Settore: MECCANICO. 1. Test di tecnologia
|
|
|
- Ernesto Rizzo
- 5 anni fa
- Visualizzazioni
Transcript
 Numero di giri (giri/minuto) Velocità di avanzamento assi (millimetri/giro) 2.")
1 Settore: MECCANICO 1. Test di tecnologia 1. La funzione G96 definisce: Limite massimo di giri Velocità di taglio costante (metri/minuto) Numero di giri (giri/minuto) Velocità di avanzamento assi (millimetri/giro) 2. Nell impostazione standard, a quale unità di misura si fa riferimento per definire la velocità di avanzamento assi di un tornio a CNC? mm/giro mm/dente mm/minuto metri/secondo 3. Scegliere l operazione di moltiplicazione necessaria per calcolare la velocità di avanzamento assi (espressa in mm/minuto) di una fresatrice a CNC: (Numero di giri al minuto) x (avanzamento in millimetri al giro) (Velocità di taglio in millimetri al minuto) x (avanzamento in millimetri al giro) (Avanzamento in millimetri al dente) x (numero di giri al minuto) (Numero di taglienti utensile) x (avanzamento in millimetri al dente) 127


2 4. Quale è il significato della funzione G03? Movimento lineare assi Movimento circolare assi in senso antiorario Movimento circolare assi in senso orario Senso di rotazione orario del mandrino 5. Quale è il significato della funzione M04? Movimento circolare assi in senso antiorario Rotazione mandrino in senso orario Rotazione mandrino in senso antiorario 6, Quale funzione deve essere programmata per attivare la compensazione raggio utensile nel caso di fresatura profilo rappresentata in figura? G41 G40 M42 G42 7. Scegliere il punto sul quale definire lo zero pezzo per gli assi XY-Z, per ottenere tutte le coordinate pezzo positive. AE AF CF CG BF DH 128
3 8. Definire le coordinate assolute dei piani A B C lungo l asse Z, considerando che lo spessore del pezzo grezzo è di 28 mm ed il sovrametallo da asportare sul lato superiore è di 2 mm. Definire inoltre le coordinate assolute del punto D. 9. Ricercare gli errori presenti nel programma di tornitura in finitura del profilo rappresentato, riscrivendo i dati corretti nelle caselle corrispondenti.
4 10. Quale è il punto di riferimento utilizzato per eseguire l azzeramento del naso mandrino sul pezzo da lavorare (zero pezzo), prima di eseguire la lavorazione alla fresatrice ed utilizzando una serie di utensili? Punto N Punto E Piano frontale anteriore dell utensile Nessuna delle risposte precedenti 11. Nella programmazione ISO standard per un tornio a CNC, che significato assume di norma la lettera F? Una funzione miscellanea Codice di forma dell utensile Velocità di avanzamento espressa in mm/giro o mm/min Codice di Fermata di emergenza 12. Nella programmazione ISO standard per un CNC, che significato assume la lettera T? È l iniziale della parola Tool e definisce l utensile attivo o in lavorazione È l iniziale della parola Time e definisce il tempo massimo di cambio utensile È l iniziale della parola Turret e definisce il numero di torrette portautensili della macchina Definisce l asse supplementare T di Traslazione 13. Nel sistema ISO standard, gli assi principali di una fresatrice vengono designati con le lettere X, Y, Z. quale designazione viene data agli eventuali assi rotativi che ruotano attorno agli assi principali? U, V, W I, J, K A, B, C 1, 2, La funzione necessaria per definire la fine del programma, il reset delle funzioni attive ed il riposizionamento all inizio programma è: M0 M30 G30 M05 130
5 15. Completare le righe di programmazione, inserendo le informazioni mancanti per eseguire la tornitura in finitura del profilo rappresentato, utilizzando il metodo di programmazione ISO standard. 131

6 132
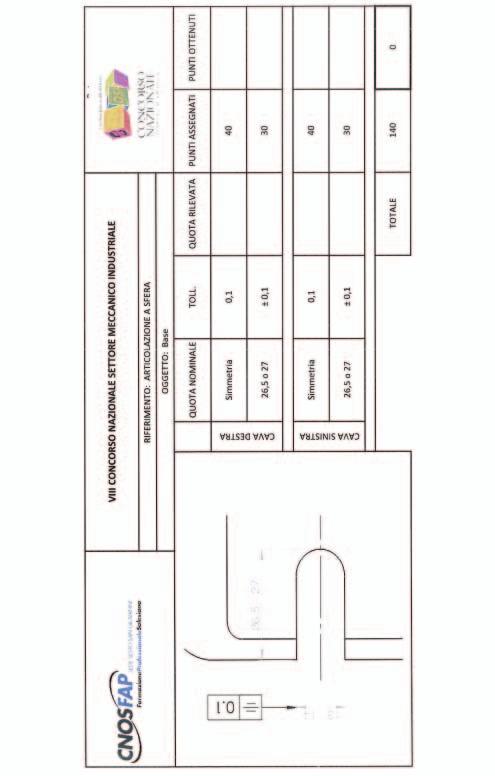
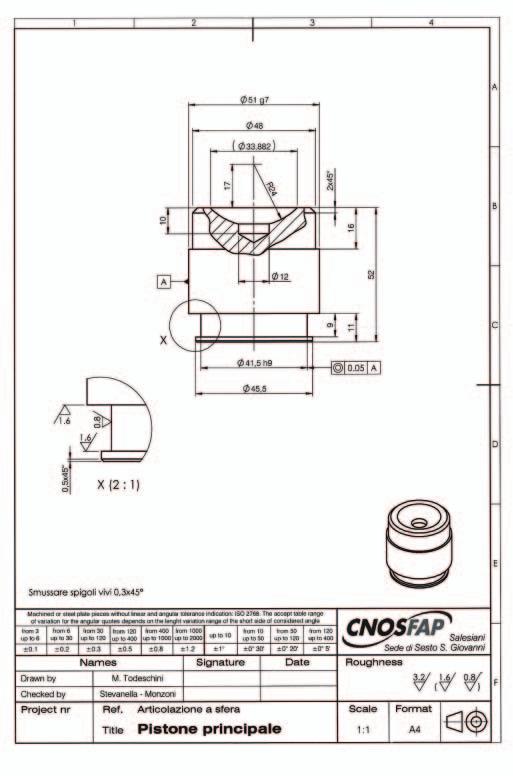
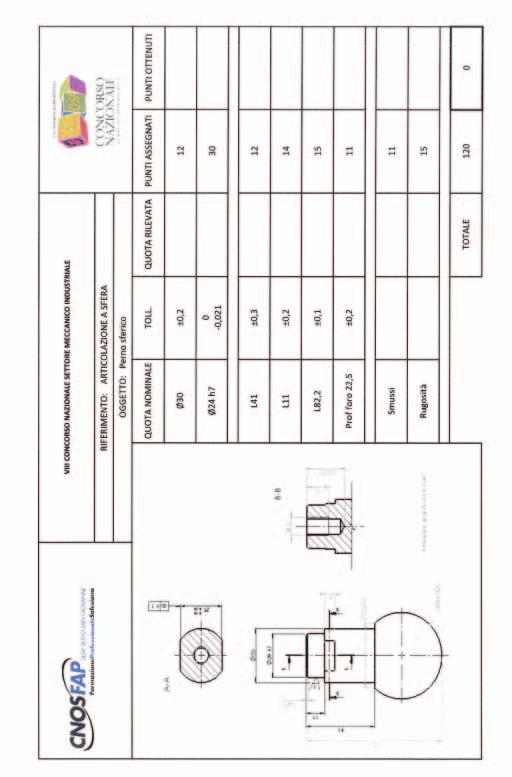
7 2. Interpretazione disegno industriale 1. Indica il nome delle tra viste con le quali è stato rappresentato il disegno d assieme: 2. Qual è il significato del simbolo 3. Indica il numero distintivo dei particolari che fanno eccezione alla regola delle sezioni (pur essendo incontrati dal piano di sezione non vengono tratteggiati). 4. Dovendo smontare completamente il complessivo, quanti pezzi ci troveremo sul banco di lavoro? 5. Spiega il funzionamento dell assieme, partendo dal movimento in entrata affidato alla manopola (part. 17). 6. Qual è lo scopo dei due fori ciechi presenti nel particolare 9? 7. Spiega il significato della seguente designazione: a Vite ISO4762 b M c 6 d x16 8. Per quale scopo è stata inserita la SPINA ELASTICA (part. 18)? 9. A cosa serve il particolare 11? 10. Quali sono i diametri in tolleranza ISO presenti sul particolare PISTONE SECONDARIO? 11. Spiega il significato della tolleranza di forma presente sul disegno del PISTONE SECONDARIO 12. Qual è il valore del grado di finitura (rugosità) del PISTONE SECONDARIO? 13. Ricerca in tabella il valore degli scostamenti della quota con tolleranza Æ12h8 presente nel PISTONE SECONDARIO. 133
8 14. Qual è lo scopo del foro Ø4 presente nel PISTONE SECONDARIO? 15. Sul Ø17 del PISTONE SECONDARIO non è indicata alcuna tolleranza. Qual è la tolleranza da utilizzare durante la fase di costruzione in officina? CAD Computer Aided Design Utilizzando a tua discrezione uno dei due software messi a disposizione (AutoCAD o Draf Sight), realizza il disegno del particolare fornito (NOME PEZZO) secondo le seguenti specifiche: Vista principale sezionata Vista laterale da sinistra (lato con forature cieche) Completa il lavoro inserendo la quotatura e compilando in tutte le sue parti il cartiglio (tabella delle iscrizioni). 134

9 3. Disegni tecnici 135
10 136
11 137
12 138

13 139
14 140
15 141
16 142
17 143



18 Figura 1: Giacomo Corradini (CFP di Verona) 1 classificato Concorso Nazionale Settore Meccanico edizione Figura 2: Pietro Lauria (CFP di Sesto San Giovanni) 1 classificato Concorso Nazionale Settore Meccanico edizione Figura 3: Luca Cortellazzi (CFP di Vigliano Biellese) 3 classificato Concorso Nazionale Settore Meccanico edizione 2015.
Fondamenti per la Programmazione delle Macchine a Controllo Numerico
 Fondamenti per la Programmazione delle Macchine a Controllo Numerico Sistemi di Coordinate I sistemi di coordinate, permettono al programmatore di definire i punti caratteristici del profilo da lavorare.
Fondamenti per la Programmazione delle Macchine a Controllo Numerico Sistemi di Coordinate I sistemi di coordinate, permettono al programmatore di definire i punti caratteristici del profilo da lavorare.
CNC CORSO BASE DI PROGRAMMAZIONE
 1 LORENZO RAUSA CNC CORSO BASE DI PROGRAMMAZIONE Per tornio e fresa CNC Corso base di programmazione 2 Copyright CNC Web School 2018 Milano (Italy) info@cncwebschool.com www.cncwebschool.com Tutti i diritti
1 LORENZO RAUSA CNC CORSO BASE DI PROGRAMMAZIONE Per tornio e fresa CNC Corso base di programmazione 2 Copyright CNC Web School 2018 Milano (Italy) info@cncwebschool.com www.cncwebschool.com Tutti i diritti
PROGRAMMA CORSO CNC FANUC - CENTRO di LAVORO
 PROGRAMMA CORSO CNC FANUC - CENTRO di LAVORO - 100 ore in laboratorio con software di simulazione e postazione individuale - 60 ore di esercitazioni a bordo macchina presso un azienda specializzata del
PROGRAMMA CORSO CNC FANUC - CENTRO di LAVORO - 100 ore in laboratorio con software di simulazione e postazione individuale - 60 ore di esercitazioni a bordo macchina presso un azienda specializzata del
LE LAVORAZIONI INDUSTRIALI
 LE LAVORAZIONI INDUSTRIALI Tornitura Foratura Fresatura Rettifica Altre lavorazioni 1 LAVORAZIONI INDUSTRIALI Nelle lavorazioni industriali per asportazione di truciolo sono sempre presenti: Pezzo Grezzo
LE LAVORAZIONI INDUSTRIALI Tornitura Foratura Fresatura Rettifica Altre lavorazioni 1 LAVORAZIONI INDUSTRIALI Nelle lavorazioni industriali per asportazione di truciolo sono sempre presenti: Pezzo Grezzo
Programmazione di un tornio con asse Y
 1 Appendice 1: programmazione Siemens Programmazione di un tornio con asse Y formato di stampa: 170x244 CNC Corso di programmazione in 50 ore 2 Indice Introduzione... 3 Schema di programmazione specifico
1 Appendice 1: programmazione Siemens Programmazione di un tornio con asse Y formato di stampa: 170x244 CNC Corso di programmazione in 50 ore 2 Indice Introduzione... 3 Schema di programmazione specifico
Tecnologia Meccanica. Esercizi Asportazione di Truciolo 1
 Esercizi Asportazione di Truciolo 1 Esercizi sull asportazione di truciolo Dettaglio 1) Esercizio 1 2) Esercizio 2 3) Esercizio 3 : A) : I) II) 4) Esercizio 4 5) Esercizio 5 6) Esercizio 6 B) : 1) 2) 3)
Esercizi Asportazione di Truciolo 1 Esercizi sull asportazione di truciolo Dettaglio 1) Esercizio 1 2) Esercizio 2 3) Esercizio 3 : A) : I) II) 4) Esercizio 4 5) Esercizio 5 6) Esercizio 6 B) : 1) 2) 3)
Corso di controllo numerico (Cnc iso)
") Corso di controllo numerico (Cnc iso) A cura di Ferrarese Adolfo. - Copyright 2007 - Ferrarese Adolfo - Tutti i diritti riservati - 1 Prefazione: Il corso si articola in 8 sezioni: 7 lezioni più un'ampia
Corso di controllo numerico (Cnc iso) A cura di Ferrarese Adolfo. - Copyright 2007 - Ferrarese Adolfo - Tutti i diritti riservati - 1 Prefazione: Il corso si articola in 8 sezioni: 7 lezioni più un'ampia
PROGRAMMAZIONE EIA/ISO Macchine Utensili CNC
 PROGRAMMAZIONE EIA/ISO Macchine Utensili CNC A cura di Massimo Reboldi La programmazione EIA/ISO! Introduzione! Assi e Riferimenti! Linguaggio di programmazione! Grammatica;! Lessico;! Funzioni N, G, M,
PROGRAMMAZIONE EIA/ISO Macchine Utensili CNC A cura di Massimo Reboldi La programmazione EIA/ISO! Introduzione! Assi e Riferimenti! Linguaggio di programmazione! Grammatica;! Lessico;! Funzioni N, G, M,
Il ciclo di lavorazione. Industrializzazione prodotto
 Il ciclo di lavorazione Il ciclo di lavorazione definizioni FASE: insieme ordinato di operazioni realizzate presso il medesimo posto di lavoro con o senza lo smontaggio e riposizionamento del pezzo SOTTO-FASE:
Il ciclo di lavorazione Il ciclo di lavorazione definizioni FASE: insieme ordinato di operazioni realizzate presso il medesimo posto di lavoro con o senza lo smontaggio e riposizionamento del pezzo SOTTO-FASE:
PROGRAMMAZIONE DELLE MACCHINE CNC
 PROGRAMMAZIONE DELLE MACCHINE CNC La programmazione di una lavorazione su macchina utensile a CN consiste nel trasferire le informazioni ricavate dal disegno del pezzo in una sequenza di informazioni di
PROGRAMMAZIONE DELLE MACCHINE CNC La programmazione di una lavorazione su macchina utensile a CN consiste nel trasferire le informazioni ricavate dal disegno del pezzo in una sequenza di informazioni di
Tecnologia Meccanica. Cicli di Lavorazione
 PARTIMENTO INGEGNERIA 1 PARTIMENTO INGEGNERIA Generalità Si dice CICLO LAVORAZIONE tutto l insieme di operazioni necessarie a fabbricare un singolo elemento attraverso una successione di processi tecnologici
PARTIMENTO INGEGNERIA 1 PARTIMENTO INGEGNERIA Generalità Si dice CICLO LAVORAZIONE tutto l insieme di operazioni necessarie a fabbricare un singolo elemento attraverso una successione di processi tecnologici
I CICLI DI LAVORAZIONE
 Generalità I CICLI DI LAVORAZIONE Si dice CICLO DI LAVORAZIONE tutto l insieme di operazioni necessarie a fabbricare un singolo elemento attraverso una successione di processi tecnologici (fusione, stampaggio,
Generalità I CICLI DI LAVORAZIONE Si dice CICLO DI LAVORAZIONE tutto l insieme di operazioni necessarie a fabbricare un singolo elemento attraverso una successione di processi tecnologici (fusione, stampaggio,
COMPITO DI TECNOLOGIA MECCANICA
 COMPIO DI ECNOLOGIA MECCANICA 1) Ipotizzando di dover lavorare un grezzo (ø120 x 150) di acciaio con carico di rottura di 850 N/mm 2 con i seguenti vincoli riportati si calcoli per ogni operazione il tempo
COMPIO DI ECNOLOGIA MECCANICA 1) Ipotizzando di dover lavorare un grezzo (ø120 x 150) di acciaio con carico di rottura di 850 N/mm 2 con i seguenti vincoli riportati si calcoli per ogni operazione il tempo
Esercitazione n 4 MACCHINE UTENSILI
 Esercitazione n 4 MACCHINE UTENSILI Si deve produrre un lotto composto da n*100 pezzi del componente meccanico riportato in Figura 1. Il materiale è un acciaio per getti UNI XG120Mn12 di durezza HB (200+n).
Esercitazione n 4 MACCHINE UTENSILI Si deve produrre un lotto composto da n*100 pezzi del componente meccanico riportato in Figura 1. Il materiale è un acciaio per getti UNI XG120Mn12 di durezza HB (200+n).
PER ISCRIZIONI E INFORMAZIONI
 PER ISCRIZIONI E INFORMAZIONI Fondazione Mons. Giulio Parmigiani - CFP Aldo Moro Via Primo Maggio, 8-23868 Valmadrera Tel. 0341580359 (dalle 14 alle 16) www.cfpaldomoro.it - corsi@cfpaldomoro.it *I corsi
PER ISCRIZIONI E INFORMAZIONI Fondazione Mons. Giulio Parmigiani - CFP Aldo Moro Via Primo Maggio, 8-23868 Valmadrera Tel. 0341580359 (dalle 14 alle 16) www.cfpaldomoro.it - corsi@cfpaldomoro.it *I corsi
Stage Estivo 2002 INFN-Laboratori Nazionali di Frascati SSCR-Officina Meccanica
 Stage Estivo 2002 INFN-Laboratori Nazionali di Frascati SSCR-Officina Meccanica Stagisti: Fabrizio Pacchetti Fulvio Ricci Tutori: Giovanni Bisogni Alberto De Paolis Durante lo svolgimento dello stage presso
Stage Estivo 2002 INFN-Laboratori Nazionali di Frascati SSCR-Officina Meccanica Stagisti: Fabrizio Pacchetti Fulvio Ricci Tutori: Giovanni Bisogni Alberto De Paolis Durante lo svolgimento dello stage presso
Disegno di Macchine. corso per I anno della laurea in ing. meccanica Docente: ing. Francesca Campana
 Disegno di Macchine corso per I anno della laurea in ing. meccanica Docente: ing. Francesca Campana Lezione n 14 I processi di lavorazione per compone nti meccanici. Cenni sulle lavorazioni per asportazione
Disegno di Macchine corso per I anno della laurea in ing. meccanica Docente: ing. Francesca Campana Lezione n 14 I processi di lavorazione per compone nti meccanici. Cenni sulle lavorazioni per asportazione
MODULO PREREQUISITI OBIETTIVI (CONOSCENZE E COMPETENZE) METODOLOGIA. Norme e comportamenti antinfortunistici nei luoghi di lavoro Vie di fuga.
 METODOLOGIA. Norme e comportamenti antinfortunistici nei luoghi di lavoro Vie di fuga.") Sicurezza e salute sui luoghi di lavoro MATERIA: LTE (Laboratorio Tecnologico ed Esercitazioni) CLASSE: 4 curvatura manutentori di apparati meccanici (3 ore settimanali programmate su 30 settimane annuali
Sicurezza e salute sui luoghi di lavoro MATERIA: LTE (Laboratorio Tecnologico ed Esercitazioni) CLASSE: 4 curvatura manutentori di apparati meccanici (3 ore settimanali programmate su 30 settimane annuali
Interpolazione elicoidale e fresafiletti
 1 Appendice 2: programmazione Siemens Interpolazione elicoidale e fresafiletti formato di stampa: 170x244 2 Indice Introduzione... 3 Interpolazione elicoidale in un tornio utilizzando gli assi Z-C... 4
1 Appendice 2: programmazione Siemens Interpolazione elicoidale e fresafiletti formato di stampa: 170x244 2 Indice Introduzione... 3 Interpolazione elicoidale in un tornio utilizzando gli assi Z-C... 4
[ significa: Design to Cost. EMCOTURN E25. Tornio CNC per lavorazioni da barra fino a Ø 25 mm e da autocentrante
 [ E[M]CONOMY] significa: Design to Cost. EMCOTURN E25 Tornio CNC per lavorazioni da barra fino a Ø 25 mm e da autocentrante EMCOTURN E25 [ Campo di lavoro] - Caduta libera di trucioli - Migliore ergonomia
[ E[M]CONOMY] significa: Design to Cost. EMCOTURN E25 Tornio CNC per lavorazioni da barra fino a Ø 25 mm e da autocentrante EMCOTURN E25 [ Campo di lavoro] - Caduta libera di trucioli - Migliore ergonomia
IL TAGLIO ORBITALE DELLE VITI SENZA FINE UNA TECNOLOGIA ECOSOSTENIBILE
 IL TAGLIO ORBITALE DELLE VITI SENZA FINE UNA TECNOLOGIA ECOSOSTENIBILE Marco Benincasa (Benincasa Meccanica) Giampaolo Giacomozzi (Varvel SpA) Massimiliano Turci (Studio Tecnico Turci) Riduttori a vite
IL TAGLIO ORBITALE DELLE VITI SENZA FINE UNA TECNOLOGIA ECOSOSTENIBILE Marco Benincasa (Benincasa Meccanica) Giampaolo Giacomozzi (Varvel SpA) Massimiliano Turci (Studio Tecnico Turci) Riduttori a vite
le lavorazioni a freddo asportazione di
 le lavorazioni a freddo asportazione di le lavorazioni ad asportazione di truciolo la struttura truciolo delle macchine utensili lo studio del processo di asportazione di truciolo riveste un importanza
le lavorazioni a freddo asportazione di le lavorazioni ad asportazione di truciolo la struttura truciolo delle macchine utensili lo studio del processo di asportazione di truciolo riveste un importanza
TORNI CNC MULTIMANDRINO. SCY HT a sei mandrini
 PASSIONE E INNOVAZIONE multimandrini TORNI CNC MULTIMANDRINO SCY 36-45-5656 HT a sei mandrini SCY 36 HT SCY 45 HT SCY 56 HT Economici Affidabili Efficenti Multimandrino = più produzione A 30 anni dalla
PASSIONE E INNOVAZIONE multimandrini TORNI CNC MULTIMANDRINO SCY 36-45-5656 HT a sei mandrini SCY 36 HT SCY 45 HT SCY 56 HT Economici Affidabili Efficenti Multimandrino = più produzione A 30 anni dalla
SPECIFICHE TECNICHE PER CICLI DI TASTATURA E LASER
 SPECIFICHE TECNICHE PER CICLI DI TASTATURA E LASER 2 MIDA SOFTWARE Pagina lasciata intenzionalmente bianca Struttura del documento e indice SOFTWARE DI TASTATURA Tipo macchina Applicazione Livelli Cicli
SPECIFICHE TECNICHE PER CICLI DI TASTATURA E LASER 2 MIDA SOFTWARE Pagina lasciata intenzionalmente bianca Struttura del documento e indice SOFTWARE DI TASTATURA Tipo macchina Applicazione Livelli Cicli
CORSO PROFESSIONALE OPERATORE SU MACCHINE CNC
 CORSO PROFESSIONALE OPERATORE SU MACCHINE CNC DURATA: 116 ORE OBIETTIVO Il percorso formativo porterà i corsisti ad acquisire le necessarie conoscenze tecniche e tecnologiche in merito alla conoscenza
CORSO PROFESSIONALE OPERATORE SU MACCHINE CNC DURATA: 116 ORE OBIETTIVO Il percorso formativo porterà i corsisti ad acquisire le necessarie conoscenze tecniche e tecnologiche in merito alla conoscenza
CORSO PROFESSIONALE OPERATORE SU MACCHINE CNC
 CORSO PROFESSIONALE OPERATORE SU MACCHINE CNC DURATA: 120 ORE OBIETTIVO Il percorso formativo porterà i corsisti ad acquisire le necessarie conoscenze tecniche e tecnologiche in merito alla conoscenza
CORSO PROFESSIONALE OPERATORE SU MACCHINE CNC DURATA: 120 ORE OBIETTIVO Il percorso formativo porterà i corsisti ad acquisire le necessarie conoscenze tecniche e tecnologiche in merito alla conoscenza
Il ciclo di lavorazione
 Il ciclo di lavorazione Analisi critica del disegno di progetto Riprogettazione del componente (ove necessario) Determinazione dei processi tecnologici e scelta delle macchine utensili Stesura del ciclo
Il ciclo di lavorazione Analisi critica del disegno di progetto Riprogettazione del componente (ove necessario) Determinazione dei processi tecnologici e scelta delle macchine utensili Stesura del ciclo
Quotatura. Prof. Giorgio Colombo Dipartimento di Meccanica III FACOLTA DI ARCHITETTURA DISEGNO INDUSTRIALE POLITECNICO DI MILANO 1
 Knowledge Aided Engineering Manufacturing and Related Technologies DISEGNO TECNICO INDUSTRIALE Quotatura Prof. Giorgio Colombo Dipartimento di Meccanica POLITECNICO DI MILANO 1... nella precedente lezione
Knowledge Aided Engineering Manufacturing and Related Technologies DISEGNO TECNICO INDUSTRIALE Quotatura Prof. Giorgio Colombo Dipartimento di Meccanica POLITECNICO DI MILANO 1... nella precedente lezione
CORSO PROFESSIONALE OPERATORE SU MACCHINE CNC
 CORSO PROFESSIONALE OPERATORE SU MACCHINE CNC DURATA: 116 ORE OBIETTIVO Il percorso formativo porterà i corsisti ad acquisire le necessarie conoscenze tecniche e tecnologiche in merito alla conoscenza
CORSO PROFESSIONALE OPERATORE SU MACCHINE CNC DURATA: 116 ORE OBIETTIVO Il percorso formativo porterà i corsisti ad acquisire le necessarie conoscenze tecniche e tecnologiche in merito alla conoscenza
Aumentare la produttività in assoluto silenzio. Silent Tools
 Aumentare la produttività in assoluto silenzio Silent Tools Godetevi il silenzio Silent Tools è da lungo tempo un marchio affermato per una famiglia di utensili antivibranti per tornitura, fresatura, barenatura
Aumentare la produttività in assoluto silenzio Silent Tools Godetevi il silenzio Silent Tools è da lungo tempo un marchio affermato per una famiglia di utensili antivibranti per tornitura, fresatura, barenatura
Foratura e lavorazioni complementari. LIUC - Ingegneria Gestionale 1
 Foratura e lavorazioni complementari LIUC - Ingegneria Gestionale 1 Foratura È la più comune delle operazioni effettuate mediante il trapano e serve per ottenere fori di precisione grossolana LIUC - Ingegneria
Foratura e lavorazioni complementari LIUC - Ingegneria Gestionale 1 Foratura È la più comune delle operazioni effettuate mediante il trapano e serve per ottenere fori di precisione grossolana LIUC - Ingegneria
REFERENTE DEL PROGETTO (CODICE N6E)
") 0 REFERENTE DEL PROGETTO (CODICE N6E) Giovanna Marchiol Tel 0514199718 - Email g.marchiol@bo.cna.it INDICE ZIONE ISO.1 DISEGNO TECNICO MECCANICO 2 METROLOGIA E SISTEMI DI COLLAUDO...3 CARATTERISTICHE TECNOLOGICHE
0 REFERENTE DEL PROGETTO (CODICE N6E) Giovanna Marchiol Tel 0514199718 - Email g.marchiol@bo.cna.it INDICE ZIONE ISO.1 DISEGNO TECNICO MECCANICO 2 METROLOGIA E SISTEMI DI COLLAUDO...3 CARATTERISTICHE TECNOLOGICHE
CATALOGO MECCANICA 2019/2020
 CATALOGO MECCANICA 2019/2020 INDICE ZIONE ISO.1 DISEGNO TECNICO MECCANICO 2 METROLOGIA E SISTEMI DI COLLAUDO...3 CARATTERISTICHE TECNOLOGICHE DEI MATERIALI PER LA MECCANICA 4 REFERENTE DEL PROGETTO (COD.
CATALOGO MECCANICA 2019/2020 INDICE ZIONE ISO.1 DISEGNO TECNICO MECCANICO 2 METROLOGIA E SISTEMI DI COLLAUDO...3 CARATTERISTICHE TECNOLOGICHE DEI MATERIALI PER LA MECCANICA 4 REFERENTE DEL PROGETTO (COD.
TECNOLOGIA MECCANICA. Parte 11
 TECNOLOGIA MECCANICA Parte 11 Con la fresatura si o=engono numerose @pologie di superfici: piane o complesse, scanalatura semplici e complesse, smussi, sedi di lingue=e e chiave=e, ruote dentate. I mo@
TECNOLOGIA MECCANICA Parte 11 Con la fresatura si o=engono numerose @pologie di superfici: piane o complesse, scanalatura semplici e complesse, smussi, sedi di lingue=e e chiave=e, ruote dentate. I mo@
Tema E Stage Luca Grigoletto Luca Lazzarini Luca Toscan Giovanni Stella Federico Ettori
 TECNOLOGIE MECCANICHE E DEI MATERIALI Tema E Stage 2015 Luca Grigoletto Luca Lazzarini Luca Toscan Giovanni Stella Federico Ettori I IC FF O NA Perché un officina nel INFN? Un officina serve per la manutenzione
TECNOLOGIE MECCANICHE E DEI MATERIALI Tema E Stage 2015 Luca Grigoletto Luca Lazzarini Luca Toscan Giovanni Stella Federico Ettori I IC FF O NA Perché un officina nel INFN? Un officina serve per la manutenzione
Norme in Vigore. pag. 1/6
 Elenco Norme Abbonamento UNICOU970001 Macchine utensili - Macchine utensili - Prove e collaudi delle macchine utensili Totale norme 109 di cui 59 in lingua inglese Aggiornato al 08/12/2018 22:15:04
Elenco Norme Abbonamento UNICOU970001 Macchine utensili - Macchine utensili - Prove e collaudi delle macchine utensili Totale norme 109 di cui 59 in lingua inglese Aggiornato al 08/12/2018 22:15:04
Docente: Ing. P.Zanetti
 Torniturar Docente: Ing. P.Zanetti 1. Introduzione all operazione di tornitura Il moto di taglio (rotatorio) è affidato al pezzo Il moto di avanzamento è affidato all utensile Si ottengono solo pezzi caratterizzati
Torniturar Docente: Ing. P.Zanetti 1. Introduzione all operazione di tornitura Il moto di taglio (rotatorio) è affidato al pezzo Il moto di avanzamento è affidato all utensile Si ottengono solo pezzi caratterizzati
Tecnologia Meccanica. Cicli di Lavorazione
 OR 1 OR Generalità Si dice CICLO LAORAZIONE tutto l insieme di operazioni necessarie a fabbricare un singolo elemento attraverso una successione di processi tecnologici (fusione, stampaggio, lavorazioni
OR 1 OR Generalità Si dice CICLO LAORAZIONE tutto l insieme di operazioni necessarie a fabbricare un singolo elemento attraverso una successione di processi tecnologici (fusione, stampaggio, lavorazioni
Rampa elicoidale. Ver 1 del 06/07/16
 Rampa elicoidale Ver 1 del 06/07/16 CAMPO DI APPLICAZIONE La macroistruzione esegue la contornatura in rampa elicoidale di diametri interni/esterni o per la spianatura di flange circolari. Grazie alla
Rampa elicoidale Ver 1 del 06/07/16 CAMPO DI APPLICAZIONE La macroistruzione esegue la contornatura in rampa elicoidale di diametri interni/esterni o per la spianatura di flange circolari. Grazie alla
CONTROLLO NUMERICO. CorsodiSistemi integratidiproduzionea.a Prof. G. A. Berti
 CONTROLLO NUMERICO CorsodiSistemi integratidiproduzionea.a.2004-05 Prof. G. A. Berti CLASSIFICAZIONE delle MACCHINE a CN 1. Controllo del movimento: punto a punto (PTP), parassiale e continuo (Contornatura)
CONTROLLO NUMERICO CorsodiSistemi integratidiproduzionea.a.2004-05 Prof. G. A. Berti CLASSIFICAZIONE delle MACCHINE a CN 1. Controllo del movimento: punto a punto (PTP), parassiale e continuo (Contornatura)
Addetto programmazione e lavorazioni macchine utensili (cn)
") Addetto programmazione e lavorazioni macchine utensili (cn) PROFILO FORMATIVO ADDETTO PROGRAMMAZIONE E LAVORAZIONI MACCHINE UTENSILI (CN) Prestazione chiave/ UC Prestazioni componenti/elementari ME101
Addetto programmazione e lavorazioni macchine utensili (cn) PROFILO FORMATIVO ADDETTO PROGRAMMAZIONE E LAVORAZIONI MACCHINE UTENSILI (CN) Prestazione chiave/ UC Prestazioni componenti/elementari ME101
CLASSIFICAZIONI DELLE LAVORAZIONI MECCANICHE
 CLASSIFICAZIONI DELLE LAVORAZIONI MECCANICHE Le lavorazioni meccaniche possono essere classificate secondo diversi criteri. Il criterio che verrà esposto si è dimostrato quello più utile a chiarire tale
CLASSIFICAZIONI DELLE LAVORAZIONI MECCANICHE Le lavorazioni meccaniche possono essere classificate secondo diversi criteri. Il criterio che verrà esposto si è dimostrato quello più utile a chiarire tale
Silent Tools. Aumentare la produttività in assoluto silenzio
 Silent Tools Aumentare la produttività in assoluto silenzio Godetevi il silenzio Silent Tools è da lungo tempo un marchio affermato per una famiglia di utensili antivibranti per tornitura, fresatura, barenatura
Silent Tools Aumentare la produttività in assoluto silenzio Godetevi il silenzio Silent Tools è da lungo tempo un marchio affermato per una famiglia di utensili antivibranti per tornitura, fresatura, barenatura
Percorso utensile. Profilo e percorso utensile
 Percorso utensile Il percorso utensile viene programmato rispetto ad un punto di riferimento. TOOL POINT TORNITURA TOOL POINT FRESATURA 1 Profilo e percorso utensile In alcune operazioni il percorso del
Percorso utensile Il percorso utensile viene programmato rispetto ad un punto di riferimento. TOOL POINT TORNITURA TOOL POINT FRESATURA 1 Profilo e percorso utensile In alcune operazioni il percorso del
L INDUSTRIA MECCANICA
 Centro di formazione Clerici Lecco e e Merate Associazione Piccole e Medie Industrie della provincia di Lecco Progetto per L INDUSTRIA MECCANICA Corso di formazione Professionale per Operatore Meccanico
Centro di formazione Clerici Lecco e e Merate Associazione Piccole e Medie Industrie della provincia di Lecco Progetto per L INDUSTRIA MECCANICA Corso di formazione Professionale per Operatore Meccanico
TALENT Centro di Lavoro a 3 assi controllati con rotazione tavolo porta profili pneumatico -90, 0, +90. A (mm) B (mm) C (mm) Kg
 B (mm) C (mm) Kg") A (mm) B (mm) C (mm) Kg 3960 1750 2145 2000 Caratteristiche tecniche Carenatura perimetrale con fotocellule di sicurezza anteriori; Bandelle di protezione nella zona di lavoro per protezione trucioli Consolle
A (mm) B (mm) C (mm) Kg 3960 1750 2145 2000 Caratteristiche tecniche Carenatura perimetrale con fotocellule di sicurezza anteriori; Bandelle di protezione nella zona di lavoro per protezione trucioli Consolle
Esercitazione n 4 MACCHINE UTENSILI
 Esercitazione n 4 MACCHINE UTENSILI Si deve produrre un lotto composto da n*50 pezzi del componente meccanico di acciaio 20NiCrMo2 di durezza HB (170+n) riportato in Figura 1. La tecnologia scelta è lavorazione
Esercitazione n 4 MACCHINE UTENSILI Si deve produrre un lotto composto da n*50 pezzi del componente meccanico di acciaio 20NiCrMo2 di durezza HB (170+n) riportato in Figura 1. La tecnologia scelta è lavorazione
Operatore meccanico: lavorazioni, tecnologie, macchinari
 Operatore meccanico: lavorazioni, tecnologie, macchinari Obiettivi Il programma didattico consente di approfondire in maniera adeguata la materia focus del percorso: la meccanica e tutte le specificità
Operatore meccanico: lavorazioni, tecnologie, macchinari Obiettivi Il programma didattico consente di approfondire in maniera adeguata la materia focus del percorso: la meccanica e tutte le specificità
Riferimenti: Levi/Zompì Tecnologia meccanica cap. 6 Giusti/Santochi Tecnologia meccanica cap. 9
 LAVORAZIONI DI FORATURA - ALESATURA Riferimenti: Levi/Zompì Tecnologia meccanica cap. 6 Giusti/Santochi Tecnologia meccanica cap. 9 1 FORATURA 2 FORATURA a z D/2 Moto di taglio: moto rotatorio dell utensile
LAVORAZIONI DI FORATURA - ALESATURA Riferimenti: Levi/Zompì Tecnologia meccanica cap. 6 Giusti/Santochi Tecnologia meccanica cap. 9 1 FORATURA 2 FORATURA a z D/2 Moto di taglio: moto rotatorio dell utensile
Il ciclo di lavorazione
 Il ciclo di lavorazione Analisi critica del disegno di progetto Riprogettazione del componente (ove necessario) Determinazione dei processi tecnologici e scelta delle macchine utensili Stesura del ciclo
Il ciclo di lavorazione Analisi critica del disegno di progetto Riprogettazione del componente (ove necessario) Determinazione dei processi tecnologici e scelta delle macchine utensili Stesura del ciclo
CENTRO DI LAVORO M1015
 Meccaniche Arrigo Pecchioli Via di Scandicci 221-50143 Firenze (Italy) - Tel. (+39) 055 70 07 1 - Fax (+39) 055 700 623 e-mail: pear@pear.it - www.pear.it Altri file a disposizione per informazioni complementari
Meccaniche Arrigo Pecchioli Via di Scandicci 221-50143 Firenze (Italy) - Tel. (+39) 055 70 07 1 - Fax (+39) 055 700 623 e-mail: pear@pear.it - www.pear.it Altri file a disposizione per informazioni complementari
Processi per asportazione C.N. Processi per asportazione C.N. Generalità sui parametri di taglio. La tornitura. Foratura, fresatura e rettifica
 Processi per asportazione C.N. Processi per asportazione C.N. Generalità sui parametri di taglio La tornitura Il controllo numerico (C.N.) Ottimizzazione del processo 2 2006 Politecnico di Torino 1 Obiettivi
Processi per asportazione C.N. Processi per asportazione C.N. Generalità sui parametri di taglio La tornitura Il controllo numerico (C.N.) Ottimizzazione del processo 2 2006 Politecnico di Torino 1 Obiettivi
Tecnologia dei Processi di Produzione. Tecnologie di Lavorazione Meccanica ad asportazione di truciolo
 Tecnologia dei Processi di Produzione Tecnologie di Lavorazione Meccanica ad asportazione di truciolo Lavorazioni ad asportazione di truciolo: Dalla piallatura in falegnameria... Truciolo alla tornitura
Tecnologia dei Processi di Produzione Tecnologie di Lavorazione Meccanica ad asportazione di truciolo Lavorazioni ad asportazione di truciolo: Dalla piallatura in falegnameria... Truciolo alla tornitura
Trapani
 DRILL 20-25-35 Capacità foratura Dist. Colonna mandrino Cono mandrino Numero giri/velocità Diametro colonna Corsa canotto Dist. Mandrino-base Dimensione tavola Altezza della macchina Motore DRILL 20 20
DRILL 20-25-35 Capacità foratura Dist. Colonna mandrino Cono mandrino Numero giri/velocità Diametro colonna Corsa canotto Dist. Mandrino-base Dimensione tavola Altezza della macchina Motore DRILL 20 20
INTRODUZIONE ALLE MACCHINE UTENSILI
 I. S. S. Serafino Riva Sarnico (BG) di Tecnologia Meccanica INTRODUZIONE ALLE MACCHINE UTENSILI A cura dei proff. Morotti Giovanni e Santoriello Sergio INTRODUZIONE ALLE MACCHINE UTENSILI Si dicono macchine
I. S. S. Serafino Riva Sarnico (BG) di Tecnologia Meccanica INTRODUZIONE ALLE MACCHINE UTENSILI A cura dei proff. Morotti Giovanni e Santoriello Sergio INTRODUZIONE ALLE MACCHINE UTENSILI Si dicono macchine
Tecnologia Meccanica. Esercitazione
 OR 1 OR Esercizi sull asportazione di truciolo 1) Esercizio 1 2) Esercizio 2 3) Esercizio 3 : A) : I) II) 4) Esercizio 4 5) Esercizio 5 6) Esercizio 6 B) : 1) 2) 3) 4) ornitura Fresatura Foratura Ciclo
OR 1 OR Esercizi sull asportazione di truciolo 1) Esercizio 1 2) Esercizio 2 3) Esercizio 3 : A) : I) II) 4) Esercizio 4 5) Esercizio 5 6) Esercizio 6 B) : 1) 2) 3) 4) ornitura Fresatura Foratura Ciclo
CENTRO DI LAVORO ORIZZONTALE USATO MCM MOD.CONNECTION
 CENTRO DI LAVORO ORIZZONTALE USATO MCM MOD.CONNECTION UNITA DI GOVERNO ECS CNC 4801 PALLET In alternativa alla versione standard che include 4 pallets, la macchina può essere fornita di un carosello più
CENTRO DI LAVORO ORIZZONTALE USATO MCM MOD.CONNECTION UNITA DI GOVERNO ECS CNC 4801 PALLET In alternativa alla versione standard che include 4 pallets, la macchina può essere fornita di un carosello più
Il ciclo di lavorazione
 INTRODUZIONE AI CICLI DI LAVORAZIONE 1 Il ciclo di lavorazione DEFINIZIONE: Si dice CICLO DI LAVORAZIONE tutto l insieme di operazioni necessarie a fabbricare un singolo elemento attraverso una successione
INTRODUZIONE AI CICLI DI LAVORAZIONE 1 Il ciclo di lavorazione DEFINIZIONE: Si dice CICLO DI LAVORAZIONE tutto l insieme di operazioni necessarie a fabbricare un singolo elemento attraverso una successione
Corso di controllo numerico (Cnc iso)
") Corso di controllo numerico (Cnc iso) A cura di Ferrarese Adolfo. - Copyright 2007 - Ferrarese Adolfo - Tutti i diritti riservati - 1 Prefazione: Il corso si articola in 8 sezioni: 7 lezioni più un'ampia
Corso di controllo numerico (Cnc iso) A cura di Ferrarese Adolfo. - Copyright 2007 - Ferrarese Adolfo - Tutti i diritti riservati - 1 Prefazione: Il corso si articola in 8 sezioni: 7 lezioni più un'ampia
Fresatura. LIUC - Ingegneria Gestionale 1
 Fresatura LIUC - Ingegneria Gestionale 1 Fresatura È un operazione che consente di realizzare in generale: Superfici piane Scanalature e cave di forma semplice e complessa Denti di ruote dentate Per fresare
Fresatura LIUC - Ingegneria Gestionale 1 Fresatura È un operazione che consente di realizzare in generale: Superfici piane Scanalature e cave di forma semplice e complessa Denti di ruote dentate Per fresare
Alessandro Ascari Corso di Studi di Fabbricazione LO STATO DELLE SUPERFICI. La rugosità superficiale Il rugosimetro
 Alessandro Ascari Corso di Studi di Fabbricazione LO STATO DELLE SUPERFICI La rugosità superficiale Il rugosimetro Il concetto di Rugosità Lo stato della superficie di un oggetto dipende dal tipo di lavorazione
Alessandro Ascari Corso di Studi di Fabbricazione LO STATO DELLE SUPERFICI La rugosità superficiale Il rugosimetro Il concetto di Rugosità Lo stato della superficie di un oggetto dipende dal tipo di lavorazione
DIMENSIONI PICCOLISSIME
 Super Drill Le più piccole punte ad inserti a partir 4 taglienti per inserto. Lo stesso inserto può essere usato sia centrale che periferico Ø10 ~ Ø30 DIMENSIONI PICCOLISSIME 3xD : Ø10 to Ø30 mm. 4xD :
Super Drill Le più piccole punte ad inserti a partir 4 taglienti per inserto. Lo stesso inserto può essere usato sia centrale che periferico Ø10 ~ Ø30 DIMENSIONI PICCOLISSIME 3xD : Ø10 to Ø30 mm. 4xD :
Presentazione attività di Daniele Orlando
 Presentazione attività di Daniele Orlando La mia attività si è svolta presso il Servizio Tecnologie Meccaniche e dei Materiali dei Laboratori Nazionali di Legnaro. In particolare ho seguito la realizzazione
Presentazione attività di Daniele Orlando La mia attività si è svolta presso il Servizio Tecnologie Meccaniche e dei Materiali dei Laboratori Nazionali di Legnaro. In particolare ho seguito la realizzazione
Esercitazione n 6 Ciclo di lavorazione alle macchine utensili
 Esercitazione n 6 Ciclo di lavorazione alle macchine utensili Si deve lavorare meccanicamente il lotto composto dai pezzi prodotti in fonderia secondo quanto richiesto nell esercitazione n 4. A partire
Esercitazione n 6 Ciclo di lavorazione alle macchine utensili Si deve lavorare meccanicamente il lotto composto dai pezzi prodotti in fonderia secondo quanto richiesto nell esercitazione n 4. A partire
ESERCITAZIONE -- ASTA PORTACOMPARATORE
 ESERCITAZIONE -- ASTA PORTACOMPARATORE 1 Progettare l asta di un comparatore (determinarne diametro e materiale) OBIETTIVO minimizzare il costo F VINCOLI FUNZIONALI freccia massima di inflessione, tolleranza
ESERCITAZIONE -- ASTA PORTACOMPARATORE 1 Progettare l asta di un comparatore (determinarne diametro e materiale) OBIETTIVO minimizzare il costo F VINCOLI FUNZIONALI freccia massima di inflessione, tolleranza
A S M Aluminium Special Machinery. Catalogo generale
 A S M Catalogo generale A S M Centro di lavoro a 4 assi Centro di lavoro a 4 assi controllati QUATER Centro di lavoro a 4 assi CNC a portale mobile per effettuare operazioni di foratura e fresatura su
A S M Catalogo generale A S M Centro di lavoro a 4 assi Centro di lavoro a 4 assi controllati QUATER Centro di lavoro a 4 assi CNC a portale mobile per effettuare operazioni di foratura e fresatura su
CENTRO DI LAVORO EC68
 Meccaniche Arrigo Pecchioli Via di Scandicci 221-50143 Firenze (Italy) - Tel. (+39) 055 70 07 1 - Fax (+39) 055 700 623 e-mail: pear@pear.it - www.pear.it Altri file a disposizione per informazioni complementari
Meccaniche Arrigo Pecchioli Via di Scandicci 221-50143 Firenze (Italy) - Tel. (+39) 055 70 07 1 - Fax (+39) 055 700 623 e-mail: pear@pear.it - www.pear.it Altri file a disposizione per informazioni complementari
Rappresentazione Denominazione simbolo ISO Riferimento a unificazioni
 Tabelle TABELLE 1 Nelle pagine che seguono sono riportati stralci di tabelle che si trovano normalmente sui manuali e che sono di grande importanza durante le fasi di lavorazione. Le tabelle proposte riguar-
Tabelle TABELLE 1 Nelle pagine che seguono sono riportati stralci di tabelle che si trovano normalmente sui manuali e che sono di grande importanza durante le fasi di lavorazione. Le tabelle proposte riguar-
MODELLO DI PROGRAMMAZIONE DISCIPLINARE
 MODELLO DI PROGRAMMAZIONE DISCIPLINARE ISTITUTO IIS SILVIO CECCATO ANNO SCOLASTICO 2017-2018 INDIRIZZO ITT MECCANICA E MECCATRONICA CLASSE 4 a SEZIONE BM DISCIPLINA DOCENTE TECNOLOGIE MECCANICHE DI PROCESSO
MODELLO DI PROGRAMMAZIONE DISCIPLINARE ISTITUTO IIS SILVIO CECCATO ANNO SCOLASTICO 2017-2018 INDIRIZZO ITT MECCANICA E MECCATRONICA CLASSE 4 a SEZIONE BM DISCIPLINA DOCENTE TECNOLOGIE MECCANICHE DI PROCESSO
U.C. Capacità 3 anno 2 anno 1 anno riconoscere le. 1. Approntamento
 U.C. Capacità 3 anno 2 anno 1 anno 1. Approntamento macchine utensili 1.01 riconoscere le macchine utensili (tradizionali, a controllo numerico computerizzato, centri di lavoro, sistemi FMS) da utilizzare
U.C. Capacità 3 anno 2 anno 1 anno 1. Approntamento macchine utensili 1.01 riconoscere le macchine utensili (tradizionali, a controllo numerico computerizzato, centri di lavoro, sistemi FMS) da utilizzare
ø20 ø58 ø46 ø20 Collegamento aria G1/8 ø20 ø72 ø30 ø16 Inclinazione max. 5 mm Angolo di inclinazione max. 5 Inclinazione max.
 ø20 50 ø58 ø46 ø20 77 110 Inclinazione max. 5 mm Angolo di inclinazione max. 5 ø20 Collegamento aria G1/8 50 ø72 100 180 219 ø30 ø16 Inclinazione max. 15 mm Angolo di inclinazione max. 5 50 ø20 ø44
ø20 50 ø58 ø46 ø20 77 110 Inclinazione max. 5 mm Angolo di inclinazione max. 5 ø20 Collegamento aria G1/8 50 ø72 100 180 219 ø30 ø16 Inclinazione max. 15 mm Angolo di inclinazione max. 5 50 ø20 ø44
Debito formativo di Officina Meccanica
 IL LAVORO DEVE ESSERE SVOLTO IN UN QUADERNO A QUADRETTI FORMATO A4, QUELLO UTILIZZATO PER IL CONTROLLO NUMERICO 1) relazioni: 1) Fare una relazione sul calibro ventesimale e sua lettura. 2) Fare una relazione
IL LAVORO DEVE ESSERE SVOLTO IN UN QUADERNO A QUADRETTI FORMATO A4, QUELLO UTILIZZATO PER IL CONTROLLO NUMERICO 1) relazioni: 1) Fare una relazione sul calibro ventesimale e sua lettura. 2) Fare una relazione
MU CNC I COMPONENTI MECCANICI. Tornio parallelo costruito intorno al 1900
 MU CNC I COMPONENTI MECCANICI Tornio parallelo costruito intorno al 1900 Tornio con volano, manovella e pedale da uno schizzo di Leonardo da Vinci (XVI sec.) TORNIO Disposizione del bancale inclinata di
MU CNC I COMPONENTI MECCANICI Tornio parallelo costruito intorno al 1900 Tornio con volano, manovella e pedale da uno schizzo di Leonardo da Vinci (XVI sec.) TORNIO Disposizione del bancale inclinata di
DATI GENERALI ESITI DI APPRENDIMENTO
 I S T I T U T O D I I S T R U Z I O N E S U P E R I O R E J. T O R R I A N I Nr. Id Titolo Indirizzo di qualifica DATI GENERALI TP1 OPERATORE MECCANICO Classe 3OMB a.s. 2018/19 Periodo Argomento/compito/prodotto
I S T I T U T O D I I S T R U Z I O N E S U P E R I O R E J. T O R R I A N I Nr. Id Titolo Indirizzo di qualifica DATI GENERALI TP1 OPERATORE MECCANICO Classe 3OMB a.s. 2018/19 Periodo Argomento/compito/prodotto
Il ciclo di lavorazione
 Il ciclo di lavorazione Analisi critica del disegno di progetto Riprogettazione del componente (ove necessario) Determinazione dei processi tecnologici e scelta delle macchine utensili Stesura del ciclo
Il ciclo di lavorazione Analisi critica del disegno di progetto Riprogettazione del componente (ove necessario) Determinazione dei processi tecnologici e scelta delle macchine utensili Stesura del ciclo
Frese generazione VHC
 Jongen Italia s.r.l. Frese generazione VHC Fresatura trocoidale di altissimo livello Frese generazione VHC La fresatura trocoidale sia quella statica come anche quella dinamica è una combinazione di fresatura
Jongen Italia s.r.l. Frese generazione VHC Fresatura trocoidale di altissimo livello Frese generazione VHC La fresatura trocoidale sia quella statica come anche quella dinamica è una combinazione di fresatura
Formulario Tecnologia Meccanica
 Formulario Tecnologia Meccanica Marcello Miccio U n i S A 1 4 / 0 7 / 0 1 0 Relazioni Meccanismo Formazione del Truciolo. - Rapporto di taglio: - Fattore di ricalcamento: - Spessore di taglio: sin - Spessore
Formulario Tecnologia Meccanica Marcello Miccio U n i S A 1 4 / 0 7 / 0 1 0 Relazioni Meccanismo Formazione del Truciolo. - Rapporto di taglio: - Fattore di ricalcamento: - Spessore di taglio: sin - Spessore
Utensili rullatori. Tecnologia della rullatura. Vantaggi della rullatura DREX -TOOLS UTENSILI RULLATORI
 Utensili rullatori La DREX -TOOLS vanta sin dal 1980 una solida esperienza nel settore della rullatura. L azienda, con il supporto di personale tecnico di vasta esperienza, ha creato una nuova linea di
Utensili rullatori La DREX -TOOLS vanta sin dal 1980 una solida esperienza nel settore della rullatura. L azienda, con il supporto di personale tecnico di vasta esperienza, ha creato una nuova linea di
CENTRO DI LAVORO FRESATURA/TORNITURA EC5-52
 Instant Catalogue 04.04.2014 Meccaniche Arrigo Pecchioli Via di Scandicci 221-50143 Firenze (Italy) - Tel. (+39) 055 70 07 1 - Fax (+39) 055 700 623 e-mail: pear@pear.it - www.pear.it Tipologia di lavorazioni
Instant Catalogue 04.04.2014 Meccaniche Arrigo Pecchioli Via di Scandicci 221-50143 Firenze (Italy) - Tel. (+39) 055 70 07 1 - Fax (+39) 055 700 623 e-mail: pear@pear.it - www.pear.it Tipologia di lavorazioni
LA PROGRAMMAZIONE N10 G0 X5 Y5
 LA PROGRAMMAZIONE Un programma per una Macchina Utensile CNC è costituito da una sequenza logica di informazioni geometriche, tecnologiche ed ausiliarie (fasi di lavoro). Le informazioni geometriche riguardano
LA PROGRAMMAZIONE Un programma per una Macchina Utensile CNC è costituito da una sequenza logica di informazioni geometriche, tecnologiche ed ausiliarie (fasi di lavoro). Le informazioni geometriche riguardano
Tecnologia Meccanica. Il Ciclo di Lavorazione 1
 ERGATA PARTIMENTO INGEGNERIA 1 ERGATA PARTIMENTO INGEGNERIA 1. Fonti Giusti M., Santochi F., e studi di fabbricazione, Casa Editrice Ambrosiana Cap.9 2 ERGATA PARTIMENTO INGEGNERIA Generalità Si dice CICLO
ERGATA PARTIMENTO INGEGNERIA 1 ERGATA PARTIMENTO INGEGNERIA 1. Fonti Giusti M., Santochi F., e studi di fabbricazione, Casa Editrice Ambrosiana Cap.9 2 ERGATA PARTIMENTO INGEGNERIA Generalità Si dice CICLO
CENTRO DI LAVORO EC43 5 assi con alimentatore
 5 assi con alimentatore Meccaniche Arrigo Pecchioli Via di Scandicci 221-50143 Firenze (Italy) - Tel. (+39) 055 70 07 1 - Fax (+39) 055 700 623 e-mail: pear@pear.it - www.pear.it Altri file a disposizione
5 assi con alimentatore Meccaniche Arrigo Pecchioli Via di Scandicci 221-50143 Firenze (Italy) - Tel. (+39) 055 70 07 1 - Fax (+39) 055 700 623 e-mail: pear@pear.it - www.pear.it Altri file a disposizione
Debito formativo di Officina Meccanica Anno scolastico 2015-2016
 Allievo. Debito formativo di Officina Meccanica Anno scolastico 2015-2016 IL LAVORO DEVE ESSERE SVOLTO IN UN QUADERNO A QUADRETTI FORMATO A4, QUELLO UTILIZZATO PER IL CONTROLLO NUMERICO 1) relazioni: 1)
Allievo. Debito formativo di Officina Meccanica Anno scolastico 2015-2016 IL LAVORO DEVE ESSERE SVOLTO IN UN QUADERNO A QUADRETTI FORMATO A4, QUELLO UTILIZZATO PER IL CONTROLLO NUMERICO 1) relazioni: 1)
it #1 Categoria UTENSILERIA MANDRINO ISO30 PORTA PINZA ER25 L=50+COD Materiale Lavorato Alluminio / PVC PORTAUTENSILI codice:
 it #1 MANDRINO ISO30 PORTA PINZA ER25 L=50+COD Categoria UTENSILERIA Materiale Lavorato Alluminio / PVC codice: 255611 I coni portautensili Emmegi assicurano il perfetto bloccaggio delle fresa; la maggiore
it #1 MANDRINO ISO30 PORTA PINZA ER25 L=50+COD Categoria UTENSILERIA Materiale Lavorato Alluminio / PVC codice: 255611 I coni portautensili Emmegi assicurano il perfetto bloccaggio delle fresa; la maggiore
Caratteristiche. Punte da Centro ad Inserti >>
 Punte da Centro ad Inserti >> è un marchio registrato Nine9, l ideatore della prima punta da centro ad inserto a fissaggio meccanico (brevettata). Offrendo per la prima volta un sistema con inserto intercambiabile
Punte da Centro ad Inserti >> è un marchio registrato Nine9, l ideatore della prima punta da centro ad inserto a fissaggio meccanico (brevettata). Offrendo per la prima volta un sistema con inserto intercambiabile
TECNOLOGIE MECCANICHE E DEI MATERIALI
 TECNOLOGIE MECCANICHE E DEI MATERIALI A cosa serve un officina nei laboratori di fisica? Per realizzare gli esperimenti dei LNL sono necessari dei componenti unici, creati appositamente. La presenza di
TECNOLOGIE MECCANICHE E DEI MATERIALI A cosa serve un officina nei laboratori di fisica? Per realizzare gli esperimenti dei LNL sono necessari dei componenti unici, creati appositamente. La presenza di
-7b - FRESATURA FRESATURA
 -7b - FRESATURA 1 FRESATURA La fresatura è una lavorazione per asportazione di materiale che consente di ottenere una vasta gamma di superfici (piani, scanalature, spallamenti, ecc.) mediante l azione
-7b - FRESATURA 1 FRESATURA La fresatura è una lavorazione per asportazione di materiale che consente di ottenere una vasta gamma di superfici (piani, scanalature, spallamenti, ecc.) mediante l azione
Rullatura a freddo di trasmissioni cardaniche
 Rullatura a freddo di trasmissioni cardaniche 1. Rullatura a freddo di trasmissioni cardaniche... 1 1.1 Dentature... 1 1.2 Materiali... 1 1.3 Precisione di dentatura... 2 1.4 Modulo... 2 1.5 Esempio velocità
Rullatura a freddo di trasmissioni cardaniche 1. Rullatura a freddo di trasmissioni cardaniche... 1 1.1 Dentature... 1 1.2 Materiali... 1 1.3 Precisione di dentatura... 2 1.4 Modulo... 2 1.5 Esempio velocità
Risparmio di tempo TISIS CAM E MASTERCAM SWISS : grazie al comando efficace di tutti i vostri torni a fantina mobile
 Risparmio di tempo grazie al comando efficace di tutti i vostri torni a fantina mobile TISIS CAM e Mastercam Swiss sono applicazioni software che permettono alle aziende specializzate nella tornitura di
Risparmio di tempo grazie al comando efficace di tutti i vostri torni a fantina mobile TISIS CAM e Mastercam Swiss sono applicazioni software che permettono alle aziende specializzate nella tornitura di
MecSoft Corporation Sky Park Circle, Suite KL, Irvine, CA (949) (949) (FAX)
 (949) (FAX)") MecSoft Corporation 18019 Sky Park Circle, Suite KL, Irvine, CA 92614 (949)-654-8163 (949)-654-8164 (FAX) Check list per il supporto a 4 assi e 5 assi Macchine Utensili Macchine Utensile 4-axis I tipi
MecSoft Corporation 18019 Sky Park Circle, Suite KL, Irvine, CA 92614 (949)-654-8163 (949)-654-8164 (FAX) Check list per il supporto a 4 assi e 5 assi Macchine Utensili Macchine Utensile 4-axis I tipi
AUTOMAZIONE INDUSTRIALE. 14 gennaio Cognome Nome Matricola Corso integrato
 AUTOMAZIONE INDUSTRIALE 14 gennaio 15 Cognome Nome Matricola Corso integrato SI NO Verificare che il fascicolo sia costituito da 7 pagine. Scrivere le risposte negli appositi spazi sotto ogni domanda.
AUTOMAZIONE INDUSTRIALE 14 gennaio 15 Cognome Nome Matricola Corso integrato SI NO Verificare che il fascicolo sia costituito da 7 pagine. Scrivere le risposte negli appositi spazi sotto ogni domanda.
Proposta di un protocollo innovativo di collaudo per macchine utensili speciali
 Laboratorio per l innovazione Proposta di un protocollo innovativo di collaudo per macchine utensili speciali www.musp.it STATO DELL ARTE Il prof. Georg Schlesinger nel 1927 pubblica il suo famoso documento
Laboratorio per l innovazione Proposta di un protocollo innovativo di collaudo per macchine utensili speciali www.musp.it STATO DELL ARTE Il prof. Georg Schlesinger nel 1927 pubblica il suo famoso documento
Classificazione delle lavorazioni per asportazione di truciolo
 Classificazione delle lavorazioni per asportazione di truciolo Classificazione secondo i movimenti Moto di taglio Moto di avanzamento Moto di registrazione - rettilineo - alternativo - rotatorio - continuo
Classificazione delle lavorazioni per asportazione di truciolo Classificazione secondo i movimenti Moto di taglio Moto di avanzamento Moto di registrazione - rettilineo - alternativo - rotatorio - continuo
CENTRO DI LAVORO M64
 Meccaniche Arrigo Pecchioli Via di Scandicci 221-50143 Firenze (Italy) - Tel. (+39) 055 70 07 1 - Fax (+39) 055 700 623 e-mail: pear@pear.it - www.pear.it Altri file a disposizione per informazioni complementari
Meccaniche Arrigo Pecchioli Via di Scandicci 221-50143 Firenze (Italy) - Tel. (+39) 055 70 07 1 - Fax (+39) 055 700 623 e-mail: pear@pear.it - www.pear.it Altri file a disposizione per informazioni complementari
Corso di controllo numerico (Cnc iso)
") Corso di controllo numerico (Cnc iso) A cura di Ferrarese Adolfo. - Copyright 2007 - Ferrarese Adolfo - Tutti i diritti riservati - 1 Prefazione: Il corso si articola in 8 sezioni: 7 lezioni più un'ampia
Corso di controllo numerico (Cnc iso) A cura di Ferrarese Adolfo. - Copyright 2007 - Ferrarese Adolfo - Tutti i diritti riservati - 1 Prefazione: Il corso si articola in 8 sezioni: 7 lezioni più un'ampia
32. Fresa a 3 assi: cenni di programmazione
 309 32. Fresa a 3 assi: cenni di programmazione 32.1 Introduzione Le funzioni ISO fino ad ora applicate al tornio, sono le stesse che permettono di programmare anche una fresa a 3 assi. In un tornio il
309 32. Fresa a 3 assi: cenni di programmazione 32.1 Introduzione Le funzioni ISO fino ad ora applicate al tornio, sono le stesse che permettono di programmare anche una fresa a 3 assi. In un tornio il
UN AZIENDA FATTA DI PERSONE
 UN AZIENDA FATTA DI PERSONE L'AZIENDA La ditta SALA, nata negli anni 50 come studio di progettazione meccanica, ha iniziato fin dai primi anni 60 la costruzione di macchine di tornitura di precisione.
UN AZIENDA FATTA DI PERSONE L'AZIENDA La ditta SALA, nata negli anni 50 come studio di progettazione meccanica, ha iniziato fin dai primi anni 60 la costruzione di macchine di tornitura di precisione.
Tornio verticale YOU JI VTL 1600 ATC+C Matricola : 1VTL160TC00379 Rif Anno : 2009
 Tornio verticale YOU JI VTL 1600 ATC+C Matricola : 1VTL160TC00379 Rif. 2089018 Anno : 2009 usato Foto originali Condizioni di fornitura Disponibilità : febbraio 2016 Trasporto : incluso Montaggio : incluso
Tornio verticale YOU JI VTL 1600 ATC+C Matricola : 1VTL160TC00379 Rif. 2089018 Anno : 2009 usato Foto originali Condizioni di fornitura Disponibilità : febbraio 2016 Trasporto : incluso Montaggio : incluso
FRESATURA. Fresatura periferica
 FRESATURA La fresatura è una lavorazione per asportazione di materiale che consente di ottenere una vasta gamma di superfici (piani, spallamenti, scanalature, ecc.) mediante l azione di un utensile pluritagliente
FRESATURA La fresatura è una lavorazione per asportazione di materiale che consente di ottenere una vasta gamma di superfici (piani, spallamenti, scanalature, ecc.) mediante l azione di un utensile pluritagliente
RISOLVERE I SEGUENTI ESERCIZI
 RISOLVERE I SEGUENTI ESERCIZI BUSTA 1 Determinare il campo di esistenza della seguente funzione: y = (x 2 1) / (x 3 9x) Disegnare il grafico della seguente funzione: y = - 2 cosx Calcolare la derivate
RISOLVERE I SEGUENTI ESERCIZI BUSTA 1 Determinare il campo di esistenza della seguente funzione: y = (x 2 1) / (x 3 9x) Disegnare il grafico della seguente funzione: y = - 2 cosx Calcolare la derivate