PRINCIPI DELLA BRASATURA
|
|
|
- Gino Oliva
- 7 anni fa
- Просмотров:
Транскрипт

1 ITALBRAS SpA Strada Del Balsego, Vicenza Telefono: Fax: [email protected] Internet: PRINCIPI DELLA BRASATURA
2 1) I Principi della Brasatura 2
3 Distribuzione delle tensioni in un giunto NON brasato Fissaggio meccanico tramite rivetto 3
4 Distribuzione delle tensioni in un giunto brasato Lega brasante 4
5 Differenza tra brasatura e saldatura Saldatura Brasatura Materiali simili o uguali La temperatura di fusione dei materiali e della lega sono quasi uguali Qualsiasi tipo di materiale La lega fonde ad una temperatura più bassa dei due materiali di base Si fonde il materiale di apporto e parte dei materiali di base I materiali di base restano integri 5
6 Bagnabilità dei materiali e diffusione della lega 1) Lega brasante adeguata rispetto al metallo base 2) Pulizia delle superfici, non colorate, assenza di ossidi 3) Temperatura ottimale di brasatura Lega brasante fusa Strato di diffusione nella lega Strato di diffusione nel materiale Materiale di base 6
7 Capillarità delle leghe Inizio della brasatura 1 2 Inizio della bagnabilità 0,1 mm 3 Movimento della lega 4 Fine della brasatura La lega fusa si muove in qualsiasi direzione anche contro la forza di gravità 7

8 Test per la misurazione della capillarità Distanza percorsa in base larghezza della interferenza 8
9 Forza di capillarità in base alla larghezza 0,05 9
10 Forza di capillarità in base alla forma 10

11 Movimento della lega e del flux su un piano Problema dovuto a diversa forza di capillarità Flux Filo di lega 11
12 Sensibilità della lega al calore MENO CALORE metallo 1 Lega fusa metallo 2 PIU CALORE A parità di condizioni la lega corre sempre verso il calore maggiore. E importante scaldare il giunto nel modo corretto per far penetrare la lega correttamente. 12


13 Quantità di flux in relazione con le dimensioni Per pulire le superfici dagli ossidi Flux insufficiente Flux sufficiente Gli ossidi non sono rimossi I residui di flux lasciati nei pezzi dopo la brasatura possono essere corrosivi Gli ossidi sono completamente rimossi 13
14 Reazione del flux con gli ossidi ossigeno flux ossidi 0 minuti 4 minuti 0-0,5 minuti Più di 5 minuti Il materiale sovra riscaldato presenta ossidi ancora più difficili da togliere rispetto a prima 14

15 Brasatura di tubi di rame con leghe Silfos Tubi di rame brasati con lega BrazeTec CuP o AgCuP. Ad esempio: BrazeTec 93 BrazeTec 2 BrazeTec 5 Non è necessario usare il flux o disossidante. Il P svolge la fuzione di togliere gli ossidi del Cu. Il Fosforo svolge la funzione del disossidante 15

16 Gas flux Vantaggi Facile applicazione ossigeno gas Svantaggi Nessuna penetrazione nel giunto Assenza di capillarità T di lavoro >800 C Gas flux liquido Necessario usare occhiali e lenti protettive Materiale infiammabile 16
17 Flux per brasatura secondo la norma EN Flux FH per metalli pesanti h, universal flux spezial h, also for stainless steels, tungsten carbides and special metals FH 10, universal flux FH 11, CuAl-alloys FH 12, stainless steel/ high alloy steel corrosive, removing through water cleaning or mechanically FH 20, universal flux corrosive, removing through water cleaning or staining FH 30, Cu- and Ni-alloys, not corrosive FH 21, flux for general use not corrosive s, also for higher-grade steels, Ni-alloys, tungsten carbides spezial s, also for stainless steels, super alloys, tungsten carbides and special metals FH 40, flux free of boron, corrosive Flux FL per metalli leggeri FL10, hygroscopic, corrosive FL20, not hygroscopic, not corrosive 17
18 Temperature di lavoro per le leghe PN 1 SPM 2 NMP 1/ SPM 1 B-Cu B-Cu94Sn6 B-Cu88Sn12 B-Cu48Zn41,8Ni10Si0,2 890/920 (BrazeTec 48/10) B-Cu60Zn39,8Si0,2 875/895 (BrazeTec 60/40) B-Ag20Cu44Zn36 690/810 (BrazeTec 2009) B-Ag30Cu36Zn32 665/755 (BrazeTec 3076) B-Ag40Cu30Zn28Sn2 650/710 (BrazeTec 4076) B-Ag56Cu22Zn17Sn5 620/655 (BrazeTec 5600) B- AlSi12 575/585 (BrazeTec L88/12) precious metal- and Ni-alloys for high temperature brazing Copper brazing bronze brazing alloy brass brazing alloys silver brazing alloys Light metal brazing alloys 18
19 Riassumendo: La brasatura avviene, dopo aver raggiunto la temperatura ideale, grazie a: 1- La bagnabilità dei metalli 2- La forza di capillarità della lega 3- La pulizia delle superfici da sporco e ossidi tramite l utilizzo del disossidante
20 Grazie per la Vostra attenzione!
21 2) Progettazione del giunto
22 Progettazione del giunto Sforzi durante il ciclo di vita - Tipo di sforzo - Direzione dello sforzo - Contatto con altri agenti o sostanze - Temperature durante il ciclo di vita Definizione dei materiali di base - Trattamenti termici - Rivestimenti 22
23 Progettazione del giunto Scelta della lega brasante Scelta del processo di brasatura - L accoppiamento dei materiali dipende dal processo di brasatura 23
24 Dimensione in base al processo di brasatura 0-0,1 mm 0-0,2 mm 0,05-0,2 mm 0,05-0,5 mm Vuoto Brasatura per capillarità Atmosfera protettiva Utilizzo di flux, processo automatico (induzione) Utilizzo di flux, processo manuale Brasatura per riempimento >0,5 mm Utilizzo di flux, processo manuale, ottone 24
25 Dimensioni dei giunti di brasatura Il giunto deve resistere alla pari del materiale di base - Resistenza alla tensione di un giunto brasato 200 N/mm 2 - Resistenza al taglio di un giunto brasato 100 N/mm 2 25

26 Esempi di sovrapposizione U U = x d 3 x d for Cu/Cu-alloys 4 x d for St 37 5 x d for St 52 6 x d for high grade steel U 26


27 Diagrammi per il calcolo della lunghezza di sovrap. 1,5 53 esempio: d = 50 mm, s1 = 2,0 mm D = 53 mm, s2 = 1,5 mm 400 Resistenza alla tensione Gw = 400 MPa result U1 = 8 mm result U2 = 6 mm La lunghezza di sovrapposizione è U2 with 6 mm

28 gap size b (mm) Calcolo per il diametro del filo di un anello b = interferenza t = sovrapposizione d = diametro del filo esempio: b = 0,10 mm t = 8 mm risultato: d = 1,0 mm Partire dalla dimensione della interferenza sull asse delle y. 0,10 Tirare una linea fino alla dimensione della sovrapposizione. Individuare il corrispendente valore dell asse delle x del punto di incontro.questo è il diametro In caso di dato incerto, prendere il diametro maggiore 1,0 Diametro del filo d (mm) 28

29 Tipi di giunto NO SI 29
30 Progettazione di giunti soggetti a forze dinamiche Cambio improvviso del profilo Continuità tra i profili 30




31 Dimensione con coefficienti termici diversi Differenti dilatazioni termiche dei materiali 20 C temp. ambiente (slip fit) NO SI 650 C 31
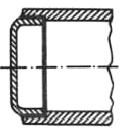
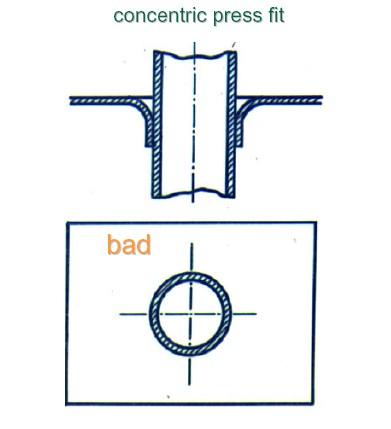
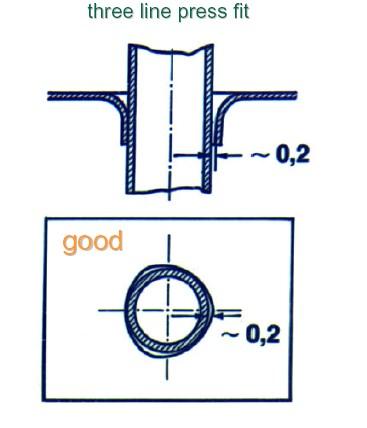
32 Progettazione del giunto da brasare NO SI 32
33 Progettazione del giunto da brasare 33
34 Progettazione del giunto da brasare 34
35 Progettazione del giunto da brasare 35

36 Progettazione del giunto da brasare 36

37 Progettazione del giunto da brasare 37
38 Progettazione del giunto da brasare 38
39 Progettazione del giunto da brasare Differenti dilatazioni dopo raffreddamento 39
40 Grazie per la Vostra attenzione.
BRASATURA E SALDOBRASATURA
 BRASATURA E SALDOBRASATURA Il termine brasatura indica l unione di due metalli, simili o diversi, senza fusione degli stessi, mediante l apporto di una terza parte detta lega, composta generalmente da
BRASATURA E SALDOBRASATURA Il termine brasatura indica l unione di due metalli, simili o diversi, senza fusione degli stessi, mediante l apporto di una terza parte detta lega, composta generalmente da
Introduzione. Durezza HB N/mm 2 Valore minimo
 Sommario L alluminio sta progressivamente acquisendo sempre maggiore importanza nelle applicazioni industriali di ogni genere. L alluminio e le sue leghe possono essere unite tramite il processo di brasatura
Sommario L alluminio sta progressivamente acquisendo sempre maggiore importanza nelle applicazioni industriali di ogni genere. L alluminio e le sue leghe possono essere unite tramite il processo di brasatura
Brasatura leghe e disossidanti
 Brasatura leghe e disossidanti www.stella-welding.com Termoidraulica Condizionamento Refrigerazione Meccanica generale Hobbistica Nasce STARBRAZE, la nuova linea di prodotti dedicata ai professionisti
Brasatura leghe e disossidanti www.stella-welding.com Termoidraulica Condizionamento Refrigerazione Meccanica generale Hobbistica Nasce STARBRAZE, la nuova linea di prodotti dedicata ai professionisti
Guida pratica. Brasatura al cannello con la fiamma acetilenica.
 Guida pratica. Brasatura al cannello con la fiamma acetilenica. Indice: 1. Procedimento 2. Presupposti per la brasatura alla fiamma 3. Varianti del procedimento 4. Procedimento di brasatura 5. Brasatura
Guida pratica. Brasatura al cannello con la fiamma acetilenica. Indice: 1. Procedimento 2. Presupposti per la brasatura alla fiamma 3. Varianti del procedimento 4. Procedimento di brasatura 5. Brasatura
LEGHE AD ALTO CONTENUTO D ARGENTO
 LEGHE AD ALTO CONTENUTO D ARGENTO The Harris Products Group produce una linea completa di leghe per brasatura ad alto contenuto d argento, senza cadmio. Per la produzione vengono utilizzati solo i metalli
LEGHE AD ALTO CONTENUTO D ARGENTO The Harris Products Group produce una linea completa di leghe per brasatura ad alto contenuto d argento, senza cadmio. Per la produzione vengono utilizzati solo i metalli
Ilnostroelencoprodottièincontinuaevoluzione. Perunalistaaggiornatadeinostriprodotti, CLICCATEQUI.
 Ilnostroelencoprodottièincontinuaevoluzione. Perunalistaaggiornatadeinostriprodotti, CLICCATEQUI. J.F.D. Group Spa è una società nata nel 1991 e operante in diversi ambiti, ma principalmente nel settore
Ilnostroelencoprodottièincontinuaevoluzione. Perunalistaaggiornatadeinostriprodotti, CLICCATEQUI. J.F.D. Group Spa è una società nata nel 1991 e operante in diversi ambiti, ma principalmente nel settore
Difettologia Cause: Soluzioni:
 Cause: Soluzioni: Gas prodotti per reazioni chimiche nel fuso Accurata scelta degli elettrodi e della composizione del filler Gas o vapori risultanti dal filler Preriscaldamento Gas o vapori prodotti da
Cause: Soluzioni: Gas prodotti per reazioni chimiche nel fuso Accurata scelta degli elettrodi e della composizione del filler Gas o vapori risultanti dal filler Preriscaldamento Gas o vapori prodotti da
A.V. SALDATURE S.R.L. Via dell' Industria, Mezzago (MB) ITALY tel fax
 ITALY tel fax") Foto/Grafica www.giudiciannibiffi.it A.V. SALDATURE S.R.L. Via dell' Industria, 6 20883 Mezzago (MB) ITALY tel. +39 039 6020165 fax +39 039 6022761 www.avsaldature.it Leghe argento esenti Cd 4 Leghe argento
Foto/Grafica www.giudiciannibiffi.it A.V. SALDATURE S.R.L. Via dell' Industria, 6 20883 Mezzago (MB) ITALY tel. +39 039 6020165 fax +39 039 6022761 www.avsaldature.it Leghe argento esenti Cd 4 Leghe argento
Catalogo prodotti Italbras Tecnologia della brasatura Umicore
 Catalogo prodotti Italbras Tecnologia della brasatura Umicore Leghe e disossidanti per la brasatura forte Paste brasanti Leghe e disossidanti per la brasatura dolce Brazing is BrazeTec 1 Sedi BrazeTec
Catalogo prodotti Italbras Tecnologia della brasatura Umicore Leghe e disossidanti per la brasatura forte Paste brasanti Leghe e disossidanti per la brasatura dolce Brazing is BrazeTec 1 Sedi BrazeTec
SALDFLUX srl via Friuli, 5 20090 Fizzonasco di P. E. (Milano) Italy Vat Nr IT08049640967 - REA 2000301 Tel. : (+39) 02 907 81 812 - (+39) 02 904 20
 Italy Vat Nr IT08049640967 - REA 2000301 Tel. : (+39) 02 907 81 812 - (+39) 02 904 20") SALDFLUX srl via Friuli, 5 20090 Fizzonasco di P. E. (Milano) Italy Vat Nr IT08049640967 - REA 2000301 Tel. : (+39) 02 907 81 812 - (+39) 02 904 20 251 Fax : (+39) 02 907 84 933 - (+39) 02 904 20 217 e-mail:
SALDFLUX srl via Friuli, 5 20090 Fizzonasco di P. E. (Milano) Italy Vat Nr IT08049640967 - REA 2000301 Tel. : (+39) 02 907 81 812 - (+39) 02 904 20 251 Fax : (+39) 02 907 84 933 - (+39) 02 904 20 217 e-mail:
Prodotti e soluzioni per la produzione di scambiatori di calore
 TM Prodotti e soluzioni per la produzione di scambiatori di calore La nostra missione è supportarvi nel migliorare tutti gli aspetti dei vostri processi di brasatura...per sempre. Benvenuto Pietro Galliani
TM Prodotti e soluzioni per la produzione di scambiatori di calore La nostra missione è supportarvi nel migliorare tutti gli aspetti dei vostri processi di brasatura...per sempre. Benvenuto Pietro Galliani
Fusione nucleare: strutture resistenti al calore
 Fusione nucleare: strutture resistenti al calore I componenti del divertore nel tokamak direttamente affacciati al plasma si chiamano Plasma Facing Units (PFU) Essi sono costituiti da tubi di rame in cui
Fusione nucleare: strutture resistenti al calore I componenti del divertore nel tokamak direttamente affacciati al plasma si chiamano Plasma Facing Units (PFU) Essi sono costituiti da tubi di rame in cui
Guida pratica. Spianatura alla fiamma.
 Guida pratica. Spianatura alla fiamma. Indice: 1. Procedimento 2. Corretta esecuzione 3. Tipi di riscaldamento 4. Equipaggiamento 5. Ausili meccanici 6. Regole di lavoro 1. Procedimento Per la spianatura
Guida pratica. Spianatura alla fiamma. Indice: 1. Procedimento 2. Corretta esecuzione 3. Tipi di riscaldamento 4. Equipaggiamento 5. Ausili meccanici 6. Regole di lavoro 1. Procedimento Per la spianatura
BRA SAT URA LEGHE E DISOSSIDANTI PER LA BRASATURA FORTE PASTE BRASANTI LEGHE E DISOSSIDANTI PER LA BRASATURA DOLCE LEGHE E DISOSSIDANTI PER ALLUMINIO
 BRA SAT URA LEGHE E DISOSSIDANTI PER LA BRASATURA FORTE PASTE BRASANTI LEGHE E DISOSSIDANTI PER LA BRASATURA DOLCE LEGHE E DISOSSIDANTI PER ALLUMINIO QUATTRO AZIENDE UN PARTNER FORTE SAXONIA Technical
BRA SAT URA LEGHE E DISOSSIDANTI PER LA BRASATURA FORTE PASTE BRASANTI LEGHE E DISOSSIDANTI PER LA BRASATURA DOLCE LEGHE E DISOSSIDANTI PER ALLUMINIO QUATTRO AZIENDE UN PARTNER FORTE SAXONIA Technical
Collana: Manuali pratici Autore: CIG Edizione: I (2008) ISBN: Impianti a gas Applicare la norma UNI 7129 parte I Impianto interno
 ISBN: Impianti a gas Applicare la norma UNI 7129 parte I Impianto interno") Collana: Manuali pratici Autore: CIG Edizione: I (2008) ISBN: 978-88-95730-06-6 ERRATA CORRIGE Aprile 2009 MANUALE PRATICO Impianti a gas Applicare la norma UNI 7129 parte I Impianto interno Punto del
Collana: Manuali pratici Autore: CIG Edizione: I (2008) ISBN: 978-88-95730-06-6 ERRATA CORRIGE Aprile 2009 MANUALE PRATICO Impianti a gas Applicare la norma UNI 7129 parte I Impianto interno Punto del
minimo di 0.5 mm e offre il particolare vantaggio di mantenere inalterato l aspetto estetico del prodotto finito.
 GAMMA PRODOTTI PERNI FILETTATI A SCARICA CAPACITIVA Il sistema a scarica capacitiva(scarica di condensatore) si utilizza su lamiere pulite e sottili, con spessore minimo di 0.5 mm e offre il particolare
GAMMA PRODOTTI PERNI FILETTATI A SCARICA CAPACITIVA Il sistema a scarica capacitiva(scarica di condensatore) si utilizza su lamiere pulite e sottili, con spessore minimo di 0.5 mm e offre il particolare
SALDFLUX srl via Friuli, Fizzonasco di P. E. (Milano) Italy Vat Nr IT REA Tel. : (+39) (+39)
 Italy Vat Nr IT REA Tel. : (+39) (+39)") SALDFLUX srl via Friuli, 5 20090 Fizzonasco di P. E. (Milano) Italy Vat Nr IT08049640967 - REA 2000301 Tel. : (+39) 02 907 81 812 - (+39) 02 904 20 251 Fax : (+39) 02 907 84 933 - (+39) 02 904 20 217 e-mail:
SALDFLUX srl via Friuli, 5 20090 Fizzonasco di P. E. (Milano) Italy Vat Nr IT08049640967 - REA 2000301 Tel. : (+39) 02 907 81 812 - (+39) 02 904 20 251 Fax : (+39) 02 907 84 933 - (+39) 02 904 20 217 e-mail:
ZINKMETAL. ZINKMETAL Vintage - zinco titanio pre-patinato grigio e nero di KME THINK METAL ZINKMETAL. KME Germany GmbH & Co. KG
 ZINKMETAL ZINKMETAL Vintage - zinco titanio pre-patinato grigio e nero di KME KME Germany GmbH & Co. KG ZINKMETAL THINK METAL ZINKMETAL ZINKMETAL Vintage zinco titanio pre-patinato grigio e nero di KME
ZINKMETAL ZINKMETAL Vintage - zinco titanio pre-patinato grigio e nero di KME KME Germany GmbH & Co. KG ZINKMETAL THINK METAL ZINKMETAL ZINKMETAL Vintage zinco titanio pre-patinato grigio e nero di KME
Manutenzione. Riparazioni. Industria del freddo e della climatizzazione. Idraulica sanitaria.
 La brasatura è il più antico procedimento utilizzato dall uomo per unire, per fusione, due pezzi metallici. Infatti era già conosciuto dai Fenici e dagli Etruschi. Attualmente è un processo utilizzato
La brasatura è il più antico procedimento utilizzato dall uomo per unire, per fusione, due pezzi metallici. Infatti era già conosciuto dai Fenici e dagli Etruschi. Attualmente è un processo utilizzato
Sede Legale Amministrativa Via Maestri del Lavoro, Osimo (AN) t f
 t f") Sede Legale Ainistrativa Via Maestri del Lavoro, 12 60027 - Osimo (AN) t. +39 071 7121066 f. +39 071 7121069 Stabilimento Zona Industriale Miralbello s/n 61047 S. Lorenzo in Campo (PU) Italy Tel. +39 0721
Sede Legale Ainistrativa Via Maestri del Lavoro, 12 60027 - Osimo (AN) t. +39 071 7121066 f. +39 071 7121069 Stabilimento Zona Industriale Miralbello s/n 61047 S. Lorenzo in Campo (PU) Italy Tel. +39 0721
Simulazione numerica, e sua validazione sperimentale, del rendimento termico dei crogioli impiegati nella fonderia di alluminio
 ASSOFOND Federazione Nazionale Fonderie XXXI Congresso di Fonderia Convegno Tecnico - Fonderia e nuovi scenari: competitività e tecnologia, le sfide del futuro Vicenza, 26 e 27 Ottobre 2012 Simulazione
ASSOFOND Federazione Nazionale Fonderie XXXI Congresso di Fonderia Convegno Tecnico - Fonderia e nuovi scenari: competitività e tecnologia, le sfide del futuro Vicenza, 26 e 27 Ottobre 2012 Simulazione
UTENSILERIA. Realizzare. una saldatura a gas
 UTENSILERIA 01 Realizzare una saldatura a gas 1 I diversi tipi di saldatura La brasatura Saldatura di due pezzi di metallo per fusione grazie ad un metallo di apporto. Questo vale a dire che il metallo
UTENSILERIA 01 Realizzare una saldatura a gas 1 I diversi tipi di saldatura La brasatura Saldatura di due pezzi di metallo per fusione grazie ad un metallo di apporto. Questo vale a dire che il metallo
LA FORMAZIONE DEL TRUCIOLO. Forza di strappamento (o Forza di taglio) e Sforzo di strappamento
 e Sforzo di strappamento") LA FORMAZIONE DEL TRUCIOLO Forza di strappamento (o Forza di taglio) e Sforzo di strappamento La forza necessaria per l asportazione del truciolo è detta Forza di strappamento (o Forza di taglio): F s
LA FORMAZIONE DEL TRUCIOLO Forza di strappamento (o Forza di taglio) e Sforzo di strappamento La forza necessaria per l asportazione del truciolo è detta Forza di strappamento (o Forza di taglio): F s
Deformazioni Termiche
 Deformazioni ermiche Introduzione sercitazione 1 sercitazione 2 sercitazione 3a -3b Deformazioni termiche Le variazioni di temperatura causate da scambi di calore con l ambiente producono deformazioni
Deformazioni ermiche Introduzione sercitazione 1 sercitazione 2 sercitazione 3a -3b Deformazioni termiche Le variazioni di temperatura causate da scambi di calore con l ambiente producono deformazioni
Lo specialista del clima
 WICU Clim Lo specialista del clima KME Italy S.p.A. WICU Clim [I] Member of the KME Group WICU Clim Lo specialista del clima Rappresenta la soluzione ideale per la realizzazione di impianti di condizionamento.
WICU Clim Lo specialista del clima KME Italy S.p.A. WICU Clim [I] Member of the KME Group WICU Clim Lo specialista del clima Rappresenta la soluzione ideale per la realizzazione di impianti di condizionamento.
Pratico e sicuro. Member of the KME Group [I] KME Italy S.p.A. SMISOL Tekgas
![Pratico e sicuro. Member of the KME Group [I] KME Italy S.p.A. SMISOL Tekgas](/thumbs/69/60342948.jpg "Pratico e sicuro. Member of the KME Group [I] KME Italy S.p.A. SMISOL Tekgas") SMISOL Tekgas Pratico e sicuro KME Italy S.p.A. SMISOL Tekgas [I] Member of the KME Group SMISOL Tekgas Pratico e sicuro La praticità e la sicurezza di SMISOL Tekgas, in un campo di utilizzo particolare
SMISOL Tekgas Pratico e sicuro KME Italy S.p.A. SMISOL Tekgas [I] Member of the KME Group SMISOL Tekgas Pratico e sicuro La praticità e la sicurezza di SMISOL Tekgas, in un campo di utilizzo particolare
IMATERIALI METALLICI NON FERROSI. Le principali proprietà meccaniche, dopo un trattamento termico di ricottura a 650 [ C], sono le seguenti:
![IMATERIALI METALLICI NON FERROSI. Le principali proprietà meccaniche, dopo un trattamento termico di ricottura a 650 [ C], sono le seguenti:](/thumbs/47/23603410.jpg "IMATERIALI METALLICI NON FERROSI. Le principali proprietà meccaniche, dopo un trattamento termico di ricottura a 650 [ C], sono le seguenti:") IMATERIALI METALLICI NON FERROSI Rame e sue leghe Le principali proprietà meccaniche, dopo un trattamento termico di ricottura a 650 [ C], sono le seguenti: - R = 250 [N/mm 2 ] - A = 30 % - K = 80 [J/cm
IMATERIALI METALLICI NON FERROSI Rame e sue leghe Le principali proprietà meccaniche, dopo un trattamento termico di ricottura a 650 [ C], sono le seguenti: - R = 250 [N/mm 2 ] - A = 30 % - K = 80 [J/cm
La Meccanica dei Materiali si occupa del comportamento di corpi solidi sottoposti all azione di forze e momenti.
 Stato di sforzo La Meccanica dei Materiali si occupa del comportamento di corpi solidi sottoposti all azione di forze e momenti. Questo comportamento include deformazioni, fratture e separazione di parti,
Stato di sforzo La Meccanica dei Materiali si occupa del comportamento di corpi solidi sottoposti all azione di forze e momenti. Questo comportamento include deformazioni, fratture e separazione di parti,
Cenni Generali Giunti Saldati
 GENERALITÀ La saldatura è un processo che consente di unire due pezzi metallici, mediante l'azione del calore, realizzandone la continuità. La saldatura può essere ottenuta con o senza materiale di apporto,
GENERALITÀ La saldatura è un processo che consente di unire due pezzi metallici, mediante l'azione del calore, realizzandone la continuità. La saldatura può essere ottenuta con o senza materiale di apporto,
Gamma Copertura MATERIALI DI CONSUMO, CANNELLI AEROFLAM ED ACCESSORI
 Gamma Copertura MATERIALI DI CONSUMO, CANNELLI AEROFLAM ED ACCESSORI Gamma AeroFlam Una gamma completa studiata per i professionisti della copertura e dell impermeabilizzazione La gamma AeroFlam si compone
Gamma Copertura MATERIALI DI CONSUMO, CANNELLI AEROFLAM ED ACCESSORI Gamma AeroFlam Una gamma completa studiata per i professionisti della copertura e dell impermeabilizzazione La gamma AeroFlam si compone
Brasatura a induzione di precisione
 Brasatura a induzione di precisione Migliora la qualità del tuo processo di brasatura Brasatura a induzione, la migliore soluzione produttiva Che cos è la brasatura? La brasatura è un processo di unione
Brasatura a induzione di precisione Migliora la qualità del tuo processo di brasatura Brasatura a induzione, la migliore soluzione produttiva Che cos è la brasatura? La brasatura è un processo di unione
I METALLI. SCUOLA SEC DI PRIMO GRADO CORSO DI TECNOLOGIA Prof. Giovanni Lucchin
 SCUOLA SEC DI PRIMO GRADO CORSO DI TECNOLOGIA Prof. Giovanni Lucchin METALLI: Sono elementi chimici con ottime proprietà fisiche, meccaniche e tecnologiche. Generalmente molto resistenti, lucenti e buoni
SCUOLA SEC DI PRIMO GRADO CORSO DI TECNOLOGIA Prof. Giovanni Lucchin METALLI: Sono elementi chimici con ottime proprietà fisiche, meccaniche e tecnologiche. Generalmente molto resistenti, lucenti e buoni
Guida pratica. Saldatura TIG.
 Guida pratica. Saldatura TIG. Indice: 1. Gas di copertura 2. Impianto di saldatura/scelta della corrente 3. Elettrodi di tungsteno 4. Indicazioni pratiche 5. Prevenzione degli errori 1. Gas di copertura
Guida pratica. Saldatura TIG. Indice: 1. Gas di copertura 2. Impianto di saldatura/scelta della corrente 3. Elettrodi di tungsteno 4. Indicazioni pratiche 5. Prevenzione degli errori 1. Gas di copertura
La deformazione plastica. La deformazione plastica. Lavorazioni per deformazione. Il processo di laminazione Estrusione e trafilatura La forgiatura
 La deformazione plastica La deformazione plastica Il processo di laminazione Estrusione e trafilatura La forgiatura La formatura della lamiera 2 2006 Politecnico di Torino 1 Obiettivi dell Unità Riconoscere
La deformazione plastica La deformazione plastica Il processo di laminazione Estrusione e trafilatura La forgiatura La formatura della lamiera 2 2006 Politecnico di Torino 1 Obiettivi dell Unità Riconoscere
DUROMETRO COMBINATO T-UD2
 DUROMETRO COMBINATO T-UD2 Il dispositivo lavora sia con sonda UCI (Ultrasonic Contact Impendance), sia con quella dinamica (Leeb). L utente trae così i benefici di due metodi di misurazione diversi nello
DUROMETRO COMBINATO T-UD2 Il dispositivo lavora sia con sonda UCI (Ultrasonic Contact Impendance), sia con quella dinamica (Leeb). L utente trae così i benefici di due metodi di misurazione diversi nello
Corroplast L acciaio inossidabile per stampi plastica All stainless di nuova generazione
 Corroplast L acciaio inossidabile per stampi plastica All stainless di nuova generazione STAMPI PLASTICA COMPLETAMENTE INOSSIDABILI Stampi plastica completamente inossidabili La tendenza nella costruzione
Corroplast L acciaio inossidabile per stampi plastica All stainless di nuova generazione STAMPI PLASTICA COMPLETAMENTE INOSSIDABILI Stampi plastica completamente inossidabili La tendenza nella costruzione
PROVE DI QUALIFICAZIONE PER GLI ACCIAI DA CARPENTERIA
 CORSO DI SPERIMENTAZIONE, COLLAUDO E CONTROLLO DELLE COSTRUZIONI Facoltà di Architettura Università degli Studi di Napoli Federico II PROVE DI QUALIFICAZIONE PER GLI ACCIAI DA CARPENTERIA Prof. Ing. R.
CORSO DI SPERIMENTAZIONE, COLLAUDO E CONTROLLO DELLE COSTRUZIONI Facoltà di Architettura Università degli Studi di Napoli Federico II PROVE DI QUALIFICAZIONE PER GLI ACCIAI DA CARPENTERIA Prof. Ing. R.
Raccordi a saldare in rame
 Raccordi a saldare in rame RACCORDI A SALDARE IN RAME IMPIEGO Tutti i raccordi, illustrati in questo capitolo, sono esclusi dal campo d applicazione della Direttiva 97/23/CE in quanto sono considerati
Raccordi a saldare in rame RACCORDI A SALDARE IN RAME IMPIEGO Tutti i raccordi, illustrati in questo capitolo, sono esclusi dal campo d applicazione della Direttiva 97/23/CE in quanto sono considerati
voestalpine Böhler Welding Let s Braze Together!
 voestalpine Böhler Welding Let s Braze Together! e z a r B Let s her! Toget, satura li di brassi a t n e dam santi, flu nti fon Eleme li, leghe bra materia voestalpine Böhler Welding voestalpine Böhler
voestalpine Böhler Welding Let s Braze Together! e z a r B Let s her! Toget, satura li di brassi a t n e dam santi, flu nti fon Eleme li, leghe bra materia voestalpine Böhler Welding voestalpine Böhler
Obiettivo. Leghe a memoria di forma
 Attuazione con lega a memoria di forma: fondamenti e potenziale applicazione nel settore aeronautico (Progetto SISA) Ing. Pietro Bisci, Dipartimento di Chimica IFM e CoE NIS, Università di Torino Obiettivo
Attuazione con lega a memoria di forma: fondamenti e potenziale applicazione nel settore aeronautico (Progetto SISA) Ing. Pietro Bisci, Dipartimento di Chimica IFM e CoE NIS, Università di Torino Obiettivo
SALDATURA CON ELETTRODO RUTILE
 SALDATURA CON ELETTRODO RUTILE Indicazioni generali L innesco e l accensione di un arco elettrico avvengono per contatto tra un polo positivo ed un polo negativo (cortocircuito). Il calore dell arco elettrico
SALDATURA CON ELETTRODO RUTILE Indicazioni generali L innesco e l accensione di un arco elettrico avvengono per contatto tra un polo positivo ed un polo negativo (cortocircuito). Il calore dell arco elettrico
CORSO DISEGNO SALDATURA
 CORSO DISEGNO SALDATURA INDICE 1.0 CLASSIFICAZIONE DEI PROCEDIMENTI DI SALDATURA pag. 2 1.2 CONSIDERAZIONI DI CONFRONTO DELLA SALDATURA CON ALTRI SISTEMI DI UNIONE NON SCOMPONIBILI pag. 4 1.3 TIPI DI GIUNTI
CORSO DISEGNO SALDATURA INDICE 1.0 CLASSIFICAZIONE DEI PROCEDIMENTI DI SALDATURA pag. 2 1.2 CONSIDERAZIONI DI CONFRONTO DELLA SALDATURA CON ALTRI SISTEMI DI UNIONE NON SCOMPONIBILI pag. 4 1.3 TIPI DI GIUNTI
A cura di: Marco Braghin
 POLISTUDIO A cura di: Marco Braghin Saldatura - Rischi Salute e Sicurezza v.01 1 Programma della giornata TEORIA Incidenza malattie professionali per i saldatori Processi di saldatura Il rischio chimico
POLISTUDIO A cura di: Marco Braghin Saldatura - Rischi Salute e Sicurezza v.01 1 Programma della giornata TEORIA Incidenza malattie professionali per i saldatori Processi di saldatura Il rischio chimico
Manometri a molla tubolare
 Manometri a molla tubolare Esecuzione standard Tipo 111.10 (Attacco radiale) Tipo 111.12 (Attacco posteriore) Diametri [mm] 40, 50, 63, 80, 100 (Tipo 111.10 anche DN 160) da 0 0,6 a 0 400 bar (Tipo 111.10.160
Manometri a molla tubolare Esecuzione standard Tipo 111.10 (Attacco radiale) Tipo 111.12 (Attacco posteriore) Diametri [mm] 40, 50, 63, 80, 100 (Tipo 111.10 anche DN 160) da 0 0,6 a 0 400 bar (Tipo 111.10.160
SPECIFICA-ISTRUZIONE PER LA SALDATURA
 INDICE 1. Generalità 2. Scopo / Applicabilità 3. Documenti di riferimento 4. Condizioni da soddisfare 5. Trattamenti termici 6. Controlli non distruttivi 7. Allegati 1. GENERALITA La presente specifica
INDICE 1. Generalità 2. Scopo / Applicabilità 3. Documenti di riferimento 4. Condizioni da soddisfare 5. Trattamenti termici 6. Controlli non distruttivi 7. Allegati 1. GENERALITA La presente specifica
la saldatura è il processo che realizza l unione di elementi mediante l azione del calore, con o senza materiale d apporto.
 LA la saldatura è il processo che realizza GENERALITA : l unione di elementi mediante l azione del calore, con o senza materiale d apporto. Vi sono moltissime tecniche di saldatura che si possono raggruppare
LA la saldatura è il processo che realizza GENERALITA : l unione di elementi mediante l azione del calore, con o senza materiale d apporto. Vi sono moltissime tecniche di saldatura che si possono raggruppare
RAME CARATTERISTICHE TECNICHE E FISICHE TABELLE DIMENSIONALI E PESI
 RAME CARATTERISTICHE TECNICHE E FISICHE TABELLE DIMENSIONALI E PESI N.B: I pesi indicati sono stati calcolati su base teorica, possono quindi subire variazioni in base alle tolleranze dimensionali delle
RAME CARATTERISTICHE TECNICHE E FISICHE TABELLE DIMENSIONALI E PESI N.B: I pesi indicati sono stati calcolati su base teorica, possono quindi subire variazioni in base alle tolleranze dimensionali delle
Le unioni. 5 L acciaio 5.3 Strutture in acciaio. Unioni con chiodi. Unioni con perni. Unioni con bulloni
 1 Le unioni Unioni con chiodi È il sistema di collegamento più antico, ma è in disuso in quanto sostituito dalle unioni bullonate o saldate, per cui si può ritrovare solo su vecchie strutture in acciaio.
1 Le unioni Unioni con chiodi È il sistema di collegamento più antico, ma è in disuso in quanto sostituito dalle unioni bullonate o saldate, per cui si può ritrovare solo su vecchie strutture in acciaio.
arnocanali Informazioni di prodotto ... per portare energia Tubo preisolato in lega di Alluminio linea KLIMA-LINE
 ... per portare energia Informazioni di prodotto Tubo preisolato in lega di Alluminio linea KLIMA-LINE Div. Ricerca & Sviluppo 1/12 Luglio 2010 Caratteristiche Generali di Prodotto Linea: ALUTUBE Articolo:
... per portare energia Informazioni di prodotto Tubo preisolato in lega di Alluminio linea KLIMA-LINE Div. Ricerca & Sviluppo 1/12 Luglio 2010 Caratteristiche Generali di Prodotto Linea: ALUTUBE Articolo:
COLLARI ELETTRICI di PRESA in CARICO
 COLLARI ELETTRICI di PRESA in CARICO Raccordi Elettrofusione in PE 100 per impianti di acqua e gas AGRULINE Prodotto La saldatura per elettrofusione è stata collaudata per una permanente ed eccellente
COLLARI ELETTRICI di PRESA in CARICO Raccordi Elettrofusione in PE 100 per impianti di acqua e gas AGRULINE Prodotto La saldatura per elettrofusione è stata collaudata per una permanente ed eccellente
Unità 2 Diagrammi di stato e proprietà dei materiali UNITA 2 DIAGRAMMI DI STATO E PROPRIETA DEI MATERIALI
 Esercizio.1 UNITA DIAGRAMMI DI STATO E PROPRIETA DEI MATERIALI Tracciare un diagramma di stato binario in cui sia presente un composto intermedio A x B y a fusione congruente e un composto intermedio A
Esercizio.1 UNITA DIAGRAMMI DI STATO E PROPRIETA DEI MATERIALI Tracciare un diagramma di stato binario in cui sia presente un composto intermedio A x B y a fusione congruente e un composto intermedio A
Filo per saldatura di acciai generici. Filo per saldatura di acciaio inox AISI Saldatura a filo
 Filo per saldatura di acciai generici Filo per saldatura di tipo sg2 con esterno ramato di impiego universale indicato per acciai generici, tipo ad esempio FE45.52. Indicato per l'utilizzo in ogni settore
Filo per saldatura di acciai generici Filo per saldatura di tipo sg2 con esterno ramato di impiego universale indicato per acciai generici, tipo ad esempio FE45.52. Indicato per l'utilizzo in ogni settore
Saldatura TIG. SALDATURA ELETTRICA AD ARCO (tungsten inert gas TIG)
") SALDATURA ELETTRICA AD ARCO (tungsten inert gas TIG) GENERALITA Il processo di saldatura TIG, è un processo di saldatura per fusione, autogeno. L'arco elettrico scocca tra l'elettrodo infusibile, che si
SALDATURA ELETTRICA AD ARCO (tungsten inert gas TIG) GENERALITA Il processo di saldatura TIG, è un processo di saldatura per fusione, autogeno. L'arco elettrico scocca tra l'elettrodo infusibile, che si
Profili laminati di alta qualità
 L'acciaio antiusura Profili laminati di alta qualità STEEL FOR LIFE WARRANTY ESTRONG è un acciaio legato a basso contenuto di Carbonio e con elevati tenori di Boro, Molibdeno e Nichel, tali da ottimizzare
L'acciaio antiusura Profili laminati di alta qualità STEEL FOR LIFE WARRANTY ESTRONG è un acciaio legato a basso contenuto di Carbonio e con elevati tenori di Boro, Molibdeno e Nichel, tali da ottimizzare
Prodotti per connessione cavi
 Via Oberdan, 7 20059 Vimercate (MI) Tel.: +39 039 6612297 Fax : +39 039 6612297 Partita IVA: 02916370139 Prodotti per connessione cavi Shieldfast : Sistema di connessione cavi schermati La gamma ShieldFast
Via Oberdan, 7 20059 Vimercate (MI) Tel.: +39 039 6612297 Fax : +39 039 6612297 Partita IVA: 02916370139 Prodotti per connessione cavi Shieldfast : Sistema di connessione cavi schermati La gamma ShieldFast
Lezione 4 acciaio: L acciaio da costruzione i collegamenti fra elementi
 Temec Acciaio Lezione 4 acciaio: L acciaio da costruzione i collegamenti fra elementi Prof. Maria Chiara Torricelli Università di Firenze Collegamenti per chiodatura, bullonatura, saldatura 03/12/2015
Temec Acciaio Lezione 4 acciaio: L acciaio da costruzione i collegamenti fra elementi Prof. Maria Chiara Torricelli Università di Firenze Collegamenti per chiodatura, bullonatura, saldatura 03/12/2015
LE DIVERSE FAMIGLIE DEI MATERIALI
 LE DIVERSE FAMIGLIE DEI MATERIALI MATERIALE Assumono il nome di materiale, tutte le materie prime che vengono utilizzate nella fabbricazione di un artefatto o nella costruzione di un opera (ponti, edifici,
LE DIVERSE FAMIGLIE DEI MATERIALI MATERIALE Assumono il nome di materiale, tutte le materie prime che vengono utilizzate nella fabbricazione di un artefatto o nella costruzione di un opera (ponti, edifici,
Leghe e disossidanti. CATALOgo
 BRAsatura Leghe e disossidanti CATALOgo indice BRAsatura STELLA srl é un produttore italiano di leghe brasanti specializzato nella fornitura di soluzioni complete per le applicazioni di Brasatura forte,
BRAsatura Leghe e disossidanti CATALOgo indice BRAsatura STELLA srl é un produttore italiano di leghe brasanti specializzato nella fornitura di soluzioni complete per le applicazioni di Brasatura forte,
MATERIALE. Meccaniche Fisiche Tecnologiche. Descrivono il comportamento dei materiali quando vengono sottoposti a sollecitazioni esterne:
 MATERIALE Meccaniche Fisiche Tecnologiche Descrivono il comportamento dei materiali quando vengono sottoposti a sollecitazioni esterne: Dovute alle caratteristiche che compongono gli elementi che costituiscono
MATERIALE Meccaniche Fisiche Tecnologiche Descrivono il comportamento dei materiali quando vengono sottoposti a sollecitazioni esterne: Dovute alle caratteristiche che compongono gli elementi che costituiscono
MANOMETRI/PRESSURE GAUGES IDROMETRI/WATER GAUGES
 MANOMETRI/PRESSURE GAUGES IDROMETRI/WATER GAUGES 5 CARATTERISTICHE COSTRUTTIVE modelli 543-544-545-546 CONSTRUCTION SPECIFICATIONS models 543-544-545-546 Manometri industriali con elemento elastico a C
MANOMETRI/PRESSURE GAUGES IDROMETRI/WATER GAUGES 5 CARATTERISTICHE COSTRUTTIVE modelli 543-544-545-546 CONSTRUCTION SPECIFICATIONS models 543-544-545-546 Manometri industriali con elemento elastico a C
Prodotti e servizi. Note: La nostra azienda produce e commercializza esclusivamente telai su misura e forcelle.
 Prodotti e servizi Note: La nostra azienda produce e commercializza esclusivamente telai su misura e forcelle. Le immagini di biciclette complete, provengono da assemblaggi realizzati dai nostri clienti.
Prodotti e servizi Note: La nostra azienda produce e commercializza esclusivamente telai su misura e forcelle. Le immagini di biciclette complete, provengono da assemblaggi realizzati dai nostri clienti.
PLUS LA GAMMA COMPLETA DI GAS E MISCELE PER LA SALDATURA
 PLUS LA GAMMA COMPLETA DI GAS E MISCELE PER LA SALDATURA PLUS La linea PLUS di Sapio è l offerta completa di gas e miscele a elevato valore aggiunto per i moderni processi di saldatura. Fanno parte della
PLUS LA GAMMA COMPLETA DI GAS E MISCELE PER LA SALDATURA PLUS La linea PLUS di Sapio è l offerta completa di gas e miscele a elevato valore aggiunto per i moderni processi di saldatura. Fanno parte della
Corso di Tecnologia dei Materiali ed Elementi di Chimica. Docente: Dr. Giorgio Pia
 Corso di Tecnologia dei Materiali ed Elementi di Chimica Docente: Dr. Giorgio Pia La Scienza dei Materiali Corso di Tecnologia dei Materiali e Chimica Applicata Proprietà meccaniche dei metalli I metalli
Corso di Tecnologia dei Materiali ed Elementi di Chimica Docente: Dr. Giorgio Pia La Scienza dei Materiali Corso di Tecnologia dei Materiali e Chimica Applicata Proprietà meccaniche dei metalli I metalli
CORSO DI PROGETTAZIONE DI SISTEMI MECCANICI
 CORSO DI PROGETTAZIONE DI SISTEMI MECCANICI Esercitazione 3 del 07/11/00 ore 15.15 17.15 Argomenti trattati: Dimensionamento dei principali meccanismi utilizzati: Diametro ruota Introduzione sulle principali
CORSO DI PROGETTAZIONE DI SISTEMI MECCANICI Esercitazione 3 del 07/11/00 ore 15.15 17.15 Argomenti trattati: Dimensionamento dei principali meccanismi utilizzati: Diametro ruota Introduzione sulle principali
LINEE COMPLETE PER TUBI SALDATI CON TIG
 LINEE COMPLETE PER TUBI SALDATI CON TIG Il sistema di saldatura TIG (Tungsten Inert Gas) è particolarmente indicato per la produzione di tubi di elevata qualità. Olimpia 80 è in grado di offrire soluzioni
LINEE COMPLETE PER TUBI SALDATI CON TIG Il sistema di saldatura TIG (Tungsten Inert Gas) è particolarmente indicato per la produzione di tubi di elevata qualità. Olimpia 80 è in grado di offrire soluzioni
E-Bond build. Spessore mm 4 Peso kg/m 2 (5,50) Larghezza mm 1500 Lunghezza mm 4050
 Larghezza mm 1500 Lunghezza mm 4050") E-Bond E-Bond build E-Bond Build è un pannello composito di alluminio e polietilene. L unione del composito, viene realizzata ad alte temperature, usando una combinazione di azioni meccaniche e chimiche.
E-Bond E-Bond build E-Bond Build è un pannello composito di alluminio e polietilene. L unione del composito, viene realizzata ad alte temperature, usando una combinazione di azioni meccaniche e chimiche.
Trasformatore. Parte 3 Caratteristiche costruttive (versione del 25-11-2012)
") Trasformatore Parte 3 Caratteristiche costruttive www.die.ing.unibo.it/pers/mastri/didattica.htm (versione del 25-11-2012) Trasformatore monofase a colonne Giogo Colonne Giogo L avvolgimento di alta tensione
Trasformatore Parte 3 Caratteristiche costruttive www.die.ing.unibo.it/pers/mastri/didattica.htm (versione del 25-11-2012) Trasformatore monofase a colonne Giogo Colonne Giogo L avvolgimento di alta tensione
PROPRIETA FISICHE. Si riferiscono alle caratteristiche generali dei materiali, e il loro comportamento in relazione agli agenti esterni
 PROPRIETA FISICHE Si riferiscono alle caratteristiche generali dei materiali, e il loro comportamento in relazione agli agenti esterni ( es. il calore, la gravità, l elettricità ecc.) Le principali proprietà
PROPRIETA FISICHE Si riferiscono alle caratteristiche generali dei materiali, e il loro comportamento in relazione agli agenti esterni ( es. il calore, la gravità, l elettricità ecc.) Le principali proprietà
Guida pratica. Gas per la saldatura e la formatura.
 Guida pratica. Gas per la saldatura e la formatura. Indice: 1. Saldatura MAG 2. Saldatura MIG 3. Saldatura TIG 4. Saldatura al plasma 5. Formatura 6. Brasatura in atmosfera di gas inerte Gas di copertura
Guida pratica. Gas per la saldatura e la formatura. Indice: 1. Saldatura MAG 2. Saldatura MIG 3. Saldatura TIG 4. Saldatura al plasma 5. Formatura 6. Brasatura in atmosfera di gas inerte Gas di copertura