Corso di Tecnologia Meccanica
|
|
|
- Ladislao Santini
- 10 anni fa
- Просмотров:
Транскрипт
1 Corso di Tecnologia Meccanica Modulo 3.8 Deformazione plastica LIUC - Ingegneria Gestionale 1

2 Lavorazione a freddo della lamiera LIUC - Ingegneria Gestionale 2

3 Lavorazione a freddo delle lamiere È il processo più diffuso per la produzione di grande serie di componentistica metallica tipica del settore automobilistico, degli elettrodomestici e delle attrezzature in generale. Si compone di più lavorazioni quali: Tranciatura o punzonatura Piegatura Imbutitura Curvatura o calandratura Profilatura LIUC - Ingegneria Gestionale 3

4 Tranciatura LIUC - Ingegneria Gestionale 4

5 Tranciatura È un operazione in grado di tagliare sezioni piane prefissate di lamiera in quadrotti o nastri Viene eseguita su una pressa grazie ad uno stampo composto da due parti: Matrice vincolata alla parte fissa della pressa Punzone solidale con la slitta Il punzone penetra nella lamiera e la attraversa asportando un profilo di materiale di sagoma pari alla sezione del punzone La parte asportata, attraverso un foro nella parte fissa della pressa viene raccolta come sfrido nella parte bassa della pressa per essere evacuato Il gioco tra punzone e foro della matrice deve avere un certo gioco che deve essere tanto più grande quanto più: La lamiera è di spessore elevato La resistenza a trazione del materiale è elevata LIUC - Ingegneria Gestionale 5

6 Tranciatura LIUC - Ingegneria Gestionale 6

7 Tranciatura e punzonatura Si parla di tranciatura quando il pezzo tagliato è il prodotto e la parte rimanente è lo sfrido Si parla invece di punzonatura quando la lamiera forata è il prodotto e lo sfrido è invece la parte asportata LIUC - Ingegneria Gestionale 7

8 Punzonatura e tranciatura LIUC - Ingegneria Gestionale 8

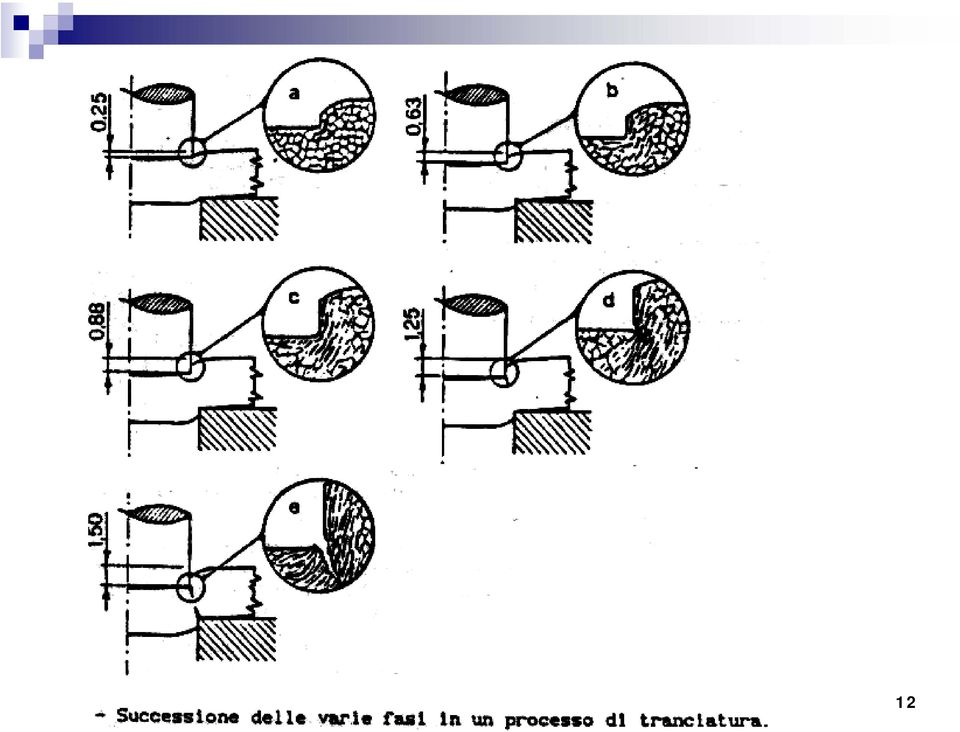
9 Schema di tranciatura Esempio, lamiera di altezza pari a 5 mm 1. Il punzone comincia penetrare e deforma plasticamente il materiale 2. A circa 1,3 mm viene superato il carico di resistenza del materiale 3. Si creano delle fessure in corrispondenza del bordo di matrice e punzone 4. A 1,5 mm basta un leggera pressione per distaccare il tondello LIUC - Ingegneria Gestionale 9

10 Fasi di tranciatura LIUC - Ingegneria Gestionale 10

11 LIUC - Ingegneria Gestionale 11

12 LIUC - Ingegneria Gestionale 12
13 Ritorno elastico del materiale LIUC - Ingegneria Gestionale 13

14 Rottura in funzione del tipo di materiale LIUC - Ingegneria Gestionale 14

15 Tranciatura La sezione del tondello tranciato presenta una morfologia tipica caratterizzata da: Uno spigolo arrotondato caratteristico della superficie opposta a quella ove interviene il punzone Una zona liscia nel tratto opposto a quello del punzone che ha strisciato sulla matrice al momento del distacco Una zona rugosa esemplificativa del fenomeno di frattura Uno spigolo rivolto verso il punzone presentante bave LIUC - Ingegneria Gestionale 15

16 Forma del profilo tranciato LIUC - Ingegneria Gestionale 16

17 Gioco punzone-matrice Il dimensionamento del gioco tra punzone e matrice è fondamentale per una buona tranciatura. Esso dipende da: Tipo di materiale utilizzato Spessore della lamiera per spessori < 3mm g = 0,007 s k t per spessori > 3mm g ove k t è la resistenza al = (0,007 s 0,005) taglio della lamiera k t LIUC - Ingegneria Gestionale 17
")
18 Valore di Kt in funzione del materiale LIUC - Ingegneria Gestionale 18

19 Gioco matrice-punzone LIUC - Ingegneria Gestionale 19

20 Stampi di tranciatura Dimensionamento: Nella punzonatura il diametro del foro è stabilito dal punzone e la matrice deve essere maggiorata di 2g Nella tranciatura le dimensioni del pezzo sono quelle dalla matrice ed il punzone dovrà essere ridotto di 2g L usura dello stampo può comportare: Aumento giochi matrice-punzone Arrotondamento degli spigoli taglienti Scheggiature La deriva di tali fenomeni può portare progressivamente allo scarto dei pezzi tranciati LIUC - Ingegneria Gestionale 20

21 Forza di tranciatura La forza di tranciatura è influenzata dal tipo di punzone e di matrice, è variabile durante il processo e massima al momento della frattura La forza massima può essere determinata con la formula: Pmax = l s σk Ove l è il perimetro del profilo tranciato s è lo spessore del materiale σk è la resistenza specifica a taglio pari a 4/5 Rw essendo Rw la resistenza a trazione del materiale È poi opportuno maggiorare il valore trovato di circa il 20% al fine di tenere conto dei fenomeni di attrito e di usura dello stampo Esistono diversi casi specifici LIUC - Ingegneria Gestionale 21
22 Forza di tranciatura LIUC - Ingegneria Gestionale 22
23 Punzone e matrice piani I piani taglienti di punzone e matrice sono paralleli Il valore della forza è massimo a circa il 30% dello spessore della lamiera La frattura si propaga immediatamente su tutto il perimetro e la forza cala poi bruscamente (non si annulla a causa dei fenomeni di strisciamento) Nel caso di gioco scorretto la forza necessariua risulta maggiore LIUC - Ingegneria Gestionale 23
24 Forza ed energia F = kt A ove kt è la resistenza al taglio del materiale da tranciare A è l'area della superficie su cui si esercita la forza E = λ F s ove λ è il rapporto tra forza massima e media e dipende da materiale tranciato spessore della lamiera s è lo spessore della lamiera LIUC - Ingegneria Gestionale 24
25 LIUC - Ingegneria Gestionale 25
26 Forza di tranciatura LIUC - Ingegneria Gestionale 26
27 Punzone e matrice inclinati Il punzone o la matrice presentano piani taglienti inclinati Caratteristiche: Forza massima generalmente minore (in funzione dell extra corsa del punzone) Energia richiesta invariata Evitare angoli di inclinazione eccessivi al fine di evitare rapida usura dei punzoni LIUC - Ingegneria Gestionale 27
28 LIUC - Ingegneria Gestionale 28
29 Forza dall'espressione dell'energia E = λ F' ( s + H ) ove λ è il rapporto tra forza massima e media e dipende da materiale tranciato spessore della lamiera s è lo spessore della lamiera h è l'extracorsa del punzone da cui F' = s F s + H LIUC - Ingegneria Gestionale 29
30 Spinta laterale LIUC - Ingegneria Gestionale 30
31 Energia E = ove λ λ ' è pari a ' F' ( s + H ) 0,5-0,6 per H = s 0,7-0,8 per H = 2s s è lo spessore della lamiera LIUC - Ingegneria Gestionale 31
32 Tranciatura con stampi Caratteristiche dello stampo: Matrice e punzone prodotti con acciai per utensili ad alto contenuto di carbonio e trattati termicamente e spigoli a raggio nullo Piastre di sostegno in acciaio standard Presenza di premilamiera per evitare deformazioni non volute Disposizione dei pezzi a minimizzare lo sfrido Codoli di riferimento per il passo da tenere nel caso di nastri Guide per tenere il nastro aderente alla matrice e evitare fuoriuscite dalla sede Presse generalmente meccaniche Produzione garantita anche di più di pezzi previa riaffilatura ogni battute LIUC - Ingegneria Gestionale 32
33 Stampo di tranciatura LIUC - Ingegneria Gestionale 33
34 Stampo progressivo LIUC - Ingegneria Gestionale 34
35 Stampo progressivo LIUC - Ingegneria Gestionale 35
36 Punzonatura prograssiva LIUC - Ingegneria Gestionale 36
37 Tranciatura su centri di lavorazione lamiere I centri di lavoro a controllo numerico vengono utilizzati per piccoli lotti di pezzi ove non risulta conveniente un grande investimento in stampi Il deposito di punzoni e matrici del centro consente di ottenere con una traiettoria definita punto-punto su un piano x-y una grande varietà di sagome anche complesse di tranciatura. Esistono anche teste di taglio laser per sagome molto complesse LIUC - Ingegneria Gestionale 37
38 Centro di lavorazione lamiera LIUC - Ingegneria Gestionale 38
39 Tranciatura fine È realizzabile su presse apposite e consente di evitare costose operazioni di finitura su pezzi che necessitano di un certo grado di precisione (tolleranze dell ordine di 0,025 mm). È praticabile su presse apposite dotate di: Premilamiera Punzone con punto morto inferiore regolabile Contropunzone di estrazione LIUC - Ingegneria Gestionale 39
40 Tranciatura fine LIUC - Ingegneria Gestionale 40
41 LIUC - Ingegneria Gestionale 41
42 Centro di lavorazione lamiera LIUC - Ingegneria Gestionale 42
43 Piegatura LIUC - Ingegneria Gestionale 43
44 Piegatura Consiste nella deformazione plastica di una sezione di spessore s secondo un angolo α per l azione di un punzone di raggio Rp È normalmente l operazione seguente la tranciatura nel caso in cui il pezzo preveda una sagoma non piana Esistono due tipi di piegatura: Libera ovvero senza l uso di uno stampo specifico, bensì solo mediante l appoggiatura della lamiera su dei supporti e l azione deformante di un punzone In stampo nel momento cui la sagoma non è banale e necessita di uno stampo vero e proprio composto da matrice e punzone LIUC - Ingegneria Gestionale 44
45 Piegatura libera LIUC - Ingegneria Gestionale 45
46 Piegatura ad U LIUC - Ingegneria Gestionale 46
47 Progettazione dello stampo Il materiale ha un ritorno elastico per cui gli angoli di piega dello stampo dovranno prevedere una maggiorazione rispetto agli angoli di piega del pezzo Esistono dei raggi minimi di curvatura al di sotto dei quali non è possibile andare senza rompere o fessurare la lamiera Calcolo del raggio minimo di piegatura: Ove Rmin = 50s/A s/2 s = spessore della lamiera A = allungamento massimo percentuale del materiale Conviene prevedere una maggiorazione del 40% al fine di mantenere un certo margine di sicurezza LIUC - Ingegneria Gestionale 47
48 Piegatura lamiere LIUC - Ingegneria Gestionale 48
49 Ritorno elastico Il ritorno elastico del materiale, una volta cessata l azione del punzone dipende da molteplici fattori quali: Tipo di materiale e suo stato di lavorazione Tipo di piegatura attuata Pressione esercitata (coniatura, etc ) Raggio di piegatura Rp Velocità di deformazione LIUC - Ingegneria Gestionale 49
50 Piegatura e ritorno elastico LIUC - Ingegneria Gestionale 50
51 Recupero elastico del materiale LIUC - Ingegneria Gestionale 51
52 Distanza della fibra neutra LIUC - Ingegneria Gestionale 52
53 LIUC - Ingegneria Gestionale 53
54 Angoli di piegatura LIUC - Ingegneria Gestionale 54
55 Raggio di piegatura LIUC - Ingegneria Gestionale 55
56 Stato di sollecitazione La lamiera deformata presenta due lati soggetti a sollecitazioni opposte: Il lato vicino al punzone soggetto a forze di compressione Il lato opposto soggetto a sollecitazioni di trazione Esiste una fibra interna detta neutra in quanto non soggetta ad alcuno stato di sollecitazione LIUC - Ingegneria Gestionale 56
57 LIUC - Ingegneria Gestionale 57
58 Piegatura Nella progettazione di un pezzo piegato occorre valutare anche lo sviluppo della lamiera necessaria a produrlo dato che la fibra neutra interna allo spessore tende a spostarsi sul lato della lamiera soggetto a compressione La forza di piegatura può essere determinata teoricamente solo facendo delle ipotesi circa la configurazione del pezzo, oppure, molto più verosimilmente mediante l ausilio di software dedicati in grado di mettere in evidenza anche le aree sottoposte a maggior rischio di rottura come nel caso dell imbutitura LIUC - Ingegneria Gestionale 58
59 LIUC - Ingegneria Gestionale 59
60 Parametri di piegatura LIUC - Ingegneria Gestionale 60
61 Calcolo dello sviluppo LIUC - Ingegneria Gestionale 61
62 Bordatura ed arricciatura LIUC - Ingegneria Gestionale 62
63 Piega con matrice elastica LIUC - Ingegneria Gestionale 63
64 Piegatura in più passaggi LIUC - Ingegneria Gestionale 64
65 LIUC - Ingegneria Gestionale 65
66 Piegatura tangenziale LIUC - Ingegneria Gestionale 66
67 Energia di deformazione E = m F c + Fp c ove F è la forza massima di piegatura Fp è la forza esercitata dal premilamiera c è la corsa del punzone m è un fattore correttivo m = 0,33 per pieghe a V m = 0,66 per pieghe ad U LIUC - Ingegneria Gestionale 67
68 Forza di piegatura LIUC - Ingegneria Gestionale 68
Applicazioni Industriali
 Applicazioni Industriali Stampaggio a freddo - Tranciatura Marco Raimondi e-mail: [email protected] Lavorazione a freddo delle lamiere È il processo più diffuso per la produzione di grande serie di componentistica
Applicazioni Industriali Stampaggio a freddo - Tranciatura Marco Raimondi e-mail: [email protected] Lavorazione a freddo delle lamiere È il processo più diffuso per la produzione di grande serie di componentistica
La deformazione plastica. La deformazione plastica. Lavorazioni per deformazione. Il processo di laminazione Estrusione e trafilatura La forgiatura
 La deformazione plastica La deformazione plastica Lavorazioni per deformazione Il processo di laminazione Estrusione e trafilatura La forgiatura 2 2006 Politecnico di Torino 1 Obiettivi della lezione Valutare
La deformazione plastica La deformazione plastica Lavorazioni per deformazione Il processo di laminazione Estrusione e trafilatura La forgiatura 2 2006 Politecnico di Torino 1 Obiettivi della lezione Valutare
Lavorazione delle lamiere
 Lavorazione delle lamiere Lamiere Utilizzate nella produzione di carrozzerie automobilistiche, elettrodomestici, mobili metallici, organi per la meccanica fine. Le lamiere presentano una notevole versatilità
Lavorazione delle lamiere Lamiere Utilizzate nella produzione di carrozzerie automobilistiche, elettrodomestici, mobili metallici, organi per la meccanica fine. Le lamiere presentano una notevole versatilità
L A V O R A Z I O N I D E L L E L A M I E R E S T A M P A G G I O A F R E D D O
 1 L A V O R A Z I O N I D E L L E L A M I E R E S T A M P A G G I O A F R E D D O La più importante categoria di lavorazioni è quella delle lamiere (generalmente di spessore 5 mm), che dà origine ad una
1 L A V O R A Z I O N I D E L L E L A M I E R E S T A M P A G G I O A F R E D D O La più importante categoria di lavorazioni è quella delle lamiere (generalmente di spessore 5 mm), che dà origine ad una
LAVORAZIONE DELLE LAMIERE
 LAVORAZIONE DELLE LAMIERE Pagina 1 di 5 LAVORAZIONE DELLE LAMIERE La lavorazione delle lamiere si esegue fondamentalmente per deformazione plastica a freddo oppure per separazione localizzata del materiale
LAVORAZIONE DELLE LAMIERE Pagina 1 di 5 LAVORAZIONE DELLE LAMIERE La lavorazione delle lamiere si esegue fondamentalmente per deformazione plastica a freddo oppure per separazione localizzata del materiale
RESISTENZA DEI MATERIALI TEST
 RESISTENZA DEI MATERIALI TEST 1. Nello studio della resistenza dei materiali, i corpi: a) sono tali per cui esiste sempre una proporzionalità diretta tra sollecitazione e deformazione b) sono considerati
RESISTENZA DEI MATERIALI TEST 1. Nello studio della resistenza dei materiali, i corpi: a) sono tali per cui esiste sempre una proporzionalità diretta tra sollecitazione e deformazione b) sono considerati
Anno Accademico 2005-06
 Università degli Studi di Firenze Dipartimento di Meccanica e Tecnologie Industriali CORSO DI: DISEGNO MECCANICO (FI) CORSO DI: DISEGNO TECNICO IND.LE (PO) Anno Accademico 2005-06 Modulo 4: Tecnologie
Università degli Studi di Firenze Dipartimento di Meccanica e Tecnologie Industriali CORSO DI: DISEGNO MECCANICO (FI) CORSO DI: DISEGNO TECNICO IND.LE (PO) Anno Accademico 2005-06 Modulo 4: Tecnologie
CLASSIFICAZIONE DELLE LAVORAZIONI MECCANICHE
 CLASSIFICAZIONE DELLE LAVORAZIONI MECCANICHE Le lavorazioni meccaniche possono essere classificate secondo diversi criteri. Il criterio che si è dimostrato più utile, in quanto ha permesso di considerare
CLASSIFICAZIONE DELLE LAVORAZIONI MECCANICHE Le lavorazioni meccaniche possono essere classificate secondo diversi criteri. Il criterio che si è dimostrato più utile, in quanto ha permesso di considerare
PROCESSI DI FORMATURA PLASTICA DI LAMIERE: PIEGATURA
 PROCESSI DI FORMATURA PLASTICA DI LAMIERE: PIEGATURA 1 PIEGATURA È uno tra i più comuni metodi di lavorazione delle lamiere Utilizzata sia come processo a sé stante, sia in combinazione con altre operazioni
PROCESSI DI FORMATURA PLASTICA DI LAMIERE: PIEGATURA 1 PIEGATURA È uno tra i più comuni metodi di lavorazione delle lamiere Utilizzata sia come processo a sé stante, sia in combinazione con altre operazioni
Sistemi di bloccaggio idraulici -- Mandrini idraulici
 Sistemi di bloccaggio idraulici -- Mandrini idraulici La tecnologia del serraggio idraulico ad espansione si è evoluto fino a raggiungere livelli di precisione e di affidabilità tali da poter soddisfare
Sistemi di bloccaggio idraulici -- Mandrini idraulici La tecnologia del serraggio idraulico ad espansione si è evoluto fino a raggiungere livelli di precisione e di affidabilità tali da poter soddisfare
I processi di tempra sono condotti sul manufatto finito per generare sforzi residui di compressione in superficie. Vengono sfruttate allo scopo
 I processi di tempra sono condotti sul manufatto finito per generare sforzi residui di compressione in superficie. Vengono sfruttate allo scopo diverse metodologie. 1 La tempra termica (o fisica) si basa
I processi di tempra sono condotti sul manufatto finito per generare sforzi residui di compressione in superficie. Vengono sfruttate allo scopo diverse metodologie. 1 La tempra termica (o fisica) si basa
LA QUALITÀ DI SERIE LE LAME INDUSTRIALI LUTZ PER L INDUSTRIA AUTOMOBILISTICA
 AUTOMOBILE Estratto dall assortimento altri modelli su richiesta! LA QUALITÀ DI SERIE LE LAME INDUSTRIALI LUTZ PER L INDUSTRIA AUTOMOBILISTICA LAME SPECIALI PELLICOLE TECNOFIBRE E FIBRE DI VETRO MEDICINA
AUTOMOBILE Estratto dall assortimento altri modelli su richiesta! LA QUALITÀ DI SERIE LE LAME INDUSTRIALI LUTZ PER L INDUSTRIA AUTOMOBILISTICA LAME SPECIALI PELLICOLE TECNOFIBRE E FIBRE DI VETRO MEDICINA
Dimensionamento delle strutture
 Dimensionamento delle strutture Prof. Fabio Fossati Department of Mechanics Politecnico di Milano Lo stato di tensione o di sforzo Allo scopo di caratterizzare in maniera puntuale la distribuzione delle
Dimensionamento delle strutture Prof. Fabio Fossati Department of Mechanics Politecnico di Milano Lo stato di tensione o di sforzo Allo scopo di caratterizzare in maniera puntuale la distribuzione delle
Capacità di assorbire una deformazione plastica senza rompersi: alta=duttile (es. oro) bassa=fragile (es. vetro)
 bassa=fragile (es. vetro)") Capacità di assorbire una deformazione plastica senza rompersi: alta=duttile (es. oro) bassa=fragile (es. vetro) E dipendente dalla temperatura:capacità di riposizionamento di difetti ed atomi (diffusione
Capacità di assorbire una deformazione plastica senza rompersi: alta=duttile (es. oro) bassa=fragile (es. vetro) E dipendente dalla temperatura:capacità di riposizionamento di difetti ed atomi (diffusione
tecnologia PROPRIETÀ DEI METALLI Scuola secondaria primo grado. classi prime Autore: Giuseppe FRANZÈ
 tecnologia PROPRIETÀ DEI METALLI Scuola secondaria primo grado. classi prime Autore: Giuseppe FRANZÈ LE PROPRIETÀ DEI MATERIALI DA COSTRUZIONE Si possono considerare come l'insieme delle caratteristiche
tecnologia PROPRIETÀ DEI METALLI Scuola secondaria primo grado. classi prime Autore: Giuseppe FRANZÈ LE PROPRIETÀ DEI MATERIALI DA COSTRUZIONE Si possono considerare come l'insieme delle caratteristiche
Corso di Tecnologia Meccanica
 Corso di Tecnologia Meccanica Modulo 4.1 Lavorazioni per asportazione di truciolo LIUC - Ingegneria Gestionale 1 Il principio del taglio dei metalli LIUC - Ingegneria Gestionale 2 L asportazione di truciolo
Corso di Tecnologia Meccanica Modulo 4.1 Lavorazioni per asportazione di truciolo LIUC - Ingegneria Gestionale 1 Il principio del taglio dei metalli LIUC - Ingegneria Gestionale 2 L asportazione di truciolo
catalogo stampi cori ediz. c10
 catalogo stampi cori ediz. c10 CALCOLO ELLA POTENZA I TRANCIATURA informazioni generali La formula per calcolare la potenza di tranciatura è la seguente: P= Pm x S x R 1000 dove: Pm = perimetro del punzone
catalogo stampi cori ediz. c10 CALCOLO ELLA POTENZA I TRANCIATURA informazioni generali La formula per calcolare la potenza di tranciatura è la seguente: P= Pm x S x R 1000 dove: Pm = perimetro del punzone
DI LUCE SEGNALI. FUTURi. di John Borell, Stephen Lee (*) (*)John Borell lavora alla Steel Art Company, costruttore Americano di insegne luminose.
 (*)John Borell lavora alla Steel Art Company, costruttore Americano di insegne luminose.") FUTURi SEGNALI DI LUCE I SISTEMI PER TAGLIO LASER OFFRONO IMPORTANTI VANTAGGI RISPETTO ALLE TECNICHE TRADIZIONALI NELLA LAVORAZIONE DI MATERIALI ACRILICI CON CUI VENGONO REALIZZATE GRAN PARTE DELLE MODERNE
FUTURi SEGNALI DI LUCE I SISTEMI PER TAGLIO LASER OFFRONO IMPORTANTI VANTAGGI RISPETTO ALLE TECNICHE TRADIZIONALI NELLA LAVORAZIONE DI MATERIALI ACRILICI CON CUI VENGONO REALIZZATE GRAN PARTE DELLE MODERNE
Trasportatori a nastro
 Trasportatori a nastro Realizzano un trasporto di tipo continuo, in orizzontale o in pendenza, di materiali alla rinfusa e di carichi concentrati leggeri. incastellatura di sostegno Trasporti interni 1
Trasportatori a nastro Realizzano un trasporto di tipo continuo, in orizzontale o in pendenza, di materiali alla rinfusa e di carichi concentrati leggeri. incastellatura di sostegno Trasporti interni 1
Corso di Tecnologia Meccanica
 Corso di Tecnologia Meccanica Modulo 3.7 Deformazione plastica LIUC - Ingegneria Gestionale 1 Macchine per la fucinatura e lo stampaggio LIUC - Ingegneria Gestionale 2 Classificazione Macchine ad energia
Corso di Tecnologia Meccanica Modulo 3.7 Deformazione plastica LIUC - Ingegneria Gestionale 1 Macchine per la fucinatura e lo stampaggio LIUC - Ingegneria Gestionale 2 Classificazione Macchine ad energia
Lavorazione lamiera III
 Lavorazione lamiera III Imbutitura (deep drawing) Deformabilità delle lamiere Macchinari per la formatura delle lamiere Progettazione Considerazioni economiche Imbutitura (Deep Drawing) Nata nel 1700 non
Lavorazione lamiera III Imbutitura (deep drawing) Deformabilità delle lamiere Macchinari per la formatura delle lamiere Progettazione Considerazioni economiche Imbutitura (Deep Drawing) Nata nel 1700 non
E TECNOLOGIA MECCANICA Appello 10 settembre 2010 Laurea Ing. Energetica
 PRINCIPI DI PROGETTAZIONE QUESITI DI TECNOLOGIA MECCANICA E TECNOLOGIA MECCANICA Appello 10 settembre 2010 Laurea Ing. Energetica Nome Matricola Rispondere ai quesiti solo sui fogli protocollo. Tutti i
PRINCIPI DI PROGETTAZIONE QUESITI DI TECNOLOGIA MECCANICA E TECNOLOGIA MECCANICA Appello 10 settembre 2010 Laurea Ing. Energetica Nome Matricola Rispondere ai quesiti solo sui fogli protocollo. Tutti i
www.rodacciai.it PROVA DI TRAZIONE L 0 = 5.65 S 0 PROVE MECCANICHE
 PROVA DI TRAZIONE La prova, eseguita a temperatura ambiente o più raramente a temperature superiori o inferiori, consiste nel sottoporre una provetta a rottura per mezzo di uno sforzo di trazione generato
PROVA DI TRAZIONE La prova, eseguita a temperatura ambiente o più raramente a temperature superiori o inferiori, consiste nel sottoporre una provetta a rottura per mezzo di uno sforzo di trazione generato
1 PREMESSE E SCOPI... 3 2 DESCRIZIONE DEI SUPPORTI SOTTOPOSTI A PROVA... 3 3 PROGRAMMA DELLE PROVE SPERIMENTALI... 5
 DI UN SISTEMA DI FISSAGGIO PER FACCIATE CONTINUE 2 INDICE 1 PREMESSE E SCOPI... 3 2 DESCRIZIONE DEI SUPPORTI SOTTOPOSTI A PROVA... 3 3 PROGRAMMA DELLE PROVE SPERIMENTALI... 5 3.1 STRUMENTAZIONE UTILIZZATA...
DI UN SISTEMA DI FISSAGGIO PER FACCIATE CONTINUE 2 INDICE 1 PREMESSE E SCOPI... 3 2 DESCRIZIONE DEI SUPPORTI SOTTOPOSTI A PROVA... 3 3 PROGRAMMA DELLE PROVE SPERIMENTALI... 5 3.1 STRUMENTAZIONE UTILIZZATA...
PARTE MECCANICA. Requisiti meccanici della struttura da movimentare
 PARTE MECCANICA Requisiti meccanici della struttura da movimentare Il costruttore dell anta scorrevole (cancello, portone, vetrata, lucernario, copertura, ecc.) deve attenersi ai seguenti requisiti: Peso
PARTE MECCANICA Requisiti meccanici della struttura da movimentare Il costruttore dell anta scorrevole (cancello, portone, vetrata, lucernario, copertura, ecc.) deve attenersi ai seguenti requisiti: Peso
3F STAMPI S.r.l. Progettazione e costruzione stampi per tranciatura e deformazione a freddo della lamiera Servizio Elettroerosione a filo ed a tuffo
 3F STAMPI S.r.l. Progettazione e costruzione stampi per tranciatura e deformazione a freddo della lamiera Servizio Elettroerosione a filo ed a tuffo VIA PIETRAROSSA 1, 06039 TREVI PG (Italy) P.I. 02713690549
3F STAMPI S.r.l. Progettazione e costruzione stampi per tranciatura e deformazione a freddo della lamiera Servizio Elettroerosione a filo ed a tuffo VIA PIETRAROSSA 1, 06039 TREVI PG (Italy) P.I. 02713690549
Guida rapida al servizio conto terzi di taglio laser 2D
 Guida rapida al servizio conto terzi di taglio laser 2D 1. IMPIANTO DI TAGLIO LASER - Macchina base: Trumpf Trumatic TC L 3030S, con sistema di cambio pallet automatico - Sorgente laser: Laser a CO 2 con
Guida rapida al servizio conto terzi di taglio laser 2D 1. IMPIANTO DI TAGLIO LASER - Macchina base: Trumpf Trumatic TC L 3030S, con sistema di cambio pallet automatico - Sorgente laser: Laser a CO 2 con
IL RISPARMIO ENERGETICO E GLI AZIONAMENTI A VELOCITA VARIABILE L utilizzo dell inverter negli impianti frigoriferi.
 IL RISPARMIO ENERGETICO E GLI AZIONAMENTI A VELOCITA VARIABILE L utilizzo dell inverter negli impianti frigoriferi. Negli ultimi anni, il concetto di risparmio energetico sta diventando di fondamentale
IL RISPARMIO ENERGETICO E GLI AZIONAMENTI A VELOCITA VARIABILE L utilizzo dell inverter negli impianti frigoriferi. Negli ultimi anni, il concetto di risparmio energetico sta diventando di fondamentale
STRUMENTAZIONE GEOTECNICA DI MONITORAGGIO. ovvero Strumentazione geotecnica tradizionale utilizzata per il monitoraggio dei movimenti franosi
 5 maggio 2005 - Corso di Laboratorio Monitoraggio Frane STRUMENTAZIONE GEOTECNICA DI MONITORAGGIO ovvero Strumentazione geotecnica tradizionale utilizzata per il monitoraggio dei movimenti franosi FINALITA
5 maggio 2005 - Corso di Laboratorio Monitoraggio Frane STRUMENTAZIONE GEOTECNICA DI MONITORAGGIO ovvero Strumentazione geotecnica tradizionale utilizzata per il monitoraggio dei movimenti franosi FINALITA
Lavorazione lamiera II
 Lavorazione lamiera II Piegatura della lamiera Stretch forming Bulging Rubber forming e idroformatura Spinning Formatura ad alta energia Formatura superplastica Altri metodi di formatura Piegatura della
Lavorazione lamiera II Piegatura della lamiera Stretch forming Bulging Rubber forming e idroformatura Spinning Formatura ad alta energia Formatura superplastica Altri metodi di formatura Piegatura della
Corso di tecnologia Scuola media a.s. 2010-2011 PROF. NICOLA CARIDI
 Corso di tecnologia Scuola media a.s. 2010-2011 PROF. NICOLA CARIDI ARGOMENTI TRATTATI: Oggetti materiali e tecnologie Classificazione dei materiali Proprietà dei materiali Proprietà chimico/fisico Proprietà
Corso di tecnologia Scuola media a.s. 2010-2011 PROF. NICOLA CARIDI ARGOMENTI TRATTATI: Oggetti materiali e tecnologie Classificazione dei materiali Proprietà dei materiali Proprietà chimico/fisico Proprietà
ESECUZIONE DELLE FILETTATURE
 asdf ESECUZIONE DELLE FILETTATURE 14 January 2012 Il seguente articolo si propone di realizzare un excursus dei principali metodi di esecuzione di una filettatura. Ci soffermeremo maggiormente su alcuni
asdf ESECUZIONE DELLE FILETTATURE 14 January 2012 Il seguente articolo si propone di realizzare un excursus dei principali metodi di esecuzione di una filettatura. Ci soffermeremo maggiormente su alcuni
AVVOLGICAVO serie 1700
 AVVOLGICAVO serie 1700 Costruiti in conformità alle Norme EN 61242 EN 60335-1 110 Prodotti conformi ai requisiti delle Direttive 2006/95/CE 2006/42/CE 2002/95/CE Legge 626: OK! INFORMAZIONI GENERALI SUGLI
AVVOLGICAVO serie 1700 Costruiti in conformità alle Norme EN 61242 EN 60335-1 110 Prodotti conformi ai requisiti delle Direttive 2006/95/CE 2006/42/CE 2002/95/CE Legge 626: OK! INFORMAZIONI GENERALI SUGLI
Lavorazioni e trattamenti superficiali dei metalli.
 Lavorazioni e trattamenti superficiali dei metalli. Cosa può offrire General Steel? General Steel rappresenta una realtà aziendale strategicamente diversificata in quanto l obbiettivo finale è quello di
Lavorazioni e trattamenti superficiali dei metalli. Cosa può offrire General Steel? General Steel rappresenta una realtà aziendale strategicamente diversificata in quanto l obbiettivo finale è quello di
6. Unioni bullonate. 6.1 Tecnologia delle unioni bullonate. 6.1.1 Classificazione dei bulloni. (aggiornamento 24-09-2009)
") 6. Unioni bullonate (aggiornamento 24-09-2009) 6.1 Tecnologia delle unioni bullonate 6.1.1 Classificazione dei bulloni NTC - D.M. 14-1-2008 1 N.B. Il primo numero x 100 = f ub il secondo per il primo =f
6. Unioni bullonate (aggiornamento 24-09-2009) 6.1 Tecnologia delle unioni bullonate 6.1.1 Classificazione dei bulloni NTC - D.M. 14-1-2008 1 N.B. Il primo numero x 100 = f ub il secondo per il primo =f
Proprietà meccaniche. Prove meccaniche. prova di trazione prova di compressione prova di piegamento prova di durezza prova di fatica prova di creep
 Proprietà meccaniche Prove meccaniche prova di trazione prova di compressione prova di piegamento prova di durezza prova di fatica prova di creep Prova di trazione provini di dimensione standard deformazione
Proprietà meccaniche Prove meccaniche prova di trazione prova di compressione prova di piegamento prova di durezza prova di fatica prova di creep Prova di trazione provini di dimensione standard deformazione
Carichi unitari. Dimensionamento delle sezioni e verifica di massima. Dimensionamento travi a spessore. Altri carichi unitari. Esempio.
 Carichi unitari delle sezioni e verifica di massima Una volta definito lo spessore, si possono calcolare i carichi unitari (k/m ) Solaio del piano tipo Solaio di copertura Solaio torrino scala Sbalzo piano
Carichi unitari delle sezioni e verifica di massima Una volta definito lo spessore, si possono calcolare i carichi unitari (k/m ) Solaio del piano tipo Solaio di copertura Solaio torrino scala Sbalzo piano
ESERCITAZIONE Scrittura di un programma CNC per la fresatura di un componente dato
 ESERCITAZIONE Scrittura di un programma CNC per la fresatura di un componente dato Nella presente esercitazione si redige il programma CNC per la fresatura del pezzo illustrato nelle Figure 1 e 2. Figura
ESERCITAZIONE Scrittura di un programma CNC per la fresatura di un componente dato Nella presente esercitazione si redige il programma CNC per la fresatura del pezzo illustrato nelle Figure 1 e 2. Figura
ALLEGATO A. RELAZIONE TECNICA Università degli Studi di Modena e Reggio Emilia
 ALLEGATO A RELAZIONE TECNICA Università degli Studi di Modena e Reggio Emilia 1 Prove sperimentali sull efficacia di supporti in polipropilene per piastrelle Nella presente relazione tecnica si riportano
ALLEGATO A RELAZIONE TECNICA Università degli Studi di Modena e Reggio Emilia 1 Prove sperimentali sull efficacia di supporti in polipropilene per piastrelle Nella presente relazione tecnica si riportano
BNC 2. Sistema di produzione servocontrollato
 Sistema di produzione servocontrollato Ottimizzazione della produzione Trasferite la produzione in serie di componenti a nastro e a filo sul nuovo sistema di produzione servocontrollato BNC 2. La macchina
Sistema di produzione servocontrollato Ottimizzazione della produzione Trasferite la produzione in serie di componenti a nastro e a filo sul nuovo sistema di produzione servocontrollato BNC 2. La macchina
Lavorazioni lamiera 1
 Lavorazioni lamiera 1 Introduzione Caratteristiche lamiere Taglio lamiere Introduzione La formatura di lamiere involve pezzi con un alto rapporto di area su volume. In genere vengono impiegate lamiere
Lavorazioni lamiera 1 Introduzione Caratteristiche lamiere Taglio lamiere Introduzione La formatura di lamiere involve pezzi con un alto rapporto di area su volume. In genere vengono impiegate lamiere
CILINDRI OLEODINAMICI
 CILINDRI OLEODINMICI I cilindri oleodinamici sono degli attuatori lineari che realizzando la conversione dell energia idraulica in energia meccanica producono una forza e lo spostamento lineare del carico.
CILINDRI OLEODINMICI I cilindri oleodinamici sono degli attuatori lineari che realizzando la conversione dell energia idraulica in energia meccanica producono una forza e lo spostamento lineare del carico.
DINAMICA. 1. La macchina di Atwood è composta da due masse m
 DINAMICA. La macchina di Atwood è composta da due masse m e m sospese verticalmente su di una puleggia liscia e di massa trascurabile. i calcolino: a. l accelerazione del sistema; b. la tensione della
DINAMICA. La macchina di Atwood è composta da due masse m e m sospese verticalmente su di una puleggia liscia e di massa trascurabile. i calcolino: a. l accelerazione del sistema; b. la tensione della
--- durezza --- trazione -- resilienza
 Proprietà meccaniche Necessità di conoscere il comportamento meccanico di un certo componente di una certa forma in una certa applicazione prove di laboratorio analisi del comportamento del componente
Proprietà meccaniche Necessità di conoscere il comportamento meccanico di un certo componente di una certa forma in una certa applicazione prove di laboratorio analisi del comportamento del componente
Spessore pelabile Georg Martin GmbH
 Spessore pelabile Georg Martin GmbH M-Tech L-Laminum M-Tech L (Laminum) spessori laminati metallici per la compensazione precisa delle tolleranze. In qualità di partner per i prodotti di precisione, offriamo
Spessore pelabile Georg Martin GmbH M-Tech L-Laminum M-Tech L (Laminum) spessori laminati metallici per la compensazione precisa delle tolleranze. In qualità di partner per i prodotti di precisione, offriamo
Gruppo Esea Carpenteria metallica di precisione
 Gruppo Esea Carpenteria metallica di precisione Si come il ferro s arrugginisce sanza esercizio, e l acqua si putrefà o nel freddo s addiaccia, così lo ngegno sanza esercizio si guasta. (Leonardo Da Vinci)
Gruppo Esea Carpenteria metallica di precisione Si come il ferro s arrugginisce sanza esercizio, e l acqua si putrefà o nel freddo s addiaccia, così lo ngegno sanza esercizio si guasta. (Leonardo Da Vinci)
Horae. Horae Software per la Progettazione Architettonica e Strutturale
 1 IL MATERIALE X-LAM Nel programma CDSWin il materiale X-LAM pu ò essere utilizzato solo come elemento parete verticale. Quindi, dal punto di vista strutturale, il suo comportamento è prevalentemente a
1 IL MATERIALE X-LAM Nel programma CDSWin il materiale X-LAM pu ò essere utilizzato solo come elemento parete verticale. Quindi, dal punto di vista strutturale, il suo comportamento è prevalentemente a
Per prima cosa si determinano le caratteristiche geometriche e meccaniche della sezione del profilo, nel nostro caso sono le seguenti;
 !""##"!$%&'((""!" )**&)+,)-./0)*$1110,)-./0)*!""##"!$%&'((""!" *&)23+-0-$4--56%--0.),0-,-%323 -&3%/ La presente relazione ha lo scopo di illustrare il meccanismo di calcolo che sta alla base del dimensionamento
!""##"!$%&'((""!" )**&)+,)-./0)*$1110,)-./0)*!""##"!$%&'((""!" *&)23+-0-$4--56%--0.),0-,-%323 -&3%/ La presente relazione ha lo scopo di illustrare il meccanismo di calcolo che sta alla base del dimensionamento
VILLA BORROMEO Sarmeola di Rubano Padova 25 novembre 2010. Relatore: Ing. Carlo Calisse
 LE RETI ANTICADUTA DALLE NORME UNI EN 1263-1 1 e 2 ALLE NUOVE LINEE GUIDA AIPAA VILLA BORROMEO Sarmeola di Rubano Padova 25 novembre 2010 Relatore: Ing. Carlo Calisse INTRODUZIONE ALLE NORME UNI EN 1263-1:
LE RETI ANTICADUTA DALLE NORME UNI EN 1263-1 1 e 2 ALLE NUOVE LINEE GUIDA AIPAA VILLA BORROMEO Sarmeola di Rubano Padova 25 novembre 2010 Relatore: Ing. Carlo Calisse INTRODUZIONE ALLE NORME UNI EN 1263-1:
Insegnamento di Progetto di Infrastrutture viarie
 Insegnamento di Progetto di Infrastrutture viarie Opere in terra Caratteristiche di un terreno Compressibilità e costipamento delle terre Portanza sottofondi e fondazioni stradali Instabilità del corpo
Insegnamento di Progetto di Infrastrutture viarie Opere in terra Caratteristiche di un terreno Compressibilità e costipamento delle terre Portanza sottofondi e fondazioni stradali Instabilità del corpo
CLASSIFICAZIONE DUREZZA
 PROVE DI DUREZZA ING. FABBRETTI FLORIANO 1 INDICE CLASSIFICAZIONE DUREZZA TIPOLOGIE DUREZZE DUREZZA BRINELL DUREZZA VICKERS DUREZZA ROCKWELL MICRODUREZZA VICKERS MICRODUREZZA KNOOP ING. FABBRETTI FLORIANO
PROVE DI DUREZZA ING. FABBRETTI FLORIANO 1 INDICE CLASSIFICAZIONE DUREZZA TIPOLOGIE DUREZZE DUREZZA BRINELL DUREZZA VICKERS DUREZZA ROCKWELL MICRODUREZZA VICKERS MICRODUREZZA KNOOP ING. FABBRETTI FLORIANO
Gli impianti di scarico Indicazioni, vincoli e requisiti di progettazione
 Gli impianti di scarico Indicazioni, vincoli e requisiti di progettazione Riferimento normativo Per la progettazione degli impianti di scarico si fa riferimento alla normativa europea composta da 5 parti.
Gli impianti di scarico Indicazioni, vincoli e requisiti di progettazione Riferimento normativo Per la progettazione degli impianti di scarico si fa riferimento alla normativa europea composta da 5 parti.
Deformazione plastica dei materiali
 Deformazione plastica dei materiali È una trasformazione che interessa un materiale allo stato solido che può avvenire a diverse temperature Esistono, nell ambito della deformazione plastica due tipi di
Deformazione plastica dei materiali È una trasformazione che interessa un materiale allo stato solido che può avvenire a diverse temperature Esistono, nell ambito della deformazione plastica due tipi di
PUNTI DI FORZA DEI FONDI BOMBATI
 PUNTI DI FORZA DEI FONDI BOMBATI 1 LAVAGGIO / DEGRASSAGGIO: abbiamo la possibilità di pulire i fondi e consegnarli così al cliente già pronti per le lavorazioni successive. In alcuni casi il lavaggio avviene
PUNTI DI FORZA DEI FONDI BOMBATI 1 LAVAGGIO / DEGRASSAGGIO: abbiamo la possibilità di pulire i fondi e consegnarli così al cliente già pronti per le lavorazioni successive. In alcuni casi il lavaggio avviene
Forze come grandezze vettoriali
 Forze come grandezze vettoriali L. Paolucci 23 novembre 2010 Sommario Esercizi e problemi risolti. Per la classe prima. Anno Scolastico 2010/11 Parte 1 / versione 2 Si ricordi che la risultante di due
Forze come grandezze vettoriali L. Paolucci 23 novembre 2010 Sommario Esercizi e problemi risolti. Per la classe prima. Anno Scolastico 2010/11 Parte 1 / versione 2 Si ricordi che la risultante di due
SCHEDA 17A: ADEGUAMENTO DEI TRATTORI A RUOTE A CARREGGIATA STANDARD MODELLO FIAT 415R E SIMILI (FIAT 215, FIAT 315, etc.)
") SCHEDA 17A: ADEGUAMENTO DEI TRATTORI A RUOTE A CARREGGIATA STANDARD MODELLO FIAT 415R E SIMILI (FIAT 215, FIAT 315, etc.) Il presente documento è stato realizzato nell ambito dell attività di ricerca prevista:
SCHEDA 17A: ADEGUAMENTO DEI TRATTORI A RUOTE A CARREGGIATA STANDARD MODELLO FIAT 415R E SIMILI (FIAT 215, FIAT 315, etc.) Il presente documento è stato realizzato nell ambito dell attività di ricerca prevista:
LE LAME LUTZ DA DECENNI LA SCELTA SICURA PER I PROFESSIONISTI
 LE LAME LUTZ DA DECENNI LA SCELTA SICURA PER I PROFESSIONISTI LAME SPECIALI PELLICOLE TECNOFIBRE E FIBRE DI VETRO MEDICINA ALIMENTARI ARTIGIANATO / FAI DA TE AUTOMOBILE TESSILE PRECISIONE. AFFILATURA.
LE LAME LUTZ DA DECENNI LA SCELTA SICURA PER I PROFESSIONISTI LAME SPECIALI PELLICOLE TECNOFIBRE E FIBRE DI VETRO MEDICINA ALIMENTARI ARTIGIANATO / FAI DA TE AUTOMOBILE TESSILE PRECISIONE. AFFILATURA.
Attenti ai vetri. di Federica Conti
 STORIe 128 Attenti ai vetri I vetri costituiscono un elemento di grande importanza in un automobile, sia per quanto riguarda il comfort che per l estetica. Per garantirne la qualità e il corretto assemblaggio,
STORIe 128 Attenti ai vetri I vetri costituiscono un elemento di grande importanza in un automobile, sia per quanto riguarda il comfort che per l estetica. Per garantirne la qualità e il corretto assemblaggio,
SCIENZA E TECNOLOGIA DEI MATERIALI COMPOSITI A MATRICE POLIMERICA
 Università degli studi di Messina Corso di laurea in INGEGNERIA DEI MATERIALI SCIENZA E TECNOLOGIA DEI MATERIALI COMPOSITI A MATRICE POLIMERICA Prof. A.M.Visco Lezione T 2 : Processi di realizzazione di
Università degli studi di Messina Corso di laurea in INGEGNERIA DEI MATERIALI SCIENZA E TECNOLOGIA DEI MATERIALI COMPOSITI A MATRICE POLIMERICA Prof. A.M.Visco Lezione T 2 : Processi di realizzazione di
APPLICATION SHEET Luglio
 Indice 1. Descrizione dell applicazione 2. Applicazione - Dati 3. Selezione del prodotto e dimensionamento 4. Soluzione Motovario 1. Descrizione dell applicazione Gli schermi per campi da cricket fanno
Indice 1. Descrizione dell applicazione 2. Applicazione - Dati 3. Selezione del prodotto e dimensionamento 4. Soluzione Motovario 1. Descrizione dell applicazione Gli schermi per campi da cricket fanno
IL PROBLEMA DEL PRODURRE
 IL PROBLEMA DEL PRODURRE IL CICLO TECNOLOGICO E I PROCESSI PRIMARI E SECONDARI Ing. Produzione Industriale - Tecnologia Meccanica Processi primari e secondari - 1 IL CICLO TECNOLOGICO Il ciclo tecnologico
IL PROBLEMA DEL PRODURRE IL CICLO TECNOLOGICO E I PROCESSI PRIMARI E SECONDARI Ing. Produzione Industriale - Tecnologia Meccanica Processi primari e secondari - 1 IL CICLO TECNOLOGICO Il ciclo tecnologico
Grazie ai mezzi maneggevoli, si possono produrre pali inclinati in quasi ogni inclinazione e direzione.
 Battitura di pali duttili Generalità: Grazie agli escavatori idraulici leggeri e maneggevoli, i lavori per fondazioni di pali possono essere eseguiti anche in condizioni difficili oppure quando lo spazio
Battitura di pali duttili Generalità: Grazie agli escavatori idraulici leggeri e maneggevoli, i lavori per fondazioni di pali possono essere eseguiti anche in condizioni difficili oppure quando lo spazio
2.1 Funi metalliche e nozioni sui cavi... 3. 2.1.1 Informazioni generali sui cavi... 3. 2.1.2 Assemblaggio delle funi metalliche...
 Sommario 2 Cavi - Collegamenti finali 2.1 Funi metalliche e nozioni sui cavi... 3 2.1.1 Informazioni generali sui cavi... 3 2.1.2 Assemblaggio delle funi metalliche... 3 2.1.2.1 Funi ad avvolgimento parallelo...
Sommario 2 Cavi - Collegamenti finali 2.1 Funi metalliche e nozioni sui cavi... 3 2.1.1 Informazioni generali sui cavi... 3 2.1.2 Assemblaggio delle funi metalliche... 3 2.1.2.1 Funi ad avvolgimento parallelo...
CALCOLO TEORICO DELLE CONNESSIONI
 CALCOLO TEORICO DELLE CONNESSIONI Relatore: INDICE: Connettori metallici a gambo cilindrico alle tensioni ammissibili Approccio di calcolo agli stati limite - Teoria di Johansen - Formule proposte dalle
CALCOLO TEORICO DELLE CONNESSIONI Relatore: INDICE: Connettori metallici a gambo cilindrico alle tensioni ammissibili Approccio di calcolo agli stati limite - Teoria di Johansen - Formule proposte dalle
SAFERALPS. Prg n 6782-103 28-02-2012
 SAFERALPS Prg n 6782-103 28-02-2012 Study of the characteristics of the "via ferrata Analysis of the installation and maintenance techniques Similarities and differences in the Alps P1-Universität Salzburg
SAFERALPS Prg n 6782-103 28-02-2012 Study of the characteristics of the "via ferrata Analysis of the installation and maintenance techniques Similarities and differences in the Alps P1-Universität Salzburg
UNIVERSITÀ DEGLI STUDI DI PADOVA Facoltà di Ingegneria sede di Vicenza A.A. 2007/08
 UNIVERSITÀ DEGLI STUDI DI PADOVA Facoltà di Ingegneria sede di Vicenza Corso di Disegno Tecnico Industriale per il Corso di Laurea triennale in Ingegneria Meccanica e in Ingegneria Meccatronica Tolleranze
UNIVERSITÀ DEGLI STUDI DI PADOVA Facoltà di Ingegneria sede di Vicenza Corso di Disegno Tecnico Industriale per il Corso di Laurea triennale in Ingegneria Meccanica e in Ingegneria Meccatronica Tolleranze
Gli elettrodi nell EDM. G. Fantoni Università di Pisa
 Gli elettrodi nell EDM G. Fantoni Università di Pisa Erodibilità di diversi materiali metallici PURI T fus. -MRR Ma Ag, Cu anomali infatti erodibilità dipende anche da conducibilità termica, capacità
Gli elettrodi nell EDM G. Fantoni Università di Pisa Erodibilità di diversi materiali metallici PURI T fus. -MRR Ma Ag, Cu anomali infatti erodibilità dipende anche da conducibilità termica, capacità
PRODUTTIVITÀ NELLA PIEGATURA
 PG PIEGATURA PG PIEGATURA PRODUTTIVITÀ NELLA PIEGATURA DANOBAT è uno specialista nella tecnologia della piegatura, e precisamente nella pannellatura automatica. La gamma di pannellatrici PG di DANOBAT
PG PIEGATURA PG PIEGATURA PRODUTTIVITÀ NELLA PIEGATURA DANOBAT è uno specialista nella tecnologia della piegatura, e precisamente nella pannellatura automatica. La gamma di pannellatrici PG di DANOBAT
PUNZONATURA E STAMPAGGIO
 TAGLIO PUNZONATURA E STAMPAGGIO Come confrontare il costo della produzione Fig. 1 Prodotti in lamiera ottenuti per punzonatura da foglio, punzonatura da coil e stampaggio con pressa (casse per corpi illuminanti).
TAGLIO PUNZONATURA E STAMPAGGIO Come confrontare il costo della produzione Fig. 1 Prodotti in lamiera ottenuti per punzonatura da foglio, punzonatura da coil e stampaggio con pressa (casse per corpi illuminanti).
RAPPORTO DI PROVA Venezia,. Foglio n. 1 di 7. Protocollo: Luogo e Data della prova: Richiedente: Materiale testato:
 Foglio n. 1 di 7 Protocollo: Luogo e Data della prova: Mestre, Richiedente: Materiale testato: Prova eseguita: Conducibilità termica Riferimento Normativo: UNI EN 12667 DESCRIZIONE DEL CAMPIONE SOTTOPOSTO
Foglio n. 1 di 7 Protocollo: Luogo e Data della prova: Mestre, Richiedente: Materiale testato: Prova eseguita: Conducibilità termica Riferimento Normativo: UNI EN 12667 DESCRIZIONE DEL CAMPIONE SOTTOPOSTO
FAS Funi e accessori per sollevamento S.p.A.
 FAS Funi e accessori per sollevamento S.p.A. Corso di formazione. Modulo TC- 02 FUNI DI ACCIAIO PER GRU Verifiche ed Analisi dei punti critici. 1 Manutenzione, controllo e sostituzione. i La legge. La
FAS Funi e accessori per sollevamento S.p.A. Corso di formazione. Modulo TC- 02 FUNI DI ACCIAIO PER GRU Verifiche ed Analisi dei punti critici. 1 Manutenzione, controllo e sostituzione. i La legge. La
FRESATRICI CLASSIFICAZIONE DELLE FRESATRICI
 FRESATRC CLASSFCAZONE DELLE FRESATRC Le fresatrici si distinguono principalmente per la disposizione dell albero portafresa e per le possibilità di movimento della tavola portapezzo. Si classificano in
FRESATRC CLASSFCAZONE DELLE FRESATRC Le fresatrici si distinguono principalmente per la disposizione dell albero portafresa e per le possibilità di movimento della tavola portapezzo. Si classificano in
VETROMATTONE ONDULATO CHIARO TERMINALE CURVO
 INDICE 1. Anagrafica 2. Caratteristiche Tecniche 3. Certificazioni 4. Utilizzo 5. Posa in Opera 5.A. Fase preliminare 5.B. Fase di installazione 5.C. Fase di finitura 6. Disegni 7. Voce di capitolato 1/5
INDICE 1. Anagrafica 2. Caratteristiche Tecniche 3. Certificazioni 4. Utilizzo 5. Posa in Opera 5.A. Fase preliminare 5.B. Fase di installazione 5.C. Fase di finitura 6. Disegni 7. Voce di capitolato 1/5
ALLEGATO II Dispositivi di attacco
 ALLEGATO II Dispositivi di attacco. : il testo compreso fra i precedenti simboli si riferisce all aggiornamento di Maggio 2011 Nel presente allegato sono riportate le possibili conformazioni dei dispositivi
ALLEGATO II Dispositivi di attacco. : il testo compreso fra i precedenti simboli si riferisce all aggiornamento di Maggio 2011 Nel presente allegato sono riportate le possibili conformazioni dei dispositivi
Classificazione degli acciai da lavorare Scelta della punta in funzione del materiale da lavorare Parametri di taglio
 Materiali delle punte elicoidali Processi produttivi delle punte elicoidali Standard normativi Tipologia di affilatura Rivestimenti superficiali degli utensili Durezze Rockwell e Vickers Classificazione
Materiali delle punte elicoidali Processi produttivi delle punte elicoidali Standard normativi Tipologia di affilatura Rivestimenti superficiali degli utensili Durezze Rockwell e Vickers Classificazione
SPC e distribuzione normale con Access
 SPC e distribuzione normale con Access In questo articolo esamineremo una applicazione Access per il calcolo e la rappresentazione grafica della distribuzione normale, collegata con tabelle di Clienti,
SPC e distribuzione normale con Access In questo articolo esamineremo una applicazione Access per il calcolo e la rappresentazione grafica della distribuzione normale, collegata con tabelle di Clienti,
Problemi di dinamica del punto materiale (moto oscillatorio) A Sistemi di riferimento inerziali
 A Sistemi di riferimento inerziali") Problemi di dinamica del punto materiale (moto oscillatorio) A Sistemi di riferimento inerziali Problema n. 1: Un corpo puntiforme di massa m = 2.5 kg pende verticalmente dal soffitto di una stanza essendo
Problemi di dinamica del punto materiale (moto oscillatorio) A Sistemi di riferimento inerziali Problema n. 1: Un corpo puntiforme di massa m = 2.5 kg pende verticalmente dal soffitto di una stanza essendo
RELAZIONE CALCOLO CARICO INCENDIO VERIFICA TABELLARE RESISTENZA AL FUOCO **** **** **** D.M. Interno 09 Marzo 2007 D.M. 16 Febbraio 2007 L.C.
 RELAZIONE CALCOLO CARICO INCENDIO VERIFICA TABELLARE RESISTENZA AL FUOCO **** **** **** D.M. Interno 09 Marzo 2007 D.M. 16 Febbraio 2007 L.C. 15/02/2008 L.C. 28/03/2008 GENERALITA' COMPARTIMENTI La presente
RELAZIONE CALCOLO CARICO INCENDIO VERIFICA TABELLARE RESISTENZA AL FUOCO **** **** **** D.M. Interno 09 Marzo 2007 D.M. 16 Febbraio 2007 L.C. 15/02/2008 L.C. 28/03/2008 GENERALITA' COMPARTIMENTI La presente
Minicorso Regole di Disegno Meccanico
 Parte 3 Minicorso Regole di Disegno Meccanico di Andrea Saviano Tolleranze dimensionali di lavorazione Accoppiamenti mobili, stabili e incerti Giochi e interferenze Posizione della zona di tolleranza e
Parte 3 Minicorso Regole di Disegno Meccanico di Andrea Saviano Tolleranze dimensionali di lavorazione Accoppiamenti mobili, stabili e incerti Giochi e interferenze Posizione della zona di tolleranza e
Realizzazione di un sistema di aria canalizzata perimetrale, per la mansarda
 Realizzazione di un sistema di aria canalizzata perimetrale, per la mansarda Il sistema, realizzato su un Mobilvetta Bussola, può essere utilizzato anche su altri mezzi che hanno la mansarda configurata
Realizzazione di un sistema di aria canalizzata perimetrale, per la mansarda Il sistema, realizzato su un Mobilvetta Bussola, può essere utilizzato anche su altri mezzi che hanno la mansarda configurata
KGS/GMC BRICO 125-185-220
 KGS/GMC BRICO 125-185-220 OPTIONALS 1 12 7 8 3 5 10 9 2 N DESCRIZIONE CODICE 1 Rulli a scomparsa per lo scorrimento pannelli GMC 00185 2 Prolungamento supporto intermedio ribaltabile (800 mm) GMC 00006
KGS/GMC BRICO 125-185-220 OPTIONALS 1 12 7 8 3 5 10 9 2 N DESCRIZIONE CODICE 1 Rulli a scomparsa per lo scorrimento pannelli GMC 00185 2 Prolungamento supporto intermedio ribaltabile (800 mm) GMC 00006
STRUTTURE MISTE ACCIAIO-CLS Lezione 2
 STRUTTURE MISTE ACCIAIO-CLS Lezione 2 I SISTEMI DI CONNESSIONE Tipologie di connettori Calcolo della sollecitazione nei connettori Connettori a totale ripristino di resistenza Connettori a parziale ripristino
STRUTTURE MISTE ACCIAIO-CLS Lezione 2 I SISTEMI DI CONNESSIONE Tipologie di connettori Calcolo della sollecitazione nei connettori Connettori a totale ripristino di resistenza Connettori a parziale ripristino
TECNOLOGIA MECCANICA LE MACCHINE UTENSILI A CNC I Centri di Lavoro
 LE MACCHINE UTENSILI A CNC I Centri di Lavoro Centro per l Automazione e la Meccanica Via Rainusso 138/N 41100 Modena INDICE 1 Fresatrici, Alesatrici e Centri di Lavoro pag. 2 1.1 Generalità 2 1.2 Struttura
LE MACCHINE UTENSILI A CNC I Centri di Lavoro Centro per l Automazione e la Meccanica Via Rainusso 138/N 41100 Modena INDICE 1 Fresatrici, Alesatrici e Centri di Lavoro pag. 2 1.1 Generalità 2 1.2 Struttura
PROPRIETÀ DEI MATERIALI
 ESERCITAZIONE 1 PROPRIETÀ DEI MATERIALI SONO LE GRANDEZZE IL CUI VALORE DESCRIVE IL COMPORTAMENTO DEL MATERIALE IN PRESENZA DELLE DIVERSE SOLLECITAZIONI E CONDIZIONI DI SERVIZIO COSTITUISCONO L ELEMENTO
ESERCITAZIONE 1 PROPRIETÀ DEI MATERIALI SONO LE GRANDEZZE IL CUI VALORE DESCRIVE IL COMPORTAMENTO DEL MATERIALE IN PRESENZA DELLE DIVERSE SOLLECITAZIONI E CONDIZIONI DI SERVIZIO COSTITUISCONO L ELEMENTO
Modelli di dimensionamento
 Introduzione alla Norma SIA 266 Modelli di dimensionamento Franco Prada Studio d ing. Giani e Prada Lugano Testo di: Joseph Schwartz HTA Luzern Documentazione a pagina 19 Norma SIA 266 - Costruzioni di
Introduzione alla Norma SIA 266 Modelli di dimensionamento Franco Prada Studio d ing. Giani e Prada Lugano Testo di: Joseph Schwartz HTA Luzern Documentazione a pagina 19 Norma SIA 266 - Costruzioni di
Triplex La guarnizione che crea un contatto perfetto in ogni situazione. Contatto perfetto
 Triplex La guarnizione che crea un contatto perfetto in ogni situazione. Contatto perfetto Guarnizioni TRIPLEX in Gomma TPE espanso >> Le caratteristiche di elevata qualità della guarnizione Triplex >>
Triplex La guarnizione che crea un contatto perfetto in ogni situazione. Contatto perfetto Guarnizioni TRIPLEX in Gomma TPE espanso >> Le caratteristiche di elevata qualità della guarnizione Triplex >>
Amuflex. Guaine portacavi. AMU Princigalli srl ACCESSORI MACCHINE UTENSILI. AMU Princigalli srl ACCESSORI MACCHINE UTENSILI
 AMU Princigalli srl ACCESSORI MACCHINE UTENSILI AMU Princigalli srl ACCESSORI MACCHINE UTENSILI Via Como, 124 23883 Brivio (LC) Tel. 039 5320749 Fax 039 9273300 [email protected] www.amusrl.com Amuflex
AMU Princigalli srl ACCESSORI MACCHINE UTENSILI AMU Princigalli srl ACCESSORI MACCHINE UTENSILI Via Como, 124 23883 Brivio (LC) Tel. 039 5320749 Fax 039 9273300 [email protected] www.amusrl.com Amuflex
Fondazioni a platea e su cordolo
 Fondazioni a platea e su cordolo Fondazione a platea massiccia Una volta normalmente impiegata per svariate tipologie di edifici, oggi la fondazione a platea massiccia viene quasi esclusivamente adottata
Fondazioni a platea e su cordolo Fondazione a platea massiccia Una volta normalmente impiegata per svariate tipologie di edifici, oggi la fondazione a platea massiccia viene quasi esclusivamente adottata
TECNICA DELLE COSTRUZIONI: PROGETTO DI STRUTTURE LE FONDAZIONI
 LE FONDAZIONI Generalità sulle fondazioni Fondazioni dirette Plinti isolati Trave rovescia Esecutivi di strutture di fondazione Generalità Le opere di fondazione hanno il compito di trasferire le sollecitazioni
LE FONDAZIONI Generalità sulle fondazioni Fondazioni dirette Plinti isolati Trave rovescia Esecutivi di strutture di fondazione Generalità Le opere di fondazione hanno il compito di trasferire le sollecitazioni
SALDATRICI A CONTATTO. Quickchange D1Q, D2Q, D3Q Saldatrice a contatto in argentografite
 SALDATRICI A CONTATTO Quickchange D1Q, D2Q, D3Q Saldatrice a contatto in argentografite SALDATRICI A CONTATTO per la tecnica di comando industriale Moduli di processo ad elevata capacità produttiva Le
SALDATRICI A CONTATTO Quickchange D1Q, D2Q, D3Q Saldatrice a contatto in argentografite SALDATRICI A CONTATTO per la tecnica di comando industriale Moduli di processo ad elevata capacità produttiva Le
COME NASCE UN CERCHIO IN CARBONIO
 COME NASCE UN CERCHIO IN CARBONIO Mike Wilson, che ha passato quasi tutta la sua vita lavorativa in Dymag, è il responsabile della progettazione. Insieme al suo team valuta tutti gli aspetti progettuali
COME NASCE UN CERCHIO IN CARBONIO Mike Wilson, che ha passato quasi tutta la sua vita lavorativa in Dymag, è il responsabile della progettazione. Insieme al suo team valuta tutti gli aspetti progettuali
Gruppo Esea Carpenteria metallica
 Gruppo Esea Carpenteria metallica Si come il ferro s arrugginisce sanza esercizio, e l acqua si putrefà o nel freddo s addiaccia, così lo ngegno sanza esercizio si guasta. (Leonardo Da Vinci) L ingegno
Gruppo Esea Carpenteria metallica Si come il ferro s arrugginisce sanza esercizio, e l acqua si putrefà o nel freddo s addiaccia, così lo ngegno sanza esercizio si guasta. (Leonardo Da Vinci) L ingegno
CORRENTE ELETTRICA Intensità e densità di corrente sistema formato da due conduttori carichi a potenziali V 1 e V 2 isolati tra loro V 2 > V 1 V 2
 COENTE ELETTICA Intensità e densità di corrente sistema formato da due conduttori carichi a potenziali V 1 e V isolati tra loro V > V 1 V V 1 Li colleghiamo mediante un conduttore Fase transitoria: sotto
COENTE ELETTICA Intensità e densità di corrente sistema formato da due conduttori carichi a potenziali V 1 e V isolati tra loro V > V 1 V V 1 Li colleghiamo mediante un conduttore Fase transitoria: sotto
SINTESI DELLA NORMATIVA EUROPEA EN 1263-1 RELATIVA AL MONTAGGIO DELLA RETE ANTICADUTA PER APPLICAZIONI ORIZZONTALI E PER APPLICAZIONI VERTICALI.
 SINTESI DELLA NORMATIVA EUROPEA EN 1263-1 RELATIVA AL MONTAGGIO DELLA RETE ANTICADUTA PER APPLICAZIONI ORIZZONTALI E PER APPLICAZIONI VERTICALI. 1. RETE ANTICADUTA CERTIFICATA EN 1263-1, PER APPLICAZIONI
SINTESI DELLA NORMATIVA EUROPEA EN 1263-1 RELATIVA AL MONTAGGIO DELLA RETE ANTICADUTA PER APPLICAZIONI ORIZZONTALI E PER APPLICAZIONI VERTICALI. 1. RETE ANTICADUTA CERTIFICATA EN 1263-1, PER APPLICAZIONI
2. SPECIFICHE PRINCIPALI
 ! ATTENZIONE Leggere il presente manuale prima di qualsiasi operazione Prima di iniziare qualsiasi azione operativa è obbligatorio leggere il presente manuale di istruzioni. La garanzia del buon funzionamento
! ATTENZIONE Leggere il presente manuale prima di qualsiasi operazione Prima di iniziare qualsiasi azione operativa è obbligatorio leggere il presente manuale di istruzioni. La garanzia del buon funzionamento
Lezione. Tecnica delle Costruzioni
 Lezione Tecnica delle Costruzioni Classificazione dei collegamenti Tipi di collegamenti 1. Collegamento a parziale ripristino di resistenza In grado di trasmettere le caratteristiche di sollecitazione
Lezione Tecnica delle Costruzioni Classificazione dei collegamenti Tipi di collegamenti 1. Collegamento a parziale ripristino di resistenza In grado di trasmettere le caratteristiche di sollecitazione
SCHEDA 21A: ADEGUAMENTO DEI TRATTORI A RUOTE A CARREGGIATA STANDARD MODELLO FIAT 500 E SIMILI (FIAT 550, FIAT 600, etc.)
") SCHEDA 21A: ADEGUAMENTO DEI TRATTORI A RUOTE A CARREGGIATA STANDARD MODELLO FIAT 500 E SIMILI (FIAT 550, FIAT 600, etc.) Il presente documento è stato realizzato nell ambito dell attività di ricerca prevista:
SCHEDA 21A: ADEGUAMENTO DEI TRATTORI A RUOTE A CARREGGIATA STANDARD MODELLO FIAT 500 E SIMILI (FIAT 550, FIAT 600, etc.) Il presente documento è stato realizzato nell ambito dell attività di ricerca prevista:
Misure finanziarie del rendimento: il Van
 Misure finanziarie del rendimento: il Van 6.XI.2013 Il valore attuale netto Il valore attuale netto di un progetto si calcola per mezzo di un modello finanziario basato su stime circa i ricavi i costi
Misure finanziarie del rendimento: il Van 6.XI.2013 Il valore attuale netto Il valore attuale netto di un progetto si calcola per mezzo di un modello finanziario basato su stime circa i ricavi i costi
CANDIDATO: William Berardi. RELATORE: Prof. Ing. Luca Piancastelli
 Alma Mater Studiorum Università di Bologna Facoltà di Ingegneria Corso di laurea in Ingegneria Meccanica A.A. 2010/2011 - Sessione III CANDIDATO: William Berardi RELATORE: Prof. Ing. Luca Piancastelli
Alma Mater Studiorum Università di Bologna Facoltà di Ingegneria Corso di laurea in Ingegneria Meccanica A.A. 2010/2011 - Sessione III CANDIDATO: William Berardi RELATORE: Prof. Ing. Luca Piancastelli