeo
30.11.2011 Gazzetta ufficiale dell Unione europea L 317/17 REGOLAMENTO (UE) N. 1235/2011 DELLA COMMISSIONE del 29 novembre 2011 recante modifica del regolamento (CE) n. 1222/2009 del Parlamento europeo
Università degli Studi di Pavia Insegnamento di Tecnologia Meccanica Anno accademico 2008-09
 Università degli Studi di Pavia Insegnamento di Tecnologia Meccanica Anno accademico 2008-09 MODIFICA REGOLE PROGETTO CAUSA NEVE Volevo scusarmi per la mia assenza ma la neve mi ha impedito di raggiungere
Università degli Studi di Pavia Insegnamento di Tecnologia Meccanica Anno accademico 2008-09 MODIFICA REGOLE PROGETTO CAUSA NEVE Volevo scusarmi per la mia assenza ma la neve mi ha impedito di raggiungere
ESTRATTO ATTUATORE CON VITE SENZA FINE PER TRAIETTORIE NON LINEARI E ALZACRISTALLI REALIZZATO CON IL MEDESIMO
 ESTRATTO ATTUATORE CON VITE SENZA FINE PER TRAIETTORIE NON LINEARI E ALZACRISTALLI REALIZZATO CON IL MEDESIMO vittorio.scialla@strumentiperleaziende.com Attuatore per traiettorie non lineari dotato di
ESTRATTO ATTUATORE CON VITE SENZA FINE PER TRAIETTORIE NON LINEARI E ALZACRISTALLI REALIZZATO CON IL MEDESIMO vittorio.scialla@strumentiperleaziende.com Attuatore per traiettorie non lineari dotato di
Rappresentazione delle saldature
 TIPI DI GIUNTI SALDATI (UNI 1307-2a parte) Si definisce giunto saldato la zona in cui avviene il collegamento dei pezzi mediante saldatura. Le superfici minori dei pezzi, vicine e interessate alla saldatura,
TIPI DI GIUNTI SALDATI (UNI 1307-2a parte) Si definisce giunto saldato la zona in cui avviene il collegamento dei pezzi mediante saldatura. Le superfici minori dei pezzi, vicine e interessate alla saldatura,
La Qualità il Controllo ed il Collaudo della macchina utensile. Dr. Giacomo Gelmi
 La Qualità il Controllo ed il Collaudo della macchina utensile Dr. Giacomo Gelmi Che cosa è una macchina utensile? E uno spazio fisico in cui si collocano, sostenuti da adeguate strutture ed in posizioni
La Qualità il Controllo ed il Collaudo della macchina utensile Dr. Giacomo Gelmi Che cosa è una macchina utensile? E uno spazio fisico in cui si collocano, sostenuti da adeguate strutture ed in posizioni
LEZIONI N 24 E 25 UNIONI SALDATE
 LEZIONI N 24 E 25 UNIONI SALDATE Le saldature si realizzano prevalentemente con il metodo dell arco elettrico, utilizzando elettrodi rivestiti, che forniscono il materiale di apporto. Il collegamento è
LEZIONI N 24 E 25 UNIONI SALDATE Le saldature si realizzano prevalentemente con il metodo dell arco elettrico, utilizzando elettrodi rivestiti, che forniscono il materiale di apporto. Il collegamento è
PROIEZIONI ORTOGONALI
 PROIEZIONI ORTOGONALI 104 Il metodo della doppia proiezione ortogonale Il metodo attualmente conosciuto come metodo delle proiezioni ortogonali (o proiezioni ortografiche) inizialmente nacque come metodo
PROIEZIONI ORTOGONALI 104 Il metodo della doppia proiezione ortogonale Il metodo attualmente conosciuto come metodo delle proiezioni ortogonali (o proiezioni ortografiche) inizialmente nacque come metodo
ACCOPPIAMENTI ALBERO - MOZZO
 1 CCOPPIMENTI LBERO - ccoppiare due o più elementi di un qualsiasi complessivo, significa predisporre dei collegamenti in modo da renderli, in qualche maniera, solidali. Ciò si realizza introducendo dei
1 CCOPPIMENTI LBERO - ccoppiare due o più elementi di un qualsiasi complessivo, significa predisporre dei collegamenti in modo da renderli, in qualche maniera, solidali. Ciò si realizza introducendo dei
I capicorda (terminali) per funi d acciaio forniscono una terminazione di testa alla fune stessa.
 per funi d acciaio forniscono una terminazione di testa alla fune stessa.") PRODOTTI INDUSTRIALI & NAVALI S.p.A. capicorda I capicorda (terminali) per funi d acciaio forniscono una terminazione di testa alla fune stessa. Si dividono in tre tipi: - A cuneo (autobloccanti) in cui
PRODOTTI INDUSTRIALI & NAVALI S.p.A. capicorda I capicorda (terminali) per funi d acciaio forniscono una terminazione di testa alla fune stessa. Si dividono in tre tipi: - A cuneo (autobloccanti) in cui
Presentazione COSTRUZIONI MECCANICHE SRL
 Presentazione COSTRUZIONI MECCANICHE SRL Via Caduti del Lavoro, 22 25040 CAZZAGO S. MARTINO (BS) Tel. 030/7750515 Fax 030/7759147 e-mail info@ambrosinicomec.it COSTRUZIONI Ambrosini Costruzioni Meccaniche
Presentazione COSTRUZIONI MECCANICHE SRL Via Caduti del Lavoro, 22 25040 CAZZAGO S. MARTINO (BS) Tel. 030/7750515 Fax 030/7759147 e-mail info@ambrosinicomec.it COSTRUZIONI Ambrosini Costruzioni Meccaniche
CHE COSA CAMBIA CON LA NUOVA NORMA EUROPEA PER PROFILI IN PVC UNI EN 12608
 COSTRUIRE SERRAMENTI IN PVC CHE COSA CAMBIA CON LA NUOVA NORMA EUROPEA PER PROFILI IN PVC UNI EN 12608 1 La norma europea rivolta alla definizione delle caratteristiche dei profili in PVC per finestre
COSTRUIRE SERRAMENTI IN PVC CHE COSA CAMBIA CON LA NUOVA NORMA EUROPEA PER PROFILI IN PVC UNI EN 12608 1 La norma europea rivolta alla definizione delle caratteristiche dei profili in PVC per finestre
Corso di Tecnologia Meccanica
 Corso di Tecnologia Meccanica Modulo 4.1 Lavorazioni per asportazione di truciolo LIUC - Ingegneria Gestionale 1 Il principio del taglio dei metalli LIUC - Ingegneria Gestionale 2 L asportazione di truciolo
Corso di Tecnologia Meccanica Modulo 4.1 Lavorazioni per asportazione di truciolo LIUC - Ingegneria Gestionale 1 Il principio del taglio dei metalli LIUC - Ingegneria Gestionale 2 L asportazione di truciolo
Cuscinetti radiali rigidi a sfere ad una corona Generation C. Informazione tecnica
 Cuscinetti radiali rigidi a sfere ad una corona Generation C Informazione tecnica Indice Caratteristiche 2 Vantaggi dei cuscinetti FAG radiali rigidi a sfere Generation C 2 Tenuta e lubrificazione 2 Temperatura
Cuscinetti radiali rigidi a sfere ad una corona Generation C Informazione tecnica Indice Caratteristiche 2 Vantaggi dei cuscinetti FAG radiali rigidi a sfere Generation C 2 Tenuta e lubrificazione 2 Temperatura
LAVORAZIONI INDUSTRIALI
 TORNITURA 1 LAVORAZIONI INDUSTRIALI Nelle lavorazioni industriali per asportazione di truciolo sono sempre presenti: Pezzo Grezzo Macchina Utensile Utensile Attrezzatura 2 1 TORNITURA 3 TORNITURA Obiettivo:
TORNITURA 1 LAVORAZIONI INDUSTRIALI Nelle lavorazioni industriali per asportazione di truciolo sono sempre presenti: Pezzo Grezzo Macchina Utensile Utensile Attrezzatura 2 1 TORNITURA 3 TORNITURA Obiettivo:
Teste regolabili per tornire
 DREX -TOOLS Teste regolabili per tornire ETA-MEC.SRL REPUBBLICA DI SAN MARINO www.eta-mec.sm - e-mail: info@eta-mec.sm Indice Pag. - Introduzione 1 - Teste GEN-DEX 2 - Teste GEN-DEX - dimensioni 3 - Teste
DREX -TOOLS Teste regolabili per tornire ETA-MEC.SRL REPUBBLICA DI SAN MARINO www.eta-mec.sm - e-mail: info@eta-mec.sm Indice Pag. - Introduzione 1 - Teste GEN-DEX 2 - Teste GEN-DEX - dimensioni 3 - Teste
LA REALIZZAZIONE DI UN PROGETTO
 LA REALIZZAZIONE DI UN PROGETTO Nuovo prodotto Progettazione Programmazione CICLO Operazione Descrizione nnonnononoonono noninininiluludodo Produzione ITI San Zeno (Vr) 1 CICLO 1 Il ciclo nel processo
LA REALIZZAZIONE DI UN PROGETTO Nuovo prodotto Progettazione Programmazione CICLO Operazione Descrizione nnonnononoonono noninininiluludodo Produzione ITI San Zeno (Vr) 1 CICLO 1 Il ciclo nel processo
SCHEMA 0 STORIA. Schema certificativo CP003 0.1 DOCUMENTI ESTERNI DI RIFERIMENTO
 SCHEMA per la certificazione del controllo della produzione in fabbrica ai fini della marcatura CE dei prodotti laminati a caldo di acciai per impieghi strutturali di cui alla norma UNI EN 10025-1, edizione
SCHEMA per la certificazione del controllo della produzione in fabbrica ai fini della marcatura CE dei prodotti laminati a caldo di acciai per impieghi strutturali di cui alla norma UNI EN 10025-1, edizione
IL PROBLEMA DEL PRODURRE
 IL PROBLEMA DEL PRODURRE IL CICLO TECNOLOGICO E I PROCESSI PRIMARI E SECONDARI Ing. Produzione Industriale - Tecnologia Meccanica Processi primari e secondari - 1 IL CICLO TECNOLOGICO Il ciclo tecnologico
IL PROBLEMA DEL PRODURRE IL CICLO TECNOLOGICO E I PROCESSI PRIMARI E SECONDARI Ing. Produzione Industriale - Tecnologia Meccanica Processi primari e secondari - 1 IL CICLO TECNOLOGICO Il ciclo tecnologico
Corso di Automazione industriale
 Corso di Automazione industriale Lezione 11 Macchine utensili e controllo numerico Programmazione CNC Università degli Studi di Bergamo, Automazione Industriale, A.A. 2015/2016, A. L. Cologni 1 Introduzione
Corso di Automazione industriale Lezione 11 Macchine utensili e controllo numerico Programmazione CNC Università degli Studi di Bergamo, Automazione Industriale, A.A. 2015/2016, A. L. Cologni 1 Introduzione
Corso di. Dott.ssa Donatella Cocca
 Corso di Statistica medica e applicata Dott.ssa Donatella Cocca 1 a Lezione Cos'è la statistica? Come in tutta la ricerca scientifica sperimentale, anche nelle scienze mediche e biologiche è indispensabile
Corso di Statistica medica e applicata Dott.ssa Donatella Cocca 1 a Lezione Cos'è la statistica? Come in tutta la ricerca scientifica sperimentale, anche nelle scienze mediche e biologiche è indispensabile
SLINGOFER S.R.L. Informativa Sulle Attrezzature Revisionate e Certificate INDICE STATO DI CONSERVAZIONE... ... ... SCOPO DEL SERVIZIO... ...
 Informativa Sulle Attrezzature Revisionate e Certificate INDICE ATTESTATI SULLO S STATO DI CONSERVAZIONE... 2 SCOPO DEL SERVIZIO......... 5 METODO DI LAVORO......... 6 1/9 ESEMPI DI RICONDIZIONAMENTO MACCHINE...
Informativa Sulle Attrezzature Revisionate e Certificate INDICE ATTESTATI SULLO S STATO DI CONSERVAZIONE... 2 SCOPO DEL SERVIZIO......... 5 METODO DI LAVORO......... 6 1/9 ESEMPI DI RICONDIZIONAMENTO MACCHINE...
LE FINESTRE E L ISOLAMENTO ACUSTICO
 LE FINESTRE E L ISOLAMENTO ACUSTICO Roberto Malatesta. William Marcone Ufficio Tecnico (giugno 2008) LA PROTEZIONE DAL RUMORE DEGLI EDIFICI, LA NORMATIVA NAZIONALE La maggior sensibilità delle persone
LE FINESTRE E L ISOLAMENTO ACUSTICO Roberto Malatesta. William Marcone Ufficio Tecnico (giugno 2008) LA PROTEZIONE DAL RUMORE DEGLI EDIFICI, LA NORMATIVA NAZIONALE La maggior sensibilità delle persone
Campo d'impiego Struttura Cambio utensile/pallet Caratteristiche tecniche
 Campo d'impiego Struttura Cambio utensile/pallet Caratteristiche tecniche Meccaniche Arrigo Pecchioli Via di Scandicci 221-50143 Firenze (Italy) - Tel. (+39) 055 70 07 1 - Fax (+39) 055 700 623 e-mail:
Campo d'impiego Struttura Cambio utensile/pallet Caratteristiche tecniche Meccaniche Arrigo Pecchioli Via di Scandicci 221-50143 Firenze (Italy) - Tel. (+39) 055 70 07 1 - Fax (+39) 055 700 623 e-mail:
Tolleranze dimensionali
 ITIS OMAR Dipartimento di Meccanica Tolleranze T1 Generalità Tolleranze dimensionali Si definisce tolleranza (t) il massimo scarto dimensionale ammissibile di un pezzo e il suo valore è stabilito dalla
ITIS OMAR Dipartimento di Meccanica Tolleranze T1 Generalità Tolleranze dimensionali Si definisce tolleranza (t) il massimo scarto dimensionale ammissibile di un pezzo e il suo valore è stabilito dalla
Fresatura a mano libera con la fresatrice verticale
 N 111 Fresatura a mano libera con la fresatrice verticale A Descrizione La fresatrice verticale può essere impiegata per una lavorazione delle superfici creativa e artistica. Per farlo, l'utensile si guida
N 111 Fresatura a mano libera con la fresatrice verticale A Descrizione La fresatrice verticale può essere impiegata per una lavorazione delle superfici creativa e artistica. Per farlo, l'utensile si guida
DIPARTIMENTO DISCIPLINE TECNOLOGICHE
 I.I.S REMO BRINDISI MANUTENZIONE ed ASSISTENZA TECNICA DIPARTIMENTO DISCIPLINE TECNOLOGICHE Tecnologie Meccaniche e Applicazioni Programmazione Secondo Biennio Conoscenze Tolleranze caratteristiche degli
I.I.S REMO BRINDISI MANUTENZIONE ed ASSISTENZA TECNICA DIPARTIMENTO DISCIPLINE TECNOLOGICHE Tecnologie Meccaniche e Applicazioni Programmazione Secondo Biennio Conoscenze Tolleranze caratteristiche degli
Università degli Studi della Calabria. Ruote dentate
 Trasmissione di moto rotatorio mediante ruote di frizione (ad assi paralleli od anche sghembi) Accoppiamento ruota/dentiera Coppia di ruote dentate fra loro ingrananti: la distanza fra i denti lungo la
Trasmissione di moto rotatorio mediante ruote di frizione (ad assi paralleli od anche sghembi) Accoppiamento ruota/dentiera Coppia di ruote dentate fra loro ingrananti: la distanza fra i denti lungo la
Cilindri Idraulici. Cilindri idraulici avvitabili a doppio effetto. 23.1 Possibilità di variazioni di ordine tecnico DE-STA-CO
 Cilindri Idraulici Cilindri idraulici avvitabili a doppio effetto Pressione di esercizio max. 350 bar I cilindri idraulici avvitabili sono fondamentali nell industria automobilistica e nelle attrezzature.
Cilindri Idraulici Cilindri idraulici avvitabili a doppio effetto Pressione di esercizio max. 350 bar I cilindri idraulici avvitabili sono fondamentali nell industria automobilistica e nelle attrezzature.
Progetto di un riduttore ad ingranaggi
 DISEGNO ASSISTITO DAL CALCOLATORE Laurea in Ingegneria Meccanica (N.O.) Progetto di un riduttore ad ingranaggi Specifiche tecniche del progetto - rapporto di trasmissione 0.3 < τ < 0.5 - interasse 150mm
DISEGNO ASSISTITO DAL CALCOLATORE Laurea in Ingegneria Meccanica (N.O.) Progetto di un riduttore ad ingranaggi Specifiche tecniche del progetto - rapporto di trasmissione 0.3 < τ < 0.5 - interasse 150mm
L ultima operazione è quella che ci permette di trasformare il nostro linguaggio di disegno in linguaggio macchina, cioè, grazie a dei programmi
 MODULO 9 Introduzione a un progetto: realizzazione dei disegni meccanici con l ausilio di programmi CAD-CAM. Concetti di base su programmazione su macchine utensili a CNC: tornio, fresatrici ed elettroerosione.
MODULO 9 Introduzione a un progetto: realizzazione dei disegni meccanici con l ausilio di programmi CAD-CAM. Concetti di base su programmazione su macchine utensili a CNC: tornio, fresatrici ed elettroerosione.
LA MISURAZIONE DEL CARATTERE
 TPO PROGETTAZIONE UD 03 GESTIONE DEL CARATTERE IL TIPOMETRO LA MISURAZIONE DEL CARATTERE A.F. 2011/2012 MASSIMO FRANCESCHINI - SILVIA CAVARZERE 1 IL TIPOMETRO: PARTI FONDAMENTALI Il tipometro è uno strumento
TPO PROGETTAZIONE UD 03 GESTIONE DEL CARATTERE IL TIPOMETRO LA MISURAZIONE DEL CARATTERE A.F. 2011/2012 MASSIMO FRANCESCHINI - SILVIA CAVARZERE 1 IL TIPOMETRO: PARTI FONDAMENTALI Il tipometro è uno strumento
13. Campi vettoriali
 13. Campi vettoriali 1 Il campo di velocità di un fluido Il concetto di campo in fisica non è limitato ai fenomeni elettrici. In generale il valore di una grandezza fisica assegnato per ogni punto dello
13. Campi vettoriali 1 Il campo di velocità di un fluido Il concetto di campo in fisica non è limitato ai fenomeni elettrici. In generale il valore di una grandezza fisica assegnato per ogni punto dello