Corso di Tecnologia Meccanica
|
|
|
- Giancarlo Pace
- 9 anni fa
- Просмотров:
Транскрипт
1 Corso di Tecnologia Meccanica Modulo 2.4 Tecniche di fonderia LIUC - Ingegneria Gestionale 1

2 Fonderia in forme permanenti LIUC - Ingegneria Gestionale 2

3 Fusioni in forma permanente La forma è realizzata in lega metallica (acciai legati o ghise speciali) e viene chiamata conchiglia. Tale processo è adatto alla produzione di grande serie in quanto: È necessario sostenere grandi costi per la conchiglia Vi è una grande possibilità di automazione E possibile spingere la produzione a grandi livelli di produttività La qualità dimensionale e di finitura è decisamente elevata Altre avvertenze: Prevedere canali di sfogo per i gas onde evitare soffiature Determinare accuratamente la temperatura di colata Conoscere la fluidità del materiali Molto diffusa per pezzi di dimensione medio-piccola in quanto al crescere delle dimensioni crescono molto i costi delle attrezzature e di produzione LIUC - Ingegneria Gestionale 3

4 Conchiglia È realizzata in due valve con materiale metallico avente le seguenti caratteristiche: Buona lavorabilità alle macchine utensili Elevata resistenza all usura Elevata resistenza agli shock termici Limitata dilatazione termica Buona conducibilità termica LIUC - Ingegneria Gestionale 4

5 Conchiglia La conchiglia ha una lunga durata nel tempo e per un elevato n di fusioni: in acciaio in ghisa in rame in alluminio Altre qualità: Tolleranze e finitura ottimi Sovrametalli bassi LIUC - Ingegneria Gestionale 5

6 Colata in conchiglia a gravità Spessore minimo intorno ai 4 mm Angoli di sformo di circa 3 Diametro minimo per fori: 2mm I sottosquadri vengono in genere risolti con tasselli mobili Presenza di anime a perdere (cold-box o Co2) oppure anime permanenti scomponibili Qualità dipendente da: Lubrificazione delle parti mobili Temperatura della conchiglia Superficie interna della conchiglia Presenza materozze Canali di colata LIUC - Ingegneria Gestionale 6

7 Conchiglie permanenti La verniciatura interna è opportuna per: Controllare il trasferimento del calore Controllare lo scorrimento della lega Consentire un semplice distacco del pezzo una volta solidificato Consentire un miglioramento della finitura superficiale Aumentare la durata della conchiglia Estrazione dei getti intorno agli 800 C con raffreddamento in olio per evitare eccessiva usura della conchiglia e ridurre i tempi morti LIUC - Ingegneria Gestionale 7

8 Conchiglie permanenti Sistemi di colata a gravità possibili In sorgente Consente poca turbolenza Buona evacuazione aria Necessita di tragitti lunghi Presenta molti sfridi Laterale Adatta per pezzi alti presenta però una dissimmetria nella distribuzione della temperatura Dall alto Consente una solidificazione direzionale Permette di avere materozze ridotte Presenta il pericolo di spruzzi e gocce fredde LIUC - Ingegneria Gestionale 8

9 Colata in conchiglia meccanizzata Si fonda sul principio che il metallo liquido è portato in pressione in apposite camere di compressione mediante pistoni o aria compressa Da qui viene iniettato a forte velocità nella conchiglia Tale tipo di processo è adatto e giustificabile economicamente per produzioni di grande serie considerando che è possibile: Ottenere elevate finiture superficiali Ridurre al minimo le lavorazioni successive Tecnologie Colata centrifuga Pressofusione a bassa pressione Iniettofusione (o pressofusione ad alta pressione a camera calda) Pressofusione (o pressofusione a bassa pressione a camera fredda) LIUC - Ingegneria Gestionale 9
 Pressofusione (o pressofusione a bassa pressione a camera fredda) LIUC - Ingegneria")
10 Colata centrifuga Il sistema consiste nel sottoporre il metallo fuso a forze centrifughe all interno di una conchiglia rotante per produrre getti di forma anulare o tubolare senza utilizzo di anime La densità del getto risulta uniforme ed eventuali disuniformità si manifestano sulla superficie interna della cavità dove generalmente sono accettabili LIUC - Ingegneria Gestionale 10

11 Colata centrifuga LIUC - Ingegneria Gestionale 11

12 Colata centrifuga LIUC - Ingegneria Gestionale 12

13 Colata centrifuga LIUC - Ingegneria Gestionale 13

14 Colata centrifuga LIUC - Ingegneria Gestionale 14

15 Pressofusione a bassa pressione Caratterizzata da macchine ad asse verticale Forno posizionato nella parte bassa della macchina ed iniezione in sorgente a bassa pressione Caratteristiche del getto: grossi spessori, scarsa finitura superficiale Tecnologia ormai obsoleta e surclassata dalla pressofusione ad alta pressione LIUC - Ingegneria Gestionale 15

16 Colata in conchiglia sotto pressione o pressofusione Vengono utilizzate macchine apposite robotizzate E evidente l economicità del getto ma anche la necessità di alti costi di investimento Presenta l indiscusso vantaggio di tolleranze ridotte Presenta anche un ottima finitura superficiale Necessita di bassi sovrametalli LIUC - Ingegneria Gestionale 16

17 Presse per fusione Elementi: Sistema di chiusura, apertura su 4 colonne fisse Piastra fissa e mobile a cui sono applicate le due parti dello stampo Movimento tramite pistone oleodinamico con sistema a ginocchiera per garantire la resistenza alla spinta metallostatica Sistema di iniezione della lega all interno mediante due sistemi: A camera calda (iniettofusione) utilizzata per leghe di zama che hanno il problema dell ossidazione anche ad elevata temperatura A camera fredda (pressofusione) generalmente utilizzata per le leghe in genere (alluminio,.) LIUC - Ingegneria Gestionale 17
 generalmente utilizzata per le leghe in genere (alluminio,.")
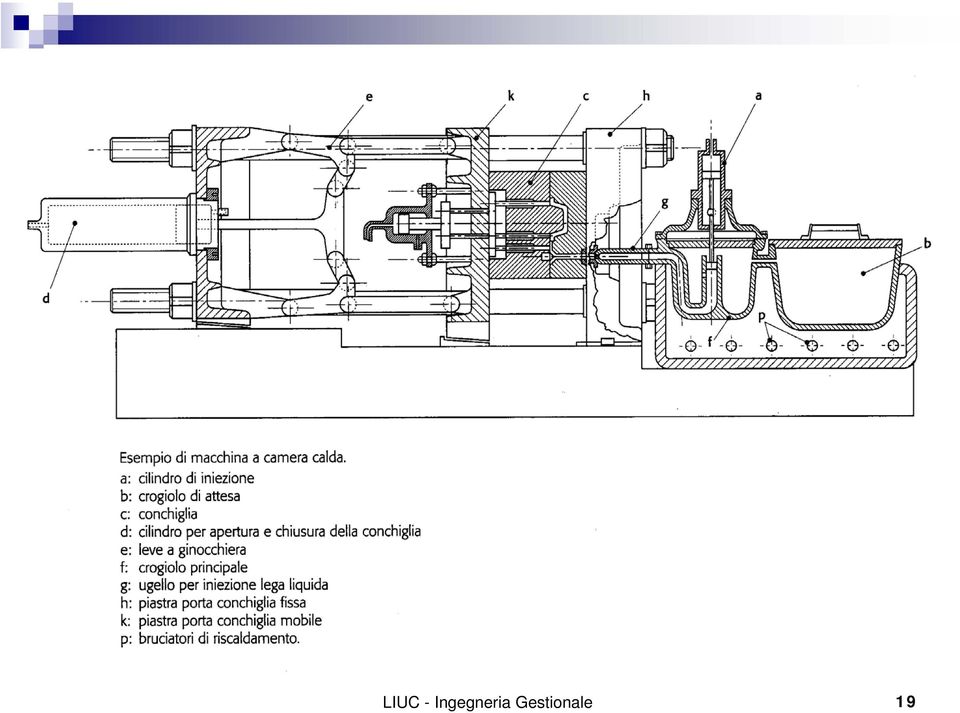
18 Camera calda Sono così definite le macchine con il forno fusorio integrato Produttività altissima: anche 1000 pz/h per particolari molto piccoli Le parti a contatto con il metallo fuso tendono ad usurarsi, ecco perché è indicata per leghe di zinco o piombo che presentano basse temperature di fusione (<450 C) 2 tipologie di macchine: A camera di pressione oscillante ove la camera si riempie basculando attorno ad un perno mentre il pezzo viene estratto dalla conchiglia per essere poi riposizionata in contatto con l ugello della conchiglia ed il metallo è spinto in quest ultima dall azione di aria compressa A pistone tuffante ove la camera, fissa, è riempita attraverso un foro in comunicazione con il forno fusorio lasciato libero dal pistone in posizione di attesa. La discesa del pistone mette in pressione il liquido che viene iniettato nella conchiglia LIUC - Ingegneria Gestionale 18

19 LIUC - Ingegneria Gestionale 19
20 Iniettofusione a camera oscillante LIUC - Ingegneria Gestionale 20

21 Iniettofusione a camera oscillante LIUC - Ingegneria Gestionale 21
22 Iniettofusione a camera oscillante LIUC - Ingegneria Gestionale 22
23 Iniettofusione a pistone tuffante LIUC - Ingegneria Gestionale 23
24 Camera fredda Sono così definite le macchine con il forno fusorio a lato, separato dalla macchina Produttività inferiore alla camera calda: al massimo pz/h Molto utilizzata per leghe di alluminio e rame con temperature di fusione da 640 a 980 C Funzionamento: Le presse presentano un funzionamento dato da un camera di compressione che viene riempita con metallo fuso da un forno esterno al momento dell estrazione del pezzo dalla conchiglia. Un pistone comprime il metallo fuso nella camera di compressione spingendo un contropistone che lascia libero l ugello di iniezione nella conchiglia permettendo l iniezione del materiale LIUC - Ingegneria Gestionale 24
25 LIUC - Ingegneria Gestionale 25
26 Pressofusione LIUC - Ingegneria Gestionale 26
27 Pressofusione LIUC - Ingegneria Gestionale 27
28 Progettare per pressofusione Durata degli stampi pezzi Pesi massimi e spessori minimi: Leghe di magnesio 1-5 Kg - 1,5-2 mm Leghe di alluminio 1-10 Kg 1,5-2 mm Leghe di rame 3-5 Kg 2,5-3 mm Leghe di stagno, piombo e zinco 5-10 Kg 0,6-1 mm Il progetto del pezzo deve prevedere spessori uniformi e minimi per ridurre il peso ed evitare deformazioni, facendo uso di nervature per avere nel contempo alta resistenza meccanica LIUC - Ingegneria Gestionale 28
29 Progettare per pressofusione Eventuali sottosquadri possono essere risolti con interventi progettuali, se possibili, oppure tasselli mobili che fanno lievitare il costo del getto a causa dell incremento dei tempi di ciclo. L estrazione del pezzo è generalmente automatica ed effettuata mediante l uso di estrattori Evitare fori di diamtero troppo piccolo: è possibile prevedere l inserimento di inserti di altro materiale da posizionare nello stampo prima della chiusura LIUC - Ingegneria Gestionale 29
30 Conchiglia per pressofusione LIUC - Ingegneria Gestionale 30
31 Sovrametalli di pressofusione LIUC - Ingegneria Gestionale 31
32 Sovrametalli in pressofusione di leghe di zinco LIUC - Ingegneria Gestionale 32
33 Sovrametalli in pressofusione di leghe di alluminio LIUC - Ingegneria Gestionale 33
34 Sovrametalli in pressofusione di leghe di rame LIUC - Ingegneria Gestionale 34
35 Profondità dei fori in pressofusione LIUC - Ingegneria Gestionale 35
36 Finitura dei getti LIUC - Ingegneria Gestionale 36
37 Smaterozzatura È la prima operazione da compiere al momento della distaffatura del pezzo e consiste nel distacco del canale di colata con quanto annesso È un operazione quasi esclusivamente manuale utilizzando diversi attrezzi in funzione del tipo di getto: Martello o martello pneumatico Sega circolare Cannello ossiacetilenico Arco voltaico LIUC - Ingegneria Gestionale 37
38 Sbavatura È l operazione che consente di eliminare le bave createsi a fronte di filtrazioni sul piano di divisione oppure in corrispondenza di portate d anima o inserimento tasselli È indispensabile in quanto le bave impedirebbero successive operazioni di lavorazione per asportazione di truciolo Sbavatura manuale: Utilizzando mole portatili o scalpelli Sbavatura meccanizzata: Mediante barilatura ovvero introducendo i pezzi in tamburi rotanti insieme a frammenti di materiale caratterizzato da elevata durezza LIUC - Ingegneria Gestionale 38
39 Sterratura È l operazione che consente di eliminare la terra dai getti dopo averli tolti dalla forma Come tutte le attività di finitura si cerca oggi di automatizzare il più possibile tale operazione per 2 ragioni: Alto costo della manodopera anche non specializzata Condizioni di lavoro pesanti ed insalubri Soluzioni possibili: Getti medio-grandi: spazzole, martelli pneumatici, griglie mobili Getti piccoli: burattatura con frammenti di ghisa LIUC - Ingegneria Gestionale 39
40 Sabbiatura È un operazione dal duplice scopo: Rimuovere anche i granelli di sabbia più fine dalla superficie Eliminare eventuali ossidazioni superficiali a seguito di trattamenti diversi Esistono due macchine (sabbiatrici) di base: Sabbiatrici cicliche Sabbiatrici continue Il funzionamento della sabbiatrice è uguale per quel che concerne il lancio della graniglia sul pezzo che avviene per forza centrifuga attraverso delle giranti che consentono di lanciare Kg di graniglia al minuto a 80 m/s LIUC - Ingegneria Gestionale 40
41 Sabbiatura ciclica LIUC - Ingegneria Gestionale 41
42 Sabbiatura continua LIUC - Ingegneria Gestionale 42
Processo di fonderia. LIUC - Ingegneria Gestionale 1
 Processo di fonderia LIUC - Ingegneria Gestionale 1 Forme permanenti LIUC - Ingegneria Gestionale 2 Fusioni in forma permanente La forma è realizzata in lega metallica (acciai legati o ghise speciali)
Processo di fonderia LIUC - Ingegneria Gestionale 1 Forme permanenti LIUC - Ingegneria Gestionale 2 Fusioni in forma permanente La forma è realizzata in lega metallica (acciai legati o ghise speciali)
Le lavorazioni: la formatura. Le lavorazioni: la formatura. Le lavorazioni industriali. Il processo di fusione La fusione in forma transitoria
 Le lavorazioni: la formatura Le lavorazioni: la formatura Le lavorazioni industriali Il processo di fusione La fusione in forma transitoria La formatura dei polimeri Esercizi sulla fusione 2 2006 Politecnico
Le lavorazioni: la formatura Le lavorazioni: la formatura Le lavorazioni industriali Il processo di fusione La fusione in forma transitoria La formatura dei polimeri Esercizi sulla fusione 2 2006 Politecnico
FORMATURA IN FORMA PERMANENTE
 Matteo Strano - Tecnologia Meccanica Processi di fonderia - 92 Meccanismo di indurimento termico Microfusione Matteo Strano - Tecnologia Meccanica Processi di fonderia - 93 FORMATURA IN FORMA PERMANENTE
Matteo Strano - Tecnologia Meccanica Processi di fonderia - 92 Meccanismo di indurimento termico Microfusione Matteo Strano - Tecnologia Meccanica Processi di fonderia - 93 FORMATURA IN FORMA PERMANENTE
Processo di fonderia. LIUC - Ingegneria Gestionale 1
 Processo di fonderia LIUC - Ingegneria Gestionale 1 Processo di fonderia 1. Progettazione del getto ottenibile per fusione Esistono una serie di indicazioni specifiche per questo particolare processo tecnologico
Processo di fonderia LIUC - Ingegneria Gestionale 1 Processo di fonderia 1. Progettazione del getto ottenibile per fusione Esistono una serie di indicazioni specifiche per questo particolare processo tecnologico
FONDERIA. Corso di Tecnologie Speciali I prof. Luigi Carrino
 FONDERIA Nella tecnica di fonderia il metallo, fuso nei forni, viene colato in una forma cava della quale, solidificando, assume la configurazione e le dimensioni. FONDERIA La fabbricazione per fusione
FONDERIA Nella tecnica di fonderia il metallo, fuso nei forni, viene colato in una forma cava della quale, solidificando, assume la configurazione e le dimensioni. FONDERIA La fabbricazione per fusione
LA COLATA CENTRIFUGA
 LA COLATA CENTRIFUGA Rientra nella categoria dei processi fusori per colata sotto pressione: Colata centrifuga Pressofusione La colata avviene introducendo il metallo liquido nella forma con l ausilio
LA COLATA CENTRIFUGA Rientra nella categoria dei processi fusori per colata sotto pressione: Colata centrifuga Pressofusione La colata avviene introducendo il metallo liquido nella forma con l ausilio
Matteo Strano - Tecnologia Meccanica Processi di fonderia - 2 FONDERIA
 Matteo Strano - Tecnologia Meccanica Processi di fonderia - 1 Matteo Strano - Tecnologia Meccanica Processi di fonderia - 2 FONDERIA Nella tecnica di fonderia il metallo, fuso nei forni, viene colato o
Matteo Strano - Tecnologia Meccanica Processi di fonderia - 1 Matteo Strano - Tecnologia Meccanica Processi di fonderia - 2 FONDERIA Nella tecnica di fonderia il metallo, fuso nei forni, viene colato o
Le lavorazioni: la formatura. Le lavorazioni: la formatura. Le lavorazioni industriali. Il processo di fusione La fusione in forma transitoria
 Le lavorazioni: la formatura Le lavorazioni: la formatura Le lavorazioni industriali Il processo di fusione La fusione in forma transitoria La fusione in forma permanente La formatura dei polimeri 006
Le lavorazioni: la formatura Le lavorazioni: la formatura Le lavorazioni industriali Il processo di fusione La fusione in forma transitoria La fusione in forma permanente La formatura dei polimeri 006
CICLO DI FUSIONE Part. n 1: Basamento
 CICLO DI FUSIONE Part. n 1: Basamento Osservazioni generali sul pezzo Il pezzo oggetto dello studio è il Part. n 1 denominato Basamento del complessivo Stativo per comparatore. Il particolare in esame
CICLO DI FUSIONE Part. n 1: Basamento Osservazioni generali sul pezzo Il pezzo oggetto dello studio è il Part. n 1 denominato Basamento del complessivo Stativo per comparatore. Il particolare in esame
Tolleranze di processo
 Tolleranze di processo In base alle tolleranze ottenibili dal processo è possibile stabilire se è necessario aggiungere materiale per ottenere le tolleranze richieste successivamente per asportazione di
Tolleranze di processo In base alle tolleranze ottenibili dal processo è possibile stabilire se è necessario aggiungere materiale per ottenere le tolleranze richieste successivamente per asportazione di
Fonderia. Ottenimento di un componente nella sua forma finale attraverso la colata di metallo liquido in un adeguato contenitore
 Ottenimento di un componente nella sua forma finale attraverso la colata di metallo liquido in un adeguato contenitore lingotti colata continua in forma - transitoria - permanente 1 Attitudine dei materiali
Ottenimento di un componente nella sua forma finale attraverso la colata di metallo liquido in un adeguato contenitore lingotti colata continua in forma - transitoria - permanente 1 Attitudine dei materiali
Esercitazione n 4 FONDERIA
 Esercitazione n 4 FONDERIA Si deve produrre un lotto composto da P pezzi della flangia riportata nella figura di pagina successiva. La tecnologia scelta è fonderia in terra + lavorazione per asportazione
Esercitazione n 4 FONDERIA Si deve produrre un lotto composto da P pezzi della flangia riportata nella figura di pagina successiva. La tecnologia scelta è fonderia in terra + lavorazione per asportazione
- 3b - ESERCIZIO. Progetto di modello per fusione in terra
 - 3b - ESERCIZIO Progetto di modello per fusione in terra 1 Problema Si tratta di progettare il modello e di disegnare la forma pronta per la colata (in terra) di un particolare meccanico fornite le caratteristiche
- 3b - ESERCIZIO Progetto di modello per fusione in terra 1 Problema Si tratta di progettare il modello e di disegnare la forma pronta per la colata (in terra) di un particolare meccanico fornite le caratteristiche
Corso di Tecnologia Meccanica
 Corso di Tecnologia Meccanica Modulo 3.3 Deformazione plastica LIUC - Ingegneria Gestionale 1 Estrusione LIUC - Ingegneria Gestionale 2 Processo di estrusione Consiste nel processo di compressione di un
Corso di Tecnologia Meccanica Modulo 3.3 Deformazione plastica LIUC - Ingegneria Gestionale 1 Estrusione LIUC - Ingegneria Gestionale 2 Processo di estrusione Consiste nel processo di compressione di un
Disegno di Macchine. corso per I anno della laurea in ing. meccanica Docente: ing. Francesca Campana
 Disegno di Macchine corso per I anno della laurea in ing. meccanica Docente: ing. Francesca Campana Lezione n 13 I processi di lavorazione per compone nti meccanici. Cenni sui processi di fonderia e di
Disegno di Macchine corso per I anno della laurea in ing. meccanica Docente: ing. Francesca Campana Lezione n 13 I processi di lavorazione per compone nti meccanici. Cenni sui processi di fonderia e di
Fonderia. Ottenimento di un componente nella sua forma finale attraverso la colata di metallo liquido in un adeguato contenitore
 Fonderia Ottenimento di un componente nella sua forma finale attraverso la colata di metallo liquido in un adeguato contenitore lingotti colata continua in forma - transitoria - permanente Fonderia 1 Lingotti
Fonderia Ottenimento di un componente nella sua forma finale attraverso la colata di metallo liquido in un adeguato contenitore lingotti colata continua in forma - transitoria - permanente Fonderia 1 Lingotti
Esercizio B6.1 Il processo di fusione
 Esercizio B6.1 Il processo di fusione i vuole dimensionare il processo di fonderia necessario a realizzare il seguente pezzo: φ 190 φ 50 φ 90 0 0 170 Il modello tridimensionale del pezzo: 006 Politecnico
Esercizio B6.1 Il processo di fusione i vuole dimensionare il processo di fonderia necessario a realizzare il seguente pezzo: φ 190 φ 50 φ 90 0 0 170 Il modello tridimensionale del pezzo: 006 Politecnico
Corso di Tecnologia Meccanica
 Corso di Tecnologia Meccanica Programma del corso LIUC - Ingegneria Gestionale 1 Modulo 1 - prove tecnologiche e meccaniche Prova di trazione Prova di compressione Prova di durezza (Brinell, Vickers, Rockwell)
Corso di Tecnologia Meccanica Programma del corso LIUC - Ingegneria Gestionale 1 Modulo 1 - prove tecnologiche e meccaniche Prova di trazione Prova di compressione Prova di durezza (Brinell, Vickers, Rockwell)
Tecnologia Meccanica. Esercitazione di fonderia
 A.A. 2011/2012 Tecnologia Meccanica Esercitazione di fonderia Università degli Studi di Napoli Federico II Dipartimento di Ingegneria dei Materiali e della Produzione Esercizio: Proporzionamento di un
A.A. 2011/2012 Tecnologia Meccanica Esercitazione di fonderia Università degli Studi di Napoli Federico II Dipartimento di Ingegneria dei Materiali e della Produzione Esercizio: Proporzionamento di un
Capitolo 3 PROGETTAZIONE ORIENTATA ALLE ESIGENZE DI FABBRICAZIONE. (c) Pearson Italia S.p.A. - De Paulis, Manfredi - Costruzione di macchine
 Pearson Italia S.p.A. - De Paulis, Manfredi - Costruzione di macchine") Capitolo 3 PROGETTAZIONE ORIENTATA ALLE ESIGENZE DI FABBRICAZIONE 1 Argomenti Criteri generali di Design For Manufacturing Processi di fabbricazione Errori da evitare 2 Processi di fabbricazione Formatura
Capitolo 3 PROGETTAZIONE ORIENTATA ALLE ESIGENZE DI FABBRICAZIONE 1 Argomenti Criteri generali di Design For Manufacturing Processi di fabbricazione Errori da evitare 2 Processi di fabbricazione Formatura
FONDERIA IN FORMA TRANSITORIA
 Matteo Strano - Tecnologia Meccanica Processi di fonderia - 73 FONDERIA IN FORMA TRANSITORIA Terra sintetica meccanico In fossa Meccanismo di indurimento forma chimico Processo al CO 2 Processo sabbiacemento
Matteo Strano - Tecnologia Meccanica Processi di fonderia - 73 FONDERIA IN FORMA TRANSITORIA Terra sintetica meccanico In fossa Meccanismo di indurimento forma chimico Processo al CO 2 Processo sabbiacemento
Tecnologia Meccanica
 A Tecnologia Meccanica Prove - Fonderia - Lav. per def. plastica prova in itinere Nome:... PARTE 1 Sovrametallo: 2 mm Ritiro: 1% Si voglia ottenere il particolare a disegno mediante fusione in terra. Si
A Tecnologia Meccanica Prove - Fonderia - Lav. per def. plastica prova in itinere Nome:... PARTE 1 Sovrametallo: 2 mm Ritiro: 1% Si voglia ottenere il particolare a disegno mediante fusione in terra. Si
STUDIO E OTTIMIZZAZIONE Di UN PISTONE BIMETALLICO PER UN MOTORE DIESEL Di GRANDE POTENZA
 Università degli Studi di Bologna Corso di laurea in Ingegneria Meccanica ELABORATO FINALE Di LAUREA IN Disegno tecnico industriale e laboratorio T STUDIO E OTTIMIZZAZIONE Di UN PISTONE BIMETALLICO PER
Università degli Studi di Bologna Corso di laurea in Ingegneria Meccanica ELABORATO FINALE Di LAUREA IN Disegno tecnico industriale e laboratorio T STUDIO E OTTIMIZZAZIONE Di UN PISTONE BIMETALLICO PER
GETTI DI FONDERIA SOLUZIONI PER LA PULIZIA INTERNA
 Brescia, 21-22 Novembre 2014 GETTI DI FONDERIA SOLUZIONI PER LA PULIZIA INTERNA 3 Pangborn Europe In sintesi 52 anni di esperienza 1962 2014 FONDERIA UFFICI Presenti dal 1962 a Caronno Pertusella (Va)
Brescia, 21-22 Novembre 2014 GETTI DI FONDERIA SOLUZIONI PER LA PULIZIA INTERNA 3 Pangborn Europe In sintesi 52 anni di esperienza 1962 2014 FONDERIA UFFICI Presenti dal 1962 a Caronno Pertusella (Va)
scuola secondaria di primo grado istituto gianelli Tecnologia prof. diego guardavaccaro i metalli u.d. 03
 scuola secondaria di primo grado istituto gianelli Tecnologia prof. diego guardavaccaro i metalli u.d. 03 11 i metalli minerale del ferro e altoforno Il ferro è il metallo più abbondante all'interno della
scuola secondaria di primo grado istituto gianelli Tecnologia prof. diego guardavaccaro i metalli u.d. 03 11 i metalli minerale del ferro e altoforno Il ferro è il metallo più abbondante all'interno della
Esercitazione n 4 fonderia
 Esercitazione n 4 fonderia Si deve produrre un lotto composto da 100 pezzi della flangia in acciaio riportata in Figura 1. La tecnologia scelta è fonderia in terra + lavorazione per asportazione di truciolo.
Esercitazione n 4 fonderia Si deve produrre un lotto composto da 100 pezzi della flangia in acciaio riportata in Figura 1. La tecnologia scelta è fonderia in terra + lavorazione per asportazione di truciolo.
Le lavorazioni: la formatura. Le lavorazioni: la formatura. Le lavorazioni industriali. Il processo di fusione. La fusione in forma transitoria
 Le lavorazioni: la formatura Le lavorazioni: la formatura Le lavorazioni industriali Il processo di fusione La fusione in forma permanente La formatura dei polimeri Esercizi sulla fusione 2 2006 Politecnico
Le lavorazioni: la formatura Le lavorazioni: la formatura Le lavorazioni industriali Il processo di fusione La fusione in forma permanente La formatura dei polimeri Esercizi sulla fusione 2 2006 Politecnico
Esercitazione Fonderia
 Esercitazione Fonderia PROPORZIONAMENTO DI UN GETTO IN TERRA VERDE -Componente da finire alle macchine utensili -Materiale: Ghisa grigia (peso specificoγ g =73 N/dm 3 ) -Processo di colata in terra a verde
Esercitazione Fonderia PROPORZIONAMENTO DI UN GETTO IN TERRA VERDE -Componente da finire alle macchine utensili -Materiale: Ghisa grigia (peso specificoγ g =73 N/dm 3 ) -Processo di colata in terra a verde
Esercitazione n 4 fonderia
 Esercitazione n 4 fonderia Si deve produrre un lotto composto da 100 pezzi della flangia in acciaio riportata in Figura 1. La tecnologia scelta è fonderia in terra + lavorazione per asportazione di truciolo.
Esercitazione n 4 fonderia Si deve produrre un lotto composto da 100 pezzi della flangia in acciaio riportata in Figura 1. La tecnologia scelta è fonderia in terra + lavorazione per asportazione di truciolo.
Le lavorazioni: la formatura. Le lavorazioni: la formatura. Le lavorazioni industriali
 Le lavorazioni: la formatura Le lavorazioni: la formatura Il processo di fusione La fusione in forma transitoria La fusione in forma permanente La formatura dei polimeri Esercizi sulla fusione 2 2006 Politecnico
Le lavorazioni: la formatura Le lavorazioni: la formatura Il processo di fusione La fusione in forma transitoria La fusione in forma permanente La formatura dei polimeri Esercizi sulla fusione 2 2006 Politecnico
Esercitazione n 2 Fonderia
 Esercitazione n Fonderia Si deve produrre un lotto composto da n pezzi del coperchio flangiato riportato nell allegato disegno del finito. La tecnologia scelta è fonderia in terra + lavorazione per asportazione
Esercitazione n Fonderia Si deve produrre un lotto composto da n pezzi del coperchio flangiato riportato nell allegato disegno del finito. La tecnologia scelta è fonderia in terra + lavorazione per asportazione
efi Hartner Multiplexlex è pensare in grande!
 efi Hartner Multiplexlex è pensare in grande! multiplexlex Hartner Foratura a spirale con placchetta intercambiabile Nuova placchetta intercambiabile MP 05 con geometria die taglienti ottimizzata Art.
efi Hartner Multiplexlex è pensare in grande! multiplexlex Hartner Foratura a spirale con placchetta intercambiabile Nuova placchetta intercambiabile MP 05 con geometria die taglienti ottimizzata Art.
Corso di Tecnologia Meccanica
 Corso di Tecnologia Meccanica Modulo 2.2 Tecniche di fonderia LIUC - Ingegneria Gestionale 1 La solidificazione del getto LIUC - Ingegneria Gestionale 2 Volume dei materiali e temperatura Tutti i materiali
Corso di Tecnologia Meccanica Modulo 2.2 Tecniche di fonderia LIUC - Ingegneria Gestionale 1 La solidificazione del getto LIUC - Ingegneria Gestionale 2 Volume dei materiali e temperatura Tutti i materiali
PRINCIPALI LAVORAZIONI MECCANICHE
 di Tecnologia Meccanica PRINCIPALI LAVORAZIONI MECCANICHE A cura dei proff. Morotti Giovanni e Santoriello Sergio GENERALITA Si intende per lavorazione meccanica una operazione eseguita manualmente o facendo
di Tecnologia Meccanica PRINCIPALI LAVORAZIONI MECCANICHE A cura dei proff. Morotti Giovanni e Santoriello Sergio GENERALITA Si intende per lavorazione meccanica una operazione eseguita manualmente o facendo
NUOVO! Dischi fibrati COMBICLICK un sistema brevettato di attacco rapido ed autoraffreddante
 un sistema brevettato di attacco rapido ed autoraffreddante NUOVO! Fino al 25% in più di asportazione. Fino al 30% in meno di usura dell utensile. Fino al 30% in meno di riscaldamento del pezzo. Tempi
un sistema brevettato di attacco rapido ed autoraffreddante NUOVO! Fino al 25% in più di asportazione. Fino al 30% in meno di usura dell utensile. Fino al 30% in meno di riscaldamento del pezzo. Tempi
TRATTAMENTI TERMICI DEI MATERIALI FERROSI
 TRATTAMENTI TERMICI DEI MATERIALI FERROSI Tempra Processi di tempra A seconda di come viene eseguito il trattamento, consentono di ottenere: un cambiamento di struttura totale a temperatura ambiente con
TRATTAMENTI TERMICI DEI MATERIALI FERROSI Tempra Processi di tempra A seconda di come viene eseguito il trattamento, consentono di ottenere: un cambiamento di struttura totale a temperatura ambiente con
Fonderia La solidificazione di metalli
 Fonderia La solidificazione di metalli Meccanismi di solidificazione T Metalli puri T Leghe T s T i s T f s t t 1 Meccanismi di solidificazione Metallo puro: formazione dei grani con fronte piano t 0 alto
Fonderia La solidificazione di metalli Meccanismi di solidificazione T Metalli puri T Leghe T s T i s T f s t t 1 Meccanismi di solidificazione Metallo puro: formazione dei grani con fronte piano t 0 alto
Lavorazioni per asportazione di truciolo
 Lavorazioni per asportazione di truciolo Distacco di alcune parti di materiale dal pezzo attraverso l interazione con utensili che agiscono in maniera progressiva - cinematica del taglio - meccanica del
Lavorazioni per asportazione di truciolo Distacco di alcune parti di materiale dal pezzo attraverso l interazione con utensili che agiscono in maniera progressiva - cinematica del taglio - meccanica del
Materiali strutturali
 Materiali strutturali Requisiti richiesti: Nel campo delle costruzioni elettriche e elettroniche i materiali con funzioni strutturali sono quelli usati principalmente per la costruzione delle parti meccaniche
Materiali strutturali Requisiti richiesti: Nel campo delle costruzioni elettriche e elettroniche i materiali con funzioni strutturali sono quelli usati principalmente per la costruzione delle parti meccaniche
Tecnologie dei vetri e dei
 Tecnologie dei vetri e dei polimeri organici PROPRIETA DEI VETRI Per i processi di formatura è importante conoscere il comportamento viscositàtemperatura del vetro. La lavorabilità del vetro dipende dalla
Tecnologie dei vetri e dei polimeri organici PROPRIETA DEI VETRI Per i processi di formatura è importante conoscere il comportamento viscositàtemperatura del vetro. La lavorabilità del vetro dipende dalla
TECNOLOGIA MECCANICA. Parte 7
 TECNOLOGIA MECCANICA Parte 7 La principale differenza è legata alle forme che sono generalmente faae in leghe metalliche (acciai legac) in modo da essere uclizzate per un numero elevato di geg. Si uclizzano
TECNOLOGIA MECCANICA Parte 7 La principale differenza è legata alle forme che sono generalmente faae in leghe metalliche (acciai legac) in modo da essere uclizzate per un numero elevato di geg. Si uclizzano
DUOPAC. Struttura POLYPAC SEALING SYSTEMS. Guarnizioni per pistone DPS-DPC
 Struttura Disponibili in due differenti versioni: DPS per montaggio su pistone monoblocco DPC per montaggio su pistone in due pezzi le guarnizioni DUOPAC sono particolarmente indicate per la tenuta su
Struttura Disponibili in due differenti versioni: DPS per montaggio su pistone monoblocco DPC per montaggio su pistone in due pezzi le guarnizioni DUOPAC sono particolarmente indicate per la tenuta su
Tecnologia Meccanica. Cicli di Lavorazione
 PARTIMENTO INGEGNERIA 1 PARTIMENTO INGEGNERIA Generalità Si dice CICLO LAVORAZIONE tutto l insieme di operazioni necessarie a fabbricare un singolo elemento attraverso una successione di processi tecnologici
PARTIMENTO INGEGNERIA 1 PARTIMENTO INGEGNERIA Generalità Si dice CICLO LAVORAZIONE tutto l insieme di operazioni necessarie a fabbricare un singolo elemento attraverso una successione di processi tecnologici
ITS MAKER Modulo industrializzazione di prodotto. Modena, febbraio 2017
 ITS MAKER Modulo industrializzazione di prodotto Modena, febbraio 2017 Classificazione delle attrezzature Universali: reperibili in commercio (morse, autocentranti, divisori etc.) Componibili: utilizzano
ITS MAKER Modulo industrializzazione di prodotto Modena, febbraio 2017 Classificazione delle attrezzature Universali: reperibili in commercio (morse, autocentranti, divisori etc.) Componibili: utilizzano
Riferimenti: Levi/Zompì Tecnologia meccanica cap. 6 Giusti/Santochi Tecnologia meccanica cap. 9
 LAVORAZIONI DI FORATURA - ALESATURA Riferimenti: Levi/Zompì Tecnologia meccanica cap. 6 Giusti/Santochi Tecnologia meccanica cap. 9 1 FORATURA 2 FORATURA a z D/2 Moto di taglio: moto rotatorio dell utensile
LAVORAZIONI DI FORATURA - ALESATURA Riferimenti: Levi/Zompì Tecnologia meccanica cap. 6 Giusti/Santochi Tecnologia meccanica cap. 9 1 FORATURA 2 FORATURA a z D/2 Moto di taglio: moto rotatorio dell utensile
Ottimo raffreddamento dello stampo. Missione impossibile? Parliamone! SLM - Tecnologia Selective Laser Melting 100% degli obiettivi raggiunti
 Ottimo raffreddamento dello stampo. Missione impossibile? Parliamone! SLM - Tecnologia Selective Laser Melting 100% degli obiettivi raggiunti La Tecnologia SLM: Selective Laser Melting La tecnologia di
Ottimo raffreddamento dello stampo. Missione impossibile? Parliamone! SLM - Tecnologia Selective Laser Melting 100% degli obiettivi raggiunti La Tecnologia SLM: Selective Laser Melting La tecnologia di
Studio di fattibilità di testata per motori aeronautici adatto ad ultraleggeri
 Studio di fattibilità di testata per motori aeronautici adatto ad ultraleggeri Candidato Michele Belligotti Relatore Prof. Ing. Luca Piancastelli Università di Bologna sede di Forlì III sessione 21/3/2006
Studio di fattibilità di testata per motori aeronautici adatto ad ultraleggeri Candidato Michele Belligotti Relatore Prof. Ing. Luca Piancastelli Università di Bologna sede di Forlì III sessione 21/3/2006
TERMOREGOLAZIONE INDUSTRIALE
 la TERMOREGOLAZIONE INDUSTRIALE COSA È La termoregolazione industriale è il procedimento preposto al controllo delle temperature coinvolte a vario titolo in un processo produttivo, ottenuto mediante trasferimento
la TERMOREGOLAZIONE INDUSTRIALE COSA È La termoregolazione industriale è il procedimento preposto al controllo delle temperature coinvolte a vario titolo in un processo produttivo, ottenuto mediante trasferimento
FerroTec GmbH Eyßelheideweg 12 D Gifhorn Germania
 FerroTec GmbH Eyßelheideweg 12 D-38518 Gifhorn Germania 1 1952 prima fusione sul posto da ATE 1996 fondazione di FerroTec GmbH 30.000 m² di immobili 2006 passaggio da forni a cupola a forni a crogiolo
FerroTec GmbH Eyßelheideweg 12 D-38518 Gifhorn Germania 1 1952 prima fusione sul posto da ATE 1996 fondazione di FerroTec GmbH 30.000 m² di immobili 2006 passaggio da forni a cupola a forni a crogiolo
Ugello per macchine con valvola, tipo E
 Ugello per macchine con valvola a spillo per elastomeri tipo E Sistema di comando e di regolazione termica pneumatico integrato Possibilità d impiego: Elastomeri (incluso L.S.R. - Liquid Silicone Rubber)
Ugello per macchine con valvola a spillo per elastomeri tipo E Sistema di comando e di regolazione termica pneumatico integrato Possibilità d impiego: Elastomeri (incluso L.S.R. - Liquid Silicone Rubber)
Corso di Tecnologia Meccanica
 Corso di Tecnologia Meccanica Modulo 2.3 Tecniche di fonderia LIUC - Ingegneria Gestionale 1 Fonderia in forme transitorie LIUC - Ingegneria Gestionale 2 Fusioni in forme transitorie Processo: 1. Progettazione
Corso di Tecnologia Meccanica Modulo 2.3 Tecniche di fonderia LIUC - Ingegneria Gestionale 1 Fonderia in forme transitorie LIUC - Ingegneria Gestionale 2 Fusioni in forme transitorie Processo: 1. Progettazione
Tecnologia Meccanica
 Tecnologia Meccanica Corso di Laurea in Ingegneria Meccanica Università di Bergamo Facoltà di Ingegneria Anno Accademico 2005-06 Osvaldo Carpina Docente [email protected] Orari ricevimento: Venerdì
Tecnologia Meccanica Corso di Laurea in Ingegneria Meccanica Università di Bergamo Facoltà di Ingegneria Anno Accademico 2005-06 Osvaldo Carpina Docente [email protected] Orari ricevimento: Venerdì
PIALLATRICI E LIMATRICI,
 PIALLATRICI E LIMATRICI, Le macchine utensili caratterizzate dal moto di taglio rettilineo sono le piallatrici, le limatrici, le brocciatrici e le stozzatrici. Si tratta di macchine utilizzate per lavorazioni
PIALLATRICI E LIMATRICI, Le macchine utensili caratterizzate dal moto di taglio rettilineo sono le piallatrici, le limatrici, le brocciatrici e le stozzatrici. Si tratta di macchine utilizzate per lavorazioni
IL PRODOTTO DA REALIZZARE
 IL PRODOTTO DA REALIZZARE Produzione metalmeccanica 1 Parte 1: analisi della funzionalità del prodotto La trancia Una cinghia cui viene impresso un moto rotatorio da un motore esterno è collegata alla
IL PRODOTTO DA REALIZZARE Produzione metalmeccanica 1 Parte 1: analisi della funzionalità del prodotto La trancia Una cinghia cui viene impresso un moto rotatorio da un motore esterno è collegata alla
I. S. S. Serafino Riva Sarnico (BG) Esercitazioni Pratiche di Tecnologia Meccanica SEGATRICI. A cura dei proff. Morotti Giovanni e Santoriello Sergio
 Esercitazioni Pratiche di Tecnologia Meccanica SEGATRICI. A cura dei proff. Morotti Giovanni e Santoriello Sergio") di Tecnologia Meccanica SEGATRICI A cura dei proff. Morotti Giovanni e Santoriello Sergio Segatrici Per eseguire tagli rapidi e precisi su pezzi di dimensioni limitate, profilati, tubi, billette, barre,
di Tecnologia Meccanica SEGATRICI A cura dei proff. Morotti Giovanni e Santoriello Sergio Segatrici Per eseguire tagli rapidi e precisi su pezzi di dimensioni limitate, profilati, tubi, billette, barre,
Tecnologia Meccanica TECNOLOGIA MECCANICA. Introduzione 0
 TECNOLOGIA MECCANICA Introduzione 0 TECNOLOGIA MECCANICA Docente F. Veniali ORARIO Lezioni: mercoledì 10:15 11:45 Aula 40 giovedì 8:30 11:45 venerdì 8:30 10:00 Question time: Sabato xxxxx Sabato xxxxx
TECNOLOGIA MECCANICA Introduzione 0 TECNOLOGIA MECCANICA Docente F. Veniali ORARIO Lezioni: mercoledì 10:15 11:45 Aula 40 giovedì 8:30 11:45 venerdì 8:30 10:00 Question time: Sabato xxxxx Sabato xxxxx
Il ciclo di lavorazione
 Il ciclo di lavorazione Si definisce ciclo di lavorazione la successione delle operazioni da compiere per la produzione di un particolare meccanico,nel rispetto delle indicazioni fornite da disegno esecutivo.
Il ciclo di lavorazione Si definisce ciclo di lavorazione la successione delle operazioni da compiere per la produzione di un particolare meccanico,nel rispetto delle indicazioni fornite da disegno esecutivo.
PROGETTAZIONE E INDUSTRIALIZZAZIONE DEL BASAMENTO DI UNA TRANCIA: dal prodotto al processo
 PROGETTAZIONE E INDUSTRIALIZZAZIONE DEL BASAMENTO DI UNA TRANCIA: dal prodotto al processo Parte 1: analisi della funzionalità del prodotto Parte 2: realizzazione del disegno del finito Parte 3: scelta
PROGETTAZIONE E INDUSTRIALIZZAZIONE DEL BASAMENTO DI UNA TRANCIA: dal prodotto al processo Parte 1: analisi della funzionalità del prodotto Parte 2: realizzazione del disegno del finito Parte 3: scelta
Come migliorare la qualità di taglio plasma
 Come migliorare la qualità di taglio plasma La guida di riferimento che segue offre molte soluzioni per migliorare la qualità di taglio. È importante provare a lavorare utilizzando questi suggerimenti
Come migliorare la qualità di taglio plasma La guida di riferimento che segue offre molte soluzioni per migliorare la qualità di taglio. È importante provare a lavorare utilizzando questi suggerimenti
Applicazioni Industriali
 Applicazioni Industriali Stampaggio a freddo - Tranciatura Marco Raimondi e-mail: [email protected] Lavorazione a freddo delle lamiere È il processo più diffuso per la produzione di grande serie di componentistica
Applicazioni Industriali Stampaggio a freddo - Tranciatura Marco Raimondi e-mail: [email protected] Lavorazione a freddo delle lamiere È il processo più diffuso per la produzione di grande serie di componentistica
PROGETTAZIONE E INDUSTRIALIZZAZIONE DEL BASAMENTO DI UNA TRANCIA: dal prodotto al processo
 PROGETTAZIONE E INDUSTRIALIZZAZIONE DEL BASAMENTO DI UNA TRANCIA: dal prodotto al processo Parte 1: analisi della funzionalità del prodotto Parte 2: realizzazione del disegno del finito Parte 3: scelta
PROGETTAZIONE E INDUSTRIALIZZAZIONE DEL BASAMENTO DI UNA TRANCIA: dal prodotto al processo Parte 1: analisi della funzionalità del prodotto Parte 2: realizzazione del disegno del finito Parte 3: scelta
Pressofusione. Acciai ad alte prestazioni per pressofusione
 Pressofusione Acciai ad alte prestazioni per pressofusione Campi di applicazione della pressofusione Campi di applicazione La pressofusione è un processo di fabbricazione per la produzione di parti in
Pressofusione Acciai ad alte prestazioni per pressofusione Campi di applicazione della pressofusione Campi di applicazione La pressofusione è un processo di fabbricazione per la produzione di parti in
Simulazione numerica, e sua validazione sperimentale, del rendimento termico dei crogioli impiegati nella fonderia di alluminio
 ASSOFOND Federazione Nazionale Fonderie XXXI Congresso di Fonderia Convegno Tecnico - Fonderia e nuovi scenari: competitività e tecnologia, le sfide del futuro Vicenza, 26 e 27 Ottobre 2012 Simulazione
ASSOFOND Federazione Nazionale Fonderie XXXI Congresso di Fonderia Convegno Tecnico - Fonderia e nuovi scenari: competitività e tecnologia, le sfide del futuro Vicenza, 26 e 27 Ottobre 2012 Simulazione
I METALLI. SCUOLA SEC DI PRIMO GRADO CORSO DI TECNOLOGIA Prof. Giovanni Lucchin
 SCUOLA SEC DI PRIMO GRADO CORSO DI TECNOLOGIA Prof. Giovanni Lucchin METALLI: Sono elementi chimici con ottime proprietà fisiche, meccaniche e tecnologiche. Generalmente molto resistenti, lucenti e buoni
SCUOLA SEC DI PRIMO GRADO CORSO DI TECNOLOGIA Prof. Giovanni Lucchin METALLI: Sono elementi chimici con ottime proprietà fisiche, meccaniche e tecnologiche. Generalmente molto resistenti, lucenti e buoni
Fusione nucleare: strutture resistenti al calore
 Fusione nucleare: strutture resistenti al calore I componenti del divertore nel tokamak direttamente affacciati al plasma si chiamano Plasma Facing Units (PFU) Essi sono costituiti da tubi di rame in cui
Fusione nucleare: strutture resistenti al calore I componenti del divertore nel tokamak direttamente affacciati al plasma si chiamano Plasma Facing Units (PFU) Essi sono costituiti da tubi di rame in cui
FONDERIE DI SECONDA FUSIONE
 FONDERIE DI SECONDA FUSIONE Può descriverci ora con parole sue la mansione che svolgeva? Con quale frequenza svolgeva queste operazioni? Le svolgeva ogni: giorno _ n ore settimana _ n ore mese _ n ore
FONDERIE DI SECONDA FUSIONE Può descriverci ora con parole sue la mansione che svolgeva? Con quale frequenza svolgeva queste operazioni? Le svolgeva ogni: giorno _ n ore settimana _ n ore mese _ n ore
ESERCITAZIONE Fonderia
 Tecnologia Meccanica Università di Facoltà di Ingegneria Corso di Laurea in Ingegneria Gestionale Anno Accademico 010-011 ESERCITAZIONE Fonderia Tecnologia Meccanica Università degli Studi di Prof. Gianluca
Tecnologia Meccanica Università di Facoltà di Ingegneria Corso di Laurea in Ingegneria Gestionale Anno Accademico 010-011 ESERCITAZIONE Fonderia Tecnologia Meccanica Università degli Studi di Prof. Gianluca
Le nuove frese a manicotto FP 140
 Jongen Italia s.r.l. Le nuove frese a manicotto FP 140 con sottoplacchetta L`utensile Le nuove frese a manicotto sono particolarmente adatte per la spianatura di quasi tutti materiali comuni, offrendo
Jongen Italia s.r.l. Le nuove frese a manicotto FP 140 con sottoplacchetta L`utensile Le nuove frese a manicotto sono particolarmente adatte per la spianatura di quasi tutti materiali comuni, offrendo
Corso di Tecnologia Meccanica
 Corso di Tecnologia Meccanica Modulo 4.4 Lavorazioni per asportazione di truciolo LIUC - Ingegneria Gestionale 1 Lavorazioni a moto di taglio rettilineo LIUC - Ingegneria Gestionale 2 Lavorazioni a moto
Corso di Tecnologia Meccanica Modulo 4.4 Lavorazioni per asportazione di truciolo LIUC - Ingegneria Gestionale 1 Lavorazioni a moto di taglio rettilineo LIUC - Ingegneria Gestionale 2 Lavorazioni a moto
Percorso di istruzione di II livello, indirizzo Meccanica Meccatronica ed Energia articolazione Meccanica Meccatronica
 Percorso di istruzione di II livello, indirizzo Meccanica Meccatronica ed Energia articolazione Meccanica Meccatronica Disciplina: TECNOLOGIE MECCANICHE DI PROCESSO E DI PRODOTTO Unità di Apprendimento
Percorso di istruzione di II livello, indirizzo Meccanica Meccatronica ed Energia articolazione Meccanica Meccatronica Disciplina: TECNOLOGIE MECCANICHE DI PROCESSO E DI PRODOTTO Unità di Apprendimento
Tecnologie Materie Plastiche. Bibliografia De Filippi A.M., Fabbricazione di componenti in materiali polimerici
 ITIS Giulio Natta Istituto Tecnico Industriale per la meccanica e le materie plastiche - Liceo Scientifico Tecnologico Via XX settembre 14/A - Rivoli TO Tecnologie Materie Plastiche Modulo6 TERMOFORMATURA
ITIS Giulio Natta Istituto Tecnico Industriale per la meccanica e le materie plastiche - Liceo Scientifico Tecnologico Via XX settembre 14/A - Rivoli TO Tecnologie Materie Plastiche Modulo6 TERMOFORMATURA
Tecnologia Meccanica
 Tecnologia Meccanica Università di Bergamo Facoltà di Ingegneria Corso di Laurea in Ingegneria Gestionale Anno Accademico 2008-09 Gianluca D Urso Docente E-mail: [email protected] [email protected]
Tecnologia Meccanica Università di Bergamo Facoltà di Ingegneria Corso di Laurea in Ingegneria Gestionale Anno Accademico 2008-09 Gianluca D Urso Docente E-mail: [email protected] [email protected]
Corroplast L acciaio inossidabile per stampi plastica All stainless di nuova generazione
 Corroplast L acciaio inossidabile per stampi plastica All stainless di nuova generazione STAMPI PLASTICA COMPLETAMENTE INOSSIDABILI Stampi plastica completamente inossidabili La tendenza nella costruzione
Corroplast L acciaio inossidabile per stampi plastica All stainless di nuova generazione STAMPI PLASTICA COMPLETAMENTE INOSSIDABILI Stampi plastica completamente inossidabili La tendenza nella costruzione
LAVORAZIONI PER FUSIONE
 LAVORAZIONI PER FUSIONE Il procedimento tecnologico più antico é quello per Fusione che, col perfezionamento dei mezzi di indagine, delle attrezzature e degli impianti, ha assunto via via carattere industriale.
LAVORAZIONI PER FUSIONE Il procedimento tecnologico più antico é quello per Fusione che, col perfezionamento dei mezzi di indagine, delle attrezzature e degli impianti, ha assunto via via carattere industriale.
Processo di fonderia. LIUC - Ingegneria Gestionale 1
 Processo di fonderia LIUC - Ingegneria Gestionale 1 Materiali e caratteristiche Proprietà dei metalli e leghe ferrose: Fondere a temperature relativamente basse (limite superiore 1500-1600 C) Possedere
Processo di fonderia LIUC - Ingegneria Gestionale 1 Materiali e caratteristiche Proprietà dei metalli e leghe ferrose: Fondere a temperature relativamente basse (limite superiore 1500-1600 C) Possedere
PROGRAMMAZIONE DIDATTICA DIPARTIMENTO MECCANICO. Tecnologia meccanica e applicazioni. Classe 3MT A.S
 Progettazione Disciplinare PROGRAMMAZIONE DIDATTICA DIPARTIMENTO MECCANICO Tecnologia meccanica e applicazioni Classe 3MT A.S.2016 2017 Rev. 0 del 08-03-04 pag. 1 di 7 Progettazione Disciplinare 1 Caratteristiche
Progettazione Disciplinare PROGRAMMAZIONE DIDATTICA DIPARTIMENTO MECCANICO Tecnologia meccanica e applicazioni Classe 3MT A.S.2016 2017 Rev. 0 del 08-03-04 pag. 1 di 7 Progettazione Disciplinare 1 Caratteristiche
Blowers. Soffianti e aspiratori a canale laterale. Your Choice, Our Commitment
 Blowers Soffianti e aspiratori a canale laterale Your Choice, Our Commitment 02 Soluzioni per il trattamento delle acque e applicazioni industriali Soffianti e aspiratori a canale laterale SEKO sono una
Blowers Soffianti e aspiratori a canale laterale Your Choice, Our Commitment 02 Soluzioni per il trattamento delle acque e applicazioni industriali Soffianti e aspiratori a canale laterale SEKO sono una
FONDERIA FONDERIA. Modulo di Tecnologia Meccanica I
 FONDERIA FONDERIA La fabbricazione per fusione rappresenta una delle tecniche più antiche e versatili per la realizzazione di greggi destinati alle lavorazioni per asportazione di truciolo 1 FONDERIA La
FONDERIA FONDERIA La fabbricazione per fusione rappresenta una delle tecniche più antiche e versatili per la realizzazione di greggi destinati alle lavorazioni per asportazione di truciolo 1 FONDERIA La
CARATTERIZZAZIONE DI GETTI IN GHISA SFEROIDALE DI GRANDI SPESSORI
 XXXIII CONGRESSO DI FONDERIA ASSOFOND BRESCIA, 10-11 NOVEMBRE 2016 CARATTERIZZAZIONE DI GETTI IN GHISA SFEROIDALE DI GRANDI SPESSORI E. Foglio*, M. Gelfi*, A. Pola*, D. Lusuardi *DIMI - Dipartimento di
XXXIII CONGRESSO DI FONDERIA ASSOFOND BRESCIA, 10-11 NOVEMBRE 2016 CARATTERIZZAZIONE DI GETTI IN GHISA SFEROIDALE DI GRANDI SPESSORI E. Foglio*, M. Gelfi*, A. Pola*, D. Lusuardi *DIMI - Dipartimento di
Formatura in guscio. Fonderia. Tecnologia Meccanica. Shell Molding o processo Crowning - sabbia di quarzo a grani tondi prerivestita
 Formatura in guscio Shell Molding o processo Crowning - sabbia di quarzo a grani tondi prerivestita - resina termoindurente (es. fenolica) Vantaggi - buone tolleranze - buona finitura - spessori sottili
Formatura in guscio Shell Molding o processo Crowning - sabbia di quarzo a grani tondi prerivestita - resina termoindurente (es. fenolica) Vantaggi - buone tolleranze - buona finitura - spessori sottili