Caratteristiche. Punte da Centro ad Inserti >>
|
|
|
- Virginia Casati
- 5 anni fa
- Visualizzazioni
Transcript


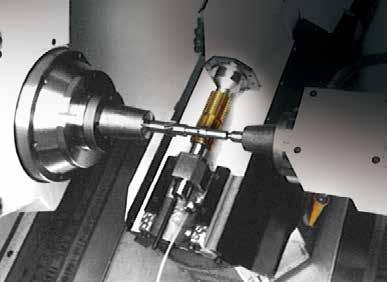
1 Punte da Centro ad Inserti >> è un marchio registrato Nine9, l ideatore della prima punta da centro ad inserto a fissaggio meccanico (brevettata). Offrendo per la prima volta un sistema con inserto intercambiabile in metallo duro. Nine9 aumenta le prestazioni di lavorazione. Caratteristiche Prima punta da centro con inserti intercambiabili Riduce i tempi di set up e centratura Aumenta la durata utensile e diminuisce i costi Elevate velocità, elevati avanzamenti La particolare geometria dell inserto e la rigida configurazione dell utensile permettono di raggiungere elevate velocità ed avanzamenti. Per esempio: centrature su acciaio legato Vc 6, rpm - f 6 mm/min Facile regolazione della lunghezza utensile La tolleranza del posizionamento assiale dell inserto è,5mm. Non è necessario impostare nuovamente la lunghezza quando si cambia tagliente o inserto. Eccellente ripetibilità L inserto è posizionato tra due spine fisse e fissato tramite una vite centrale. La tolleranza radiale del posizionamento è di,2mm, così da assicurare la conformità con ogni standard nazionale. E' possibile utilizzare la lubrificazione ad alta pressione, attraverso il foro centrale dell'utensile, direttamente sul tagliente. Aumento della durata utensile II foro centrale garantisce la possibilità di utilizzare la lubrificazione per aumentare la durata del tagliente. La geometria, il grado e il rivestimento dell inserto sono progettati specificamente per operazioni di centratura. Forme speciali disponibili a richiesta 37
 Tipo C Eccellente ripetibilità per tipo di inserto.")
2 * Articoli standard * DIN 332 Forma R Ø1.~Ø1 * DIN 332 Forma A+B Ø1.~Ø1 * DIN 332 Forma A Ø2.~Ø2.5 * ANSI 6 #2.~#1 PR (Simile DIN332 R) Tipo C Eccellente ripetibilità per tipo di inserto. Non occorre impostare nuovamente la lunghezza utensile dopo aver cambiato tagliente o inserto. Tipo F 38
3 Punte da Centro ad Inserti R DIN332 Forma R DIN d2 d1 12 Forma A+B d3 d2 d1 L1 L2 CT L1 L2 L3 CT DIN332 Forma R >> Codice Rivestimento Grado d1 d2 L1 L2 R CT ±.25 I9MT8T1R1-NC I9MT8T1R125-NC I9MT8T1R16-NC I9MT8T1R2-NC I9MT12T2R2-NC I9MT12T2R25-NC TiAlN K2F I9MT12T2R315-NC I9MT163R4-NC I9MT163R5-NC I9MT24R63-NC I9MT24R8-NC I9MT256R1-NC DIN332 Forma A+B >> Codice Rivestimento Grado d1 d2 d3 L1 L2 L3 CT ±.25 I9MT8T1B1-NC I9MT8T1B125-NC I9MT8T1B16-NC I9MT8T1B2-NC I9MT12T2B2-NC I9MT12T2B25-NC TiAlN K2F I9MT12T2B315-NC I9MT163B4-NC I9MT163B5-NC I9MT24B63-NC I9MT24B8-NC I9MT256B1-NC Nine9 Inserti & Portainserti



4 Novità DIN332 Forma A 12 d3 d2 d1 ANSI d2 d1 L1 L2 L3 CT L1 L2 CT DIN332 Forma A >> Codice Grado Rivestimento d1 d2 d3 L1 L2 L3 CT ±.25 I9MT8T1A2-NC K2F TiAlN 8 I9MT8T1A25-NC ANSI 6 >> Codice Grado Rivestimento Misura d1 d2 L1 L2 CT mm mm mm mm ±.25 I9MT12T2A2-NC233 #2 5/ / / I9MT12T2A3-NC233 #3 7/ / / I9MT12T2A4-NC233 #4 1/ / / I9MT163A5-NC233 #5 3/ / / K2F TiAlN I9MT24A6-NC233 #6 7/ / / I9MT24A7-NC233 #7 1/ / / I9MT24A8-NC233 #8 5/ / / I9MT256A1-NC233 #1 3/ / Utensile >> Realizzato in acciaio cementato Stelo rettificato con tolleranza h6 Utensili speciali disponibili a richiesta 12 ØD ød L2 L1 Novità Novità Codice Tipo ød L1 L2 ød Vite Chiave F BC1-8F F SB16-12F F SB16-16F F SB2-2F F SB25-25F Codice Tipo ød L1 L2 ød Vite Chiave /8F BC3/8"-8F 8 3/8" /8F SB5/8"-12F 12 5/8" /8F SB5/8"-16F 16 5/8" /4F SB3/4"-2F 2 3/4" F SB 1"-25F 25 1" NS Nm NS Nm NS Nm NS Nm NS Nm NS Nm NS Nm NS Nm NS Nm NS Nm NK-T7 NK-T9 NK-T15 NK-T2 NK-T2 NK-T7 NK-T9 NK-T15 NK-T2 NK-T2 Nine9 Inserti & Portainserti 4


5 PR N9MT11T3PR Frese per Raccordatura Raggiata 6 leri Presente & Futuro Inserti >> NC4 Centrature a 6 tipo DIN 332 forma R, raggi da 2. / 2.5 / L inserto in metallo duro prolunga la durata dell utensile. Semplice setting della lunghezza utensile, permette di risparmiare tempo sui cambi utensile. d2 d1 NC4: Grado universale per tutti gli acciai non trattati e ghisa. Il raggio elimina lo spigolo tra la punta e la svasatura. Ogni inserto ha 2 taglienti. L1 L2 Codice Rivestimento Grado N9MT11T3PR2-NC4 Dimensioni d1 d2 L1 L N9MT11T3PR25-NC4 TiN P N9MT11T3PR3-NC Utensile >> L utensile PR ha un basso valore di offset. Utilizzabile anche per centrature a 9 quando utilizzato con inserto N9MT11T3CT2T-H (pagina 17) Ø16 ød L Codice Ød L Vite Chiave PR 16 1 NS Nm NK-T15 Possibilità di centratura e tornitura su torni CNC max Lavorazione 1 Centratura di fori 2 Sfacciatura 3 Smussatura 4 Tornitura esterna PR Inserti >> Punte da centro raggiate Centratura Materiale lavorato Vc (m/min) f (mm/giro) Grado dell inserto 6 Acciaio al carbonio Leghe d acciaio Acciaio altamente legato NC4 Ghisa Nine9 Inserti & Portainserti

6 Prestazione Vantaggi facendo la scelta giusta >> Velocità di taglio e avanzamento elevati riducono i tempi di lavorazione. L esclusivo disegno dell inserto dell inserto aumenta la durata del tagliente e riduce i tempi di sostituzione. CT±.25 CT CT 2 Taglienti Disegno dei 2 taglienti Confronto >> Materiale lavorato: Acciaio al carbonio bassamente legato, 85 N/mm 2 Macchina: VMC BT4 con lubrificazione interna Diametro utensile: Ø3.15 mm Profondità di foratura: 7.2mm Confronto Punta da centro in HSS ( rivestimento TiN ) Punta da centro in metallo duro integrale Velocità di taglio m/min Velocità di rotazione giri/min Avanzamento f = mm/giro Avanzamento F = mm/min Lubrorefrigerante emulsione Esterna / Interno Esterna Esterna Tempo di foratura sec Numero di fori per tagliente Utensile Es: 2. fori, tempo totale di foratura Punta da centro in HSS Punta da centro in metallo duro integrale 33 Ore 36 Ore 694 Ore Hour 33 Ore Migliore Utensile Es: 2. fori, tempo totale di foratura Punta da centro in HSS Punta da centro in metallo duro integrale Finitura >> Inserto I9MT163B5 NC min. 12 min min. Materiale SCM44 Vc 6 m/min. S 38 giri/min f.1 mm/giro F 38 mm/min. Ap 13.5 mm 855 min. 29 min. Migliore Nine9 Inserti & Portainserti 42


7 Applicazione di >> Utensili & Inserto speciali Inserto speciale (NC574) >> Grodo:P4 / Rivestimento:Helica Utensili ed inserti sinistri (NC574.NC233) Stelo speciale quadro 25x25mm >> Articolo cod L2525M Per utilizzo su tornio * R2525M Inserto speciale. Centrinatura, smussatura frontale e tornitura esterna >> 43 Nine9 Inserti & Portainserti
8 Parametri di taglio Attenzione >> Per d1<4mm o dimensione #5, l'allineamento al centro deve essere inferiore a,5mm. Se l'allineamento al centro della torretta del tornio CNC è superiore a,15mm, usate la Bussola di Allineamento (vedere a pag. 68). In caso di basso numero di giri, dovuto a limitazioni della macchina o a configurazione del pezzo, è possibile lavorare con bassa velocità, ma si deve utilizzare l'avanzamento consigliato. ø1~ø3.15 (#2~#4) >> Materiale lavorato Acciaio al carbonio C<.3% Acciaio al carbonio C>.3% Acciaio bassamente legato C<.3% Acciaio altamente legato C>.3% Acciaio inox Ghisa Al, metalli non ferrosi f (mm/giro) 12 Ø1~1.25 Ø1.6~3.15 Ø2 (#2) Ø2.5 (#3) Ø3.15 (#4) (S=17825 rpm) (S=17825 rpm) (S=145 rpm) (S=12732 rpm).1-.2 (S=2546 rpm).3-.1 (S=15278 rpm) (S=38197 rpm) (S=1393 rpm) (S=1194 rpm) (S=195 rpm) (S=995 rpm) (S=1592 rpm).5-.2 (S=1194 rpm) (S=2985 rpm) (S=1114 rpm) (S=9549 rpm) (S=8753 rpm) (S=7957 rpm) (S=1592 rpm).1-.2 (S=9549 rpm) (S=23873 rpm) (S=8912 rpm) (S=7639 rpm) (S=72 rpm) (S=6366 rpm) (S=127 rpm) (S=7639 rpm) (S=1998 rpm) (S=773 rpm) (S=663 rpm) (S=5557 rpm) (S=552 rpm) (S=11 rpm) (S=663 rpm) (S=15157 rpm) Lubrorefrigerazione interna A secco ø4~ø1 (#5~#1) >> Materiale lavorato Acciaio al carbonio C<.3% Acciaio al carbonio C>.3% Acciaio bassamente legato C<.3% Acciaio altamente legato C>.3% Acciaio inox Ghisa Al, metalli non ferrosi f (mm/giro) Ø4 (#5) Ø5 (#6) Ø6.3 (#7) Ø8 (#8) Ø1 (#1) (S=557 rpm) (S=4774 rpm) (S=4376 rpm) (S=3978 rpm) (S=1194 rpm) (S=4774 rpm) (S=11936 rpm) (S=4456 rpm) (S=3819 rpm) (S=351 rpm) (S=3183 rpm) (S=955 rpm) (S=3819 rpm) (S=9549 rpm) (S=3536 rpm) (S=331 rpm) (S=2778 rpm) (S=2526 rpm) (S=758 rpm) (S=331 rpm) (S=7578 rpm) (S=2785 rpm) (S=2387 rpm) (S=2188 rpm) (S=1989 rpm) (S=597 rpm) (S=2387 rpm) (S=5968 rpm) (S=2228 rpm) (S=199 rpm) (S=175 rpm) (S=1591 rpm) (S=477 rpm) (S=199 rpm) (S=4774 rpm) Lubrorefrigerazione interna A secco Staffaggio dell'inserto Svitare l inserto Nine9 Inserti & Portainserti 44
9 Specifiche Tecniche Centrinature a 6 DIN 332 >> Forma R, A e B b DIN332 Forma R d1 d2 DIN332 Forma A d1 d2 9 DIN332 Forma B d1 d d3 t a t a t a STD DIN332 Forma R ISO DIN332 Forma A ISO DIN332 Forma B ISO d1 d2 t a d2 t a d2 b d3 t a Vantaggi centrinatura Forma A Centrinatura contropunta a 6 Centrinatura contropunta a 9 Centrinatura e centro pezzo non sono allineati Vantaggi centrinatura Forma B Evita segni o distorsioni durante il trasporto Sbavatura Superficie materiale lavorato non uniforme Soluzione totale 45 Nine9 Inserti & Portainserti












10 Applicazioni Consiglio >> Molte applicazioni di centrinatura e molti prodotti finiti - alberi di trasmissione, scatole cambio, cuscinetti, motori, particolari rettificati, mandrini, riduttori, ventole di raffreddamento, snodi universali Ulteriori forme per altre applicazioni sono disponibili su richiesta. Nine9 Inserti & Portainserti 46
11 Modulo Richiesta Ditta >> Sfida o Miglioramento >> Dimensione centrinatura >> Fornire disegno pezzo lavorato Selezionare uno dei seguenti tipi Tipo R Controllare le seguenti informazioni con il cliente. Macchina Tipo Macchina Velocità mandrino Max. giri/min Potenza motore mandrino KW HP NO Tipo A Lubrorefrigerazione Se sì, Esterna Interna bar(psi) Soluzione attuale Velocità di taglio HSS m/min. Metallo duro integrale SFM Tipo B Altro Avanzamento mm/giro pollici/giro Materiale lavorato Codice materiale Tipo centrinatura Altre richieste R A B C Altro come da disegno Rugosità superficie Tolleranza (vedere sotto) Tipo C Dimensioni stelo utensile speciale >> Stelo Speciale, inserire D1 e L4 Come da disegno allegato Metrico Pollici Destra Sinistra Altro Tabella dimensione A1 A2 A3 ød1 ød2 ød3 Dimensione Tolleranza Tabella dimensione L1 L2 L3 R ød1 L4 Dimensione Tolleranza h Nine9 Inserti & Portainserti


12 Bussola di Allineamento Principio >> Progettata per la regolazione dell altezza del centro delle punte da centro, NC Spot Drill, alesatori, maschi su torni CNC. II corpo principale è composto da 2 bussole: quella interna serve per fissare e bloccare l utensile. II suo centro è inclinato rispetto alla bussola esterna. Quando la bussola interna è spinta o tirata, l altezza del centro dell utensile viene regolata in positivo o negativo. Codice: 996-4H >> Articolo: SB32-ID16 Anello per protezione da polvere Canale per refrigerazione Utensile ø16 mm Regolazione ±.15 mm 9 95~11 ø4 h6 Applicazioni >> Da utilizzare su torni CNC quando è necessario regolare l altezza del centro degli utensili. Questa bussola può essere staffata su portautensili VDI 4, VDI 5 E2, e su altri tipi di porta utensili per tornitura interna. Regolazione altezza centro ±.15mm. Movimento assiale totale 6mm. Avvitare la vite da 4mm con chiave esagonale Due serie di viti per bloccare la bussola interna Regolare l'altezza del centro con la vite da 4mm Altri Utensili 68
Caratteristiche. Eccellente ripetibilità >> Applicazioni >>
 Smussi a 45 >> Frese Nine9 per smussatura e lamatura con inserti a fissaggio meccanico. è specificatamente progettato per lavorazioni ad elevate velocità di taglio; i taglienti multipli aumentano l avanzamento,
Smussi a 45 >> Frese Nine9 per smussatura e lamatura con inserti a fissaggio meccanico. è specificatamente progettato per lavorazioni ad elevate velocità di taglio; i taglienti multipli aumentano l avanzamento,
CaratteristicheRC. Raccordatura Raggiata >> Tipo RC
 accordatura aggiata >> Inserti per raccordature raggiate diverse possono essere montati sullo stesso utensile. Gli inserti in metallo duro garantiscono un elevata durata dell utensile. Garantisce un eccellente
accordatura aggiata >> Inserti per raccordature raggiate diverse possono essere montati sullo stesso utensile. Gli inserti in metallo duro garantiscono un elevata durata dell utensile. Garantisce un eccellente
NC Spot Drill. Nine9 Inserti & Portainserti. D min. D max. Pagina. Angolo Utensile Inserti V9MT V V9MT12T V V082-3/8
 Angolo Utensile Inserti D min. D max. Centratura Smussatura Scanalatura Incisione Foratura Pagina NC Spot Drill 1 9 60 99616-09V V9MT0802 2 13 Tmin=0.1 11 99616-13V V9MT12T3 Tmin=0.1 2 9 82 99619-V082-3/8
Angolo Utensile Inserti D min. D max. Centratura Smussatura Scanalatura Incisione Foratura Pagina NC Spot Drill 1 9 60 99616-09V V9MT0802 2 13 Tmin=0.1 11 99616-13V V9MT12T3 Tmin=0.1 2 9 82 99619-V082-3/8
DIMENSIONI PICCOLISSIME
 Super Drill Le più piccole punte ad inserti a partir 4 taglienti per inserto. Lo stesso inserto può essere usato sia centrale che periferico Ø10 ~ Ø30 DIMENSIONI PICCOLISSIME 3xD : Ø10 to Ø30 mm. 4xD :
Super Drill Le più piccole punte ad inserti a partir 4 taglienti per inserto. Lo stesso inserto può essere usato sia centrale che periferico Ø10 ~ Ø30 DIMENSIONI PICCOLISSIME 3xD : Ø10 to Ø30 mm. 4xD :
Una vera. tecnologica. Punte a fissaggio meccanico con inserto pilota in metallo duro. Da 5xD a 10xD, da 19mm a 40mm.
 Una vera sfida tecnologica Super Power Punte a fissaggio meccanico con inserto pilota in metallo duro. Da 5xD a 10xD, da 19mm a 40mm. Non c è dubbio che la foratura profonda con la punta con inserto a
Una vera sfida tecnologica Super Power Punte a fissaggio meccanico con inserto pilota in metallo duro. Da 5xD a 10xD, da 19mm a 40mm. Non c è dubbio che la foratura profonda con la punta con inserto a
Caratteristiche. Angolo di spoglia superpositivo. Totalmente rettificato. Elevate velocità, elavati avanzamenti. Economico
 Incisione Questo è un nuovo concetto rivoluzionario di utensili per incisione con inserto in metallo duro intercambiabili. Vi offre la possibilità di eseguire INCISIONI DI ATA QUAITA su ogni materiale.
Incisione Questo è un nuovo concetto rivoluzionario di utensili per incisione con inserto in metallo duro intercambiabili. Vi offre la possibilità di eseguire INCISIONI DI ATA QUAITA su ogni materiale.
VICTORY TOP DRILL M1 LE PUNTE MODULARI A MARCHIO WIDIA
 VICTORY TOP DRILL M1 LE PUNTE MODULARI A MARCHIO WIDIA Le punte VICTORY TOP DRILL M1, grazie alle prestazioni elevate, alla vasta gamma di applicazioni e alla geometria delle punte collaudata, sono la
VICTORY TOP DRILL M1 LE PUNTE MODULARI A MARCHIO WIDIA Le punte VICTORY TOP DRILL M1, grazie alle prestazioni elevate, alla vasta gamma di applicazioni e alla geometria delle punte collaudata, sono la
Le nuove frese a manicotto FP 140
 Jongen Italia s.r.l. Le nuove frese a manicotto FP 140 con sottoplacchetta L`utensile Le nuove frese a manicotto sono particolarmente adatte per la spianatura di quasi tutti materiali comuni, offrendo
Jongen Italia s.r.l. Le nuove frese a manicotto FP 140 con sottoplacchetta L`utensile Le nuove frese a manicotto sono particolarmente adatte per la spianatura di quasi tutti materiali comuni, offrendo
Il ciclo di lavorazione
 Il ciclo di lavorazione Analisi critica del disegno di progetto Riprogettazione del componente (ove necessario) Determinazione dei processi tecnologici e scelta delle macchine utensili Stesura del ciclo
Il ciclo di lavorazione Analisi critica del disegno di progetto Riprogettazione del componente (ove necessario) Determinazione dei processi tecnologici e scelta delle macchine utensili Stesura del ciclo
Il ciclo di lavorazione
 Il ciclo di lavorazione Analisi critica del disegno di progetto Riprogettazione del componente (ove necessario) Determinazione dei processi tecnologici e scelta delle macchine utensili Stesura del ciclo
Il ciclo di lavorazione Analisi critica del disegno di progetto Riprogettazione del componente (ove necessario) Determinazione dei processi tecnologici e scelta delle macchine utensili Stesura del ciclo
Riferimenti: Levi/Zompì Tecnologia meccanica cap. 6 Giusti/Santochi Tecnologia meccanica cap. 9
 LAVORAZIONI DI FORATURA - ALESATURA Riferimenti: Levi/Zompì Tecnologia meccanica cap. 6 Giusti/Santochi Tecnologia meccanica cap. 9 1 FORATURA 2 FORATURA a z D/2 Moto di taglio: moto rotatorio dell utensile
LAVORAZIONI DI FORATURA - ALESATURA Riferimenti: Levi/Zompì Tecnologia meccanica cap. 6 Giusti/Santochi Tecnologia meccanica cap. 9 1 FORATURA 2 FORATURA a z D/2 Moto di taglio: moto rotatorio dell utensile
Il ciclo di lavorazione
 Il ciclo di lavorazione Analisi critica del disegno di progetto Riprogettazione del componente (ove necessario) Determinazione dei processi tecnologici e scelta delle macchine utensili Stesura del ciclo
Il ciclo di lavorazione Analisi critica del disegno di progetto Riprogettazione del componente (ove necessario) Determinazione dei processi tecnologici e scelta delle macchine utensili Stesura del ciclo
DRA DRA. MagicDrill. Eccellente precisione del foro e design ottimizzato per ridurre gli sforzi di taglio. Punta a cuspide ad elevata efficienza
 Punta a cuspide ad elevata efficienza DRA MagicDrill DRA Eccellente precisione del foro e design ottimizzato per ridurre gli sforzi di taglio Elevata ridigità per mezzo della sezione centrale rinforzata.
Punta a cuspide ad elevata efficienza DRA MagicDrill DRA Eccellente precisione del foro e design ottimizzato per ridurre gli sforzi di taglio Elevata ridigità per mezzo della sezione centrale rinforzata.
DRA DRA. MagicDrill. Eccellente precisione del foro e design ottimizzato per ridurre gli sforzi di taglio. Punta a cuspide ad elevata efficienza
 Punta a cuspide ad elevata efficienza DRA MagicDrill DRA Eccellente precisione del foro e design ottimizzato per ridurre gli sforzi di taglio Elevata ridigità per mezzo della sezione centrale rinforzata.
Punta a cuspide ad elevata efficienza DRA MagicDrill DRA Eccellente precisione del foro e design ottimizzato per ridurre gli sforzi di taglio Elevata ridigità per mezzo della sezione centrale rinforzata.
Ranger. Sistema regolabile Ranger per scanalatura frontale. Caratteristiche: Vantaggi:
 istema regolabile per scanalatura frontale Caratteristiche: Consente la regolazione della lama di supporto per la lavorazione a tuffo iniziale con diametro compreso tra 57,0mm e 406,0mm. Larghezze degli
istema regolabile per scanalatura frontale Caratteristiche: Consente la regolazione della lama di supporto per la lavorazione a tuffo iniziale con diametro compreso tra 57,0mm e 406,0mm. Larghezze degli
SISTEMA IDENTIFICATIVO ISO PER INSERTI DI FRESATURA. Tabella N. 50. m (mm) d (mm) s (mm)
 d (mm) s (mm)") 1460 SISTEMA IDENTIFICATIVO PER INSERTI DI FRESATURA Tabella N. 50 Simbolo m () d () s () Inserto triangolare con sfaccettatura (tagliente secondario) Dimensione dettagliata dell inserto in Classe M Tolleranze
1460 SISTEMA IDENTIFICATIVO PER INSERTI DI FRESATURA Tabella N. 50 Simbolo m () d () s () Inserto triangolare con sfaccettatura (tagliente secondario) Dimensione dettagliata dell inserto in Classe M Tolleranze
Serie BSME Serie SEXC
 TOOLING NEWS I-124 P M K N S H Serie BSME Serie SEXC BSME SEXC Serie con tagliente in CBN brasato Diametro minimo del foro = 2,5mm Serie con inserti in CBN Diametro minimo del foro = 4,0mm Serie BSME/SEXC
TOOLING NEWS I-124 P M K N S H Serie BSME Serie SEXC BSME SEXC Serie con tagliente in CBN brasato Diametro minimo del foro = 2,5mm Serie con inserti in CBN Diametro minimo del foro = 4,0mm Serie BSME/SEXC
Jongen Italia s.r.l. Jongen UNI-MILL Punte in metallo duro VHB DR20. 5xD
 Jongen Italia s.r.l. Jongen UNI-MILL Punte in metallo duro VHB 55505 DR20 5xD 1 Gli utensili Il programma di punte in metallo duro della Jongen é stata concepita per la foratura universale su diversi tipi
Jongen Italia s.r.l. Jongen UNI-MILL Punte in metallo duro VHB 55505 DR20 5xD 1 Gli utensili Il programma di punte in metallo duro della Jongen é stata concepita per la foratura universale su diversi tipi
Jongen Italia s.r.l. La nuova fresa del tipo FP 49. permette un impegno assiale fino a 17 mm
 Jongen Italia s.r.l. La nuova fresa del tipo FP 49 permette un impegno assiale fino a 17 mm GLI UTENSILI F Nuova serie per spallamento retto che garantisce la massima produttività e precisione riducendo
Jongen Italia s.r.l. La nuova fresa del tipo FP 49 permette un impegno assiale fino a 17 mm GLI UTENSILI F Nuova serie per spallamento retto che garantisce la massima produttività e precisione riducendo
SUPPLEMENTO CATALOGO GENERALE Vol. 1
 SUPPLEMENTO CATALOGO GENERALE 2017-2018 Vol. 1 Frese per Centrini, Smussi e Incisioni Centrini Svasatura Foro Smussatura Spigolo Diametro Minimo Centrino Diametro Massimo Centrino Mono Tagliente This Tool!
SUPPLEMENTO CATALOGO GENERALE 2017-2018 Vol. 1 Frese per Centrini, Smussi e Incisioni Centrini Svasatura Foro Smussatura Spigolo Diametro Minimo Centrino Diametro Massimo Centrino Mono Tagliente This Tool!
Docente: Ing. P.Zanetti
 Torniturar Docente: Ing. P.Zanetti 1. Introduzione all operazione di tornitura Il moto di taglio (rotatorio) è affidato al pezzo Il moto di avanzamento è affidato all utensile Si ottengono solo pezzi caratterizzati
Torniturar Docente: Ing. P.Zanetti 1. Introduzione all operazione di tornitura Il moto di taglio (rotatorio) è affidato al pezzo Il moto di avanzamento è affidato all utensile Si ottengono solo pezzi caratterizzati
Lista materiale Rif. RDO n
 Lista materiale Rif. RDO n. 1358220 Punte elicoidali per foratura in HSS universali per forare acciaio fino a 1000N/mm²,DIN 340, taglio destro, autocentranti, con codolo cilindrico gambo dritto, classe
Lista materiale Rif. RDO n. 1358220 Punte elicoidali per foratura in HSS universali per forare acciaio fino a 1000N/mm²,DIN 340, taglio destro, autocentranti, con codolo cilindrico gambo dritto, classe
FRESATURA TANGENZIALE IN PCD E CBN
 FRESATURA TANGENZIALE IN PCD E HIGHLIGHTS HIGHLIGHTS è studiata per tutte le lavorazioni che vanno dalla cubatura alla superfinitura. CARATTERISTICHE: Adatta per lavorazioni ad alta velocità Basse forze
FRESATURA TANGENZIALE IN PCD E HIGHLIGHTS HIGHLIGHTS è studiata per tutte le lavorazioni che vanno dalla cubatura alla superfinitura. CARATTERISTICHE: Adatta per lavorazioni ad alta velocità Basse forze
Hartner. Sbavatori. Sbavature a macchina, interne ed esterne
 Hartner Sbavatori Sbavature a macchina, interne ed esterne Hartner Sbavatori Perché? - La foratura comporta la formazione di bave - Particelle di bava possono causare danni: - Resti di materiale nel circuito
Hartner Sbavatori Sbavature a macchina, interne ed esterne Hartner Sbavatori Perché? - La foratura comporta la formazione di bave - Particelle di bava possono causare danni: - Resti di materiale nel circuito
efi Hartner Multiplexlex è pensare in grande!
 efi Hartner Multiplexlex è pensare in grande! multiplexlex Hartner Foratura a spirale con placchetta intercambiabile Nuova placchetta intercambiabile MP 05 con geometria die taglienti ottimizzata Art.
efi Hartner Multiplexlex è pensare in grande! multiplexlex Hartner Foratura a spirale con placchetta intercambiabile Nuova placchetta intercambiabile MP 05 con geometria die taglienti ottimizzata Art.
TAPPO ESTERNO COD.: TR.. CARATTERISTICHE 1.01 COD. A T L SISTEMA TAPPO E STAPPO RAPIDO (BREVETTATO)
") TAPPO ESTERNO SISTEMA TAPPO E STAPPO RAPIDO (BREVETTATO) T +0,5 0 45 O-RING VITON ANELLO ELASTICO IN ACCIAIO ØA +0,1 0 ØA -0,1-0,2 L : TR.. A T L TR-6I 6,5 0,7 7,5 TR-8I 8,5 1 9 TR-10 10,5 1 12,5 TR-12
TAPPO ESTERNO SISTEMA TAPPO E STAPPO RAPIDO (BREVETTATO) T +0,5 0 45 O-RING VITON ANELLO ELASTICO IN ACCIAIO ØA +0,1 0 ØA -0,1-0,2 L : TR.. A T L TR-6I 6,5 0,7 7,5 TR-8I 8,5 1 9 TR-10 10,5 1 12,5 TR-12
Lavorazione di fresatura su alluminio
 Lavorazione di fresatura su alluminio Milling tools made by Jongen UTENSILI PER LA LAVORAZIONE DELL'ALLUMINIO Questi utensili di alta qualitá sono progettati per la lavorazione in spianatura e spallamento
Lavorazione di fresatura su alluminio Milling tools made by Jongen UTENSILI PER LA LAVORAZIONE DELL'ALLUMINIO Questi utensili di alta qualitá sono progettati per la lavorazione in spianatura e spallamento
MFK MFK. Inserto bilaterale con geometria di taglio positiva per ridurre le vibrazioni. Fresa multitagliente per ghisa
 Fresa multitagliente per ghisa Inserto bilaterale con geometria di taglio positiva per ridurre le vibrazioni Inserto bilaterale a 1 taglienti. agliente robusto con basse forze di taglio. Nuovo grado in
Fresa multitagliente per ghisa Inserto bilaterale con geometria di taglio positiva per ridurre le vibrazioni Inserto bilaterale a 1 taglienti. agliente robusto con basse forze di taglio. Nuovo grado in
Frese a candela in metallo duro VariMill II
 b Frese a candela in metallo duro VariMill II Le frese a candela ad alte prestazioni di prossima generazione VariMill II hanno sensibilmente incrementato il volume di trucioli asportati senza ridurre la
b Frese a candela in metallo duro VariMill II Le frese a candela ad alte prestazioni di prossima generazione VariMill II hanno sensibilmente incrementato il volume di trucioli asportati senza ridurre la
Trapani
 DRILL 20-25-35 Capacità foratura Dist. Colonna mandrino Cono mandrino Numero giri/velocità Diametro colonna Corsa canotto Dist. Mandrino-base Dimensione tavola Altezza della macchina Motore DRILL 20 20
DRILL 20-25-35 Capacità foratura Dist. Colonna mandrino Cono mandrino Numero giri/velocità Diametro colonna Corsa canotto Dist. Mandrino-base Dimensione tavola Altezza della macchina Motore DRILL 20 20
MultiDrill Super serie XHGS
 TOOLING NEWS I-138 Punte in metallo duro integrale ad alta efficienza per l esecuzione di fori profondi serie XHGS Maggiore efficienza nell esecuzione di fori profondi: 12D, 15D, 20D, 25D, 30D Bassa resistenza
TOOLING NEWS I-138 Punte in metallo duro integrale ad alta efficienza per l esecuzione di fori profondi serie XHGS Maggiore efficienza nell esecuzione di fori profondi: 12D, 15D, 20D, 25D, 30D Bassa resistenza
RAFFREDDATORI A FONTANA
 RAFFREDDATORI A FONTANA SISTEMA TAPPO E STAPPO RAPIDO (BREVETTATO) COD: RF-.. L2+5mm T 45 +0,5 0 S L Ø A Ø B+1 3 L2 Ø B L1 C +0,1 0 Ø A -0,1-0,2 TUBETTO IN ACCIAIO INOX O-RING IN FKM COD. A T B S C L1
RAFFREDDATORI A FONTANA SISTEMA TAPPO E STAPPO RAPIDO (BREVETTATO) COD: RF-.. L2+5mm T 45 +0,5 0 S L Ø A Ø B+1 3 L2 Ø B L1 C +0,1 0 Ø A -0,1-0,2 TUBETTO IN ACCIAIO INOX O-RING IN FKM COD. A T B S C L1
Tecnologia Meccanica. Esercizi Asportazione di Truciolo 1
 Esercizi Asportazione di Truciolo 1 Esercizi sull asportazione di truciolo Dettaglio 1) Esercizio 1 2) Esercizio 2 3) Esercizio 3 : A) : I) II) 4) Esercizio 4 5) Esercizio 5 6) Esercizio 6 B) : 1) 2) 3)
Esercizi Asportazione di Truciolo 1 Esercizi sull asportazione di truciolo Dettaglio 1) Esercizio 1 2) Esercizio 2 3) Esercizio 3 : A) : I) II) 4) Esercizio 4 5) Esercizio 5 6) Esercizio 6 B) : 1) 2) 3)
Foratura e lavorazioni complementari. LIUC - Ingegneria Gestionale 1
 Foratura e lavorazioni complementari LIUC - Ingegneria Gestionale 1 Foratura È la più comune delle operazioni effettuate mediante il trapano e serve per ottenere fori di precisione grossolana LIUC - Ingegneria
Foratura e lavorazioni complementari LIUC - Ingegneria Gestionale 1 Foratura È la più comune delle operazioni effettuate mediante il trapano e serve per ottenere fori di precisione grossolana LIUC - Ingegneria
Rullatura a freddo di trasmissioni cardaniche
 Rullatura a freddo di trasmissioni cardaniche 1. Rullatura a freddo di trasmissioni cardaniche... 1 1.1 Dentature... 1 1.2 Materiali... 1 1.3 Precisione di dentatura... 2 1.4 Modulo... 2 1.5 Esempio velocità
Rullatura a freddo di trasmissioni cardaniche 1. Rullatura a freddo di trasmissioni cardaniche... 1 1.1 Dentature... 1 1.2 Materiali... 1 1.3 Precisione di dentatura... 2 1.4 Modulo... 2 1.5 Esempio velocità
Catalogo Generale Utensili in PCD / CBN per Tornitura Fresatura Alesatura - Foratura
 Rev. #1308 Catalogo Generale 2014 Utensili in PCD / CBN per Tornitura Fresatura Alesatura - Foratura Via A. Gramsci 4-26816 - Ossago Lodigiano (LO) - Italy Tel./Fax. +39 0371 289996 Web: www.vbsut.com
Rev. #1308 Catalogo Generale 2014 Utensili in PCD / CBN per Tornitura Fresatura Alesatura - Foratura Via A. Gramsci 4-26816 - Ossago Lodigiano (LO) - Italy Tel./Fax. +39 0371 289996 Web: www.vbsut.com
RF 100 Ti Aircraft. Fresatura di leghe di titanio ad alta resistenza, acciai inossidabili e materiali speciali
 Fresatura di leghe di titanio ad alta resistenza, acciai inossidabili e materiali speciali Cave e sgrossatura anche a grandi profondità Operazioni molto fluide e finitura superficiale ottimale RF 100 Ti
Fresatura di leghe di titanio ad alta resistenza, acciai inossidabili e materiali speciali Cave e sgrossatura anche a grandi profondità Operazioni molto fluide e finitura superficiale ottimale RF 100 Ti
INDICE. pag pag. 8. pag pag. 3
 INDICE pag. 4-7 Le frese a tazza Super TCT con denti in carburo di tungsteno rappresentano la migliore soluzione per praticare fori su lastre in acciaio, acciaio inossidabile, leghe metalliche, plastiche,
INDICE pag. 4-7 Le frese a tazza Super TCT con denti in carburo di tungsteno rappresentano la migliore soluzione per praticare fori su lastre in acciaio, acciaio inossidabile, leghe metalliche, plastiche,
Nuovi prodotti
 Nuovi prodotti 2017.1 INDICE PUNTE IN METALLO DURO 4 5 5 Force X Nuova gaa di utensili versatili R6011 Punte da centro in metallo duro R7131 Punte in metallo duro per prefori di maschiatura PUNTE INTERCAMBIABILI
Nuovi prodotti 2017.1 INDICE PUNTE IN METALLO DURO 4 5 5 Force X Nuova gaa di utensili versatili R6011 Punte da centro in metallo duro R7131 Punte in metallo duro per prefori di maschiatura PUNTE INTERCAMBIABILI
ASC 320 TM Punte Integrali in metallo duro
 ASC 320 TM Punte Integrali in metallo duro La linea di punte ASC 320 TM è stata progettata per garantire le migliori prestazioni di foratura e vita utensile su Acciaio Inossidabile, Inconel, Hastelloy
ASC 320 TM Punte Integrali in metallo duro La linea di punte ASC 320 TM è stata progettata per garantire le migliori prestazioni di foratura e vita utensile su Acciaio Inossidabile, Inconel, Hastelloy
Precision Cutting Tools FRESE IN METALLO DURO + NUOVO PROGRAMMA COMPLETO 2017
 IT Precision Cutting Tools FRESE IN METALLO DURO + NUOVO PROGRAMMA COMPLETO 2017 Codice ISO ISO P M K N S H acciaio, acciaio altamente legato acciaio inossidabile ghisa grigia, ghisa sferoidale e malleabile
IT Precision Cutting Tools FRESE IN METALLO DURO + NUOVO PROGRAMMA COMPLETO 2017 Codice ISO ISO P M K N S H acciaio, acciaio altamente legato acciaio inossidabile ghisa grigia, ghisa sferoidale e malleabile
L innovativo sistema di bloccaggio degli inserti garantisce stabilità e affidabilità nella foratura di diametri piccoli.
 Punta ad inserto intercambiabile in carburo Aggiornamento 2014.01B167I L innovativo sistema di bloccaggio degli inserti garantisce stabilità e affidabilità nella foratura di diametri piccoli. y Disponibile
Punta ad inserto intercambiabile in carburo Aggiornamento 2014.01B167I L innovativo sistema di bloccaggio degli inserti garantisce stabilità e affidabilità nella foratura di diametri piccoli. y Disponibile
Hartner. FU500 DZ per utilizzo universale. Caratteristica/Codice Profondità di foratura Lunghezza dell'elica.
 Novità FU500 DZ per utilizzo universale Caratteristica/Codice 84802 84804 Profondità di foratura Lunghezza dell'elica Materiale/Rivestimento 5xD DIN338 HSS-E TIN nessuno Affilatura/Assottigliamento Profilo
Novità FU500 DZ per utilizzo universale Caratteristica/Codice 84802 84804 Profondità di foratura Lunghezza dell'elica Materiale/Rivestimento 5xD DIN338 HSS-E TIN nessuno Affilatura/Assottigliamento Profilo
ConeFit TM Per la massima flessibilità.
 Competenza di prodotto _COMPETENZA NELL ASPORTAZIONE DEL TRUCIOLO Fresatura ConeFit TM Per la massima flessibilità. WALTER PROTOTYP ConeFit Sistema di fresatura modulare IL SISTEMA DI UTENSILI Sistema
Competenza di prodotto _COMPETENZA NELL ASPORTAZIONE DEL TRUCIOLO Fresatura ConeFit TM Per la massima flessibilità. WALTER PROTOTYP ConeFit Sistema di fresatura modulare IL SISTEMA DI UTENSILI Sistema
YGI-0319 DREAM DRILLS FLAT BOTTOM
 YGI-0319 DREAM DRILLS FLAT BOTTOM Flat Bottom senza fori di refrigerazione (2XD) SERIE CORTA FOTO DESCRIZIONE MIN DIM. MAX PAG. Flat Bottom 2xD senza fori di refrigerazione CORTA D3.0 D20.0 4 Parametri
YGI-0319 DREAM DRILLS FLAT BOTTOM Flat Bottom senza fori di refrigerazione (2XD) SERIE CORTA FOTO DESCRIZIONE MIN DIM. MAX PAG. Flat Bottom 2xD senza fori di refrigerazione CORTA D3.0 D20.0 4 Parametri
[ significa: Design to Cost. EMCOTURN E25. Tornio CNC per lavorazioni da barra fino a Ø 25 mm e da autocentrante
 [ E[M]CONOMY] significa: Design to Cost. EMCOTURN E25 Tornio CNC per lavorazioni da barra fino a Ø 25 mm e da autocentrante EMCOTURN E25 [ Campo di lavoro] - Caduta libera di trucioli - Migliore ergonomia
[ E[M]CONOMY] significa: Design to Cost. EMCOTURN E25 Tornio CNC per lavorazioni da barra fino a Ø 25 mm e da autocentrante EMCOTURN E25 [ Campo di lavoro] - Caduta libera di trucioli - Migliore ergonomia
ˮSumiDrill Tipo WDX. Punte ad inserti a fissaggio meccanico
 TOOING NEWS I97 P M K N S H Punte ad inserti a fissaggio meccanico ˮSumiDrill Tipo WDX Estensione prograa: Rivestimento DC per leghe di alluminio 5DEstensione fino al Ø 55 Diametro punte fino a 68 Tipo
TOOING NEWS I97 P M K N S H Punte ad inserti a fissaggio meccanico ˮSumiDrill Tipo WDX Estensione prograa: Rivestimento DC per leghe di alluminio 5DEstensione fino al Ø 55 Diametro punte fino a 68 Tipo
Asportazione di truciolo. LIUC - Ingegneria Gestionale 1
 Asportazione di truciolo LIUC - Ingegneria Gestionale 1 L asportazione di truciolo Per asportazione di truciolo (taglio e rimozione del materiale) si lavorano a freddo grezzi di fonderia e semilavorati
Asportazione di truciolo LIUC - Ingegneria Gestionale 1 L asportazione di truciolo Per asportazione di truciolo (taglio e rimozione del materiale) si lavorano a freddo grezzi di fonderia e semilavorati
A very warm welcome (Arial, 24-point bold font) Discover what's under the surface (Arial, 20-point bold font in italics)
 Discover what's under the surface (Arial, 20-point bold font in italics)") A very warm welcome (Arial, 24-point bold font) Discover what's under the surface (Arial, 20-point bold font in italics) HORN Technology Days 2015 Lavorazioni su torni a fantina mobile Produzione di particolari
A very warm welcome (Arial, 24-point bold font) Discover what's under the surface (Arial, 20-point bold font in italics) HORN Technology Days 2015 Lavorazioni su torni a fantina mobile Produzione di particolari
Esclusivo design per lamatura
 Punte Violet per lamatura ad alta precisione 214.1 B159I Nuove dimensioni incluse Esclusivo design per lamatura y Innovativa geometria del tagliente per lamatura a prestazioni elevate. y Eccellente rottura
Punte Violet per lamatura ad alta precisione 214.1 B159I Nuove dimensioni incluse Esclusivo design per lamatura y Innovativa geometria del tagliente per lamatura a prestazioni elevate. y Eccellente rottura
le lavorazioni a freddo asportazione di
 le lavorazioni a freddo asportazione di le lavorazioni ad asportazione di truciolo la struttura truciolo delle macchine utensili lo studio del processo di asportazione di truciolo riveste un importanza
le lavorazioni a freddo asportazione di le lavorazioni ad asportazione di truciolo la struttura truciolo delle macchine utensili lo studio del processo di asportazione di truciolo riveste un importanza
Type B31. eff. 6 taglienti. ap max. 12,0mm. Fresatura spallamento retto. Jongen Italia s.r.l
 Fresatura spallamento retto Type B31 ap max. 12,0mm eff. 6 taglienti Jongen Italia s.r.l Via della Rena 26 - I-39100 Bolzano Tel: 0471 177 51 84 Fax: +49 2154 9285 9 2200 Fax No Verde internazionale: 00
Fresatura spallamento retto Type B31 ap max. 12,0mm eff. 6 taglienti Jongen Italia s.r.l Via della Rena 26 - I-39100 Bolzano Tel: 0471 177 51 84 Fax: +49 2154 9285 9 2200 Fax No Verde internazionale: 00
Super. Line SUPER PREZZI SUPER QUALITÀ SUPER DISPONIBILITÀ
 Super Line SUPER PREZZI SUPER QUALITÀ SUPER DISPONIBILITÀ Edizione 2018 Utensili hightech a PREZZI SUPER ottimo rapporto prezzo-rendimento eccellente qualità disponibilità in tempi brevi service che soddisfa
Super Line SUPER PREZZI SUPER QUALITÀ SUPER DISPONIBILITÀ Edizione 2018 Utensili hightech a PREZZI SUPER ottimo rapporto prezzo-rendimento eccellente qualità disponibilità in tempi brevi service che soddisfa
LUREN Precision Co.LTD.
 Precision Co.LTD. Sede principale: Li Hsing Factory Location: Hsin Chu Science Park - Taiwan www.luren.com.tw Sede principale: Via Marconi, 8 Viganò Brianza (LC)- Italy www.fubri.it per l Europa Rettifiche
Precision Co.LTD. Sede principale: Li Hsing Factory Location: Hsin Chu Science Park - Taiwan www.luren.com.tw Sede principale: Via Marconi, 8 Viganò Brianza (LC)- Italy www.fubri.it per l Europa Rettifiche
TAPPO ESTERNO COD.: TR-..F CARATTERISTICHE 1.03 COD. A T L SISTEMA TAPPO E STAPPO RAPIDO (BREVETTATO)
") TAPPO ESTERNO SISTEMA TAPPO E STAPPO RAPIDO (BREVETTATO) T +0,5 0 45 O-RING VITON ANELLO ELASTICO IN ACCIAIO ØA +0,1 0 ØA -0,1-0,2 : TR-..F L A T L TR-5FINOX 5 0,7 7 TR-6FI 6 0,7 7,5 TR-8FI 8 1 9 TR-10F
TAPPO ESTERNO SISTEMA TAPPO E STAPPO RAPIDO (BREVETTATO) T +0,5 0 45 O-RING VITON ANELLO ELASTICO IN ACCIAIO ØA +0,1 0 ØA -0,1-0,2 : TR-..F L A T L TR-5FINOX 5 0,7 7 TR-6FI 6 0,7 7,5 TR-8FI 8 1 9 TR-10F
2D, 3D, 4D, 5D. Punte con inserti a fissaggio meccanico. Nuova linea di foratura
 2D, 3D, 4D, 5D Punte con inserti a fissaggio meccanico Si cambia Nuova linea di foratura Programma punte a inserti Profondità di foratura Foto Refrigerante Pagina 3 4 7 8 Punta 802D 803D 804D 805D Tolleranza
2D, 3D, 4D, 5D Punte con inserti a fissaggio meccanico Si cambia Nuova linea di foratura Programma punte a inserti Profondità di foratura Foto Refrigerante Pagina 3 4 7 8 Punta 802D 803D 804D 805D Tolleranza
OMI FAST Fori Alesati e Lappati dal Pieno
 OMI FAST 2008 Fori Alesati e Lappati dal Pieno Indice Punte alesatrici corte OVDS pag. 4-5 Punte alesatrici lunghe OVDL pag. 6-7 Alesatori corti OVRS pag. 8 Alesatori lunghi OVRL pag. 9 Svasatori per punte
OMI FAST 2008 Fori Alesati e Lappati dal Pieno Indice Punte alesatrici corte OVDS pag. 4-5 Punte alesatrici lunghe OVDL pag. 6-7 Alesatori corti OVRS pag. 8 Alesatori lunghi OVRL pag. 9 Svasatori per punte
RAFFREDDATORI A LAMA COD.: RL-..F CARATTERISTICHE 1.14 COD. A B T S L1 L SISTEMA TAPPO E STAPPO RAPIDO (BREVETTATO)
") RAFFREDDATORI A LAMA SISTEMA TAPPO E STAPPO RAPIDO (BREVETTATO) : RL-..F T +0,5 0 45 L L1 B -0,1-0,2 Ø A +0,1 0 S Ø A -0,1-0,2 LAMA IN ACCIAIO INOX O-RING IN VITON A B T S L1 L RL-6F 6 6 0,7 1 7,5 100
RAFFREDDATORI A LAMA SISTEMA TAPPO E STAPPO RAPIDO (BREVETTATO) : RL-..F T +0,5 0 45 L L1 B -0,1-0,2 Ø A +0,1 0 S Ø A -0,1-0,2 LAMA IN ACCIAIO INOX O-RING IN VITON A B T S L1 L RL-6F 6 6 0,7 1 7,5 100
Jongen Italia s.r.l. Fresare con la tipologia INSERTO
 Jongen Italia s.r.l. Fresare con la tipologia INSERTO 75 GLI UTENSILI > nuova serie per spallamento retto che garantisce la massima produttività e precisione riducendo il carico sulla fresatrice CARATTERISTICHE
Jongen Italia s.r.l. Fresare con la tipologia INSERTO 75 GLI UTENSILI > nuova serie per spallamento retto che garantisce la massima produttività e precisione riducendo il carico sulla fresatrice CARATTERISTICHE
LE LAVORAZIONI INDUSTRIALI
 LE LAVORAZIONI INDUSTRIALI Tornitura Foratura Fresatura Rettifica Altre lavorazioni 1 LAVORAZIONI INDUSTRIALI Nelle lavorazioni industriali per asportazione di truciolo sono sempre presenti: Pezzo Grezzo
LE LAVORAZIONI INDUSTRIALI Tornitura Foratura Fresatura Rettifica Altre lavorazioni 1 LAVORAZIONI INDUSTRIALI Nelle lavorazioni industriali per asportazione di truciolo sono sempre presenti: Pezzo Grezzo
Inserti economici a 4 taglienti ed eccellente evacuazione truciolo
 Punta a inserti ad alta efficienza DRV MagicDrill DRV Inserti economici a 4 taglienti ed eccellente evacuazione truciolo Gamma di foratura da a 6 volte il diametro 4 tipi di rompitruciolo per diverse applicazioni
Punta a inserti ad alta efficienza DRV MagicDrill DRV Inserti economici a 4 taglienti ed eccellente evacuazione truciolo Gamma di foratura da a 6 volte il diametro 4 tipi di rompitruciolo per diverse applicazioni
MULTICUT 4 P92 P92 P Flex Fix
 Update 2018 Update 2018 MULTICUT 4 P92 P92 P Flex Fix 025 049 021 125 GAMMA E CARATTERISTICHE DEGLI INSERTI Sistema P92 - Inserti Sistema MULTICUT 4 5 6 Sistema MULTICUT 4 - Utensili M92 Q FXCB R /L
Update 2018 Update 2018 MULTICUT 4 P92 P92 P Flex Fix 025 049 021 125 GAMMA E CARATTERISTICHE DEGLI INSERTI Sistema P92 - Inserti Sistema MULTICUT 4 5 6 Sistema MULTICUT 4 - Utensili M92 Q FXCB R /L
Legenda simboli. Lavorazione a secco
 NORMATEC SRL Legenda simboli Tipi di geometrie frontali Spigolo vivo Smusso Raggio totale Raggio torico Modalità di lavorazione indicata Lavorazione ad umido Lavorazione a secco Caratteristiche dei materiali
NORMATEC SRL Legenda simboli Tipi di geometrie frontali Spigolo vivo Smusso Raggio totale Raggio torico Modalità di lavorazione indicata Lavorazione ad umido Lavorazione a secco Caratteristiche dei materiali
Smussatrici per tubi portatili EP 424. Preparazioni perfette per OD DN (4" - 24").
.") Preparazioni perfette per OD DN 100-600 (4" - 24"). EP 424 in lavorazione. Regolazione angolo di smusso automatico. Motorizzazione idraulica, pneumatica o elettrica a richiesta. Lavorazione flange. 33
Preparazioni perfette per OD DN 100-600 (4" - 24"). EP 424 in lavorazione. Regolazione angolo di smusso automatico. Motorizzazione idraulica, pneumatica o elettrica a richiesta. Lavorazione flange. 33
Tipo SDP. Punta SumiDrill Power Estensione Programma. La nuova frontiera della foratura
 TOOLING NEWS I-116 P M K N S H Punta SumiDrill Power Estensione Programma La nuova frontiera della foratura - Foratura ad elevata efficienza in un ampio range applicativo - Per applicazioni generiche -
TOOLING NEWS I-116 P M K N S H Punta SumiDrill Power Estensione Programma La nuova frontiera della foratura - Foratura ad elevata efficienza in un ampio range applicativo - Per applicazioni generiche -
******************************************************************************************************************* LEGGERE CON ATTENZIONE QUESTO
 ******************************************************************************************************************* LEGGERE CON ATTENZIONE QUESTO MANUALE PRIMA DI UTILIZZARE L UTENSILE *******************************************************************************************************************
******************************************************************************************************************* LEGGERE CON ATTENZIONE QUESTO MANUALE PRIMA DI UTILIZZARE L UTENSILE *******************************************************************************************************************
Jongen Italia s.r.l. Spianatura TIPO A20
 Jongen Italia s.r.l. Spianatura TIPO A20 L UTENSILE Utensile per spianatura, economico, adatto per lavorazioni in sgrossatura e finitura Impiego assiale con profonditá di taglio max 3,5mm L utensile resiste
Jongen Italia s.r.l. Spianatura TIPO A20 L UTENSILE Utensile per spianatura, economico, adatto per lavorazioni in sgrossatura e finitura Impiego assiale con profonditá di taglio max 3,5mm L utensile resiste
L'utensile tangenziale. tipo B29....made by JONGEN!
 L'utensile tangenziale tipo B29...made by JONGEN! L`UTENSILE Il nuovo utensile tangenziale per spianatura e spallamento retto offre una lavorazione non gravosa sulla macchina utensile mantenendo altissima
L'utensile tangenziale tipo B29...made by JONGEN! L`UTENSILE Il nuovo utensile tangenziale per spianatura e spallamento retto offre una lavorazione non gravosa sulla macchina utensile mantenendo altissima
Utensili hightech PREZZI SUPER
 Utensili hightech a PREZZI SUPER ottimo rapporto prezzo-rendimento eccellente qualità disponibilità in tempi brevi service che soddisfa le richieste del cliente // Guhring SuperLine è un programma selezionato
Utensili hightech a PREZZI SUPER ottimo rapporto prezzo-rendimento eccellente qualità disponibilità in tempi brevi service che soddisfa le richieste del cliente // Guhring SuperLine è un programma selezionato
Inserti & Portainserti
 Cat. No. 12 Sempre meglio! Inserti & Portainserti i - Center Incisione NC Spot Drill Chamfer Mill INDICE i - Center P1~6 Incisione P7~9 i - Center Incisione NC Spot Drill P10~38 Chamfer Mill P39~42 NC
Cat. No. 12 Sempre meglio! Inserti & Portainserti i - Center Incisione NC Spot Drill Chamfer Mill INDICE i - Center P1~6 Incisione P7~9 i - Center Incisione NC Spot Drill P10~38 Chamfer Mill P39~42 NC
TORNIO Opti D 320 x 920
 TORNIO Opti D 320 x 920 Torni paralleli di precisione con ingranaggi di avanzamento in bagno d olio. CARATTERISTICHE Bancale prismatico con nervature di rinforzo, in ghisa grigia, temprato per induzione
TORNIO Opti D 320 x 920 Torni paralleli di precisione con ingranaggi di avanzamento in bagno d olio. CARATTERISTICHE Bancale prismatico con nervature di rinforzo, in ghisa grigia, temprato per induzione
Indicazione importanti
 Indicazione importanti Condizioni di fornitura generali - Condizioni di fornitura per utensili speciali - Condizioni di fornitura per piccoli quantitativi Panoramica unità di confezionamento Punte a centrare
Indicazione importanti Condizioni di fornitura generali - Condizioni di fornitura per utensili speciali - Condizioni di fornitura per piccoli quantitativi Panoramica unità di confezionamento Punte a centrare
Aumentare la produttività in assoluto silenzio. Silent Tools
 Aumentare la produttività in assoluto silenzio Silent Tools Godetevi il silenzio Silent Tools è da lungo tempo un marchio affermato per una famiglia di utensili antivibranti per tornitura, fresatura, barenatura
Aumentare la produttività in assoluto silenzio Silent Tools Godetevi il silenzio Silent Tools è da lungo tempo un marchio affermato per una famiglia di utensili antivibranti per tornitura, fresatura, barenatura
EPS/TPS. Fresa di precisione per spallamenti retti a 90 effettivi. Inserti con differenti raggi e nuovi corpi fresa con codolo Weldon
 Keeping the Customer First Tungaloy Report No.5-I1 Fresa di precisione per spallamenti retti a 90 effettivi EPS/TPS Inserti con differenti raggi e nuovi corpi fresa con codolo Weldon EPS & TPS Fresa di
Keeping the Customer First Tungaloy Report No.5-I1 Fresa di precisione per spallamenti retti a 90 effettivi EPS/TPS Inserti con differenti raggi e nuovi corpi fresa con codolo Weldon EPS & TPS Fresa di
COMPITO DI TECNOLOGIA MECCANICA
 COMPIO DI ECNOLOGIA MECCANICA 1) Ipotizzando di dover lavorare un grezzo (ø120 x 150) di acciaio con carico di rottura di 850 N/mm 2 con i seguenti vincoli riportati si calcoli per ogni operazione il tempo
COMPIO DI ECNOLOGIA MECCANICA 1) Ipotizzando di dover lavorare un grezzo (ø120 x 150) di acciaio con carico di rottura di 850 N/mm 2 con i seguenti vincoli riportati si calcoli per ogni operazione il tempo
TORNITURA A GRADINI. Ciclo di lavoro
 TORNITURA A GRADINI Ciclo di lavoro PEZZO DA REALIZZARE Dimensione del grezzo: Materiale: Macchine utensili utilizzate: Ø 50x102 mm 9S Mn 28 UNI 4838 Tornio parallelo OPERAZIONE N 00: PRELIEVO E CONTROLLO
TORNITURA A GRADINI Ciclo di lavoro PEZZO DA REALIZZARE Dimensione del grezzo: Materiale: Macchine utensili utilizzate: Ø 50x102 mm 9S Mn 28 UNI 4838 Tornio parallelo OPERAZIONE N 00: PRELIEVO E CONTROLLO
Bloccaggi rapidi verticali a spinta grandezza 25 EH
 Bloccaggi rapidi verticali a spinta Bloccaggi rapidi verticali a spinta grandezza 25 EH 210. I bloccaggi offrono i seguenti vantaggi: rapido bloccaggio manuale tramite bullone, leva a ripresa o chiusura
Bloccaggi rapidi verticali a spinta Bloccaggi rapidi verticali a spinta grandezza 25 EH 210. I bloccaggi offrono i seguenti vantaggi: rapido bloccaggio manuale tramite bullone, leva a ripresa o chiusura
Dispensa di LAVORAZIONE alle M.U. asportazione del truciolo
 Dispensa di LAVORAZIONE alle M.U. asportazione del truciolo TABELLE PARAMETRI TECNICI ISTRUZIONI AL CALCOLO DEI PARAMETRI TECNICI Redatto da Cipro Massimo 14 Novembre 2005 Ultima revisione: 24/02/2011
Dispensa di LAVORAZIONE alle M.U. asportazione del truciolo TABELLE PARAMETRI TECNICI ISTRUZIONI AL CALCOLO DEI PARAMETRI TECNICI Redatto da Cipro Massimo 14 Novembre 2005 Ultima revisione: 24/02/2011
SINCRO. Maschi per maschiatura sincronizzata.
 SINCRO Maschi per maschiatura sincronizzata www.vergnano.com SINCRO - Maschi per maschiatura sincronizzata MASCHI PER MASCHIATURA SINCRONIZZATA La gamma di maschi Vergnano per maschiatura sincronizzata
SINCRO Maschi per maschiatura sincronizzata www.vergnano.com SINCRO - Maschi per maschiatura sincronizzata MASCHI PER MASCHIATURA SINCRONIZZATA La gamma di maschi Vergnano per maschiatura sincronizzata
KenTIP FS. Acquista 3 cuspidi, ricevi la relativa punta KenTIP FS 3 x D scontata del 60% sul prezzo di listino
 kennametal.com La fusione perfetta di una punta in metallo duro integrale e una ad inserti Riciclaggio invece di ricondizionamento Acquista 3 cuspidi, ricevi la relativa punta KenTIP FS 3 x D scontata
kennametal.com La fusione perfetta di una punta in metallo duro integrale e una ad inserti Riciclaggio invece di ricondizionamento Acquista 3 cuspidi, ricevi la relativa punta KenTIP FS 3 x D scontata
Precision Cutting Tools
 Precision Cutting Tools Precision Cutting Tools MULTIPLEX MULTIPLEX HPC Punte elicoidali con inserti intercambiabili con refrigerazione Inserti intercambiabili in HSS-E, HSS-E PM, metallo duro ricoperte
Precision Cutting Tools Precision Cutting Tools MULTIPLEX MULTIPLEX HPC Punte elicoidali con inserti intercambiabili con refrigerazione Inserti intercambiabili in HSS-E, HSS-E PM, metallo duro ricoperte
Frese generazione VHC
 Jongen Italia s.r.l. Frese generazione VHC Fresatura trocoidale di altissimo livello Frese generazione VHC La fresatura trocoidale sia quella statica come anche quella dinamica è una combinazione di fresatura
Jongen Italia s.r.l. Frese generazione VHC Fresatura trocoidale di altissimo livello Frese generazione VHC La fresatura trocoidale sia quella statica come anche quella dinamica è una combinazione di fresatura
COD TORNI PARALLELI
 COD. 492.30-492.40 TORNI PARALLELI Banco in ghisa con guide temperate e rettificate, cambio semi NORTON e attacco del mandrino CAMLOCK, freno meccanico a pedale per 492.40 e 492.42. Basamento in acciaio
COD. 492.30-492.40 TORNI PARALLELI Banco in ghisa con guide temperate e rettificate, cambio semi NORTON e attacco del mandrino CAMLOCK, freno meccanico a pedale per 492.40 e 492.42. Basamento in acciaio
ALU-POWER HPC YU-VP17 YGI-0219 FRESE IN METALLO DURO Z3 HIGH PERFORMANCE
 YU-VP17 YGI-0219 PER LAVORAZIOE DI ALLUMIIO E SUE LEGHE, FUSIOI DI ALLUMIIO E MATERIALI O FERROSI, PLASTICHE FRESE I METALLO DURO Z3 HIGH PERFORMACE 3 taglienti al centro Spigolo vivo & Spigolo raggiato
YU-VP17 YGI-0219 PER LAVORAZIOE DI ALLUMIIO E SUE LEGHE, FUSIOI DI ALLUMIIO E MATERIALI O FERROSI, PLASTICHE FRESE I METALLO DURO Z3 HIGH PERFORMACE 3 taglienti al centro Spigolo vivo & Spigolo raggiato
FRESE A CORONA CON DENTI IN CARBURO DI TUNGSTENO
 FRESE A CORONA "TCT" SERIE CORTA art. nr. Ø mm codolo punta spessore max TCT015 15 10 PCO6 5 0004439 35,70 Le frese a tazza Super TCT con denti in TCT016 16 10 PCO6 5 0004440 35,70 carburo di tungsteno
FRESE A CORONA "TCT" SERIE CORTA art. nr. Ø mm codolo punta spessore max TCT015 15 10 PCO6 5 0004439 35,70 Le frese a tazza Super TCT con denti in TCT016 16 10 PCO6 5 0004440 35,70 carburo di tungsteno
Nuova linea di fresatura positiva multi tagliente
 Dicembre 2015 1/9 Nuova linea di fresatura positiva multi tagliente 2/9 Con l'utilizzo sempre maggiore di centri di lavoro di bassa potenza, TaeguTec introduce la sua nuova linea di inserti di fresatura
Dicembre 2015 1/9 Nuova linea di fresatura positiva multi tagliente 2/9 Con l'utilizzo sempre maggiore di centri di lavoro di bassa potenza, TaeguTec introduce la sua nuova linea di inserti di fresatura
PR005S/PR015S. Prestazioni stabili e costanti durante la lavorazione di leghe resistenti alle alte temperature
 Per la lavorazione di leghe resistenti alle alte temperature PR05S /PR05S Prestazioni stabili e costanti durante la lavorazione di leghe resistenti alle alte temperature Le proprietà termiche migliorate
Per la lavorazione di leghe resistenti alle alte temperature PR05S /PR05S Prestazioni stabili e costanti durante la lavorazione di leghe resistenti alle alte temperature Le proprietà termiche migliorate
SECONDO CICLO DI LAVORAZIONE PER LA PRODUZIONE DI UN
 Tecnologia Meccanica I SECONDO CICLO DI LAVORAZIONE PER LA PRODUZIONE DI UN PARTICOLARE MECCANICO Dipartimento di Sistemi di produzione ed economia dell Azienda =8 Ciclo di lavorazione = 3.2 Mat. : C40
Tecnologia Meccanica I SECONDO CICLO DI LAVORAZIONE PER LA PRODUZIONE DI UN PARTICOLARE MECCANICO Dipartimento di Sistemi di produzione ed economia dell Azienda =8 Ciclo di lavorazione = 3.2 Mat. : C40
A WORLDWIDE COMPANY TOOLS
 A WORLDWIDE COMPANY TOOLS 2016 MADE IN GERMANY 1 2 Siamo una società che vanta una esperienza di venticinque anni nel campo degli utensili meccanici da precisione. Gli inserti a fissaggio meccanico standard
A WORLDWIDE COMPANY TOOLS 2016 MADE IN GERMANY 1 2 Siamo una società che vanta una esperienza di venticinque anni nel campo degli utensili meccanici da precisione. Gli inserti a fissaggio meccanico standard
La smussatura resa semplice
 La smussatura resa semplice BDS ha una gamma di macchine professionali per una smussatura facile e veloce, per la bisellatura c è il modello completamente automatico AutoCUT 500 oppure quello con avanzamento
La smussatura resa semplice BDS ha una gamma di macchine professionali per una smussatura facile e veloce, per la bisellatura c è il modello completamente automatico AutoCUT 500 oppure quello con avanzamento
L efficienza dell acciaio sinterizzato
 New Giugno 2017 Prodotti nuovi per i tecnici dell'asportazione truciolo L efficienza dell acciaio sinterizzato La nuova punta HSS-E-PM UNI si interpone tra l accaio rapido HSS e il metallo duro integrale
New Giugno 2017 Prodotti nuovi per i tecnici dell'asportazione truciolo L efficienza dell acciaio sinterizzato La nuova punta HSS-E-PM UNI si interpone tra l accaio rapido HSS e il metallo duro integrale
Fondamenti per la Programmazione delle Macchine a Controllo Numerico
 Fondamenti per la Programmazione delle Macchine a Controllo Numerico Sistemi di Coordinate I sistemi di coordinate, permettono al programmatore di definire i punti caratteristici del profilo da lavorare.
Fondamenti per la Programmazione delle Macchine a Controllo Numerico Sistemi di Coordinate I sistemi di coordinate, permettono al programmatore di definire i punti caratteristici del profilo da lavorare.
Fresatura di scanalature. Utensili di alta precisione per la fresatura di gole METRICO
 Fresatura di scanalature Utensili di alta precisione per la fresatura di gole METRICO Fresatura di scanalature Utensili di alta precisione per la fresatura di gole Guarda GM Solid Frese in metallo duro
Fresatura di scanalature Utensili di alta precisione per la fresatura di gole METRICO Fresatura di scanalature Utensili di alta precisione per la fresatura di gole Guarda GM Solid Frese in metallo duro
Comunicato stampa. Presseinformation. Press release. APAL ITALIA S.R.L. a socio unico. Utensili di precisione
 Lavorazione completa di una turbina con utensili di tecnologia MAPAL Alta riduzione dei costi data dall uso di soluzioni innovative e metodo di lavoro Basso consumo di carburante, riduzione delle emissioni
Lavorazione completa di una turbina con utensili di tecnologia MAPAL Alta riduzione dei costi data dall uso di soluzioni innovative e metodo di lavoro Basso consumo di carburante, riduzione delle emissioni
FP 85 per la lavorazione di alluminio
 I nuovi utensili FP 85 per la lavorazione di alluminio Jongen Italia s.r.l. 1.) Caratteristiche Tempi di lavorazione minimi impiegando alti parametri di taglio Alte prestazioni di taglio grazie all ottima
I nuovi utensili FP 85 per la lavorazione di alluminio Jongen Italia s.r.l. 1.) Caratteristiche Tempi di lavorazione minimi impiegando alti parametri di taglio Alte prestazioni di taglio grazie all ottima
Milling tools made by JONGEN! C10 FP 124. Spianatura
 Milling tools made by JONGEN! Spianatura C10 FP 124 L UTENSILE Utensile per spianatura, economico, adatto per lavorazioni in sgrossatura e finitura Inserto bilaterale, impiego assiale max. fino 5 mm con
Milling tools made by JONGEN! Spianatura C10 FP 124 L UTENSILE Utensile per spianatura, economico, adatto per lavorazioni in sgrossatura e finitura Inserto bilaterale, impiego assiale max. fino 5 mm con
 Tecnologia Meccanica 2 Tecnologie e Sistemi di Lavorazione Lavorazione di tornitura Lavorazione che ha lo scopo di ottenere superfici di rivoluzione variamente conformate. Moti caratteristici Moto di taglio
Tecnologia Meccanica 2 Tecnologie e Sistemi di Lavorazione Lavorazione di tornitura Lavorazione che ha lo scopo di ottenere superfici di rivoluzione variamente conformate. Moti caratteristici Moto di taglio
[ significa: Pensato per grandi imprese! EMCOTURN 900. Tornio CNC per diametro tornibile fino a 1050 mm e lunghezza tornibile fino a 5000 mm
 [ E[M]CONOMY] significa: Pensato per grandi imprese! EMCOTURN 900 Tornio CNC per diametro tornibile fino a 1050 mm e lunghezza tornibile fino a 5000 mm EMCOTURN 900 [Mandrino principale] - Attacco mandrino
[ E[M]CONOMY] significa: Pensato per grandi imprese! EMCOTURN 900 Tornio CNC per diametro tornibile fino a 1050 mm e lunghezza tornibile fino a 5000 mm EMCOTURN 900 [Mandrino principale] - Attacco mandrino