Lavorazione lamiera II
|
|
|
- Baldassare Bruno
- 8 anni fa
- Visualizzazioni
Transcript
1 Lavorazione lamiera II Piegatura della lamiera Stretch forming Bulging Rubber forming e idroformatura Spinning Formatura ad alta energia Formatura superplastica Altri metodi di formatura

2 Piegatura della lamiera La piegatura viene effettuata per ottenere determinate forme, ma anche per irrigidire alcune strutture Bend allowance: lunghezza dell asse neutro nella zona piegata. L b = "( R + kt) R < 2t # k $ 0.33 R > 2t # k $ 0.5!
 R < 2t # k $ 0.")
3 Raggio minimo di piegatura! Per calcolare il raggio minimo di piegatura si considera che le fibre esterne e interne raggiungono la stessa deformazione assoluta: 1 e o = e i = 2R +1 t La deformazione esterna delle fibre = massimo strain! a rottura # " f = ln A & 0 % $ A ( = ln # 100 & % ( f ' $ 100 ) r' # & # & % 1 ( % " o = ln( 1+ e o ) = ln% 1+ 2R ( = ln R + t ( % % +1( R + t ( % ( $ t ' $ 2 ' " $ # R t % ' & min imo = 50 r (1 ) 60 r (1!!
 r' # & # & % 1 ( % \" o = ln( 1+ e o ) = ln% 1+")
4 Raggio minimo di piegatura Condizione materiale Materiale tenero duro Leghe alluminio 0 6t Berillio, rame 0 4t Ottone 0 2t Magnesio 5t 13t Acciai inossidabili austenitici 0.5t 6t basso carbonio, basso legati, HSLA 0.5t 4t Titanio 0.7t 3t Leghe titanio 2.6t 4t

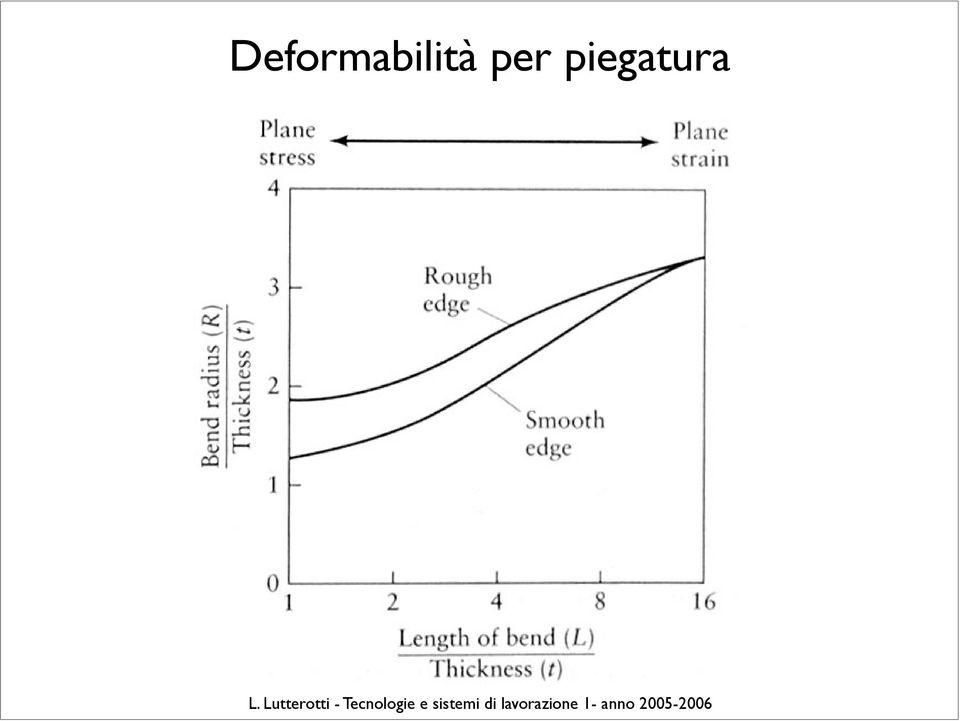
5 Deformabilità per piegatura
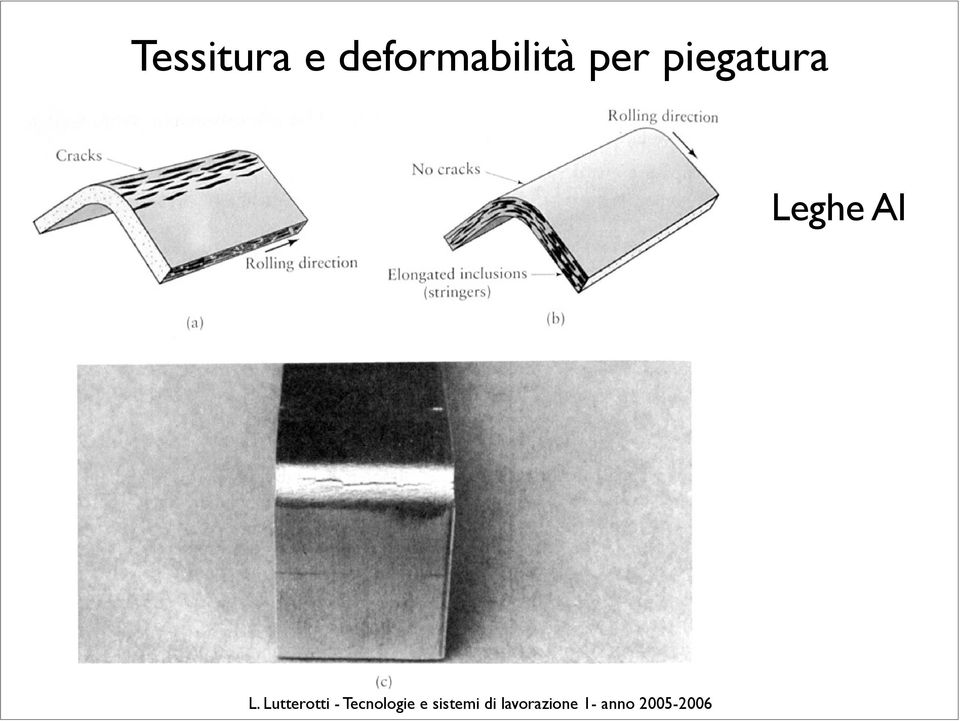
6 Tessitura e deformabilità per piegatura Leghe Al
7 Ritorno elastico La lunghezza della piegatura rimane la stessa dopo il ritorno elastico: " L b = R i + t % $ # 2& '( = " R + t % $ i # f 2 '( & f! Il fattore di ritorno elastico si definisce quindi come: K s = " f " i = 2R i t 2R f t +1 +1!

8 Ritorno elastico negativo e compensazioni Ritorno elastico negativo Metodi di compensazione del ritorno elastico Metodi: - Overbending (a-b, e) - Coining (c-d) - Stretch bending - Ad alta temperatura
 - Stretch bending - Ad alta")
9 Forza di piegatura Se W è l ampiezza dello stampo e k una variabile che dipende dalla forma dello stampo: F max = k UTS ( )t 2 L W k vale per stampo a V oppure per stampo ad U o per wiping die.!

10 Operazioni di piegatura: tipi Formatura in press-brake (pressa frenata):

11 Operazioni di piegatura: tipi

12 Operazioni di piegatura: tipi Beading (modanatura): per incrementare il momento di inerzia degli apici Beading in una press-brake

13 Operazioni di piegatura: tipi Flanging (bordatura): per piegare gli spigoli di una piastra Dimpling Piercing Flangiatura di un tubo

14 Operazioni di piegatura: tipi Roll forming I cilindri sono in genere di acciaio e possono essere cromati per migliorare la finitura superficiale nonchè l usura dei rulli. Steps nella formatura di un profilo da serramenti

15 Piegatura di tubi Occorrono forme speciali per evitare schiacciamenti e ondulamenti della superficie del tubo a causa del buckling

16 Piegatura di tubi Per evitare schiacciamenti o buckling una volta inserivano sabbia, ora si usano mandrini flessibili o liquidi in pressione Una compressione longitudinale al tubo permette piegature maggiori

17 Stretch forming Si usa per formare pannelli (aerei, automobili etc.), non si producono spigoli vivi, solo forme arrotondate. Le matrici sono di acciaio, zinco, legno o polimeri duri, senza lubrificazione

18 Bulging Simile alla soffiatura si usa un liquido viscoso o materiale deformabile come la gomma (poliuretanica) per distribuire il carico.
 per distribuire il")
19 Embossing (bulging-rubber forming) Si usa anche per rilievi (stampatura di lettere...). Lo stampo femmina è flessibile (poliuretano), mentre il punzone con il maschio viene fatto in acciaio

20 Rubber forming e idroformatura Si usano pressioni fino a 100 MPa

21 Spinning convenzionale Spinning Shear spinning: il diametro del pezzo rimane costante, diminuisce lo spessore
22 Tube spinning Esterno Interno
23 Tube and shear spinning Albero turbina del concorde
24 Formatura ad alta energia Per esplosione (explosive forming): spesso si usa acqua
25 Explosive forming! Il picco di pressione generato in acqua si calcola con la formula seguente " 3 p = K$ W # R % ' & a R=distanza esplosivo (in piedi) K=costante per il tipo di esplosivo (21600 per TNT) W=peso esplosivo (in pounds) a=1.15
26 Elettroidraulico e Magnetic-pulse forming Formatura elettroidraulica Magnetic-pulse
27 Superplastic forming
28 Peen forming Si usa un metodo di shot peening (pallinatura con biglie in acciaio) per curvare lamiere sottili. Viene molto usato per la produzione delle lamiere esterne delle ali in aeronautica
29 Esempio: produzione honeycomb
Lavorazione lamiera III
 Lavorazione lamiera III Imbutitura (deep drawing) Deformabilità delle lamiere Macchinari per la formatura delle lamiere Progettazione Considerazioni economiche Imbutitura (Deep Drawing) Nata nel 1700 non
Lavorazione lamiera III Imbutitura (deep drawing) Deformabilità delle lamiere Macchinari per la formatura delle lamiere Progettazione Considerazioni economiche Imbutitura (Deep Drawing) Nata nel 1700 non
La deformazione plastica. La deformazione plastica. Lavorazioni per deformazione. Il processo di laminazione Estrusione e trafilatura La forgiatura
 La deformazione plastica La deformazione plastica Lavorazioni per deformazione Il processo di laminazione Estrusione e trafilatura La forgiatura 2 2006 Politecnico di Torino 1 Obiettivi della lezione Valutare
La deformazione plastica La deformazione plastica Lavorazioni per deformazione Il processo di laminazione Estrusione e trafilatura La forgiatura 2 2006 Politecnico di Torino 1 Obiettivi della lezione Valutare
Lavorazioni lamiera 1
 Lavorazioni lamiera 1 Introduzione Caratteristiche lamiere Taglio lamiere Introduzione La formatura di lamiere involve pezzi con un alto rapporto di area su volume. In genere vengono impiegate lamiere
Lavorazioni lamiera 1 Introduzione Caratteristiche lamiere Taglio lamiere Introduzione La formatura di lamiere involve pezzi con un alto rapporto di area su volume. In genere vengono impiegate lamiere
Gli elettrodi nell EDM. G. Fantoni Università di Pisa
 Gli elettrodi nell EDM G. Fantoni Università di Pisa Erodibilità di diversi materiali metallici PURI T fus. -MRR Ma Ag, Cu anomali infatti erodibilità dipende anche da conducibilità termica, capacità
Gli elettrodi nell EDM G. Fantoni Università di Pisa Erodibilità di diversi materiali metallici PURI T fus. -MRR Ma Ag, Cu anomali infatti erodibilità dipende anche da conducibilità termica, capacità
Le graniglie sono classificabili, secondo il materiale di cui sono composte, come segue :
 Cos è la graniglia? L utensile della granigliatrice : la graniglia La graniglia è praticamente l utensile della granigliatrice: si presenta come una polvere costituita da un gran numero di particelle aventi
Cos è la graniglia? L utensile della granigliatrice : la graniglia La graniglia è praticamente l utensile della granigliatrice: si presenta come una polvere costituita da un gran numero di particelle aventi
Lavorazione delle lamiere
 Lavorazione delle lamiere Lamiere Utilizzate nella produzione di carrozzerie automobilistiche, elettrodomestici, mobili metallici, organi per la meccanica fine. Le lamiere presentano una notevole versatilità
Lavorazione delle lamiere Lamiere Utilizzate nella produzione di carrozzerie automobilistiche, elettrodomestici, mobili metallici, organi per la meccanica fine. Le lamiere presentano una notevole versatilità
TECNOLOGIE DI FORMATURA DI LAMIERA
 Corso di Tecnologie Speciali II TECNOLOGIE DI FORMATURA DI LAMIERA Università degli Studi di Napoli Federico II Dipartimento di Ingegneria Chimica, dei Materiali e della Produzione Industriale Lavorazioni
Corso di Tecnologie Speciali II TECNOLOGIE DI FORMATURA DI LAMIERA Università degli Studi di Napoli Federico II Dipartimento di Ingegneria Chimica, dei Materiali e della Produzione Industriale Lavorazioni
Corso di Tecnologia Meccanica
 Corso di Tecnologia Meccanica Modulo 3.8 Deformazione plastica LIUC - Ingegneria Gestionale 1 Lavorazione a freddo della lamiera LIUC - Ingegneria Gestionale 2 Lavorazione a freddo delle lamiere È il processo
Corso di Tecnologia Meccanica Modulo 3.8 Deformazione plastica LIUC - Ingegneria Gestionale 1 Lavorazione a freddo della lamiera LIUC - Ingegneria Gestionale 2 Lavorazione a freddo delle lamiere È il processo
STAMPAGGIO DELLE LAMIERE
 STAMPAGGIO DELLE LAMIERE Le lamiere sono ottenute mediante il processo di laminazione Prima di questo processo le caratteristiche del materiale possono essere considerate isotrope, con i grani cristallini
STAMPAGGIO DELLE LAMIERE Le lamiere sono ottenute mediante il processo di laminazione Prima di questo processo le caratteristiche del materiale possono essere considerate isotrope, con i grani cristallini
Estrusione e trafilatura
 Estrusione e trafilatura Estrusione Trafilatura Rastrematura Estrusione Diretta Indiretta Idrostatica Ad impatto Estrusione Sviluppata nel tardo 1700. I tipi principali sono: Estrusione diretta: l attrito
Estrusione e trafilatura Estrusione Trafilatura Rastrematura Estrusione Diretta Indiretta Idrostatica Ad impatto Estrusione Sviluppata nel tardo 1700. I tipi principali sono: Estrusione diretta: l attrito
Le seghe a nastro. Figura N 1 Esempio di nastri per seghe. Larghezza
 Le seghe a nastro Generalità La lama da sega a nastro è adatta per ogni genere di taglio; essa taglia ininterrottamente senza movimenti discontinui come invece avviene nelle seghe alternative. Con le seghe
Le seghe a nastro Generalità La lama da sega a nastro è adatta per ogni genere di taglio; essa taglia ininterrottamente senza movimenti discontinui come invece avviene nelle seghe alternative. Con le seghe
Spessore pelabile Georg Martin GmbH
 Spessore pelabile Georg Martin GmbH M-Tech L-Laminum M-Tech L (Laminum) spessori laminati metallici per la compensazione precisa delle tolleranze. In qualità di partner per i prodotti di precisione, offriamo
Spessore pelabile Georg Martin GmbH M-Tech L-Laminum M-Tech L (Laminum) spessori laminati metallici per la compensazione precisa delle tolleranze. In qualità di partner per i prodotti di precisione, offriamo
Sez. E Sistemi e tecnologie ad aria compressa, di ausilio alla produzione UGELLI E GETTI PER ARIA COMPRESSA AIR NOZZLES AND JETS
 Sez. E Sistemi e tecnologie ad aria compressa, di ausilio alla produzione DC COOLING Alternative cooling solutions UGELLI E GETTI PER ARIA COMPRESSA AIR NOZZLES AND JETS Documentazione non registrata,
Sez. E Sistemi e tecnologie ad aria compressa, di ausilio alla produzione DC COOLING Alternative cooling solutions UGELLI E GETTI PER ARIA COMPRESSA AIR NOZZLES AND JETS Documentazione non registrata,
METALLI FERROSI GHISA ACCIAIO
 METALLI FERROSI I metalli ferrosi sono i metalli e le leghe metalliche che contengono ferro. Le leghe ferrose più importanti sono l acciaio e la ghisa. ACCIAIO: lega metallica costituita da ferro e carbonio,
METALLI FERROSI I metalli ferrosi sono i metalli e le leghe metalliche che contengono ferro. Le leghe ferrose più importanti sono l acciaio e la ghisa. ACCIAIO: lega metallica costituita da ferro e carbonio,
CLASSIFICAZIONE DELLE LAVORAZIONI MECCANICHE
 CLASSIFICAZIONE DELLE LAVORAZIONI MECCANICHE Le lavorazioni meccaniche possono essere classificate secondo diversi criteri. Il criterio che si è dimostrato più utile, in quanto ha permesso di considerare
CLASSIFICAZIONE DELLE LAVORAZIONI MECCANICHE Le lavorazioni meccaniche possono essere classificate secondo diversi criteri. Il criterio che si è dimostrato più utile, in quanto ha permesso di considerare
Politecnico di Torino Dipartimento di Meccanica DAI PROVINI AI COMPONENTI
 DAI PROVINI AI COMPONENTI Vi sono molti fattori che influenzano la resistenza a fatica; fra i fattori che riguardano il componente hanno particolare importanza: le dimensioni (C S ) la presenza di intagli
DAI PROVINI AI COMPONENTI Vi sono molti fattori che influenzano la resistenza a fatica; fra i fattori che riguardano il componente hanno particolare importanza: le dimensioni (C S ) la presenza di intagli
Schema generale laminazioni
 Laminazione Processo di riduzione dell altezza o cambio di sezione di un pezzo attraverso la pressione applicata tramite due rulli rotanti. La laminazione rappresenta il 90% dei processi di lavorazione
Laminazione Processo di riduzione dell altezza o cambio di sezione di un pezzo attraverso la pressione applicata tramite due rulli rotanti. La laminazione rappresenta il 90% dei processi di lavorazione
RESISTENZA DEI MATERIALI TEST
 RESISTENZA DEI MATERIALI TEST 1. Nello studio della resistenza dei materiali, i corpi: a) sono tali per cui esiste sempre una proporzionalità diretta tra sollecitazione e deformazione b) sono considerati
RESISTENZA DEI MATERIALI TEST 1. Nello studio della resistenza dei materiali, i corpi: a) sono tali per cui esiste sempre una proporzionalità diretta tra sollecitazione e deformazione b) sono considerati
IL PROBLEMA DEL PRODURRE
 IL PROBLEMA DEL PRODURRE IL CICLO TECNOLOGICO E I PROCESSI PRIMARI E SECONDARI Ing. Produzione Industriale - Tecnologia Meccanica Processi primari e secondari - 1 IL CICLO TECNOLOGICO Il ciclo tecnologico
IL PROBLEMA DEL PRODURRE IL CICLO TECNOLOGICO E I PROCESSI PRIMARI E SECONDARI Ing. Produzione Industriale - Tecnologia Meccanica Processi primari e secondari - 1 IL CICLO TECNOLOGICO Il ciclo tecnologico
legati ai metalli www.albromet.de Attrezzature per curvatubi Anime Articolate a Sfere Raccordi Tasselli Anti-Grinza
 legati ai metalli Attrezzature per curvatubi Anime Articolate a Sfere Raccordi Tasselli Anti-Grinza www.albromet.de Tecnica di curvatura dei tubi Componenti di alta qualità per utensili di curvatura dei
legati ai metalli Attrezzature per curvatubi Anime Articolate a Sfere Raccordi Tasselli Anti-Grinza www.albromet.de Tecnica di curvatura dei tubi Componenti di alta qualità per utensili di curvatura dei
PROCESSI DI FORMATURA PLASTICA DI LAMIERE: PIEGATURA
 PROCESSI DI FORMATURA PLASTICA DI LAMIERE: PIEGATURA 1 PIEGATURA È uno tra i più comuni metodi di lavorazione delle lamiere Utilizzata sia come processo a sé stante, sia in combinazione con altre operazioni
PROCESSI DI FORMATURA PLASTICA DI LAMIERE: PIEGATURA 1 PIEGATURA È uno tra i più comuni metodi di lavorazione delle lamiere Utilizzata sia come processo a sé stante, sia in combinazione con altre operazioni
L A V O R A Z I O N I D E L L E L A M I E R E S T A M P A G G I O A F R E D D O
 1 L A V O R A Z I O N I D E L L E L A M I E R E S T A M P A G G I O A F R E D D O La più importante categoria di lavorazioni è quella delle lamiere (generalmente di spessore 5 mm), che dà origine ad una
1 L A V O R A Z I O N I D E L L E L A M I E R E S T A M P A G G I O A F R E D D O La più importante categoria di lavorazioni è quella delle lamiere (generalmente di spessore 5 mm), che dà origine ad una
DALLE FUNZIONI AL PRODOTTO
 DALLE FUNZIONI AL PRODOTTO Funzioni PROGETTAZIONE Specifiche Materie prime / Componenti PRODUZIONE Prodotto DALLE FUNZIONI AL PRODOTTO Progettazione del componente: materiale macro geometria micro geometria
DALLE FUNZIONI AL PRODOTTO Funzioni PROGETTAZIONE Specifiche Materie prime / Componenti PRODUZIONE Prodotto DALLE FUNZIONI AL PRODOTTO Progettazione del componente: materiale macro geometria micro geometria
Gli acciai inossidabili
 Gli acciai inossidabili Gli acciai inossidabili sono delle leghe a base di ferro, di cromo e di carbonio ed anche di altri elementi quali il nichel, il molibdeno, il silicio, il titanio, che li rendono
Gli acciai inossidabili Gli acciai inossidabili sono delle leghe a base di ferro, di cromo e di carbonio ed anche di altri elementi quali il nichel, il molibdeno, il silicio, il titanio, che li rendono
I METALLI. I metalli sono materiali strutturali costituiti ciascuno da un singolo elemento. Hanno tra loro proprietà molto simili.
 M et 1 all I METALLI I metalli sono materiali strutturali costituiti ciascuno da un singolo elemento. Hanno tra loro proprietà molto simili. Proprietà Le principali proprietà dei metalli sono le seguenti:
M et 1 all I METALLI I metalli sono materiali strutturali costituiti ciascuno da un singolo elemento. Hanno tra loro proprietà molto simili. Proprietà Le principali proprietà dei metalli sono le seguenti:
Tecnologia Meccanica Proff. Luigi Carrino Antonio Formisano Prove tecnologiche
 Prove tecnologiche PROVE TECNOLOGICHE Le prove tecnologiche vengono eseguite allo scopo di determinare l'attitudine dei materiali a subire determinati processi necessari a realizzare un certo prodotto.
Prove tecnologiche PROVE TECNOLOGICHE Le prove tecnologiche vengono eseguite allo scopo di determinare l'attitudine dei materiali a subire determinati processi necessari a realizzare un certo prodotto.
2. SPECIFICHE PRINCIPALI
 ! ATTENZIONE Leggere il presente manuale prima di qualsiasi operazione Prima di iniziare qualsiasi azione operativa è obbligatorio leggere il presente manuale di istruzioni. La garanzia del buon funzionamento
! ATTENZIONE Leggere il presente manuale prima di qualsiasi operazione Prima di iniziare qualsiasi azione operativa è obbligatorio leggere il presente manuale di istruzioni. La garanzia del buon funzionamento
COPERTURE METALLICHE GRECATE
 COPERTURE METALLICHE GRECATE COPERALL è la lastra metallica grecata per coperture e rivestimenti, disponibile in vari spessori, colori e materiali: Rame, Inox Alluminio, Aluzinc, Acciaio. COPERALL può
COPERTURE METALLICHE GRECATE COPERALL è la lastra metallica grecata per coperture e rivestimenti, disponibile in vari spessori, colori e materiali: Rame, Inox Alluminio, Aluzinc, Acciaio. COPERALL può
Capitolo 4. Superfici, tribologia, caratteristiche dimensionali e controllo qualità. 2008 Pearson Paravia Bruno Mondadori S.p.A.
 Capitolo 4 Superfici, tribologia, caratteristiche dimensionali e controllo qualità 1 Proprietà superficiali dei metalli Figura 4.1 Schema di una sezione della superficie di un metallo. Lo spessore di ciascuno
Capitolo 4 Superfici, tribologia, caratteristiche dimensionali e controllo qualità 1 Proprietà superficiali dei metalli Figura 4.1 Schema di una sezione della superficie di un metallo. Lo spessore di ciascuno
La finitura di massa produce eccellenti finiture isotropiche di superfici. La finitura superficiale aggiunge valore
 La finitura di massa produce eccellenti finiture isotropiche di superfici La finitura superficiale aggiunge valore Vibrofinitura La finitura di massa è una tecnologia di finitura superficiale che si basa
La finitura di massa produce eccellenti finiture isotropiche di superfici La finitura superficiale aggiunge valore Vibrofinitura La finitura di massa è una tecnologia di finitura superficiale che si basa
LASTRE METALLICHE GRECATE
 2 COPERALL è la lastra metallica grecata per coperture e rivestimenti, disponibile in vari spessori, colori e materiali: Rame, Inox Alluminio, Aluzinc, Acciaio e Zinco-Titanio. COPERALL può essere fornito
2 COPERALL è la lastra metallica grecata per coperture e rivestimenti, disponibile in vari spessori, colori e materiali: Rame, Inox Alluminio, Aluzinc, Acciaio e Zinco-Titanio. COPERALL può essere fornito
Riscaldatori tubolari corazzati
 ... Soluzioni infinite... Riscaldatori tubolari corazzati MODELLO Z.72 (SEZ.QUADRA) MODELLO Z.74 (SEZ. TONDA) Modello Z.72 sezione quadrata Dati tecnici Caratteristiche generali Questi riscaldatori vengono
... Soluzioni infinite... Riscaldatori tubolari corazzati MODELLO Z.72 (SEZ.QUADRA) MODELLO Z.74 (SEZ. TONDA) Modello Z.72 sezione quadrata Dati tecnici Caratteristiche generali Questi riscaldatori vengono
www.rodacciai.it PROVA DI TRAZIONE L 0 = 5.65 S 0 PROVE MECCANICHE
 PROVA DI TRAZIONE La prova, eseguita a temperatura ambiente o più raramente a temperature superiori o inferiori, consiste nel sottoporre una provetta a rottura per mezzo di uno sforzo di trazione generato
PROVA DI TRAZIONE La prova, eseguita a temperatura ambiente o più raramente a temperature superiori o inferiori, consiste nel sottoporre una provetta a rottura per mezzo di uno sforzo di trazione generato
MISURAZIONE DELLE PROPRIETA TECNOLOGICHE I.T.S.T J.F. KENNEDY - PN
 MISURAZIONE DELLE PROPRIETA TECNOLOGICHE I.T.S.T J.F. KENNEDY - PN Le proprietà tecnologiche dei materiali indagano la loro risposta alla lavorabilità ovvero forniscono indicazioni sulla risposta dei materiali
MISURAZIONE DELLE PROPRIETA TECNOLOGICHE I.T.S.T J.F. KENNEDY - PN Le proprietà tecnologiche dei materiali indagano la loro risposta alla lavorabilità ovvero forniscono indicazioni sulla risposta dei materiali
Sistemi di bloccaggio idraulici -- Mandrini idraulici
 Sistemi di bloccaggio idraulici -- Mandrini idraulici La tecnologia del serraggio idraulico ad espansione si è evoluto fino a raggiungere livelli di precisione e di affidabilità tali da poter soddisfare
Sistemi di bloccaggio idraulici -- Mandrini idraulici La tecnologia del serraggio idraulico ad espansione si è evoluto fino a raggiungere livelli di precisione e di affidabilità tali da poter soddisfare
Guida alla fresatura Spianatura 1/24
 SPIANATURA Guida alla fresatura Spianatura 1/24 SCELTA INSERTO/FRESA Una fresa con un angolo di registrazione inferiore a 90 agevola il deflusso dei trucioli aumentando la resistenza del tagliente. Gli
SPIANATURA Guida alla fresatura Spianatura 1/24 SCELTA INSERTO/FRESA Una fresa con un angolo di registrazione inferiore a 90 agevola il deflusso dei trucioli aumentando la resistenza del tagliente. Gli
Proprietà meccaniche. Prove meccaniche. prova di trazione prova di compressione prova di piegamento prova di durezza prova di fatica prova di creep
 Proprietà meccaniche Prove meccaniche prova di trazione prova di compressione prova di piegamento prova di durezza prova di fatica prova di creep Prova di trazione provini di dimensione standard deformazione
Proprietà meccaniche Prove meccaniche prova di trazione prova di compressione prova di piegamento prova di durezza prova di fatica prova di creep Prova di trazione provini di dimensione standard deformazione
iglidur V400: Resistenza chimica e alle alte temperature
 iglidur : Resistenza chimica e alle alte temperature Produzione standard a magazzino Eccellente resistenza all usura anche con alberi teneri e temperature fino a +200 C Ottima resistenza agli agenti chimici
iglidur : Resistenza chimica e alle alte temperature Produzione standard a magazzino Eccellente resistenza all usura anche con alberi teneri e temperature fino a +200 C Ottima resistenza agli agenti chimici
Entropia Zero Srl -Via Carlo Pisacane 46, 20025 LEGNANO (MI) Tel. 03311989839 - Fax 03311989185 Web www.entropiazero.it
 Tel. 03311989839 - Fax 03311989185 Web www.entropiazero.it") Tecnologia Roll Bond alluminio serigrafato Il cuore tecnologico del prodotto UnaTermica è lo scambiatore in alluminio roll-bond serigrafato. Tale scambiatore è costituito da un sandwich di due fogli di
Tecnologia Roll Bond alluminio serigrafato Il cuore tecnologico del prodotto UnaTermica è lo scambiatore in alluminio roll-bond serigrafato. Tale scambiatore è costituito da un sandwich di due fogli di
Range di fattibilità del prodotto per un offerta personalizzata basata sul know-how integrato
 Rivestimenti e passivazione Rivestimento in stagno (g/m 2 ) 1,0 1,4 2,0 2,8 4,0 5,0 5,6 8,4 11,2 14,0 15,1 Elettrozincato (μm) Passivazione (mg/m 2 ) Codice Min Max 300 1,0 3,0 311 3,5 9,0 314 9,0 - La
Rivestimenti e passivazione Rivestimento in stagno (g/m 2 ) 1,0 1,4 2,0 2,8 4,0 5,0 5,6 8,4 11,2 14,0 15,1 Elettrozincato (μm) Passivazione (mg/m 2 ) Codice Min Max 300 1,0 3,0 311 3,5 9,0 314 9,0 - La
I capicorda (terminali) per funi d acciaio forniscono una terminazione di testa alla fune stessa.
 per funi d acciaio forniscono una terminazione di testa alla fune stessa.") PRODOTTI INDUSTRIALI & NAVALI S.p.A. capicorda I capicorda (terminali) per funi d acciaio forniscono una terminazione di testa alla fune stessa. Si dividono in tre tipi: - A cuneo (autobloccanti) in cui
PRODOTTI INDUSTRIALI & NAVALI S.p.A. capicorda I capicorda (terminali) per funi d acciaio forniscono una terminazione di testa alla fune stessa. Si dividono in tre tipi: - A cuneo (autobloccanti) in cui
1. SOFT-TOOL FORMING 2. INCREMENTAL FORMING 3. UTILIZZO DELLA TEMPERATURA COME PARAMETRO DI PROCESSO IDROFORMATURA DI LAMIERE
 Tecnologie innovative di formatura delle lamiere Le tradizionali tecnologie di stampaggio appaiono in stridente contrasto con i nuovi target richiesti dal mercato, caratterizzati da volumi di produzione
Tecnologie innovative di formatura delle lamiere Le tradizionali tecnologie di stampaggio appaiono in stridente contrasto con i nuovi target richiesti dal mercato, caratterizzati da volumi di produzione
Pensa al rendimento del costo, Pensa HSS SEGATURA
 Pensa al rendimento del costo, Pensa HSS SEGATURA SOMMARIO SEGA A NASTRO 2 Le basi della sega a nastro 3 HSS e rivestimenti 4 Il concetto bimetallico 5 Affilatura del dente 6 Passo e forme del dente 7
Pensa al rendimento del costo, Pensa HSS SEGATURA SOMMARIO SEGA A NASTRO 2 Le basi della sega a nastro 3 HSS e rivestimenti 4 Il concetto bimetallico 5 Affilatura del dente 6 Passo e forme del dente 7
Tubi in acciaio al carbonio
 Tubi in acciaio al carbonio Tubi saldati da nastro a caldo e zincati La gamma di tubi saldati da nastro laminato a caldo Marcegaglia, adatti all impiego in settori quali la carpenteria, l industria dei
Tubi in acciaio al carbonio Tubi saldati da nastro a caldo e zincati La gamma di tubi saldati da nastro laminato a caldo Marcegaglia, adatti all impiego in settori quali la carpenteria, l industria dei
Riscaldatore tubolare flessibile
 ... Soluzioni infinite... Riscaldatore tubolare flessibile MODELLO Z.73 - hotflex Riscaldamento tridimensionale! La flessibilità è (quasi) tutto. In molte applicazioni la flessibilità offre molteplici
... Soluzioni infinite... Riscaldatore tubolare flessibile MODELLO Z.73 - hotflex Riscaldamento tridimensionale! La flessibilità è (quasi) tutto. In molte applicazioni la flessibilità offre molteplici
Die-casting Steel Solution
 Die-casting Steel Solution for Corrado Patriarchi 1 Acciai da utensili destinati alla deformazione a caldo di metalli e le loro leghe mediante procedimenti di stampaggio, estrusione, pressofusione. Vengono
Die-casting Steel Solution for Corrado Patriarchi 1 Acciai da utensili destinati alla deformazione a caldo di metalli e le loro leghe mediante procedimenti di stampaggio, estrusione, pressofusione. Vengono
Trasportatori a nastro
 Trasportatori a nastro Realizzano un trasporto di tipo continuo, in orizzontale o in pendenza, di materiali alla rinfusa e di carichi concentrati leggeri. incastellatura di sostegno Trasporti interni 1
Trasportatori a nastro Realizzano un trasporto di tipo continuo, in orizzontale o in pendenza, di materiali alla rinfusa e di carichi concentrati leggeri. incastellatura di sostegno Trasporti interni 1
Tecnologia dei Materiali e Chimica Applicata
 Franco Medici Giorgio Tosato Tecnologia dei Materiali e Chimica Applicata Complementi ed esercizi Copright MMIX ARACNE editrice S.r.l. www.aracneeditrice.it info@aracneeditrice.it via Raffaele Garofalo,
Franco Medici Giorgio Tosato Tecnologia dei Materiali e Chimica Applicata Complementi ed esercizi Copright MMIX ARACNE editrice S.r.l. www.aracneeditrice.it info@aracneeditrice.it via Raffaele Garofalo,
CURVATUBI UNIVERSALE SIMPLEX 4 Art. Sicutool 784G
 ISTRUZIONI D USO 1/6 Istruzioni pubblicate sul sito www.sicutool.it CURVATUBI UNIVERSALE SIMPLEX 4 Art. Sicutool 784G CARATTERISTICHE TECNICHE: Apparecchio manuale per curvare a freddo ed a caldo tubi
ISTRUZIONI D USO 1/6 Istruzioni pubblicate sul sito www.sicutool.it CURVATUBI UNIVERSALE SIMPLEX 4 Art. Sicutool 784G CARATTERISTICHE TECNICHE: Apparecchio manuale per curvare a freddo ed a caldo tubi
Anno Accademico 2005-06
 Università degli Studi di Firenze Dipartimento di Meccanica e Tecnologie Industriali CORSO DI: DISEGNO MECCANICO (FI) CORSO DI: DISEGNO TECNICO IND.LE (PO) Anno Accademico 2005-06 Modulo 4: Tecnologie
Università degli Studi di Firenze Dipartimento di Meccanica e Tecnologie Industriali CORSO DI: DISEGNO MECCANICO (FI) CORSO DI: DISEGNO TECNICO IND.LE (PO) Anno Accademico 2005-06 Modulo 4: Tecnologie
tecnologia PROPRIETÀ DEI METALLI Scuola secondaria primo grado. classi prime Autore: Giuseppe FRANZÈ
 tecnologia PROPRIETÀ DEI METALLI Scuola secondaria primo grado. classi prime Autore: Giuseppe FRANZÈ LE PROPRIETÀ DEI MATERIALI DA COSTRUZIONE Si possono considerare come l'insieme delle caratteristiche
tecnologia PROPRIETÀ DEI METALLI Scuola secondaria primo grado. classi prime Autore: Giuseppe FRANZÈ LE PROPRIETÀ DEI MATERIALI DA COSTRUZIONE Si possono considerare come l'insieme delle caratteristiche
SCELTA DEL TIPO DI FRESA
 LAVORAZIONE CON FRESE A CANDELA SCELTA DEL TIPO DI FRESA La scelta del tipo di fresa a candela dipende dal grado di tolleranza e finitura superficiale richiesti. Utilizzare una fresa riaffilabile per applicazioni
LAVORAZIONE CON FRESE A CANDELA SCELTA DEL TIPO DI FRESA La scelta del tipo di fresa a candela dipende dal grado di tolleranza e finitura superficiale richiesti. Utilizzare una fresa riaffilabile per applicazioni
I.I.S. Morea Vivarelli --- Fabriano. Disciplina: SCIENZE TECNOLOGIE APPLICATE. Modulo N. 1 _ MATERIALI DA COSTRUZIONE
 I.I.S. Morea Vivarelli --- Fabriano Disciplina: SCIENZE TECNOLOGIE APPLICATE Modulo N. 1 _ MATERIALI DA COSTRUZIONE Questionario N. 1C - Materiali Metallici per la classe 2^ C.A.T. Questo questionario
I.I.S. Morea Vivarelli --- Fabriano Disciplina: SCIENZE TECNOLOGIE APPLICATE Modulo N. 1 _ MATERIALI DA COSTRUZIONE Questionario N. 1C - Materiali Metallici per la classe 2^ C.A.T. Questo questionario
MOLTIPLICATORE DI PRESSIONE ARIA/OLIO
 Il moltiplicatore di pressione sfrutta una combinazione di aria/olio ottenendo notevoli pressioni. Il principio si basa sulla differenza della superficie dei due pistoni collegati tra di loro da un unico
Il moltiplicatore di pressione sfrutta una combinazione di aria/olio ottenendo notevoli pressioni. Il principio si basa sulla differenza della superficie dei due pistoni collegati tra di loro da un unico
PROTEZIONE ANGOLO E BATTISCOPA PER AMBIENTI DA PIASTRELLARE SPESSORE LAMIERA PROTEZIONE ANGOLO E BATTISCOPA PER AMBIENTI PIASTRELLATI
 3.1 PROTEZIONI PER ANGOLI PROTEZIONE ANGOLO E BATTISCOPA PER AMBIENTI DA PIASTRELLARE PR-1001 15/10 150 mm. x Lunghezza. PR-1002 20/10 PR-1003 25/10 Raggio = 25 mm. PR-1004 30/10 PROTEZIONE ANGOLO E BATTISCOPA
3.1 PROTEZIONI PER ANGOLI PROTEZIONE ANGOLO E BATTISCOPA PER AMBIENTI DA PIASTRELLARE PR-1001 15/10 150 mm. x Lunghezza. PR-1002 20/10 PR-1003 25/10 Raggio = 25 mm. PR-1004 30/10 PROTEZIONE ANGOLO E BATTISCOPA
Indice Prefazione XIII 1 Introduzione alle tecnologie di fabbricazione 2 Principi fondamentali della produzione per fonderia
 Indice Prefazione XIII 1 Introduzione alle tecnologie di fabbricazione 1 Introduzione 1 1.1 Processi tecnologici di trasformazione 2 1.1.1 Precisione nelle trasformazioni 5 1.2 Attributi geometrici dei
Indice Prefazione XIII 1 Introduzione alle tecnologie di fabbricazione 1 Introduzione 1 1.1 Processi tecnologici di trasformazione 2 1.1.1 Precisione nelle trasformazioni 5 1.2 Attributi geometrici dei
S.U.N. Architettura Luigi Vanvitelli. CdL Archite,ura TECNOLOGIA DELL ARCHITETTURA A 2012_13 prof. S. Rinaldi. Infissi_2 INF_2
 Infissi_2 SERRAMENTI IN LEGNO I profili di legno sono i principali elementi che caratterizzano le parti strutturali della finestra: Telai fissi, montanti e traversi dell anta, parti complementari (profili
Infissi_2 SERRAMENTI IN LEGNO I profili di legno sono i principali elementi che caratterizzano le parti strutturali della finestra: Telai fissi, montanti e traversi dell anta, parti complementari (profili
Farolfi Arredamenti s.n.c. - Via Figline n 3-47100 Forlì - Tel/fax 0543 551262 - e-m@il: farolfiarredamenti@virgilio.it
 Farolfi Arredamenti s.n.c. - Via Figline n 3-47100 Forlì - Tel/fax 0543 551262 - e-m@il: farolfiarredamenti@virgilio.it DESCRIZIONE ARREDI. Tutti gli arredi rispettano le normative vigenti relative agli
Farolfi Arredamenti s.n.c. - Via Figline n 3-47100 Forlì - Tel/fax 0543 551262 - e-m@il: farolfiarredamenti@virgilio.it DESCRIZIONE ARREDI. Tutti gli arredi rispettano le normative vigenti relative agli
Estensimetri o Strain Gauges
 Estensimetri o Strain Gauges Sforzi e deformazioni in un corpo elastico Consideriamo un parallelepipedo di materiale W H F dove è la lunghezza e S = W H è la sezione. Definiamo sforzo (stress) il rapporto
Estensimetri o Strain Gauges Sforzi e deformazioni in un corpo elastico Consideriamo un parallelepipedo di materiale W H F dove è la lunghezza e S = W H è la sezione. Definiamo sforzo (stress) il rapporto
STRUTTURE MISTE ACCIAIO-CLS Lezione 2
 STRUTTURE MISTE ACCIAIO-CLS Lezione 2 I SISTEMI DI CONNESSIONE Tipologie di connettori Calcolo della sollecitazione nei connettori Connettori a totale ripristino di resistenza Connettori a parziale ripristino
STRUTTURE MISTE ACCIAIO-CLS Lezione 2 I SISTEMI DI CONNESSIONE Tipologie di connettori Calcolo della sollecitazione nei connettori Connettori a totale ripristino di resistenza Connettori a parziale ripristino
Lavorazioni e Disegno
 Lavorazioni e Disegno 1 Assiemi meccanici Ogni particolare, ogni singolo pezzo è realizzato con: materiale diverso; tecnologia (o tecnologie) differenti. Il disegno delle parti ne deve tenere conto 2 Classificazione
Lavorazioni e Disegno 1 Assiemi meccanici Ogni particolare, ogni singolo pezzo è realizzato con: materiale diverso; tecnologia (o tecnologie) differenti. Il disegno delle parti ne deve tenere conto 2 Classificazione
SCIENZA E TECNOLOGIA DEI MATERIALI COMPOSITI A MATRICE POLIMERICA
 Università degli studi di Messina Corso di laurea in INGEGNERIA DEI MATERIALI SCIENZA E TECNOLOGIA DEI MATERIALI COMPOSITI A MATRICE POLIMERICA Prof. A.M.Visco Lezione T 2 : Processi di realizzazione di
Università degli studi di Messina Corso di laurea in INGEGNERIA DEI MATERIALI SCIENZA E TECNOLOGIA DEI MATERIALI COMPOSITI A MATRICE POLIMERICA Prof. A.M.Visco Lezione T 2 : Processi di realizzazione di
SALDATRICI A CONTATTO. Quickchange D1Q, D2Q, D3Q Saldatrice a contatto in argentografite
 SALDATRICI A CONTATTO Quickchange D1Q, D2Q, D3Q Saldatrice a contatto in argentografite SALDATRICI A CONTATTO per la tecnica di comando industriale Moduli di processo ad elevata capacità produttiva Le
SALDATRICI A CONTATTO Quickchange D1Q, D2Q, D3Q Saldatrice a contatto in argentografite SALDATRICI A CONTATTO per la tecnica di comando industriale Moduli di processo ad elevata capacità produttiva Le
Direttiva per la posa ed il calibraggio di tubi
 Direttiva per la posa ed il calibraggio di tubi Pag. 1/5 Direttiva per la posa ed il calibraggio di tubi 1. Impianto di tubi per cavi La sicurezza operativa di un impianto di cavi dipende, oltre che dalla
Direttiva per la posa ed il calibraggio di tubi Pag. 1/5 Direttiva per la posa ed il calibraggio di tubi 1. Impianto di tubi per cavi La sicurezza operativa di un impianto di cavi dipende, oltre che dalla
TECNOLOGIE DI LIQUID MOULDING
 TECNOLOGIE DI LIQUID MOULDING Tecniche legate alla produzione di materiali compositi, caratterizzate dal flusso di una matrice polimerica termoindurente (resina) attraverso un rinforzo asciutto a base
TECNOLOGIE DI LIQUID MOULDING Tecniche legate alla produzione di materiali compositi, caratterizzate dal flusso di una matrice polimerica termoindurente (resina) attraverso un rinforzo asciutto a base
Processi di fusione e colata, parte III. Stampi permanenti Trattamenti termici
 Processi di fusione e colata, parte III Stampi permanenti Trattamenti termici Colata in stampi permanenti: generalità Gli stampi permanenti sono progettati in modo che il pezzo venga estratto facilmente
Processi di fusione e colata, parte III Stampi permanenti Trattamenti termici Colata in stampi permanenti: generalità Gli stampi permanenti sono progettati in modo che il pezzo venga estratto facilmente
Lezione. Tecnica delle Costruzioni
 Lezione Tecnica delle Costruzioni Classificazione dei collegamenti Tipi di collegamenti 1. Collegamento a parziale ripristino di resistenza In grado di trasmettere le caratteristiche di sollecitazione
Lezione Tecnica delle Costruzioni Classificazione dei collegamenti Tipi di collegamenti 1. Collegamento a parziale ripristino di resistenza In grado di trasmettere le caratteristiche di sollecitazione
Test di ingresso MECCANICA Classe 20A
 Test di ingresso MECCANICA Classe 0A 1. Tre corpi di massa rispettivamente m, m e 3m, collegati rigidamente fra loro con elementi di massa trascurabile, sono disposti in senso orario su una semicirconferenza
Test di ingresso MECCANICA Classe 0A 1. Tre corpi di massa rispettivamente m, m e 3m, collegati rigidamente fra loro con elementi di massa trascurabile, sono disposti in senso orario su una semicirconferenza
G. M. La Vecchia Dipartimento di Ingegneria Meccanica Università di Brescia
 G. M. La Vecchia Dipartimento di Ingegneria Meccanica Università di Brescia Solubilizzazione Cementazione Nitrurazione Tempra di soluzione ed invecchiamento Coltre bianca cementato Nitrurazione 550 C x
G. M. La Vecchia Dipartimento di Ingegneria Meccanica Università di Brescia Solubilizzazione Cementazione Nitrurazione Tempra di soluzione ed invecchiamento Coltre bianca cementato Nitrurazione 550 C x
MATERIALI. Introduzione
 MATERIALI 398 Introduzione Gli acciai sono leghe metalliche costituite da ferro e carbonio, con tenore di carbonio (in massa) non superiore al 2%. Attenzione: la normazione sugli acciai è in fase di armonizzazione
MATERIALI 398 Introduzione Gli acciai sono leghe metalliche costituite da ferro e carbonio, con tenore di carbonio (in massa) non superiore al 2%. Attenzione: la normazione sugli acciai è in fase di armonizzazione
Lezioni su Boiler and Pressure Vessel. Modifications required
 DESIGN BY ANALYSIS/4 (ASME VIII Div. 2) TIPI DI VERIFICHE RICHIESTE a) Protection Against Plastic Collapse a) Elastic Stress Analysis Method b) Limit Load Method c) Elastic Plastic Stress Analysis Method
DESIGN BY ANALYSIS/4 (ASME VIII Div. 2) TIPI DI VERIFICHE RICHIESTE a) Protection Against Plastic Collapse a) Elastic Stress Analysis Method b) Limit Load Method c) Elastic Plastic Stress Analysis Method
LAVORAZIONE DELLE LAMIERE
 LAVORAZIONE DELLE LAMIERE Pagina 1 di 5 LAVORAZIONE DELLE LAMIERE La lavorazione delle lamiere si esegue fondamentalmente per deformazione plastica a freddo oppure per separazione localizzata del materiale
LAVORAZIONE DELLE LAMIERE Pagina 1 di 5 LAVORAZIONE DELLE LAMIERE La lavorazione delle lamiere si esegue fondamentalmente per deformazione plastica a freddo oppure per separazione localizzata del materiale
catalogo stampi cori ediz. c10
 catalogo stampi cori ediz. c10 CALCOLO ELLA POTENZA I TRANCIATURA informazioni generali La formula per calcolare la potenza di tranciatura è la seguente: P= Pm x S x R 1000 dove: Pm = perimetro del punzone
catalogo stampi cori ediz. c10 CALCOLO ELLA POTENZA I TRANCIATURA informazioni generali La formula per calcolare la potenza di tranciatura è la seguente: P= Pm x S x R 1000 dove: Pm = perimetro del punzone
Rappresentazione Denominazione simbolo ISO Riferimento a unificazioni
 Tabelle TABELLE 1 Nelle pagine che seguono sono riportati stralci di tabelle che si trovano normalmente sui manuali e che sono di grande importanza durante le fasi di lavorazione. Le tabelle proposte riguar-
Tabelle TABELLE 1 Nelle pagine che seguono sono riportati stralci di tabelle che si trovano normalmente sui manuali e che sono di grande importanza durante le fasi di lavorazione. Le tabelle proposte riguar-
.eu 316/316 L LDX 2101 1.4016 1.4301 1.4307 1.4401
 .eu 316/316 L LDX 2101 1.4016 1.4301 1.4307 1.4401 Profili ad H MÍN 30 x.50 x 1.000 mm MÁX 400 x 1.000 x 15.000 mm Grosores de material Anima 3 30 mm Ala 3 60 mm Lavorazioni meccaniche 3D Acciaio al carbonio
.eu 316/316 L LDX 2101 1.4016 1.4301 1.4307 1.4401 Profili ad H MÍN 30 x.50 x 1.000 mm MÁX 400 x 1.000 x 15.000 mm Grosores de material Anima 3 30 mm Ala 3 60 mm Lavorazioni meccaniche 3D Acciaio al carbonio
I processi di tempra sono condotti sul manufatto finito per generare sforzi residui di compressione in superficie. Vengono sfruttate allo scopo
 I processi di tempra sono condotti sul manufatto finito per generare sforzi residui di compressione in superficie. Vengono sfruttate allo scopo diverse metodologie. 1 La tempra termica (o fisica) si basa
I processi di tempra sono condotti sul manufatto finito per generare sforzi residui di compressione in superficie. Vengono sfruttate allo scopo diverse metodologie. 1 La tempra termica (o fisica) si basa
ATTREZZI CURVATUBI 544-545 548-550 552-553 556-561 562-564 566-567 BUONO A SAPERSI MOLLE CURVATUBI N. 2450 PINZE CURVATUBI N.
 542 ATTREZZI CURVATUBI BUONO A SAPERSI 544 MOLLE CURVATUBI N. 2450 544 PINZE CURVATUBI N. 241-242 544-545 CURVATUBI - METODO DI FLESSIONE A TRAFILATURA CURVATUBI - SET N. 243 546 CURVATUBI - SET N. 244
542 ATTREZZI CURVATUBI BUONO A SAPERSI 544 MOLLE CURVATUBI N. 2450 544 PINZE CURVATUBI N. 241-242 544-545 CURVATUBI - METODO DI FLESSIONE A TRAFILATURA CURVATUBI - SET N. 243 546 CURVATUBI - SET N. 244
Dimensionamento delle strutture
 Dimensionamento delle strutture Prof. Fabio Fossati Department of Mechanics Politecnico di Milano Lo stato di tensione o di sforzo Allo scopo di caratterizzare in maniera puntuale la distribuzione delle
Dimensionamento delle strutture Prof. Fabio Fossati Department of Mechanics Politecnico di Milano Lo stato di tensione o di sforzo Allo scopo di caratterizzare in maniera puntuale la distribuzione delle
3 PROVE MECCANICHE DEI MATERIALI METALLICI
 3 PROVE MECCANICHE DEI MATERIALI METALLICI 3.1 Prova di trazione 3.1.3 Estensimetri La precisione e la sensibilità dello strumento variano a seconda dello scopo cui esso è destinato. Nella prova di trazione
3 PROVE MECCANICHE DEI MATERIALI METALLICI 3.1 Prova di trazione 3.1.3 Estensimetri La precisione e la sensibilità dello strumento variano a seconda dello scopo cui esso è destinato. Nella prova di trazione
Classificazione degli acciai da lavorare Scelta della punta in funzione del materiale da lavorare Parametri di taglio
 Materiali delle punte elicoidali Processi produttivi delle punte elicoidali Standard normativi Tipologia di affilatura Rivestimenti superficiali degli utensili Durezze Rockwell e Vickers Classificazione
Materiali delle punte elicoidali Processi produttivi delle punte elicoidali Standard normativi Tipologia di affilatura Rivestimenti superficiali degli utensili Durezze Rockwell e Vickers Classificazione
Analisi e consolidamento di colonne e pilastri in muratura
 CORSO DI RECUPERO E CONSERVAZIONE DEGLI EDIFICI A.A. 2010-2011 Analisi e consolidamento di colonne e pilastri in muratura Resistenza a compressione (1) I materiali lapidei naturali ed artificiali raggiungono
CORSO DI RECUPERO E CONSERVAZIONE DEGLI EDIFICI A.A. 2010-2011 Analisi e consolidamento di colonne e pilastri in muratura Resistenza a compressione (1) I materiali lapidei naturali ed artificiali raggiungono
PUNTI DI FORZA DEI FONDI BOMBATI
 PUNTI DI FORZA DEI FONDI BOMBATI 1 LAVAGGIO / DEGRASSAGGIO: abbiamo la possibilità di pulire i fondi e consegnarli così al cliente già pronti per le lavorazioni successive. In alcuni casi il lavaggio avviene
PUNTI DI FORZA DEI FONDI BOMBATI 1 LAVAGGIO / DEGRASSAGGIO: abbiamo la possibilità di pulire i fondi e consegnarli così al cliente già pronti per le lavorazioni successive. In alcuni casi il lavaggio avviene
revisione data verifica approvazione Pagina 0 24/06/2011 LTM CSI del 07/07/2011 2 di 10
 PROCEDURA OPERATIVA REGOLE PARTICOLARI PER LA IN ACCIAIO INOSSIDABILE PER GAS 0 24/06/2011 LTM CSI del 07/07/2011 1 di 10 INDICE 1 SCOPO E CAMPO DI APPLICAZIONE 2 RIFERIMENTI NORMATIVI 3 TERMINI, DEFINIZIONI,
PROCEDURA OPERATIVA REGOLE PARTICOLARI PER LA IN ACCIAIO INOSSIDABILE PER GAS 0 24/06/2011 LTM CSI del 07/07/2011 1 di 10 INDICE 1 SCOPO E CAMPO DI APPLICAZIONE 2 RIFERIMENTI NORMATIVI 3 TERMINI, DEFINIZIONI,
Pin-on-Disk. Caratteristiche: Forza 0 10 kn Velocità 0 420 mm/s Temperatura 20 300 C 20 C (usura) Tipo di prove: Misura d attrito Prove d usura
 Tipo di prove: Misura d attrito Prove d usura") Pin-on-Disk Tipo di prove: Misura d attrito Prove d usura Caratteristiche: Forza 0 10 kn Velocità 0 420 mm/s Temperatura 20 300 C 20 C (usura) - Valutazione dell attrito nelle operazioni di stampaggio
Pin-on-Disk Tipo di prove: Misura d attrito Prove d usura Caratteristiche: Forza 0 10 kn Velocità 0 420 mm/s Temperatura 20 300 C 20 C (usura) - Valutazione dell attrito nelle operazioni di stampaggio
CONCESSIONE DEL DIRITTO D USO DEL MARCHIO BV SU GIUNTI ELASTICI IN ACCIAIO INOSSIDABILE PER GAS ED ACQUA I & F BUREAU VERITAS ITALIA
 CONCESSIONE DEL DIRITTO D USO DEL MARCHIO BV SU GIUNTI ELASTICI IN ACCIAIO INOSSIDABILE PER GAS ED ACQUA REGOLAMENTO PARTICOLARE REGOLE PARTICOLARI PER LA CONCESSIONE DEL DIRITTO D USO DEL MARCHIO BUREAU
CONCESSIONE DEL DIRITTO D USO DEL MARCHIO BV SU GIUNTI ELASTICI IN ACCIAIO INOSSIDABILE PER GAS ED ACQUA REGOLAMENTO PARTICOLARE REGOLE PARTICOLARI PER LA CONCESSIONE DEL DIRITTO D USO DEL MARCHIO BUREAU
Composizione degli acciai Conoscere bene per comprare meglio
 Composizione degli acciai Conoscere bene per comprare meglio Manuele Dabalà Dip. Ingegneria Industriale Università di Padova Introduzione Cos è l acciaio? Norma UNI EN 10020/01 Materiale il cui tenore
Composizione degli acciai Conoscere bene per comprare meglio Manuele Dabalà Dip. Ingegneria Industriale Università di Padova Introduzione Cos è l acciaio? Norma UNI EN 10020/01 Materiale il cui tenore
METALCARRELLI CARRELLI TERMICI
 METALCARRELLI 5 CARRELLI TERMICI PIANI CALDI Piano in lamiera di acciaio inox AISI 304 Riscaldamento con resistenza elettrica Interruttore di accensione con spia luminosa Termostato regolabile da + 30
METALCARRELLI 5 CARRELLI TERMICI PIANI CALDI Piano in lamiera di acciaio inox AISI 304 Riscaldamento con resistenza elettrica Interruttore di accensione con spia luminosa Termostato regolabile da + 30
LEZIONE 7. PROGETTO DI STRUTTURE IN LEGNO Parte I. Modelli e criteri. Corso di TECNICA DELLE COSTRUZIONI Chiara CALDERINI A.A.
 Corso di TECNICA DELLE COSTRUZIONI Chiara CALDERINI A.A. 2007-2008 Facoltà di Architettura Università degli Studi di Genova LEZIONE 7 PROGETTO DI STRUTTURE IN LEGNO Parte I. Modelli e criteri IL MATERIALE
Corso di TECNICA DELLE COSTRUZIONI Chiara CALDERINI A.A. 2007-2008 Facoltà di Architettura Università degli Studi di Genova LEZIONE 7 PROGETTO DI STRUTTURE IN LEGNO Parte I. Modelli e criteri IL MATERIALE
ATTUATORI ELETTRICI AVT Caratteristiche generali
 ATTUATORI ELETTRICI AVT Caratteristiche generali GENERALITA SUGLI ATTUATORI A VITE TRAPEZIA Famiglia di attuatori lineari con vite trapezia e riduttore a vite senza fine mossi da motori asincroni mono/trifase
ATTUATORI ELETTRICI AVT Caratteristiche generali GENERALITA SUGLI ATTUATORI A VITE TRAPEZIA Famiglia di attuatori lineari con vite trapezia e riduttore a vite senza fine mossi da motori asincroni mono/trifase
Corrado Patriarchi 1
 CorradoPatriarchi 1 2 PROGETTAZIONE SCELTA DELL ACCIAIO APPLICAZIONE QUALITA DELL ACCIAIO ESECUZIONE SUPERFICIALE 3 Per trattamento termico si intende una successione di operazioni mediante le quali una
CorradoPatriarchi 1 2 PROGETTAZIONE SCELTA DELL ACCIAIO APPLICAZIONE QUALITA DELL ACCIAIO ESECUZIONE SUPERFICIALE 3 Per trattamento termico si intende una successione di operazioni mediante le quali una
Analisi Chimica. AISI: 410 EN: 1,4006 C max: 0,08 0,15 Mn max: 1,5 P max: 0,04 S max: 0,015 Si max: 1 Cr: 11,5 13,5 Ni: 0,75 Mo: - Altri: -
 410 AISI: 410 EN: 1,4006 C max: 0,08 0,15 Cr: 11,5 13,5 Ni: 0,75 Acciaio inossidabile a struttura martensitica al Cr di uso generale. Il trattamento di bonifi ca migliora la resistenza alla corrosione
410 AISI: 410 EN: 1,4006 C max: 0,08 0,15 Cr: 11,5 13,5 Ni: 0,75 Acciaio inossidabile a struttura martensitica al Cr di uso generale. Il trattamento di bonifi ca migliora la resistenza alla corrosione
ISTRUZIONI PER LA REALIZZAZZIONE DEL PALO E DELLE FONDAMENTA
 ISTRUZIONI PER LA REALIZZAZZIONE DEL PALO E DELLE FONDAMENTA La lunghezza standard per il palo della turbina da 3kw per installazione a terra varia da un minimo di 2mt ad un massimo di 6mt; per installazione
ISTRUZIONI PER LA REALIZZAZZIONE DEL PALO E DELLE FONDAMENTA La lunghezza standard per il palo della turbina da 3kw per installazione a terra varia da un minimo di 2mt ad un massimo di 6mt; per installazione
Lezione. Tecnica delle Costruzioni
 Lezione Tecnica delle Costruzioni 1 Materiali Caratteristiche dell acciaio Acciaio = lega ferro-carbonio Caratteristiche importanti: resistenza duttilità = capacità di deformarsi plasticamente senza rompersi
Lezione Tecnica delle Costruzioni 1 Materiali Caratteristiche dell acciaio Acciaio = lega ferro-carbonio Caratteristiche importanti: resistenza duttilità = capacità di deformarsi plasticamente senza rompersi
Tecnologia di formatura in autoclave
 POLITECNICO DI MILANO Dipartimento di Ingegneria Aerospaziale Corso di Tecnologie Aeronautiche Docente: Giuseppe Sala Tecnologia di formatura in autoclave Paolo Bettini tel. 0223998044 E-mail bettini@aero.polimi.it
POLITECNICO DI MILANO Dipartimento di Ingegneria Aerospaziale Corso di Tecnologie Aeronautiche Docente: Giuseppe Sala Tecnologia di formatura in autoclave Paolo Bettini tel. 0223998044 E-mail bettini@aero.polimi.it
FORMULE UTILIZZATE NEI CALCOLI
 OGGETTO LAVORI Committente: FORMULE UTILIZZATE NEI CALCOLI Il Progettista Strutturale VERIFICA DELLE RIGIDEZZE. La rigidezza iniziale (K in ) si calcola con la formula: K = GAEl 2 h 3 G1,2hEl 2 dove: E,G
OGGETTO LAVORI Committente: FORMULE UTILIZZATE NEI CALCOLI Il Progettista Strutturale VERIFICA DELLE RIGIDEZZE. La rigidezza iniziale (K in ) si calcola con la formula: K = GAEl 2 h 3 G1,2hEl 2 dove: E,G
Advertorial. Tramite distillazione molecolare e a film sottile. Tecniche di separazione
 Gli impianti VTA vengono impiegati per la purificazione, la concentrazione, la rimozione dei residui di solventi, la decolorazione e l essiccazione di prodotti in diversi settori industriali: chimico,
Gli impianti VTA vengono impiegati per la purificazione, la concentrazione, la rimozione dei residui di solventi, la decolorazione e l essiccazione di prodotti in diversi settori industriali: chimico,
Lezione 11 Trattamenti termici
 Lezione 11 Gerardus Janszen Dipartimento di Tel 02 2399 8366 janszen@aero.polimi.it . IL TRATTAMENTO TERMICO CONSISTE IN UN CICLO TERMICO CHE SERVE A MODIFICARE LA STRUTTURA DEL MATERIALE PER LA VARIAZIONE
Lezione 11 Gerardus Janszen Dipartimento di Tel 02 2399 8366 janszen@aero.polimi.it . IL TRATTAMENTO TERMICO CONSISTE IN UN CICLO TERMICO CHE SERVE A MODIFICARE LA STRUTTURA DEL MATERIALE PER LA VARIAZIONE
PISTOLE AD ALTO RENDIMENTO PER ARIA COMPRESSA SAFETY AIR GUNS
 PISTOLE AD ALTO RENDIMENTO PER ARIA COMPRESSA SAFETY AIR GUNS PISTOLE PER ARIA COMPRESSA DOTATE DI UGELLI AD ELEVATE PRESTAZIONI Perchè usare pistole Exair Prodotti a basso costo sono solitamente di qualità
PISTOLE AD ALTO RENDIMENTO PER ARIA COMPRESSA SAFETY AIR GUNS PISTOLE PER ARIA COMPRESSA DOTATE DI UGELLI AD ELEVATE PRESTAZIONI Perchè usare pistole Exair Prodotti a basso costo sono solitamente di qualità
Materiali per alte temperature
 Materiali per alte temperature Prof. Barbara Rivolta Dipartimento di Meccanica Politecnico di Milano 14 Novembre 2013, Lecco Fenomeni metallurgici ad alta temperatura 2 Fenomeni meccanici: sovrasollecitazioni
Materiali per alte temperature Prof. Barbara Rivolta Dipartimento di Meccanica Politecnico di Milano 14 Novembre 2013, Lecco Fenomeni metallurgici ad alta temperatura 2 Fenomeni meccanici: sovrasollecitazioni
Lezione 21 Materiali di impiego aeronautico e loro trattamenti
 di impiego aeronautico e loro trattamenti Giuseppe Quaranta giuseppe.quaranta@polimi.it Forze che agiscono sul velivolo Portanza Trazione Resistenza Ambiente Operativo Peso Argomenti del corso Aerodinamica
di impiego aeronautico e loro trattamenti Giuseppe Quaranta giuseppe.quaranta@polimi.it Forze che agiscono sul velivolo Portanza Trazione Resistenza Ambiente Operativo Peso Argomenti del corso Aerodinamica