Un approccio innovativo alla progettazione degli stampi
|
|
|
- Lazzaro Lolli
- 7 anni fa
- Visualizzazioni
Transcript

1 Un approccio innovativo alla progettazione degli stampi Andrea Panvini Università degli Studi di Brescia PiQ 2 Tommaso Botter PiQ 2 info@piq2.com
2 IL CLIENTE RICHIEDE: Maggiore complessità dei prodotti Maggiori specifiche qualitative Riduzione dei pesi/integrazione di funzioni Riduzione dei costi di produzione Rispetto del time to market
3 LO STAMPISTA/LA FONDERIA deve affrontare: Riduzione dei tempi di sviluppo e messa a punto Molti progetti in parallelo: necessità di rendere autonomi i disegnatori nelle scelte e nelle verifiche senza creare colli di bottiglia. Margine economico ridotto rispetto al passato: poco margine di errore sullo stampo Riduzione dei lotti produttivi: stampi che devono essere produttivi ed affidabili velocemente Diffusione degli stampi multi figura: compromesso di esigenze a volte contrastanti
4 LO STAMPISTA/LA FONDERIA deve affrontare: Scarso riconoscimento dei costi di progettazione e messa a punto dello stampo: necessità di comprimere tempi e costi di progettazione e di campionatura Responsabilità di scelte tecniche: rischio elevato Scarsa interazione con la fonderia: massimizzare l affidabilità e qualità dello stampo, fornire alla fonderia parametri di lavoro affidabili.

5 Con quali STRUMENTI? ESPERIENZA TEORIA E CALCOLI CAD SIMULAZIONE DI PROCESSO CAMPIONATURE FEEDBACK DI FONDERIA

6 ?!
7 TURN OVER e KNOW HOW DEL PERSONALE: Il personale di ufficio tecnico con esperienza pratica di fonderia è sempre più raro. I calcoli funzionano ma i risultati devono essere sempre interpretati sulla base dell esperienza. IMPOSTAZIONE STAMPO: L impostazione dello stampo, se errata, trascina a valle problematiche non più risolvibili. Individuarle a monte permette di agire di conseguenza per evitarle finché si è in tempo.
8 AUMENTO DIFFICOLTA PROGETTO: Progetti nuovi e difficili rischiano di essere un salto nel buio se manca la dovuta esperienza. COLLI DI BOTTIGLIA: Se l esperienza è in mano a pochi, si creano colli di bottiglia nella progettazione. Dovendo rispettare i tempi, molte volte lo stampo «va avanti» senza le dovute verifiche.
9 INTERFACCIA CAD: Benchè molti software di simulazione abbiano funzioni CAD avanzate e complete, non sono dei modellatori solidi veri e propri e le modifiche alle geometrie richiedono di tornare al CAD nativo. DIFFICOLTA DI UTILIZZO: molti software di simulazione sono complicati da utilizzare e «sovradimensionati» per l utilizzo effettivo. Tipicamente in un ufficio tecnico li utilizza un numero molto ridotto di tecnici. COSTI DI SIMULAZIONE: il costo dei software e del personale dedicato a farlo funzionare, benché pienamente giustificato, è tutt ora molto elevato.
10 TEMPI DI SIMULAZIONE: simulazioni complicate possono durare anche diverse ore o giorni per mettere in evidenza problematiche che potevano essere previste con analisi di pochi secondi o minuti. PREVISIONE DEI DIFETTI: alcuni degli attuali software non tengono conto di alcuni fenomeni che accadono all interno di uno stampo: polverizzazione del metallo, presenza dell aria, aumento di viscosità, tirate d aria e vuoto.

11 TEMPISTICHE DI SIMULAZIONE: tipicamente la prima simulazione viene effettuata quando il progetto dello stampo (e spesso la sua costruzione) è in fase avanzata e semi definitiva CHE CONDIZIONI SIMULARE: Simulare il processo con parametri e condizioni diverse da quelle reali è inutile e fuorviante. Velocità di iniezione e velocità all attacco sono fortemente dipendenti dall intera impostazione dello stampo e dalla qualità richiesta al getto.
12 Prodotto italiano, team di sviluppo internazionale. Nato e sviluppato dalla collaborazione tra il mondo della fonderia (stampisti e fonderie) e quello della ricerca accademica ed industriale.
13 Orientato ad un utilizzo semplice ed efficiente Specializzato sul processo di pressocolata in camera fredda o calda. Si interfaccia con componenti OpenSource opportunamente modificati e customizzati.
14 Strumento SOFTWARE di assistenza alla progettazione e gestione di uno stampo, utilizzabile in tutte le fasi dello sviluppo e della produzione PREVENTIVAZIONE TECNICA ANALISI DELLE CRITICITA DEL COMPONENTE IMPOSTAZIONE ED OTTIMIZZAZIONE DELLA BOZZA OTTIMIZZAZIONE DEL DISEGNO DEI CANALI DIMENSIONAMENTO DEGLI SFOGHI D ARIA SIMULAZIONE DEL RIEMPIMENTO SIMULAZIONE DELLA SOLIDIFICAZIONE OTTIMIZZAZIONE DEI PARAMETRI DI STAMPAGGIO RISOLUZIONE DELLE NON CONFORMITA

15 Strumento SOFTWARE economico, veloce e semplice da utilizzare: INTEGRATO IN UN CAD 3D (CORE PARASOLID) INTERFACCIA INTUITIVA IN LINGUAGGIO COMUNE POSSIBILITA DI LAVORARE «VIRTUALMENTE» IN ASSENZA DI GEOMETRIA 3D BASSO COSTO DI ACQUISTO E MANUTENZIONE UTILIZZO ESTESO A TUTTO L UFFICIO TECNICO CALCOLO MULTIPROCESSORE NATIVO
16 CONCETTO DI BASE: Effettuare a monte della progettazione una valutazione dell impostazione globale permette di prevenire molte difficoltà nelle fasi successive Calcolare e prevedere con precisione il funzionamento dello stampo sulla macchina permette di effettuare simulazioni più rappresentative delle condizioni reali di utilizzo.
17 CONCETTO DI BASE: Calcolare e prevedere con precisione il funzionamento dello stampo sulla macchina permette di effettuare simulazioni più rappresentative delle condizioni reali di utilizzo.
18 Si occupa di analizzare la geometria del pezzo e dei canali, definire i requisiti qualitativi ed effettuare dei calcoli utili all ottimizzazione del sistema stampo-macchina

19 Si differenzia da un semplice foglio di calcolo perché incorpora un SISTEMA ESPERTO INTELLIGENTE che valuta i risultati numerici dei calcoli sulla base di criteri derivati dall esperienza fornisce un interpretazione in linguaggio naturale completa di suggerimenti.


20 Geometria (3D o virtuale) Macchina, pistone, contenitore. Lega e materiali stampo e getto Parametri di processo. Obbiettivi qualitativi (finitura superficiale/porosità)
21 Geometria (3D o virtuale) Macchina, pistone, contenitore. Lega e materiali stampo e getto Parametri di processo. Obbiettivi qualitativi (finitura superficiale/porosità)

22 Geometria (3D o virtuale) Macchina, pistone, contenitore. Lega e materiali stampo e getto Parametri di processo. Obbiettivi qualitativi (finitura superficiale/porosità)

23 OUTPUT Parametri di processo ottimizzati Verifica del PQ2, dimensionamento attacchi di colata Suggerimenti di ottimizzazione in linguaggio naturale
24 CONCETTO DI BASE: I canali di colata sono molte volte l unico grado di libertà concesso allo stampista. Errori di impostazione del sistema di colata si ripercuotono sicuramente sulla qualità del getto. COSA FA: Ottimizza la geometria a monte degli attacchi per evitare problemi nel getto. Valuta il reale «comportamento» dei canali
 Di simulazione: da qualche secondo a qualche minuto (calcolo in parallelo su più")
25 TEMPI Di preparazione della geometria: qualche minuto Di meshatura: da qualche secondo a qualche minuto (meshatura in parallelo su più processori) Di simulazione: da qualche secondo a qualche minuto (calcolo in parallelo su più processori)
26 COSA FA: Ottimizza la geometria a monte degli attacchi per evitare problemi nel getto. Valuta diverse soluzioni di canali/attacchi di colata in qualche minuto Verifica le reali velocità agli attacchi di colata e nei canali Verifica del riempimento dei canali e del possibile inglobamento di aria. Individua le zone critiche per il flusso nei canali

27 COSA FA: Ottimizza la geometria a monte degli attacchi per evitare problemi nel getto. Valuta diverse soluzioni di canali/attacchi di colata in qualche minuto Verifica le reali velocità agli attacchi di colata e nei canali Verifica del riempimento dei canali e del possibile inglobamento di aria. Individua le zone critiche per il flusso nei canali
28 CONCETTO DI BASE Simulare in maniera il più possibile realistica il riempimento dello stampo OBIETTIVI Simulare l effetto di polverizzazione del metallo causato dalla velocità Considerare il flusso sia il metallo che l aria Simulare fisicamente l effetto del vuoto e delle tirate d aria. Tener conto anche durante il riempimento della solidificazione del metallo, della sua tensione superficiale, della viscosità.
29 TEMPI Di preparazione della geometria: qualche minuto Di meshatura: 5-30 minuti (meshatura in parallelo su più processori) Di simulazione: 1-12 ore(calcolo in parallelo su più processori)


30 TEMPI Di preparazione della geometria: qualche minuto Di meshatura: 5-30 minuti (meshatura in parallelo su più processori) Di simulazione: 1-12 ore(calcolo in parallelo su più processori)
31 OUTPUT Classici: visualizzazione del riempimento in temperatura, velocità, pressioni


32 OUTPUT Classici: visualizzazione del riempimento in temperatura, velocità, pressioni
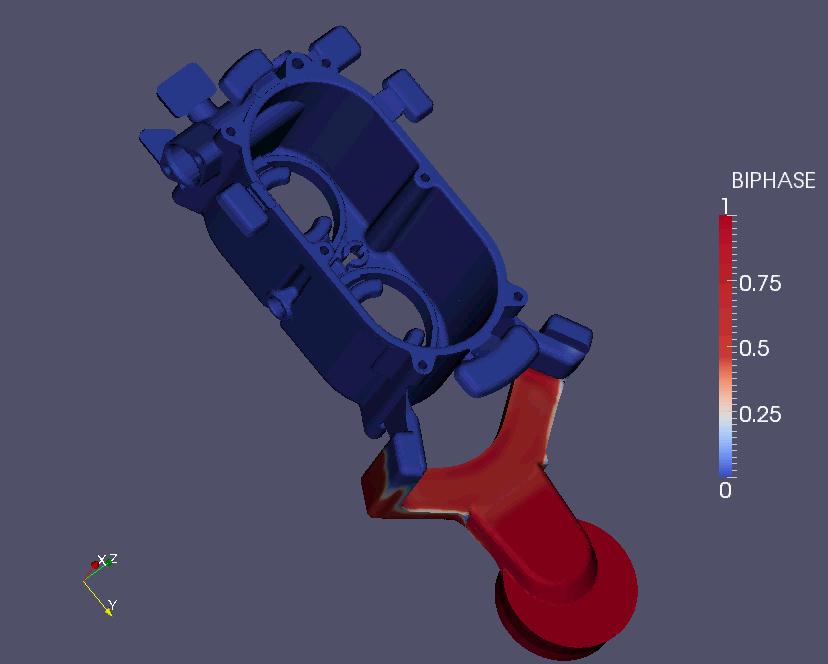
33 OUTPUT INNOVATIVI visualizzazione multifasica per macro e micro inglobamento di aria individuazione del non completo riempimento di parti dello stampo Rx virtuali

34 OUTPUT INNOVATIVI visualizzazione e tracciamento del fronte freddo /ossidi
35 Per la determinazione della deformazione di carri, anime ceramiche sotto l effetto del riempimento e della moltiplica.

36 Per il calcolo, la simulazione ed il dimensionamento termico dello stampo.
37
DOMINARE GLI ELEMENTI IN PRESSOCOLATA GRAZIE AI PROGRAMMI DI SIMULAZIONE
 DOMINARE GLI ELEMENTI IN PRESSOCOLATA GRAZIE AI PROGRAMMI DI SIMULAZIONE DOMINARE GLI ELEMENTI IN PRESSOCOLATA GRAZIE AI PROGRAMMI DI SIMULAZIONE COSA E LA SIMULAZIONE SECONDO PIQ 2 Uno strumento di progettazione.
DOMINARE GLI ELEMENTI IN PRESSOCOLATA GRAZIE AI PROGRAMMI DI SIMULAZIONE DOMINARE GLI ELEMENTI IN PRESSOCOLATA GRAZIE AI PROGRAMMI DI SIMULAZIONE COSA E LA SIMULAZIONE SECONDO PIQ 2 Uno strumento di progettazione.
A QUALCUNO PIACE CALDO: IL NUOVO MODULO DI SIMULAZIONE TERMICA DELLO STAMPO
 A QUALCUNO PIACE CALDO: IL NUOVO MODULO DI SIMULAZIONE TERMICA DELLO STAMPO A QUALCUNO PIACE CALDO: IL NUOVO MODULO DI SIMULAZIONE TERMICA DELLO STAMPO A QUALCUNO PIACE CALDO: IL NUOVO MODULO DI SIMULAZIONE
A QUALCUNO PIACE CALDO: IL NUOVO MODULO DI SIMULAZIONE TERMICA DELLO STAMPO A QUALCUNO PIACE CALDO: IL NUOVO MODULO DI SIMULAZIONE TERMICA DELLO STAMPO A QUALCUNO PIACE CALDO: IL NUOVO MODULO DI SIMULAZIONE
Pressocolati in aluminio con anime ceramiche a perdere: l approccio innovativo della simulazione
 Pressocolati in aluminio con anime ceramiche a perdere: l approccio innovativo della simulazione Andrea Panvini PiQ 2 s.r.l. Brescia, ITALY a.panvini@piq2.com PiQ2 srl 25123 Brescia Via Branze, 45 T +39
Pressocolati in aluminio con anime ceramiche a perdere: l approccio innovativo della simulazione Andrea Panvini PiQ 2 s.r.l. Brescia, ITALY a.panvini@piq2.com PiQ2 srl 25123 Brescia Via Branze, 45 T +39
La corretta impostazione della simulazione per la previsione dei difetti. Andrea Panvini PiQ 2 s.r.l. Brescia, ITALY
 La corretta impostazione della simulazione per la previsione dei difetti Andrea Panvini PiQ 2 s.r.l. Brescia, ITALY a.panvini@piq2.com FILOSOFIA DA FONDERIA Uno stampo in produzione produce il 10% di scarto:
La corretta impostazione della simulazione per la previsione dei difetti Andrea Panvini PiQ 2 s.r.l. Brescia, ITALY a.panvini@piq2.com FILOSOFIA DA FONDERIA Uno stampo in produzione produce il 10% di scarto:
scopri il nostro mondo
 scopri il nostro mondo Profilo HRSflow, divisione del gruppo INglass, progetta e realizza su scala mondiale sistemi a canale caldo per lo stampaggio ad iniezione di materiale plastico. L azienda supporta
scopri il nostro mondo Profilo HRSflow, divisione del gruppo INglass, progetta e realizza su scala mondiale sistemi a canale caldo per lo stampaggio ad iniezione di materiale plastico. L azienda supporta
WE FORGE ALL YOU NEED
 WE FORGE ALL YOU NEED Feat è leader internazionale nel settore dello stampaggio a caldo delle leghe d acciaio. Opera fornendo componenti meccanici di sicurezza nel settore petrolchimico, del movimento
WE FORGE ALL YOU NEED Feat è leader internazionale nel settore dello stampaggio a caldo delle leghe d acciaio. Opera fornendo componenti meccanici di sicurezza nel settore petrolchimico, del movimento
Principi di base in ambiente CAE di analisi e simulazione dei processi di stampaggio ad iniezione termoplastica
 Principi di base in ambiente CAE di analisi e simulazione dei processi di stampaggio ad iniezione termoplastica Di seguito diamo alcune indicazione di base sul come settare i parametri di controllo in
Principi di base in ambiente CAE di analisi e simulazione dei processi di stampaggio ad iniezione termoplastica Di seguito diamo alcune indicazione di base sul come settare i parametri di controllo in
IL PARTNER AFFIDABILE PER TUTTE LE TUE APPLICAZIONI PASSIONE PER LE SFIDE
 IL PARTNER AFFIDABILE PER TUTTE LE TUE APPLICAZIONI HRSflow, grazie alla lunga esperienza nel settore dei canali caldi, offre un servizio di ingegneria e consulenza fin dalle fasi iniziali del progetto
IL PARTNER AFFIDABILE PER TUTTE LE TUE APPLICAZIONI HRSflow, grazie alla lunga esperienza nel settore dei canali caldi, offre un servizio di ingegneria e consulenza fin dalle fasi iniziali del progetto
Tecnologia Meccanica
 A Tecnologia Meccanica Prove - Fonderia - Lav. per def. plastica prova in itinere Nome:... PARTE 1 Sovrametallo: 2 mm Ritiro: 1% Si voglia ottenere il particolare a disegno mediante fusione in terra. Si
A Tecnologia Meccanica Prove - Fonderia - Lav. per def. plastica prova in itinere Nome:... PARTE 1 Sovrametallo: 2 mm Ritiro: 1% Si voglia ottenere il particolare a disegno mediante fusione in terra. Si
Studio di fattibilità di un basamento con testate integrali per un motore aeronautico
 Studio di fattibilità di un basamento con testate integrali per un motore aeronautico RELATORE: Prof. Ing. Luca Piancastelli CORRELATORI: CANDIDATO: Fabrizio Pandolfini Prof.Ing.FRANCO PERSIANI Prof. Ing.GIANNI
Studio di fattibilità di un basamento con testate integrali per un motore aeronautico RELATORE: Prof. Ing. Luca Piancastelli CORRELATORI: CANDIDATO: Fabrizio Pandolfini Prof.Ing.FRANCO PERSIANI Prof. Ing.GIANNI
ESEMPIO PROCESSO SVILUPPO PRODOTTO E STRUMENTI
 ESEMPIO PROCESSO SVILUPPO PRODOTTO E STRUMENTI PROF. CATERINA RIZZI DIPARTIMENTO DI INGEGNERIA GESTIONALE, DELL INFORMAZIONE E DELLA PRODUZIONE CONTENUTO DELLA LEZIONE IL PROCESSO DI SVILUPPO PRODOTTO
ESEMPIO PROCESSO SVILUPPO PRODOTTO E STRUMENTI PROF. CATERINA RIZZI DIPARTIMENTO DI INGEGNERIA GESTIONALE, DELL INFORMAZIONE E DELLA PRODUZIONE CONTENUTO DELLA LEZIONE IL PROCESSO DI SVILUPPO PRODOTTO
Azienda OMED srl OMED srl
 Azienda OMED srl è oggi, in Italia e all estero, uno degli operatori di primo piano nel settore degli stampi per materie plastiche e di manufatti stampati ad iniezione in tutti i tipi di termoplastici.
Azienda OMED srl è oggi, in Italia e all estero, uno degli operatori di primo piano nel settore degli stampi per materie plastiche e di manufatti stampati ad iniezione in tutti i tipi di termoplastici.
20 gennaio 2009, dalle 8.30 alle 17.30, presso: CSFU CONSORZIO SISTEMI FORMATIVI UCIMU Viale Fulvio Testi, Cinisello Balsamo (MI)
") I POLIMERI TERMOPLAS TICI: STRUTTURA E MORFOLOGIA Il corso è destinato a stampatori, progettisti e a coloro che sono chiamati a trasformare i suddetti polimeri. L obiettivo è di evidenziare le differenze
I POLIMERI TERMOPLAS TICI: STRUTTURA E MORFOLOGIA Il corso è destinato a stampatori, progettisti e a coloro che sono chiamati a trasformare i suddetti polimeri. L obiettivo è di evidenziare le differenze
Le lavorazioni: la formatura. Le lavorazioni: la formatura. Le lavorazioni industriali. Il processo di fusione La fusione in forma transitoria
 Le lavorazioni: la formatura Le lavorazioni: la formatura Le lavorazioni industriali Il processo di fusione La fusione in forma transitoria La formatura dei polimeri Esercizi sulla fusione 2 2006 Politecnico
Le lavorazioni: la formatura Le lavorazioni: la formatura Le lavorazioni industriali Il processo di fusione La fusione in forma transitoria La formatura dei polimeri Esercizi sulla fusione 2 2006 Politecnico
SIMULAZIONE TENSIONI RESIDUE GETTI A PICCOLO E GRANDE SPESSORE PER UNA PREVISIONE AFFIDABILE DELLA FATICA
 SIMULAZIONE TENSIONI RESIDUE GETTI A PICCOLO E GRANDE SPESSORE PER UNA PREVISIONE AFFIDABILE DELLA FATICA Lorenzo Valente, Cristian Viscardi: ECOTRE VALENTE SRL Angelo Lazzari: FONDERIA BOCCACCI A SUCCESS
SIMULAZIONE TENSIONI RESIDUE GETTI A PICCOLO E GRANDE SPESSORE PER UNA PREVISIONE AFFIDABILE DELLA FATICA Lorenzo Valente, Cristian Viscardi: ECOTRE VALENTE SRL Angelo Lazzari: FONDERIA BOCCACCI A SUCCESS
IL PROCESSO di PROGETTAZIONE
 IL PROCESSO di PROGETTAZIONE In questa lezione vedremo: Ruolo della modellazione nella comunicazione tipi di modello nel progetto I modelli del prodotto Interpretazione delle informazioni del progetto
IL PROCESSO di PROGETTAZIONE In questa lezione vedremo: Ruolo della modellazione nella comunicazione tipi di modello nel progetto I modelli del prodotto Interpretazione delle informazioni del progetto
PROGETTO MATEMI. MAteriali e TEcnologie di processo ad alta efficienza per Microfusioni Innovative
 PROGETTO MATEMI MAteriali e TEcnologie di processo ad alta efficienza per Microfusioni Innovative LABORATORIO RITAM RIcerca su Tecnologie Avanzate per Motori PROGRAMMA OPERATIVO NAZIONALE RICERCA E COMPETITIVITÀ
PROGETTO MATEMI MAteriali e TEcnologie di processo ad alta efficienza per Microfusioni Innovative LABORATORIO RITAM RIcerca su Tecnologie Avanzate per Motori PROGRAMMA OPERATIVO NAZIONALE RICERCA E COMPETITIVITÀ
Integrazione processo-prodotto per lo studio del comportamento termo-meccanico di uno stampo per pressocolata
 Integrazione processo-prodotto per lo studio del comportamento termo-meccanico di uno stampo per pressocolata TREVISAN, Lorenzo (l.trevisan@enginsoft.it), GRAMEGNA, Nicola (n.gramegna@enginsoft.it) EnginSoft
Integrazione processo-prodotto per lo studio del comportamento termo-meccanico di uno stampo per pressocolata TREVISAN, Lorenzo (l.trevisan@enginsoft.it), GRAMEGNA, Nicola (n.gramegna@enginsoft.it) EnginSoft
Titolo Embedded MES: migliorare le performance delle macchine con un MES incorporato.
 Titolo Embedded MES: migliorare le performance delle macchine con un MES incorporato. Autore Antonio Tripodi, AEC Soluzioni srl, corso Montevecchio 46, 10129 TORINO antonio.tripodi@aecsoluzioni.it Riassunto
Titolo Embedded MES: migliorare le performance delle macchine con un MES incorporato. Autore Antonio Tripodi, AEC Soluzioni srl, corso Montevecchio 46, 10129 TORINO antonio.tripodi@aecsoluzioni.it Riassunto
Approccio Meccatronico alla progettazione. Ing. Roberto Loce Solution Architect Motion Control Rockwell Automation
 Approccio Meccatronico alla progettazione Ing. Roberto Loce Solution Architect Motion Control Rockwell Automation Una moderna macchina automatica è un sistema meccatronico Meccanica Organi di trasmissione
Approccio Meccatronico alla progettazione Ing. Roberto Loce Solution Architect Motion Control Rockwell Automation Una moderna macchina automatica è un sistema meccatronico Meccanica Organi di trasmissione
Progettazione avanzata delle macchine e degli impianti
 Progettazione avanzata delle macchine e degli impianti Dipartimento di Ingegneria Dipartimento Industriale di Ingegneria Industriale Università degli Studi Università di Parma degli Studi di Parma Agenda
Progettazione avanzata delle macchine e degli impianti Dipartimento di Ingegneria Dipartimento Industriale di Ingegneria Industriale Università degli Studi Università di Parma degli Studi di Parma Agenda
DAL GETTO STAMPATO AL PEZZO TRANCIATO
 NUOVO APPROCCIO DI VIRTUALIZZAZIONE IN PRESSOCOLATA: Cristian Viscardi Lorenzo Valente ECOTRE VALENTE srl www.ecotre.it Ruggero Pederzoli MECCANICA PI.ERRE srl www.meccanicapierre.it 1 2 3 COMPONENTE:
NUOVO APPROCCIO DI VIRTUALIZZAZIONE IN PRESSOCOLATA: Cristian Viscardi Lorenzo Valente ECOTRE VALENTE srl www.ecotre.it Ruggero Pederzoli MECCANICA PI.ERRE srl www.meccanicapierre.it 1 2 3 COMPONENTE:
HUB 1 Sicurezza nelle PMI
 Micaela Demichela (Politecnico di Torino) Angelo Lunghi (Stazione sperimentale per i Combustibili) Università e Centri di Ricerca possono dare un contributo alle PMI attraverso: programmi di ricerca opportunamente
Micaela Demichela (Politecnico di Torino) Angelo Lunghi (Stazione sperimentale per i Combustibili) Università e Centri di Ricerca possono dare un contributo alle PMI attraverso: programmi di ricerca opportunamente
I PROGETTI DI TRASFERIMENTO TECNOLOGICO ANALISI FLUIDODINAMICA PROCESSI DI RAFFREDDAMENTO NELLA PROGETTAZIONE DEGLI STAMPI PER TECNOLOGIE HOT-FORMING
 I PROGETTI DI TRASFERIMENTO TECNOLOGICO ANALISI FLUIDODINAMICA PROCESSI DI DEGLI STAMPI PER TECNOLOGIE HOT-FORMING 12 febbraio 2016 Obiettivi generali e specifici Obiettivi Realizzare un modello numerico
I PROGETTI DI TRASFERIMENTO TECNOLOGICO ANALISI FLUIDODINAMICA PROCESSI DI DEGLI STAMPI PER TECNOLOGIE HOT-FORMING 12 febbraio 2016 Obiettivi generali e specifici Obiettivi Realizzare un modello numerico
Meccatronica: Step Forward. Ing. Roberto Loce Solution Architect Motion Control
 Meccatronica: Step Forward Ing. Roberto Loce Solution Architect Motion Control Tool di dimensionamento Sfrutta la simulazione del movimento della struttura meccanica, permessa da Solidworks, per la generazione
Meccatronica: Step Forward Ing. Roberto Loce Solution Architect Motion Control Tool di dimensionamento Sfrutta la simulazione del movimento della struttura meccanica, permessa da Solidworks, per la generazione
Le TECNOLOGIE. di PRODUZIONE. dei MATERIALI COMPOSITI
 Le TECNOLOGIE di PRODUZIONE dei MATERIALI COMPOSITI Al fine di ottenere determinate geometrie e proprietà fisiche e meccaniche (densità, resistenza, conducibilità termica), si agisce in fase progettuale
Le TECNOLOGIE di PRODUZIONE dei MATERIALI COMPOSITI Al fine di ottenere determinate geometrie e proprietà fisiche e meccaniche (densità, resistenza, conducibilità termica), si agisce in fase progettuale
L AZIENDA VISMEC SRL
 L AZIENDA VISMEC SRL 1) LA NOSTRA STORIA 2) L ATTIVITA DELL AZIENDA 3) L INNOVAZIONE IN VISMEC 1) LA STORIA Vismec nasce nel 2007 da un idea dell Ing. Federico Critelli e del Direttore Operativo Carlo
L AZIENDA VISMEC SRL 1) LA NOSTRA STORIA 2) L ATTIVITA DELL AZIENDA 3) L INNOVAZIONE IN VISMEC 1) LA STORIA Vismec nasce nel 2007 da un idea dell Ing. Federico Critelli e del Direttore Operativo Carlo
Tecnologie di Produzione di Parti in Materiale Composito. Corso di Tecnologie dei Materiali non Convenzionali - Prof.
 di Produzione di Parti in Materiale Composito Corso di Tecnologie dei Materiali non Convenzionali - Prof. Luigi Carrino 1 Al fine di ottenere determinate geometrie e proprietà fisiche e meccaniche (densità,
di Produzione di Parti in Materiale Composito Corso di Tecnologie dei Materiali non Convenzionali - Prof. Luigi Carrino 1 Al fine di ottenere determinate geometrie e proprietà fisiche e meccaniche (densità,
R.G.L. Informatica S.r.l. Corso Promessi Sposi 22, LECCO - tel mail.
 Vorresti concentrarti sull espansione della tua azienda......ma non puoi permetterti di perdere di vista dettagli operativi, richieste ad hoc e continue mosse della concorrenza? Many Problems Vorresti
Vorresti concentrarti sull espansione della tua azienda......ma non puoi permetterti di perdere di vista dettagli operativi, richieste ad hoc e continue mosse della concorrenza? Many Problems Vorresti
Small Business Mobile
 Small Business Mobile Copyright DEV Software S.r.l. www.metasbm.it META SMALL BUSINESS App Gestionale Android e ios META Small Business è l App Gestionale Offline per smartphone e tablet che funzionano
Small Business Mobile Copyright DEV Software S.r.l. www.metasbm.it META SMALL BUSINESS App Gestionale Android e ios META Small Business è l App Gestionale Offline per smartphone e tablet che funzionano
Una tecnologia innovativa migliora l accuratezza nella misura di potenza
 Una tecnologia innovativa migliora l accuratezza nella misura di potenza Introduzione Rapidi sviluppi nelle tecnologie di conversione di potenza combinate con la necessità di migliore efficienza creano
Una tecnologia innovativa migliora l accuratezza nella misura di potenza Introduzione Rapidi sviluppi nelle tecnologie di conversione di potenza combinate con la necessità di migliore efficienza creano
REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA
 REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA SETTORE ECONOMICO PROFESSIONALE 1 SETTORE MECCANICA;PRODUZIONE E MANUTENZIONE DI MACCHINE;IMPIANTISTICA Processo Metallurgia Sequenza
REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA SETTORE ECONOMICO PROFESSIONALE 1 SETTORE MECCANICA;PRODUZIONE E MANUTENZIONE DI MACCHINE;IMPIANTISTICA Processo Metallurgia Sequenza
TECNO PROGRAM SOFTWARE FOR MANUFACTURING. Scegli il meglio per la tua macchina CNC.
 TECNO PROGRAM SOFTWARE FOR MANUFACTURING Scegli il meglio per la tua macchina CNC. CHI SIAMO TECNO PROGRAM, fondata nel 1997 a Poggibonsi, si occupa inizialmente di service e avviamento di macchine utensili
TECNO PROGRAM SOFTWARE FOR MANUFACTURING Scegli il meglio per la tua macchina CNC. CHI SIAMO TECNO PROGRAM, fondata nel 1997 a Poggibonsi, si occupa inizialmente di service e avviamento di macchine utensili
di simulazione Con la collaborazione di: COMSOL
 applicazione del software di simulazione nell industria dei cavi Nel 2010 il gruppo di Ricerca & Sviluppo di Prysmian ha iniziato a cambiare il modo di progettare e testare nuovi cavi e sistemi, attraverso
applicazione del software di simulazione nell industria dei cavi Nel 2010 il gruppo di Ricerca & Sviluppo di Prysmian ha iniziato a cambiare il modo di progettare e testare nuovi cavi e sistemi, attraverso
IL PROCESSO di PROGETTAZIONE
 IL PROCESSO di PROGETTAZIONE In questa lezione vedremo: La definizione di progettazione La progettazione in ambito ingegneristico I modelli del processo di progettazione il modello di Pahl Beitz il modello
IL PROCESSO di PROGETTAZIONE In questa lezione vedremo: La definizione di progettazione La progettazione in ambito ingegneristico I modelli del processo di progettazione il modello di Pahl Beitz il modello
REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA
 REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA QUALIFICAZIONE PROFESSIONALE Denominazione qualificazione Tecnico della progettazione e realizzazione di stampi per la produzione di
REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA QUALIFICAZIONE PROFESSIONALE Denominazione qualificazione Tecnico della progettazione e realizzazione di stampi per la produzione di
Programmazione & Controllo della Produzione
 Programmazione & Controllo della Produzione LA NOSTRA PRODUZIONE La Meccanica Padana opera nei settori Oil & Gas e Petrolchimico fin dal 1954 ed è produttrice di raccordi forgiati e pezzi speciali. In
Programmazione & Controllo della Produzione LA NOSTRA PRODUZIONE La Meccanica Padana opera nei settori Oil & Gas e Petrolchimico fin dal 1954 ed è produttrice di raccordi forgiati e pezzi speciali. In
SERIE PPED. Presse piegatrici idrauliche LVDGROUP.COM PIEGATURA PRECISA ED ECONOMICA
 Presse piegatrici idrauliche SERIE PPED PIEGATURA PRECISA ED ECONOMICA LVDGROUP.COM 2 # SERIE PPED SERIE PPED PIEGATURA PRECISA ED ECONOMICA Pratiche e di facile utilizzo, le presse piegatrici PPED sono
Presse piegatrici idrauliche SERIE PPED PIEGATURA PRECISA ED ECONOMICA LVDGROUP.COM 2 # SERIE PPED SERIE PPED PIEGATURA PRECISA ED ECONOMICA Pratiche e di facile utilizzo, le presse piegatrici PPED sono
Introduzione alla Modellazione Solida
 Introduzione alla Modellazione Solida Obiettivi della Modellazione Solida e del CAD CAD e progettazione, CAD e sviluppo prodotto Esempio Evoluzione storica Competenze richieste Significato Con Computer
Introduzione alla Modellazione Solida Obiettivi della Modellazione Solida e del CAD CAD e progettazione, CAD e sviluppo prodotto Esempio Evoluzione storica Competenze richieste Significato Con Computer
Ottimizzare le attività di produzione
 Un link fra un sistema di controllo in tempo reale dei reparti di produzione e un sistema informativo ERP. @Mes è Il software per la gestione dei processi di fabbrica. Ottimizzare le attività di produzione
Un link fra un sistema di controllo in tempo reale dei reparti di produzione e un sistema informativo ERP. @Mes è Il software per la gestione dei processi di fabbrica. Ottimizzare le attività di produzione
Sfruttamento efficiente di piccoli salti mediante coclea idraulica & Approcci progettuali innovativi. Ing. Nicola Fergnani
 Sfruttamento efficiente di piccoli salti mediante coclea idraulica & Approcci progettuali innovativi Ing. Nicola Fergnani n.fergnani@stinas.it www.hydrosmart.it Caso studio: impianto prefabbricato su canale
Sfruttamento efficiente di piccoli salti mediante coclea idraulica & Approcci progettuali innovativi Ing. Nicola Fergnani n.fergnani@stinas.it www.hydrosmart.it Caso studio: impianto prefabbricato su canale
Macchine Utensili Intelligenti
 Macchine Utensili Intelligenti Relatore: Marco Sortino 24 marzo 2017 16:00 #Sharing3FVG Webinar realizzato da IALFVG e parte degli 80 di #Sharing3FVG, progetto cofinanziato dal Fondo Sociale Europeo nell'ambito
Macchine Utensili Intelligenti Relatore: Marco Sortino 24 marzo 2017 16:00 #Sharing3FVG Webinar realizzato da IALFVG e parte degli 80 di #Sharing3FVG, progetto cofinanziato dal Fondo Sociale Europeo nell'ambito
PRODUZIONE E CARATTERIZZAZIONE DI PER LA PRESSOCOLATA IN SEMISOLIDO
 1 Forum Nazionale dei Giovani Ricercatori di Scienza e Ingegneria dei Materiali Parma 15-16 giugno 2006 PRODUZIONE E CARATTERIZZAZIONE DI NUOVE LEGHE D ALLUMINIO D TIXOTROPICHE PER LA PRESSOCOLATA IN SEMISOLIDO
1 Forum Nazionale dei Giovani Ricercatori di Scienza e Ingegneria dei Materiali Parma 15-16 giugno 2006 PRODUZIONE E CARATTERIZZAZIONE DI NUOVE LEGHE D ALLUMINIO D TIXOTROPICHE PER LA PRESSOCOLATA IN SEMISOLIDO
CAE. Ingegnerizzazione assistita da calcolatore
 CAE Ingegnerizzazione assistita da calcolatore L ingegnerizzazione assistita da calcolatore (Computeraided engineering o CAE) si riferisce all uso di software su computer per simulare le prestazioni di
CAE Ingegnerizzazione assistita da calcolatore L ingegnerizzazione assistita da calcolatore (Computeraided engineering o CAE) si riferisce all uso di software su computer per simulare le prestazioni di
Metodologie di progettazione Avanzata
 Metodologie di progettazione Avanzata Corso del II anno della laurea specialistica in ingegneria meccanica ing. F. Campana Strategia di lavoro (=organizzazione iter di progetto) e Metodi informatici Note
Metodologie di progettazione Avanzata Corso del II anno della laurea specialistica in ingegneria meccanica ing. F. Campana Strategia di lavoro (=organizzazione iter di progetto) e Metodi informatici Note
Small Business Mobile
 Small Business Mobile Copyright DEV Software S.r.l. www.metasbm.it META SMALL BUSINESS App Gestionale Android e ios META Small Business è l App Gestionale Offline per smartphone e tablet che funzionano
Small Business Mobile Copyright DEV Software S.r.l. www.metasbm.it META SMALL BUSINESS App Gestionale Android e ios META Small Business è l App Gestionale Offline per smartphone e tablet che funzionano
RTCP SYSTEM ACTIVE PRESSURE MANAGEMENT FOR A SMART WATER NETWORK
 ACTIVE PRESSURE MANAGEMENT FOR A SMART WATER NETWORK ACTIVE PRESSURE MANAGEMENT FOR A SMART WATER NETWORK CONTROLLO IN TEMPO REALE DI PRESSIONI, PORTATE, PERDITE E TRANSIENTI DI PRESSIONE RIDUZIONE PERDITE
ACTIVE PRESSURE MANAGEMENT FOR A SMART WATER NETWORK ACTIVE PRESSURE MANAGEMENT FOR A SMART WATER NETWORK CONTROLLO IN TEMPO REALE DI PRESSIONI, PORTATE, PERDITE E TRANSIENTI DI PRESSIONE RIDUZIONE PERDITE
REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA
 REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA SETTORE ECONOMICO PROFESSIONALE 1 VETRO, CERAMICA E MATERIALI DA COSTRUZIONE Processo Produzione vetro e lavorazione industriale e artigianale
REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA SETTORE ECONOMICO PROFESSIONALE 1 VETRO, CERAMICA E MATERIALI DA COSTRUZIONE Processo Produzione vetro e lavorazione industriale e artigianale
IMPIANTI DI ASPIRAZIONE, FILTRAZIONE E TRATTAMENTO ARIA O RUMORE
 IMPIANTI DI ASPIRAZIONE, FILTRAZIONE E TRATTAMENTO ARIA O RUMORE PROGETTAZIONE & ENGINEERING PER IL TRATTAMENTO ARIA DI PROCESSO IN CONTESTI PRODUTTIVI Azienda Gamma Impianti viene fondata nel 1990 da
IMPIANTI DI ASPIRAZIONE, FILTRAZIONE E TRATTAMENTO ARIA O RUMORE PROGETTAZIONE & ENGINEERING PER IL TRATTAMENTO ARIA DI PROCESSO IN CONTESTI PRODUTTIVI Azienda Gamma Impianti viene fondata nel 1990 da
Matteo Strano - Tecnologia Meccanica Processi di fonderia - 2 FONDERIA
 Matteo Strano - Tecnologia Meccanica Processi di fonderia - 1 Matteo Strano - Tecnologia Meccanica Processi di fonderia - 2 FONDERIA Nella tecnica di fonderia il metallo, fuso nei forni, viene colato o
Matteo Strano - Tecnologia Meccanica Processi di fonderia - 1 Matteo Strano - Tecnologia Meccanica Processi di fonderia - 2 FONDERIA Nella tecnica di fonderia il metallo, fuso nei forni, viene colato o
EUREKA 8: NOVITA. Copyright Roboris srl
 EUREKA 8: NOVITA NUOVA INTERFACCIA GRAFICA La nuova interfaccia grafica di Eureka 8.1 mostra uno stile intuitivo e moderno, implementando icone rinnovate graficamente e un set di comandi per la gestione
EUREKA 8: NOVITA NUOVA INTERFACCIA GRAFICA La nuova interfaccia grafica di Eureka 8.1 mostra uno stile intuitivo e moderno, implementando icone rinnovate graficamente e un set di comandi per la gestione
ITA GEFRAN SOLUZIONI PROGETTAZIONE E REALIZZAZIONE DI APPARECCHIATURE DI AUTOMAZIONE E QUADRI ELETTRICI
 ITA GEFRAN SOLUZIONI PROGETTAZIONE E REALIZZAZIONE DI APPARECCHIATURE DI AUTOMAZIONE E QUADRI ELETTRICI 09/2016 GEFRAN SOLUZIONI PROGETTAZIONE E REALIZZAZIONE DI APPARECCHIATURE DI AUTOMAZIONE E QUADRI
ITA GEFRAN SOLUZIONI PROGETTAZIONE E REALIZZAZIONE DI APPARECCHIATURE DI AUTOMAZIONE E QUADRI ELETTRICI 09/2016 GEFRAN SOLUZIONI PROGETTAZIONE E REALIZZAZIONE DI APPARECCHIATURE DI AUTOMAZIONE E QUADRI
1. SVILUPPO E AUTOMAZIONE DI UN PROCESSO DI PIEGATURA PER TUBAZIONI DI UNO SCAMBIATORE DI CALORE
 Ing. F. Sanelli Production technologies I PROGETTI DI TRASFERIMENTO TECNOLOGICO 1. DI PIEGATURA PER TUBAZIONI DI UNO SCAMBIATORE DI CALORE 2. OTTIMIZZAZIONE DEL CICLO DI PRODUZIONE DI UN COMPONENTE STAMPATO
Ing. F. Sanelli Production technologies I PROGETTI DI TRASFERIMENTO TECNOLOGICO 1. DI PIEGATURA PER TUBAZIONI DI UNO SCAMBIATORE DI CALORE 2. OTTIMIZZAZIONE DEL CICLO DI PRODUZIONE DI UN COMPONENTE STAMPATO
REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA
 REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA QUALIFICAZIONE PROFESSIONALE Denominazione qualificazione Tecnico esperto nei processi fusori 5 Settore Economico Professionale Area
REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA QUALIFICAZIONE PROFESSIONALE Denominazione qualificazione Tecnico esperto nei processi fusori 5 Settore Economico Professionale Area
Sistemi di simulazione cinematica e dinamica per la progettazione meccanica
 REL. :PERONI PAOLO DOTTORATO XXI CICLO PRIMO ANNO 23/10/06 Sistemi di simulazione cinematica e dinamica per la progettazione meccanica PROGETTAZIONE DI MACCHINE AUTOMATICHE CARATTERISTICHE DIMENSIONALI
REL. :PERONI PAOLO DOTTORATO XXI CICLO PRIMO ANNO 23/10/06 Sistemi di simulazione cinematica e dinamica per la progettazione meccanica PROGETTAZIONE DI MACCHINE AUTOMATICHE CARATTERISTICHE DIMENSIONALI
TOMTOM: Come risolvere un problema di grave deformazione su un componente del sistema di navigazione
 TOMTOM: Come risolvere un problema di grave deformazione su un componente del sistema di navigazione Premessa Il prodotto in questo caso è un coperchio anteriore della culla di un sistema di navigazione
TOMTOM: Come risolvere un problema di grave deformazione su un componente del sistema di navigazione Premessa Il prodotto in questo caso è un coperchio anteriore della culla di un sistema di navigazione
Gruppo Agiotech Metrix3D. Casi di studio in programma - Fiera A&T 2016 CAD - CAM - CAE
 Pag. 1 di 6 Gruppo Agiotech Metrix3D Casi di studio in programma - Fiera A&T 2016 CAD - CAM - CAE La tomografia come supporto alla progettazione ed alle analisi FEM Il sistema x-ray MCT225 di Agiotech-Metrix3D
Pag. 1 di 6 Gruppo Agiotech Metrix3D Casi di studio in programma - Fiera A&T 2016 CAD - CAM - CAE La tomografia come supporto alla progettazione ed alle analisi FEM Il sistema x-ray MCT225 di Agiotech-Metrix3D
POLITECNICO DI TORINO
 POLITECNICO DI TORINO Facoltà di Ingegneria Corso di Laurea in Ingegneria Meccanica Relatore: Ch.mo Prof. Luca Settineri Ottimizzazione di un sistema di condizionamento di uno stampo ad iniezione con conformal
POLITECNICO DI TORINO Facoltà di Ingegneria Corso di Laurea in Ingegneria Meccanica Relatore: Ch.mo Prof. Luca Settineri Ottimizzazione di un sistema di condizionamento di uno stampo ad iniezione con conformal
INFLUENZA DELLA MODIFICA ALLO STRONZIO E DELLA CONDIZIONE DI SOLIDIFICAZIONE SULLA MICROSTRUTTURA IN LEGHE ALLUMINIO-SILICIO DA FONDERIA
 INFLUENZA DELLA MODIFICA ALLO STRONZIO E DELLA CONDIZIONE DI SOLIDIFICAZIONE SULLA MICROSTRUTTURA IN LEGHE ALLUMINIO-SILICIO DA FONDERIA Andrea Manente Email. manente.a64@gmail.com Cell. 3454198583 Pag.1
INFLUENZA DELLA MODIFICA ALLO STRONZIO E DELLA CONDIZIONE DI SOLIDIFICAZIONE SULLA MICROSTRUTTURA IN LEGHE ALLUMINIO-SILICIO DA FONDERIA Andrea Manente Email. manente.a64@gmail.com Cell. 3454198583 Pag.1
MARFRAN 2K TPE COMPOUNDS PER TECNOLOGIE 2K
 MARFRAN 2K TPE COMPOUNDS PER TECNOLOGIE 2K LA GAMMA MARFRAN 2K TPE a base SEBS GRADO MARFRAN famiglie standard Durezza ShA Contatto alimentare PP PE Stirenici (PS, SAN, ABS, ASA) 20 95 SI X MARFRAN EHA
MARFRAN 2K TPE COMPOUNDS PER TECNOLOGIE 2K LA GAMMA MARFRAN 2K TPE a base SEBS GRADO MARFRAN famiglie standard Durezza ShA Contatto alimentare PP PE Stirenici (PS, SAN, ABS, ASA) 20 95 SI X MARFRAN EHA
Risparmio di tempo TISIS CAM E MASTERCAM SWISS : grazie al comando efficace di tutti i vostri torni a fantina mobile
 Risparmio di tempo grazie al comando efficace di tutti i vostri torni a fantina mobile TISIS CAM e Mastercam Swiss sono applicazioni software che permettono alle aziende specializzate nella tornitura di
Risparmio di tempo grazie al comando efficace di tutti i vostri torni a fantina mobile TISIS CAM e Mastercam Swiss sono applicazioni software che permettono alle aziende specializzate nella tornitura di
Hoesch Schwerter Profile GmbH
 foglio 1 Hoesch Schwerter Profile GmbH - Dal produttore di profili al fornitore di sistema - Aprile 2016 Esigenze sempre crescenti Mercato e cliente foglio 2 Progressiva riduzione dei cicli di vita dei
foglio 1 Hoesch Schwerter Profile GmbH - Dal produttore di profili al fornitore di sistema - Aprile 2016 Esigenze sempre crescenti Mercato e cliente foglio 2 Progressiva riduzione dei cicli di vita dei
COMPETENZE STRATEGICHE
 COMPETENZE STRATEGICHE Da anni Walter è a fianco di Comec s.r.l., azienda che produce macchine utensili per autofficine. Insieme individuano le migliori soluzioni tecnologiche da proporre ai clienti per
COMPETENZE STRATEGICHE Da anni Walter è a fianco di Comec s.r.l., azienda che produce macchine utensili per autofficine. Insieme individuano le migliori soluzioni tecnologiche da proporre ai clienti per
Percorsi di inserimento in azienda della tecnologia additiva
 Renishaw Additive Manufacturing Product Division Percorsi di inserimento in azienda della tecnologia additiva Ovvero: come ottenere il massimo risultato con il minimo rischio 1 I numeri di Renishaw 611
Renishaw Additive Manufacturing Product Division Percorsi di inserimento in azienda della tecnologia additiva Ovvero: come ottenere il massimo risultato con il minimo rischio 1 I numeri di Renishaw 611
LA PIANIFICAZIONE DELLA SICUREZZA IN CANTIERE
 LA PIANIFICAZIONE DELLA SICUREZZA IN CANTIERE Prof. arch. Renato Laganà La progettazione operativa Insieme degli elaborati necessari per prescrivere le modalità di realizzazione delle parti dell intervento
LA PIANIFICAZIONE DELLA SICUREZZA IN CANTIERE Prof. arch. Renato Laganà La progettazione operativa Insieme degli elaborati necessari per prescrivere le modalità di realizzazione delle parti dell intervento
POR CALABRIA FESR-FSE
 UNIONE EUROPEA REGIONE CALABRIA REPUBBLICA ITALIANA POR CALABRIA FESR-FSE 2014-2020 ASSE III COMPETITIVITÀ DEI SISTEMI PRODUTTIVI Obiettivo specifico 3.3 - Consolidamento, modernizzazione e diversificazione
UNIONE EUROPEA REGIONE CALABRIA REPUBBLICA ITALIANA POR CALABRIA FESR-FSE 2014-2020 ASSE III COMPETITIVITÀ DEI SISTEMI PRODUTTIVI Obiettivo specifico 3.3 - Consolidamento, modernizzazione e diversificazione
SERVIZI DI INGEGNERIA ELETTRONICA
 SERVIZI DI INGEGNERIA ELETTRONICA E M A-Tech Compan y P rofile D i a m o v i t a a l l e v o s t r e i d e e EMA-Te ch Dall'ideazione all industrializzazione, utilizzando solo strumenti di sviluppo all'avanguardia
SERVIZI DI INGEGNERIA ELETTRONICA E M A-Tech Compan y P rofile D i a m o v i t a a l l e v o s t r e i d e e EMA-Te ch Dall'ideazione all industrializzazione, utilizzando solo strumenti di sviluppo all'avanguardia
I sistemi MES raccolgono i dati sulla produzione e li trasformano in informazioni a disposizione
 PER GESTIRE L AZIENDA IN EVOLUZIONE I sistemi MES raccolgono i dati sulla produzione e li trasformano in informazioni a disposizione dell azienda. La soluzione 2Easy-MES è in grado di coprire al 100% le
PER GESTIRE L AZIENDA IN EVOLUZIONE I sistemi MES raccolgono i dati sulla produzione e li trasformano in informazioni a disposizione dell azienda. La soluzione 2Easy-MES è in grado di coprire al 100% le
oikos centro di lavoro a 6 assi per travi e moduli parete oikos
 oikos centro di lavoro a 6 assi per travi e moduli parete oikos oikos centro di lavoro a 6 assi per travi e moduli pareti. Centro di lavoro a 6 assi, soluzione tecnologica ottimale per la lavorazione di
oikos centro di lavoro a 6 assi per travi e moduli parete oikos oikos centro di lavoro a 6 assi per travi e moduli pareti. Centro di lavoro a 6 assi, soluzione tecnologica ottimale per la lavorazione di
SISTEMA DI POSIZIONAMENTO SPAZIALE. Tecnologia innovativa per processi di assemblaggio
 SISTEMA DI POSIZIONAMENTO SPAZIALE Tecnologia innovativa per processi di assemblaggio Il sistema Iris SPS risolve i problemi derivanti dai sistemi di assemblaggio convenzionali 1. ERRORI DI ASSEMBLAGGIO
SISTEMA DI POSIZIONAMENTO SPAZIALE Tecnologia innovativa per processi di assemblaggio Il sistema Iris SPS risolve i problemi derivanti dai sistemi di assemblaggio convenzionali 1. ERRORI DI ASSEMBLAGGIO
SIMULAZIONE DEI PROCESSI DI STAMPAGGIO: UN CASO REALE NE DIMOSTRA L EFFICACIA
 A Vittorio Pesce Uno stampo di pressofusione realizzato alla MCS Facchetti. I software di simulazione del processo di stampaggio rappresentano uno strumento sempre più importante nello sviluppo e nella
A Vittorio Pesce Uno stampo di pressofusione realizzato alla MCS Facchetti. I software di simulazione del processo di stampaggio rappresentano uno strumento sempre più importante nello sviluppo e nella
CASE HISTORY SMART FACTORY PER IL MANUFACTURING. Brovedani. beantech. IT moves your business
 CASE HISTORY SMART FACTORY PER IL MANUFACTURING Brovedani beantech IT moves your business SETTORE Manufacturing DIPENDENTI 1.047 FATTURATO 2017 112 milioni PAESE Italia - Slovacchia - Messico Chi è Brovedani
CASE HISTORY SMART FACTORY PER IL MANUFACTURING Brovedani beantech IT moves your business SETTORE Manufacturing DIPENDENTI 1.047 FATTURATO 2017 112 milioni PAESE Italia - Slovacchia - Messico Chi è Brovedani
Tecnologia Meccanica
 Università di Bergamo Facoltà di Ingegneria Corso di Laurea in Ingegneria Gestionale Anno Accademico 2008-09 1 La TECNOLOGIA MECCANICA, o meglio le TECNOLOGIE DI LAVORAZIONE MECCANICA, costituiscono l
Università di Bergamo Facoltà di Ingegneria Corso di Laurea in Ingegneria Gestionale Anno Accademico 2008-09 1 La TECNOLOGIA MECCANICA, o meglio le TECNOLOGIE DI LAVORAZIONE MECCANICA, costituiscono l
Software Cradle Lancia la versione 14 di scstream, scflow, SC/Tetra e scpost
 Software Cradle Lancia la versione 14 di scstream, scflow, SC/Tetra e scpost Osaka, Giappone (Maggio, 2018) - Software Cradle Co., Ltd. annuncia il rilascio della V14 di scflow, SC/Tetra, scstream and
Software Cradle Lancia la versione 14 di scstream, scflow, SC/Tetra e scpost Osaka, Giappone (Maggio, 2018) - Software Cradle Co., Ltd. annuncia il rilascio della V14 di scflow, SC/Tetra, scstream and
correttezza e precisione; anywhere, anytime; affidabilità, disponibilità e sicurezza dei sistemi; riservatezza dei dati; interoperabilità fra
 Capitolo 7 Le infrastrutture SoftWare Funzioni del sistema operativo Rendere utilizzabili le risorse fisiche presenti nel sistema informatico: correttezza e precisione; anywhere, anytime; affidabilità,
Capitolo 7 Le infrastrutture SoftWare Funzioni del sistema operativo Rendere utilizzabili le risorse fisiche presenti nel sistema informatico: correttezza e precisione; anywhere, anytime; affidabilità,
QUELLO CHE AVETE SEMPRE SOGNATO. SOLO MEGLIO.
 QUELLO CHE AVETE SEMPRE SOGNATO. SOLO MEGLIO. Pressione [bar] 900 800 700 600 500 400 300 200 100 Iniezione sequenziale Standard Iniezione sequenziale con Flexflow 0 0 0.5 1 1.5 2 2.5 3 3.5 4 Tempo [s]
QUELLO CHE AVETE SEMPRE SOGNATO. SOLO MEGLIO. Pressione [bar] 900 800 700 600 500 400 300 200 100 Iniezione sequenziale Standard Iniezione sequenziale con Flexflow 0 0 0.5 1 1.5 2 2.5 3 3.5 4 Tempo [s]
TWO STROKE FLOW ANALYSIS
 TWO STROKE FLOW ANALYSIS - presentazione All'apertura il software TWO STROKE FLOW ANALYSIS si presenta in questo modo. A seguire vi mostreremo come l'utilizzo sia estremamente semplice ed i risultati vi
TWO STROKE FLOW ANALYSIS - presentazione All'apertura il software TWO STROKE FLOW ANALYSIS si presenta in questo modo. A seguire vi mostreremo come l'utilizzo sia estremamente semplice ed i risultati vi
Intel Parallel Studio Seminar Milano 22 Giugno 2010
 Dal seriale al parallelo Come ottimizzare le applicazioni Visual Studio per macchine multi-core: Intel Parallel Studio Ciro Fiorillo Lead Software Architect Agenda 09:15 Saluto di benvenuto e apertura
Dal seriale al parallelo Come ottimizzare le applicazioni Visual Studio per macchine multi-core: Intel Parallel Studio Ciro Fiorillo Lead Software Architect Agenda 09:15 Saluto di benvenuto e apertura
simulazioni fluidodinamiche di scambiatori a pacco alettato
 u efficienza energetica u simulazioni fluidodinamiche di scambiatori a pacco alettato Matteo Totaro, Luca Cogo Ufficio tecnico Aermec, Bevilacqua (VR) Gli scambiatori a pacco alettato rivestono un ruolo
u efficienza energetica u simulazioni fluidodinamiche di scambiatori a pacco alettato Matteo Totaro, Luca Cogo Ufficio tecnico Aermec, Bevilacqua (VR) Gli scambiatori a pacco alettato rivestono un ruolo
Alphacam è il sistema CAD/CAM ideale per le officine meccaniche moderne con esigenze di programmazione di centri di lavoro a 3 o 5 assi per la
 Alphacam è il sistema CAD/CAM ideale per le officine meccaniche moderne con esigenze di programmazione di centri di lavoro a 3 o 5 assi per la produzione di particolari complessi. L interfaccia di lavoro,
Alphacam è il sistema CAD/CAM ideale per le officine meccaniche moderne con esigenze di programmazione di centri di lavoro a 3 o 5 assi per la produzione di particolari complessi. L interfaccia di lavoro,
Università di Pisa Facoltà di Scienze Matematiche Fisiche e Naturali
 Facoltà di Scienze Matematiche Fisiche e Naturali Corso di Laurea Specialistica in Informatica (classe 23/S: Informatica) Corso di Laurea Specialistica in Tecnologie Informatiche (classe 23/S: Informatica)
Facoltà di Scienze Matematiche Fisiche e Naturali Corso di Laurea Specialistica in Informatica (classe 23/S: Informatica) Corso di Laurea Specialistica in Tecnologie Informatiche (classe 23/S: Informatica)
Costi. Studio di fattibilità Progetto di massima. 5. Progetto di massima. M.Rumor. Studio di fattibilità. Studio di fattibilità Progetto di massima
 Studio di fattibilità Progetto di massima 5. Progetto di massima 5.1 Obiettivi Costi 5.2 Funzioni del sistema 5.3 Basi di dati 5.4 Componenti tecnologiche 5.5 Linee guida M.Rumor Studio di fattibilità
Studio di fattibilità Progetto di massima 5. Progetto di massima 5.1 Obiettivi Costi 5.2 Funzioni del sistema 5.3 Basi di dati 5.4 Componenti tecnologiche 5.5 Linee guida M.Rumor Studio di fattibilità
Progettazione di impianti di terra
 dalle aziende Progettazione di impianti di terra Software di calcolo Roberto Andolfato, Gianluca Grotto La progettazione degli impianti di terra, in particolare per sistemi in Alta Tensione, pone problematiche
dalle aziende Progettazione di impianti di terra Software di calcolo Roberto Andolfato, Gianluca Grotto La progettazione degli impianti di terra, in particolare per sistemi in Alta Tensione, pone problematiche
 www.fonderiecestaro.it CESTARO FONDERIE ALUMINIUM SAND CASTINGS /Cestaro Fonderie Cestaro Fonderie inizia l attività nel 1963 come azienda famigliare, caratterizzandosi subito per la particolare attenzione
www.fonderiecestaro.it CESTARO FONDERIE ALUMINIUM SAND CASTINGS /Cestaro Fonderie Cestaro Fonderie inizia l attività nel 1963 come azienda famigliare, caratterizzandosi subito per la particolare attenzione
3 D P O W E R F O R D E N T A L L A B S
 3 D P O W E R F O R D E N T A L L A B S DentalCad è un software dedicato alla progettazione e modellazione di cappette, ponti, protesi anatomiche, inlay, onlay, veneer, impianti personalizzati, barre di
3 D P O W E R F O R D E N T A L L A B S DentalCad è un software dedicato alla progettazione e modellazione di cappette, ponti, protesi anatomiche, inlay, onlay, veneer, impianti personalizzati, barre di
FORMATURA IN FORMA PERMANENTE
 Matteo Strano - Tecnologia Meccanica Processi di fonderia - 92 Meccanismo di indurimento termico Microfusione Matteo Strano - Tecnologia Meccanica Processi di fonderia - 93 FORMATURA IN FORMA PERMANENTE
Matteo Strano - Tecnologia Meccanica Processi di fonderia - 92 Meccanismo di indurimento termico Microfusione Matteo Strano - Tecnologia Meccanica Processi di fonderia - 93 FORMATURA IN FORMA PERMANENTE
Supplier Collaboration: L importanza di essere un «corpo unico» con i fornitori. 27 giugno 2018 Andrea Tinti
 Supplier Collaboration: L importanza di essere un «corpo unico» con i fornitori 27 giugno 2018 Andrea Tinti 1 Chi è IUNGO Sosteniamo le imprese nel far diventare la collaborazione con tutti i propri partner
Supplier Collaboration: L importanza di essere un «corpo unico» con i fornitori 27 giugno 2018 Andrea Tinti 1 Chi è IUNGO Sosteniamo le imprese nel far diventare la collaborazione con tutti i propri partner
Tecnologie dei vetri e dei
 Tecnologie dei vetri e dei polimeri organici PROPRIETA DEI VETRI Per i processi di formatura è importante conoscere il comportamento viscositàtemperatura del vetro. La lavorabilità del vetro dipende dalla
Tecnologie dei vetri e dei polimeri organici PROPRIETA DEI VETRI Per i processi di formatura è importante conoscere il comportamento viscositàtemperatura del vetro. La lavorabilità del vetro dipende dalla
Produzione efficiente con TNC640: ottimizzazione macchine e Batch Process Manager. Stefano Cardellini
 Produzione efficiente con TNC640: ottimizzazione macchine e Batch Process Manager Stefano Cardellini Gestione della produzione Tecniche di produzione Cosa c'è di nuovo? situazione attuale Aumento dell'efficienza
Produzione efficiente con TNC640: ottimizzazione macchine e Batch Process Manager Stefano Cardellini Gestione della produzione Tecniche di produzione Cosa c'è di nuovo? situazione attuale Aumento dell'efficienza
SCHEDE DEI PROGRAMMI FORMATIVI
 CATALOGO TECNICO-PROFESSIONALE 2010 SCHEDE DEI PROGRAMMI FORMATIVI TITOLO : Tecnico progettista di impianti di energia eolica Il corso prepara a gestire le problematiche relative all'implementazione e
CATALOGO TECNICO-PROFESSIONALE 2010 SCHEDE DEI PROGRAMMI FORMATIVI TITOLO : Tecnico progettista di impianti di energia eolica Il corso prepara a gestire le problematiche relative all'implementazione e
Il fascino dei sistemi di collegamento. Bossard Italia S.r.l.
 Il fascino dei sistemi di collegamento Bossard Italia S.r.l. Profilo aziendale Lean Consumption Prodotti Engineering Logistica Supporto totale Bossard Italia S.r.l. Bossard: profilo aziendale Bossard in
Il fascino dei sistemi di collegamento Bossard Italia S.r.l. Profilo aziendale Lean Consumption Prodotti Engineering Logistica Supporto totale Bossard Italia S.r.l. Bossard: profilo aziendale Bossard in
Integrazione tra simulazione numerica e dati reali in procedure automatiche di collaudo
 Integrazione tra simulazione numerica e dati reali in procedure automatiche di collaudo Multisim Connectivity Toolkit Studente: Moreno Favaro mtr:545282 Relatore: Ch.mo prof. A. Sona Università degli studi
Integrazione tra simulazione numerica e dati reali in procedure automatiche di collaudo Multisim Connectivity Toolkit Studente: Moreno Favaro mtr:545282 Relatore: Ch.mo prof. A. Sona Università degli studi
LA SIMULAZIONE DEI TRANSITORI IDRAULICI IN IMPIANTI IDROELETTRICI: ALCUNI CASI SIGNIFICATIVI
 ZECO HYDROPOWER LO SMALL HYDRO: RUOLO E POTENZIALITA Milano 23 Maggio 2018 LA SIMULAZIONE DEI TRANSITORI IDRAULICI IN IMPIANTI IDROELETTRICI: ALCUNI CASI SIGNIFICATIVI Ing. Riccardo Bergamin 1 Introduzione
ZECO HYDROPOWER LO SMALL HYDRO: RUOLO E POTENZIALITA Milano 23 Maggio 2018 LA SIMULAZIONE DEI TRANSITORI IDRAULICI IN IMPIANTI IDROELETTRICI: ALCUNI CASI SIGNIFICATIVI Ing. Riccardo Bergamin 1 Introduzione
CICLO DI VITA DEL PROGETTO
 Minimaster in PROJECT MANAGEMENT CICLO DI VITA DEL PROGETTO Giovanni Francesco Salamone COMPETENZE TECNICHE CICLO DI VITA DEL PROGETTO ( ICB 3 - Elemento 1.11 ) Giovanni Francesco Salamone Ottobre 2009
Minimaster in PROJECT MANAGEMENT CICLO DI VITA DEL PROGETTO Giovanni Francesco Salamone COMPETENZE TECNICHE CICLO DI VITA DEL PROGETTO ( ICB 3 - Elemento 1.11 ) Giovanni Francesco Salamone Ottobre 2009
Esercitazione n 2 Fonderia
 Esercitazione n Fonderia Si deve produrre un lotto composto da n pezzi del coperchio flangiato riportato nell allegato disegno del finito. La tecnologia scelta è fonderia in terra + lavorazione per asportazione
Esercitazione n Fonderia Si deve produrre un lotto composto da n pezzi del coperchio flangiato riportato nell allegato disegno del finito. La tecnologia scelta è fonderia in terra + lavorazione per asportazione
ByVention. milestone in. laser cutting. Il più piccolo impianto di taglio laser per formati standard di lamiera
 milestone in laser cutting ByVention Il più piccolo impianto di taglio laser per formati standard di lamiera ByVention massima efficienza e formula «tutto compreso» Lo straordinario sistema di taglio laser
milestone in laser cutting ByVention Il più piccolo impianto di taglio laser per formati standard di lamiera ByVention massima efficienza e formula «tutto compreso» Lo straordinario sistema di taglio laser