PROGETTAZIONE E INDUSTRIALIZZAZIONE DEL BASAMENTO DI UNA TRANCIA: dal prodotto al processo
|
|
|
- Marina Rocco
- 5 anni fa
- Visualizzazioni
Transcript
1 PROGETTAZIONE E INDUSTRIALIZZAZIONE DEL BASAMENTO DI UNA TRANCIA: dal prodotto al processo Parte 1: analisi della funzionalità del prodotto Parte 2: realizzazione del disegno del finito Parte 3: scelta del materiale Parte 4: dal disegno del finito al disegno del grezzo Parte 5: dal disegno del grezzo al disegno del modello Parte 6: il ciclo di formatura Parte 7: preparazione del materiale da fondere Parte 8: lavorazioni finali dei getti Parte 9: stima costi di produzione 1

2 IL PRODOTTO DA REALIZZARE 2
3 Parte 1: analisi della funzionalità del prodotto La trancia Una cinghia cui viene impresso un moto rotatorio da un motore esterno è collegata alla puleggia; la puleggia trasmette il moto all albero eccentrico mediante l utilizzo di una linguetta; a sua volta, la biella, che ruota intorno all asse di rotazione dell albero, è ancorata mediante il perno di biella allo stantuffo a cui è conferito un moto alternativo. Si rende così possibile la conversione del moto da rotativo ad alternativo. Il coltello mobile che, nella condizione di punto morto esterno, vede luce tra sé e il coltello fisso, durante il moto ingrana con questo e permette il taglio del lamierino. A questo deve essere impresso il moto di avanzamento, anche manualmente quando non si tratti di taglio di precisione. La base (fonderia) La base serve da piano di riferimento della struttura; è costituita da una pedana inferiore che, forata, permette l alloggiamento del coltello fisso mediante l utilizzo di una vite. Abbiamo scelto un acciaio di qualità per getti UNI G27CrMn3. Il cromo garantisce un aumento del carico di rottura, etc etc. Le superfici cui va riservata una cura particolare, specialmente in sede di lavorazione superficiale alle macchine utensili, sono quelle di alloggio e di battuta dei coltelli e quelle che dovranno prevedere filettatura, per le quali andranno previste opportune tolleranze superficiali di lavorazione. 3

4 Parte 2: realizzazione del disegno del finito Estrazione dei componenti dal complessivo e disegni degli schizzi Indicazione superfici funzionali 4


5 Tolleranze dimensionali Tolleranze geometriche generali particolari 5

6 Raggi di raccordo per applicazioni meccaniche Stato delle superfici Segni grafici (?) 6
7 Il disegno del finito - correzione degli errori di rappresentazione ed adeguamento delle indicazioni alle norme sul disegno tecnico vigenti - adeguamento di alcuni particolari del pezzo da realizzare alle prescrizioni della normativa in uso - indicazione delle tolleranze dimensionali e geometriche e della finitura superficiale delle superfici funzionali del pezzo 7
8 Parte 3: scelta del materiale - processo fonderia in terra + lavorazione alle MU - impiego del specifiche di prodotto manufatto proprietà meccaniche fisiche chimiche (riciclabilità) (machinability) (welding) - considerazioni economiche Nota: l utilizzo di un acciaio per getti è in questo caso uno dei dati di progetto, l impiego di un acciaio al carbonio risponderebbe a criteri di economicità, funzionalità, lavorabilità alle macchine utensili, meno per la fonderia 8


9 Tecnologia Meccanica Per la selezione dell acciaio per getti da impiegare ci si riferisce alle Tabelle UNI che riportano alle Norme in particolare dalla UNI 3158 Fe G520 acciaio designato a partire dalle sue caratteristiche meccaniche in particolare con carico di rottura minimo garantito di 520 N/mm2 oppure dalla UNI 3150 UNI G27CrMn3 acciaio designato a partire dalla composizione chimica, per getti 9
10 Parte 4: dal disegno del finito al disegno del grezzo - scelta del piano di separazione Spessore minimo della parete in funzione della lunghezza - verifica spessori minimi realizzabili nei getti colati in terra - eliminazione dei fori ciechi o passanti di piccolo diametro metallo del getto lunghezza della parete < ghisa acciaio leghe leggere valutazione delle tolleranze tipiche del processo e dei sovrametalli (UNI 6325) (da non confondere con le tolleranze del disegno del finito) - raggi di raccordo di fonderia - design for casting 10



11 Scelta del piano di separazione Problemi di sottosquadro Vantaggi per la solidificazione direzionale Facilità d'uso di anime Realizzabilità di valido sistema di colata Altezza delle staffe Limitate spinte metallostatiche Costi di formatura RISULTATO 10 Problemi di sottosquadro Vantaggi per la solidificazione direzionale Facilità d'uso di anime Realizzabilità di valido sistema di colata Altezza delle staffe Limitate spinte metallostatiche Costi di formatura RISULTATO 17 Problemi di sottosquadro Vantaggi per la solidificazione direzionale Facilità d'uso di anime Realizzabilità di valido sistema di colata Altezza delle staffe Limitate spinte metallostatiche Costi di formatura RISULTATO 13 11
12 Diametro minimo dei fori greggi di fusione S D S S D1 S D < 2 S se L D se L1 D1 / 2 2S D 3S se L 3D L se L1 2D1 L1 3S D se L 5D se L 3D fori passanti fori ciechi CAVITA Diametro (D) Lunghezza (L) Spessore (S) Controllo Superiore 70 mm 80 mm 35 mm L<3D Positivo Inferiore 70 mm 80 mm 40 mm L<3D Positivo 12

13 Calcolo sovrametalli di lavorazione - individuate le superfici da lavorare - individuate le distanze dai piani o assi di riferimento - individuate le dimensioni max del getto - individuata la qualità e/o la lavorazione necessaria usando la tabella UNI relativa alle tolleranze intrinseche del processo e ai sovrametalli necessari per le varie lavorazioni si ottiene A = 5 B = 5 C = 5 D = 6 E = 6 13 E12

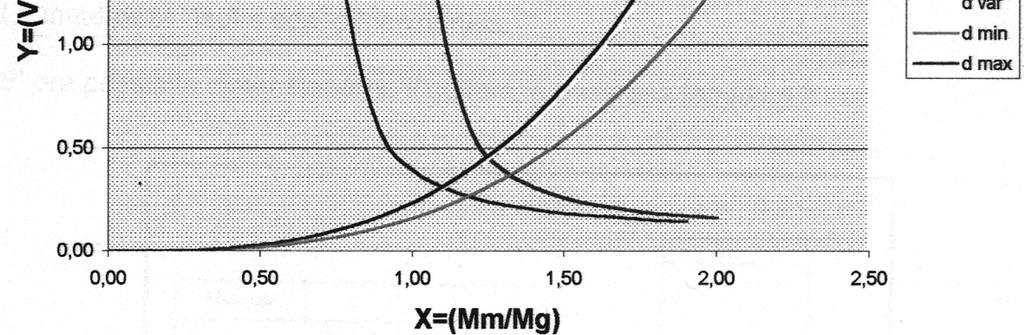
14 Nomogramma di Loazzolo 14
15 Individuazione delle zone critiche e conseguenti raggi di raccordo Angoli di sformo del modello 15


16 Design for casting 16
17 Il disegno del grezzo 17
18 Disegno del finito Disegno del grezzo Disegno del modello 18
 D base inf D base sup alt base D foro inf L foro inf ecc foro reale 235.00 200.00 80 70.00 75.00 35.00 ritiro (2%) 4.70 4.00 1.60 1.40 1.50 0.")
19 Analisi termica del getto Suddivisione del getto in parti geometricamente semplici per il calcolo dei moduli termici CALCOLO MODULI n gruppo xxx altezza 475 scala X 5 larghezza 235 scala Y 5 parte inferiore dati (mm) D base inf D base sup alt base D foro inf L foro inf ecc foro reale ritiro (2%) sovrametal sformo moduli termici (cm) pezzo 1 pezzo 2 pezzo 3 pezzo 4 pezzo 5 pezzo 6 volume superficie modulo parte centrale Questo è il calcolo dei dati (mm) D base alt moduli con i valori reale calcolati nella prima parte ritiro (2%) dello studio;qualora non sformo sia verificata la moduli termici (cm) pezzo 7 direzionalità della volume solidificazione si dovranno superficie rifare i conti con delle modulo 2.00 dimensioni appropriate parte superiore dati (mm) alt D appoggio D foro sup alt foro sup D for inf alt 2 o p q reale ritiro (2%) sovrametal sformo moduli termici (cm) pezzo8 pezzo9 pezzo10 pezzo11 pezzo12 pezzo13 volume superficie modulo Vtot Stot Mtot


20 Elementi 1 e 8 Elemento 7 Volume = cm³ Superficie = cm² Volume = cm³ Superficie = cm² Solidificazione direzionale 20


21 Posizionamento alimentatori zona 6 e zona 13 -> M = 2.38 piano di separazione 2 materozze laterali, a cielo aperto 21
22 Tecnologia Meccanica 22 Dimensionamento alimentatori D H b c x a Y Relazione di Caine c = 1 c = (coibentata) b = 0.06 a = 0.1 Modulo della materozza -> Volume della materozza -> 4 / 4 2 D H D D H S V M m m m g m m g m M X M M D D D V Y V
23 cioè Y Y Y f MIN 0.1 X c 16 M g 3 X X 0.06 V g 3 Condizioni al contorno M gi=imax = 2.38 V g = 6949 N mat = 2 H staffa = 160 Tale sistema viene risolto con i vincoli indicati e si sceglie una materozza secondo il dimensionamento indicato nel foglio di lavoro allegato H getto = 140 (non serve in quanto la materozza è laterale) coibentate 23

24 Foglio di lavoro per il calcolo delle materozze 24

25 Soluzione grafica 25
26 Dimensionamento del collare d attacco D = 95 d L acciaio 0.4 D 0.16 D ghisa 0.66 D 0.16 D rame 0.66 D 0.35 D leghe leggere 0.75 D 0.49 D L = 0.15 D = 14.5 d = 0.4 D = 39 L/3 =
27 Verifica raggio d azione Nel nostro caso la barra ha T = 80 e L = 2 r m / 2 = 310 Valido per barre R i = 5 T = 400 (solidificazione direzionale?) Eventuali rimedi aumentare n aumentare modulo usare raffreddatori 27
28 Parte 5: dal disegno del grezzo al disegno del modello - ritiro del materiale durante la - angoli di sformo solidificazione ed il raffreddamento - eventuali portate d anima - fase liquida (alimentatori) - liquido solido (alimentatori - eventuali raffreddatori esteri e/o coibenti e solidificazione direzionale) - fase solida (modello) - riferimenti per le lavorazioni meccaniche successive -tolleranze UNI




29 Ritiro Angoli di sformo Tolleranze 29
30 Il disegno del modello 30

31 Parte 6: il ciclo di formatura Sistema di colata - riempire forma - favorire solidificazione direzionale - limitare turbolenze - semplificare la formatura - facilitare la finitura del getto colata in sorgente diretta sul piano di separazione 31
32 Scegliamo un sistema pressurizzato con attacchi in piano che : - può essere realizzata direttamente sulla placca modello - limita la possibilità del distacco della vena fluida - rende uniforme la portata - evita il rischio di trascinare scorie Velocità massime nel sistema di colata canale di colata 2-3 m/s distributore attacchi di colata (non sull anina) attacchi di colata (che investono l anima) Scegliamo un proporzionamento 1 : 2 : 1 con A str = A g 32
33 Definita la V max = 1 m/s si determina il t r = 3.2 x SQR ( G ) ( t [s], G [kg] ) -> t r = 24 s oppure t r = 6.4 s G 0.4 (s = spessore [cm] G [kg] ) -> t r = 53 s oppure ancora t r = S/8.88 SQR(G) (S sezione [pollici] G [libbre] -> t r = 13 s verifica tempo di irraggiamento t r < t i a favore della sicurezza oppure medio (meglio) per quindi scegliere un materiale di formatura che abbia un t i abbastanza elevato ---> sabbia silicea con legante sintetico 33
34 V g 55 / 7.8 Dal t r è immediato calcolare la portata Q = = = 0.18 dm 3 / s t r 40 Definito il numero degli attacchi di colata (2) si può calcolare la sezione dei singoli attacchi A str = v str * Q / 2 * K = 134 mm 2 K tiene conto delle perdite di carico e della contropressione durante il riempimento verifica velocità: v = SQR (2 g h / k ) = 1.25 (leggermente troppo alta) Scegliamo anche l altezza della staffa superiore in funzione dell altezza delle materozze a cielo aperto per stabilire il battente metallostatico h e la contropressione h m h staffa =
35 1.25 r r k [1-4 ] K = * h = altezza della staffa SQR (2g / k ) SQR ( h ) SQR ( h m ) h m = altezza totale - altezza getto sopra piano di separazione r = % metallo sopra (baricentro r = % metallo sotto (sez. attacco h m = 40 r = 0.5 r = 0.5 Particolari attacchi di colata bacino, colatoio e distributore 35
36 Scelta fra le sezioni disponibili commercialmente A g teorica > A g commerciale = 177 A r teorica 134 * 2 ---> A r commerciale = 363 A s teorica > A s commerciale = 162 Complessivo del sistema di colata 36
37 Scelta del bacino di colata A = 4 D = 60 mm B = 5 D = 75 mm C = 0.5 D = 7 mm E = 1.5 D = 22 mm F = 0.5 D = 7 mm 37

38 Complessivo del sistema di colata 38
39 Verifica delle spinte metallostatiche A causa delle differenze di altezza fra le superfici libere del metallo a contatto con la forma ed il pelo libero dell acciaio sulla faccia superiore della staffa la staffa superiore deve essere assoggettata a forze la cui risultante ha direzione verso il basso P staffa + P sabbia + P carichi aggiuntivi > F spinte metallostatiche 39
40 nel nostro caso (piccole variazioni di altezza del getto nella zona delle spinte) F spinte metallostatiche = (d 2 cratteristico h - V* ) 386 N F S p sin ds 2 R L 2 0 2L 2 0 p sin R d H R sin sin d D L H D 8 V* = volume getto nella staffa superiore = 4.28 = volume del semimodello superiore P sabbia = sabbia (V staffa - V*) = 470 da cui (trascurando il peso della staffa) P carichi aggiuntivi = = -84 non sono necessari carichi aggiuntivi 40

41 Ciclo di formatura preparazione della terra composizione della terra terra Refrancore media 55% terra Refrancore fine 20% sabbia Boves20% 35% umidità 5% lavorazione della terra per garantire l assenza di grumi e l omogeneità dell impasto le terre vengono lavorate al disintegratore cottura della terra la forma sarà al verde e non richiederà cottura L anima silicea sarà cotta a 200 C 41
42 preparazione delle staffe Il semimodello è realizzato in legno di acero (densità pari a 0.60g/cm³). La placca modello inferiore viene posizionata sul piano di lavoro, centrata la staffa e spolverato il modello con polvere distaccante. La staffa viene gradualmente riempita con la terra che viene compressa da opportuni compattatori, fino a raggiungere la densità di 1.8Kg/dm³ circa. La compressione non deve essere eccessiva per non compromettere la permeabilità della terra. Una volta completamente riempita la staffa e compattata la terra si procede a spianare la superficie superiore per rimuovere la terra in eccesso. 42
43 Vengono realizzate le tirate d aria per ottenere un sufficiente drenaggio dei vapori che si producono durante la colata del metallo liquido nella forma; le tirate sono realizzate con dei particolari aghi metallici del diametro di 2mm circa. Dopo che la forma si è essiccata, la placca viene rovesciata e indurita rimuovendo i modelli degli attacchi di colata. Vengono effettuate le stesse operazioni per il semimodello superiore. Il centraggio delle staffe è garantito dai particolari riferimenti con bussole su di essi (vedi tabella A12). La superficie viene cosparsa di polvere di carbone distaccante (nero di fonderia). Vengono inseriti i modelli degli alimentatori e del sistema di colata. Vengono, in successione, utilizzati compattatori, spianatori e siringhe per le tirate d aria. Vengono estratti i modelli degli alimentatori e del sistema di colata. 43
44 Vengono, in successione, utilizzati compattatori, spianatori e siringhe per le tirate d aria. Vengono estratti i modelli degli alimentatori e del sistema di colata. Per quanto riguarda la realizzazione delle anime, il procedimento utilizzato è il medesimo: viene realizzata la cassa anima in legno (supponendo una produzione di pochi esemplari, tale scelta risulta più conveniente rispetto a casse realizzate con materiali plastici o metallici), quindi il materiale di formatura scelto viene compresso manualmente nel contenitore che rappresenta al negativo la forma dell anima desiderata. L anima così ottenuta viene prima cotta poi verniciata con una speciale soluzione grafitica e quindi sistemata nella staffa. Vengono tolti gli spinotti dai rispettivi riferimenti, le staffe vengono separate (il peso è di circa 50Kg e quindi l operazione può avvenire manualmente), una volta inserite le anime le staffe sono poi ricomposte, pronte per la colata del metallo liquido. 44


45 Formatura 45


46 Parte 7: preparazione del materiale da fondere Forni A combustilie - solido - liquido - gassoso composizione? Elettrici - a resistenza - ad arco indiretto (radiante) diretto - ad induzione bassa frequenza alta frequenza
47 Cubilotto (per la ghisa) Carica: strati alterni di -coke - fondente - metallo quantita? 47


48 Fusione dell acciaio 48



49 Colata 49


50 Colata nelle forme 50


51 Parte 8: lavorazioni finali dei getti Distaffaggio 51



52 Rimozione canali di colata e materozze Taglio con cannello ossiacetilenico o con segagione 52


53 Pulitura bave sabbiatrice smerigliatrice 53

54 Trattamenti termici di lavorabilità prima delle macchine utensili 54
55 Parte 9: stima costi di produzione Ipotesi di lavoro: - 5 grezzi - modello realizzato esternamente Ogni voce sarà caratterizzata da: - manodopera - materiali usati - energia utilizzata I costi saranno suddivisi in: - ottenimento acciaio -formatura - finitura del getto - materiali e consumi secondari diretti - realizzazione modello - stoccaggio materiali spedizione e vendita indiretti - amministrazione 55
56 Ottenimento acciaio liquido Descrizione quantità prezzo unitario importo totale rottame di acciaio ghisa di prima fusione ferro/manganese 75% ferro/silicio 75% alluminio 99% totale carica metallica 1000 (calo 8 %) energia elettrica [kw] elettrodi 250 [kg] totale energia manodopera [h] totale costo acciaio 760 L/kg 56
57 Formatura costo formatura = costo manodopera per tempo formatura + costo materiali di formatura Tempo di formatura preparazione terra V t + lavorazione piani 3.6 S di divisione preparazione modello 11.3 V 0.44 m + preparazione attacchi 1.57 N 0.4 m G 0.2 r + preparazione anime 1.37 N 0.4 a V 0.2 a * grado di difficoltà = 1 h formula alternativa tf = 3.82 V f S f 1.22 = 1 h Costo manodopera
58 Costo materiali formatura materozze, terra, vernice di zirconio, imbuto materozze a cielo aperto (TA 4-5): 6 x materozza cieca (SFP 9/12K): 1 x anima di segmentazione (9/12/11/Q) 1 x costo materozze terra di formatura - sabbia silicea francese 422 L/kg - resina furanica - acido paratoluensolfonico P sabbia = V staffe sabbia -P metallo = 91 kg --->costo terra costo vernice di zirconio 800 costo imbuto
59 Finitura del getto tempi standard: taglio 0.25 sabbiatura 0.5 sbavatura 0.3 collaudi 0.25 totale granigliatura trattamento termico (normalizzazione) Materiali e consumi secondari + 10% 59
60 Modello (lavorazione c/t) legno (abete) m L/kg manodopera 25 h ( L/h) costo modello Altre voci costi indiretti + 30% dei costi diretti 60
61 Totale costi: costo dell acciaio: consideriamo un rapporto del 55% fra getto e materiale di colata e maggioriamo per sicurezza del 20%: P acciaio = 1.2 * 150 / 0.55 = 330 kg a 760 L /kg x recuperiamo il 40% del materiale come rottame (310 L /kg) x formatura x finitura x materiali e consumi secondari (10% dei costi precedenti) costi indiretti (20% dei costi precedenti) modello costo totale del lotto costo di produzione di un pezzo / utile lordo (15%) x prezzo di vendita
IL PRODOTTO DA REALIZZARE
 IL PRODOTTO DA REALIZZARE Produzione metalmeccanica 1 Parte 1: analisi della funzionalità del prodotto La trancia Una cinghia cui viene impresso un moto rotatorio da un motore esterno è collegata alla
IL PRODOTTO DA REALIZZARE Produzione metalmeccanica 1 Parte 1: analisi della funzionalità del prodotto La trancia Una cinghia cui viene impresso un moto rotatorio da un motore esterno è collegata alla
Esercitazione n 4 FONDERIA
 Esercitazione n 4 FONDERIA Si deve produrre un lotto composto da P pezzi della flangia riportata nella figura di pagina successiva. La tecnologia scelta è fonderia in terra + lavorazione per asportazione
Esercitazione n 4 FONDERIA Si deve produrre un lotto composto da P pezzi della flangia riportata nella figura di pagina successiva. La tecnologia scelta è fonderia in terra + lavorazione per asportazione
PROGETTAZIONE E INDUSTRIALIZZAZIONE DEL BASAMENTO DI UNA TRANCIA: dal prodotto al processo
 PROGETTAZIONE E INDUSTRIALIZZAZIONE DEL BASAMENTO DI UNA TRANCIA: dal prodotto al processo Parte 1: analisi della funzionalità del prodotto Parte 2: realizzazione del disegno del finito Parte 3: scelta
PROGETTAZIONE E INDUSTRIALIZZAZIONE DEL BASAMENTO DI UNA TRANCIA: dal prodotto al processo Parte 1: analisi della funzionalità del prodotto Parte 2: realizzazione del disegno del finito Parte 3: scelta
Esercitazione n 4 fonderia
 Esercitazione n 4 fonderia Si deve produrre un lotto composto da 100 pezzi della flangia in acciaio riportata in Figura 1. La tecnologia scelta è fonderia in terra + lavorazione per asportazione di truciolo.
Esercitazione n 4 fonderia Si deve produrre un lotto composto da 100 pezzi della flangia in acciaio riportata in Figura 1. La tecnologia scelta è fonderia in terra + lavorazione per asportazione di truciolo.
Esercitazione n 2 Fonderia
 Esercitazione n Fonderia Si deve produrre un lotto composto da n pezzi del coperchio flangiato riportato nell allegato disegno del finito. La tecnologia scelta è fonderia in terra + lavorazione per asportazione
Esercitazione n Fonderia Si deve produrre un lotto composto da n pezzi del coperchio flangiato riportato nell allegato disegno del finito. La tecnologia scelta è fonderia in terra + lavorazione per asportazione
Esercitazione n 4 fonderia
 Esercitazione n 4 fonderia Si deve produrre un lotto composto da 100 pezzi della flangia in acciaio riportata in Figura 1. La tecnologia scelta è fonderia in terra + lavorazione per asportazione di truciolo.
Esercitazione n 4 fonderia Si deve produrre un lotto composto da 100 pezzi della flangia in acciaio riportata in Figura 1. La tecnologia scelta è fonderia in terra + lavorazione per asportazione di truciolo.
CICLO DI FUSIONE Part. n 1: Basamento
 CICLO DI FUSIONE Part. n 1: Basamento Osservazioni generali sul pezzo Il pezzo oggetto dello studio è il Part. n 1 denominato Basamento del complessivo Stativo per comparatore. Il particolare in esame
CICLO DI FUSIONE Part. n 1: Basamento Osservazioni generali sul pezzo Il pezzo oggetto dello studio è il Part. n 1 denominato Basamento del complessivo Stativo per comparatore. Il particolare in esame
- 3b - ESERCIZIO. Progetto di modello per fusione in terra
 - 3b - ESERCIZIO Progetto di modello per fusione in terra 1 Problema Si tratta di progettare il modello e di disegnare la forma pronta per la colata (in terra) di un particolare meccanico fornite le caratteristiche
- 3b - ESERCIZIO Progetto di modello per fusione in terra 1 Problema Si tratta di progettare il modello e di disegnare la forma pronta per la colata (in terra) di un particolare meccanico fornite le caratteristiche
Tecnologia Meccanica. Esercitazione di fonderia
 A.A. 2011/2012 Tecnologia Meccanica Esercitazione di fonderia Università degli Studi di Napoli Federico II Dipartimento di Ingegneria dei Materiali e della Produzione Esercizio: Proporzionamento di un
A.A. 2011/2012 Tecnologia Meccanica Esercitazione di fonderia Università degli Studi di Napoli Federico II Dipartimento di Ingegneria dei Materiali e della Produzione Esercizio: Proporzionamento di un
IL PRODOTTO DA REALIZZARE
 IL PRODOTTO DA REALIZZARE 1 Parte 1: analisi della funzionalità del prodotto La trancia Una cinghia cui viene impresso un moto rotatorio da un motore esterno è collegata alla puleggia; la puleggia trasmette
IL PRODOTTO DA REALIZZARE 1 Parte 1: analisi della funzionalità del prodotto La trancia Una cinghia cui viene impresso un moto rotatorio da un motore esterno è collegata alla puleggia; la puleggia trasmette
IL PRODOTTO DA REALIZZARE
 IL PRODOTTO DA REALIZZARE Produzione metalmeccanica 1 Parte 1: analisi della funzionalità del prodotto La trancia Una cinghia cui viene impresso un moto rotatorio da un motore esterno è collegata alla
IL PRODOTTO DA REALIZZARE Produzione metalmeccanica 1 Parte 1: analisi della funzionalità del prodotto La trancia Una cinghia cui viene impresso un moto rotatorio da un motore esterno è collegata alla
Esercitazione Fonderia
 Esercitazione Fonderia PROPORZIONAMENTO DI UN GETTO IN TERRA VERDE -Componente da finire alle macchine utensili -Materiale: Ghisa grigia (peso specificoγ g =73 N/dm 3 ) -Processo di colata in terra a verde
Esercitazione Fonderia PROPORZIONAMENTO DI UN GETTO IN TERRA VERDE -Componente da finire alle macchine utensili -Materiale: Ghisa grigia (peso specificoγ g =73 N/dm 3 ) -Processo di colata in terra a verde
Esercizio B6.1 Il processo di fusione
 Esercizio B6.1 Il processo di fusione i vuole dimensionare il processo di fonderia necessario a realizzare il seguente pezzo: φ 190 φ 50 φ 90 0 0 170 Il modello tridimensionale del pezzo: 006 Politecnico
Esercizio B6.1 Il processo di fusione i vuole dimensionare il processo di fonderia necessario a realizzare il seguente pezzo: φ 190 φ 50 φ 90 0 0 170 Il modello tridimensionale del pezzo: 006 Politecnico
Le lavorazioni: la formatura. Le lavorazioni: la formatura. Le lavorazioni industriali. Il processo di fusione La fusione in forma transitoria
 Le lavorazioni: la formatura Le lavorazioni: la formatura Le lavorazioni industriali Il processo di fusione La fusione in forma transitoria La fusione in forma permanente La formatura dei polimeri 006
Le lavorazioni: la formatura Le lavorazioni: la formatura Le lavorazioni industriali Il processo di fusione La fusione in forma transitoria La fusione in forma permanente La formatura dei polimeri 006
Esercitazione n 6 Ciclo di lavorazione alle macchine utensili
 Esercitazione n 6 Ciclo di lavorazione alle macchine utensili Si deve lavorare meccanicamente il lotto composto dai pezzi prodotti in fonderia secondo quanto richiesto nell esercitazione n 4. A partire
Esercitazione n 6 Ciclo di lavorazione alle macchine utensili Si deve lavorare meccanicamente il lotto composto dai pezzi prodotti in fonderia secondo quanto richiesto nell esercitazione n 4. A partire
Tecnologia Meccanica
 A Tecnologia Meccanica Prove - Fonderia - Lav. per def. plastica prova in itinere Nome:... PARTE 1 Sovrametallo: 2 mm Ritiro: 1% Si voglia ottenere il particolare a disegno mediante fusione in terra. Si
A Tecnologia Meccanica Prove - Fonderia - Lav. per def. plastica prova in itinere Nome:... PARTE 1 Sovrametallo: 2 mm Ritiro: 1% Si voglia ottenere il particolare a disegno mediante fusione in terra. Si
ESERCITAZIONE Fonderia
 Tecnologia Meccanica Università di Facoltà di Ingegneria Corso di Laurea in Ingegneria Gestionale Anno Accademico 010-011 ESERCITAZIONE Fonderia Tecnologia Meccanica Università degli Studi di Prof. Gianluca
Tecnologia Meccanica Università di Facoltà di Ingegneria Corso di Laurea in Ingegneria Gestionale Anno Accademico 010-011 ESERCITAZIONE Fonderia Tecnologia Meccanica Università degli Studi di Prof. Gianluca
Tolleranze di processo
 Tolleranze di processo In base alle tolleranze ottenibili dal processo è possibile stabilire se è necessario aggiungere materiale per ottenere le tolleranze richieste successivamente per asportazione di
Tolleranze di processo In base alle tolleranze ottenibili dal processo è possibile stabilire se è necessario aggiungere materiale per ottenere le tolleranze richieste successivamente per asportazione di
Matteo Strano - Tecnologia Meccanica Processi di fonderia - 2 FONDERIA
 Matteo Strano - Tecnologia Meccanica Processi di fonderia - 1 Matteo Strano - Tecnologia Meccanica Processi di fonderia - 2 FONDERIA Nella tecnica di fonderia il metallo, fuso nei forni, viene colato o
Matteo Strano - Tecnologia Meccanica Processi di fonderia - 1 Matteo Strano - Tecnologia Meccanica Processi di fonderia - 2 FONDERIA Nella tecnica di fonderia il metallo, fuso nei forni, viene colato o
LA COLATA CENTRIFUGA
 LA COLATA CENTRIFUGA Rientra nella categoria dei processi fusori per colata sotto pressione: Colata centrifuga Pressofusione La colata avviene introducendo il metallo liquido nella forma con l ausilio
LA COLATA CENTRIFUGA Rientra nella categoria dei processi fusori per colata sotto pressione: Colata centrifuga Pressofusione La colata avviene introducendo il metallo liquido nella forma con l ausilio
Corso di Tecnologia Meccanica
 Corso di Tecnologia Meccanica Modulo 2.4 Tecniche di fonderia LIUC - Ingegneria Gestionale 1 Fonderia in forme permanenti LIUC - Ingegneria Gestionale 2 Fusioni in forma permanente La forma è realizzata
Corso di Tecnologia Meccanica Modulo 2.4 Tecniche di fonderia LIUC - Ingegneria Gestionale 1 Fonderia in forme permanenti LIUC - Ingegneria Gestionale 2 Fusioni in forma permanente La forma è realizzata
Disegno di Macchine. corso per I anno della laurea in ing. meccanica Docente: ing. Francesca Campana
 Disegno di Macchine corso per I anno della laurea in ing. meccanica Docente: ing. Francesca Campana Lezione n 13 I processi di lavorazione per compone nti meccanici. Cenni sui processi di fonderia e di
Disegno di Macchine corso per I anno della laurea in ing. meccanica Docente: ing. Francesca Campana Lezione n 13 I processi di lavorazione per compone nti meccanici. Cenni sui processi di fonderia e di
Fonderia. Ottenimento di un componente nella sua forma finale attraverso la colata di metallo liquido in un adeguato contenitore
 Ottenimento di un componente nella sua forma finale attraverso la colata di metallo liquido in un adeguato contenitore lingotti colata continua in forma - transitoria - permanente 1 Attitudine dei materiali
Ottenimento di un componente nella sua forma finale attraverso la colata di metallo liquido in un adeguato contenitore lingotti colata continua in forma - transitoria - permanente 1 Attitudine dei materiali
FONDERIA. Corso di Tecnologie Speciali I prof. Luigi Carrino
 FONDERIA Nella tecnica di fonderia il metallo, fuso nei forni, viene colato in una forma cava della quale, solidificando, assume la configurazione e le dimensioni. FONDERIA La fabbricazione per fusione
FONDERIA Nella tecnica di fonderia il metallo, fuso nei forni, viene colato in una forma cava della quale, solidificando, assume la configurazione e le dimensioni. FONDERIA La fabbricazione per fusione
Il ciclo di lavorazione. Industrializzazione prodotto
 Il ciclo di lavorazione Il ciclo di lavorazione definizioni FASE: insieme ordinato di operazioni realizzate presso il medesimo posto di lavoro con o senza lo smontaggio e riposizionamento del pezzo SOTTO-FASE:
Il ciclo di lavorazione Il ciclo di lavorazione definizioni FASE: insieme ordinato di operazioni realizzate presso il medesimo posto di lavoro con o senza lo smontaggio e riposizionamento del pezzo SOTTO-FASE:
Laboratorio di Tecnologie Biomediche Lavorazione per fusione e proge0azione degli stampi.
 Laboratorio di Tecnologie Biomediche Lavorazione per fusione e proge0azione degli stampi carmelo.demaria@unipi.it Fabbricazione per fusione Preparare una cavità de0a forma, che ricopia al nega>vo il pezzo
Laboratorio di Tecnologie Biomediche Lavorazione per fusione e proge0azione degli stampi carmelo.demaria@unipi.it Fabbricazione per fusione Preparare una cavità de0a forma, che ricopia al nega>vo il pezzo
I CICLI DI LAVORAZIONE
 Generalità I CICLI DI LAVORAZIONE Si dice CICLO DI LAVORAZIONE tutto l insieme di operazioni necessarie a fabbricare un singolo elemento attraverso una successione di processi tecnologici (fusione, stampaggio,
Generalità I CICLI DI LAVORAZIONE Si dice CICLO DI LAVORAZIONE tutto l insieme di operazioni necessarie a fabbricare un singolo elemento attraverso una successione di processi tecnologici (fusione, stampaggio,
Le lavorazioni: la formatura. Le lavorazioni: la formatura. Le lavorazioni industriali. Il processo di fusione. La fusione in forma transitoria
 Le lavorazioni: la formatura Le lavorazioni: la formatura Le lavorazioni industriali Il processo di fusione La fusione in forma permanente La formatura dei polimeri Esercizi sulla fusione 2 2006 Politecnico
Le lavorazioni: la formatura Le lavorazioni: la formatura Le lavorazioni industriali Il processo di fusione La fusione in forma permanente La formatura dei polimeri Esercizi sulla fusione 2 2006 Politecnico
Il ciclo di lavorazione. Che cosa è un ciclo di lavorazione?
 Il ciclo di lavorazione Che cosa è un ciclo di lavorazione? Che cos e un ciclo di lavorazione? IL CICLO DI LAVORAZIONE Il ciclo di lavorazione (o ciclo tecnologico) è l insieme delle operazioni necessarie
Il ciclo di lavorazione Che cosa è un ciclo di lavorazione? Che cos e un ciclo di lavorazione? IL CICLO DI LAVORAZIONE Il ciclo di lavorazione (o ciclo tecnologico) è l insieme delle operazioni necessarie
Fonderia La solidificazione di metalli
 Fonderia La solidificazione di metalli Meccanismi di solidificazione T Metalli puri T Leghe T s T i s T f s t t 1 Meccanismi di solidificazione Metallo puro: formazione dei grani con fronte piano t 0 alto
Fonderia La solidificazione di metalli Meccanismi di solidificazione T Metalli puri T Leghe T s T i s T f s t t 1 Meccanismi di solidificazione Metallo puro: formazione dei grani con fronte piano t 0 alto
FONDERIE DI SECONDA FUSIONE
 FONDERIE DI SECONDA FUSIONE Può descriverci ora con parole sue la mansione che svolgeva? Con quale frequenza svolgeva queste operazioni? Le svolgeva ogni: giorno _ n ore settimana _ n ore mese _ n ore
FONDERIE DI SECONDA FUSIONE Può descriverci ora con parole sue la mansione che svolgeva? Con quale frequenza svolgeva queste operazioni? Le svolgeva ogni: giorno _ n ore settimana _ n ore mese _ n ore
Capitolo 3 PROGETTAZIONE ORIENTATA ALLE ESIGENZE DI FABBRICAZIONE. (c) Pearson Italia S.p.A. - De Paulis, Manfredi - Costruzione di macchine
 Pearson Italia S.p.A. - De Paulis, Manfredi - Costruzione di macchine") Capitolo 3 PROGETTAZIONE ORIENTATA ALLE ESIGENZE DI FABBRICAZIONE 1 Argomenti Criteri generali di Design For Manufacturing Processi di fabbricazione Errori da evitare 2 Processi di fabbricazione Formatura
Capitolo 3 PROGETTAZIONE ORIENTATA ALLE ESIGENZE DI FABBRICAZIONE 1 Argomenti Criteri generali di Design For Manufacturing Processi di fabbricazione Errori da evitare 2 Processi di fabbricazione Formatura
CICLO DI LAVORAZIONE
 di Tecnologia Meccanica CICLO DI LAVORAZIONE A cura dei proff. Morotti Giovanni e Santoriello Sergio Vogliamo adesso occuparci dei principali problemi che si affrontano nella progettazione di un ciclo
di Tecnologia Meccanica CICLO DI LAVORAZIONE A cura dei proff. Morotti Giovanni e Santoriello Sergio Vogliamo adesso occuparci dei principali problemi che si affrontano nella progettazione di un ciclo
Le lavorazioni: la formatura. Le lavorazioni: la formatura. Le lavorazioni industriali. Il processo di fusione La fusione in forma transitoria
 Le lavorazioni: la formatura Le lavorazioni: la formatura Le lavorazioni industriali Il processo di fusione La fusione in forma transitoria La formatura dei polimeri Esercizi sulla fusione 2 2006 Politecnico
Le lavorazioni: la formatura Le lavorazioni: la formatura Le lavorazioni industriali Il processo di fusione La fusione in forma transitoria La formatura dei polimeri Esercizi sulla fusione 2 2006 Politecnico
MATERIALI METALLICI. Piombo ( Pb ) Nichel ( Ni ) al carbonio o comuni
 Nichel ( Ni ) al carbonio o comuni") MATERIALI METALLICI Sono i materiali costituiti da metalli e loro leghe, ricavati dalla lavorazione di minerali attraverso dei processi metallurgici. Sono caratterizzati da una struttura chimica cristallina
MATERIALI METALLICI Sono i materiali costituiti da metalli e loro leghe, ricavati dalla lavorazione di minerali attraverso dei processi metallurgici. Sono caratterizzati da una struttura chimica cristallina
scuola secondaria di primo grado istituto gianelli Tecnologia prof. diego guardavaccaro i metalli u.d. 03
 scuola secondaria di primo grado istituto gianelli Tecnologia prof. diego guardavaccaro i metalli u.d. 03 11 i metalli minerale del ferro e altoforno Il ferro è il metallo più abbondante all'interno della
scuola secondaria di primo grado istituto gianelli Tecnologia prof. diego guardavaccaro i metalli u.d. 03 11 i metalli minerale del ferro e altoforno Il ferro è il metallo più abbondante all'interno della
Il ciclo di lavorazione
 INTRODUZIONE AI CICLI DI LAVORAZIONE 1 Il ciclo di lavorazione DEFINIZIONE: Si dice CICLO DI LAVORAZIONE tutto l insieme di operazioni necessarie a fabbricare un singolo elemento attraverso una successione
INTRODUZIONE AI CICLI DI LAVORAZIONE 1 Il ciclo di lavorazione DEFINIZIONE: Si dice CICLO DI LAVORAZIONE tutto l insieme di operazioni necessarie a fabbricare un singolo elemento attraverso una successione
RUOTE ABRASIVE LAMELLARI CON GAMBO
 RUOTE LAMELLARI 49 RUOTE ABRASIVE LAMELLARI CON GAMBO Descrizione: Le lamelle di tela abrasiva sono fissate radialmente all asse dell utensile. La Ruota Lamellare con Gambo RG viene fissata al mandrino
RUOTE LAMELLARI 49 RUOTE ABRASIVE LAMELLARI CON GAMBO Descrizione: Le lamelle di tela abrasiva sono fissate radialmente all asse dell utensile. La Ruota Lamellare con Gambo RG viene fissata al mandrino
TECNICHE DI FONDERIA
 TECNICHE DI FONDERIA La fonderia è probabilmente la tecnica più antica di formatura dei metalli e consiste nell immettere un metallo fuso in una cavità; dopo il raffreddamento del metallo si ottiene un
TECNICHE DI FONDERIA La fonderia è probabilmente la tecnica più antica di formatura dei metalli e consiste nell immettere un metallo fuso in una cavità; dopo il raffreddamento del metallo si ottiene un
LE LAVORAZIONI INDUSTRIALI
 LE LAVORAZIONI INDUSTRIALI Tornitura Foratura Fresatura Rettifica Altre lavorazioni 1 LAVORAZIONI INDUSTRIALI Nelle lavorazioni industriali per asportazione di truciolo sono sempre presenti: Pezzo Grezzo
LE LAVORAZIONI INDUSTRIALI Tornitura Foratura Fresatura Rettifica Altre lavorazioni 1 LAVORAZIONI INDUSTRIALI Nelle lavorazioni industriali per asportazione di truciolo sono sempre presenti: Pezzo Grezzo
FONDERIA IN FORMA TRANSITORIA
 Matteo Strano - Tecnologia Meccanica Processi di fonderia - 73 FONDERIA IN FORMA TRANSITORIA Terra sintetica meccanico In fossa Meccanismo di indurimento forma chimico Processo al CO 2 Processo sabbiacemento
Matteo Strano - Tecnologia Meccanica Processi di fonderia - 73 FONDERIA IN FORMA TRANSITORIA Terra sintetica meccanico In fossa Meccanismo di indurimento forma chimico Processo al CO 2 Processo sabbiacemento
TECNOLOGIA MECCANICA
 TECNOLOGIA MECCANICA Docente F. Veniali ORARIO Lezioni: lunedì 8:00-9:30 Aula N16 mercoledì 8:00-9:30 mercoledì 8:00-9:30 Esercitazioni: lun mer ven 8:00-9:30 Telefono: 06-4458-5239 Studio: INDIRIZZI Sapienza,
TECNOLOGIA MECCANICA Docente F. Veniali ORARIO Lezioni: lunedì 8:00-9:30 Aula N16 mercoledì 8:00-9:30 mercoledì 8:00-9:30 Esercitazioni: lun mer ven 8:00-9:30 Telefono: 06-4458-5239 Studio: INDIRIZZI Sapienza,
Processo di fonderia. LIUC - Ingegneria Gestionale 1
 Processo di fonderia LIUC - Ingegneria Gestionale 1 Processo di fonderia 1. Progettazione del getto ottenibile per fusione Esistono una serie di indicazioni specifiche per questo particolare processo tecnologico
Processo di fonderia LIUC - Ingegneria Gestionale 1 Processo di fonderia 1. Progettazione del getto ottenibile per fusione Esistono una serie di indicazioni specifiche per questo particolare processo tecnologico
Esame di Stato di Istituto Tecnico Industriale Seconda prova scritta
 Esame di Stato di Istituto Tecnico Industriale Seconda prova scritta L'albero conduttore di un piccolo cambio a due velocità deve trasmettere una potenza di 4kW a 78rad/s. Due ruote dentate cilindriche
Esame di Stato di Istituto Tecnico Industriale Seconda prova scritta L'albero conduttore di un piccolo cambio a due velocità deve trasmettere una potenza di 4kW a 78rad/s. Due ruote dentate cilindriche
Fonderia. Ottenimento di un componente nella sua forma finale attraverso la colata di metallo liquido in un adeguato contenitore
 Fonderia Ottenimento di un componente nella sua forma finale attraverso la colata di metallo liquido in un adeguato contenitore lingotti colata continua in forma - transitoria - permanente Fonderia 1 Lingotti
Fonderia Ottenimento di un componente nella sua forma finale attraverso la colata di metallo liquido in un adeguato contenitore lingotti colata continua in forma - transitoria - permanente Fonderia 1 Lingotti
Funzione e sollecitazioni
 Funzione e sollecitazioni La biella è assimilabile ad una asta che trasmette il moto tra pistone ed albero motore e quindi le due sue estremità sono dotate di moto rotatorio (bottone di manovella o testa
Funzione e sollecitazioni La biella è assimilabile ad una asta che trasmette il moto tra pistone ed albero motore e quindi le due sue estremità sono dotate di moto rotatorio (bottone di manovella o testa
FORMATURA IN FORMA PERMANENTE
 Matteo Strano - Tecnologia Meccanica Processi di fonderia - 92 Meccanismo di indurimento termico Microfusione Matteo Strano - Tecnologia Meccanica Processi di fonderia - 93 FORMATURA IN FORMA PERMANENTE
Matteo Strano - Tecnologia Meccanica Processi di fonderia - 92 Meccanismo di indurimento termico Microfusione Matteo Strano - Tecnologia Meccanica Processi di fonderia - 93 FORMATURA IN FORMA PERMANENTE
Tolleranze dimensionali e Rugosità
 Knowledge Aided Engineering Manufacturing and Related Technologies DISEGNO TECNICO INDUSTRIALE Tolleranze dimensionali e Rugosità Prof. Giorgio Colombo Dipartimento di Meccanica POLITECNICO DI MILANO 1...
Knowledge Aided Engineering Manufacturing and Related Technologies DISEGNO TECNICO INDUSTRIALE Tolleranze dimensionali e Rugosità Prof. Giorgio Colombo Dipartimento di Meccanica POLITECNICO DI MILANO 1...
Politecnico di Torino - DIGEP A.A. 2012-2013. Esercitazione 2. Per dimensionare il diametro, si inizi a calcolare la velocità di caduta della ghisa:
 Esercitazione 2 15. Analisi del processo di fonderia Si deve fabbricare un getto in ghisa del peso di 50 kg e densità pari a 7,2 kg/dm 3. Dimensionare il diametro del canale di colata sapendo che il dislivello
Esercitazione 2 15. Analisi del processo di fonderia Si deve fabbricare un getto in ghisa del peso di 50 kg e densità pari a 7,2 kg/dm 3. Dimensionare il diametro del canale di colata sapendo che il dislivello
Processo di fonderia. LIUC - Ingegneria Gestionale 1
 Processo di fonderia LIUC - Ingegneria Gestionale 1 Forme permanenti LIUC - Ingegneria Gestionale 2 Fusioni in forma permanente La forma è realizzata in lega metallica (acciai legati o ghise speciali)
Processo di fonderia LIUC - Ingegneria Gestionale 1 Forme permanenti LIUC - Ingegneria Gestionale 2 Fusioni in forma permanente La forma è realizzata in lega metallica (acciai legati o ghise speciali)
CORSO DI PROGETTAZIONE DI SISTEMI MECCANICI
 CORSO DI PROGETTAZIONE DI SISTEMI MECCANICI Esercitazione 3 del 07/11/00 ore 15.15 17.15 Argomenti trattati: Dimensionamento dei principali meccanismi utilizzati: Diametro ruota Introduzione sulle principali
CORSO DI PROGETTAZIONE DI SISTEMI MECCANICI Esercitazione 3 del 07/11/00 ore 15.15 17.15 Argomenti trattati: Dimensionamento dei principali meccanismi utilizzati: Diametro ruota Introduzione sulle principali
La deformazione plastica. La deformazione plastica. Lavorazioni per deformazione. Il processo di laminazione Estrusione e trafilatura.
 La deformazione plastica La deformazione plastica Lavorazioni per deformazione Il processo di laminazione Estrusione e trafilatura La formatura della lamiera 2 2006 Politecnico di Torino 1 Obiettivi della
La deformazione plastica La deformazione plastica Lavorazioni per deformazione Il processo di laminazione Estrusione e trafilatura La formatura della lamiera 2 2006 Politecnico di Torino 1 Obiettivi della
Le lavorazioni: la formatura. Le lavorazioni: la formatura. Le lavorazioni industriali
 Le lavorazioni: la formatura Le lavorazioni: la formatura Il processo di fusione La fusione in forma transitoria La fusione in forma permanente La formatura dei polimeri Esercizi sulla fusione 2 2006 Politecnico
Le lavorazioni: la formatura Le lavorazioni: la formatura Il processo di fusione La fusione in forma transitoria La fusione in forma permanente La formatura dei polimeri Esercizi sulla fusione 2 2006 Politecnico
Ministero dell Istruzione, dell Università e della Ricerca
 Pag. 1/5 Sessione ordinaria 2016 M179 ESAME DI STATO DI ISTRUZIONE SECONDARIA SUPERIORE Indirizzo: ITMP - MECCANICA, MECCATRONICA ED ENERGIA ARTICOLAZIONE MECCANICA E MECCATRONICA OPZIONE TECNOLOGIE DELLE
Pag. 1/5 Sessione ordinaria 2016 M179 ESAME DI STATO DI ISTRUZIONE SECONDARIA SUPERIORE Indirizzo: ITMP - MECCANICA, MECCATRONICA ED ENERGIA ARTICOLAZIONE MECCANICA E MECCATRONICA OPZIONE TECNOLOGIE DELLE
LE LEGHE: PROCESSI DI LAVORAZIONE:
 Teoria 18-11-15 DESIGNAZIONI CONVENZIONALI DEGLI ACCIAI. L acciaio è un materiale dove il ferro è l elemento predominante, con tenore di carbonio, di regola, non maggiore di ~2 % e può contenere anche
Teoria 18-11-15 DESIGNAZIONI CONVENZIONALI DEGLI ACCIAI. L acciaio è un materiale dove il ferro è l elemento predominante, con tenore di carbonio, di regola, non maggiore di ~2 % e può contenere anche
Dati dei materiali dei profilati in alluminio
 Dati dei materiali Dati dei materiali dei profilati in alluminio Lega Qualità Codice materiale Tolleranze Densità / peso Resistenza alla trazione Limite di snervamento Allungamento di rottura Modulo E
Dati dei materiali Dati dei materiali dei profilati in alluminio Lega Qualità Codice materiale Tolleranze Densità / peso Resistenza alla trazione Limite di snervamento Allungamento di rottura Modulo E
Indice moduli. Indice lezioni del modulo B 19/02/2013. Sistemi di Produzione. A: I materiali B: Formatura. C: Deformazione.
 Sistemi di Produzione Dario Antonelli DIGEP Politecnico di Torino Indice moduli A: I materiali B: Formatura C: Deformazione D: Taglio E: Processi non convenzionali Indice lezioni del modulo B La produzione
Sistemi di Produzione Dario Antonelli DIGEP Politecnico di Torino Indice moduli A: I materiali B: Formatura C: Deformazione D: Taglio E: Processi non convenzionali Indice lezioni del modulo B La produzione
Esami di Stato per l abilitazione all esercizio della professione di Ingegnere I Sessione 2008
 Esami di Stato per l abilitazione all esercizio della professione di Ingegnere I Sessione 2008 Sezione B L. Nuovo Ordinamento Prova pratica - Settore CIVILE e AMBIENTALE Tema Il candidato esegua la progettazione
Esami di Stato per l abilitazione all esercizio della professione di Ingegnere I Sessione 2008 Sezione B L. Nuovo Ordinamento Prova pratica - Settore CIVILE e AMBIENTALE Tema Il candidato esegua la progettazione
Studio e ottimizzazione di un basamento in lega leggera per il motore 1.9 JTD avio
 Alma mater studiorum Università di Bologna Seconda facoltà di Ingegneria Corso di laurea in Ingegneria meccanica Studio e ottimizzazione di un basamento in lega leggera per il motore 1.9 JTD avio CANDIDATO
Alma mater studiorum Università di Bologna Seconda facoltà di Ingegneria Corso di laurea in Ingegneria meccanica Studio e ottimizzazione di un basamento in lega leggera per il motore 1.9 JTD avio CANDIDATO
Laboratorio di Disegno Assistito dal Calcolatore
 Laboratorio di Disegno Assistito dal Calcolatore LEZIONE 7 La messa in tavola La quotatura: elementi di base La quotatura è l insieme delle informazioni in un disegno che servono ad identificare le dimensioni
Laboratorio di Disegno Assistito dal Calcolatore LEZIONE 7 La messa in tavola La quotatura: elementi di base La quotatura è l insieme delle informazioni in un disegno che servono ad identificare le dimensioni
REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA
 REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA QUALIFICAZIONE PROFESSIONALE Denominazione qualificazione Tecnico esperto nei processi fusori 5 Settore Economico Professionale Area
REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA QUALIFICAZIONE PROFESSIONALE Denominazione qualificazione Tecnico esperto nei processi fusori 5 Settore Economico Professionale Area
Fonderia Marco Macchi. LIUC - Ingegneria Gestionale 1
 Fonderia Marco Macchi LIUC - Ingegneria Gestionale 1 Overview Fatti dell industria della fonderia in UE Il processo di fonderia A. Fusione B. Formatura (preparazione forma) C. Colata LIUC - Ingegneria
Fonderia Marco Macchi LIUC - Ingegneria Gestionale 1 Overview Fatti dell industria della fonderia in UE Il processo di fonderia A. Fusione B. Formatura (preparazione forma) C. Colata LIUC - Ingegneria
PRINCIPALI LAVORAZIONI MECCANICHE
 di Tecnologia Meccanica PRINCIPALI LAVORAZIONI MECCANICHE A cura dei proff. Morotti Giovanni e Santoriello Sergio GENERALITA Si intende per lavorazione meccanica una operazione eseguita manualmente o facendo
di Tecnologia Meccanica PRINCIPALI LAVORAZIONI MECCANICHE A cura dei proff. Morotti Giovanni e Santoriello Sergio GENERALITA Si intende per lavorazione meccanica una operazione eseguita manualmente o facendo
P: potenza in kw, n: numero di giri R: raggio puleggia in metri B = 1,1 b + 10 mm dove: B: larghezza corona l = B dove l : lunghezza mozzo puleggia
 ESERCIZIO Si deve provvedere all accoppiamento, con un riduttore a ruote dentate cilindriche a denti diritti, tra un motore asincrono trifase e un albero, rappresentato nello schema, che a sua volta trasmette
ESERCIZIO Si deve provvedere all accoppiamento, con un riduttore a ruote dentate cilindriche a denti diritti, tra un motore asincrono trifase e un albero, rappresentato nello schema, che a sua volta trasmette
Asportazione di truciolo. LIUC - Ingegneria Gestionale 1
 Asportazione di truciolo LIUC - Ingegneria Gestionale 1 L asportazione di truciolo Per asportazione di truciolo (taglio e rimozione del materiale) si lavorano a freddo grezzi di fonderia e semilavorati
Asportazione di truciolo LIUC - Ingegneria Gestionale 1 L asportazione di truciolo Per asportazione di truciolo (taglio e rimozione del materiale) si lavorano a freddo grezzi di fonderia e semilavorati
Corso di Tecnologia Meccanica
 Corso di Tecnologia Meccanica Programma del corso LIUC - Ingegneria Gestionale 1 Modulo 1 - prove tecnologiche e meccaniche Prova di trazione Prova di compressione Prova di durezza (Brinell, Vickers, Rockwell)
Corso di Tecnologia Meccanica Programma del corso LIUC - Ingegneria Gestionale 1 Modulo 1 - prove tecnologiche e meccaniche Prova di trazione Prova di compressione Prova di durezza (Brinell, Vickers, Rockwell)
Riferimenti: Levi/Zompì Tecnologia meccanica cap. 6 Giusti/Santochi Tecnologia meccanica cap. 9
 LAVORAZIONI DI FORATURA - ALESATURA Riferimenti: Levi/Zompì Tecnologia meccanica cap. 6 Giusti/Santochi Tecnologia meccanica cap. 9 1 FORATURA 2 FORATURA a z D/2 Moto di taglio: moto rotatorio dell utensile
LAVORAZIONI DI FORATURA - ALESATURA Riferimenti: Levi/Zompì Tecnologia meccanica cap. 6 Giusti/Santochi Tecnologia meccanica cap. 9 1 FORATURA 2 FORATURA a z D/2 Moto di taglio: moto rotatorio dell utensile
Indice moduli. Indice lezioni del modulo C 19/02/2013. Sistemi di Produzione. A: I materiali B: Formatura. C: Deformazione.
 Sistemi di Produzione Dario Antonelli DIGEP Politecnico di Torino Indice moduli A: I materiali B: Formatura C: Deformazione D: Taglio E: Processi non convenzionali Indice lezioni del modulo C Lavorazioni
Sistemi di Produzione Dario Antonelli DIGEP Politecnico di Torino Indice moduli A: I materiali B: Formatura C: Deformazione D: Taglio E: Processi non convenzionali Indice lezioni del modulo C Lavorazioni
Capitolo 2 PROGETTAZIONE ORIENTATA ALLA FABBRICAZIONE
 Capitolo 2 PROGETTAZIONE ORIENTATA ALLA FABBRICAZIONE 1 Argomenti Criteri generali di Design For Manufacturing Processi di fabbricazione Errori da evitare (c) Pearson Italia S.p.A. - De Paulis, Manfredi
Capitolo 2 PROGETTAZIONE ORIENTATA ALLA FABBRICAZIONE 1 Argomenti Criteri generali di Design For Manufacturing Processi di fabbricazione Errori da evitare (c) Pearson Italia S.p.A. - De Paulis, Manfredi
EN FLANGE. flanges
 EN 9.1 FLANGE flanges ESTRATTO DALLE NORME EN 9.1 PER FLANGE PER TUBAZIONI Scopo e campo di applicazione La presente norma europea specifica i requisiti riguardanti le flange circolari di acciaio con designazioni
EN 9.1 FLANGE flanges ESTRATTO DALLE NORME EN 9.1 PER FLANGE PER TUBAZIONI Scopo e campo di applicazione La presente norma europea specifica i requisiti riguardanti le flange circolari di acciaio con designazioni
Tecnologia Meccanica
 Università di Bergamo Facoltà di Ingegneria Corso di Laurea in Ingegneria Gestionale Anno Accademico 2008-09 1 La TECNOLOGIA MECCANICA, o meglio le TECNOLOGIE DI LAVORAZIONE MECCANICA, costituiscono l
Università di Bergamo Facoltà di Ingegneria Corso di Laurea in Ingegneria Gestionale Anno Accademico 2008-09 1 La TECNOLOGIA MECCANICA, o meglio le TECNOLOGIE DI LAVORAZIONE MECCANICA, costituiscono l
pulverisette 15 preparazione del campione macinazione mulino a coltelli per il vostro laboratorio Mulino a coltelli
 pulverisette 15 Mulino a coltelli Adatto per campioni secchi da morbidi a medio-duri Macinazione rapida e riproducibile Facilità e sicurezza di impiego preparazione del campione macinazione mulino a coltelli
pulverisette 15 Mulino a coltelli Adatto per campioni secchi da morbidi a medio-duri Macinazione rapida e riproducibile Facilità e sicurezza di impiego preparazione del campione macinazione mulino a coltelli
MECCANIA. Informazioni tecniche MECCANIA PROFILATI & SISTEMI PROFILATI & SISTEMI
 Informazioni tecniche 31 Dati dei materiali Dati dei materiali dei profilati in alluminio Lega Qualità Codice materiale Tolleranze Densità / peso Resistenza alla trazione Limite di snervamento Allungamento
Informazioni tecniche 31 Dati dei materiali Dati dei materiali dei profilati in alluminio Lega Qualità Codice materiale Tolleranze Densità / peso Resistenza alla trazione Limite di snervamento Allungamento
Tecnologia Meccanica. Cicli di Lavorazione
 OR 1 OR Generalità Si dice CICLO LAORAZIONE tutto l insieme di operazioni necessarie a fabbricare un singolo elemento attraverso una successione di processi tecnologici (fusione, stampaggio, lavorazioni
OR 1 OR Generalità Si dice CICLO LAORAZIONE tutto l insieme di operazioni necessarie a fabbricare un singolo elemento attraverso una successione di processi tecnologici (fusione, stampaggio, lavorazioni
Indice moduli. Indice lezioni del modulo B 19/02/2013. Sistemi di Produzione. A: I materiali B: Formatura. C: Deformazione.
 Sistemi di Produzione Dario Antonelli DIGEP Politecnico di Torino Indice moduli A: I materiali B: Formatura C: Deformazione D: Taglio E: Processi non convenzionali Indice lezioni del modulo B La produzione
Sistemi di Produzione Dario Antonelli DIGEP Politecnico di Torino Indice moduli A: I materiali B: Formatura C: Deformazione D: Taglio E: Processi non convenzionali Indice lezioni del modulo B La produzione
ESAME DI STATO 2014/2015 INDIRIZZO ITMM MECCANICA MECCATRONICA ED ENERGIA TEMA DI : DISEGNO, PROGETTAZIONE E ORGANIZZAZIONE INDUSTRIALE
 ESAME DI STATO 2014/2015 INDIRIZZO ITMM MECCANICA MECCATRONICA ED ENERGIA Prima parte TEMA DI : DISEGNO, PROGETTAZIONE E ORGANIZZAZIONE INDUSTRIALE A) Dimensionamento dell albero L albero rappresentato
ESAME DI STATO 2014/2015 INDIRIZZO ITMM MECCANICA MECCATRONICA ED ENERGIA Prima parte TEMA DI : DISEGNO, PROGETTAZIONE E ORGANIZZAZIONE INDUSTRIALE A) Dimensionamento dell albero L albero rappresentato
SECONDO CICLO DI LAVORAZIONE PER LA PRODUZIONE DI UN
 Tecnologia Meccanica I SECONDO CICLO DI LAVORAZIONE PER LA PRODUZIONE DI UN PARTICOLARE MECCANICO Dipartimento di Sistemi di produzione ed economia dell Azienda =8 Ciclo di lavorazione = 3.2 Mat. : C40
Tecnologia Meccanica I SECONDO CICLO DI LAVORAZIONE PER LA PRODUZIONE DI UN PARTICOLARE MECCANICO Dipartimento di Sistemi di produzione ed economia dell Azienda =8 Ciclo di lavorazione = 3.2 Mat. : C40
Tecnologia Meccanica TECNOLOGIA MECCANICA. Introduzione 0
 TECNOLOGIA MECCANICA Introduzione 0 TECNOLOGIA MECCANICA Docente F. Veniali ORARIO Lezioni: mercoledì 10:15 11:45 Aula 40 giovedì 8:30 11:45 venerdì 8:30 10:00 Question time: Sabato xxxxx Sabato xxxxx
TECNOLOGIA MECCANICA Introduzione 0 TECNOLOGIA MECCANICA Docente F. Veniali ORARIO Lezioni: mercoledì 10:15 11:45 Aula 40 giovedì 8:30 11:45 venerdì 8:30 10:00 Question time: Sabato xxxxx Sabato xxxxx
DAL BARCO ANDREA dic 2016
 DAL BARCO ANDREA 6-12 dic 2016 Struttura fondamentale La struttura portante principale del motore è costruita a sandwich. Sono presenti, dall alto verso il basso: - coperchio testata - testata - guarnizione
DAL BARCO ANDREA 6-12 dic 2016 Struttura fondamentale La struttura portante principale del motore è costruita a sandwich. Sono presenti, dall alto verso il basso: - coperchio testata - testata - guarnizione
Tecnologia Meccanica. Esercizi Asportazione di Truciolo 1
 Esercizi Asportazione di Truciolo 1 Esercizi sull asportazione di truciolo Dettaglio 1) Esercizio 1 2) Esercizio 2 3) Esercizio 3 : A) : I) II) 4) Esercizio 4 5) Esercizio 5 6) Esercizio 6 B) : 1) 2) 3)
Esercizi Asportazione di Truciolo 1 Esercizi sull asportazione di truciolo Dettaglio 1) Esercizio 1 2) Esercizio 2 3) Esercizio 3 : A) : I) II) 4) Esercizio 4 5) Esercizio 5 6) Esercizio 6 B) : 1) 2) 3)
efi Hartner Multiplexlex è pensare in grande!
 efi Hartner Multiplexlex è pensare in grande! multiplexlex Hartner Foratura a spirale con placchetta intercambiabile Nuova placchetta intercambiabile MP 05 con geometria die taglienti ottimizzata Art.
efi Hartner Multiplexlex è pensare in grande! multiplexlex Hartner Foratura a spirale con placchetta intercambiabile Nuova placchetta intercambiabile MP 05 con geometria die taglienti ottimizzata Art.
DISEGNO DI MACCHINE IV FACOLTA DI INGEGNERIA POLITECNICO DI MILANO 1
 DISEGNO DI MACCHINE POLITECNICO DI MILANO 1 ... in questa lezione Tolleranze dimensionali Rugosità Tolleranze geometriche (cenni) POLITECNICO DI MILANO 2 Errori di lavorazione ERRORI DI REALIZZAZIONE DI
DISEGNO DI MACCHINE POLITECNICO DI MILANO 1 ... in questa lezione Tolleranze dimensionali Rugosità Tolleranze geometriche (cenni) POLITECNICO DI MILANO 2 Errori di lavorazione ERRORI DI REALIZZAZIONE DI
 www.fonderiecestaro.it CESTARO FONDERIE ALUMINIUM SAND CASTINGS /Cestaro Fonderie Cestaro Fonderie inizia l attività nel 1963 come azienda famigliare, caratterizzandosi subito per la particolare attenzione
www.fonderiecestaro.it CESTARO FONDERIE ALUMINIUM SAND CASTINGS /Cestaro Fonderie Cestaro Fonderie inizia l attività nel 1963 come azienda famigliare, caratterizzandosi subito per la particolare attenzione
Dati tecnici per magneti (magneti di presa)
") ati tecnici per magneti (magneti di presa) Struttura: I magneti di presa sono dei sistemi magnetici che per la loro conformazione possiedono una sola superficie di contatto. a tutte le altre superfici
ati tecnici per magneti (magneti di presa) Struttura: I magneti di presa sono dei sistemi magnetici che per la loro conformazione possiedono una sola superficie di contatto. a tutte le altre superfici
Rif. Bibliografico: Giusti/Santochi Tecnologia meccanica cap.9
 LAVORAZIONI DI RETTIFICA Rif. Bibliografico: Giusti/Santochi Tecnologia meccanica cap.9 1 Rettifica - le lavorazioni Foto copertina 2 Rettifica - le lavorazioni 3 Rettifica - le lavorazioni Rettifica in
LAVORAZIONI DI RETTIFICA Rif. Bibliografico: Giusti/Santochi Tecnologia meccanica cap.9 1 Rettifica - le lavorazioni Foto copertina 2 Rettifica - le lavorazioni 3 Rettifica - le lavorazioni Rettifica in
REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA
 REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA SETTORE ECONOMICO PROFESSIONALE 1 SETTORE MECCANICA;PRODUZIONE E MANUTENZIONE DI MACCHINE;IMPIANTISTICA Processo Metallurgia Sequenza
REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA SETTORE ECONOMICO PROFESSIONALE 1 SETTORE MECCANICA;PRODUZIONE E MANUTENZIONE DI MACCHINE;IMPIANTISTICA Processo Metallurgia Sequenza
Rugosità e Tolleranze geometriche
 Knowledge Aided Engineering Manufacturing and Related Technologies DISEGNO TECNICO INDUSTRIALE Rugosità e Tolleranze geometriche Prof. Caterina Rizzi Dipartimento di Ingegneria 1 Finiture superficiali
Knowledge Aided Engineering Manufacturing and Related Technologies DISEGNO TECNICO INDUSTRIALE Rugosità e Tolleranze geometriche Prof. Caterina Rizzi Dipartimento di Ingegneria 1 Finiture superficiali
Materiali strutturali
 Materiali strutturali Requisiti richiesti: Nel campo delle costruzioni elettriche e elettroniche i materiali con funzioni strutturali sono quelli usati principalmente per la costruzione delle parti meccaniche
Materiali strutturali Requisiti richiesti: Nel campo delle costruzioni elettriche e elettroniche i materiali con funzioni strutturali sono quelli usati principalmente per la costruzione delle parti meccaniche
Punte a cuspide ad alta produttività per foratura di grandi diametri
 Novembre 2014 1/8 Punte a cuspide ad alta produttività per foratura di grandi diametri 2/8 Punte a cuspide ad alta produttività per foratura di grandi diametri TaeguTec ha introdotto una nuova linea di
Novembre 2014 1/8 Punte a cuspide ad alta produttività per foratura di grandi diametri 2/8 Punte a cuspide ad alta produttività per foratura di grandi diametri TaeguTec ha introdotto una nuova linea di
Introduzione. SIT SpA Via Watt, Milano - T F SUPER TORQUE STPD (010.04)
") Introduzione SIT SpA Via Watt, 15-20143 - Milano - T 02.891441 F 02.89122337 - info@sitspa.it - SUPER TORQUE STPD (010.04) Importante - Vogliate consultare l ufficio vendite SIT per il dimensionamento
Introduzione SIT SpA Via Watt, 15-20143 - Milano - T 02.891441 F 02.89122337 - info@sitspa.it - SUPER TORQUE STPD (010.04) Importante - Vogliate consultare l ufficio vendite SIT per il dimensionamento
CAGGIATI INOX CATALOGO SFERE DI LAVAGGIO ROTANTI
 CAGGIATI INOX Caggiati Inox srl 2018 Tutti i diritti riservati CATALOGO SFERE DI LAVAGGIO ROTANTI Via G.Pastore 7/A - 43058 Sorbolo (PR) ITALY Tel. +39.0521.698578 - Fax +39.0521.030554 www.caggiatiinox.com
CAGGIATI INOX Caggiati Inox srl 2018 Tutti i diritti riservati CATALOGO SFERE DI LAVAGGIO ROTANTI Via G.Pastore 7/A - 43058 Sorbolo (PR) ITALY Tel. +39.0521.698578 - Fax +39.0521.030554 www.caggiatiinox.com
SEZIONE TECNICA KOPAL STAFFAGGIO ORIZZONTALE. Pag SISTEMA DI STAFFAGGIO A 2 AZIONI COMBINATE
 SEZIONE TECNICA Pag..17 Sistema di STAFFAGGIO ORIZZONTALE studiato per staffare lateralmente i pezzi da lavorare. Per lo staffaggio di pezzi sulle tavole delle macchine utensili, macchine CNC, centri di
SEZIONE TECNICA Pag..17 Sistema di STAFFAGGIO ORIZZONTALE studiato per staffare lateralmente i pezzi da lavorare. Per lo staffaggio di pezzi sulle tavole delle macchine utensili, macchine CNC, centri di
ESAME DI STATO 2012/2013 INDIRIZZO MECCANICA
 ESAME DI STATO 2012/2013 INDIRIZZO MECCANICA TEMA DI:DISEGNO, PROGETTAZIONE, ORGANIZZAZIONE INDUSTRIALE Dimensionamento dell albero L albero rappresentato nell allegato può essere assimilato ad una trave
ESAME DI STATO 2012/2013 INDIRIZZO MECCANICA TEMA DI:DISEGNO, PROGETTAZIONE, ORGANIZZAZIONE INDUSTRIALE Dimensionamento dell albero L albero rappresentato nell allegato può essere assimilato ad una trave
SOLUZIONE DELLA TRACCIA N 2
 SOLUZIONE DELLA TRACCIA N La presente soluzione verrà redatta facendo riferimento al manuale: Caligaris, Fava, Tomasello Manuale di Meccanica Hoepli. - Studio delle sollecitazioni in gioco Si calcolano
SOLUZIONE DELLA TRACCIA N La presente soluzione verrà redatta facendo riferimento al manuale: Caligaris, Fava, Tomasello Manuale di Meccanica Hoepli. - Studio delle sollecitazioni in gioco Si calcolano
Collegamenti tra organi rotanti: accoppiamento albero-mozzo
 Accoppiamenti albero-mozzo Collegamenti tra organi rotanti: accoppiamento albero-mozzo Accoppiamenti albero-mozzo Accoppiamenti albero-mozzo 3 Accoppiamenti albero-mozzo 4 Accoppiamenti albero-mozzo Compito
Accoppiamenti albero-mozzo Collegamenti tra organi rotanti: accoppiamento albero-mozzo Accoppiamenti albero-mozzo Accoppiamenti albero-mozzo 3 Accoppiamenti albero-mozzo 4 Accoppiamenti albero-mozzo Compito
Smussatrici per tubi portatili EP 424. Preparazioni perfette per OD DN (4" - 24").
.") Preparazioni perfette per OD DN 100-600 (4" - 24"). EP 424 in lavorazione. Regolazione angolo di smusso automatico. Motorizzazione idraulica, pneumatica o elettrica a richiesta. Lavorazione flange. 33
Preparazioni perfette per OD DN 100-600 (4" - 24"). EP 424 in lavorazione. Regolazione angolo di smusso automatico. Motorizzazione idraulica, pneumatica o elettrica a richiesta. Lavorazione flange. 33
Esercitazione n 4 MACCHINE UTENSILI
 Esercitazione n 4 MACCHINE UTENSILI Si deve produrre un lotto composto da n*100 pezzi del componente meccanico riportato in Figura 1. Il materiale è un acciaio per getti UNI XG120Mn12 di durezza HB (200+n).
Esercitazione n 4 MACCHINE UTENSILI Si deve produrre un lotto composto da n*100 pezzi del componente meccanico riportato in Figura 1. Il materiale è un acciaio per getti UNI XG120Mn12 di durezza HB (200+n).
Pompe per liquidi abrasivi Flygt serie H
 Pompe per liquidi abrasivi Flygt serie H 58 Quando il gioco si fa duro... La rimozione dei fanghi è una componente essenziale delle operazioni quotidiane di un gran numero di industrie, quali cave, miniere,
Pompe per liquidi abrasivi Flygt serie H 58 Quando il gioco si fa duro... La rimozione dei fanghi è una componente essenziale delle operazioni quotidiane di un gran numero di industrie, quali cave, miniere,