MINITOOL ART. ART. Pag. ØD Pag. t max S100-TS S100-TS S100-TS
|
|
|
- Bianca Rizzo
- 5 anni fa
- Visualizzazioni
Transcript


























1 NEWS 219/6 MINITOOL


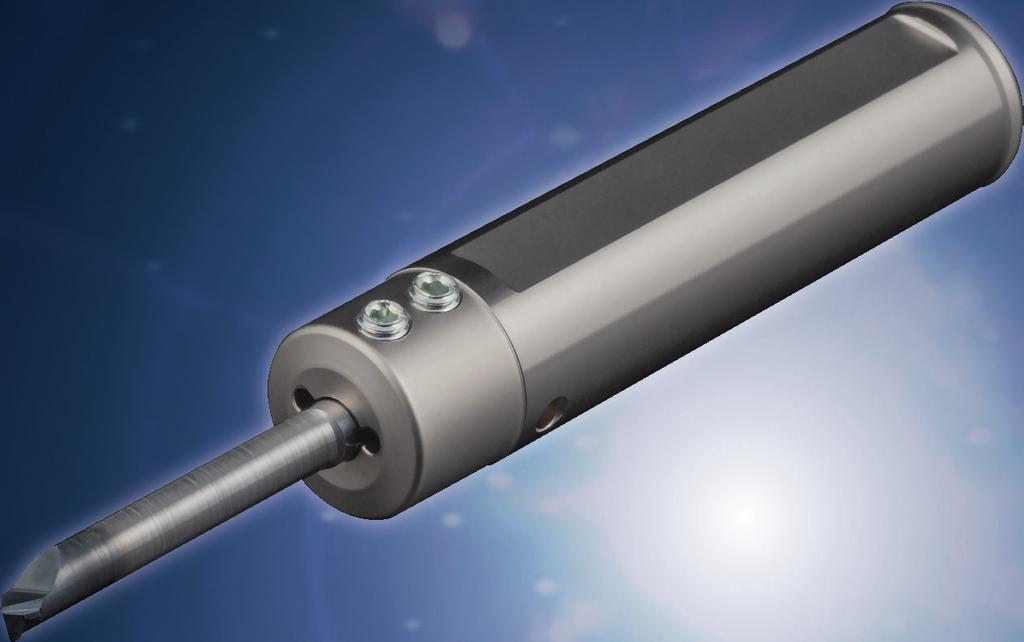
2 MINITOOL ART. ØD Pag. PORTAUTENSILI - TOOL HOLDER S100-TS S100-TS S100-TS APPLICAZIONE - APPLICATION ART. ØD min t max Pag. TORNITURA INTERNA - INTERNAL TURNING S R/L 3,2-4,2 4 0,2-0,3 10 S R/L 5,2 5 0,5 12 S R/L 6,2 6 0,5 14 SCANALATURA - GROOVING S R/L 3,0-4,2 4 0,6-0,8 16 S R/L 5,0-5,2 5 1,0 18 S R/L 6,2 6 1,8 20 S R R/L 5,2 5 1,0 22 S R R/L 6,2 6 1,8 24 2
3 MINITOOL APPLICAZIONE - APPLICATION ART. ØD min t max Pag. SCANALATURA FRONTALE - FACE GROOVING S I R/L 6, S E R/L 6, S R...-I R/L 6, S R...-E R/L 6, SMUSSATURA - CHAMFERING S R/L 1 6 3,5-4,0 34 FILETTATURA (ISO PROFILO PARZIALE) - THREADING (ISO PARTIAL PROFILE) S R 4,2 4 0,4 36 S R 4,8 5 0,7 36 S R 6,2 6 0,84-0,98 36 DATI TECNICI - TECHNICAL DATA? 39 3
4 Denominazione degli utensili Minitool - Minitool designation Minitool -Artikelbezeichnungen - Désignation des outils Minitool h6 g6 ØD S T S COD. TIPOLOGIA ARTICOLO COD. ITEM TYPE 2 DIAMETRO ATTACCO MINITOOL MINITOOL ATTACHMENT DIAMETER 3 ØD DIAMETRO ATTACCO PORTA UTENSILE ØD TOOL-HOLDER ATTACHMENT DIAMETER ß r L1 h6 ØDmin S R COD. TIPOLOGIA ARTICOLO COD. ITEM TYPE 2 DIAMETRO ATTACCO MINITOOL MINITOOL ATTACHMENT DIAMETER 3 ANGOLO ß TESTA ß ANGLE - HEAD 4 ANGOLO α TESTA α ANGLE - HEAD 5 ØDmin DIAMETRO MINIMO DI ENTRATA ØDmin MINIMUM PENETRATION DIAMETER 6 L1 PROFONDITÀ MASSIMA DI LAVORO L1 MAXIMUM MACHINING DEPTH 7 r RAGGIO IN TESTA r HEAD RADIUS 8 R/L DIREZIONE DI TAGLIO R/L CUTTING DIRECTION h6 ØDmin r r W L1 S R COD. TIPOLOGIA ARTICOLO COD. ITEM TYPE 2 DIAMETRO ATTACCO MINITOOL MINITOOL ATTACHMENT DIAMETER 3 FORMA DELLA GOLA 0=PIANA R=SFERICA SHAPE OF GROOVE 0=FLAT R=SPHERICAL 4 W LARGHEZZA SCANALATURA W GROOVE WIDTH 5 ØDmin DIAMETRO MINIMO DI ENTRATA ØDmin MINIMUM PENETRATION DIAMETER 6 L1 PROFONDITÀ MASSIMA DI LAVORO L1 MAXIMUM MACHINING DEPTH 7 r RAGGIO IN TESTA r HEAD RADIUS 8 R/L DIREZIONE DI TAGLIO R/L CUTTING DIRECTION 4
5 Denominazione degli utensili Minitool - Minitool designation Minitool -Artikelbezeichnungen - Désignation des outils Minitool W r L1 h6 ØDmin S I R COD. TIPOLOGIA ARTICOLO COD. ITEM TYPE 2 DIAMETRO ATTACCO MINITOOL MINITOOL ATTACHMENT DIAMETER 3 FORMA DELLA GOLA 0=PIANA R=SFERICA SHAPE OF GROOVE 0=FLAT R=SPHERICAL 4 W LARGHEZZA SCANALATURA W GROOVE WIDTH 5 TIPO TORNITURA I=INTERNA E=ESTERNA TURNING TYPE I=INTERNAL E=EXTERNAL 6 ØDmin DIAMETRO MINIMO DI ENTRATA ØDmin MINIMUM PENETRATION DIAMETER 7 L1 PROFONDITÀ MASSIMA DI ENTRATA L1 MAXIMUM PENETRATION DEPTH 8 r RAGGIO IN TESTA r HEAD RADIUS 9 R/L DIREZIONE DI TAGLIO R/L CUTTING DIRECTION f r h6 tmax. S R COD. TIPOLOGIA ARTICOLO COD. ITEM TYPE 2 DIAMETRO ATTACCO MINITOOL MINITOOL ATTACHMENT DIAMETER 3 ANGOLO α SMUSSATURA α ANGLE - CHAMFERING 4 f DISTANZA OLTRE CENTRO f OFF-CENTRE DISTANCE 5 tmax MASSIMA PROFONDITÀ DI LAVORO tmax MAXIMUM CUTTING DEPTH 6 r RAGGIO IN TESTA r HEAD RADIUS 7 R/L DIREZIONE DI TAGLIO R/L CUTTING DIRECTION f P h6 ØDmin L1 S R COD. TIPOLOGIA ARTICOLO COD. ITEM TYPE 2 DIAMETRO ATTACCO MINITOOL MINITOOL ATTACHMENT DIAMETER 3 60 ANGOLO FILETTO 60 THREAD ANGLE 4 ØDmin DIAMETRO MINIMO DI ENTRATA ØDmin MINIMUM PENETRATION DIAMETER 5 L1 PROFONDITÀ MASSIMA DI ENTRATA L1 MAXIMUM PENETRATION DEPTH 6 P(min) PASSO MINIMO P(min) MINIMUM PITCH 7 R/L DIREZIONE DI TAGLIO R/L CUTTING DIRECTION 5
6 Portautensili Tool-holders Werkzeughalter Porte-outils S100-TS h6 FORM A Ht FORM B Ht g6 ØD art. S R/L h6 h vedi schema see scheme FIG. A S100-TS L1 L2 H 4 PIANI 4 FLATS Prezzo Listino Price List (mm) ART. FORM ØD h L1 L2 H S100-TS B ,5 n 2 GR408C n 1 GR304C 5002 S100-TS B ,5 n 2 GR408C n 1 GR404C 5002 S100-TS A ,5 n 2 GR408C n 1 GR505C 5002 S100-TS A ,5 n 2 GR508C n 1 GR505C 5025 S100-TS A ,5 n 2 GR410C n 1 GR505C 5002 Ht (FIG. A) SCHEMA REFRIGERAZIONE - (FIG. A) COOLING DIAGRAM - (ABB. A) KÜHLSCHEMA - (FIG. A) SCHEMA REFRIGERATION CHIUSO CON GRANO CLOSED WITH DOWEL APERTO OPEN R L APERTO OPEN CHIUSO CON GRANO CLOSED WITH DOWEL 6
7 Portautensili Tool-holders Werkzeughalter Porte-outils S100-TS h6 FORM A Ht FORM B Ht g6 ØD art. S R/L h6 h vedi schema see scheme FIG. A S100-TS L1 L2 H 4 PIANI 4 FLATS Prezzo Listino Price List (mm) ART. FORM ØD h L1 L2 H S100-TS B ,0 n 2 GR508C n 1 GR304C 5025 S100-TS B ,0 n 2 GR508C n 1 GR404C 5025 S100-TS A ,5 n 2 GR508C n 1 GR505C 5025 S100-TS A ,5 n 2 GR508C n 1 GR505C 5025 S100-TS A ,5 n 2 GR510C n 1 GR505C 5025 Ht (FIG. A) SCHEMA REFRIGERAZIONE - (FIG. A) COOLING DIAGRAM - (ABB. A) KÜHLSCHEMA - (FIG. A) SCHEMA REFRIGERATION CHIUSO CON GRANO CLOSED WITH DOWEL APERTO OPEN R L APERTO OPEN CHIUSO CON GRANO CLOSED WITH DOWEL 7
8 Portautensili Tool-holders Werkzeughalter Porte-outils S100-TS h6 FORM A Ht FORM B Ht g6 ØD art. S R/L h6 h vedi schema see scheme FIG. A S100-TS L1 L2 H 4 PIANI 4 FLATS Prezzo Listino Price List (mm) ART. FORM ØD h L1 L2 H S100-TS B ,5 n 2 GR508C n 1 GR304C 5025 S100-TS B ,5 n 2 GR508C n 1 GR404C 5025 S100-TS A ,5 n 2 GR508C n 1 GR505C 5025 S100-TS A ,5 n 2 GR508C n 1 GR505C 5025 S100-TS A ,5 n 2 GR510C n 1 GR505C 5025 Ht (FIG. A) SCHEMA REFRIGERAZIONE - (FIG. A) COOLING DIAGRAM - (ABB. A) KÜHLSCHEMA - (FIG. A) SCHEMA REFRIGERATION CHIUSO CON GRANO CLOSED WITH DOWEL APERTO OPEN R L APERTO OPEN CHIUSO CON GRANO CLOSED WITH DOWEL 8

9
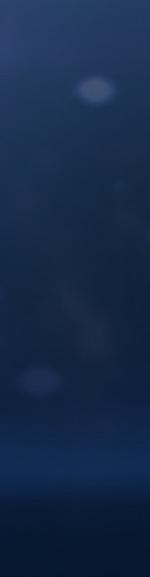
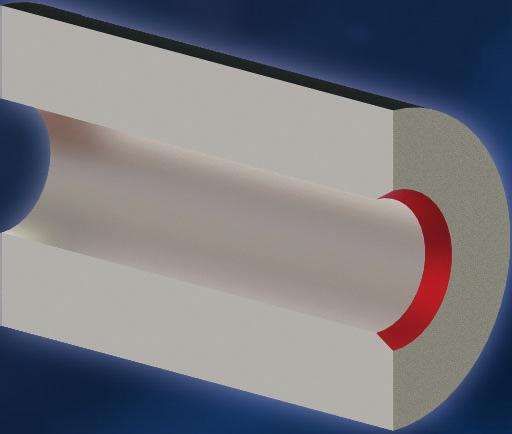
10 Utensili per tornitura interna Internal turning tools Werkzeuge fuer innenbearbeitung Outils de tournage intérieur S R/L Tornitura Interna - Internal Turning 8 tmax. r 20 X 1 X h6 a f h6 ØDmin L1 L2 art. S100-TS-04.. ART. In figura utensile destro - Right-hand shown L R Prezzo Listino Price List (mm) ØDmin 1 f a tmax S R/L 3,2 4 2,55 1,45 2,95 0,2 0, r L1 L2 P M K N S H HW NON RIV. CEMENTED CARBIDE GRADES HC RIVESTITI COATED GRADES BESCHICHTET RECOUVERTS S R/L 3,2 4 2,55 1,45 2,95 0,2 0, S R/L 3,2 4 2,55 1,45 2,95 0,2 0, S R/L 3,7 4 3,05 1,7 3,45 0,2 0, S R/L 3,7 4 3,05 1,7 3,45 0,2 0, S R/L 3,7 4 3,05 1,7 3,45 0,2 0, S R/L 3,7 4 3,05 1,7 3,45 0,2 0, S R/L 4,2 4 3,45 1,95 3,95 0,3 0, S R/L 4,2 4 3,45 1,95 3,95 0,3 0, S R/L 4,2 4 3,45 1,95 3,95 0,3 0, S R/L 4,2 4 3,45 1,95 3,95 0,3 0, DISPONIBILI - IN STOCK - LIEFERBAR - DISPONIBLES / NEW A RICHIESTA - ON REQUEST - AUF ANFRAGE - SUR DEMANDE / NEW APPLICAZIONE CONSIGLIATA-RECOMMENDED APPLICATION APPLICAZIONE POSSIBILE - POSSIBLE APPLICATION EMPFOHLENER EINSATZ - APPLICATION CONSEILLÉE MÖGLICHE ANWENDUNG - APPLICATION POSSIBLE
11 Scelta dell inserto e parametri di lavoro - Choice of the insert and machining parameters Auswahl der platte und schnittdaten - Choix de la plaquette et paramétres de travail P M K N S H MATERIALI - MATERIALS VDI 3323 GR. HB Rm 1) HRC 2) Vc m/min fn mm ACCIAIO NON LEGATO - NOT ALLOY STEEL ,02-0,08 ACCIAIO POCO LEGATO - LOW ALLOY STEEL ,02-0,08 ACCIAIO ALTO LEGATO - ALLOY STEEL ,02-0,08 INOX MARTENS. - STAINLESS STEEL MART ,02-0,08 INOX AUST. DUPLEX - STAINLESS STEEL AUST ,02-0,08 GHISA GRIGIA - GREY CAST IRON ,02-0,08 GHISA SFEROIDALE - SPHEROIDAL GRAPHITE ,02-0,08 GHISA MALLEABILE - MALLEABLE CAST IRON ,02-0,08 ALLUMINIO E SUE LEGHE - ALUMINIUM ,02-0,08 RAME E SUE LEGHE - COPPER ,02-0,08 NON METALLICI - PLASTICS / ,02-0,08 LEGHE RESIST. CALORE - HIG. TEMP. ALLOY ,02-0,08 TITANIO E SUE LEGHE - TITANIUM ) ,02-0,08 ACCIAIO TEMPRATO - HARDENED STEEL ) Vc n = ØD. 3,14 Vf = fn. n = mm/min = giri/min (min -1 ) Vc = m/min VELOCITÀ DI TAGLIO - CUTTING SPEED n = giri/min (min -1 ) NUMERO DI GIRI - NUMBER OF REVOLUTIONS fn = mm AVANZAMENTO AL GIRO - FEED / REVOLUTION Vf = mm/min VELOCITÀ DI AVANZAMENTO - FEED SPEED NOTE - NOTES 11
12 Utensili per tornitura interna Internal turning tools Werkzeuge fuer innenbearbeitung Outils de tournage intérieur S R/L Tornitura Interna - Internal Turning 8 tmax. r 20 X 1 X h6 a f h6 ØDmin L1 L2 art. S100-TS-05.. ART. In figura utensile destro - Right-hand shown L R Prezzo Listino Price List (mm) ØDmin 1 f a tmax S R/L 5,2 5 4,25 2,45 4,95 0,5 0, r L1 L2 P M K N S H HW NON RIV. CEMENTED CARBIDE GRADES HC RIVESTITI COATED GRADES BESCHICHTET RECOUVERTS S R/L 5,2 5 4,25 2,45 4,95 0,5 0, S R/L 5,2 5 4,25 2,45 4,95 0,5 0, S R/L 5,2 5 4,25 2,45 4,95 0,5 0, S R/L 5,2 5 4,25 2,45 4,95 0,5 0, S R/L 5,2 5 4,25 2,45 4,95 0,5 0, S R/L 5,2 5 4,25 2,45 4,95 0,5 0, DISPONIBILI - IN STOCK - LIEFERBAR - DISPONIBLES / NEW A RICHIESTA - ON REQUEST - AUF ANFRAGE - SUR DEMANDE / NEW APPLICAZIONE CONSIGLIATA-RECOMMENDED APPLICATION APPLICAZIONE POSSIBILE - POSSIBLE APPLICATION EMPFOHLENER EINSATZ - APPLICATION CONSEILLÉE MÖGLICHE ANWENDUNG - APPLICATION POSSIBLE
13 Scelta dell inserto e parametri di lavoro - Choice of the insert and machining parameters Auswahl der platte und schnittdaten - Choix de la plaquette et paramétres de travail P M K N S H MATERIALI - MATERIALS VDI 3323 GR. HB Rm 1) HRC 2) Vc m/min fn mm ACCIAIO NON LEGATO - NOT ALLOY STEEL ,02-0,08 ACCIAIO POCO LEGATO - LOW ALLOY STEEL ,02-0,08 ACCIAIO ALTO LEGATO - ALLOY STEEL ,02-0,08 INOX MARTENS. - STAINLESS STEEL MART ,02-0,08 INOX AUST. DUPLEX - STAINLESS STEEL AUST ,02-0,08 GHISA GRIGIA - GREY CAST IRON ,02-0,08 GHISA SFEROIDALE - SPHEROIDAL GRAPHITE ,02-0,08 GHISA MALLEABILE - MALLEABLE CAST IRON ,02-0,08 ALLUMINIO E SUE LEGHE - ALUMINIUM ,02-0,08 RAME E SUE LEGHE - COPPER ,02-0,08 NON METALLICI - PLASTICS / ,02-0,08 LEGHE RESIST. CALORE - HIG. TEMP. ALLOY ,02-0,08 TITANIO E SUE LEGHE - TITANIUM ) ,02-0,08 ACCIAIO TEMPRATO - HARDENED STEEL ) Vc n = ØD. 3,14 Vf = fn. n = mm/min = giri/min (min -1 ) Vc = m/min VELOCITÀ DI TAGLIO - CUTTING SPEED n = giri/min (min -1 ) NUMERO DI GIRI - NUMBER OF REVOLUTIONS fn = mm AVANZAMENTO AL GIRO - FEED / REVOLUTION Vf = mm/min VELOCITÀ DI AVANZAMENTO - FEED SPEED NOTE - NOTES 13
14 Utensili per tornitura interna Internal turning tools Werkzeuge fuer innenbearbeitung Outils de tournage intérieur S R/L Tornitura Interna - Internal Turning 8 tmax. r 20 X 1 X h6 a f h6 ØDmin L1 L2 art. S100-TS-06.. ART. In figura utensile destro - Right-hand shown L R Prezzo Listino Price List (mm) ØDmin 1 f a tmax S R/L 6,2 6 5,25 2,95 5,95 0,5 0, r L1 L2 P M K N S H HW NON RIV. CEMENTED CARBIDE GRADES HC RIVESTITI COATED GRADES BESCHICHTET RECOUVERTS S R/L 6,2 6 5,25 2,95 5,95 0,5 0, S R/L 6,2 6 5,25 2,95 5,95 0,5 0, S R/L 6,2 6 5,25 2,95 5,95 0,5 0, S R/L 6,2 6 5,25 2,95 5,95 0,5 0, S R/L 6,2 6 5,25 2,95 5,95 0,5 0, DISPONIBILI - IN STOCK - LIEFERBAR - DISPONIBLES / NEW A RICHIESTA - ON REQUEST - AUF ANFRAGE - SUR DEMANDE / NEW APPLICAZIONE CONSIGLIATA-RECOMMENDED APPLICATION APPLICAZIONE POSSIBILE - POSSIBLE APPLICATION EMPFOHLENER EINSATZ - APPLICATION CONSEILLÉE MÖGLICHE ANWENDUNG - APPLICATION POSSIBLE
15 Scelta dell inserto e parametri di lavoro - Choice of the insert and machining parameters Auswahl der platte und schnittdaten - Choix de la plaquette et paramétres de travail P M K N S H MATERIALI - MATERIALS VDI 3323 GR. HB Rm 1) HRC 2) Vc m/min fn mm ACCIAIO NON LEGATO - NOT ALLOY STEEL ,02-0,08 ACCIAIO POCO LEGATO - LOW ALLOY STEEL ,02-0,08 ACCIAIO ALTO LEGATO - ALLOY STEEL ,02-0,08 INOX MARTENS. - STAINLESS STEEL MART ,02-0,08 INOX AUST. DUPLEX - STAINLESS STEEL AUST ,02-0,08 GHISA GRIGIA - GREY CAST IRON ,02-0,08 GHISA SFEROIDALE - SPHEROIDAL GRAPHITE ,02-0,08 GHISA MALLEABILE - MALLEABLE CAST IRON ,02-0,08 ALLUMINIO E SUE LEGHE - ALUMINIUM ,02-0,08 RAME E SUE LEGHE - COPPER ,02-0,08 NON METALLICI - PLASTICS / ,02-0,08 LEGHE RESIST. CALORE - HIG. TEMP. ALLOY ,02-0,08 TITANIO E SUE LEGHE - TITANIUM ) ,02-0,08 ACCIAIO TEMPRATO - HARDENED STEEL ) Vc n = ØD. 3,14 Vf = fn. n = mm/min = giri/min (min -1 ) Vc = m/min VELOCITÀ DI TAGLIO - CUTTING SPEED n = giri/min (min -1 ) NUMERO DI GIRI - NUMBER OF REVOLUTIONS fn = mm AVANZAMENTO AL GIRO - FEED / REVOLUTION Vf = mm/min VELOCITÀ DI AVANZAMENTO - FEED SPEED NOTE - NOTES 15
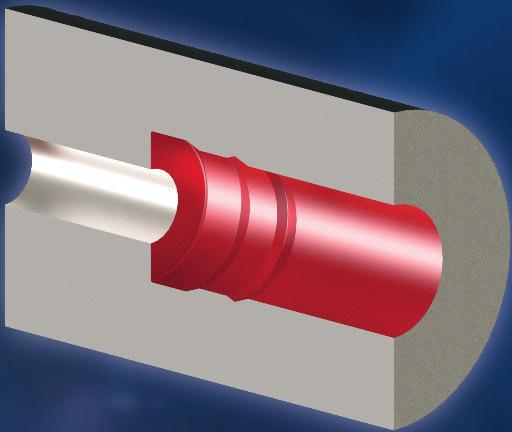
16 Utensili per scnalatura interna Internal grooving tools Innen-Nutendrehwerkzeuge Outils de rainures intérieures S R/L Scanalatura - Grooving tmax. r w r X 1 X h6 a f h6 ØDmin L1 L2 art. S100-TS-04.. ART. In figura utensile destro - Right-hand shown L R Prezzo Listino Price List (mm) ØDmin 1 f a tmax r w S R/L 3,0 4 1,95 1,35 2,75 0,6 0, L1 L2 P M K N S H HW NON RIV. CEMENTED CARBIDE GRADES HC RIVESTITI COATED GRADES BESCHICHTET RECOUVERTS S R/L 4,2 4 2,95 1,95 3,95 0,8 1, S R/L 4,2 4 2,95 1,95 3,95 0,8 1, DISPONIBILI - IN STOCK - LIEFERBAR - DISPONIBLES / NEW A RICHIESTA - ON REQUEST - AUF ANFRAGE - SUR DEMANDE / NEW APPLICAZIONE CONSIGLIATA-RECOMMENDED APPLICATION APPLICAZIONE POSSIBILE - POSSIBLE APPLICATION EMPFOHLENER EINSATZ - APPLICATION CONSEILLÉE MÖGLICHE ANWENDUNG - APPLICATION POSSIBLE
17 Scelta dell inserto e parametri di lavoro - Choice of the insert and machining parameters Auswahl der platte und schnittdaten - Choix de la plaquette et paramétres de travail P M K N S H MATERIALI - MATERIALS VDI 3323 GR. HB Rm 1) HRC 2) Vc m/min fn mm ACCIAIO NON LEGATO - NOT ALLOY STEEL ,01-0,03 ACCIAIO POCO LEGATO - LOW ALLOY STEEL ,01-0,03 ACCIAIO ALTO LEGATO - ALLOY STEEL ,01-0,03 INOX MARTENS. - STAINLESS STEEL MART ,01-0,03 INOX AUST. DUPLEX - STAINLESS STEEL AUST ,01-0,03 GHISA GRIGIA - GREY CAST IRON ,01-0,03 GHISA SFEROIDALE - SPHEROIDAL GRAPHITE ,01-0,03 GHISA MALLEABILE - MALLEABLE CAST IRON ,01-0,03 ALLUMINIO E SUE LEGHE - ALUMINIUM ,01-0,03 RAME E SUE LEGHE - COPPER ,01-0,03 NON METALLICI - PLASTICS / ,01-0,03 LEGHE RESIST. CALORE - HIG. TEMP. ALLOY ,01-0,03 TITANIO E SUE LEGHE - TITANIUM ) ,01-0,03 ACCIAIO TEMPRATO - HARDENED STEEL ) Vc n = ØD. 3,14 Vf = fn. n = mm/min = giri/min (min -1 ) Vc = m/min VELOCITÀ DI TAGLIO - CUTTING SPEED n = giri/min (min -1 ) NUMERO DI GIRI - NUMBER OF REVOLUTIONS fn = mm AVANZAMENTO AL GIRO - FEED / REVOLUTION Vf = mm/min VELOCITÀ DI AVANZAMENTO - FEED SPEED NOTE - NOTES 17
18 Utensili per scnalatura interna Internal grooving tools Innen-Nutendrehwerkzeuge Outils de rainures intérieures S R/L Scanalatura - Grooving tmax. r w r X 1 X h6 a f h6 ØDmin L1 L2 art. S100-TS-05.. ART. In figura utensile destro - Right-hand shown L R Prezzo Listino Price List (mm) ØDmin 1 f a tmax r w S R/L 5,0 5 3,30 1,9 4,40 1,0 1, L1 L2 P M K N S H HW NON RIV. CEMENTED CARBIDE GRADES HC RIVESTITI COATED GRADES BESCHICHTET RECOUVERTS S R/L 5,2 5 3,75 2,45 4,95 1,0 1, S R/L 5,2 5 3,75 2,45 4,95 1,0 1, S R/L 5,2 5 3,75 2,45 4,95 1,0 1, S R/L 5,2 5 3,75 2,45 4,95 1,0 1, S R/L 5,2 5 3,75 2,45 4,95 1,0 1, S R/L 5,2 5 3,75 2,45 4,95 1,0 1, S R/L 5,2 5 3,75 2,45 4,95 1,0 2, S R/L 5,2 5 3,75 2,45 4,95 1,0 2, S R/L 5,2 5 3,75 2,45 4,95 1,0 2, DISPONIBILI - IN STOCK - LIEFERBAR - DISPONIBLES / NEW A RICHIESTA - ON REQUEST - AUF ANFRAGE - SUR DEMANDE / NEW APPLICAZIONE CONSIGLIATA-RECOMMENDED APPLICATION APPLICAZIONE POSSIBILE - POSSIBLE APPLICATION EMPFOHLENER EINSATZ - APPLICATION CONSEILLÉE MÖGLICHE ANWENDUNG - APPLICATION POSSIBLE
19 Scelta dell inserto e parametri di lavoro - Choice of the insert and machining parameters Auswahl der platte und schnittdaten - Choix de la plaquette et paramétres de travail P M K N S H MATERIALI - MATERIALS VDI 3323 GR. HB Rm 1) HRC 2) Vc m/min fn mm ACCIAIO NON LEGATO - NOT ALLOY STEEL ,01-0,03 ACCIAIO POCO LEGATO - LOW ALLOY STEEL ,01-0,03 ACCIAIO ALTO LEGATO - ALLOY STEEL ,01-0,03 INOX MARTENS. - STAINLESS STEEL MART ,01-0,03 INOX AUST. DUPLEX - STAINLESS STEEL AUST ,01-0,03 GHISA GRIGIA - GREY CAST IRON ,01-0,03 GHISA SFEROIDALE - SPHEROIDAL GRAPHITE ,01-0,03 GHISA MALLEABILE - MALLEABLE CAST IRON ,01-0,03 ALLUMINIO E SUE LEGHE - ALUMINIUM ,01-0,03 RAME E SUE LEGHE - COPPER ,01-0,03 NON METALLICI - PLASTICS / ,01-0,03 LEGHE RESIST. CALORE - HIG. TEMP. ALLOY ,01-0,03 TITANIO E SUE LEGHE - TITANIUM ) ,01-0,03 ACCIAIO TEMPRATO - HARDENED STEEL ) Vc n = ØD. 3,14 Vf = fn. n = mm/min = giri/min (min -1 ) Vc = m/min VELOCITÀ DI TAGLIO - CUTTING SPEED n = giri/min (min -1 ) NUMERO DI GIRI - NUMBER OF REVOLUTIONS fn = mm AVANZAMENTO AL GIRO - FEED / REVOLUTION Vf = mm/min VELOCITÀ DI AVANZAMENTO - FEED SPEED NOTE - NOTES 19
20 Utensili per scnalatura interna Internal grooving tools Innen-Nutendrehwerkzeuge Outils de rainures intérieures S R/L Scanalatura - Grooving tmax. r w r X 1 X h6 a f h6 ØDmin L1 L2 art. S100-TS-06.. ART. In figura utensile destro - Right-hand shown L R Prezzo Listino Price List (mm) ØDmin 1 f a tmax r w S R/L 6,2 6 3,95 2,95 5,95 1,8 1, L1 L2 P M K N S H HW NON RIV. CEMENTED CARBIDE GRADES HC RIVESTITI COATED GRADES BESCHICHTET RECOUVERTS S R/L 6,2 6 3,95 2,95 5,95 1,8 1, S R/L 6,2 6 3,95 2,95 5,95 1,8 1, S R/L 6,2 6 3,95 2,95 5,95 1,8 1, S R/L 6,2 6 3,95 2,95 5,95 1,8 1, S R/L 6,2 6 3,95 2,95 5,95 1,8 1, S R/L 6,2 6 3,95 2,95 5,95 1,8 2, S R/L 6,2 6 3,95 2,95 5,95 1,8 2, S R/L 6,2 6 3,95 2,95 5,95 1,8 2, DISPONIBILI - IN STOCK - LIEFERBAR - DISPONIBLES / NEW A RICHIESTA - ON REQUEST - AUF ANFRAGE - SUR DEMANDE / NEW APPLICAZIONE CONSIGLIATA-RECOMMENDED APPLICATION APPLICAZIONE POSSIBILE - POSSIBLE APPLICATION EMPFOHLENER EINSATZ - APPLICATION CONSEILLÉE MÖGLICHE ANWENDUNG - APPLICATION POSSIBLE
21 Scelta dell inserto e parametri di lavoro - Choice of the insert and machining parameters Auswahl der platte und schnittdaten - Choix de la plaquette et paramétres de travail P M K N S H MATERIALI - MATERIALS VDI 3323 GR. HB Rm 1) HRC 2) Vc m/min fn mm ACCIAIO NON LEGATO - NOT ALLOY STEEL ,01-0,03 ACCIAIO POCO LEGATO - LOW ALLOY STEEL ,01-0,03 ACCIAIO ALTO LEGATO - ALLOY STEEL ,01-0,03 INOX MARTENS. - STAINLESS STEEL MART ,01-0,03 INOX AUST. DUPLEX - STAINLESS STEEL AUST ,01-0,03 GHISA GRIGIA - GREY CAST IRON ,01-0,03 GHISA SFEROIDALE - SPHEROIDAL GRAPHITE ,01-0,03 GHISA MALLEABILE - MALLEABLE CAST IRON ,01-0,03 ALLUMINIO E SUE LEGHE - ALUMINIUM ,01-0,03 RAME E SUE LEGHE - COPPER ,01-0,03 NON METALLICI - PLASTICS / ,01-0,03 LEGHE RESIST. CALORE - HIG. TEMP. ALLOY ,01-0,03 TITANIO E SUE LEGHE - TITANIUM ) ,01-0,03 ACCIAIO TEMPRATO - HARDENED STEEL ) Vc n = ØD. 3,14 Vf = fn. n = mm/min = giri/min (min -1 ) Vc = m/min VELOCITÀ DI TAGLIO - CUTTING SPEED n = giri/min (min -1 ) NUMERO DI GIRI - NUMBER OF REVOLUTIONS fn = mm AVANZAMENTO AL GIRO - FEED / REVOLUTION Vf = mm/min VELOCITÀ DI AVANZAMENTO - FEED SPEED NOTE - NOTES 21
22 Utensili per scnalatura interna Internal grooving tools Innen-Nutendrehwerkzeuge Outils de rainures intérieures S R R/L Scanalatura - Grooving t max. w r X 1 X h6 a f h6 ØDmin L1 L2 art. S100-TS-05.. ART. In figura utensile destro - Right-hand shown L R Prezzo Listino Price List (mm) ØDmin 1 f a tmax r w S R R/L 5,2 5 3,75 2,45 4,95 1,0 0, L1 L2 P M K N S H HW NON RIV. CEMENTED CARBIDE GRADES HC RIVESTITI COATED GRADES BESCHICHTET RECOUVERTS S R R/L 5,2 5 3,75 2,45 4,95 1,0 1, DISPONIBILI - IN STOCK - LIEFERBAR - DISPONIBLES / NEW A RICHIESTA - ON REQUEST - AUF ANFRAGE - SUR DEMANDE / NEW APPLICAZIONE CONSIGLIATA-RECOMMENDED APPLICATION APPLICAZIONE POSSIBILE - POSSIBLE APPLICATION EMPFOHLENER EINSATZ - APPLICATION CONSEILLÉE MÖGLICHE ANWENDUNG - APPLICATION POSSIBLE
23 Scelta dell inserto e parametri di lavoro - Choice of the insert and machining parameters Auswahl der platte und schnittdaten - Choix de la plaquette et paramétres de travail P M K N S H MATERIALI - MATERIALS VDI 3323 GR. HB Rm 1) HRC 2) Vc m/min fn mm ACCIAIO NON LEGATO - NOT ALLOY STEEL ,01-0,03 ACCIAIO POCO LEGATO - LOW ALLOY STEEL ,01-0,03 ACCIAIO ALTO LEGATO - ALLOY STEEL ,01-0,03 INOX MARTENS. - STAINLESS STEEL MART ,01-0,03 INOX AUST. DUPLEX - STAINLESS STEEL AUST ,01-0,03 GHISA GRIGIA - GREY CAST IRON ,01-0,03 GHISA SFEROIDALE - SPHEROIDAL GRAPHITE ,01-0,03 GHISA MALLEABILE - MALLEABLE CAST IRON ,01-0,03 ALLUMINIO E SUE LEGHE - ALUMINIUM ,01-0,03 RAME E SUE LEGHE - COPPER ,01-0,03 NON METALLICI - PLASTICS / ,01-0,03 LEGHE RESIST. CALORE - HIG. TEMP. ALLOY ,01-0,03 TITANIO E SUE LEGHE - TITANIUM ) ,01-0,03 ACCIAIO TEMPRATO - HARDENED STEEL ) Vc n = ØD. 3,14 Vf = fn. n = mm/min = giri/min (min -1 ) Vc = m/min VELOCITÀ DI TAGLIO - CUTTING SPEED n = giri/min (min -1 ) NUMERO DI GIRI - NUMBER OF REVOLUTIONS fn = mm AVANZAMENTO AL GIRO - FEED / REVOLUTION Vf = mm/min VELOCITÀ DI AVANZAMENTO - FEED SPEED NOTE - NOTES 23
24 Utensili per scnalatura interna Internal grooving tools Innen-Nutendrehwerkzeuge Outils de rainures intérieures S R R/L Scanalatura - Grooving t max. w r X 1 X h6 a f h6 ØDmin L1 L2 art. S100-TS-06.. ART. In figura utensile destro - Right-hand shown L R Prezzo Listino Price List (mm) ØDmin 1 f a tmax r w S R R/L 6,2 6 3,95 2,95 5,95 1,8 0, L1 L2 P M K N S H HW NON RIV. CEMENTED CARBIDE GRADES HC RIVESTITI COATED GRADES BESCHICHTET RECOUVERTS S R R/L 6,2 6 3,95 2,95 5,95 1,8 1, DISPONIBILI - IN STOCK - LIEFERBAR - DISPONIBLES / NEW A RICHIESTA - ON REQUEST - AUF ANFRAGE - SUR DEMANDE / NEW APPLICAZIONE CONSIGLIATA-RECOMMENDED APPLICATION APPLICAZIONE POSSIBILE - POSSIBLE APPLICATION EMPFOHLENER EINSATZ - APPLICATION CONSEILLÉE MÖGLICHE ANWENDUNG - APPLICATION POSSIBLE
25 Scelta dell inserto e parametri di lavoro - Choice of the insert and machining parameters Auswahl der platte und schnittdaten - Choix de la plaquette et paramétres de travail P M K N S H MATERIALI - MATERIALS VDI 3323 GR. HB Rm 1) HRC 2) Vc m/min fz mm ACCIAIO NON LEGATO - NOT ALLOY STEEL ,01-0,03 ACCIAIO POCO LEGATO - LOW ALLOY STEEL ,01-0,03 ACCIAIO ALTO LEGATO - ALLOY STEEL ,01-0,03 INOX MARTENS. - STAINLESS STEEL MART ,01-0,03 INOX AUST. DUPLEX - STAINLESS STEEL AUST ,01-0,03 GHISA GRIGIA - GREY CAST IRON ,01-0,03 GHISA SFEROIDALE - SPHEROIDAL GRAPHITE ,01-0,03 GHISA MALLEABILE - MALLEABLE CAST IRON ,01-0,03 ALLUMINIO E SUE LEGHE - ALUMINIUM ,01-0,03 RAME E SUE LEGHE - COPPER ,01-0,03 NON METALLICI - PLASTICS / ,01-0,03 LEGHE RESIST. CALORE - HIG. TEMP. ALLOY ,01-0,03 TITANIO E SUE LEGHE - TITANIUM ) ,01-0,03 ACCIAIO TEMPRATO - HARDENED STEEL ) Vc n = ØD. 3,14 Vf = fn. n = mm/min = giri/min (min -1 ) Vc = m/min VELOCITÀ DI TAGLIO - CUTTING SPEED n = giri/min (min -1 ) NUMERO DI GIRI - NUMBER OF REVOLUTIONS fn = mm AVANZAMENTO AL GIRO - FEED / REVOLUTION Vf = mm/min VELOCITÀ DI AVANZAMENTO - FEED SPEED NOTE - NOTES 25
26 Utensili per scanalatura troncatura, tornitura interna Internal grooving, parting and turning tools Werkzeuge zum Innen-Nutendrehen, -Abstechen und -Drehen Outils à rainurer, à tronçonner et pour tournage intérieur S I R/L Scanalatura Frontale - Face Grooving R L tmax. h6 f W r L1 h6 ØDmin L2 art. S100-TS-06.. ART. In figura utensile destro - Right-hand shown L R Prezzo Listino Price List (mm) ØDmin f tmax r w S I R/L 6,2 6 2,95 2 0,15 1, L1 L2 P M K N S H HW NON RIV. CEMENTED CARBIDE GRADES HC RIVESTITI COATED GRADES BESCHICHTET RECOUVERTS S I R/L 6,2 6 2,95 3 0,15 1, S I R/L 6,2 6 2,95 4 0,15 2, S I R/L 6,2 6 2,95 5 0,15 2, S I R/L 6,2 6 2,95 6 0,15 3, DISPONIBILI - IN STOCK - LIEFERBAR - DISPONIBLES / NEW A RICHIESTA - ON REQUEST - AUF ANFRAGE - SUR DEMANDE / NEW APPLICAZIONE CONSIGLIATA-RECOMMENDED APPLICATION APPLICAZIONE POSSIBILE - POSSIBLE APPLICATION EMPFOHLENER EINSATZ - APPLICATION CONSEILLÉE MÖGLICHE ANWENDUNG - APPLICATION POSSIBLE
27 Scelta dell inserto e parametri di lavoro - Choice of the insert and machining parameters Auswahl der platte und schnittdaten - Choix de la plaquette et paramétres de travail P M K N S H MATERIALI - MATERIALS VDI 3323 GR. HB Rm 1) HRC 2) Vc m/min fn mm ACCIAIO NON LEGATO - NOT ALLOY STEEL ,01-0,05 ACCIAIO POCO LEGATO - LOW ALLOY STEEL ,01-0,05 ACCIAIO ALTO LEGATO - ALLOY STEEL ,01-0,05 INOX MARTENS. - STAINLESS STEEL MART ,01-0,05 INOX AUST. DUPLEX - STAINLESS STEEL AUST ,01-0,05 GHISA GRIGIA - GREY CAST IRON ,01-0,05 GHISA SFEROIDALE - SPHEROIDAL GRAPHITE ,01-0,05 GHISA MALLEABILE - MALLEABLE CAST IRON ,01-0,05 ALLUMINIO E SUE LEGHE - ALUMINIUM ,01-0,05 RAME E SUE LEGHE - COPPER ,01-0,05 NON METALLICI - PLASTICS / ,01-0,05 LEGHE RESIST. CALORE - HIG. TEMP. ALLOY ,01-0,05 TITANIO E SUE LEGHE - TITANIUM ) ,01-0,05 ACCIAIO TEMPRATO - HARDENED STEEL ) Vc n = ØD. 3,14 Vf = fn. n = mm/min = giri/min (min -1 ) Vc = m/min VELOCITÀ DI TAGLIO - CUTTING SPEED n = giri/min (min -1 ) NUMERO DI GIRI - NUMBER OF REVOLUTIONS fn = mm AVANZAMENTO AL GIRO - FEED / REVOLUTION Vf = mm/min VELOCITÀ DI AVANZAMENTO - FEED SPEED NOTE - NOTES 27
28 Utensili per scanalatura troncatura, tornitura esterna External grooving perting turning tools Werkzeuge zum Aussen-Nutendrehen, -Abstechen und -Drehen Outils à rainurer, à tronçonner et pour tournage extérieur S E R/L Scanalatura Frontale - Face Grooving R L r tmax. h6 f W h6 ØDmin L1 L2 art. S100-TS-06.. ART. In figura utensile destro - Right-hand shown L R Prezzo Listino Price List (mm) ØDmin f tmax r w S E R/L 6,2 6 2,95 2 0,15 1, L1 L2 P M K N S H HW NON RIV. CEMENTED CARBIDE GRADES HC RIVESTITI COATED GRADES BESCHICHTET RECOUVERTS S E R/L 6,2 6 2,95 3 0,15 1, S E R/L 6,2 6 2,95 4 0,15 2, S E R/L 6,2 6 2,95 5 0,15 2, S E R/L 6,2 6 2,95 6 0,15 3, DISPONIBILI - IN STOCK - LIEFERBAR - DISPONIBLES / NEW A RICHIESTA - ON REQUEST - AUF ANFRAGE - SUR DEMANDE / NEW APPLICAZIONE CONSIGLIATA-RECOMMENDED APPLICATION APPLICAZIONE POSSIBILE - POSSIBLE APPLICATION EMPFOHLENER EINSATZ - APPLICATION CONSEILLÉE MÖGLICHE ANWENDUNG - APPLICATION POSSIBLE
29 Scelta dell inserto e parametri di lavoro - Choice of the insert and machining parameters Auswahl der platte und schnittdaten - Choix de la plaquette et paramétres de travail P M K N S H MATERIALI - MATERIALS VDI 3323 GR. HB Rm 1) HRC 2) Vc m/min fn mm ACCIAIO NON LEGATO - NOT ALLOY STEEL ,01-0,05 ACCIAIO POCO LEGATO - LOW ALLOY STEEL ,01-0,05 ACCIAIO ALTO LEGATO - ALLOY STEEL ,01-0,05 INOX MARTENS. - STAINLESS STEEL MART ,01-0,05 INOX AUST. DUPLEX - STAINLESS STEEL AUST ,01-0,05 GHISA GRIGIA - GREY CAST IRON ,01-0,05 GHISA SFEROIDALE - SPHEROIDAL GRAPHITE ,01-0,05 GHISA MALLEABILE - MALLEABLE CAST IRON ,01-0,05 ALLUMINIO E SUE LEGHE - ALUMINIUM ,01-0,05 RAME E SUE LEGHE - COPPER ,01-0,05 NON METALLICI - PLASTICS / ,01-0,05 LEGHE RESIST. CALORE - HIG. TEMP. ALLOY ,01-0,05 TITANIO E SUE LEGHE - TITANIUM ) ,01-0,05 ACCIAIO TEMPRATO - HARDENED STEEL ) Vc n = ØD. 3,14 Vf = fn. n = mm/min = giri/min (min -1 ) Vc = m/min VELOCITÀ DI TAGLIO - CUTTING SPEED n = giri/min (min -1 ) NUMERO DI GIRI - NUMBER OF REVOLUTIONS fn = mm AVANZAMENTO AL GIRO - FEED / REVOLUTION Vf = mm/min VELOCITÀ DI AVANZAMENTO - FEED SPEED NOTE - NOTES 29
30 Utensili per scanalatura troncatura, tornitura interna Internal grooving, parting and turning tools Werkzeuge zum Innen-Nutendrehen, -Abstechen und -Drehen Outils à rainurer, à tronçonner et pour tournage intérieur S R...-I R/L Scanalatura Frontale - Face Grooving R L tmax. h6 f W r L1 h6 ØDmin L2 art. S100-TS-06.. ART. In figura utensile destro - Right-hand shown L R Prezzo Listino Price List (mm) ØDmin f tmax r w S R100-I R/L 6,2 6 2,95 2 0, L1 L2 P M K N S H HW NON RIV. CEMENTED CARBIDE GRADES HC RIVESTITI COATED GRADES BESCHICHTET RECOUVERTS S R200-I R/L 6,2 6 2,95 4 1, DISPONIBILI - IN STOCK - LIEFERBAR - DISPONIBLES / NEW A RICHIESTA - ON REQUEST - AUF ANFRAGE - SUR DEMANDE / NEW APPLICAZIONE CONSIGLIATA-RECOMMENDED APPLICATION APPLICAZIONE POSSIBILE - POSSIBLE APPLICATION EMPFOHLENER EINSATZ - APPLICATION CONSEILLÉE MÖGLICHE ANWENDUNG - APPLICATION POSSIBLE
31 Scelta dell inserto e parametri di lavoro - Choice of the insert and machining parameters Auswahl der platte und schnittdaten - Choix de la plaquette et paramétres de travail P M K N S H MATERIALI - MATERIALS VDI 3323 GR. HB Rm 1) HRC 2) Vc m/min fn mm ACCIAIO NON LEGATO - NOT ALLOY STEEL ,01-0,05 ACCIAIO POCO LEGATO - LOW ALLOY STEEL ,01-0,05 ACCIAIO ALTO LEGATO - ALLOY STEEL ,01-0,05 INOX MARTENS. - STAINLESS STEEL MART ,01-0,05 INOX AUST. DUPLEX - STAINLESS STEEL AUST ,01-0,05 GHISA GRIGIA - GREY CAST IRON ,01-0,05 GHISA SFEROIDALE - SPHEROIDAL GRAPHITE ,01-0,05 GHISA MALLEABILE - MALLEABLE CAST IRON ,01-0,05 ALLUMINIO E SUE LEGHE - ALUMINIUM ,01-0,05 RAME E SUE LEGHE - COPPER ,01-0,05 NON METALLICI - PLASTICS / ,01-0,05 LEGHE RESIST. CALORE - HIG. TEMP. ALLOY ,01-0,05 TITANIO E SUE LEGHE - TITANIUM ) ,01-0,05 ACCIAIO TEMPRATO - HARDENED STEEL ) Vc n = ØD. 3,14 Vf = fn. n = mm/min = giri/min (min -1 ) Vc = m/min VELOCITÀ DI TAGLIO - CUTTING SPEED n = giri/min (min -1 ) NUMERO DI GIRI - NUMBER OF REVOLUTIONS fn = mm AVANZAMENTO AL GIRO - FEED / REVOLUTION Vf = mm/min VELOCITÀ DI AVANZAMENTO - FEED SPEED NOTE - NOTES 31
32 Utensili per scanalatura troncatura, tornitura esterna External grooving perting turning tools Werkzeuge zum Aussen-Nutendrehen, -Abstechen und -Drehen Outils à rainurer, à tronçonner et pour tournage extérieur S R...-E R/L Scanalatura Frontale - Face Grooving R L r tmax. h6 f W h6 ØDmin L1 L2 art. S100-TS-06.. ART. In figura utensile destro - Right-hand shown L R Prezzo Listino Price List (mm) ØDmin f tmax r w S R100-E R/L 6,2 6 2,95 2 0, L1 L2 P M K N S H HW NON RIV. CEMENTED CARBIDE GRADES HC RIVESTITI COATED GRADES BESCHICHTET RECOUVERTS S R200-E R/L 6,2 6 2,95 4 1, DISPONIBILI - IN STOCK - LIEFERBAR - DISPONIBLES / NEW A RICHIESTA - ON REQUEST - AUF ANFRAGE - SUR DEMANDE / NEW APPLICAZIONE CONSIGLIATA-RECOMMENDED APPLICATION APPLICAZIONE POSSIBILE - POSSIBLE APPLICATION EMPFOHLENER EINSATZ - APPLICATION CONSEILLÉE MÖGLICHE ANWENDUNG - APPLICATION POSSIBLE
33 Scelta dell inserto e parametri di lavoro - Choice of the insert and machining parameters Auswahl der platte und schnittdaten - Choix de la plaquette et paramétres de travail P M K N S H MATERIALI - MATERIALS VDI 3323 GR. HB Rm 1) HRC 2) Vc m/min fn mm ACCIAIO NON LEGATO - NOT ALLOY STEEL ,01-0,05 ACCIAIO POCO LEGATO - LOW ALLOY STEEL ,01-0,05 ACCIAIO ALTO LEGATO - ALLOY STEEL ,01-0,05 INOX MARTENS. - STAINLESS STEEL MART ,01-0,05 INOX AUST. DUPLEX - STAINLESS STEEL AUST ,01-0,05 GHISA GRIGIA - GREY CAST IRON ,01-0,05 GHISA SFEROIDALE - SPHEROIDAL GRAPHITE ,01-0,05 GHISA MALLEABILE - MALLEABLE CAST IRON ,01-0,05 ALLUMINIO E SUE LEGHE - ALUMINIUM ,01-0,05 RAME E SUE LEGHE - COPPER ,01-0,05 NON METALLICI - PLASTICS / ,01-0,05 LEGHE RESIST. CALORE - HIG. TEMP. ALLOY ,01-0,05 TITANIO E SUE LEGHE - TITANIUM ) ,01-0,05 ACCIAIO TEMPRATO - HARDENED STEEL ) Vc n = ØD. 3,14 Vf = fn. n = mm/min = giri/min (min -1 ) Vc = m/min VELOCITÀ DI TAGLIO - CUTTING SPEED n = giri/min (min -1 ) NUMERO DI GIRI - NUMBER OF REVOLUTIONS fn = mm AVANZAMENTO AL GIRO - FEED / REVOLUTION Vf = mm/min VELOCITÀ DI AVANZAMENTO - FEED SPEED NOTE - NOTES 33
34 Utensili per smussatura Chamfering tools Werkzeuge zum Fasen Outils à chanfreiner S R/L Smussatura - Chamfering ØDmin 0,1min h6 f r h6 tmax. L2 art. S100-TS-06.. ART. In figura utensile destro - Right-hand shown L R Prezzo Listino Price List (mm) ØDmin f r α tmax S R/L 1 6 1,1 0,2 45 3,5 13 L2 P M K N S H HW NON RIV. CEMENTED CARBIDE GRADES HC RIVESTITI COATED GRADES BESCHICHTET RECOUVERTS S R/L 1 6 0,5 0,2 60 4, DISPONIBILI - IN STOCK - LIEFERBAR - DISPONIBLES / NEW A RICHIESTA - ON REQUEST - AUF ANFRAGE - SUR DEMANDE / NEW APPLICAZIONE CONSIGLIATA-RECOMMENDED APPLICATION APPLICAZIONE POSSIBILE - POSSIBLE APPLICATION EMPFOHLENER EINSATZ - APPLICATION CONSEILLÉE MÖGLICHE ANWENDUNG - APPLICATION POSSIBLE
35 Scelta dell inserto e parametri di lavoro - Choice of the insert and machining parameters Auswahl der platte und schnittdaten - Choix de la plaquette et paramétres de travail P M K N S H MATERIALI - MATERIALS VDI 3323 GR. HB Rm 1) HRC 2) Vc m/min fn mm ACCIAIO NON LEGATO - NOT ALLOY STEEL ,01-0,05 ACCIAIO POCO LEGATO - LOW ALLOY STEEL ,01-0,05 ACCIAIO ALTO LEGATO - ALLOY STEEL ,01-0,05 INOX MARTENS. - STAINLESS STEEL MART ,01-0,05 INOX AUST. DUPLEX - STAINLESS STEEL AUST ,01-0,05 GHISA GRIGIA - GREY CAST IRON ,01-0,05 GHISA SFEROIDALE - SPHEROIDAL GRAPHITE ,01-0,05 GHISA MALLEABILE - MALLEABLE CAST IRON ,01-0,05 ALLUMINIO E SUE LEGHE - ALUMINIUM ,01-0,05 RAME E SUE LEGHE - COPPER ,01-0,05 NON METALLICI - PLASTICS / ,01-0,05 LEGHE RESIST. CALORE - HIG. TEMP. ALLOY ,01-0,05 TITANIO E SUE LEGHE - TITANIUM ) ,01-0,05 ACCIAIO TEMPRATO - HARDENED STEEL ) Vc n = ØD. 3,14 Vf = fn. n = mm/min = giri/min (min -1 ) Vc = m/min VELOCITÀ DI TAGLIO - CUTTING SPEED n = giri/min (min -1 ) NUMERO DI GIRI - NUMBER OF REVOLUTIONS fn = mm AVANZAMENTO AL GIRO - FEED / REVOLUTION Vf = mm/min VELOCITÀ DI AVANZAMENTO - FEED SPEED NOTE - NOTES 35
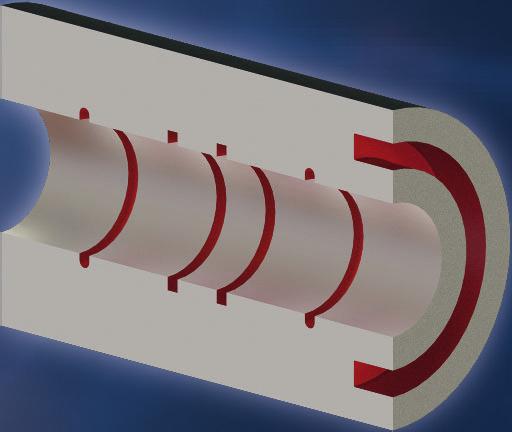
36 Utensili per filettatura interna Internal threading tools Werkzeuge zum Innengewindedrehen Outils de filetage intérieur S R Filettatura ISO Profilo Parziale ISO Threading, Partial Profile P tmax w s X 1 X h6 a f h6 ØDmin L1 L2 art. S100-TS-.. ART. In figura utensile destro - Right-hand shown L R Prezzo Listino Price List (mm) ØDmin P(min) P(max) 1 f a tmax s w S R 4,2 4 0,50 0,70 2,95 1,95 3,95 0,4 0,35 0, L1 L2 P M K N S H HW NON RIV. CEMENTED CARBIDE GRADES HC RIVESTITI COATED GRADES BESCHICHTET RECOUVERTS S R 4,8 5 1,00 1,25 3,55 2,25 4,55 0,7 0,55 0, S R 4,8 5 1,00 1,25 3,55 2,25 4,55 0,7 0,55 0, S R 6,2 6 1,25 1,50 3,95 2,95 5,95 0,84 0,75 0, S R 6,2 6 1,25 1,50 3,95 2,95 5,95 0,84 0,75 0, S R 6,2 6 1,50 1,75 3,95 2,95 5,95 0,98 0,80 0, S R 6,2 6 1,50 1,75 3,95 2,95 5,95 0,98 0,80 0, DISPONIBILI - IN STOCK - LIEFERBAR - DISPONIBLES / NEW A RICHIESTA - ON REQUEST - AUF ANFRAGE - SUR DEMANDE / NEW APPLICAZIONE CONSIGLIATA-RECOMMENDED APPLICATION APPLICAZIONE POSSIBILE - POSSIBLE APPLICATION EMPFOHLENER EINSATZ - APPLICATION CONSEILLÉE MÖGLICHE ANWENDUNG - APPLICATION POSSIBLE
37 Scelta dell inserto e parametri di lavoro - Choice of the insert and machining parameters Auswahl der platte und schnittdaten - Choix de la plaquette et paramétres de travail P M K N S H MATERIALI - MATERIALS VDI 3323 GR. HB Rm 1) HRC 2) ACCIAIO NON LEGATO - NOT ALLOY STEEL ACCIAIO POCO LEGATO - LOW ALLOY STEEL ACCIAIO ALTO LEGATO - ALLOY STEEL INOX MARTENS. - STAINLESS STEEL MART INOX AUST. DUPLEX - STAINLESS STEEL AUST GHISA GRIGIA - GREY CAST IRON GHISA SFEROIDALE - SPHEROIDAL GRAPHITE GHISA MALLEABILE - MALLEABLE CAST IRON ALLUMINIO E SUE LEGHE - ALUMINIUM RAME E SUE LEGHE - COPPER NON METALLICI - PLASTICS / LEGHE RESIST. CALORE - HIG. TEMP. ALLOY TITANIO E SUE LEGHE - TITANIUM ) ACCIAIO TEMPRATO - HARDENED STEEL ) Vc m/min Vc n = ØD. 3,14 Vf = fn. n = mm/min = giri/min (min -1 ) Vc = m/min VELOCITÀ DI TAGLIO - CUTTING SPEED n = giri/min (min -1 ) NUMERO DI GIRI - NUMBER OF REVOLUTIONS fn = mm AVANZAMENTO AL GIRO - FEED / REVOLUTION Vf = mm/min VELOCITÀ DI AVANZAMENTO - FEED SPEED PASSO - PITCH P (DUREZZA N/mm 2 ) - (HARDNESS N/mm 2 ) NUMERO DI PASSATE - NUMBER OF PASSES mm Gg/ TPI >1150 M K N S 0, , , , , , ,0-3, IL NUMERO DI PASSATE E UN VALORE DA CONSIDERARE PURAMENTE INDICATIVO THE NUMBER OF PASSES IS TO BE CONSIDERED PURELY INDICATIVE LE PASSATE DI FINITURA NON SONO CONSIDERATE IN TABELLA THE FINISHING PASSES ARE NOT INCLUDED IN THE CHART NOTE - NOTES 37




38 38
39 Panoramica qualità - General view - Qualitätsübersicht - Vue d ensemble qualité DIN ISO 513 P ACCIAI STEELS STAHL ACIERS M ACCIAI INOSSIDABILI STAINLESS STEELS ROSTFREIER STAHL ACIER INOXYDABLE K GHISE CAST IRON GRAUGUSS FONTE GRISE N NON FERROSI NONFERROUS NICHTEISENMA PAS FERREUX S MAT.DIFFICILI DIFFICULT MATERIAL SCHWIERIGE MATERILIEN MAT.DIFICILES H MATERIALI DURI HARD MATERIALS HARTE MATERIALIEN MATÉRIAUX DURS HW HC TENACITÀ - TOUGHNESS - ZÄHIGKEIT - TÉNACITÉ RESISTENZA ALL USURA - RESISTANCE TO WEAR - VERSCHLEISSFESTIGKEIT - RÈSISTANCE À L USURE AVANZAMENTO - FEED - VORSCHUB - AVANCE VELOCITÀ - SPEED - GESCHWINDIGKEIT - VITESSE HT CERMET HW METALLO DURO NON RICOPERTO UNCOATED CARBIDE UNBESCHICHTETES HARTMETALL MÉTAL DUR PAS RECOUVERT HC METALLO DURO RICOPERTO COATED CARBIDE BESCHICHTETES HARTMETALL MÉTAL DUR RECOUVERT Impiego delle qualità - Application of the grade - Einsatz der verschiedenen sorten - Utilisation de les qualitèes SHG DIN ISO 513 MATERIALE - MATERIAL MATERIALIEN - MATÉRIAUX P M K N S H ACCIAI STEELS STAHL ACIER ACCIAI INOX STAINLESS STEELS ROSTFREIER STAHL ACIER INOXYDABLE GHISA CAST IROIN GRAUGUSS FONTE GRISE MAT.NON FERROSI NONFERROUS MAT. NICHTEISENMATERIALIEN MAT. FERREUX MAT.DIFFICILI DIFFICULT MATERIAL SCHWIERIGE MATERILIEN MAT. DIFICILES MATERIALI DURI HARD MATERIALS HARTE MATERIALIEN MATÉRIAUX DURS QUICK PICK Tenacità Toughness + - INDICAZIONI - USO HW K30-40 N QUALITÀ ADATTA PER MATERIALI NON FERROSI - METALLO DURO DI ALTA TENACITÀ, IDEALE ANCHE IN CONDIZIONI DI TAGLIO DIFFICILI - GRADE SUITABLE FOR NON-FERROUS MATERIALS - VERY TOUGH HARD METAL, IDEALLY SUITED ALSO UNDER DIFFICULT CUTTING CONDITIONS HC PVD P30-40 M30-40 K30-40 S30-40 H BUONA RESISTENZA ALL USURA - ELEVATA STABILITÀ ALLO SHOCK TERMICO - MOLTO TENACE, ADATTO ANCHE IN CONDIZIONI DI TAGLIO DIFFICILI - GOOD RESISTANCE TO WEAR - HIGH THERMAL SHOCK RESISTANCE - VERY TOUGH, ALSO SUITABLE UNDER DIFFICULT CUTTING CONDITIONS APPLICAZIONE CONSIGLIATA RECOMMENDED APPLICATION EMPFOHLENER EINSATZ APPLICATION CONSEILLÉE APPLICAZIONE POSSIBILE POSSIBLE APPLICATION MÖGLICHE ANWENDUNG APPLICATION POSSIBLE APPLICAZIONE CONSIGLIATA RECOMMENDED APPLICATION EMPFOHLENER EINSATZ APPLICATION CONSEILLÉE APPLICAZIONE POSSIBILE POSSIBLE APPLICATION MÖGLICHE ANWENDUNG APPLICATION POSSIBLE 39
40 PARAMETRI DI TAGLIO - CUTTING DATA SCHNTTPARAMETER - PARAMETRES DE COUPE P M K N S H MATERIALI - MATERIALS VDI 3323 GR. HB Rm 1) HRC 2) ACCIAIO NON LEGATO - NOT ALLOY STEEL ACCIAIO POCO LEGATO - LOW ALLOY STEEL ACCIAIO ALTO LEGATO - ALLOY STEEL INOX MARTENS. - STAINLESS STEEL MART INOX AUST. DUPLEX - STAINLESS STEEL AUST GHISA GRIGIA - GREY CAST IRON GHISA SFEROIDALE - SPHEROIDAL GRAPHITE GHISA MALLEABILE - MALLEABLE CAST IRON ALLUMINIO E SUE LEGHE - ALUMINIUM RAME E SUE LEGHE - COPPER NON METALLICI - PLASTICS / LEGHE RESIST. CALORE - HIG. TEMP. ALLOY TITANIO E SUE LEGHE - TITANIUM ) ACCIAIO TEMPRATO - HARDENED STEEL ) Vc m/min LAVORAZIONI MACHINING AVANZAMENTO f (mm/giro) FEED f (mm/rev.) COPIATURA COPY 0,02-0,08 SCANALATURA GROOVING 0,01-0,03 SCANALATURA FRONTALE FACE GROOVING 0,01-0,05 40
41 SIGLE E FORMULE GENERALI - GENERAL ACRONYMS AND FORMULAS ALLGEMEINE KÜRZEL UND FORMELN - ACRONYMES ET FORMULES GENERAUX Vc f r ØD ØD n k ap ap ap (mm) = PROFONDITÀ DI TAGLIO = CUTTING DEPTH d (mm) = DIAMETRO DEL PEZZO = WORKPIECE DIAMETER fn (mm) = AVANZAMENTO AL GIRO = FEED / REV. h (mm) = SPESSORE DEL TRUCIOLO = CHIP THICKNESS k ( ) = ANGOLO DI ATTACCO = CUTTING ANGLE Kc (N/mm 2 ) = FORZA DI TAGLIO SPECIFICA = SPECIFIC CUTTING FORCE Kc1.1 (N/mm 2 ) = FORZA DI STRAPPAMENTO SPECIFICA DEL MATERIALE LAVORATO = SPECIFIC TEARING FORCE OF MACHINED MATERIAL mc = ESPONENTE DI INCREMENTO DELLA FORZA DI TAGLIO = CUTTING FORCE INCREMENT n (giri/min - min -1 ) = NUMERO DI GIRI AL MINUTO = NUMBER OF REVOLUTIONS / MIN Pc (KW) = POTENZA ASSORBITA = ABSORBED POWER Q (cm 3 /min) = VOLUME DEL TRUCIOLO ASPORTATO = VOLUME OF CHIP REMOVED r ε (mm) = RAGGIO DI PUNTA DELL INSERTO = INSERT CORNER RADIUS Vc (m/min) = VELOCITÀ DI TAGLIO = CUTTING SPEED η (0,7-0,85) = RENDIMENTO MECCANICO DELLA MACCHINA = MECHANICAL EFFICENCY OF THE MACHINE Vc (m/min) = D. 3,14. n 1000 n (giri/min - min -1 ) = Vc D. 3,14 h (mm) = fn. sin k Kc (N/mm 2 ) Kc1.1 h mc - APPROSSIMATA: NON TIENE CONTO DELL ANGOLO DI TAGLIO - APPROXIMATE VALUE: CUTTING ANGLE NOT TAKEN INTO CONSIDERATION Pc (KW) = Vc. fn. ap. Kc η Q (cm 3 /min) = Vc. fn. ap 41
42 RUGOSITÀ / FINITURA SUPERFICIALE - ROUGHNESS / SURFACE FINISH RAUHEIT / OBERFLÄCHENGÜTE - RUGOSITE / FINITION DE SURFACE - La rugosità massima teorica Rmax é determinata dalla combinazione del raggio di punta dell inserto r ε e dall avanzamento al giro fn. - Le formule e gli schemi riportati in questa pagina, sono in forma approssimata nei quali si pone: Rmax Rt, Ry, Rz.. - Non esiste una relazione matematica per la conversione dei vari sistemi di misurazione della rugosità, per cui i valori riportati nella tabella sono da ritenersi orientativi. - The Maximum theoretical roughness Rmax is determined by a combination of the insert corner radius r ε and the feed for revolution fn. - The formulas and tables are listed on this page in an approximate form, with: Rmax Rt, Ry, Rz.. - No mathematical relatioship exists for conversion between the various systems for measuring roughness; therefore, the values listed in the table are to be considered merely indicative. Rmax ( m) 50 r =0,4 Rt 40 r r r =0,8 r =1,2 f 10 fn (mm 0,05 0,10 0,15 0,20 0,25 0,30 0,35 0,40 Rmax (μm) fn r ε - TEORICA, APPROSSIMATA - APPROXIMATE THEORETICAL FORMULA fn (mm) Rmax. r ε 125 RUGOSITÀ - FINITURA SUPERFICIALE ROUGHNESS SURFACE FINISHING Ra Rt, Ry,Rz CL R (FR) μm μm RAGGIO DI PUNTA - CORNER RADIUS rε (mm) 0,2 0,4 0,8 1,2 1,6 2,4 AVANZAMENTO AL GIRO - FEED PER REVOLUTION fn (mm) N12 - / / / / / 1, N11 - / / / 0,97 1,12 1,38 12, N10 R100 / / 0,57 0,7 0,81 0,99 6, N9 R40 / 0,29 0,42 0,51 0,59 0,72 3, N8 R25/R16 0,15 0,21 0,3 0,37 0,42 0,52 1,6 5,9-8 N7 R10 0,1 0,15 0,21 0,26 0,3 0,36 0,8 3-4,8 N6 R6,3 0,08 0,11 0,16 0,19 0,22 0,27 0,4 1,6-2,8 N5 R3,2/R2 0,06 0,08 0,12 0,15 0,17 0,21 0,2 1-1,8 N4 R1,25 0,05 0,07 0,09 0,12 0,13 0,16 42
43 TIPOLOGIE DI USURA DEL TAGLIENTE - TYPES OF TOOL WEAR ART DER SCHNEIDENABNUTZUNG - TYPOLOGIES D USURE DU TRANCHANT CRATERIZZAZIONE - CRATER WEAR - Diminuire la velocità di taglio. - Ridurre l avanzamento. - Scegliere una qualità più resistente all usura. - Controllare se il refrigerante é usato correttamente. - Reduce cutting speed - Reduce feed - Change to a more wear-resistant grade - Supply cutting fluid in adequate volume USURA SUL FIANCO - FLANK WEAR - Aumentare l avanzamento. - Scegliere una qualità più resistente all usura. - Ridurre la velocità di taglio. - Increase feed - Change to a more wear-resistant grade - Reduce cutting speed SCHEGGIATURA - CHIPPING - Usare una qualità più tenace. - Aumentare la stabilità della lavorazione. - Velocità di taglio troppo bassa. - Avanzamento troppo elevato. - Change to a tougher grade - Increase machining stability - Cutting speed is too high - Feed rate is too high DEFORMAZIONE PLASTICA - PLASTIC DEFORMATION - Usare il refrigerante correttamente. - Diminuire la velocità di taglio. - Scegliere una qualità più resistente all usura. - Ridurre l avanzamento. - Supply cutting fluid in adequate volume - Reduce the cutting speeds - Change to a more wear-resistant grade - Reduce feed rate FORMAZIONE DEL TAGLIENTE DI RIPORTO - CHIP WELDING - Aumentare la velocità di taglio. - Utilizzare un rivestimento adeguato. - Scegliere un inserto con maggior angolo di spoglia superiore. - Increase cutting speed - Tool grade with low affinity (coated grade - cermet grade). - Select an insert with a greater face rake angle ROTTURA DEL TAGLIENTE - FRACTURE OF THE CUTTING EDGE - Scegliere una qualità più tenace. - Diminuire l avanzamento. - Scegliere un inserto con tagliente rinforzato. - Change to a tougher grade - Reduce feed rate - Select an insert with reinforced cutting edge 43
 Italy Tel. 0039 011 8960193 Fax. 0039 011 8960193 sautorino@sautool.it www.sautool.it certified UNI EN ISO 9001 : 2015 Organismo accreditato da ACCREDIA Body accredited by ACCREDIA SAU S.")
44 Made In Italy FILIALE DI MODENA MODENA SUBSIDIARY Via Mozart, Modena (MO) Italy Tel Fax FILIALE DI TORINO TORINO SUBSIDIARY Strada Vicinale della Cebrosa 86-A Torino (TO) Italy Tel Fax certified UNI EN ISO 9001 : 2015 Organismo accreditato da ACCREDIA Body accredited by ACCREDIA SAU S.p.A. Via dei Raseni, 6/B Polinago (MO) Italy Tel Fax infosau@sautool.it
NEWS 219/8 AGGIORNAMENTO GAMMA SDQ..20R NUOVE PUNTE AD INSERTI CON ATTACCO MINORATO SDQM..
 NEWS 219/8 AGGIORNAMENTO GAMMA SDQ..20R NUOVE PUNTE AD INSERTI CON ATTACCO MINORATO SDQM.. RANGE UPDATE SDQ..20R NEW INDEXABLE INSERTS DRILLS SDQM.. WITH UNDERSIZED CONNECTION SDQ SDQ M NEW Punta ad inserti
NEWS 219/8 AGGIORNAMENTO GAMMA SDQ..20R NUOVE PUNTE AD INSERTI CON ATTACCO MINORATO SDQM.. RANGE UPDATE SDQ..20R NEW INDEXABLE INSERTS DRILLS SDQM.. WITH UNDERSIZED CONNECTION SDQ SDQ M NEW Punta ad inserti
PUNTE A CENTRARE CENTER DRILLS / ZENTRIERBOHRER / POINTES A CENTRER / BROCAS CENTRADORAS
 PUNTE A CENTRARE CENTER DRILLS / ZENTRIERBOHRER / POINTES A CENTRER / BROCAS CENTRADORAS M.D.I. Punte a centrare Z2 90 HM center drills Z2 90 VHM-zentrierbohrer Z2 90 M.D.I. Pointes a centrer Z2 90 SCR0184
PUNTE A CENTRARE CENTER DRILLS / ZENTRIERBOHRER / POINTES A CENTRER / BROCAS CENTRADORAS M.D.I. Punte a centrare Z2 90 HM center drills Z2 90 VHM-zentrierbohrer Z2 90 M.D.I. Pointes a centrer Z2 90 SCR0184
UTENSILI MULTIUSO FORANTI: SMT..
 NEWS 214/4 UTENSILI MULTIUSO FORANTI: SMT.. ALL-PURPOSE DRILLING TOOLS: SMT.. 5 LAVORAZIONI, UN UNICO UTENSILE 5 INSERTO WCHX.. MACHINING OPERATIONS, ONE TOOL WCHX.. INSERT Utensili multiuso foranti All-purpose
NEWS 214/4 UTENSILI MULTIUSO FORANTI: SMT.. ALL-PURPOSE DRILLING TOOLS: SMT.. 5 LAVORAZIONI, UN UNICO UTENSILE 5 INSERTO WCHX.. MACHINING OPERATIONS, ONE TOOL WCHX.. INSERT Utensili multiuso foranti All-purpose
FRESE S1502.8W.. PER ALTI AVANZAMENTI
 NEWS 216/1 FRESE S1502.8W.. PER ALTI AVANZAMENTI MILLING-CUTTERS S1502.8W.. FOR HIGH FEEDS INSERTO BILATERALE WNMT.. CON 6 TAGLIENTI UTILI BILATERAL INSERT WNMT.. WITH 6 USABLE CUTTING EDGES Frese per
NEWS 216/1 FRESE S1502.8W.. PER ALTI AVANZAMENTI MILLING-CUTTERS S1502.8W.. FOR HIGH FEEDS INSERTO BILATERALE WNMT.. CON 6 TAGLIENTI UTILI BILATERAL INSERT WNMT.. WITH 6 USABLE CUTTING EDGES Frese per
NEWS 215/3 FRESE S CON NUOVA GAMMA DI INSERTI LNMM.. S MILLING CUTTERS WITH NEW LNMM.. INSERT RANGE NEW
 NEWS 5/ FRESE S900.. CON NUOVA GAMMA DI INSERTI LNMM.. S900.. MILLING CUTTERS WIT NEW LNMM.. INSERT RANGE LNMM 5008.F56 NEW P K K P M Frese er Sallament () - Sulder milling cutters () - Eckraeser () -
NEWS 5/ FRESE S900.. CON NUOVA GAMMA DI INSERTI LNMM.. S900.. MILLING CUTTERS WIT NEW LNMM.. INSERT RANGE LNMM 5008.F56 NEW P K K P M Frese er Sallament () - Sulder milling cutters () - Eckraeser () -
FRESE S1503..W.. PER ALTI AVANZAMENTI
 NEWS 216/6 FRESE S1503..W.. PER ALTI AVANZAMENTI MILLING-CUTTERS S1503..W.. FOR HIGH FEEDS INSERTO BILATERALE LNMT.. CON 4 TAGLIENTI UTILI BILATERAL INSERT LNMT.. WITH 4 USABLE CUTTING EDGES Frese per
NEWS 216/6 FRESE S1503..W.. PER ALTI AVANZAMENTI MILLING-CUTTERS S1503..W.. FOR HIGH FEEDS INSERTO BILATERALE LNMT.. CON 4 TAGLIENTI UTILI BILATERAL INSERT LNMT.. WITH 4 USABLE CUTTING EDGES Frese per
TRC 14,5 25 TRI TRW NEW GSTN...X54 NUOVI UTENSILI PER SCANALATURA E TAGLIO TRC..-TRI..-TRW..-TRF..
 NES 218/3 NUOVI UTENSILI ER SCANALATURA E TAGLIO TRC..-TRI..-TR..-TRF.. NE GROOVING AND ARTING TOOLS TRC.. - TRI.. - TR.. - TRF.. TRI NE TR TRC GSTN...X5 1,5 25 Utensili per scanalatura troncatura, tornitura
NES 218/3 NUOVI UTENSILI ER SCANALATURA E TAGLIO TRC..-TRI..-TR..-TRF.. NE GROOVING AND ARTING TOOLS TRC.. - TRI.. - TR.. - TRF.. TRI NE TR TRC GSTN...X5 1,5 25 Utensili per scanalatura troncatura, tornitura
When. increased stability. is required
 When increased stability is required La scelta ottimale per le lavorazioni di Acciai inossidabili, Inconel e superleghe resistenti al calore (HRSA), Titanio e sue leghe. Quando è richiesta maggiore stabilità.
When increased stability is required La scelta ottimale per le lavorazioni di Acciai inossidabili, Inconel e superleghe resistenti al calore (HRSA), Titanio e sue leghe. Quando è richiesta maggiore stabilità.
NUOVE FRESE S4502-8W.. PER SPIANATURA
 NEWS 218/4 NUOVE FRESE S4502-8W.. PER SPIANATURA NEW FACE ILLING CUTTERS S4502-8W.. LATO A SIDE A 8 1 7 2 6 3 5 4 NEW 14 LATO B SIDE B 15 16 9 13 12 11 10 INSERTO.. CON 16 TAGLIENTI UTILI.. INSERT WITH
NEWS 218/4 NUOVE FRESE S4502-8W.. PER SPIANATURA NEW FACE ILLING CUTTERS S4502-8W.. LATO A SIDE A 8 1 7 2 6 3 5 4 NEW 14 LATO B SIDE B 15 16 9 13 12 11 10 INSERTO.. CON 16 TAGLIENTI UTILI.. INSERT WITH
TECNOLOGIA DI FORATURA PUNTE IN METALLO DURO INTEGRALE DRILLING TECHNOLOGY SOLID CARBIDE DRILL TECHNOLOGIE DE PERÇAGE FORETS EN CARBURE MONOBLOC
 1 TECNOLOGIA DI FORATURA PUNTE IN METALLO DURO INTEGRALE DRILLING TECHNOLOGY SOLID CARBIDE DRILL TECHNOLOGIE DE PERÇAGE FORETS EN CARBURE MONOBLOC TECNOLOGÍA DE PERFORACIÓN BROCAS DE METAL DURO INTEGRAL
1 TECNOLOGIA DI FORATURA PUNTE IN METALLO DURO INTEGRALE DRILLING TECHNOLOGY SOLID CARBIDE DRILL TECHNOLOGIE DE PERÇAGE FORETS EN CARBURE MONOBLOC TECNOLOGÍA DE PERFORACIÓN BROCAS DE METAL DURO INTEGRAL
La scelta ottimale per le lavorazioni di Acciai inossidabili, Inconel e superleghe resistenti al calore (HRSA), Titanio e sue leghe.
, Titanio e sue leghe.") Slotting up to 3Ø La scelta ottimale per le lavorazioni di Acciai inossidabili, Inconel e superleghe resistenti al calore (HRSA), Titanio e sue leghe. The solution for the machining of Stainless steels,
Slotting up to 3Ø La scelta ottimale per le lavorazioni di Acciai inossidabili, Inconel e superleghe resistenti al calore (HRSA), Titanio e sue leghe. The solution for the machining of Stainless steels,
NovitàcatalogoTAGLIO2015
 NovitàcatalogoTAGLIO2015 catalogoutensilidataglio cuttingtoolscatalogue Frese in metallo duro Carbide end mills Fresa in M.D. 1422 - DIN 6527, rivestita nano TiAlN, elica 41 /43 /45 a passo differenziato,
NovitàcatalogoTAGLIO2015 catalogoutensilidataglio cuttingtoolscatalogue Frese in metallo duro Carbide end mills Fresa in M.D. 1422 - DIN 6527, rivestita nano TiAlN, elica 41 /43 /45 a passo differenziato,
Frese rotative in MD Tungsten carbide rotary burrs
 13 Frese rotative in MD Tungsten carbide rotary burrs 13 Guida per la scelta del taglio Cut selection guide Taglio Z3 Cut Z3 Tagliente standard utilizzato per cordoni di saldatura, acciai, acciai fusi
13 Frese rotative in MD Tungsten carbide rotary burrs 13 Guida per la scelta del taglio Cut selection guide Taglio Z3 Cut Z3 Tagliente standard utilizzato per cordoni di saldatura, acciai, acciai fusi
Linea di filettatura
 1/5 Linea di filettatura Profilo parziale a 55º Profilo parziale a 60º 2/5 Linea di filettatura CARATTERISTICHE Linea QUADRUSH estesa alle applicazioni di filettatura Disponibile con profili parziali a
1/5 Linea di filettatura Profilo parziale a 55º Profilo parziale a 60º 2/5 Linea di filettatura CARATTERISTICHE Linea QUADRUSH estesa alle applicazioni di filettatura Disponibile con profili parziali a
Frese rotative in MD Tungsten carbide rotary burrs
 13 Frese rotative in MD Tungsten carbide rotary burrs 13 Guida per la scelta del taglio Cut selection guide Taglio Z3 Cut Z3 Tagliente standard utilizzato per cordoni di saldatura, acciai, acciai fusi
13 Frese rotative in MD Tungsten carbide rotary burrs 13 Guida per la scelta del taglio Cut selection guide Taglio Z3 Cut Z3 Tagliente standard utilizzato per cordoni di saldatura, acciai, acciai fusi
NEW SYSTÈME MINI 108 SISTEMA MINI 108. Programme de filetage pour le tournage. Utensili per filettare in tornitura
 NEW SYSTÈME MINI 108 Programme de filetage pour le tournage SISTEMA MINI 108 Utensili per filettare in tornitura 19 20 LA DIFFÉRENCE : PLUS DE POSSIBILITÉS LA DIFFERENZA: MAGGIORI POSSIBILITÀ Brise-copeaux,
NEW SYSTÈME MINI 108 Programme de filetage pour le tournage SISTEMA MINI 108 Utensili per filettare in tornitura 19 20 LA DIFFÉRENCE : PLUS DE POSSIBILITÉS LA DIFFERENZA: MAGGIORI POSSIBILITÀ Brise-copeaux,
DONNÉES TECHNIQUES TECHNISCHE DATEN TECHNICAL DATA DATOS TÉCNICOS DATI TECNICI
 TECHNICAL DATA TECHNISCHE DATEN DATOS TÉCNICOS DONNÉES TECHNIQUES DATI TECNICI Index Inhaltsverzeichnis Índice Index Indice TECHNICAL DATA TECHNISCHE DATEN DATOS TÉCNICOS DONNÉES TECHNIQUES DATI TECNICI
TECHNICAL DATA TECHNISCHE DATEN DATOS TÉCNICOS DONNÉES TECHNIQUES DATI TECNICI Index Inhaltsverzeichnis Índice Index Indice TECHNICAL DATA TECHNISCHE DATEN DATOS TÉCNICOS DONNÉES TECHNIQUES DATI TECNICI
L'utensile tangenziale. tipo B29....made by JONGEN!
 L'utensile tangenziale tipo B29...made by JONGEN! L`UTENSILE Il nuovo utensile tangenziale per spianatura e spallamento retto offre una lavorazione non gravosa sulla macchina utensile mantenendo altissima
L'utensile tangenziale tipo B29...made by JONGEN! L`UTENSILE Il nuovo utensile tangenziale per spianatura e spallamento retto offre una lavorazione non gravosa sulla macchina utensile mantenendo altissima
UTENSILI IN METALLO DURO HARD METAL TOOLS GH211 METALLO DURO SAU
 UTENSILI IN METALLO DURO HARD METAL TOOLS GH211 METALLO DURO SAU Nata nel 1986 come azienda di servizio e di supporto alla commercializzazione di prodotti di utensileria standard, ben presto la SAU S.p.A.
UTENSILI IN METALLO DURO HARD METAL TOOLS GH211 METALLO DURO SAU Nata nel 1986 come azienda di servizio e di supporto alla commercializzazione di prodotti di utensileria standard, ben presto la SAU S.p.A.
GEWINDEFRÄSEN. Gewindefräsen Thread milling Fresatura per filettatura
 GEWINDEFRÄSEN Gewindefräsen Thread milling Fresatura per filettatura Gewindearten Insert preselection Tipi di filettature Thread Milling Program overview Fresatura per filettatura Gamma prodotti Trägerwerkzeuge
GEWINDEFRÄSEN Gewindefräsen Thread milling Fresatura per filettatura Gewindearten Insert preselection Tipi di filettature Thread Milling Program overview Fresatura per filettatura Gamma prodotti Trägerwerkzeuge
Le nuove frese a manicotto FP 140
 Jongen Italia s.r.l. Le nuove frese a manicotto FP 140 con sottoplacchetta L`utensile Le nuove frese a manicotto sono particolarmente adatte per la spianatura di quasi tutti materiali comuni, offrendo
Jongen Italia s.r.l. Le nuove frese a manicotto FP 140 con sottoplacchetta L`utensile Le nuove frese a manicotto sono particolarmente adatte per la spianatura di quasi tutti materiali comuni, offrendo
NEWS 219/7 NUOVA GAMMA UTENSILI PER SCANALATURA E TAGLIO NEW RANGE TOOLS FOR GROOVING AND PARTING NEW 14, ,5 25
 NES 219/7 NUOVA GAA UTENSILI PER SCANALATURA E TAGLIO NE RANGE TOOLS FOR GROOVING AND PARTING GSGN...X52 1,5 25 NE GSTN..R...X55 1,5 25 Utensili pe scanalatua toncatua, tonitua estena e intena Extenal
NES 219/7 NUOVA GAA UTENSILI PER SCANALATURA E TAGLIO NE RANGE TOOLS FOR GROOVING AND PARTING GSGN...X52 1,5 25 NE GSTN..R...X55 1,5 25 Utensili pe scanalatua toncatua, tonitua estena e intena Extenal
TCGT TORNITURA TURNING TCMT INSERTI TORNITURA TURNING INSERTS ZENIT CODICE-CODE
 TCGT TCGT 090202 5,56 9,6 7 2,38 2,5 TCGT 090204 5,56 9,6 7 2,38 2,5 TCGT 110202 6,35 11 7 2,38 2,8 TCGT 110204 6,35 11 7 2,38 2,8 TCGT 16T304 9,52 16,5 7 3,97 4,4 TCGT 16T308 9,52 16,5 7 3,97 4,4 TCMT
TCGT TCGT 090202 5,56 9,6 7 2,38 2,5 TCGT 090204 5,56 9,6 7 2,38 2,5 TCGT 110202 6,35 11 7 2,38 2,8 TCGT 110204 6,35 11 7 2,38 2,8 TCGT 16T304 9,52 16,5 7 3,97 4,4 TCGT 16T308 9,52 16,5 7 3,97 4,4 TCMT
FORATURA LAVORAZIONE FORI
 FORATURA LAVORAZIONE FORI DRILLING - MACHINING OF BORES / BOHREN - BEARBEITUNG VON BOHRUNGEN / PERÇAGE - USINAGE DES TROUS / TALADRAR - TRABAJO DE LOS AGUJEROS C 1 FORATURA - LAVORAZIONE FORI DRILLING
FORATURA LAVORAZIONE FORI DRILLING - MACHINING OF BORES / BOHREN - BEARBEITUNG VON BOHRUNGEN / PERÇAGE - USINAGE DES TROUS / TALADRAR - TRABAJO DE LOS AGUJEROS C 1 FORATURA - LAVORAZIONE FORI DRILLING
NUOVO INSERTO RHINO RUSH YNMG 1304
 1/6 NUOVO INSERTO RHINO RUSH YNMG 1304 2/6 TaeguTec ha il piacere di annunciare l'estensione della linea di tornitura RHINORUSH con l'introduzione di una nuova geometria, l'inserto YNMG 1304. Il nuovo
1/6 NUOVO INSERTO RHINO RUSH YNMG 1304 2/6 TaeguTec ha il piacere di annunciare l'estensione della linea di tornitura RHINORUSH con l'introduzione di una nuova geometria, l'inserto YNMG 1304. Il nuovo
Excellent performance
 Excellent performance in reaming at high feed rate Excellent performance in reaming at high feed rate part of Caratteristiche tecniche Divisione irregolare per migliorare la rugosità della superficie e
Excellent performance in reaming at high feed rate Excellent performance in reaming at high feed rate part of Caratteristiche tecniche Divisione irregolare per migliorare la rugosità della superficie e
Lime rotative in metallo duro Ad alta asportazione, per applicazioni gravose. Carbide rotary burs High stock removal for heavy duty applications.
 Lime rotative in metallo duro Ad alta asportazione, per applicazioni gravose. Carbide rotary burs High stock removal for heavy duty applications. Lime rotative in metallo duro Particolarmente resistenti
Lime rotative in metallo duro Ad alta asportazione, per applicazioni gravose. Carbide rotary burs High stock removal for heavy duty applications. Lime rotative in metallo duro Particolarmente resistenti
DREAM DRILLS FLAT BOTTOM
 YGI-0217 Migliorare attraverso l'innovazione - 180 degree point angle enables drilling of flat, inclined and curved surfaces. For holes on various angled surfaces. - L'angolo di punta di 180 consente forature
YGI-0217 Migliorare attraverso l'innovazione - 180 degree point angle enables drilling of flat, inclined and curved surfaces. For holes on various angled surfaces. - L'angolo di punta di 180 consente forature
PUNTE IN HSS & HSS-E HSS & HSS-E DRILLS
 478 PUNTE N HSS & HSS-E HSS & HSS-E RS 479 nice nex Punte in HSS & HSS-E HSS & HSS-E rills PUNTE N HSS & HSS-E HSS & HSS-E RS NCE NEX T 43 pag. 483 T 53 pag. 486 T 54 pag. 488 T 55 pag. 490 Punta in PREMUM
478 PUNTE N HSS & HSS-E HSS & HSS-E RS 479 nice nex Punte in HSS & HSS-E HSS & HSS-E rills PUNTE N HSS & HSS-E HSS & HSS-E RS NCE NEX T 43 pag. 483 T 53 pag. 486 T 54 pag. 488 T 55 pag. 490 Punta in PREMUM
Jongen Italia s.r.l. Spianatura A16
 Jongen Italia s.r.l. Spianatura A16 L UTENSILE Utensile per spianatura, economico, adatto per lavorazioni in sgrossatura e finitura Impiego assiale max fino 3,0 mm con 16 taglienti effettivi L utensile
Jongen Italia s.r.l. Spianatura A16 L UTENSILE Utensile per spianatura, economico, adatto per lavorazioni in sgrossatura e finitura Impiego assiale max fino 3,0 mm con 16 taglienti effettivi L utensile
Jongen Italia s.r.l. La nuova fresa del tipo FP 49. permette un impegno assiale fino a 17 mm
 Jongen Italia s.r.l. La nuova fresa del tipo FP 49 permette un impegno assiale fino a 17 mm GLI UTENSILI F Nuova serie per spallamento retto che garantisce la massima produttività e precisione riducendo
Jongen Italia s.r.l. La nuova fresa del tipo FP 49 permette un impegno assiale fino a 17 mm GLI UTENSILI F Nuova serie per spallamento retto che garantisce la massima produttività e precisione riducendo
Gennaio /10. Inserto a quattro taglienti per spallamento a 90 con un grande angolo di rampa
 1/10 a quattro taglienti per spallamento a 90 con un grande angolo di rampa 2/10 TaeguTec ha lanciato sul mercato il nuovo inserto compatto a quattro taglienti bilaterale l'inserto 4NKT 06 per frese cilindriche
1/10 a quattro taglienti per spallamento a 90 con un grande angolo di rampa 2/10 TaeguTec ha lanciato sul mercato il nuovo inserto compatto a quattro taglienti bilaterale l'inserto 4NKT 06 per frese cilindriche
SISTEMA IDENTIFICATIVO ISO PER INSERTI DI FRESATURA. Tabella N. 50. m (mm) d (mm) s (mm)
 d (mm) s (mm)") 1460 SISTEMA IDENTIFICATIVO PER INSERTI DI FRESATURA Tabella N. 50 Simbolo m () d () s () Inserto triangolare con sfaccettatura (tagliente secondario) Dimensione dettagliata dell inserto in Classe M Tolleranze
1460 SISTEMA IDENTIFICATIVO PER INSERTI DI FRESATURA Tabella N. 50 Simbolo m () d () s () Inserto triangolare con sfaccettatura (tagliente secondario) Dimensione dettagliata dell inserto in Classe M Tolleranze
YGI 0114 MULTI-1 DRILL CAMPI APPLICATIVI:
 YGI 011 MULTI-1 DRILL CAMPI APPLICATIVI: ACCIAI STRUTTURALI, ACCIAI AL CARBONIO, ACCIAI LEGATI, ACCIAI PRE-INDURITI, ACCIAI DA STAMPI, ACCIAI INOX, GHISA, LEGHE DI ALLUMINIO E MATERIALI NON FERROSI CAMPI
YGI 011 MULTI-1 DRILL CAMPI APPLICATIVI: ACCIAI STRUTTURALI, ACCIAI AL CARBONIO, ACCIAI LEGATI, ACCIAI PRE-INDURITI, ACCIAI DA STAMPI, ACCIAI INOX, GHISA, LEGHE DI ALLUMINIO E MATERIALI NON FERROSI CAMPI
New Product Announcement. NPA 273T Espansione gamma nuovo inserto DTM AH TungCut Giugno 2018
 NPA 273T Espansione gamma nuovo inserto DTM AH7025 - TungCut Giugno 2018 -DGM Per taglio medio -DGS Tagliente affilato per bassi avanzamenti -DTX Multifunzionale -DTE Per scanalatura esterna/ tornitura
NPA 273T Espansione gamma nuovo inserto DTM AH7025 - TungCut Giugno 2018 -DGM Per taglio medio -DGS Tagliente affilato per bassi avanzamenti -DTX Multifunzionale -DTE Per scanalatura esterna/ tornitura
ll utensile tangenziale Type B27...made by JONGEN!
 ll utensile tangenziale Type B27...made by JONGEN! L`UTENSILE Il utensile tangenziale per spianatura e spallamento offre una lavorazione senza caricare la fresatrice mantenendo altissima produttivitá e
ll utensile tangenziale Type B27...made by JONGEN! L`UTENSILE Il utensile tangenziale per spianatura e spallamento offre una lavorazione senza caricare la fresatrice mantenendo altissima produttivitá e
ANPF. Nuovi Inserti Laydown per Filettatura nel Grado IC1007 PVD. Annuncio Nuovi Prodotti FILETTATURA J GENNAIO 2017.
 ANPF Pagina 1 / 6 Nuovi Inserti Laydown per Filettatura nel Grado IC1007 PVD Pagina 2 / 6 Caratteristiche ISCAR ha ampliato la linea di inserti Laydown per filettatura nel grado IC1007 PVD, per la lavorazione
ANPF Pagina 1 / 6 Nuovi Inserti Laydown per Filettatura nel Grado IC1007 PVD Pagina 2 / 6 Caratteristiche ISCAR ha ampliato la linea di inserti Laydown per filettatura nel grado IC1007 PVD, per la lavorazione
Tipo SDP. Punta SumiDrill Power Estensione Programma. La nuova frontiera della foratura
 TOOLING NEWS I-116 P M K N S H Punta SumiDrill Power Estensione Programma La nuova frontiera della foratura - Foratura ad elevata efficienza in un ampio range applicativo - Per applicazioni generiche -
TOOLING NEWS I-116 P M K N S H Punta SumiDrill Power Estensione Programma La nuova frontiera della foratura - Foratura ad elevata efficienza in un ampio range applicativo - Per applicazioni generiche -
Jongen Italia s.r.l. Spianatura TIPO A20
 Jongen Italia s.r.l. Spianatura TIPO A20 L UTENSILE Utensile per spianatura, economico, adatto per lavorazioni in sgrossatura e finitura Impiego assiale con profonditá di taglio max 3,5mm L utensile resiste
Jongen Italia s.r.l. Spianatura TIPO A20 L UTENSILE Utensile per spianatura, economico, adatto per lavorazioni in sgrossatura e finitura Impiego assiale con profonditá di taglio max 3,5mm L utensile resiste
FRESE AL CARBURO DI TUNGSTENO - TUNGSTEN CARBIDE BURRS
 SC TAGLIO STANDARD/STANDARD CUT Per utilizzo in genere asportazione leggera finitura veloce. For general purpose use where fast stock removal and finish are required. DC TAGLIO DIAMANTE/DIAMOND CUT Per
SC TAGLIO STANDARD/STANDARD CUT Per utilizzo in genere asportazione leggera finitura veloce. For general purpose use where fast stock removal and finish are required. DC TAGLIO DIAMANTE/DIAMOND CUT Per
Type B31. eff. 6 taglienti. ap max. 12,0mm. Fresatura spallamento retto. Jongen Italia s.r.l
 Fresatura spallamento retto Type B31 ap max. 12,0mm eff. 6 taglienti Jongen Italia s.r.l Via della Rena 26 - I-39100 Bolzano Tel: 0471 177 51 84 Fax: +49 2154 9285 9 2200 Fax No Verde internazionale: 00
Fresatura spallamento retto Type B31 ap max. 12,0mm eff. 6 taglienti Jongen Italia s.r.l Via della Rena 26 - I-39100 Bolzano Tel: 0471 177 51 84 Fax: +49 2154 9285 9 2200 Fax No Verde internazionale: 00
Frese a candela in metallo duro VariMill II
 b Frese a candela in metallo duro VariMill II Le frese a candela ad alte prestazioni di prossima generazione VariMill II hanno sensibilmente incrementato il volume di trucioli asportati senza ridurre la
b Frese a candela in metallo duro VariMill II Le frese a candela ad alte prestazioni di prossima generazione VariMill II hanno sensibilmente incrementato il volume di trucioli asportati senza ridurre la
Milling tools made by JONGEN! C10 FP 124. Spianatura
 Milling tools made by JONGEN! Spianatura C10 FP 124 L UTENSILE Utensile per spianatura, economico, adatto per lavorazioni in sgrossatura e finitura Inserto bilaterale, impiego assiale max. fino 5 mm con
Milling tools made by JONGEN! Spianatura C10 FP 124 L UTENSILE Utensile per spianatura, economico, adatto per lavorazioni in sgrossatura e finitura Inserto bilaterale, impiego assiale max. fino 5 mm con
Inserti Inserts. catalogotaglio02 cuttingtools02
 catalogotaglio02 cuttingtools02 6 Inserti Inserts Inserti per tornitura Turning inserts Inserti per filettatura Threading inserts Inserti per foratura Drilling inserts Inserti per scanalatura e taglio
catalogotaglio02 cuttingtools02 6 Inserti Inserts Inserti per tornitura Turning inserts Inserti per filettatura Threading inserts Inserti per foratura Drilling inserts Inserti per scanalatura e taglio
EDT-TH Epoch Direct Thread Mill Thread Milling without or with core hole For Materials up to 66 HRC
 EDT-TH Epoch Direct Thread Mill Thread Milling without or with core hole For Materials up to 66 HRC 4 flutes Standard thread M2 M16, pitch 0.4 2 mm Fine pitch possible Optimized cutting edge geometry enables
EDT-TH Epoch Direct Thread Mill Thread Milling without or with core hole For Materials up to 66 HRC 4 flutes Standard thread M2 M16, pitch 0.4 2 mm Fine pitch possible Optimized cutting edge geometry enables
NEW SYSTÈME DE FRAISAGE TANGENTIEL 406/409 SISTEMA DI FRESATURA TANGENZIALE 406/409. nouveau substrat. nuova lega
 NEW SYSTÈME DE FRAISAGE TANGENTIEL 406/409 nouveau substrat SISTEMA DI FRESATURA TANGENZIALE 406/409 nuova lega 165 166 LA DIFFÉRENCE : PLUS DE POSSIBILITÉS LA DIFFERENZA: MAGGIORI POSSIBILITÀ Une Sélection
NEW SYSTÈME DE FRAISAGE TANGENTIEL 406/409 nouveau substrat SISTEMA DI FRESATURA TANGENZIALE 406/409 nuova lega 165 166 LA DIFFÉRENCE : PLUS DE POSSIBILITÉS LA DIFFERENZA: MAGGIORI POSSIBILITÀ Une Sélection
ESD Plus. Economical Solid Drill. Eco Solid Drill Plus. Great Value for Budget. Increased Wear Resistance
 Eco Solid Drill Plus Economical Solid Drill Great Value for Budget Increased Wear Resistance Stable productivity Reduced tool costs Advantages Increased productivity Versatile for a wide range of materials
Eco Solid Drill Plus Economical Solid Drill Great Value for Budget Increased Wear Resistance Stable productivity Reduced tool costs Advantages Increased productivity Versatile for a wide range of materials
mill Fresa in metallo duro ad elevata efficienza UNIVERSAL KUS KUR K-Mill Universal Radius mill K-Mill Universal Square
 mill Fresa in metallo duro ad elevata efficienza Sezione quadra per una maggiore rigidità Elica e passo differenziato per la riduzione delle vibrazioni KUS Universal Square KUR Universal Radius 1 ➊ Sezione
mill Fresa in metallo duro ad elevata efficienza Sezione quadra per una maggiore rigidità Elica e passo differenziato per la riduzione delle vibrazioni KUS Universal Square KUR Universal Radius 1 ➊ Sezione
End mills. for Aluminium machining
 End mills for Aluminium machining La scelta ottimale per le lavorazioni di Alluminio e leghe di Alluminio. The solution for the machining of Aluminium and Aluminium alloys. part of 797ALUCB 797ALUCBIC
End mills for Aluminium machining La scelta ottimale per le lavorazioni di Alluminio e leghe di Alluminio. The solution for the machining of Aluminium and Aluminium alloys. part of 797ALUCB 797ALUCBIC
catalogotaglio02 cuttingtools02 Punte HSS, HSS-Co e ASP HSS-E HSS, HSS Cobalt and HSS-E drills
 7 Punte HSS, HSS-Co e ASP HSS-E HSS, HSS Cobalt and HSS-E drills Punte HSS, HSS-Co e ASP HSS, HSS Cobalt and HSS-E drills Punte con codolo cilindrico Drills with cylindrical shaft 3xD Punte serie extra
7 Punte HSS, HSS-Co e ASP HSS-E HSS, HSS Cobalt and HSS-E drills Punte HSS, HSS-Co e ASP HSS, HSS Cobalt and HSS-E drills Punte con codolo cilindrico Drills with cylindrical shaft 3xD Punte serie extra
High Tech Tools. Punte Frese. Drills Mills
 High Tech Tools Punte Frese Drills Mills High Tech Tools Frese alta velocità monotagliente High speed single flute milling cutters d d1 1 elica destra 30 30 right hand helix tagliente destro right hand
High Tech Tools Punte Frese Drills Mills High Tech Tools Frese alta velocità monotagliente High speed single flute milling cutters d d1 1 elica destra 30 30 right hand helix tagliente destro right hand
Jongen Italia s.r.l. PowerMill A17-A18-A19
 Jongen Italia s.r.l. PowerMill A17-A18-A19 CARATTERISTICHE: 4 taglienti per inserto Altissimi avanzamenti con impegno assiale ap -a seconda dell inserto- fino a 3,0mm Con geometria di taglio positiva grazie
Jongen Italia s.r.l. PowerMill A17-A18-A19 CARATTERISTICHE: 4 taglienti per inserto Altissimi avanzamenti con impegno assiale ap -a seconda dell inserto- fino a 3,0mm Con geometria di taglio positiva grazie
ENDMILL. frese in metallo duro - carbide end mills. fraise en carbure - VHM fräser - fresas en metal duro
 ENDMILL frese in metallo duro carbide end mills fraise en carbure VHM fräser fresas en metal duro Contents Index Inhaltserzeichnis Indice Indice Endmill rese in Metallo Duro Carbide End Mills raise en
ENDMILL frese in metallo duro carbide end mills fraise en carbure VHM fräser fresas en metal duro Contents Index Inhaltserzeichnis Indice Indice Endmill rese in Metallo Duro Carbide End Mills raise en
APKT 1907 Nuovi inserti e frese
 APKT 1907 Nuovi inserti e frese Bulletin 1/9 è lieta di presentare una nuova linea di frese e inserti APKT della popolare linea CHASEMILL - una famiglia di utensili noti per la loro affidabilità e alte
APKT 1907 Nuovi inserti e frese Bulletin 1/9 è lieta di presentare una nuova linea di frese e inserti APKT della popolare linea CHASEMILL - una famiglia di utensili noti per la loro affidabilità e alte
Jongen Italia s.r.l. PowerMill. by Jongen
 Jongen Italia s.r.l. PowerMill by Jongen Caratteristiche: Altissimi avanzamenti con impegno assiale ap fino a 2,5/3,5 mm Posizionamento assiale del inserto permette un taglio positivo Le forze di taglio
Jongen Italia s.r.l. PowerMill by Jongen Caratteristiche: Altissimi avanzamenti con impegno assiale ap fino a 2,5/3,5 mm Posizionamento assiale del inserto permette un taglio positivo Le forze di taglio
Frese generazione VHC
 Jongen Italia s.r.l. Frese generazione VHC Fresatura trocoidale di altissimo livello Frese generazione VHC La fresatura trocoidale sia quella statica come anche quella dinamica è una combinazione di fresatura
Jongen Italia s.r.l. Frese generazione VHC Fresatura trocoidale di altissimo livello Frese generazione VHC La fresatura trocoidale sia quella statica come anche quella dinamica è una combinazione di fresatura
Inserto piccolo ma dal robusto bloccagggio a coda di rondine
 ecember 2014 1/9 Inserto piccolo ma dal robusto bloccagggio a coda di rondine 2/9 Inserto piccolo ma dal robusto bloccagggio a coda di rondine TaeguTec è orgogliosa di presentare una nuova linea di prodotti
ecember 2014 1/9 Inserto piccolo ma dal robusto bloccagggio a coda di rondine 2/9 Inserto piccolo ma dal robusto bloccagggio a coda di rondine TaeguTec è orgogliosa di presentare una nuova linea di prodotti
Nuova linea di fresatura positiva multi tagliente
 Dicembre 2015 1/9 Nuova linea di fresatura positiva multi tagliente 2/9 Con l'utilizzo sempre maggiore di centri di lavoro di bassa potenza, TaeguTec introduce la sua nuova linea di inserti di fresatura
Dicembre 2015 1/9 Nuova linea di fresatura positiva multi tagliente 2/9 Con l'utilizzo sempre maggiore di centri di lavoro di bassa potenza, TaeguTec introduce la sua nuova linea di inserti di fresatura
A WORLDWIDE COMPANY TOOLS
 A WORLDWIDE COMPANY TOOLS 2016 MADE IN GERMANY 1 2 Siamo una società che vanta una esperienza di venticinque anni nel campo degli utensili meccanici da precisione. Gli inserti a fissaggio meccanico standard
A WORLDWIDE COMPANY TOOLS 2016 MADE IN GERMANY 1 2 Siamo una società che vanta una esperienza di venticinque anni nel campo degli utensili meccanici da precisione. Gli inserti a fissaggio meccanico standard
Una vera. tecnologica. Punte a fissaggio meccanico con inserto pilota in metallo duro. Da 5xD a 10xD, da 19mm a 40mm.
 Una vera sfida tecnologica Super Power Punte a fissaggio meccanico con inserto pilota in metallo duro. Da 5xD a 10xD, da 19mm a 40mm. Non c è dubbio che la foratura profonda con la punta con inserto a
Una vera sfida tecnologica Super Power Punte a fissaggio meccanico con inserto pilota in metallo duro. Da 5xD a 10xD, da 19mm a 40mm. Non c è dubbio che la foratura profonda con la punta con inserto a
YGI Frese in PM60 rivestite
 YGI-0316 Frese in PM60 rivestite COATED PM60 PRESENTAZIONE PRODOTTO Il materiale di base delle Only One è un HSS-PM di altissima qualità realizzato sfruttando le ultime tecnologie relative alla metallurgia
YGI-0316 Frese in PM60 rivestite COATED PM60 PRESENTAZIONE PRODOTTO Il materiale di base delle Only One è un HSS-PM di altissima qualità realizzato sfruttando le ultime tecnologie relative alla metallurgia
PUNTE PORTA INSERTI / DRILL INSERTS
 PUNTE PORTA INSERTI / DRILL INSERTS B7K Codulo Cilindrico / Flanged Shank Elica dritta / straight flute...4 B7S Codulo Cilindrico / Flanged Shank Elica a spirale / spiral flute...5 B7H Cono Morse / Taper
PUNTE PORTA INSERTI / DRILL INSERTS B7K Codulo Cilindrico / Flanged Shank Elica dritta / straight flute...4 B7S Codulo Cilindrico / Flanged Shank Elica a spirale / spiral flute...5 B7H Cono Morse / Taper
NEW FRESE CILINDRICHE, FILETTATE & nuove FRESE CILINDRICHE, FILETTATE E A manicotto
 NEW DI POS ECO nuove FRESE CILINDRICHE, FILETTATE E A manicotto FRESE CILINDRICHE, FILETTATE & FRESE A MANICOTTO Grande vantaggio dall'inserto 6 a taglienti Frese cilindriche e a spianare-spallamento da
NEW DI POS ECO nuove FRESE CILINDRICHE, FILETTATE E A manicotto FRESE CILINDRICHE, FILETTATE & FRESE A MANICOTTO Grande vantaggio dall'inserto 6 a taglienti Frese cilindriche e a spianare-spallamento da
Megatool Megatool Megatool 79710CS4 Megatool 79710CS5. Megatool 79710IC4 Megatool 79750IC5. Megatool 79710R
 E N D M I L L S L I N E HPC Megatool concept rpresenta un nuovo concetto di progettazione e costruzione dell utensile, che si avvale delle più moderne tecnologie, garantendo prodotti con prestazioni di
E N D M I L L S L I N E HPC Megatool concept rpresenta un nuovo concetto di progettazione e costruzione dell utensile, che si avvale delle più moderne tecnologie, garantendo prodotti con prestazioni di
1.2. Lame per segatrici a nastro. Band saw blades. Lame bimetalliche. Bimetal blades
 1.2 Lame per segatrici a nastro Lame bimetalliche Le lame a nastro bimetalliche sono costituite da un corpo in acciaio al carbonio e dentatura in acciaio super rapido M42 o M51 con 8% di cobalto, per garantire
1.2 Lame per segatrici a nastro Lame bimetalliche Le lame a nastro bimetalliche sono costituite da un corpo in acciaio al carbonio e dentatura in acciaio super rapido M42 o M51 con 8% di cobalto, per garantire
FRESATURA TANGENZIALE IN PCD E CBN
 FRESATURA TANGENZIALE IN PCD E HIGHLIGHTS HIGHLIGHTS è studiata per tutte le lavorazioni che vanno dalla cubatura alla superfinitura. CARATTERISTICHE: Adatta per lavorazioni ad alta velocità Basse forze
FRESATURA TANGENZIALE IN PCD E HIGHLIGHTS HIGHLIGHTS è studiata per tutte le lavorazioni che vanno dalla cubatura alla superfinitura. CARATTERISTICHE: Adatta per lavorazioni ad alta velocità Basse forze
Tecnologia Meccanica
 11 settembre 2013 seguente componente in ghisa sferoidale. Si richiede: uno schizzo del modello, che mostri spoglie e raggi; Si utilizzi un sovrametallo di 2 mm su tutte le superfici, angoli di sformo
11 settembre 2013 seguente componente in ghisa sferoidale. Si richiede: uno schizzo del modello, che mostri spoglie e raggi; Si utilizzi un sovrametallo di 2 mm su tutte le superfici, angoli di sformo
-Sistema di fresatura ROC-Mill. -ROC-Mill milling system. -Frässystem ROC-Mill
 -Frässystem ROC-Mill -ROC-Mill milling system -Sistema di fresatura ROC-Mill System introduction Caratteristiche del sistema 88 89 Designation system Sistema di numerazione 90 Tipologie di attacco utensile
-Frässystem ROC-Mill -ROC-Mill milling system -Sistema di fresatura ROC-Mill System introduction Caratteristiche del sistema 88 89 Designation system Sistema di numerazione 90 Tipologie di attacco utensile
Punte a cuspide ad alta produttività per foratura di grandi diametri
 Novembre 2014 1/8 Punte a cuspide ad alta produttività per foratura di grandi diametri 2/8 Punte a cuspide ad alta produttività per foratura di grandi diametri TaeguTec ha introdotto una nuova linea di
Novembre 2014 1/8 Punte a cuspide ad alta produttività per foratura di grandi diametri 2/8 Punte a cuspide ad alta produttività per foratura di grandi diametri TaeguTec ha introdotto una nuova linea di
Jongen Italia s.r.l. Fresare con la tipologia INSERTO
 Jongen Italia s.r.l. Fresare con la tipologia INSERTO 75 GLI UTENSILI > nuova serie per spallamento retto che garantisce la massima produttività e precisione riducendo il carico sulla fresatrice CARATTERISTICHE
Jongen Italia s.r.l. Fresare con la tipologia INSERTO 75 GLI UTENSILI > nuova serie per spallamento retto che garantisce la massima produttività e precisione riducendo il carico sulla fresatrice CARATTERISTICHE
FRESE G-C60 XMILL P K N S FRESA A FILETTARE IN METALLO DURO SOLID CARBIDE THREAD MILLING CUTTERS TDZ TPX DMM APMXS PHDR FRESATURA / MILLING
 FRESATURA / MIING FRESE G-C0 XMI FRESA A FIETTARE IN METAO DURO SOID CARBIDE THREAD MIING CUTTERS Frese a filettare in metallo duro adatte a tutti i materiali senza fori di lubrificazione, attacco weldon.
FRESATURA / MIING FRESE G-C0 XMI FRESA A FIETTARE IN METAO DURO SOID CARBIDE THREAD MIING CUTTERS Frese a filettare in metallo duro adatte a tutti i materiali senza fori di lubrificazione, attacco weldon.
Ranger. Sistema regolabile Ranger per scanalatura frontale. Caratteristiche: Vantaggi:
 istema regolabile per scanalatura frontale Caratteristiche: Consente la regolazione della lama di supporto per la lavorazione a tuffo iniziale con diametro compreso tra 57,0mm e 406,0mm. Larghezze degli
istema regolabile per scanalatura frontale Caratteristiche: Consente la regolazione della lama di supporto per la lavorazione a tuffo iniziale con diametro compreso tra 57,0mm e 406,0mm. Larghezze degli
Ottobre /10. Nuovi gradi e rompi-trucioli per la lavorazione di Superleghe resistenti al calore
 Ottobre 2018 www.taegutec.com 1/10 Nuovi gradi e rompi-trucioli per la lavorazione di uperleghe resistenti al calore Ottobre 2018 www.taegutec.com 2/10 Nuovi gradi e rompitrucioli di TaeguTec per le superleghe
Ottobre 2018 www.taegutec.com 1/10 Nuovi gradi e rompi-trucioli per la lavorazione di uperleghe resistenti al calore Ottobre 2018 www.taegutec.com 2/10 Nuovi gradi e rompitrucioli di TaeguTec per le superleghe
Frese sferiche scaricate per elettrodi in rame
 Frese sferiche scaricate per elettrodi in rame DRB230: Frese sferiche scaricate per elettrodi in rame Lunga durata e elevata qualità nella lavorazione degli elettrodi in rame Realize long life and high
Frese sferiche scaricate per elettrodi in rame DRB230: Frese sferiche scaricate per elettrodi in rame Lunga durata e elevata qualità nella lavorazione degli elettrodi in rame Realize long life and high
CaratteristicheRC. Raccordatura Raggiata >> Tipo RC
 accordatura aggiata >> Inserti per raccordature raggiate diverse possono essere montati sullo stesso utensile. Gli inserti in metallo duro garantiscono un elevata durata dell utensile. Garantisce un eccellente
accordatura aggiata >> Inserti per raccordature raggiate diverse possono essere montati sullo stesso utensile. Gli inserti in metallo duro garantiscono un elevata durata dell utensile. Garantisce un eccellente
Precision Cutting Tools FRESE IN METALLO DURO + NUOVO PROGRAMMA COMPLETO 2017
 IT Precision Cutting Tools FRESE IN METALLO DURO + NUOVO PROGRAMMA COMPLETO 2017 Codice ISO ISO P M K N S H acciaio, acciaio altamente legato acciaio inossidabile ghisa grigia, ghisa sferoidale e malleabile
IT Precision Cutting Tools FRESE IN METALLO DURO + NUOVO PROGRAMMA COMPLETO 2017 Codice ISO ISO P M K N S H acciaio, acciaio altamente legato acciaio inossidabile ghisa grigia, ghisa sferoidale e malleabile
Nuovi prodotti
 Nuovi prodotti 2017.1 INDICE PUNTE IN METALLO DURO 4 5 5 Force X Nuova gaa di utensili versatili R6011 Punte da centro in metallo duro R7131 Punte in metallo duro per prefori di maschiatura PUNTE INTERCAMBIABILI
Nuovi prodotti 2017.1 INDICE PUNTE IN METALLO DURO 4 5 5 Force X Nuova gaa di utensili versatili R6011 Punte da centro in metallo duro R7131 Punte in metallo duro per prefori di maschiatura PUNTE INTERCAMBIABILI
ANP. Inserti PENTA 24 per filettatura con 5 taglienti e formatruciolo sinterizzato. Annuncio Nuovi Prodotti FILETTATURA B FEBBRAIO 2015
 ANP Annuncio Nuovi Prodotti Pagina 1 / 8 Inserti PENTA per filettatura con 5 taglienti e formatruciolo sinterizzato Pagina 2 / 8 Caratteristiche ISCA ha ampliato la linea PENTACUT introducendo gli economici
ANP Annuncio Nuovi Prodotti Pagina 1 / 8 Inserti PENTA per filettatura con 5 taglienti e formatruciolo sinterizzato Pagina 2 / 8 Caratteristiche ISCA ha ampliato la linea PENTACUT introducendo gli economici
Il ciclo di lavorazione
 Il ciclo di lavorazione Analisi critica del disegno di progetto Riprogettazione del componente (ove necessario) Determinazione dei processi tecnologici e scelta delle macchine utensili Stesura del ciclo
Il ciclo di lavorazione Analisi critica del disegno di progetto Riprogettazione del componente (ove necessario) Determinazione dei processi tecnologici e scelta delle macchine utensili Stesura del ciclo
PUNTE EXTRA CORTE TWIST DRILLS,STUB LENGHT NEW NEW NEW QUARTZ TITANITE DIN mm/rev. mm/rev. mm/rev. mm/rev. mt/min. mt/min.
 PUNTE EXTRA CORTE TWIST DRILLS,STUB LENGHT NEW NEW NEW PUNTE CORTE TWIST DRILLS,JOBBER LENGHT rpm =( x 1000) / ( D x,1 ) mm/min = x rpm CL100 CL101 CL118 CL10 CL10R CL107 CL108 CL10CR CL106 = 1897 HSS
PUNTE EXTRA CORTE TWIST DRILLS,STUB LENGHT NEW NEW NEW PUNTE CORTE TWIST DRILLS,JOBBER LENGHT rpm =( x 1000) / ( D x,1 ) mm/min = x rpm CL100 CL101 CL118 CL10 CL10R CL107 CL108 CL10CR CL106 = 1897 HSS
FRESE ROTATIVE IN HARTMETALL CON DENTATURA 3R
 FRESE ROTATIVE IN HARTMETALL CON DENTATURA 3R Simile 8032 / 8033 Le frese con dentatura (taglio) incrociata del tipo 3R Heavy Duty sono meno sensibili agli urti ed ai contraccolpi e per questo idonei per
FRESE ROTATIVE IN HARTMETALL CON DENTATURA 3R Simile 8032 / 8033 Le frese con dentatura (taglio) incrociata del tipo 3R Heavy Duty sono meno sensibili agli urti ed ai contraccolpi e per questo idonei per
WALTER SELECT per inserti per foratura dal pieno
 WALTER SELECT per inserti per foratura dal pieno WALTER SELECT Fase dopo fase verso l'inserto a fissaggio meccanico ottimale Fase 1 Determinare il materiale da lavorare: Gruppi dei materiali da lavorare
WALTER SELECT per inserti per foratura dal pieno WALTER SELECT Fase dopo fase verso l'inserto a fissaggio meccanico ottimale Fase 1 Determinare il materiale da lavorare: Gruppi dei materiali da lavorare
EPS/TPS. Fresa di precisione per spallamenti retti a 90 effettivi. Inserti con differenti raggi e nuovi corpi fresa con codolo Weldon
 Keeping the Customer First Tungaloy Report No.5-I1 Fresa di precisione per spallamenti retti a 90 effettivi EPS/TPS Inserti con differenti raggi e nuovi corpi fresa con codolo Weldon EPS & TPS Fresa di
Keeping the Customer First Tungaloy Report No.5-I1 Fresa di precisione per spallamenti retti a 90 effettivi EPS/TPS Inserti con differenti raggi e nuovi corpi fresa con codolo Weldon EPS & TPS Fresa di
L efficienza dell acciaio sinterizzato
 New Giugno 2017 Prodotti nuovi per i tecnici dell'asportazione truciolo L efficienza dell acciaio sinterizzato La nuova punta HSS-E-PM UNI si interpone tra l accaio rapido HSS e il metallo duro integrale
New Giugno 2017 Prodotti nuovi per i tecnici dell'asportazione truciolo L efficienza dell acciaio sinterizzato La nuova punta HSS-E-PM UNI si interpone tra l accaio rapido HSS e il metallo duro integrale
Mini inserto bilaterale positivo 6-Taglienti 6NKU 04
 1/8 Mini inserto bilaterale positivo 6-Taglienti 6NKU 04 2/8 TaeguTec ha esteso la linea MILL2RUSH lcon un inserto economico a 6 taglienti 6NKU 04 per lavorazione di spallamenti a 90 gradi. I recenti sviluppi
1/8 Mini inserto bilaterale positivo 6-Taglienti 6NKU 04 2/8 TaeguTec ha esteso la linea MILL2RUSH lcon un inserto economico a 6 taglienti 6NKU 04 per lavorazione di spallamenti a 90 gradi. I recenti sviluppi
Fresa finitrice Multicut XF Surface Master new!
 passion for precision Fresa finitrice Multicut XF Surface Master new! Multicut XF EXtreme Finishing [ 2 ] La nuova Multicut XF viene utilizzata in tutti i casi in cui si è in presenza di requisiti esigenti
passion for precision Fresa finitrice Multicut XF Surface Master new! Multicut XF EXtreme Finishing [ 2 ] La nuova Multicut XF viene utilizzata in tutti i casi in cui si è in presenza di requisiti esigenti
Jongen Italia s.r.l. VHM.48W & VHM.49W. Le frese per sgrossatura ad alta prestazione. Milling tools made by JONGEN!
 Jongen Italia s.r.l. VHM.48W & VHM.49W Le frese per sgrossatura ad alta prestazione Milling tools made by JONGEN! L`utensile Le frese di metallo duro per sgrossare del tipo VHM.48W +.49W con passaggio
Jongen Italia s.r.l. VHM.48W & VHM.49W Le frese per sgrossatura ad alta prestazione Milling tools made by JONGEN! L`utensile Le frese di metallo duro per sgrossare del tipo VHM.48W +.49W con passaggio
FRESE ROTATIVE IN HARTMETALL CON DENTATURA MZ
 FRESE ROTATIVE IN HARTMETALL CON DENTATURA MZ Simile 8032 / 8033 Le frese con dentatura MZ vengono preferite per effettuare lavori di rifinitura su fori fino ad un Ø 12mm e per lavori di finitura su materiali
FRESE ROTATIVE IN HARTMETALL CON DENTATURA MZ Simile 8032 / 8033 Le frese con dentatura MZ vengono preferite per effettuare lavori di rifinitura su fori fino ad un Ø 12mm e per lavori di finitura su materiali
passion for precision NVS il nuovo standard per la lavorazione universale
 passion for precision NVS il nuovo standard per la lavorazione universale Frese cilindriche NB-NVS Il nuovo standard per la lavorazione universale [ 2 ] Con le NB-NVS, FRAISA lancia sul mercato un nuovo
passion for precision NVS il nuovo standard per la lavorazione universale Frese cilindriche NB-NVS Il nuovo standard per la lavorazione universale [ 2 ] Con le NB-NVS, FRAISA lancia sul mercato un nuovo
Carbide 52 SILMAX.IT. Frese / End Mills
 Carbide 5 SILMAX.IT Frese / End Mills 5 UNV Universal Line Per soddisfare i più elevati standard qualitativi dei nostri clienti, Silmax propone utensili con rendimento ottimizzato per le tecnologie di
Carbide 5 SILMAX.IT Frese / End Mills 5 UNV Universal Line Per soddisfare i più elevati standard qualitativi dei nostri clienti, Silmax propone utensili con rendimento ottimizzato per le tecnologie di
Utensili frese universale Favora. passion for precision
 Utensili frese universale Favora passion for precision ToolService a Willich, Germania FRAISA grazie allreparazione di utensili e al recupero di materiali www.bluecompetence.net Frese per acciaio,
Utensili frese universale Favora passion for precision ToolService a Willich, Germania FRAISA grazie allreparazione di utensili e al recupero di materiali www.bluecompetence.net Frese per acciaio,
Gorge et Alésage Gole e Alesatura
 Gorge et Alésage Gole e Alesatura Porte outils Portainserto 5 6 7 8 2 Gorge et Alésage Gole e Alesatura Porte outils avec plaquettes Largeur de gorge 0,7-1,5 mm Portainserto con inserti Larghezza della
Gorge et Alésage Gole e Alesatura Porte outils Portainserto 5 6 7 8 2 Gorge et Alésage Gole e Alesatura Porte outils avec plaquettes Largeur de gorge 0,7-1,5 mm Portainserto con inserti Larghezza della
MP6100/MP7100/MP9100
 NOVITA' B208I Nuovi gradi rivestiti PVD MP6100/MP7100/MP9100 Gradi specializzati per materiali specifici. Nuovi gradi per fresatura PVD MP6100/MP7100/MP9100 Tecnologia TOUGH-Σ Nuovi gradi rivestiti PVD
NOVITA' B208I Nuovi gradi rivestiti PVD MP6100/MP7100/MP9100 Gradi specializzati per materiali specifici. Nuovi gradi per fresatura PVD MP6100/MP7100/MP9100 Tecnologia TOUGH-Σ Nuovi gradi rivestiti PVD
RF 100 Ti Aircraft. Fresatura di leghe di titanio ad alta resistenza, acciai inossidabili e materiali speciali
 Fresatura di leghe di titanio ad alta resistenza, acciai inossidabili e materiali speciali Cave e sgrossatura anche a grandi profondità Operazioni molto fluide e finitura superficiale ottimale RF 100 Ti
Fresatura di leghe di titanio ad alta resistenza, acciai inossidabili e materiali speciali Cave e sgrossatura anche a grandi profondità Operazioni molto fluide e finitura superficiale ottimale RF 100 Ti
NEW FRESE AD ALTI AVANZAMENTI FRESE AD ALTI AVANZAMENTI 15G1F/5G_F
 NEW FRESE AD ALTI AVANZAMENTI 15G1F/5G_F FRESE AD ALTI AVANZAMENTI Geometria degli inserti per un taglio molto dolce Inserti a taglienti 2 geometrie in 3 gradi di carburo differenti Frese disponibili con
NEW FRESE AD ALTI AVANZAMENTI 15G1F/5G_F FRESE AD ALTI AVANZAMENTI Geometria degli inserti per un taglio molto dolce Inserti a taglienti 2 geometrie in 3 gradi di carburo differenti Frese disponibili con
SERIES 3000 SERIES 3000 SWISS MADE IT-ID-1017
 SERIES 000 SERIES 000 IT-ID-7 SWISS MADE LA SOLUZIONE OTTIMALE PER GLI ACCIAI INOSSIDABILI E LE SUPER LEGHE Evacuazione del truciolo Ø 0. -. mm SERIES 000 Rendimento raddoppiato VX COATED Processo sicuro
SERIES 000 SERIES 000 IT-ID-7 SWISS MADE LA SOLUZIONE OTTIMALE PER GLI ACCIAI INOSSIDABILI E LE SUPER LEGHE Evacuazione del truciolo Ø 0. -. mm SERIES 000 Rendimento raddoppiato VX COATED Processo sicuro
catalogotaglio02 cuttingtools02 Utensili di filettatura Threading tools Utensili di scanalatura e taglio Grooving and parting tools
 3 Utensili di filettatura Threading tools Utensili di scanalatura e taglio Grooving and parting tools Utensili di filettatura Threading tools Utensili di scanalatura e taglio Grooving and parting tools
3 Utensili di filettatura Threading tools Utensili di scanalatura e taglio Grooving and parting tools Utensili di filettatura Threading tools Utensili di scanalatura e taglio Grooving and parting tools
Il ciclo di lavorazione
 Il ciclo di lavorazione Analisi critica del disegno di progetto Riprogettazione del componente (ove necessario) Determinazione dei processi tecnologici e scelta delle macchine utensili Stesura del ciclo
Il ciclo di lavorazione Analisi critica del disegno di progetto Riprogettazione del componente (ove necessario) Determinazione dei processi tecnologici e scelta delle macchine utensili Stesura del ciclo
Caratteristiche. Eccellente ripetibilità >> Applicazioni >>
 Smussi a 45 >> Frese Nine9 per smussatura e lamatura con inserti a fissaggio meccanico. è specificatamente progettato per lavorazioni ad elevate velocità di taglio; i taglienti multipli aumentano l avanzamento,
Smussi a 45 >> Frese Nine9 per smussatura e lamatura con inserti a fissaggio meccanico. è specificatamente progettato per lavorazioni ad elevate velocità di taglio; i taglienti multipli aumentano l avanzamento,