PROGETTAZIONE DI PRESSE MECCANICHE VERTICALI PER DEFORMAZIONE A FREDDO DI PARTICOLARI IN ACCIAIO DI GRANDI DIMENSIONI
|
|
|
- Giuseppina Nobile
- 8 anni fa
- Visualizzazioni
Transcript
1 PROGETTAZIONE DI PRESSE MECCANICHE VERTICALI PER DEFORMAZIONE A FREDDO DI PARTICOLARI IN ACCIAIO DI GRANDI DIMENSIONI

2 Partendo dalla simulazione numerica dei processi di deformazione, Invernizzi Presse è in grado di progettare e costruire presse per tranciatura fine, presse transfer multistazione per imbutitura profonda, presse multistazione per stampaggio a freddo massivo, ecc.

3 Metodologia progettuale mediante simulazione numerica La simulazione numerica dei processi di deformazione ci permette di esplorare molte soluzioni evitando onerosi test fisici. In questo particolare caso è stato necessario industrializzare e automatizzare una nuova produzione di una intera famiglia di pezzi relativamente pesanti, fino a circa 5,5 kg, in acciaio legato.

4

5 NUMERICAL PROCESS SIMULATION Dopo aver ricevuto dal cliente le caratteristiche tecniche del pezzo (geometria, tolleranze, materiali, ecc.), vengono realizzati i componenti dello stampo (punzone, matrice, premilamiera, estrattore, ecc.) mediante il software di modellazione solida NX8 (Siemens). Tali componenti vengono utilizzati nella simulazione di processo con SIMUFACT FORMING, un software completo per la simulazione di processo sviluppato da Simufact engineering gmbh, con i solutori MSC.Marc (stampaggio a freddo) e MSC.Dytran (stampaggio a caldo). L utilizzo di SIMUFACT FORMING permette di definire le condizioni al contorno del processo di formatura come: - Materiali del pezzo e dei componenti dello stampo - Leggi cinematiche dei componenti del processo di stampaggio - Condizioni termiche iniziali e di scambio termico - Leggi relative alle condizioni d attrito tra pezzo e componenti dello stampo
 e MSC.Dytran (stampaggio a caldo).")

6 NUMERICAL PROCESS SIMULATION

7 NUMERICAL PROCESS SIMULATION INVERNIZZI PRESSE studia e ottimizza il movimento della slitta, prodotto da una cinematismo a esalatero, con MSC.ADAMS e successivamente viene inserita la legge di velocità ottima in SIMUFACT FORMING. Tale legge sarà associata al punzone dello stampo e ne definirà il movimento. La legge di velocità è un importante parametro per definire al meglio il processo di formatura del pezzo e in collaborazione con il cliente viene posta grande attenzione nella scelta della soluzione ottima.

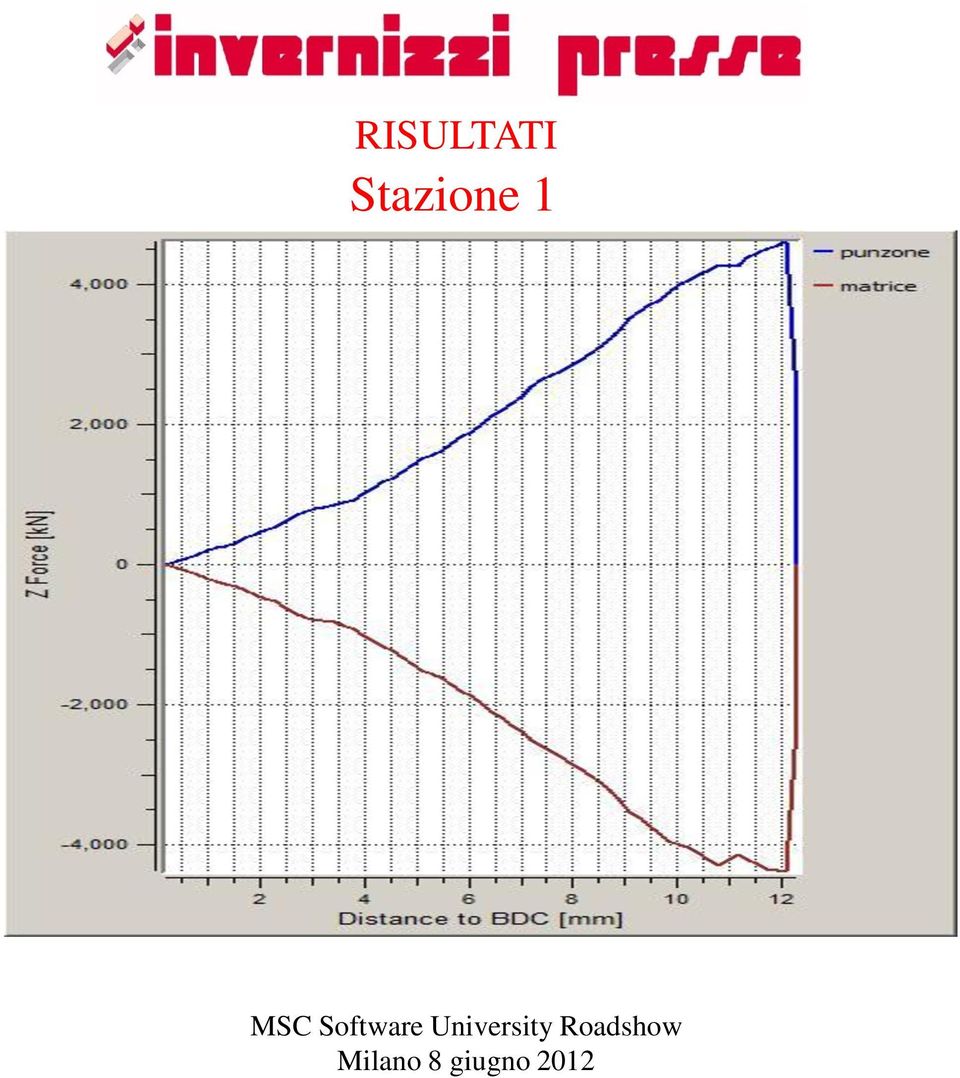
8 NUMERICAL PROCESS SIMULATION Alla fine della simulazione numerica del processo di formatura (2D o 3D): - Otteniamo il valore delle forze necessarie a deformare il pezzo in ogni step; - Otteniamo il valore delle forze necessarie a estrarre il pezzo dallo stampo; - Attraverso l utilizzo di modelli complessi con stampi deformabili possiamo ottenere dettagliate informazioni sullo stato di sforzo di particolari critici e sullo scambio termico tra pezzo e stampo; - Possiamo ottimizzare i componenti dello stampo in termini di geometria e di materiale.


9 Stazione 1

10 RISULTATI Stazione 1

11 Stazione 2

12 RISULTATI Stazione 2


13 Stazione 3

14 RISULTATI Stazione 3


15 Stazione 4

16 RISULTATI Stazione 4


17 Estrazione

18 RISULTATI Estrazione


19 STRUTTURA IN LAMIERA SALDATA: ANALISI AD ELEMENTI FINITI MSC.Marc e MSC.Patran vengono utilizzati per effettuare le verifiche strutturali dei componenti della pressa.


20 SLITTA IN LAMIERA SALDATA: ANALISI AD ELEMENTI FINITI


21 ANALISI DINAMICA DELLA PRESSA Attraverso l utilizzo di MSC.ADAMS è possibile effettuare la sintesi e la verifica dinamica del sistema d estrazione a camme, la sintesi e la verifica dinamica del transfer di movimentazione pezzi e la verifica dinamica del modello completo della pressa (vibrazioni, ecc.).
22 SPECIFICHE TECNICHE FORZA kn CORSA mm 600 COLPI AL MINUTO 1/min 0-25
23 MODELLO 3D COMPLETO DELLA PRESSA
24
25 CONCLUSIONE L applicazione sistematica e continua della simulazione numerica (SIMUFACT, MSC.Adams, MSC.Marc, Msc. Patran), è stata fondamentale per aumentare la conoscenza del prodotto (stampi e presse), migliorare il flusso della progettazione e dello sviluppo, ridurre il time to market e incrementare il livello di affidabilità.
26 Grazie per l attenzione!
La deformazione plastica. La deformazione plastica. Lavorazioni per deformazione. Il processo di laminazione Estrusione e trafilatura La forgiatura
 La deformazione plastica La deformazione plastica Lavorazioni per deformazione Il processo di laminazione Estrusione e trafilatura La forgiatura 2 2006 Politecnico di Torino 1 Obiettivi della lezione Valutare
La deformazione plastica La deformazione plastica Lavorazioni per deformazione Il processo di laminazione Estrusione e trafilatura La forgiatura 2 2006 Politecnico di Torino 1 Obiettivi della lezione Valutare
3F STAMPI S.r.l. Progettazione e costruzione stampi per tranciatura e deformazione a freddo della lamiera Servizio Elettroerosione a filo ed a tuffo
 3F STAMPI S.r.l. Progettazione e costruzione stampi per tranciatura e deformazione a freddo della lamiera Servizio Elettroerosione a filo ed a tuffo VIA PIETRAROSSA 1, 06039 TREVI PG (Italy) P.I. 02713690549
3F STAMPI S.r.l. Progettazione e costruzione stampi per tranciatura e deformazione a freddo della lamiera Servizio Elettroerosione a filo ed a tuffo VIA PIETRAROSSA 1, 06039 TREVI PG (Italy) P.I. 02713690549
ALCHEMIA - DIVISIONE RICERCHE & SVILUPPO 0 01/01/08 ALCHEMIA
 NUOVI SISTEMI PER LA DEFORMAZIONE PLASTICA DEI METALLI CON PRODOTTI EVAPORABILI FLUIPRESS ALCHEMIA - DIVISIONE RICERCHE & SVILUPPO Rev. 0 del 01/01/08 Con il nome di FLUIPRESS s'identifica una serie di
NUOVI SISTEMI PER LA DEFORMAZIONE PLASTICA DEI METALLI CON PRODOTTI EVAPORABILI FLUIPRESS ALCHEMIA - DIVISIONE RICERCHE & SVILUPPO Rev. 0 del 01/01/08 Con il nome di FLUIPRESS s'identifica una serie di
PREWAL NUOVI SISTEMI PER LA DEFORMAZIONE PLASTICA DEI METALLI CON SISTEMI A BASE ACQUOSA: ALCHEMIA - DIVISIONE RICERCHE & SVILUPPO Rev.
 NUOVI SISTEMI PER LA DEFORMAZIONE PLASTICA DEI METALLI CON SISTEMI A BASE ACQUOSA: PREWAL ALCHEMIA - DIVISIONE RICERCHE & SVILUPPO Rev. 0 del 01/01/08 Con il nome di PREWAL s'identifica una serie di prodotti
NUOVI SISTEMI PER LA DEFORMAZIONE PLASTICA DEI METALLI CON SISTEMI A BASE ACQUOSA: PREWAL ALCHEMIA - DIVISIONE RICERCHE & SVILUPPO Rev. 0 del 01/01/08 Con il nome di PREWAL s'identifica una serie di prodotti
PUNTI DI FORZA DEI FONDI BOMBATI
 PUNTI DI FORZA DEI FONDI BOMBATI 1 LAVAGGIO / DEGRASSAGGIO: abbiamo la possibilità di pulire i fondi e consegnarli così al cliente già pronti per le lavorazioni successive. In alcuni casi il lavaggio avviene
PUNTI DI FORZA DEI FONDI BOMBATI 1 LAVAGGIO / DEGRASSAGGIO: abbiamo la possibilità di pulire i fondi e consegnarli così al cliente già pronti per le lavorazioni successive. In alcuni casi il lavaggio avviene
catalogo stampi cori ediz. c10
 catalogo stampi cori ediz. c10 CALCOLO ELLA POTENZA I TRANCIATURA informazioni generali La formula per calcolare la potenza di tranciatura è la seguente: P= Pm x S x R 1000 dove: Pm = perimetro del punzone
catalogo stampi cori ediz. c10 CALCOLO ELLA POTENZA I TRANCIATURA informazioni generali La formula per calcolare la potenza di tranciatura è la seguente: P= Pm x S x R 1000 dove: Pm = perimetro del punzone
tecnologia PROPRIETÀ DEI METALLI Scuola secondaria primo grado. classi prime Autore: Giuseppe FRANZÈ
 tecnologia PROPRIETÀ DEI METALLI Scuola secondaria primo grado. classi prime Autore: Giuseppe FRANZÈ LE PROPRIETÀ DEI MATERIALI DA COSTRUZIONE Si possono considerare come l'insieme delle caratteristiche
tecnologia PROPRIETÀ DEI METALLI Scuola secondaria primo grado. classi prime Autore: Giuseppe FRANZÈ LE PROPRIETÀ DEI MATERIALI DA COSTRUZIONE Si possono considerare come l'insieme delle caratteristiche
PROGETTAZIONE MECCANICA DESIGN INDUSTRIALE OUTSOURCING RICERCA E SVILUPPO GRAFICA DOCUMENTAZIONE TECNICA STUDIO TECNICO
 PROTEK é una nuova realtà nel settore della meccanica e del design industriale, che prende corpo dopo una esperienza maturata nel corso di dieci anni. Lo studio tecnico PROTEK si propone come interlocutore
PROTEK é una nuova realtà nel settore della meccanica e del design industriale, che prende corpo dopo una esperienza maturata nel corso di dieci anni. Lo studio tecnico PROTEK si propone come interlocutore
Corso di Tecnologia Meccanica
 Corso di Tecnologia Meccanica Modulo 3.8 Deformazione plastica LIUC - Ingegneria Gestionale 1 Lavorazione a freddo della lamiera LIUC - Ingegneria Gestionale 2 Lavorazione a freddo delle lamiere È il processo
Corso di Tecnologia Meccanica Modulo 3.8 Deformazione plastica LIUC - Ingegneria Gestionale 1 Lavorazione a freddo della lamiera LIUC - Ingegneria Gestionale 2 Lavorazione a freddo delle lamiere È il processo
in Soluzioni Globali per la Deformazione dei Metalli
 Convegno MUSP 7 luglio 2006 AIDA Leader in Soluzioni Globali per la Deformazione dei Metalli Fatturato annuo 400 milioni c.a. di Euro Oltre 166.000 m² di capacità produttiva mondiale Oltre 1.400 dipendenti
Convegno MUSP 7 luglio 2006 AIDA Leader in Soluzioni Globali per la Deformazione dei Metalli Fatturato annuo 400 milioni c.a. di Euro Oltre 166.000 m² di capacità produttiva mondiale Oltre 1.400 dipendenti
Simulazione di macchina: analisi virtuale del comportamento cinematico. Elio Bergamaschi
 Simulazione di macchina: analisi virtuale del comportamento cinematico Elio Bergamaschi - Simulazione: Progettazione, Costruzione & Test Virtuali Progettista meccanico Disegno Produzione Assemblaggio Messa
Simulazione di macchina: analisi virtuale del comportamento cinematico Elio Bergamaschi - Simulazione: Progettazione, Costruzione & Test Virtuali Progettista meccanico Disegno Produzione Assemblaggio Messa
IL RILIEVO TOPOGRAFICO CON LASER SCANNER
 IL RILIEVO TOPOGRAFICO CON LASER SCANNER fb.m. s.r.l. 1 Il continuo sviluppo della tecnica di rilievo e la ricerca continua del miglior risultato ore-lavoro, ha prodotto la strumentazione per il rilievo
IL RILIEVO TOPOGRAFICO CON LASER SCANNER fb.m. s.r.l. 1 Il continuo sviluppo della tecnica di rilievo e la ricerca continua del miglior risultato ore-lavoro, ha prodotto la strumentazione per il rilievo
CONTABILITÀ. Gestione Attività Multipunto. Release 5.20 Manuale Operativo
 Release 5.20 Manuale Operativo CONTABILITÀ Gestione Attività Multipunto L art. 10, Legge 8 maggio 1998, n. 146 ha previsto l obbligo di annotazione separata dei costi e dei ricavi relativi alle diverse
Release 5.20 Manuale Operativo CONTABILITÀ Gestione Attività Multipunto L art. 10, Legge 8 maggio 1998, n. 146 ha previsto l obbligo di annotazione separata dei costi e dei ricavi relativi alle diverse
BIMERIC SP Sistema di produzione servocontrollato
 BIMERIC SP Sistema di produzione servocontrollato BIMERIC SP La pressa più intelligente al mondo Produzione semplificata, riduzione dei costi e creazione di valore aggiunto. bimeric SP Sistema di produzione
BIMERIC SP Sistema di produzione servocontrollato BIMERIC SP La pressa più intelligente al mondo Produzione semplificata, riduzione dei costi e creazione di valore aggiunto. bimeric SP Sistema di produzione
Tubi in acciaio al carbonio
 Tubi in acciaio al carbonio Tubi saldati da nastro a caldo e zincati La gamma di tubi saldati da nastro laminato a caldo Marcegaglia, adatti all impiego in settori quali la carpenteria, l industria dei
Tubi in acciaio al carbonio Tubi saldati da nastro a caldo e zincati La gamma di tubi saldati da nastro laminato a caldo Marcegaglia, adatti all impiego in settori quali la carpenteria, l industria dei
Serie BNC. Sistemi di produzione servocontrollati
 Serie BNC Sistemi di produzione servocontrollati Ottimizzazione della produzione Trasferite la produzione di componenti a nastro e a filo sui nuovi sistemi di produzione servocontrollati BNC. Le macchine
Serie BNC Sistemi di produzione servocontrollati Ottimizzazione della produzione Trasferite la produzione di componenti a nastro e a filo sui nuovi sistemi di produzione servocontrollati BNC. Le macchine
Gruppo Esea Carpenteria metallica di precisione
 Gruppo Esea Carpenteria metallica di precisione Si come il ferro s arrugginisce sanza esercizio, e l acqua si putrefà o nel freddo s addiaccia, così lo ngegno sanza esercizio si guasta. (Leonardo Da Vinci)
Gruppo Esea Carpenteria metallica di precisione Si come il ferro s arrugginisce sanza esercizio, e l acqua si putrefà o nel freddo s addiaccia, così lo ngegno sanza esercizio si guasta. (Leonardo Da Vinci)
IL PROBLEMA DEL PRODURRE
 IL PROBLEMA DEL PRODURRE IL CICLO TECNOLOGICO E I PROCESSI PRIMARI E SECONDARI Ing. Produzione Industriale - Tecnologia Meccanica Processi primari e secondari - 1 IL CICLO TECNOLOGICO Il ciclo tecnologico
IL PROBLEMA DEL PRODURRE IL CICLO TECNOLOGICO E I PROCESSI PRIMARI E SECONDARI Ing. Produzione Industriale - Tecnologia Meccanica Processi primari e secondari - 1 IL CICLO TECNOLOGICO Il ciclo tecnologico
Il partner industriale
 Il partner industriale Progettazione e produzione di macchine ad elevata automazione per il packaging primario e secondario di prodotti alimentari e farmaceutici 3700 collaboratori 24 siti produttivi Clienti
Il partner industriale Progettazione e produzione di macchine ad elevata automazione per il packaging primario e secondario di prodotti alimentari e farmaceutici 3700 collaboratori 24 siti produttivi Clienti
Progettazione funzionale di sistemi meccanici e meccatronici.
 Progettazione funzionale di sistemi meccanici e meccatronici. Progetto d anno: Laser 2dof A.A. 2010/2011 Progettazione Funzionale di Sistemi Meccanici e Meccatronici Taglio laser a due gradi di libertà
Progettazione funzionale di sistemi meccanici e meccatronici. Progetto d anno: Laser 2dof A.A. 2010/2011 Progettazione Funzionale di Sistemi Meccanici e Meccatronici Taglio laser a due gradi di libertà
Anno scolastico 2010/2011 I.T.I.S. GALILEO GALILEI AREZZO Classi 4^ A 4^ B Meccanica. In collaborazione con CAMERA di COMMERCIO di AREZZO
 Anno scolastico 2010/2011 I.T.I.S. GALILEO GALILEI AREZZO Classi 4^ A 4^ B Meccanica In collaborazione con CAMERA di COMMERCIO di AREZZO PROGETTAZIONE DI STAMPO A PASSO PER LA PRODUZIONE DI CASTONE PER
Anno scolastico 2010/2011 I.T.I.S. GALILEO GALILEI AREZZO Classi 4^ A 4^ B Meccanica In collaborazione con CAMERA di COMMERCIO di AREZZO PROGETTAZIONE DI STAMPO A PASSO PER LA PRODUZIONE DI CASTONE PER
Prof. Sergio Baragetti. Progettazione FEM
 Prof. Sergio Baragetti Progettazione FEM Perché gli Elementi Finiti Le teorie classiche della meccanica, studiate nei corsi precedenti, sono risolutive nella grande maggioranza dei casi: problemi piani,
Prof. Sergio Baragetti Progettazione FEM Perché gli Elementi Finiti Le teorie classiche della meccanica, studiate nei corsi precedenti, sono risolutive nella grande maggioranza dei casi: problemi piani,
SIMULAZIONE E ANALISI SOFTWARE PER MACCHINE UTENSILI
 SIMULAZIONE E ANALISI SOFTWARE PER MACCHINE UTENSILI Antonio Scippa u macchine utensili u Ottimizzare i parametri per una lavorazione di fresatura su macchina a controllo numerico significa sfruttare in
SIMULAZIONE E ANALISI SOFTWARE PER MACCHINE UTENSILI Antonio Scippa u macchine utensili u Ottimizzare i parametri per una lavorazione di fresatura su macchina a controllo numerico significa sfruttare in
Lavorazione lamiera III
 Lavorazione lamiera III Imbutitura (deep drawing) Deformabilità delle lamiere Macchinari per la formatura delle lamiere Progettazione Considerazioni economiche Imbutitura (Deep Drawing) Nata nel 1700 non
Lavorazione lamiera III Imbutitura (deep drawing) Deformabilità delle lamiere Macchinari per la formatura delle lamiere Progettazione Considerazioni economiche Imbutitura (Deep Drawing) Nata nel 1700 non
Copertina. Via G.Di Vittorio, 11/D 60044 Fabriano (AN) Tel / Fax +39 0732 4955 info@m-centro. centro.it www.m-centro.it
 Tel / Fax +39 0732 4955 info@m-centro. centro.it www.m-centro.it") Copertina Via G.Di Vittorio, 11/D 60044 Fabriano (AN) Tel / Fax +39 0732 4955 info@m-centro centro.it www.m-centro.it Galleria foto automotive 1 Galleria foto automotive 2 CHASSIS Chassis - Rinforzo Longherone
Copertina Via G.Di Vittorio, 11/D 60044 Fabriano (AN) Tel / Fax +39 0732 4955 info@m-centro centro.it www.m-centro.it Galleria foto automotive 1 Galleria foto automotive 2 CHASSIS Chassis - Rinforzo Longherone
CANDIDATO: William Berardi. RELATORE: Prof. Ing. Luca Piancastelli
 Alma Mater Studiorum Università di Bologna Facoltà di Ingegneria Corso di laurea in Ingegneria Meccanica A.A. 2010/2011 - Sessione III CANDIDATO: William Berardi RELATORE: Prof. Ing. Luca Piancastelli
Alma Mater Studiorum Università di Bologna Facoltà di Ingegneria Corso di laurea in Ingegneria Meccanica A.A. 2010/2011 - Sessione III CANDIDATO: William Berardi RELATORE: Prof. Ing. Luca Piancastelli
BNC 2. Sistema di produzione servocontrollato
 Sistema di produzione servocontrollato Ottimizzazione della produzione Trasferite la produzione in serie di componenti a nastro e a filo sul nuovo sistema di produzione servocontrollato BNC 2. La macchina
Sistema di produzione servocontrollato Ottimizzazione della produzione Trasferite la produzione in serie di componenti a nastro e a filo sul nuovo sistema di produzione servocontrollato BNC 2. La macchina
Acciaio per lavorazioni a caldo
 Acciaio per lavorazioni a caldo Generalità BeyLos 2329 è un acciaio legato progettato per la realizzazione di matrici, stampi o punzoni o altri particolari che devono lavorare a temperature elevate. I
Acciaio per lavorazioni a caldo Generalità BeyLos 2329 è un acciaio legato progettato per la realizzazione di matrici, stampi o punzoni o altri particolari che devono lavorare a temperature elevate. I
ELEMENTI DI PRODUZIONE METALMECCANICA
 ELEMENTI DI PRODUZIONE METALMECCANICA 156 Introduzione ai processi di produzione metalmeccanica I processi di produzione metalmeccanica si possono classificare nelle tre grandi famiglie di seguito indicate.
ELEMENTI DI PRODUZIONE METALMECCANICA 156 Introduzione ai processi di produzione metalmeccanica I processi di produzione metalmeccanica si possono classificare nelle tre grandi famiglie di seguito indicate.
PRESENTAZIONE AZIENDALE QUALITÁ MATERIALI E LAVORAZIONI ESEMPI DI COMPONENTI E PARTI REALIZZATI PER CONTO DI VARI CLIENTI SERVIZI OFFERTI REFERENZE
 PRESENTAZIONE AZIENDALE QUALITÁ MATERIALI E LAVORAZIONI ESEMPI DI COMPONENTI E PARTI REALIZZATI PER CONTO DI VARI CLIENTI SERVIZI OFFERTI REFERENZE VANTAGGI OFFERTI TEAM AZIENDALE QUALITÀ TECNOR SISTEMI
PRESENTAZIONE AZIENDALE QUALITÁ MATERIALI E LAVORAZIONI ESEMPI DI COMPONENTI E PARTI REALIZZATI PER CONTO DI VARI CLIENTI SERVIZI OFFERTI REFERENZE VANTAGGI OFFERTI TEAM AZIENDALE QUALITÀ TECNOR SISTEMI
Processi di lavorazione di materiali polimerici: stampaggio a iniezione
 Processi di lavorazione di materiali polimerici: stampaggio a iniezione Fonti: De Filippi A.M., Fabbricazione di componenti in materiali polimerici, Hoepli 2008; Stampaggio con iniezione Kalpakjian S.,
Processi di lavorazione di materiali polimerici: stampaggio a iniezione Fonti: De Filippi A.M., Fabbricazione di componenti in materiali polimerici, Hoepli 2008; Stampaggio con iniezione Kalpakjian S.,
MATRICE DELLE COMPETENZE DI SCIENZE E TECNOLIE APPLICATE INDIRIZZO DI MECCANICA, MECCATRONICA ED ENERGIA
 MATRICE DELLE COMPETENZE DI SCIENZE E TECNOLIE APPLICATE INDIRIZZO DI MECCANICA, MECCATRONICA ED ENERGIA Competenze in esito al quinquennio (dall Allegato C del Regolamento) 1. Individuare le proprietà
MATRICE DELLE COMPETENZE DI SCIENZE E TECNOLIE APPLICATE INDIRIZZO DI MECCANICA, MECCATRONICA ED ENERGIA Competenze in esito al quinquennio (dall Allegato C del Regolamento) 1. Individuare le proprietà
Unità lineari a cinghia
 Unità lineari a cinghia Gamma completa di soluzioni per la realizzazione di movimentazioni lineari ad uno o più assi. Soluzioni a cinghia, a vite o a cremagliera Ampia gamma di accessori per realizzazioni
Unità lineari a cinghia Gamma completa di soluzioni per la realizzazione di movimentazioni lineari ad uno o più assi. Soluzioni a cinghia, a vite o a cremagliera Ampia gamma di accessori per realizzazioni
Test, domande e problemi di Robotica industriale
 Test, domande e problemi di Robotica industriale 1. Quale, tra i seguenti tipi di robot, non ha giunti prismatici? a) antropomorfo b) cilindrico c) polare d) cartesiano 2. Un volume di lavoro a forma di
Test, domande e problemi di Robotica industriale 1. Quale, tra i seguenti tipi di robot, non ha giunti prismatici? a) antropomorfo b) cilindrico c) polare d) cartesiano 2. Un volume di lavoro a forma di
la soluzione CAD/CAM per la piegatura proposta da Infolab
 la soluzione CAD/CAM per la piegatura proposta da Infolab AutoPOL è una soluzione distribuita da Infolab, una software house italiana che da oltre vent anni si occupa in modo esclusivo della produzione
la soluzione CAD/CAM per la piegatura proposta da Infolab AutoPOL è una soluzione distribuita da Infolab, una software house italiana che da oltre vent anni si occupa in modo esclusivo della produzione
CLASSIFICAZIONE DELLE LAVORAZIONI MECCANICHE
 CLASSIFICAZIONE DELLE LAVORAZIONI MECCANICHE Le lavorazioni meccaniche possono essere classificate secondo diversi criteri. Il criterio che si è dimostrato più utile, in quanto ha permesso di considerare
CLASSIFICAZIONE DELLE LAVORAZIONI MECCANICHE Le lavorazioni meccaniche possono essere classificate secondo diversi criteri. Il criterio che si è dimostrato più utile, in quanto ha permesso di considerare
Indice Prefazione XIII 1 Introduzione alle tecnologie di fabbricazione 2 Principi fondamentali della produzione per fonderia
 Indice Prefazione XIII 1 Introduzione alle tecnologie di fabbricazione 1 Introduzione 1 1.1 Processi tecnologici di trasformazione 2 1.1.1 Precisione nelle trasformazioni 5 1.2 Attributi geometrici dei
Indice Prefazione XIII 1 Introduzione alle tecnologie di fabbricazione 1 Introduzione 1 1.1 Processi tecnologici di trasformazione 2 1.1.1 Precisione nelle trasformazioni 5 1.2 Attributi geometrici dei
Disegno di Macchine. Lezione n 1 Introduzione al Corso. corso per I anno della laurea in ing. meccanica Docente: ing.
 Disegno di Macchine corso per I anno della laurea in ing. meccanica Docente: ing. Francesca Campana Lezione n 1 Introduzione al Corso Ruolo del Disegno Nell ambito dell ingegneria industriale ed in particolar
Disegno di Macchine corso per I anno della laurea in ing. meccanica Docente: ing. Francesca Campana Lezione n 1 Introduzione al Corso Ruolo del Disegno Nell ambito dell ingegneria industriale ed in particolar
NVH (Noise Vibration Harshness) & SOUND QUALITY
 & SOUND QUALITY") ING. LUCA PIANCASTELLI Sono un libero professionista con 10 anni di esperienza nella progettazione e nel calcolo meccanico. Ho lavorato come consulente e responsabile tecnico per diverse aziende nell automotive,
ING. LUCA PIANCASTELLI Sono un libero professionista con 10 anni di esperienza nella progettazione e nel calcolo meccanico. Ho lavorato come consulente e responsabile tecnico per diverse aziende nell automotive,
HIGH DYNAMIC TESTING PROGRAM
 d MONITORING, TESTING AND STRUCTURAL ENGINEERING HIGH DYNAMIC TESTING PROGRAM 1. DESCRIZIONE DELLA PROVA E DELLA STRUMENTAZIONE La prova dinamica ad alta deformazione viene eseguita su pali di fondazione
d MONITORING, TESTING AND STRUCTURAL ENGINEERING HIGH DYNAMIC TESTING PROGRAM 1. DESCRIZIONE DELLA PROVA E DELLA STRUMENTAZIONE La prova dinamica ad alta deformazione viene eseguita su pali di fondazione
IL PROCESSO DI FABBRICAZIONE (sviluppo nuovo prodotto)
") CORSO DI Gestione aziendale Facoltà di Ingegneria IL PROCESSO DI FABBRICAZIONE (sviluppo nuovo prodotto) Carlo Noè Università Carlo Cattaneo Istituto di Tecnologie e-mail: cnoe@liuc.it 1 Il processo di
CORSO DI Gestione aziendale Facoltà di Ingegneria IL PROCESSO DI FABBRICAZIONE (sviluppo nuovo prodotto) Carlo Noè Università Carlo Cattaneo Istituto di Tecnologie e-mail: cnoe@liuc.it 1 Il processo di
Corso di Tecnologia Meccanica
 Corso di Tecnologia Meccanica Modulo 3.7 Deformazione plastica LIUC - Ingegneria Gestionale 1 Macchine per la fucinatura e lo stampaggio LIUC - Ingegneria Gestionale 2 Classificazione Macchine ad energia
Corso di Tecnologia Meccanica Modulo 3.7 Deformazione plastica LIUC - Ingegneria Gestionale 1 Macchine per la fucinatura e lo stampaggio LIUC - Ingegneria Gestionale 2 Classificazione Macchine ad energia
PROGETTO MEPROS. Gennaio 2015
 G M Gennaio 2015 G M Mtodologie di gettazione integrata prodotto/processo per lo tampaggio.1.1 nizio: et. 2012 ine : et. 2014 C V B artner uolo nel progetto D MG viluppo di una nuova metodologia di progettazione;
G M Gennaio 2015 G M Mtodologie di gettazione integrata prodotto/processo per lo tampaggio.1.1 nizio: et. 2012 ine : et. 2014 C V B artner uolo nel progetto D MG viluppo di una nuova metodologia di progettazione;
Lavorazione delle lamiere
 Lavorazione delle lamiere Lamiere Utilizzate nella produzione di carrozzerie automobilistiche, elettrodomestici, mobili metallici, organi per la meccanica fine. Le lamiere presentano una notevole versatilità
Lavorazione delle lamiere Lamiere Utilizzate nella produzione di carrozzerie automobilistiche, elettrodomestici, mobili metallici, organi per la meccanica fine. Le lamiere presentano una notevole versatilità
s o l u z i o n i p o r t a n t i
 s o l u z i o n i p o r t a n t i Fornire soluzioni economicamente valide, capaci di risolvere gli specifici problemi di ogni Cliente, minimizzando i limiti ed i vincoli delle classiche soluzioni standard.
s o l u z i o n i p o r t a n t i Fornire soluzioni economicamente valide, capaci di risolvere gli specifici problemi di ogni Cliente, minimizzando i limiti ed i vincoli delle classiche soluzioni standard.
MISURAZIONE DELLE PROPRIETA TECNOLOGICHE I.T.S.T J.F. KENNEDY - PN
 MISURAZIONE DELLE PROPRIETA TECNOLOGICHE I.T.S.T J.F. KENNEDY - PN Le proprietà tecnologiche dei materiali indagano la loro risposta alla lavorabilità ovvero forniscono indicazioni sulla risposta dei materiali
MISURAZIONE DELLE PROPRIETA TECNOLOGICHE I.T.S.T J.F. KENNEDY - PN Le proprietà tecnologiche dei materiali indagano la loro risposta alla lavorabilità ovvero forniscono indicazioni sulla risposta dei materiali
Molds for diecasting. Injection molding technology
 Molds for diecasting Injection molding technology 1 2 3 4 5 6 CHIAMATA DEL COMMITTENTE IL QUALE ESPONE L IDEA STUDIO DI FATTIBILITA IN STRETTA COLLABORAZIO- NE CON IL COMMITTENTE REALIZZAZIONE DEL PROTOTIPO
Molds for diecasting Injection molding technology 1 2 3 4 5 6 CHIAMATA DEL COMMITTENTE IL QUALE ESPONE L IDEA STUDIO DI FATTIBILITA IN STRETTA COLLABORAZIO- NE CON IL COMMITTENTE REALIZZAZIONE DEL PROTOTIPO
ALL-ONE TUTTE LE REVISIONI IN UN UNICO BANCO
 ALL-ONE TUTTE LE REVISIONI IN UN UNICO BANCO 96ALL-ONE e 65ALL-ONE LA LINEA ALL-ONE COMPOSTA DA BANCO PROVA FRENI A PIASTRE E PROVA VELOCITA La linea di banchi prova freni a piastre e prova velocità ALL-ONE
ALL-ONE TUTTE LE REVISIONI IN UN UNICO BANCO 96ALL-ONE e 65ALL-ONE LA LINEA ALL-ONE COMPOSTA DA BANCO PROVA FRENI A PIASTRE E PROVA VELOCITA La linea di banchi prova freni a piastre e prova velocità ALL-ONE
PROGETTAZIONE MECCANICA DESIGN ANALISI ELEMENTI FINITI prototipi
 PROGETTAZIONE MECCANICA DESIGN ANALISI ELEMENTI FINITI prototipi LA NOSTRA STORIA 50 STUDIO TECNICO ZOCCA. PIÙ DI Da oltre mezzo secolo lo Studio Tecnico Zocca si occupa di progettazione, analisi, calcolo,
PROGETTAZIONE MECCANICA DESIGN ANALISI ELEMENTI FINITI prototipi LA NOSTRA STORIA 50 STUDIO TECNICO ZOCCA. PIÙ DI Da oltre mezzo secolo lo Studio Tecnico Zocca si occupa di progettazione, analisi, calcolo,
RM-NC GRM-NC. Trancia-piegatrici automatiche servo-controllate
 RM-NC GRM-NC Trancia-piegatrici automatiche servo-controllate Le trancia-piegatrici automatiche servocontrollate più veloci al mondo Aumentate l efficienza nella produzione. Grazie alle trancia-piegatrici
RM-NC GRM-NC Trancia-piegatrici automatiche servo-controllate Le trancia-piegatrici automatiche servocontrollate più veloci al mondo Aumentate l efficienza nella produzione. Grazie alle trancia-piegatrici
Trasparenza e Tracciabilità
 Trasparenza e Tracciabilità Il punto di vista delle stazioni appaltanti e le tipologie di strumenti informatici di supporto Dott. Ing. Paolo Mezzetti Ferrara 8 Maggio 2015 Contenuti I Profilo STEP II Il
Trasparenza e Tracciabilità Il punto di vista delle stazioni appaltanti e le tipologie di strumenti informatici di supporto Dott. Ing. Paolo Mezzetti Ferrara 8 Maggio 2015 Contenuti I Profilo STEP II Il
Cliccare su una o più delle seguenti tipologie di sistemi di riscaldamento ad induzione:
 Per ricevere maggiori informazioni su argomenti di vostro interesse compilate il modulo sottostante, verrete contattati al più presto. VERSIONE STAMPABILE: RICHIESTA INFORMAZIONI TECNICHE Nome Cognome
Per ricevere maggiori informazioni su argomenti di vostro interesse compilate il modulo sottostante, verrete contattati al più presto. VERSIONE STAMPABILE: RICHIESTA INFORMAZIONI TECNICHE Nome Cognome
Ruolo dello stampaggio lamiera nel ciclo di sviluppo prodotto nell industria dell automobile
 Ruolo dello stampaggio lamiera nel ciclo di sviluppo prodotto nell industria dell automobile Engineering GEA S.r.l Via Pavia, 65 10090 Cascine Vica - Rivoli (Torino) 27/03/02 Diapositiva 1 Ciclo di sviluppo
Ruolo dello stampaggio lamiera nel ciclo di sviluppo prodotto nell industria dell automobile Engineering GEA S.r.l Via Pavia, 65 10090 Cascine Vica - Rivoli (Torino) 27/03/02 Diapositiva 1 Ciclo di sviluppo
POLITECNICO DI MILANO
 POLITECNICO DI MILANO Facoltà di Ingegneria Industriale Corso di Laurea in Ingegneria Meccanica Realizzazione di un riflettore tramite un processo di stampaggio e di idroformatura Relatore: prof. Matteo
POLITECNICO DI MILANO Facoltà di Ingegneria Industriale Corso di Laurea in Ingegneria Meccanica Realizzazione di un riflettore tramite un processo di stampaggio e di idroformatura Relatore: prof. Matteo
FORMAZIONE DEI FORMATORI: l esperienza di Anni Azzurri
 FORMAZIONE DEI FORMATORI: l esperienza di Anni Azzurri Aula Magna Mangiagalli - 13.03.2013 Relatore: Enrico Rinaldi, Responsabile Sicurezza Gruppo KOS premessa Residenze Anni Azzurri è una società che
FORMAZIONE DEI FORMATORI: l esperienza di Anni Azzurri Aula Magna Mangiagalli - 13.03.2013 Relatore: Enrico Rinaldi, Responsabile Sicurezza Gruppo KOS premessa Residenze Anni Azzurri è una società che
Silca Software GLOSSARIO. February 2013 Copyright Silca S.p.A. V.2.0
 GLOSSARIO Che cos è una SCHEDA? SCHEDA ovvero l insieme dei parametri relativi a spazi, profondità, basi del taglio, angoli, riferimenti, morsetto, fresa ( un totale di circa 250 parametri per ogni asse
GLOSSARIO Che cos è una SCHEDA? SCHEDA ovvero l insieme dei parametri relativi a spazi, profondità, basi del taglio, angoli, riferimenti, morsetto, fresa ( un totale di circa 250 parametri per ogni asse
GREEN JOBS. Energy Modeling. Ing. Fabio Minchio, Ph.D. in energetica 3F-Engineering. Roma, 23 marzo 2013
 GREEN JOBS Energy Modeling Ing. Fabio Minchio, Ph.D. in energetica 3F-Engineering Roma, 23 marzo 2013 1 Energy Modeling? Modelizzazione dinamica attraverso codici di calcolo (software validati) del comportamento
GREEN JOBS Energy Modeling Ing. Fabio Minchio, Ph.D. in energetica 3F-Engineering Roma, 23 marzo 2013 1 Energy Modeling? Modelizzazione dinamica attraverso codici di calcolo (software validati) del comportamento
Rondelle di serraggio e anelli di serraggio
 Rondelle di serraggio e anelli di serraggio K 05/7 it Pagina 1 (5) Questi elementi di serraggio dispongono di una guarnizione vulcanizzata per alta pressione e costituiscono unità ad elevata efficienza
Rondelle di serraggio e anelli di serraggio K 05/7 it Pagina 1 (5) Questi elementi di serraggio dispongono di una guarnizione vulcanizzata per alta pressione e costituiscono unità ad elevata efficienza
SALDATRICI A CONTATTO. Quickchange D1Q, D2Q, D3Q Saldatrice a contatto in argentografite
 SALDATRICI A CONTATTO Quickchange D1Q, D2Q, D3Q Saldatrice a contatto in argentografite SALDATRICI A CONTATTO per la tecnica di comando industriale Moduli di processo ad elevata capacità produttiva Le
SALDATRICI A CONTATTO Quickchange D1Q, D2Q, D3Q Saldatrice a contatto in argentografite SALDATRICI A CONTATTO per la tecnica di comando industriale Moduli di processo ad elevata capacità produttiva Le
www.fpl-technology.com Profilo Aziendale
 www.fpl-technology.com Profilo Aziendale 38 ANNI DI STORIA MISSIONE AZIENDALE 2-3 4-5 38 ANNI DI STORIA 2 I NOSTRI SERVIZI 6 NEGOZIO ONLINE 7 I NOSTRI PRODOTTI 8-9 38 ANNI DI STORIA ITALIANA TECHNOLOGY,
www.fpl-technology.com Profilo Aziendale 38 ANNI DI STORIA MISSIONE AZIENDALE 2-3 4-5 38 ANNI DI STORIA 2 I NOSTRI SERVIZI 6 NEGOZIO ONLINE 7 I NOSTRI PRODOTTI 8-9 38 ANNI DI STORIA ITALIANA TECHNOLOGY,
Grigliato per scaffalature
 per scaffalature 2 Inhalt per scaffalature con profilo a U Specifica prodotto 3 Il profilo U 3 Le dimensioni dei pannelli 4 Tabelle di portata e dimensioni standard 4 Sicurezza 5 Layout e Performance 5
per scaffalature 2 Inhalt per scaffalature con profilo a U Specifica prodotto 3 Il profilo U 3 Le dimensioni dei pannelli 4 Tabelle di portata e dimensioni standard 4 Sicurezza 5 Layout e Performance 5
SISTEMA INNOVATIVO DIODE PUMPED SOLID STATE LASER(DPSS LASER), AD ALTA EFFICIENZA ED A BASSO IMPATTO AMBIENTALE, PER IL TAGLIO DI METALLI
, AD ALTA EFFICIENZA ED A BASSO IMPATTO AMBIENTALE, PER IL TAGLIO DI METALLI") SISTEMA INNOVATIVO DIODE PUMPED SOLID STATE LASER(DPSS LASER), AD ALTA EFFICIENZA ED A BASSO IMPATTO AMBIENTALE, Adriatica Industriale S.r.L. sorge a Corato (Ba) Dal 1979 Adriatica Industriale S.r.l. ha
SISTEMA INNOVATIVO DIODE PUMPED SOLID STATE LASER(DPSS LASER), AD ALTA EFFICIENZA ED A BASSO IMPATTO AMBIENTALE, Adriatica Industriale S.r.L. sorge a Corato (Ba) Dal 1979 Adriatica Industriale S.r.l. ha
Criticità e potenzialità nella creazione di un progetto di efficientamento per i CAS.
 Criticità e potenzialità nella creazione di un progetto di efficientamento per i CAS. Pavia, 18 dicembre 2014 Tavola rotonda su Efficienza Energetica e certificati bianchi per interventi nell ambito del
Criticità e potenzialità nella creazione di un progetto di efficientamento per i CAS. Pavia, 18 dicembre 2014 Tavola rotonda su Efficienza Energetica e certificati bianchi per interventi nell ambito del
Collegamenti nelle strutture
 1 Collegamenti nelle strutture Le tipologie delle unioni bullonate o saldate sono molteplici e dipendono essenzialmente da: caratteristiche dell unione: nell ambito di quelle bullonate si possono avere
1 Collegamenti nelle strutture Le tipologie delle unioni bullonate o saldate sono molteplici e dipendono essenzialmente da: caratteristiche dell unione: nell ambito di quelle bullonate si possono avere
Introduzione...xi. 1.3 Affidabilità secondo gli Eurocodici... 19. 1.4 Requisito di durabilità secondo gli Eurocodici... 20
 INDICE GENERALE Introduzione...xi 1.1 Premessa sugli Eurocodici strutturali... 13 Struttura Eurocodici strutturali... 13 Scopo degli Eurocodici... 14 Il ruolo degli Enti Normativi... 14 Ruolo della EN
INDICE GENERALE Introduzione...xi 1.1 Premessa sugli Eurocodici strutturali... 13 Struttura Eurocodici strutturali... 13 Scopo degli Eurocodici... 14 Il ruolo degli Enti Normativi... 14 Ruolo della EN
DINAMICA DEL PUNTO MATERIALE E CONCETTO DI FORZA. Dinamica: studio delle forze che causano il moto dei corpi
 DINAMICA DEL PUNTO MATERIALE E CONCETTO DI FORZA Dinamica: studio delle forze che causano il moto dei corpi 1 Forza Si definisce forza una qualunque causa esterna che produce una variazione dello stato
DINAMICA DEL PUNTO MATERIALE E CONCETTO DI FORZA Dinamica: studio delle forze che causano il moto dei corpi 1 Forza Si definisce forza una qualunque causa esterna che produce una variazione dello stato
Rettificatura di dentature in una nuova dimensione
 Dr. Frank Reichel Direttore tecnico di Niles GmbH Rettificatura di dentature in una nuova dimensione L'azienda NILES Werkzeugmaschinen GmbH di Berlino è conosciuta nel mondo come principale fornitore die
Dr. Frank Reichel Direttore tecnico di Niles GmbH Rettificatura di dentature in una nuova dimensione L'azienda NILES Werkzeugmaschinen GmbH di Berlino è conosciuta nel mondo come principale fornitore die
Convegno DIMI 2009 Brescia 2 Aprile 2009 1/16
 Lavorazioni innovative della lamiera A. Attanasio Technologies and Manufacturing Systems Group Department of Mechanical and Industrial Engineering - Italy 1/16 L organico Strutturati Elisabetta Ceretti
Lavorazioni innovative della lamiera A. Attanasio Technologies and Manufacturing Systems Group Department of Mechanical and Industrial Engineering - Italy 1/16 L organico Strutturati Elisabetta Ceretti
www.fpl-technology.com Profilo Aziendale
 www.fpl-technology.com Profilo Aziendale 38 ANNI DI STORIA MISSIONE AZIENDALE I NOSTRI SERVIZI NEGOZIO ONLINE I NOSTRI PRODOTTI 2 3-4 5 6 7-8 38 ANNI DI STORIA ITALIANA TECHNOLOGY, avvalendosi di un esperienza
www.fpl-technology.com Profilo Aziendale 38 ANNI DI STORIA MISSIONE AZIENDALE I NOSTRI SERVIZI NEGOZIO ONLINE I NOSTRI PRODOTTI 2 3-4 5 6 7-8 38 ANNI DI STORIA ITALIANA TECHNOLOGY, avvalendosi di un esperienza
fit-up), cioè ai problemi che si verificano all atto dell assemblaggio quando non si riescono a montare i diversi componenti del prodotto o quando il
, cioè ai problemi che si verificano all atto dell assemblaggio quando non si riescono a montare i diversi componenti del prodotto o quando il") Abstract Nel presente lavoro di tesi è stata analizzata l importanza che riveste l assemblaggio meccanico nelle diverse fasi del processo produttivo, centrando l attenzione sulle fasi di progettazione
Abstract Nel presente lavoro di tesi è stata analizzata l importanza che riveste l assemblaggio meccanico nelle diverse fasi del processo produttivo, centrando l attenzione sulle fasi di progettazione
Automazione. Attraverso l incontro con l officina meccanica Nuova MG, dal progetto al processo APPLICAZIONI
 Giovanni Albertario Automazione Automatizzare un processo produttivo significa non solo dotare di macchine utensili l officina, ma anche cogliere le opportunità offerte dai sistemi Cad per accelerare lo
Giovanni Albertario Automazione Automatizzare un processo produttivo significa non solo dotare di macchine utensili l officina, ma anche cogliere le opportunità offerte dai sistemi Cad per accelerare lo
APPLICAZIONI IN AMBITO IMPIANTISTICO ED INDUSTRIALE
 Università degli Studi di Brescia Prof. Giorgio Vassena APPLICAZIONI IN AMBITO IMPIANTISTICO ED INDUSTRIALE La tecnologia Laser Scanner La tecnologia si basa su uno strumento, denominato laser scanner,
Università degli Studi di Brescia Prof. Giorgio Vassena APPLICAZIONI IN AMBITO IMPIANTISTICO ED INDUSTRIALE La tecnologia Laser Scanner La tecnologia si basa su uno strumento, denominato laser scanner,
26 GIUGNO 2012 AULA MAGNA DELLA SCUOLA EDILE CPIPE - VIA BASILICATA, 10/12 LOCALITÀ CAMIN PADOVA
 26 GIUGNO 2012 AULA MAGNA DELLA SCUOLA EDILE CPIPE - VIA BASILICATA, 10/12 LOCALITÀ CAMIN PADOVA 26 GIUGNO 2012 Intervento ing. Donato Chiffi Progettazione costruttiva dei dispositivi di ancoraggio e verifica
26 GIUGNO 2012 AULA MAGNA DELLA SCUOLA EDILE CPIPE - VIA BASILICATA, 10/12 LOCALITÀ CAMIN PADOVA 26 GIUGNO 2012 Intervento ing. Donato Chiffi Progettazione costruttiva dei dispositivi di ancoraggio e verifica
Il gruppo leader da oltre 60 anni attivo nel settore della progettazione e produzione stampi, dello stampaggio dei termoindurenti e termoplastici.
 Il gruppo leader da oltre 60 anni attivo nel settore della progettazione e produzione stampi, dello stampaggio dei termoindurenti e termoplastici. Attualmente il Gruppo è gestito dalla seconda generazione
Il gruppo leader da oltre 60 anni attivo nel settore della progettazione e produzione stampi, dello stampaggio dei termoindurenti e termoplastici. Attualmente il Gruppo è gestito dalla seconda generazione
Tecnologia Meccanica Proff. Luigi Carrino Antonio Formisano Prove tecnologiche
 Prove tecnologiche PROVE TECNOLOGICHE Le prove tecnologiche vengono eseguite allo scopo di determinare l'attitudine dei materiali a subire determinati processi necessari a realizzare un certo prodotto.
Prove tecnologiche PROVE TECNOLOGICHE Le prove tecnologiche vengono eseguite allo scopo di determinare l'attitudine dei materiali a subire determinati processi necessari a realizzare un certo prodotto.
Simulazioni accoppiate 1D-3D per scenari d incendio
 Simulazioni accoppiate 1D-3D per scenari d incendio Applicazione a tunnel stradali e linee metropolitane Luca Iannantuoni Dipartimento di Energia - Politecnico di Milano 29 Ottobre 2009 Luca Iannantuoni
Simulazioni accoppiate 1D-3D per scenari d incendio Applicazione a tunnel stradali e linee metropolitane Luca Iannantuoni Dipartimento di Energia - Politecnico di Milano 29 Ottobre 2009 Luca Iannantuoni
METODOLOGIA DI REALIZZAZIONE DI UN PORTAMOZZO: DALLA FUSIONE IN GRAVITA ALLA FUSIONE IN BASSA PRESSIONE
 UNIVERSITA DEGLI STUDI DI BERGAMO FACOLTA DI INGEGNERIA MECCANICA METODOLOGIA DI REALIZZAZIONE DI UN PORTAMOZZO: DALLA FUSIONE IN GRAVITA ALLA FUSIONE IN BASSA PRESSIONE Sommario Obiettivo Il progetto
UNIVERSITA DEGLI STUDI DI BERGAMO FACOLTA DI INGEGNERIA MECCANICA METODOLOGIA DI REALIZZAZIONE DI UN PORTAMOZZO: DALLA FUSIONE IN GRAVITA ALLA FUSIONE IN BASSA PRESSIONE Sommario Obiettivo Il progetto
LA REALIZZAZIONE DI UN PROGETTO
 LA REALIZZAZIONE DI UN PROGETTO Nuovo prodotto Progettazione Programmazione CICLO Operazione Descrizione nnonnononoonono noninininiluludodo Produzione ITI San Zeno (Vr) 1 CICLO 1 Il ciclo nel processo
LA REALIZZAZIONE DI UN PROGETTO Nuovo prodotto Progettazione Programmazione CICLO Operazione Descrizione nnonnononoonono noninininiluludodo Produzione ITI San Zeno (Vr) 1 CICLO 1 Il ciclo nel processo
Unifast, grazie alle Chiusure rapide ad ¼ di giro, agli Inserti filettati maschi e femmine oltre che ad un ampia gamma di Prodotti speciali, offre l
 Unifast, grazie alle Chiusure rapide ad ¼ di giro, agli Inserti filettati maschi e femmine oltre che ad un ampia gamma di Prodotti speciali, offre l opportunità di generare efficienze sui processi produttivi
Unifast, grazie alle Chiusure rapide ad ¼ di giro, agli Inserti filettati maschi e femmine oltre che ad un ampia gamma di Prodotti speciali, offre l opportunità di generare efficienze sui processi produttivi
Pipette Calibration Workstation
 Pipette Calibration Workstation Sistemi di taratura MCP per pipette mono- e multicanale Estremamente veloce Estremamente compatto Facile da usare Produttività migliorata Tarare con una velocità fino a
Pipette Calibration Workstation Sistemi di taratura MCP per pipette mono- e multicanale Estremamente veloce Estremamente compatto Facile da usare Produttività migliorata Tarare con una velocità fino a
I MATERIALI SCELTA DEL MATERIALE SCELTA DEL MATERIALE FUNZIONALITÀ
 SCELTA DEL MATERIALE I MATERIALI LA SCELTA DEL MATERIALE PER LA COSTRUZIONE DI UN PARTICOLARE MECCANICO RICHIEDE: LA CONOSCENZA DELLA FORMA E DELLE DIMEN- SIONI DELL OGGETTO LA CONOSCENZA DEL CICLO DI
SCELTA DEL MATERIALE I MATERIALI LA SCELTA DEL MATERIALE PER LA COSTRUZIONE DI UN PARTICOLARE MECCANICO RICHIEDE: LA CONOSCENZA DELLA FORMA E DELLE DIMEN- SIONI DELL OGGETTO LA CONOSCENZA DEL CICLO DI
Ingegneria e simulazione di componenti in LSR
 Ingegneria e simulazione di componenti in LSR Andrea Romeo Consorzio Proplast Responsabile Area Ingegneria Il silicone liquido LSR Galliate, 22 settembre 2015 Ingegneria di prodotto e di processo Simulazioni
Ingegneria e simulazione di componenti in LSR Andrea Romeo Consorzio Proplast Responsabile Area Ingegneria Il silicone liquido LSR Galliate, 22 settembre 2015 Ingegneria di prodotto e di processo Simulazioni
Industrializzazione rapida. Prof.ssa Wilma POLINI
 Prof.ssa Wilma POLINI Orari lezioni: Lunedì 9.00-11.00 (T2) Industrializzazione Giovedì 11.00-13.00 (1.1) e 14.00-17.00 (3.2) Ricevimento studenti: Al termine delle lezioni 2 Testi consigliati: Industrializzazione
Prof.ssa Wilma POLINI Orari lezioni: Lunedì 9.00-11.00 (T2) Industrializzazione Giovedì 11.00-13.00 (1.1) e 14.00-17.00 (3.2) Ricevimento studenti: Al termine delle lezioni 2 Testi consigliati: Industrializzazione
UNIVERSITA DEGLI STUDI DI BRESCIA
 UNIVERSITA DEGLI STUDI DI BRESCIA ESAME DI STATO DI ABILITAZIONE ALL'ESERCIZIO DELLA PROFESSIONE DI INGEGNERE (Lauree di primo livello D.M. 509/99 e D.M. 270/04 e Diploma Universitario) SEZIONE B - Prima
UNIVERSITA DEGLI STUDI DI BRESCIA ESAME DI STATO DI ABILITAZIONE ALL'ESERCIZIO DELLA PROFESSIONE DI INGEGNERE (Lauree di primo livello D.M. 509/99 e D.M. 270/04 e Diploma Universitario) SEZIONE B - Prima
Processo di fabbricazione. C. Noè
 Processo di fabbricazione C. Noè FABBRICAZIONE PRODOTTO PROCESSO SISTEMA METODI TECNOLOGIE INNOVAZIONE INTEGRAZIONE 1 Fabbricazione di un prodotto 1. Progettazione del prodotto. 2. Scelta (Progettazione)
Processo di fabbricazione C. Noè FABBRICAZIONE PRODOTTO PROCESSO SISTEMA METODI TECNOLOGIE INNOVAZIONE INTEGRAZIONE 1 Fabbricazione di un prodotto 1. Progettazione del prodotto. 2. Scelta (Progettazione)
Presentazione azienda. Nuova Gema Srl
 Presentazione azienda Nuova Gema Srl La sede operativa della Nuova Gema S.r.l. è a Sesto al Reghena (PN), in quella che è da sempre la sede storica della Gema S.a.s. La Gema Sas è stata uno dei punti di
Presentazione azienda Nuova Gema Srl La sede operativa della Nuova Gema S.r.l. è a Sesto al Reghena (PN), in quella che è da sempre la sede storica della Gema S.a.s. La Gema Sas è stata uno dei punti di
MUFFATO. www.muffatopresse.com
 MUFFATO Presse Meccaniche www.muffatopresse.com Le presse MUFFATO, nate da una esperienza pluriennale nel settore dello stampaggio di minuterie metalliche, sono state progettate e costruite con nuove tecnologie
MUFFATO Presse Meccaniche www.muffatopresse.com Le presse MUFFATO, nate da una esperienza pluriennale nel settore dello stampaggio di minuterie metalliche, sono state progettate e costruite con nuove tecnologie
I capicorda (terminali) per funi d acciaio forniscono una terminazione di testa alla fune stessa.
 per funi d acciaio forniscono una terminazione di testa alla fune stessa.") PRODOTTI INDUSTRIALI & NAVALI S.p.A. capicorda I capicorda (terminali) per funi d acciaio forniscono una terminazione di testa alla fune stessa. Si dividono in tre tipi: - A cuneo (autobloccanti) in cui
PRODOTTI INDUSTRIALI & NAVALI S.p.A. capicorda I capicorda (terminali) per funi d acciaio forniscono una terminazione di testa alla fune stessa. Si dividono in tre tipi: - A cuneo (autobloccanti) in cui
Esami di stato per l'abilitazione all'esercizio della professione di Ingegnere I sessione anno 2014. II prova scritta 30.06.2014
 SEZIONE B Ingegneria Civile e Ambientale Ambito disciplinare: Ingegneria Ambientale e del Territorio Una nuova attività produttiva necessita di un capannone produttivo di 10.000 mq, da realizzarsi con
SEZIONE B Ingegneria Civile e Ambientale Ambito disciplinare: Ingegneria Ambientale e del Territorio Una nuova attività produttiva necessita di un capannone produttivo di 10.000 mq, da realizzarsi con
Compattatore a Rullo Standard
 Compattatore a Rullo Standard Compattatore a Rullo Standard PAVELAB SYSTEM elettromeccanico e multi-formato con controllo closed loop CARATTERISTICHE PRINCIPALI o Funzionamento completamente elettromeccanico;
Compattatore a Rullo Standard Compattatore a Rullo Standard PAVELAB SYSTEM elettromeccanico e multi-formato con controllo closed loop CARATTERISTICHE PRINCIPALI o Funzionamento completamente elettromeccanico;
TOX Sistemi di produzione
 TOX Sistemi di produzione Questo siamo noi. Ecco i nostri prodotti. Qualità, competenza e sicurezza in tutto il mondo. Solo attraverso la bontà delle idee può essere garantito il successo duraturo di un'azienda.
TOX Sistemi di produzione Questo siamo noi. Ecco i nostri prodotti. Qualità, competenza e sicurezza in tutto il mondo. Solo attraverso la bontà delle idee può essere garantito il successo duraturo di un'azienda.
MECCANICA CONTROLLATA CNC
 Profilo Aziendale Pag 1 di 14 MISSION realizzare componenti meccanici di alta precisione mediante l asportazione del truciolo su specifiche tecniche del Cliente, impiegando metodi di lavorazione che ottimizzino
Profilo Aziendale Pag 1 di 14 MISSION realizzare componenti meccanici di alta precisione mediante l asportazione del truciolo su specifiche tecniche del Cliente, impiegando metodi di lavorazione che ottimizzino
Lezione. Tecnica delle Costruzioni
 Lezione Tecnica delle Costruzioni Classificazione dei collegamenti Tipi di collegamenti 1. Collegamento a parziale ripristino di resistenza In grado di trasmettere le caratteristiche di sollecitazione
Lezione Tecnica delle Costruzioni Classificazione dei collegamenti Tipi di collegamenti 1. Collegamento a parziale ripristino di resistenza In grado di trasmettere le caratteristiche di sollecitazione
Riproduzione della frattura tramite simulazioni numeriche supportate da sperimentazioni di laboratorio
 Riproduzione della frattura tramite simulazioni numeriche supportate da sperimentazioni di laboratorio Marco Domaneschi Dipartimento di Ingegneria Strutturale, Politecnico di Milano Tubi commerciali in
Riproduzione della frattura tramite simulazioni numeriche supportate da sperimentazioni di laboratorio Marco Domaneschi Dipartimento di Ingegneria Strutturale, Politecnico di Milano Tubi commerciali in
La Qualità il Controllo ed il Collaudo della macchina utensile. Dr. Giacomo Gelmi
 La Qualità il Controllo ed il Collaudo della macchina utensile Dr. Giacomo Gelmi Che cosa è una macchina utensile? E uno spazio fisico in cui si collocano, sostenuti da adeguate strutture ed in posizioni
La Qualità il Controllo ed il Collaudo della macchina utensile Dr. Giacomo Gelmi Che cosa è una macchina utensile? E uno spazio fisico in cui si collocano, sostenuti da adeguate strutture ed in posizioni
Principi e Metodologie delle Costruzioni di Macchine
 Principi e Metodologie delle Costruzioni di Macchine Corso di Laurea in Ingegneria Meccanica III anno A.A. 2011-2012 Docente: Domenico Gentile gentile@unicas.it 07762994336 Molle Le molle sono elementi
Principi e Metodologie delle Costruzioni di Macchine Corso di Laurea in Ingegneria Meccanica III anno A.A. 2011-2012 Docente: Domenico Gentile gentile@unicas.it 07762994336 Molle Le molle sono elementi
Permettono di marcare in macchina con notevole risparmio di tempo e con questi vantaggi:
 APPARECCHI DI MARCATURA DA APPLICARE A MACCHINE UTENSILI CNC Permettono di marcare in macchina con notevole risparmio di tempo e con questi vantaggi: - AUTOMAZIONE DEL PROCESSO DI MARCATURA - SICUREZZA
APPARECCHI DI MARCATURA DA APPLICARE A MACCHINE UTENSILI CNC Permettono di marcare in macchina con notevole risparmio di tempo e con questi vantaggi: - AUTOMAZIONE DEL PROCESSO DI MARCATURA - SICUREZZA
Si classifica come una grandezza intensiva
 CAP 13: MISURE DI TEMPERATURA La temperatura È osservata attraverso gli effetti che provoca nelle sostanze e negli oggetti Si classifica come una grandezza intensiva Può essere considerata una stima del
CAP 13: MISURE DI TEMPERATURA La temperatura È osservata attraverso gli effetti che provoca nelle sostanze e negli oggetti Si classifica come una grandezza intensiva Può essere considerata una stima del
REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA
 REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA SETTORE ECONOMICO PROFESSIONALE 1 SETTORE MECCANICA;PRODUZIONE E MANUTENZIONE DI MACCHINE;IMPIANTISTICA Processo Lavorazioni aeronautiche
REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA SETTORE ECONOMICO PROFESSIONALE 1 SETTORE MECCANICA;PRODUZIONE E MANUTENZIONE DI MACCHINE;IMPIANTISTICA Processo Lavorazioni aeronautiche
Modellazione del flusso di attività a partire da testo in linguaggio naturale: il caso di una compagnia di assicurazioni
 Modellazione del flusso di attività a partire da testo in linguaggio naturale: il caso di una compagnia di assicurazioni Il dipartimento di una compagnia di assicurazioni si occupa di gestire le richieste
Modellazione del flusso di attività a partire da testo in linguaggio naturale: il caso di una compagnia di assicurazioni Il dipartimento di una compagnia di assicurazioni si occupa di gestire le richieste