COLLEGAMENTI PERMANENTI. Nell industria i procedimenti tecnologici per unire in maniera permanente due particolari sono
|
|
|
- Marcellino Massari
- 8 anni fa
- Visualizzazioni
Transcript
1 COLLEGAMENTI PERMANENTI Nell industria i procedimenti tecnologici per unire in maniera permanente due particolari sono INCOLLAGGIO AGGRAFFATURA CHIODATURA SALDATURA

2 ADESIVI STRUTTURALI Vengono prodotti ed utilizzati colle ed adesivi strutturali per vari materiali : metallo, legno, calcestruzzo, grés, ceramica, vetro, laminati, fibre minerali, materiali espansi, strutture a nido d'ape, materiali compositi e materie plastiche. Vengono particolarmente utilizzati nei settori : dell'auto, lapideo, componenti architettonici, navale, nautico, pannelli sandwich, compositi, industria aeronautica, spaziale, meccanica e dei metalli.

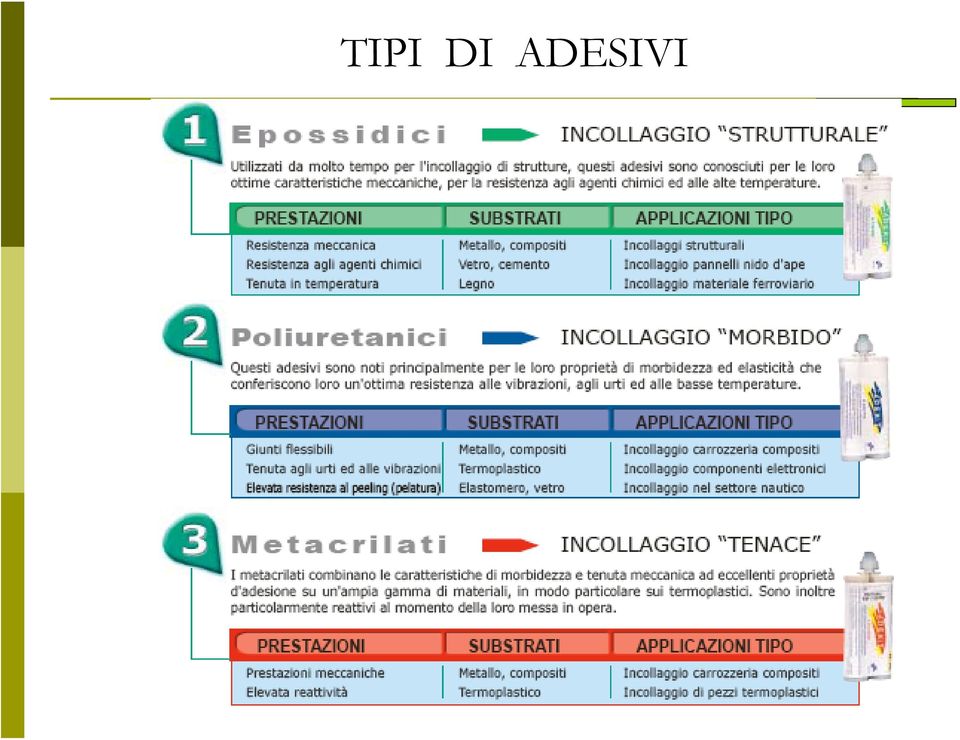
3 TIPI DI ADESIVI
4 ESEMPI INCOLLAGGI

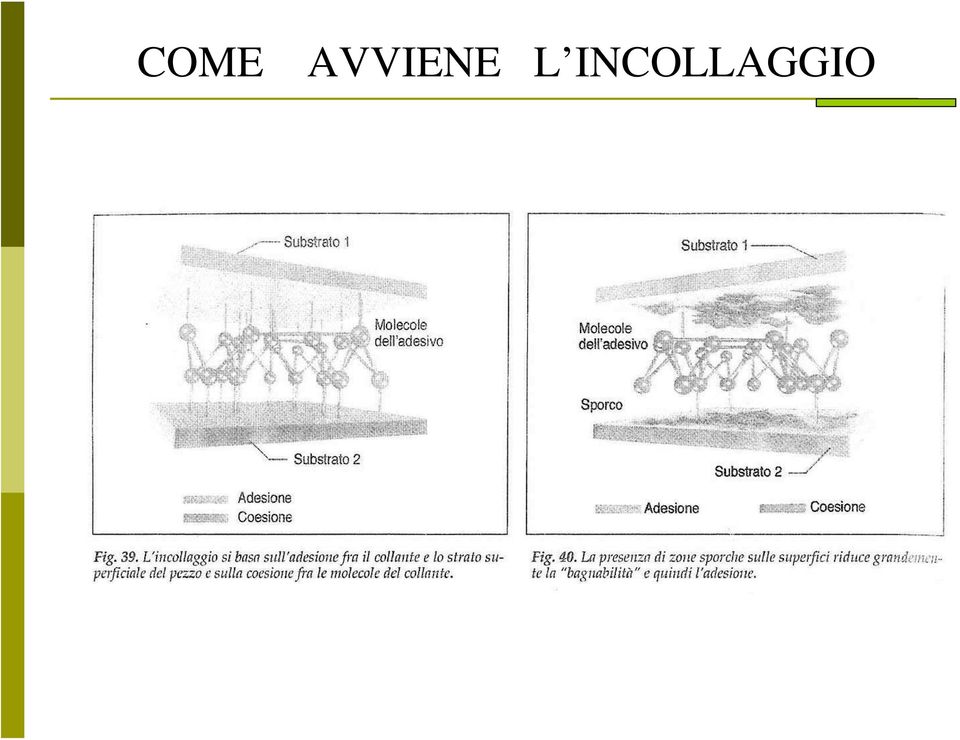
5 COME AVVIENE L INCOLLAGGIO
6 AGGRAFFATURA Particolare aggraffatura scatola in banda stagnata

7 CHIODATURA In un recente passato, il metodo più usato per unire lamiere e profilati era la chiodatura. La chiodatura consiste nel praticare fori corrispondenti sui pezzi da unire ; nei fori vengono infilati i chiodi caldi che vengono subito ribaditi. Oggi la saldatura ha soppiantata la chiodatura, poiché è più economica e più affidabile.

8 IMPIEGO DELLA CHIODATURA Le chiodature non vengono quasi più utilizzate perché : La saldatura è più conveniente e non appesantisce i giunti La saldatura può essere fatta più agevolmente in opera Le chiodature richiedono una elevata precisione nel montaggio Le chiodature sono ancora molto utilizzate in aeronautica perché I materiali compositi usati non possono essere saldati La bulloneria crea problemi aerodinamici e di sicurezza La saldatura provoca alterazioni termiche nel materiale, vicino ai lembi saldati.

9 GRANDI OPERE IN ACCIAIO CHIODATO La tour Eiffel La Stazione di Milano Copertura Galleria Umberto I a Napoli

10 ESECUZIONE DELLA CHIODATURA Le fasi per una chiodatura sono: Foratura lamiere Cianfrinatura : svasatura della parte esterna del foro per adeguarlo alla forma del chiodo Inserzione del chiodo a color rosso Ricalcatura della controtesta TIPI CHIODATURA Chiodatura a caldo : con chiodi in acciaio extradolce diametro del gambo 8 40 mm Chiodatura a freddo : con ribattini o rivetti in alluminio, ottone, rame ; diametro < 8 mm

11 MATERIALI PER CHIODATURE Chiodature a freddo con rivetti : Acciai dolci ed extradolci Ottone, rame, leghe leggere Metalli duttili Chiodature a caldo con chiodi : Acciai dolci ed extradolci perché poco temprabili

12 NORME UNI PER CHIODI CHIODATURE: Chiodi e rivetti, normativa UNI di riferimento

13 FORATURE PER CHIODI
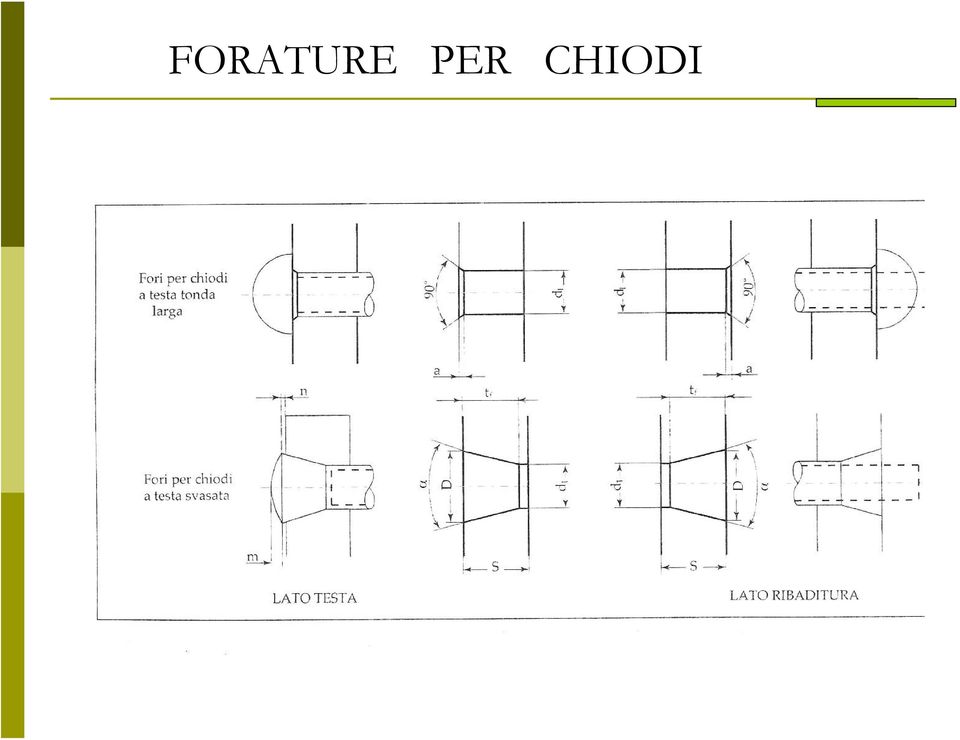
14 DIMENSIONAMENTO Nelle norme UNI sono previsti rapporti tra : dimensioni chiodi spessori lamiere posizionamento fori

15 GIUNZIONE LAMIERE Sovrapposizione Coprigiunto, Doppio coprigiunto

16 RIVETTI PER AREONAUTICA

17 RAPRESENTAZIONE GRAFICA

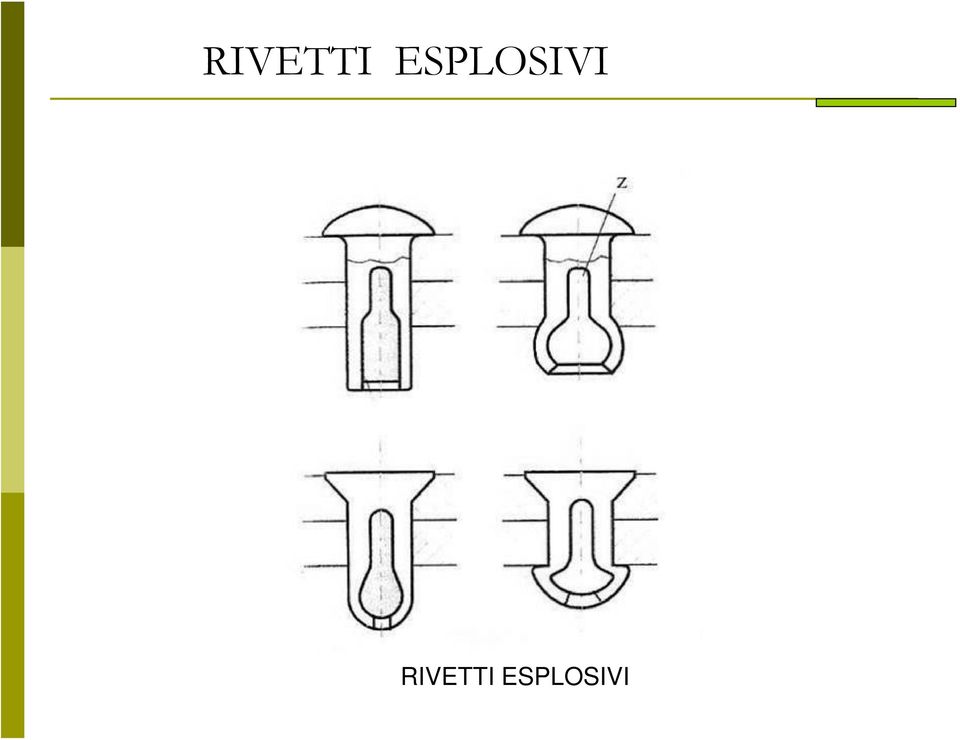
18 RIVETTI ESPLOSIVI RIVETTI ESPLOSIVI
19 SALDATURA E SALDABILITA Saldatura : unione permanente di due parti metalliche ottenuta realizzando la continuità del collegamento, con impiego di una sorgente di calore Saldabilità : attitudine di un materiale a prestarsi alla realizzazione di collegamenti saldati con le volute caratteristiche meccaniche

20 LA SALDATURA I giunti saldati sono di impiego molto comune per le loro caratteristiche di robustezza, economia, leggerezza, ermeticità. La saldatura è il procedimento con cui si realizza l'unione di pezzi metallici, in modo tale da ottenere la continuità fisica delle parti da unire. I lembi dei pezzi da saldare vengono riscaldati ad alta temperatura superiori a quella di fusione e, solidificando, danno origine a un giunto saldato. Il riscaldamento può essere realizzato con mezzi diversi. Insieme al materiale dei pezzi da unire, chiamato anche metallo base, può essere fuso anche materiale di analoga composizione, che prende il nome di metallo d'apporto.

21 TIPOLOGIE SALDATURE Brasatura Una sorgente termica porta a fusione solo un volume di metallo d apporto, che risolidificando tra i lembi da unire crea il collegamento Saldatura per fusione Una sorgente termica concentra una potenza sufficiente per portare a fusione i lembi da unire e il metallo d apporto. Il metallo di apporto può anche mancare Saldatura a pressione l unione dei lembi da unire avviene sotto l azione contemporanea di una pressione e di un riscaldamento dei lembi
22 GRANDI OPERE IN ACCIAIO SALDATO Strutture di un Grattacielo La stiva di una nave Un moderno ponte
23 ELEMENTI DI UN GIUNTO SALDATO Giunto saldato : è comunemente detto saldatura ; indica la zona di unione dei due pezzi, originata dal processo di fusione-solidificazione dei lembi dei pezzi ; Metallo base (Mb): è il materiale di cui sono costituiti i pezzi da saldare. Metallo d'apporto (Ma): è il metallo che, fuso insieme al metallo base,concorre alla formazione del giunto. Cordone di saldatura (C): è costituito dal metallo base e da quello d'apporto (se presente), solidificati per raffreddamento dopo la fusione. Lembi (L): sono le superfici estreme dei pezzi interessate dalla saldatura. Energia termica (Et): è il calore necessario per la fusione del metallo base e di quello d'apporto. La fonte di calore può essere di natura diversa (fiamma ossiacetilenica, arco elettrico, luce laser,ecc.)
24 STRUTTURA DI UN GIUNTO Zona fusa (ZF) : rappresenta la porzione di lega metallica che raggiunge la temperatura di fusione ; è composta dal metallo base e dall eventuale metallo d apporto Zona termicamente alterata (ZTA) :parte del giunto saldato che non raggiunge la fase liquida ma subisce modifiche microstrutturali per i cicli termici di saldatura Metallo base: la rimanente porzione del giunto saldato a distanza sufficientemente elevata dalla saldatura da non subire alterazioni apprezzabili nella microstruttura e, quindi, nelle caratteristiche
25 RADIOGRAFIA DI UN GIUNTO SALDATO
26 BRASATURA Il metallo base ( Mb ) non fonde ma si porta a fusione solo il metallo d'apporto (Ma), che si interpone tra i pezzi da unire, solidifica e li congiunge stabilmente. Le brasature sono saldature eterogene, ciò significa che giunto è costituito dal solo metallo d'apporto
27 BRASATURE BRASATURA temperatura < 450 C Sempre con metallo d apporto bassofondente rispetto agli elementi da giuntare ( i pezzi possono essere saldatati varie volte) Pezzi non devono essere a contatto altrimenti non è possibile interporre il metallo d apporto e devono essere puliti SALDOBRASATURA temperatura > 600 C Preparazione del giunto tipica della saldatura autogena Leghe di apporto fondenti a temp. inferiori ai metalli del giunto Ottoni fondenti a temperature relativamente elevate : per la saldobrasatura dell acciaio tra C, per la ghisa tra C, per il rame e i bronzi tra C.)
28 CLASSIFICAZIONE SALDATURE ETEROGENE AUTOGENE per Fusione Brasatura Saldobrasatura Elettrica ad arco (idrogeno atomico, plasma, atmosfera protettiva, ad arco sommerso, ad arco protetto) ; Gas (ossidrica, ossiacetilenica) ; Laser ; Alluminotermica ; AUTOGENE a Pressione Attrito Esplosione Ultrasuoni Elettrica a resistenza ( a punti o cucitura,con scintillio, a rulli )
29 SALDABILITA DELLE LEGHE
30 SCELTA PROCESSO DI SALDATURA
31 SALDATURA PER FUSIONE A GAS Il calore necessario è derivato da una reazione di combustione : Fiamma ossiacetilenica C2H2 + 5/2 O2 = 2CO2 + H2O Fiamma ossidrica H2 + 1/2 O2 = H2O L ossigeno è fornito dall ambiente ma soprattutto dalla bombola. La fiamma ossidrica sviluppa principalmente vapore acqueo. L uso delle fiamme è per la saldatura (non industriale), per la saldobrasatura, per il taglio alla fiamma
32 SALDATURA OSSIACETILENICA C 2 H CO + H ,8 kj 2 CO C ,6 kj H 2 + ½ 0 2 H ,8 kj Il calore necessario alla fusione dei lembi da saldare è ottenuto dalla combustione di una miscela di ossigeno O 2 e acetilene (C 2 H 2 ). La fiamma ossiacetilenica è composta di tre zone : il dardo, la zona riducente e il fiocco ( vedi figura). La zona di massima temperatura (circa 3200 C) è situata alla punta del dardo (è la zona usata per la saldatura). La reazione esotermica primaria avviene nel dardo e dà luogo alla formazione di monossido di carbonio e idrogeno Nella zona riducente la temperatura è di circa 2600 C, mentre nel fiocco (zona ossidante) si ha una temperatura media di 1200 C.
33 SALDATURA OSSIACETILENICA
34 SALDATURA ELETTRICA AD ARCO Il calore necessario per la fusione dei metallo è ottenuto per mezzo di un arco voltaico che scocca tra un elettrodo e i pezzi da saldare. La temperatura dell'arco è di oltre 3200 C e provoca la fusione sia del materiale base sia dell'elettrodo; quest'ultimo costituisce quindi il metallo d'apporto. In genere si utilizzano elettrodi rivestiti, costituiti da un filo metallico (anima) di diametro variabile tra i 2 e 4 mm, e da un rivestimento che ricopre l'elettrodo per quasi tutta la sua lunghezza.
35 SALDATURA ELETTRICA AD ARCO Attrezzatura per Saldatura ad arco elettrico (con elettrodo a perdere)
36 ELETTRODO RIVESTITO Il rivestimento è composto da una miscela di sostanze che hanno lo scopo di facilitare la saldatura, eliminare le impurezze e proteggere il bagno di fusione dalle contaminazioni esterne e dall'ossidazione. Il rivestimento può anche contenere degli elementi di lega che, combinandosi con il metallo base, possono migliorare le proprietà chimiche e meccaniche dei giunto saldato. Il materiale del rivestimento, più leggero del metallo fuso, galleggia sul bagno di fusione e dà luogo a uno strato protettivo (scoria), che viene facilmente eliminato dopo la solidificazione e il raffreddamento del cordone.
37 SALDATURA AD ARCO PROTETTA Nella saldatura in atmosfera controllata la protezione del bagno di fusione è affidata a un flusso di gas (inerte o attivo). Esso ha la funzione di favorire il mantenimento dell'arco ed di protegge il bagno di fusione da reazioni chimiche indesiderate (in particolare dall'ossidazione). I principali procedimenti di saldatura ad arco in atmosfera controllata sono denominati: TIG (Tungsten lnert Gas); MIG (Metal lnert Gas); MAG (Metal Active Gas).
38 SALDATURA TIG TIG (Tungsten Inert Gas): viene utilizzato per saldare acciai comuni ma anche per acciai inossidabili, inconel, rame e sue leghe. Elettrodo : è di tungsteno infusibile Gas di protezione inerte : elio, argon Metallo di apporto : bacchette fusibili. TORCIA per TIG
39 SALDATURA MIG Nel procedimento MIG l'elettrodo è costituito da un filo metallico fusibile che fuoriesce in modo continuo dalla torcia. Il filo viene prelevato da una matassa e inviato alla torcia da un sistema motorizzato di trascinamento. Nella saldatura MIG il filo metallico svolge la duplice funzione di elettrodo e metallo d'apporto. MIG ( Metal Inert Gas ) Elettrodo : Filo metallico fusibile Gas di protezione inerte : azoto,elio
40 SALDATURA MAG Il procedimento è analogo a quello della saldatura MIG, ma in questo caso i gas inerti sono sostituiti da un gas attivo, generalmente anidride carbonica (C0 2 ). I vantaggi di questo procedimento rispetto ai sistemi TIG e MIG consistono nella maggiore penetrazione e nel minor costo del gas protettivo. Il sistema MAG (Metal Active Gas) è utilizzabile solo per la saldatura di acciai al carbonio e di alcuni acciai inossidabili. Elettrodo : filo acciaio ramato ; Gas di protezione : CO 2 o sue miscele
41 G.M.A.W. (Gas Metal Arc Welding) La sigla G.M.A.W. (Gas Metal Arc Welding) ha sostituito le precendenti Simbologie TIG, MIG e MAG La saldatura MIG e MAG è anche detta a filo continuo.
42 SALDATURA ELETTRICA A RESISTENZA La saldatura si realizza per l'azione combinata del calore e della compressione dei pezzi da unire. I procedimenti di saldatura a resistenza sono di esecuzione semplice, rapida ed economica, producono giunti di buon aspetto estetico e permettono la saldatura tra materiali diversi. Il calore necessario per la fusione localizzata dei metallo è ottenuto facendo attraversare la zona di giunzione da una corrente elettrica di forte intensità. Per effetto Joule si produce una quantità di calore Q = R x I 2 x t
43 SALDATURA A PUNTI Questo tipo di saldatura è idoneo per la saldatura di lamiere sottili ; si realizza per mezzo di apposite saldatrici che prendono il nome di puntatrici. Il procedimento di saldatura avviene in tre fasi : 1) sovrapposizione dei lembi da saldare e accostamento degli elettrodi; 2) passaggio di corrente e fusione localizzata del metallo nella zona di contatto dei pezzi ; 3) compressione dei pezzi tra gli elettrodi e consolidamento della giunzione.
44 SALDATRICE A PUNTI ELETTRODI
45 SALDATURA A RULLI Il principio di funzionamento è analogo a quello della saldatura per punti, ma in questo caso gli elettrodi sono costituiti da rulli. La corrente viene inviata a intervalli regolari, mentre i rulli rotolano sui pezzi esercitando contemporaneamente la pressione necessaria alla saldatura. Le lamiere di piccolo spessore devono essere decapate prima della saldatura.
46 SALDATURA DI TESTA A RESISTENZA PURA E impiegata per la saldatura di testa di pezzi cilindrici e tubi e si svolge secondo queste fasi ( vedi figura ): 1) I pezzi sono serrati su morsetti collegati al circuito elettrico della saldatrice accostando i pezzi; 2) Il circuito elettrico si chiude e le zone dei pezzi prossime alle superfici di contatto si surriscaldano fino alla fusione per effetto Joule. 3) A questo punto i pezzi vengono compressi l'uno contro l'altro fino ad ottenerne la saldatura. Le superfici da unire devono essere lisce e pulite, per cui è necessaria una preparazione preventiva.
47 SALDATURA AL PLASMA Il plasma, spesso definito il quarto stato della materia, èun gas ionizzato ; si ottiene riscaldando un gas a temperature molto alte. Infatti quando un gas viene riscaldato a temperature elevate, i suoi atomi si scindono in ioni che sono dotati di cariche elettriche positive e negative. La presenza di elettroni liberi in moto disordinato produce una enorme quantità di calore, che può essere sfruttata per la saldatura. La saldatura al plasma è applicabile a tutti i materiali ed è particolarmente adatta alla saldatura di acciai inossidabili, nichel, rame,ottone, alluminio e sue leghe,titanio. Risulta più veloce rispetto al sistema TIG e consente la saldatura di pezzi di grande spessore, riducendo contemporaneamente le deformazioni
48 TORCIA AL PLASMA La TORCIA è dotata di un elettrodo infusibile in tungsteno e di ugello calibrato attraverso cui viene lanciato il gas ionizzato (plasma ) ad elevata temperatura C. Il riscaldamento del gas avviene attraverso un arco elettrico che scocca d un elettrodo infusibile di tungsteno ed il pezzo da saldare. I gas più usati per la produzione del plasma sono costituiti da miscele di argon ed idrogeno. Nella saldatura al plasma, la torcia è provvista anche di ugelli anulari per l emissione di un gas inerte che circonda il getto di plasma e protegge il bagno di fusione A causa delle elevate temperature, l ugello deve essere raffreddato con circolazione di acqua.
49 GENERATORE LASER Il termine Laser è un acronimo di Light Amplification Stimulation Emission of Radiation ( Amplificazione della Luce attraverso un Emissione Stimolata di Radiazioni): Un generatore di luce laser è un apparecchio in cui un mezzo, gassoso o solido, viene stimolato al fine di emettere un raggio di luce coerente e monocromatico (ad onda sincronizzata, di singola lunghezza). Il fascio luminoso può essere focalizzato concentrando un elevata quantità di energia in un singolo punto. L energia così concentrata permette di raggiungere, in breve tempo, temperature molto elevate, superiori alla temperatura di vaporizzare diversi materiali. Si possono eseguire sia operazioni di taglio, sia di saldatura di metalli. I due tipi più comuni di laser industriali sono il laser a CO 2 e il laser a neodimio (Nd:YAG). Il laser a CO 2 utilizza un mezzo laserante gassoso, mentre il laser Nd:YAG impiega un materiale laserante cristallino. I laser a CO 2 sono disponibili con potenze fino a 40 kw; mentre i Nd:YAG fino a 5 kw.
50 SALDATURA LASER La saldatura laser (LBW) produce una fusione del metallo tramite la radiazione emessa da un raggio concentrato di luce coerente; per proteggere il bagno fuso viene utilizzato un gas protettivo. La saldatura può avvenire con o senza metallo di apporto ed è utilizzabile sui principali metalli, (acciaio al carbonio, acciaio inossidabile, alluminio, titanio, nickel, rame e numerose altre leghe di metallo). I vantaggi di tale tipo di saldatura sono l altissima velocità di avanzamento, la riduzione delle zone alterate dal calore, le caratteristiche meccaniche e la bassa deformazione del pezzo saldato, l assenza di scorie e spruzzi, nonché l elevata possibilità di automatizzare il processo. I sistemi laser a CO 2 ad elevata potenza sono indicati per saldature strette, a singola passata. Un importante particolarità del laser a neodimio è che il raggio può essere trasmesso tramite fibre ottiche, rendendolo particolarmente indicato per azionamenti robotizzati, per la saldatura di strutture.
51 TESTA PER SALDATURA LASER La saldatura Laser consente di saldare materiali diversi o con scarsa saldabilità, con spessori da 50 micron a 2,5 mm I pezzi sono soggetti a ridottissimi stress termici I giunti saldati hanno ottime caratteristiche estetiche e tecniche
52 GIUNTO A PIENA PENETRAZIONE Per ottenere la massima efficienza del giunto è necessario realizzare la completa penetrazione della zona fusa Per piccoli spessori è sufficiente la saldatura con lembi retti in una o due passate contrapposte Per spessori maggiori si ricorre alla preparazione dei lembi (cianfrino) e alla saldatura multipassata
53 CIANFRINATURA Per ottenere saldature di qualità, quasi sempre occorre preparare i lembi da saldare in maniera opportuna. Tale operazione è detta cianfrinatura ; la forma e le dimensioni dei cianfrini sono riportate nelle norme tecniche
54 TIPI DI GIUNTO
55 CONVENZIONI GRAFICHE In base alla norma UNI EN 22553, una saldatura viene individuata schematicamente con i seguenti elementi : Un segno grafico elementare che indica la forma della sezione della saldatura Un segno grafico ulteriore che indica la forma del profilo esterno del cordone Una quotatura convenzionale Una serie di indicazioni complementari
56 DESIGNAZIONE SALDATURE In un disegno,per individuare i lembi ove si deve eseguire una saldatura si usa un simbolo chiamato Linea Freccia e la doppia linea di riferimento
57 DESIGNAZIONE SALDATURE Segno grafico per la superficie esterna del cordone (convessa, piana, concava )
58 DESIGNAZIONE SALDATURE La forma della sezione della saldatura viene individuata da un segno grafico convenzionale, come mostrato nella tabella seguente
59 DESIGNAZIONE SALDATURE Nr. Denominazione Disegno Illustrativo Segno Grafico
60 QUOTATURA DELLE SALDATURE Le dimensioni della saldatura vengono poste sui fianchi del segno grafico elementare, con i seguenti criteri : Le quote relative alla sezione S va posta alla sinistra del segno grafico ; La quota relativa alla lunghezza L del cordone va posta alla destra
61 QUOTATURA DELLE SALDATURE
62 INDICAZIONI COMPLEMENTARI Si possono specificare ulteriori caratteristiche della saldatura, come mostrato nelle figure Il procedimento di saldatura ( ad arco, al plasma, ecc.), può essere indicato con un codice numerico posto nella forcella, riportato nelle norme UNI EN 24063; Il tipo di controllo non distruttivo, se richiesto, può essere indicato con una sigla aggiunta dopo il codice che indica il procedimento, ( ad esempio RX = radiografia US = ultrasuoni )
63 INDICAZIONI COMPLEMENTARI Codici numerici secondo norme UNI EN per individuare il processo di saldatura
64 CONTROLLO SALDATURE Metodi Superficiali esame visivo esame con liquidi penetranti esame con particelle magnetiche. Metodi Volumetrici esame radiografico esame radioscopico esame ad ultrasuoni. I controlli non distruttivi si suddividono in due famiglie: controlli non distruttivi superficiali: danno la possibilità di esaminare i particolari solo a livello superficiale ed al massimo sottopelle. Con l'applicazione di tali metodi di esame si ha solo la possibilità di localizzare l'eventuale presenza dei difetti, identificando solo la loro forma ed estensione, quindi non si riesce a quantificare in modo preciso la profondità del difetto. controlli non distruttivi volumetrici: al contrario dei metodi superficiali con l'applicazione dei controlli volumetrici si ha la possibilità di verificare l'integrità nel materiale, purtroppo in alcuni casi specifici non si riescono ad individuare difetti superficiali.
65 SIMBOLOGIA SALDATURE RAPPRESENTAZIONE SCHEMATICA RAPPRESENTAZIONE COMPLETA I cordoni di saldatura non vengono rappresentati nel disegno. Le saldature vengono individuate con la linea freccia, corredata con le altre informazioni sulla forma e dimensioni del cordone e sul metodo I cordoni di saldatura sono rappresentati in vista ed in sezione In vista si rappresentano con due linee parallele, riempite con archetti tracciati amano libera
66 DETTAGLI GIUNTI SALDATI
67 SIMBOLOGIA SALDATURE
68 SIMBOLOGIA SALDATURE
69 SIMBOLOGIA SALDATURE
Corso di Tecnologia Meccanica ( ING/IND16) CF 8. Saldature. Sistemi di Produzione/ Tecnologia Meccanica
 CF 8. Saldature. Sistemi di Produzione/ Tecnologia Meccanica") Corso di Tecnologia ( ING/IND16) CF 8 Saldature Saldatura: Processo di unione permanente di due componenti meccanici. Variabili principali: Lega da saldare Spessore delle parti Posizione di saldatura Produzione
Corso di Tecnologia ( ING/IND16) CF 8 Saldature Saldatura: Processo di unione permanente di due componenti meccanici. Variabili principali: Lega da saldare Spessore delle parti Posizione di saldatura Produzione
SALDATURA AD ARCO SOMMERSO
 SALDATURA SALDATURA AD ARCO SOMMERSO La saldatura ad arco sommerso (SAW - Submerged Arc Welding nella terminologia AWS) è un saldatura ad arco a filo continuo sotto protezione di scoria. Il fatto che l
SALDATURA SALDATURA AD ARCO SOMMERSO La saldatura ad arco sommerso (SAW - Submerged Arc Welding nella terminologia AWS) è un saldatura ad arco a filo continuo sotto protezione di scoria. Il fatto che l
Rappresentazione delle saldature
 TIPI DI GIUNTI SALDATI (UNI 1307-2a parte) Si definisce giunto saldato la zona in cui avviene il collegamento dei pezzi mediante saldatura. Le superfici minori dei pezzi, vicine e interessate alla saldatura,
TIPI DI GIUNTI SALDATI (UNI 1307-2a parte) Si definisce giunto saldato la zona in cui avviene il collegamento dei pezzi mediante saldatura. Le superfici minori dei pezzi, vicine e interessate alla saldatura,
Lezione. Tecnica delle Costruzioni
 Lezione Tecnica delle Costruzioni Collegamenti saldati Procedimenti di saldatura Sorgente termica che produce alta temperatura in modo localizzato Fusione del materiale base più il materiale di apporto
Lezione Tecnica delle Costruzioni Collegamenti saldati Procedimenti di saldatura Sorgente termica che produce alta temperatura in modo localizzato Fusione del materiale base più il materiale di apporto
REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA
 REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA SETTORE ECONOMICO PROFESSIONALE 1 SETTORE MECCANICA; PRODUZIONE E MANUTENZIONE DI MACCHINE; IMPIANTISTICA Processo Lavorazioni Meccaniche
REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA SETTORE ECONOMICO PROFESSIONALE 1 SETTORE MECCANICA; PRODUZIONE E MANUTENZIONE DI MACCHINE; IMPIANTISTICA Processo Lavorazioni Meccaniche
LAVORAZIONI NON CONVENZIONALI TECNOLOGIA LASER
 LAVORAZIONI NON CONVENZIONALI TECNOLOGIA LASER LASER = LIGHT AMPLIFICATION BY SIMULATED EMISSION OF RADIATION Amplificazione della luce mediante l emissione stimolata della radiazione Il LASER è una particolare
LAVORAZIONI NON CONVENZIONALI TECNOLOGIA LASER LASER = LIGHT AMPLIFICATION BY SIMULATED EMISSION OF RADIATION Amplificazione della luce mediante l emissione stimolata della radiazione Il LASER è una particolare
I METALLI. I metalli sono materiali strutturali costituiti ciascuno da un singolo elemento. Hanno tra loro proprietà molto simili.
 M et 1 all I METALLI I metalli sono materiali strutturali costituiti ciascuno da un singolo elemento. Hanno tra loro proprietà molto simili. Proprietà Le principali proprietà dei metalli sono le seguenti:
M et 1 all I METALLI I metalli sono materiali strutturali costituiti ciascuno da un singolo elemento. Hanno tra loro proprietà molto simili. Proprietà Le principali proprietà dei metalli sono le seguenti:
PROCESSO DI ASSEMBLAGGIO
 PROCESSO DI ASSEMBLAGGIO La fabbricazione degli elementi meccanici seguita dalla loro unione sono i principali compiti dell industria produttiva. Essenzialmente l assemblaggio consiste nel collegare degli
PROCESSO DI ASSEMBLAGGIO La fabbricazione degli elementi meccanici seguita dalla loro unione sono i principali compiti dell industria produttiva. Essenzialmente l assemblaggio consiste nel collegare degli
Università di Roma Tor Vergata SALDATURA
 SALDATURA La saldatura è un tipo di giunzione che consente di unire permanentemente parti solide, realizzando la continuità del materiale. Materiale d apporto Materiale base Materiale base = Materiale
SALDATURA La saldatura è un tipo di giunzione che consente di unire permanentemente parti solide, realizzando la continuità del materiale. Materiale d apporto Materiale base Materiale base = Materiale
CLASSIFICAZIONE DELLE LAVORAZIONI MECCANICHE
 CLASSIFICAZIONE DELLE LAVORAZIONI MECCANICHE Le lavorazioni meccaniche possono essere classificate secondo diversi criteri. Il criterio che si è dimostrato più utile, in quanto ha permesso di considerare
CLASSIFICAZIONE DELLE LAVORAZIONI MECCANICHE Le lavorazioni meccaniche possono essere classificate secondo diversi criteri. Il criterio che si è dimostrato più utile, in quanto ha permesso di considerare
METALLI FERROSI GHISA ACCIAIO
 METALLI FERROSI I metalli ferrosi sono i metalli e le leghe metalliche che contengono ferro. Le leghe ferrose più importanti sono l acciaio e la ghisa. ACCIAIO: lega metallica costituita da ferro e carbonio,
METALLI FERROSI I metalli ferrosi sono i metalli e le leghe metalliche che contengono ferro. Le leghe ferrose più importanti sono l acciaio e la ghisa. ACCIAIO: lega metallica costituita da ferro e carbonio,
tecnologia PROPRIETÀ DEI METALLI Scuola secondaria primo grado. classi prime Autore: Giuseppe FRANZÈ
 tecnologia PROPRIETÀ DEI METALLI Scuola secondaria primo grado. classi prime Autore: Giuseppe FRANZÈ LE PROPRIETÀ DEI MATERIALI DA COSTRUZIONE Si possono considerare come l'insieme delle caratteristiche
tecnologia PROPRIETÀ DEI METALLI Scuola secondaria primo grado. classi prime Autore: Giuseppe FRANZÈ LE PROPRIETÀ DEI MATERIALI DA COSTRUZIONE Si possono considerare come l'insieme delle caratteristiche
Corso di Tecnologia Meccanica
 Corso di Tecnologia Meccanica Modulo 5 Tecnologie di saldatura LIUC - Ingegneria Gestionale 1 La saldatura È un processo di unione permanente di due componenti meccanici effettuabile con diversi procedimenti
Corso di Tecnologia Meccanica Modulo 5 Tecnologie di saldatura LIUC - Ingegneria Gestionale 1 La saldatura È un processo di unione permanente di due componenti meccanici effettuabile con diversi procedimenti
IMPIANTO AUTOMATICO PER LA SALDATURA DI ESTRUSI DI ALLUMINIO PER APPLICAZIONI NAVALI.
 IMPIANTO AUTOMATICO PER LA SALDATURA DI ESTRUSI DI ALLUMINIO PER APPLICAZIONI NAVALI. Tube Tech Machinery Marcello Filippini Il settore dei trasporti, specialmente i trasporti passeggeri con treni e navi,
IMPIANTO AUTOMATICO PER LA SALDATURA DI ESTRUSI DI ALLUMINIO PER APPLICAZIONI NAVALI. Tube Tech Machinery Marcello Filippini Il settore dei trasporti, specialmente i trasporti passeggeri con treni e navi,
S A L D A T U R A GENERALITÀ E TERMINOLOGIA
 PON G1 FSE 2009-301 "MECCANICA APPLICATA" - Prof.Michele Lapresa - ITIS"E.Fermi" Francavilla Fontana GENERALITÀ E TERMINOLOGIA S A L D A T U R A La SALDATURA è una tecnica di giunzione che realizza l unione
PON G1 FSE 2009-301 "MECCANICA APPLICATA" - Prof.Michele Lapresa - ITIS"E.Fermi" Francavilla Fontana GENERALITÀ E TERMINOLOGIA S A L D A T U R A La SALDATURA è una tecnica di giunzione che realizza l unione
Power Pulse 400/500 HSL
 400/500 HSL Italiano Power Pulse: Applicazioni Power Pulse 400/500 HSL è una saldatrice professionale ad inverter trifase (400A 100% a 40 C) con carrello traina-filo separato WF 104. Le modalità MIG/MAG
400/500 HSL Italiano Power Pulse: Applicazioni Power Pulse 400/500 HSL è una saldatrice professionale ad inverter trifase (400A 100% a 40 C) con carrello traina-filo separato WF 104. Le modalità MIG/MAG
Filtri per la saldatura e tecniche connesse requisiti di trasmissione e utilizzazioni raccomandate
 allegato 3 - protezione personale degli occhi Allegato 3 (*) Si riportano di seguito le appendici delle norme UNI EN 169 (1993), UNI EN 170 (1993) e UNI EN 171 (1993) Protezione personale degli occhi (*)
allegato 3 - protezione personale degli occhi Allegato 3 (*) Si riportano di seguito le appendici delle norme UNI EN 169 (1993), UNI EN 170 (1993) e UNI EN 171 (1993) Protezione personale degli occhi (*)
UNIVERSITÀ DEGLI STUDI DI PADOVA Facoltà di Ingegneria sede di Vicenza A.A. 2007/08
 UNIVERSITÀ DEGLI STUDI DI PADOVA Facoltà di Ingegneria sede di Vicenza A.A. 2007/08 Corso di Disegno Tecnico Industriale per il Corso di Laurea triennale in Ingegneria Meccanica e in Ingegneria Meccatronica
UNIVERSITÀ DEGLI STUDI DI PADOVA Facoltà di Ingegneria sede di Vicenza A.A. 2007/08 Corso di Disegno Tecnico Industriale per il Corso di Laurea triennale in Ingegneria Meccanica e in Ingegneria Meccatronica
una saldatura ad arco
 UTENSILERIA Realizzare una saldatura ad arco 0 1 Il tipo di saldatura Saldatrice ad arco La saldatura ad arco si realizza con un altissima temperatura (almeno 3000 c) e permette la saldatura con metallo
UTENSILERIA Realizzare una saldatura ad arco 0 1 Il tipo di saldatura Saldatrice ad arco La saldatura ad arco si realizza con un altissima temperatura (almeno 3000 c) e permette la saldatura con metallo
L ultima operazione è quella che ci permette di trasformare il nostro linguaggio di disegno in linguaggio macchina, cioè, grazie a dei programmi
 MODULO 9 Introduzione a un progetto: realizzazione dei disegni meccanici con l ausilio di programmi CAD-CAM. Concetti di base su programmazione su macchine utensili a CNC: tornio, fresatrici ed elettroerosione.
MODULO 9 Introduzione a un progetto: realizzazione dei disegni meccanici con l ausilio di programmi CAD-CAM. Concetti di base su programmazione su macchine utensili a CNC: tornio, fresatrici ed elettroerosione.
IL PROBLEMA DEL PRODURRE
 IL PROBLEMA DEL PRODURRE IL CICLO TECNOLOGICO E I PROCESSI PRIMARI E SECONDARI Ing. Produzione Industriale - Tecnologia Meccanica Processi primari e secondari - 1 IL CICLO TECNOLOGICO Il ciclo tecnologico
IL PROBLEMA DEL PRODURRE IL CICLO TECNOLOGICO E I PROCESSI PRIMARI E SECONDARI Ing. Produzione Industriale - Tecnologia Meccanica Processi primari e secondari - 1 IL CICLO TECNOLOGICO Il ciclo tecnologico
Operatore TIG automatica (orbitale)
") Operatore TIG automatica (orbitale) GTAW(TIG) MANUALE E ORBITALE Parametri che influenzano la saldatura TIG TUNGSTEN INERT GAS, ovvero saldatura con elettrodo di tungsteno in atmosfera di gas inerte Diametro
Operatore TIG automatica (orbitale) GTAW(TIG) MANUALE E ORBITALE Parametri che influenzano la saldatura TIG TUNGSTEN INERT GAS, ovvero saldatura con elettrodo di tungsteno in atmosfera di gas inerte Diametro
LEZIONE 6. PROGETTO DI COSTRUZIONI IN ACCIAIO Progetto di giunzioni saldate. Corso di TECNICA DELLE COSTRUZIONI Chiara CALDERINI A.A.
 Corso di TECNICA DELLE COSTRUZIONI Chiara CALDERINI A.A. 2007-2008 Facoltà di Architettura Università degli Studi di Genova LEZIONE 6 PROGETTO DI COSTRUZIONI IN ACCIAIO Progetto di giunzioni saldate ASPETTI
Corso di TECNICA DELLE COSTRUZIONI Chiara CALDERINI A.A. 2007-2008 Facoltà di Architettura Università degli Studi di Genova LEZIONE 6 PROGETTO DI COSTRUZIONI IN ACCIAIO Progetto di giunzioni saldate ASPETTI
I processi di tempra sono condotti sul manufatto finito per generare sforzi residui di compressione in superficie. Vengono sfruttate allo scopo
 I processi di tempra sono condotti sul manufatto finito per generare sforzi residui di compressione in superficie. Vengono sfruttate allo scopo diverse metodologie. 1 La tempra termica (o fisica) si basa
I processi di tempra sono condotti sul manufatto finito per generare sforzi residui di compressione in superficie. Vengono sfruttate allo scopo diverse metodologie. 1 La tempra termica (o fisica) si basa
REQUISITI QUALITA Conformi alla norma ISO 3834-2
 REQUISITI QUALITA Conformi alla norma ISO 3834-2 Coordinatore di Saldartura Responsabile coordinamento attività di Saldatura (CS) Welding Engineer Compiti e responsabilità secondo ISO 473 PROCEDIMENTI
REQUISITI QUALITA Conformi alla norma ISO 3834-2 Coordinatore di Saldartura Responsabile coordinamento attività di Saldatura (CS) Welding Engineer Compiti e responsabilità secondo ISO 473 PROCEDIMENTI
Elenco Norme Saldatura
 Elenco Norme Saldatura Norma Titolo Data UNI EN 175 Protezione personale - Equipaggiamenti di protezione degli occhi e del viso durante la saldatura e i processi connessi. giugno 99 UNI EN 287-1 Prove
Elenco Norme Saldatura Norma Titolo Data UNI EN 175 Protezione personale - Equipaggiamenti di protezione degli occhi e del viso durante la saldatura e i processi connessi. giugno 99 UNI EN 287-1 Prove
International Textil Education. Machinery Division. Manuale per la stampa a trasferimento termico
 Machinery Division Manuale per la stampa a trasferimento termico Manuale per la stampa a trasferimento termico STAMPA A TRASFERIMENTO TERMICO.....4 Principio di funzionamento.4 SRUTTURA INTERNA...5 Testina
Machinery Division Manuale per la stampa a trasferimento termico Manuale per la stampa a trasferimento termico STAMPA A TRASFERIMENTO TERMICO.....4 Principio di funzionamento.4 SRUTTURA INTERNA...5 Testina
Prodotti Siderurgici 18. LAVORAZIONI: IL TAGLIO LASER 3D PER I PROFILI STRUTTURALI
 Prodotti Siderurgici 18. LAVORAZIONI: IL TAGLIO LASER 3D PER I PROFILI STRUTTURALI Generalità Lavorazioni: il taglio laser 3D per i profili strutturali Il L.A.S.E.R. - Light Amplification by Stimulated
Prodotti Siderurgici 18. LAVORAZIONI: IL TAGLIO LASER 3D PER I PROFILI STRUTTURALI Generalità Lavorazioni: il taglio laser 3D per i profili strutturali Il L.A.S.E.R. - Light Amplification by Stimulated
TRATTAMENTI TERMICI IMPORTANZA DI ESEGUIRE IL TRATTAMENTO TERMICO NEL MOMENTO OPPORTUNO DEL PROCESSO DI REALIZZAZIONE DEL PEZZO
 TRATTAMENTI TERMICI IL TRATTAMENTO TERMICO CONSISTE IN UN CICLO TERMICO CHE SERVE A MODIFICARE LA STRUTTURA DEL MATERIALE PER LA VARIAZIONE DELLE SUE CARATTERISTICHE MECCANICHE: RESISTENZA DEFORMABILITA
TRATTAMENTI TERMICI IL TRATTAMENTO TERMICO CONSISTE IN UN CICLO TERMICO CHE SERVE A MODIFICARE LA STRUTTURA DEL MATERIALE PER LA VARIAZIONE DELLE SUE CARATTERISTICHE MECCANICHE: RESISTENZA DEFORMABILITA
Tecnologie di saldatura per fusione
 La saldatura laser Tecnologie di saldatura per fusione saldatura ad arco (MIG, TIG, SAW, Plasma ecc.) saldatura a gas (ossiacetilenica, ossidrica ecc.) saldatura ad elettroscoria saldatura alluminotermica
La saldatura laser Tecnologie di saldatura per fusione saldatura ad arco (MIG, TIG, SAW, Plasma ecc.) saldatura a gas (ossiacetilenica, ossidrica ecc.) saldatura ad elettroscoria saldatura alluminotermica
Le graniglie sono classificabili, secondo il materiale di cui sono composte, come segue :
 Cos è la graniglia? L utensile della granigliatrice : la graniglia La graniglia è praticamente l utensile della granigliatrice: si presenta come una polvere costituita da un gran numero di particelle aventi
Cos è la graniglia? L utensile della granigliatrice : la graniglia La graniglia è praticamente l utensile della granigliatrice: si presenta come una polvere costituita da un gran numero di particelle aventi
Tipologie di profilati commerciali IPE
 HE A-B-M Acciai da costruzione o da carpenteria Tipologie di profilati commerciali IPE UPN L lati uguali IPE Sagomario o profilario Passaggi di lavorazione per un profilo a doppio T lavorato a caldo Nascita
HE A-B-M Acciai da costruzione o da carpenteria Tipologie di profilati commerciali IPE UPN L lati uguali IPE Sagomario o profilario Passaggi di lavorazione per un profilo a doppio T lavorato a caldo Nascita
Corso di tecnologia Scuola media a.s. 2010-2011 PROF. NICOLA CARIDI
 Corso di tecnologia Scuola media a.s. 2010-2011 PROF. NICOLA CARIDI ARGOMENTI TRATTATI: Oggetti materiali e tecnologie Classificazione dei materiali Proprietà dei materiali Proprietà chimico/fisico Proprietà
Corso di tecnologia Scuola media a.s. 2010-2011 PROF. NICOLA CARIDI ARGOMENTI TRATTATI: Oggetti materiali e tecnologie Classificazione dei materiali Proprietà dei materiali Proprietà chimico/fisico Proprietà
ATTREZZATURA DI LABORATORIO
 ATTREZZATURA DI LABORATORIO IN GENERALE RICORDIAMO CHE 1) il vetro pyrex non reagisce chimicamente con altre sostanze tranne che con l acido fluoridrico se riscaldato non si spacca 2) gli strumenti in
ATTREZZATURA DI LABORATORIO IN GENERALE RICORDIAMO CHE 1) il vetro pyrex non reagisce chimicamente con altre sostanze tranne che con l acido fluoridrico se riscaldato non si spacca 2) gli strumenti in
Genova 15 01 14 TIPOLOGIE DI LAMPADE
 Genova 15 01 14 TIPOLOGIE DI LAMPADE Le lampade a vapori di mercurio sono sicuramente le sorgenti di radiazione UV più utilizzate nella disinfezione delle acque destinate al consumo umano in quanto offrono
Genova 15 01 14 TIPOLOGIE DI LAMPADE Le lampade a vapori di mercurio sono sicuramente le sorgenti di radiazione UV più utilizzate nella disinfezione delle acque destinate al consumo umano in quanto offrono
La corrente elettrica
 PROGRAMMA OPERATIVO NAZIONALE Fondo Sociale Europeo "Competenze per lo Sviluppo" Obiettivo C-Azione C1: Dall esperienza alla legge: la Fisica in Laboratorio La corrente elettrica Sommario 1) Corrente elettrica
PROGRAMMA OPERATIVO NAZIONALE Fondo Sociale Europeo "Competenze per lo Sviluppo" Obiettivo C-Azione C1: Dall esperienza alla legge: la Fisica in Laboratorio La corrente elettrica Sommario 1) Corrente elettrica
Saldatura. Processo di unione permanente di due componenti meccanici. Tecnologia Meccanica II. Sorgente di calore Cordone di saldatura
 Sezione Tecnologie Meccaniche e Produzione 1 Tecnologia Meccanica II Saldatura Processo di unione permanente di due componenti meccanici Metallo d apporto Sorgente di calore Cordone di saldatura Lembi
Sezione Tecnologie Meccaniche e Produzione 1 Tecnologia Meccanica II Saldatura Processo di unione permanente di due componenti meccanici Metallo d apporto Sorgente di calore Cordone di saldatura Lembi
SEMINARIO ATI IL SISTEMA FIACCOLA: esigenza operativa, sicurezza ed impatto ambientale. MEMORIA
 MEMORIA Relatore: Vincenzo Di Giovine Societa Combustion and Energy srl 1. Sommario L articolo contiene una panoramica sulla evoluzione dei sistemi di accensione piloti di torce. Si fa riferimento ai vari
MEMORIA Relatore: Vincenzo Di Giovine Societa Combustion and Energy srl 1. Sommario L articolo contiene una panoramica sulla evoluzione dei sistemi di accensione piloti di torce. Si fa riferimento ai vari
DI LUCE SEGNALI. FUTURi. di John Borell, Stephen Lee (*) (*)John Borell lavora alla Steel Art Company, costruttore Americano di insegne luminose.
 (*)John Borell lavora alla Steel Art Company, costruttore Americano di insegne luminose.") FUTURi SEGNALI DI LUCE I SISTEMI PER TAGLIO LASER OFFRONO IMPORTANTI VANTAGGI RISPETTO ALLE TECNICHE TRADIZIONALI NELLA LAVORAZIONE DI MATERIALI ACRILICI CON CUI VENGONO REALIZZATE GRAN PARTE DELLE MODERNE
FUTURi SEGNALI DI LUCE I SISTEMI PER TAGLIO LASER OFFRONO IMPORTANTI VANTAGGI RISPETTO ALLE TECNICHE TRADIZIONALI NELLA LAVORAZIONE DI MATERIALI ACRILICI CON CUI VENGONO REALIZZATE GRAN PARTE DELLE MODERNE
S.U.N. Architettura Luigi Vanvitelli. CdL Archite,ura TECNOLOGIA DELL ARCHITETTURA A 2012_13 prof. S. Rinaldi. Infissi_2 INF_2
 Infissi_2 SERRAMENTI IN LEGNO I profili di legno sono i principali elementi che caratterizzano le parti strutturali della finestra: Telai fissi, montanti e traversi dell anta, parti complementari (profili
Infissi_2 SERRAMENTI IN LEGNO I profili di legno sono i principali elementi che caratterizzano le parti strutturali della finestra: Telai fissi, montanti e traversi dell anta, parti complementari (profili
INTERVENTO DI CLAUDIA RICCARDI PLASMAPROMETEO - Dipartimento di Fisica Università degli Studi di Milano - Bicocca
 INTERVENTO DI CLAUDIA RICCARDI PLASMAPROMETEO - Dipartimento di Fisica Università degli Studi di Milano - Bicocca La ricerca come strumento per lo sviluppo aziendale: sinergia tra università e industria
INTERVENTO DI CLAUDIA RICCARDI PLASMAPROMETEO - Dipartimento di Fisica Università degli Studi di Milano - Bicocca La ricerca come strumento per lo sviluppo aziendale: sinergia tra università e industria
Esplosioni di polveri: prevenzione
 Esplosioni di polveri: prevenzione ing. Nicola Mazzei Stazione sperimentale per i Combustibili Divisione di Innovhub-Stazioni Sperimentali Industria Tel: 02-51604.256 Fax: 02-514286 Corso CINEAS: La ricerca
Esplosioni di polveri: prevenzione ing. Nicola Mazzei Stazione sperimentale per i Combustibili Divisione di Innovhub-Stazioni Sperimentali Industria Tel: 02-51604.256 Fax: 02-514286 Corso CINEAS: La ricerca
Gli elettrodi nell EDM. G. Fantoni Università di Pisa
 Gli elettrodi nell EDM G. Fantoni Università di Pisa Erodibilità di diversi materiali metallici PURI T fus. -MRR Ma Ag, Cu anomali infatti erodibilità dipende anche da conducibilità termica, capacità
Gli elettrodi nell EDM G. Fantoni Università di Pisa Erodibilità di diversi materiali metallici PURI T fus. -MRR Ma Ag, Cu anomali infatti erodibilità dipende anche da conducibilità termica, capacità
Trieste 28 Febbraio 2011
 CERTIFICAZIONE DEL SISTEMA DI GESTIONE ISO 3834: 2009 Requisiti di qualità della saldatura per fusione dei materiali metallici Trieste 28 Febbraio 2011 Roberto Silvestrin I patentini per la saldatura I
CERTIFICAZIONE DEL SISTEMA DI GESTIONE ISO 3834: 2009 Requisiti di qualità della saldatura per fusione dei materiali metallici Trieste 28 Febbraio 2011 Roberto Silvestrin I patentini per la saldatura I
MISURE DI POTERE CALORIFICO E COMPOSIZIONE
 MISURE DI POTERE CALORIFICO E COMPOSIZIONE Potere calorifico dei combustibili: bomba calorimetrica e calorimetro di Junkers Composizione: gascromatografia Composizione dei gas combusti: o Sonda λ o Strumenti
MISURE DI POTERE CALORIFICO E COMPOSIZIONE Potere calorifico dei combustibili: bomba calorimetrica e calorimetro di Junkers Composizione: gascromatografia Composizione dei gas combusti: o Sonda λ o Strumenti
Saldatura ad arco Generalità
 Saldatura ad arco Saldatura ad arco Generalità Marchio CE: il passaporto qualità, conformità, sicurezza degli utenti 2 direttive europee Direttiva 89/336/CEE del 03 maggio 1989 applicabile dall 01/01/96.
Saldatura ad arco Saldatura ad arco Generalità Marchio CE: il passaporto qualità, conformità, sicurezza degli utenti 2 direttive europee Direttiva 89/336/CEE del 03 maggio 1989 applicabile dall 01/01/96.
DISTILLAZIONE: PREMESSE
 DISTILLAZIONE: PREMESSE PROCESSO DI ELEZIONE NELLA PREPARAZIONE DI ACQUA PER PREPARAZIONI INIETTABILI PROCESSO GENERALMENTE APPLICATO COME STADIO FINALE DI PURIFICAZIONE AD UN ACQUA GIA TRATTATA IL TIPO
DISTILLAZIONE: PREMESSE PROCESSO DI ELEZIONE NELLA PREPARAZIONE DI ACQUA PER PREPARAZIONI INIETTABILI PROCESSO GENERALMENTE APPLICATO COME STADIO FINALE DI PURIFICAZIONE AD UN ACQUA GIA TRATTATA IL TIPO
Essiccatori ad adsorbimento rigenerati a caldo
 Essiccatori ad adsorbimento rigenerati a caldo Soluzioni di sistemi innovativi Perché l aria compressa pulita e asciutta è importante In quasi tutti i settori dell industria l aria compressa è uno strumento
Essiccatori ad adsorbimento rigenerati a caldo Soluzioni di sistemi innovativi Perché l aria compressa pulita e asciutta è importante In quasi tutti i settori dell industria l aria compressa è uno strumento
MATRICE DELLE COMPETENZE DI SCIENZE E TECNOLIE APPLICATE INDIRIZZO DI MECCANICA, MECCATRONICA ED ENERGIA
 MATRICE DELLE COMPETENZE DI SCIENZE E TECNOLIE APPLICATE INDIRIZZO DI MECCANICA, MECCATRONICA ED ENERGIA Competenze in esito al quinquennio (dall Allegato C del Regolamento) 1. Individuare le proprietà
MATRICE DELLE COMPETENZE DI SCIENZE E TECNOLIE APPLICATE INDIRIZZO DI MECCANICA, MECCATRONICA ED ENERGIA Competenze in esito al quinquennio (dall Allegato C del Regolamento) 1. Individuare le proprietà
Dizionario. base materiale metallico dei pezzi da collegare con saldatura. Metallo d apporto:
 TIG MIG MAG Dizionario Metallo base: base materiale metallico dei pezzi da collegare con saldatura. Metallo d apporto: d apporto materiale metallico che viene interposto allo stato fuso tra i pezzi da
TIG MIG MAG Dizionario Metallo base: base materiale metallico dei pezzi da collegare con saldatura. Metallo d apporto: d apporto materiale metallico che viene interposto allo stato fuso tra i pezzi da
Welding Supervisor. Saldatura SMAW
 Welding Supervisor In questa sezione esamineremo un settore fondamentale che contribuisce in campo operativo al lavoro effettuato tutti i giorni da Saipem: "La saldatura" Per saldatura si intende un tipo
Welding Supervisor In questa sezione esamineremo un settore fondamentale che contribuisce in campo operativo al lavoro effettuato tutti i giorni da Saipem: "La saldatura" Per saldatura si intende un tipo
Elettroerosione Macchina per elettroerosione
 Elettroerosione 1 Macchina per elettroerosione 2 Politecnico di Torino 1 Il processo di elettroerosione Viene generato un campo elettrico tra elettrodo e pezzo Si forma un canale ionizzato tra elettrodo
Elettroerosione 1 Macchina per elettroerosione 2 Politecnico di Torino 1 Il processo di elettroerosione Viene generato un campo elettrico tra elettrodo e pezzo Si forma un canale ionizzato tra elettrodo
UNA SOLUZIONE ECONOMICA E TECNICAMENTE AVANZATA AI PROBLEMI DELLA CROMATURA DURA A SPESSORE
 UNA SOLUZIONE ECONOMICA E TECNICAMENTE AVANZATA AI PROBLEMI DELLA CROMATURA DURA A SPESSORE Pagina 1 di 6 I VANTAGGI MIDA CROMARE NELLA PROPRIA OFFICINA RIPORTI ULTRARAPIDI DI ALTA PRECISIONE DI CROMO
UNA SOLUZIONE ECONOMICA E TECNICAMENTE AVANZATA AI PROBLEMI DELLA CROMATURA DURA A SPESSORE Pagina 1 di 6 I VANTAGGI MIDA CROMARE NELLA PROPRIA OFFICINA RIPORTI ULTRARAPIDI DI ALTA PRECISIONE DI CROMO
Materiali, Sviluppo, Soluzioni. Prodotti di Molibdeno per la industria del vetro
 Materiali, Sviluppo, Soluzioni Prodotti di Molibdeno per la industria del vetro H.C. Starck, Molibdeno Materiali come il molibdeno e il tungsteno, sono vitali per le applicazioni di fusione, omogeneizzazione
Materiali, Sviluppo, Soluzioni Prodotti di Molibdeno per la industria del vetro H.C. Starck, Molibdeno Materiali come il molibdeno e il tungsteno, sono vitali per le applicazioni di fusione, omogeneizzazione
MANUALE DELLA SALDATURA
 MANUALE DELLA SALDATURA INDICE : 1 Introduzione generale 2 Procedimenti di saldatura 2.a. Saldatura ossiacetilenica o brasatura 2.b. Saldatura ad arco con elettrodi rivestiti 2.c. Saldatura ad arco sommerso
MANUALE DELLA SALDATURA INDICE : 1 Introduzione generale 2 Procedimenti di saldatura 2.a. Saldatura ossiacetilenica o brasatura 2.b. Saldatura ad arco con elettrodi rivestiti 2.c. Saldatura ad arco sommerso
SOMMARIO 1. CALCESTRUZZO... 2 2. ACCIAIO DA C.A. (DEL TIPO B450C)... 3 3. ACCIAIO PER CARPENTERIA METALLICA... 4 MANDANTE:
... 3 3. ACCIAIO PER CARPENTERIA METALLICA... 4 MANDANTE:") SOMMARIO 1. CALCESTRUZZO... 2 2. ACCIAIO DA C.A. (DEL TIPO B450C)... 3 3. ACCIAIO PER CARPENTERIA METALLICA... 4 1 1. Calcestruzzo Classe di esposizione: XC1 (elevazione) XC2 (fondazione) Classe di consistenza:
SOMMARIO 1. CALCESTRUZZO... 2 2. ACCIAIO DA C.A. (DEL TIPO B450C)... 3 3. ACCIAIO PER CARPENTERIA METALLICA... 4 1 1. Calcestruzzo Classe di esposizione: XC1 (elevazione) XC2 (fondazione) Classe di consistenza:
Lavorazioni e trattamenti superficiali dei metalli.
 Lavorazioni e trattamenti superficiali dei metalli. Cosa può offrire General Steel? General Steel rappresenta una realtà aziendale strategicamente diversificata in quanto l obbiettivo finale è quello di
Lavorazioni e trattamenti superficiali dei metalli. Cosa può offrire General Steel? General Steel rappresenta una realtà aziendale strategicamente diversificata in quanto l obbiettivo finale è quello di
PREVENZIONE INCENDI. Celsino Govoni
 PREVENZIONE INCENDI Celsino Govoni Che cos è un ESPLOSIONE? Cosa c era dentro a quell ambulatorio? Cosa è rimasto di quel centro medico posto in quel paesino!! La causa, a volte, è di piccole dimensioni
PREVENZIONE INCENDI Celsino Govoni Che cos è un ESPLOSIONE? Cosa c era dentro a quell ambulatorio? Cosa è rimasto di quel centro medico posto in quel paesino!! La causa, a volte, è di piccole dimensioni
LA FINESTRA DALL IMPRONTA VERDE NOVITÀ
 LA FINESTRA DALL IMPRONTA VERDE NOVITÀ Uw FINO A 0.85 anta esterna piatta distanziatore termicamente migliorato con gas argon vetro Basso Emissivo taglio di giunzione 45 sezione telaio 86 mm a 6 camere
LA FINESTRA DALL IMPRONTA VERDE NOVITÀ Uw FINO A 0.85 anta esterna piatta distanziatore termicamente migliorato con gas argon vetro Basso Emissivo taglio di giunzione 45 sezione telaio 86 mm a 6 camere
.eu 316/316 L LDX 2101 1.4016 1.4301 1.4307 1.4401
 .eu 316/316 L LDX 2101 1.4016 1.4301 1.4307 1.4401 Profili ad H MÍN 30 x.50 x 1.000 mm MÁX 400 x 1.000 x 15.000 mm Grosores de material Anima 3 30 mm Ala 3 60 mm Lavorazioni meccaniche 3D Acciaio al carbonio
.eu 316/316 L LDX 2101 1.4016 1.4301 1.4307 1.4401 Profili ad H MÍN 30 x.50 x 1.000 mm MÁX 400 x 1.000 x 15.000 mm Grosores de material Anima 3 30 mm Ala 3 60 mm Lavorazioni meccaniche 3D Acciaio al carbonio
LA CORRENTE ELETTRICA
 L CORRENTE ELETTRIC H P h Prima che si raggiunga l equilibrio c è un intervallo di tempo dove il livello del fluido non è uguale. Il verso del movimento del fluido va dal vaso a livello maggiore () verso
L CORRENTE ELETTRIC H P h Prima che si raggiunga l equilibrio c è un intervallo di tempo dove il livello del fluido non è uguale. Il verso del movimento del fluido va dal vaso a livello maggiore () verso
Strutture in acciaio. Unioni
 Strutture in acciaio Unioni Tipologie di unioni Chiodi o bulloni Sono puntuali Indeboliscono le sezioni Ripristinano solo parzialmente la continuità Si eseguono in opera con relativa facilità Saldatura
Strutture in acciaio Unioni Tipologie di unioni Chiodi o bulloni Sono puntuali Indeboliscono le sezioni Ripristinano solo parzialmente la continuità Si eseguono in opera con relativa facilità Saldatura
Introduzione...xi. 1.3 Affidabilità secondo gli Eurocodici... 19. 1.4 Requisito di durabilità secondo gli Eurocodici... 20
 INDICE GENERALE Introduzione...xi 1.1 Premessa sugli Eurocodici strutturali... 13 Struttura Eurocodici strutturali... 13 Scopo degli Eurocodici... 14 Il ruolo degli Enti Normativi... 14 Ruolo della EN
INDICE GENERALE Introduzione...xi 1.1 Premessa sugli Eurocodici strutturali... 13 Struttura Eurocodici strutturali... 13 Scopo degli Eurocodici... 14 Il ruolo degli Enti Normativi... 14 Ruolo della EN
Lavori intelligenti per il risparmio energetico
 Città di San Donà di Piave Assessorato all Ambiente SPORTELLO ENERGIA Lavori intelligenti per il risparmio energetico SOLARE TERMICO Un impianto a collettori solari (anche detto a pannelli solari termici
Città di San Donà di Piave Assessorato all Ambiente SPORTELLO ENERGIA Lavori intelligenti per il risparmio energetico SOLARE TERMICO Un impianto a collettori solari (anche detto a pannelli solari termici
LEZIONI N 24 E 25 UNIONI SALDATE
 LEZIONI N 24 E 25 UNIONI SALDATE Le saldature si realizzano prevalentemente con il metodo dell arco elettrico, utilizzando elettrodi rivestiti, che forniscono il materiale di apporto. Il collegamento è
LEZIONI N 24 E 25 UNIONI SALDATE Le saldature si realizzano prevalentemente con il metodo dell arco elettrico, utilizzando elettrodi rivestiti, che forniscono il materiale di apporto. Il collegamento è
Università di Pisa Facoltà di Ingegneria. Leghe non ferrose. Chimica Applicata. Prof. Cristiano Nicolella
 Università di Pisa Facoltà di Ingegneria Leghe non ferrose Chimica Applicata Prof. Cristiano Nicolella Leghe non ferrose Minerali di alluminio L alluminio è uno degli elementi più abbondanti sulla crosta
Università di Pisa Facoltà di Ingegneria Leghe non ferrose Chimica Applicata Prof. Cristiano Nicolella Leghe non ferrose Minerali di alluminio L alluminio è uno degli elementi più abbondanti sulla crosta
PAGINA 1 DI 5 MOLYKOTE
 PAGINA 1 DI 5 MOLYKOTE CARATTERISTICHE Le lacche Molykote sono dispersioni di sostanze lubrificanti solide, come ad esempio il bisolfuro di molibdeno, e di resine leganti organiche o inorganiche finemente
PAGINA 1 DI 5 MOLYKOTE CARATTERISTICHE Le lacche Molykote sono dispersioni di sostanze lubrificanti solide, come ad esempio il bisolfuro di molibdeno, e di resine leganti organiche o inorganiche finemente
Il giunto saldato: microstruttura e principali difetti. G.M. La Vecchia Università di Brescia Dipartimento di Ingegneria Meccanica
 Il giunto saldato: microstruttura e principali difetti G.M. La Vecchia Università di Brescia Dipartimento di Ingegneria Meccanica Definizione di saldatura e di saldabilità Saldatura: Unione permanente
Il giunto saldato: microstruttura e principali difetti G.M. La Vecchia Università di Brescia Dipartimento di Ingegneria Meccanica Definizione di saldatura e di saldabilità Saldatura: Unione permanente
Guida pratica. Saldatura MIG di alluminio e delle sue leghe.
 Guida pratica. Saldatura MIG di alluminio e delle sue leghe. Indice: 1. Gas di copertura 2. Fili d apporto 3. Impianto di saldatura 4. Regolazioni 5. Prevenzione degli errori 1. Gas di copertura L argon
Guida pratica. Saldatura MIG di alluminio e delle sue leghe. Indice: 1. Gas di copertura 2. Fili d apporto 3. Impianto di saldatura 4. Regolazioni 5. Prevenzione degli errori 1. Gas di copertura L argon
RAPPORTO DI PROVA Venezia,. Foglio n. 1 di 7. Protocollo: Luogo e Data della prova: Richiedente: Materiale testato:
 Foglio n. 1 di 7 Protocollo: Luogo e Data della prova: Mestre, Richiedente: Materiale testato: Prova eseguita: Conducibilità termica Riferimento Normativo: UNI EN 12667 DESCRIZIONE DEL CAMPIONE SOTTOPOSTO
Foglio n. 1 di 7 Protocollo: Luogo e Data della prova: Mestre, Richiedente: Materiale testato: Prova eseguita: Conducibilità termica Riferimento Normativo: UNI EN 12667 DESCRIZIONE DEL CAMPIONE SOTTOPOSTO
SENSORI E TRASDUTTORI
 SENSORI E TRASDUTTORI Il controllo di processo moderno utilizza tecnologie sempre più sofisticate, per minimizzare i costi e contenere le dimensioni dei dispositivi utilizzati. Qualsiasi controllo di processo
SENSORI E TRASDUTTORI Il controllo di processo moderno utilizza tecnologie sempre più sofisticate, per minimizzare i costi e contenere le dimensioni dei dispositivi utilizzati. Qualsiasi controllo di processo
La saldatura è un processo molto importante per garantire un prodotto finito di alta qualità.
 Saldatura 1 La saldatura è un processo molto importante per garantire un prodotto finito di alta qualità. TIPOLOGIE DI SALDATURA: - saldatura manuale MIG - saldatura manuale TIG - saldatura OSSICETILENICA
Saldatura 1 La saldatura è un processo molto importante per garantire un prodotto finito di alta qualità. TIPOLOGIE DI SALDATURA: - saldatura manuale MIG - saldatura manuale TIG - saldatura OSSICETILENICA
S3 Turbo Caldaia a legna. S3 Turbo ORA ANCHE CON SONDA LAMBDA A BANDA LARGA E SERVOMOTORI. www.froeling.com
 S3 Turbo Caldaia a legna S3 Turbo ORA ANCHE CON SONDA LAMBDA A BANDA LARGA E SERVOMOTORI www.froeling.com Un marchio di eccellenza Froling si occupa da oltre cinquant anni dell utilizzo efficiente del
S3 Turbo Caldaia a legna S3 Turbo ORA ANCHE CON SONDA LAMBDA A BANDA LARGA E SERVOMOTORI www.froeling.com Un marchio di eccellenza Froling si occupa da oltre cinquant anni dell utilizzo efficiente del
LA CORRENTE ELETTRICA CONTINUA
 LA CORRENTE ELETTRICA CONTINUA (Fenomeno, indipendente dal tempo, che si osserva nei corpi conduttori quando le cariche elettriche fluiscono in essi.) Un conduttore metallico è in equilibrio elettrostatico
LA CORRENTE ELETTRICA CONTINUA (Fenomeno, indipendente dal tempo, che si osserva nei corpi conduttori quando le cariche elettriche fluiscono in essi.) Un conduttore metallico è in equilibrio elettrostatico
IMPIANTI DI CLIMATIZZAZIONE
 IMPIANTI DI CLIMATIZZAZIONE parti 3 4 1 IMPIANTO TERMICO In generale si può pensare articolato nelle seguenti parti: Generatore uno o più apparati che forniscono energia termica ad un mezzo di trasporto
IMPIANTI DI CLIMATIZZAZIONE parti 3 4 1 IMPIANTO TERMICO In generale si può pensare articolato nelle seguenti parti: Generatore uno o più apparati che forniscono energia termica ad un mezzo di trasporto
Modulo DISPOSITIVI DI SICUREZZA E RIVELAZIONE
 Facoltà di Ingegneria Master in Sicurezza e Protezione Modulo DISPOSITIVI DI SICUREZZA E RIVELAZIONE IMPIANTI DI RIVELAZIONE INCENDI Docente Fabio Garzia Ingegneria della Sicurezza w3.uniroma1.it/sicurezza
Facoltà di Ingegneria Master in Sicurezza e Protezione Modulo DISPOSITIVI DI SICUREZZA E RIVELAZIONE IMPIANTI DI RIVELAZIONE INCENDI Docente Fabio Garzia Ingegneria della Sicurezza w3.uniroma1.it/sicurezza
Vetro e risparmio energetico 29 ottobre 2009 Fiera Milano Rho
 Vetro e risparmio energetico 29 ottobre 2009 Fiera Milano Rho Il settore fotovoltaico: Quadro della situazione tecnica e normativa Argomenti trattati 2 La conversione fotovoltaica della luce solare Le
Vetro e risparmio energetico 29 ottobre 2009 Fiera Milano Rho Il settore fotovoltaico: Quadro della situazione tecnica e normativa Argomenti trattati 2 La conversione fotovoltaica della luce solare Le
Come funziona una centrale a ciclo combinato? Aggiungere l immagine sotto e fare un mix dei due testi di spiegazione del funzionamento
 LA TECNOLOGIA DEL CICLO COMBINATO A GAS NATURALE La maggiore quantità di energia elettrica generata da Edison è prodotta da 28 centrali termoelettriche. Edison sviluppa, progetta e costruisce interamente,
LA TECNOLOGIA DEL CICLO COMBINATO A GAS NATURALE La maggiore quantità di energia elettrica generata da Edison è prodotta da 28 centrali termoelettriche. Edison sviluppa, progetta e costruisce interamente,
RADIATORI A CONFRONTO
 RADIATORI A CONFRONTO Alluminio Ghisa Rendimento Prezzo Magazzino Finitura Estetica Adattamento RADIATORI A CONFRONTO Il confronto tra radiatori in alluminio pressofuso e radiatori in ghisa denominati
RADIATORI A CONFRONTO Alluminio Ghisa Rendimento Prezzo Magazzino Finitura Estetica Adattamento RADIATORI A CONFRONTO Il confronto tra radiatori in alluminio pressofuso e radiatori in ghisa denominati
SCHEMA 0 STORIA. Schema certificativo CP004 0.1 DOCUMENTI ESTERNI DI RIFERIMENTO
 SCHEMA per la certificazione del controllo della produzione in fabbrica ai fini della marcatura CE dei profilati cavi di acciai non legati e a grano fine per impieghi strutturali di cui alle norme UNI
SCHEMA per la certificazione del controllo della produzione in fabbrica ai fini della marcatura CE dei profilati cavi di acciai non legati e a grano fine per impieghi strutturali di cui alle norme UNI
Saldatura MIG/MAG. Linee generali del procedimento
 Page 1 of 5 Saldatura MIG/MAG Da Wikipedia, l'enciclopedia libera. La saldatura MIG (Metal-arc Inert Gas) o MAG (Metal-arc Active Gas) (l'unica differenza fra le due è il gas che viene usato per la protezione
Page 1 of 5 Saldatura MIG/MAG Da Wikipedia, l'enciclopedia libera. La saldatura MIG (Metal-arc Inert Gas) o MAG (Metal-arc Active Gas) (l'unica differenza fra le due è il gas che viene usato per la protezione
I Processi di Saldatura
 I Processi di Saldatura Tecnologie Industriali 1 Processi di saldatura Oxyfuel Arc Resistance Solid State Unique Oxyacetylene (OAW) Shielded Metal (SMAW) Resistance Spot (RSW) Friction (FRW) Thermit (TW)
I Processi di Saldatura Tecnologie Industriali 1 Processi di saldatura Oxyfuel Arc Resistance Solid State Unique Oxyacetylene (OAW) Shielded Metal (SMAW) Resistance Spot (RSW) Friction (FRW) Thermit (TW)
I MATERIALI METALLICI CORSO DI TECNOLOGIA E DISEGNO TECNICO PROF. ILARIA GALLITELLI
 I MATERIALI METALLICI CORSO DI TECNOLOGIA E DISEGNO TECNICO PROF. ILARIA GALLITELLI ferrosi Ghise/acciai metalli pesanti non ferrosi leggeri ultraleggeri I materiali metallici MATERIALI METALLICI FERROSI
I MATERIALI METALLICI CORSO DI TECNOLOGIA E DISEGNO TECNICO PROF. ILARIA GALLITELLI ferrosi Ghise/acciai metalli pesanti non ferrosi leggeri ultraleggeri I materiali metallici MATERIALI METALLICI FERROSI
Normative sulla Tenuta dei Serramenti ad Aria, Acqua e Vento
 UNI EN 12208 La tenuta all acqua di un serramento, descrive la sua capacità di essere impermeabile sotto l azione di pioggia battente e in presenza di una determinata velocità del vento. La norma, la UNI
UNI EN 12208 La tenuta all acqua di un serramento, descrive la sua capacità di essere impermeabile sotto l azione di pioggia battente e in presenza di una determinata velocità del vento. La norma, la UNI
FILIERA PRODUTTIVA COMPLETA
 2 FILIERA PRODUTTIVA COMPLETA TRATTAMENTO TERMICO LAVORAZIONI MECCANICHE LAMINAZIONE VERNICIATURA PRODUZIONE ACCIAIO MAGAZZINO L unione tra Esti e Acciaierie Venete ha dato luogo ad una nuova realtà, unica
2 FILIERA PRODUTTIVA COMPLETA TRATTAMENTO TERMICO LAVORAZIONI MECCANICHE LAMINAZIONE VERNICIATURA PRODUZIONE ACCIAIO MAGAZZINO L unione tra Esti e Acciaierie Venete ha dato luogo ad una nuova realtà, unica
Si classifica come una grandezza intensiva
 CAP 13: MISURE DI TEMPERATURA La temperatura È osservata attraverso gli effetti che provoca nelle sostanze e negli oggetti Si classifica come una grandezza intensiva Può essere considerata una stima del
CAP 13: MISURE DI TEMPERATURA La temperatura È osservata attraverso gli effetti che provoca nelle sostanze e negli oggetti Si classifica come una grandezza intensiva Può essere considerata una stima del
PIANO DIDATTICO SCIENZA DEI MATERIALI PER LA CONVERSIONE FOTOVOLTAICA
 PIANO DIDATTICO SCIENZA DEI MATERIALI PER LA CONVERSIONE FOTOVOLTAICA Celle solari: dai mirtilli agli spaghetti CONVERSIONE FOTOVOLTAICA: L ENERGIA DEL FUTURO v Energia inesauribile e rinnovabile v Non
PIANO DIDATTICO SCIENZA DEI MATERIALI PER LA CONVERSIONE FOTOVOLTAICA Celle solari: dai mirtilli agli spaghetti CONVERSIONE FOTOVOLTAICA: L ENERGIA DEL FUTURO v Energia inesauribile e rinnovabile v Non
Corso sui CONTROLLI NON DISTRUTTIVI DI STRUTTURE E MANUFATTI IN ACCIAIO
 Corso sui CONTROLLI NON DISTRUTTIVI DI STRUTTURE E MANUFATTI IN ACCIAIO Formazione certificata Formazione certificata valida per l accesso valida per all ESAME l accesso I-II LIVELLO all ESAME RINA II
Corso sui CONTROLLI NON DISTRUTTIVI DI STRUTTURE E MANUFATTI IN ACCIAIO Formazione certificata Formazione certificata valida per l accesso valida per all ESAME l accesso I-II LIVELLO all ESAME RINA II
I capicorda (terminali) per funi d acciaio forniscono una terminazione di testa alla fune stessa.
 per funi d acciaio forniscono una terminazione di testa alla fune stessa.") PRODOTTI INDUSTRIALI & NAVALI S.p.A. capicorda I capicorda (terminali) per funi d acciaio forniscono una terminazione di testa alla fune stessa. Si dividono in tre tipi: - A cuneo (autobloccanti) in cui
PRODOTTI INDUSTRIALI & NAVALI S.p.A. capicorda I capicorda (terminali) per funi d acciaio forniscono una terminazione di testa alla fune stessa. Si dividono in tre tipi: - A cuneo (autobloccanti) in cui
Visione d insieme DOMANDE E RISPOSTE SULL UNITÀ
 Visione d insieme DOMANDE E RISPOSTE SULL UNITÀ Che cos è la corrente elettrica? Nei conduttori metallici la corrente è un flusso di elettroni. L intensità della corrente è il rapporto tra la quantità
Visione d insieme DOMANDE E RISPOSTE SULL UNITÀ Che cos è la corrente elettrica? Nei conduttori metallici la corrente è un flusso di elettroni. L intensità della corrente è il rapporto tra la quantità
ITIS OTHOCA ORISTANO PROGRAMMAZIONE AUTOMATICA CAM. Prof. Ignazio Peddis A.S. 2007/08
 ITIS OTHOCA ORISTANO PROGRAMMAZIONE AUTOMATICA CAM Prof. Ignazio Peddis A.S. 2007/08 Programmazione automatica CAM Il CAM (Computer Aided Manufacturing) è una tecnologia mediante la quale si realizza l'integrazione
ITIS OTHOCA ORISTANO PROGRAMMAZIONE AUTOMATICA CAM Prof. Ignazio Peddis A.S. 2007/08 Programmazione automatica CAM Il CAM (Computer Aided Manufacturing) è una tecnologia mediante la quale si realizza l'integrazione
Esercitazione n 4. Morganti Nicola Matr. 642686. Saldature
 Saldature Esercitazione n 4 23 Nelle figure sottostanti sono rappresentate le sette diverse tipologie di strutture saldate; noti i carichi applicati ed alcune dimensioni dei collegamenti, completare il
Saldature Esercitazione n 4 23 Nelle figure sottostanti sono rappresentate le sette diverse tipologie di strutture saldate; noti i carichi applicati ed alcune dimensioni dei collegamenti, completare il
Tali fluidi, utilizzati in prossimità del punto di produzione, o trasportati a distanza, possono essere utilizzati per diversi impieghi:
 LA COGENERAZIONE TERMICA ED ELETTRICA 1. Introduzione 2. Turbine a Gas 3. Turbine a vapore a ciclo combinato 4. Motori alternativi 5. Confronto tra le diverse soluzioni 6. Benefici ambientali 7. Vantaggi
LA COGENERAZIONE TERMICA ED ELETTRICA 1. Introduzione 2. Turbine a Gas 3. Turbine a vapore a ciclo combinato 4. Motori alternativi 5. Confronto tra le diverse soluzioni 6. Benefici ambientali 7. Vantaggi
Riscaldatori a cartuccia
 Riscaldatori a cartuccia Cartuccia Pg01 di 14 2011-01 E.M.P. Srl - Italy - www.emp.it Riscaldatori a cartuccia HD Alta densità di potenza Descrizione La tecnologia costruttiva dei riscaldatori a cartuccia
Riscaldatori a cartuccia Cartuccia Pg01 di 14 2011-01 E.M.P. Srl - Italy - www.emp.it Riscaldatori a cartuccia HD Alta densità di potenza Descrizione La tecnologia costruttiva dei riscaldatori a cartuccia
V= R*I. LEGGE DI OHM Dopo aver illustrato le principali grandezze elettriche è necessario analizzare i legami che vi sono tra di loro.
 LEGGE DI OHM Dopo aver illustrato le principali grandezze elettriche è necessario analizzare i legami che vi sono tra di loro. PREMESSA: Anche intuitivamente dovrebbe a questo punto essere ormai chiaro
LEGGE DI OHM Dopo aver illustrato le principali grandezze elettriche è necessario analizzare i legami che vi sono tra di loro. PREMESSA: Anche intuitivamente dovrebbe a questo punto essere ormai chiaro
QUALITÀ E TRATTAMENTO DELL ACQUA DEL CIRCUITO CHIUSO
 QUALITÀ E TRATTAMENTO DELL ACQUA DEL CIRCUITO CHIUSO (PARTE 1) FOCUS TECNICO Gli impianti di riscaldamento sono spesso soggetti a inconvenienti quali depositi e incrostazioni, perdita di efficienza nello
QUALITÀ E TRATTAMENTO DELL ACQUA DEL CIRCUITO CHIUSO (PARTE 1) FOCUS TECNICO Gli impianti di riscaldamento sono spesso soggetti a inconvenienti quali depositi e incrostazioni, perdita di efficienza nello
Eurocodici Strutturali
 Eurocodici Strutturali 5 Capitolo Strutture in acciaio Rappresentazione saldature Unificazione viti/bulloni Indicazioni pratiche collegamenti bullonati Rappresentazione bullonature Caratteristiche dimensionali
Eurocodici Strutturali 5 Capitolo Strutture in acciaio Rappresentazione saldature Unificazione viti/bulloni Indicazioni pratiche collegamenti bullonati Rappresentazione bullonature Caratteristiche dimensionali
SCHEMA 0 STORIA. Schema certificativo SC001 0.1 DOCUMENTI ESTERNI DI RIFERIMENTO. 0.2 Documenti IGQ di riferimento. Edizione 2 06/10/10
 SCHEMA per la certificazione dei tubi di acciaio per il convogliamento di acqua e di altri liquidi acquosi, di cui alla norma UNI EN 10224 - Ed. Marzo 2006 Il presente documento è stato approvato dalla
SCHEMA per la certificazione dei tubi di acciaio per il convogliamento di acqua e di altri liquidi acquosi, di cui alla norma UNI EN 10224 - Ed. Marzo 2006 Il presente documento è stato approvato dalla
CHRYSO Flexò la tecnologia avanzata per pannelli a taglio termico
 la tecnologia avanzata per pannelli a taglio termico CHRYSO Flexò: la tecnologia avanzata per pannelli a taglio termico IL SISTEMA, COPERTO DA BREVETTO INTERNAZIONALE, PER OTTIMIZZARE LA PRESTAZIONE TERMICA
la tecnologia avanzata per pannelli a taglio termico CHRYSO Flexò: la tecnologia avanzata per pannelli a taglio termico IL SISTEMA, COPERTO DA BREVETTO INTERNAZIONALE, PER OTTIMIZZARE LA PRESTAZIONE TERMICA
DIAGNOSTIC ENGINEERING SOLUTIONS. www.desinnovation.com
 DIAGNOSTIC ENGINEERING SOLUTIONS CONTROLLI NON DISTRUTTIVI SU MATERIALI COMPOSITI Tecniche NDT La tecniche termografiche per i controlli non distruttivi (NDT) sono basate sulla misura di anomalie termiche
DIAGNOSTIC ENGINEERING SOLUTIONS CONTROLLI NON DISTRUTTIVI SU MATERIALI COMPOSITI Tecniche NDT La tecniche termografiche per i controlli non distruttivi (NDT) sono basate sulla misura di anomalie termiche