Esercitazione n 2 Fonderia
|
|
|
- Aldo Rossini
- 7 anni fa
- Visualizzazioni
Transcript

1 Esercitazione n Fonderia Si deve produrre un lotto composto da n pezzi del coperchio flangiato riportato nell allegato disegno del finito. La tecnologia scelta è fonderia in terra + lavorazione per asportazione di truciolo. Disegnare il finito correggendo eventuali errori e inserendo le indicazioni mancanti Disegnare il grezzo ed il modello Procedura: - stabilire il piano di separazione - angoli di sformo - stabilire se è possibile l uso di anime - snellezza - stabilire la posizione della/e materozza/e - dividere il pezzo in parti omogenee - calcolare il modulo ed il volume della/e materozza/e - verificare la direzionalità della solidificazione - stabilire le superfici da lavorare - aggiungere i sovrametalli - calcolare il ritiro - tabella Le quote vanno scalate in modo diverso lungo x e lungo y come riportato in tabella. Gruppo scala x scala y n pezzi Gruppo scala x scala y n pezzi Gruppo scala x scala y n pezzi
2 Regole di massima Piano di separazione Anime Materozza/e Solidificazione direzionale Modulo materozza/e in genere è opportuno colare un getto in posizione coricata schema allegato la/e materozze vanno posizionate in prossimità delle zone ultime a solidificare M i+1 = M i M mat > 1. M i=imax Volume materozza/e Diagramma di Cain (in genere V mat = V getto ) Superfici da lavorare Ritiro tolleranze e rugosità richieste sul pezzo finito tabellato


3 Studio funzionale del pezzo Esploso del complessivo Disegno del finito (dal seguito modificato) la superficie laterale b presenta una filettatura per permettere il collegamento della base con la guida della trancia; le superfici b1 e b3 dovranno prevedere condizioni di planarità, dato che su queste andranno a fare battuta rispettivamente la guida e il coltello fisso; la superficie b1 ha il compito di far battuta sulla struttura, quindi per assicurare un buon serraggio del supporto dovrà essere lavorata alle macchine utensili; la superficie b4 è a contatto con il gambo del coltello fisso; 3
4 Anime S D S se L se L se L D D < S 3D S D 5D 3 S D 3S L Sovrametalli Superfici funzionali: A, B, C. La base d'appoggio E, il piano su cui fa battuta il coltello inferiore D dovrebbero prevedere soprametalli al fine di assicurare la tolleranza di forma mediante operazioni di spianatura; tuttavia tali superfici possono essere lavorate riducendo le dimensioni del pezzo senza ledere né la funzionalità né, tanto meno, la stabilità della trancia. 4



5 Scelta del piano di separazione Problemi di sottosquadro Vantaggi per la solidificazione direzionale Facilità d'uso di anime Realizzabilità di valido sistema di colata Altezza delle staffe Limitate spinte metallostatiche Costi di formatura RISULTATO 10 Problemi di sottosquadro Vantaggi per la solidificazione direzionale Facilità d'uso di anime Realizzabilità di valido sistema di colata Altezza delle staffe Limitate spinte metallostatiche Costi di formatura RISULTATO 17 Problemi di sottosquadro Vantaggi per la solidificazione direzionale Facilità d'uso di anime Realizzabilità di valido sistema di colata Altezza delle staffe Limitate spinte metallostatiche Costi di formatura RISULTATO 13 5
 D base inf D base sup alt base D foro inf L foro inf ecc foro reale 35.00 00.00 80 70.00 75.00 35.00 ritiro (%) 4.70 4.00 1.60 1.40 1.50 0.")
 pezzo 1 pezzo pezzo 3 pezzo 4 pezzo 5 pezzo 6 volume 59.50 366.90 366.90 694.40 694.40 99.10 superficie 166.60 07.0 07.0 317.80 317.")
6 Analisi termica del getto / solidificazione direzionale Suddivisione del getto in parti geometricamente semplici per il calcolo dei moduli termici CALCOLO MODULI n gruppo xxx altezza 475 scala X 5 larghezza 35 scala Y 5 parte inferiore dati (mm) D base inf D base sup alt base D foro inf L foro inf ecc foro reale ritiro (%) sovrametal sformo moduli termici (cm) pezzo 1 pezzo pezzo 3 pezzo 4 pezzo 5 pezzo 6 volume superficie modulo parte centrale Questo è il calcolo dei dati (mm) D base alt moduli con i valori reale calcolati nella prima parte ritiro (%) dello studio;qualora non sformo sia verificata la moduli termici (cm) pezzo 7 direzionalità della volume solidificazione si dovranno superficie rifare i conti con delle modulo.00 dimensioni appropriate parte superiore dati (mm) alt D appoggio D foro sup alt foro sup D for inf alt o p q reale ritiro (%) sovrametal sformo moduli termici (cm) pezzo8 pezzo9 pezzo10 pezzo11 pezzo1 pezzo13 volume superficie modulo Vtot Stot Mtot

7 Design for casting 7
8 8


9 Anime Densità ρa Carico di rottura σmax 300 kg/m³ 50 N/cm² Spinta metallostatica sull anima VρT g VρT g F = = 14 N q= = 173 N/ m L X1 X l ql + = Xl ql X 1 + = 0 6 σ τ M = R = 69 N x z max Ix m T 4 T N y y z max = = = 6374 bh R m N σ = 3τ + σ << σ 5 10 m N m 5 5 eq z z AMM 9
 = Sm 4 4 Vm D D 3 D π δ D Vm = Y Vg = π δ D= = 4 4 π δ 3 3 = ( 4 Mm ) = 16 π δ Mm = 4 = 16 π δ X M 3 3 g.00 c=1 Y=(Vm/Vg) 1.")
10 Dimensionamento della materozza a Y + b x c H 0.5 = 1.5 D δ 0.1 Y Y = MIN 0.06 X c Y Y = MIN 0.06 X c +.50 Mm = = π H / ( π D H) = Sm 4 4 Vm D D 3 D π δ D Vm = Y Vg = π δ D= = 4 4 π δ 3 3 = ( 4 Mm ) = 16 π δ Mm = 4 = 16 π δ X M 3 3 g.00 c=1 Y=(Vm/Vg) c=0.8 d var d min d max collare X=(Mm/Mg) 10


11 Canale di adduzione Tempo di riempimento V = V = 6.95 dm i kg δ = dm M = V δ = = 54.6 kg 3 t = 3. G t = 4s 1 = = 0.4 t 6.4 s G t 53s S'' t3 = Moz t = 13s 8.88 Attacco di colata g h m v = = 1.5 K s V g A = = 141 mm t v 11


12 Bacino di colata 1


13 Angoli di sformo Ritiro 13


14 a l + l + d ( ) P = b + a h s γ 470 N STAFFA Staffe e spinte metallostatiche BASE COLLARE MATEROZZA a = 455 mm b = a 455 mm V V h h = 160 mm MATEROZZA = 8.4 dm STAFFA V = V + V 3 TOT SEMIMODELLO TERRA TOT SUPERIORE SOVRASTANTE 3 SEMIMODELLO = 3.96 dm 3 VTERRA = VTOT + VSEMIMODELLO = 4.8 dm SUPERIORE SOVRASTANTE SUPERIORE F = γ V = 330N TERRA LEGA TERRA STAFFA SOVRASTANTE P = γ V 75N TERRA TERRA TERRA SOVRASTANTE SOVRASTANTE P STAFFA = 470N F = p sinα ds = L p sinα Rdα = S π π ( ) = γ R L H R sinα sinα dα = D γ D L H π F = γ V = 53N ANIMA ACCIAIO TERRA ANIMA P = γ V = 7N ANIMA ANIMA ANIMA 14
15 Formatura Posizionamento della placca modello inferiore sul piano di lavoro Centratura della staffa Polvere distaccante Posizionamento della placca modello superiore delle materozze e dei canali di colata sul piano di lavoro Centratura della staffa Polvere distaccante Posizionamento attacchi di colata Riempimento e compressione della terra Riempimento e compressione della terra Rimozione della terra in eccesso Tirate d aria Rimozione della terra in eccesso Tirate d aria Estrazione accessori Essiccamento Rimozione degli attacchi di colata Composizione 15

16 Terra di fonderia - terra Refrancore media - terra Refrancore fine - sabbia Boves0% -umidità 55 % 0 % 35 % 5 % Terra o sabbia Permeabilità Coesione Kg/cm² Umidità % Forme Anime Verniciatura all aerografo dei componenti Componente Vernice per forme Vernice per anime Grafite comune 5% 75% Grafite argentea 5% - Bentonite - % Melasso - 3% Silicato sodico 50% - 16
Esercitazione n 4 fonderia
 Esercitazione n 4 fonderia Si deve produrre un lotto composto da 100 pezzi della flangia in acciaio riportata in Figura 1. La tecnologia scelta è fonderia in terra + lavorazione per asportazione di truciolo.
Esercitazione n 4 fonderia Si deve produrre un lotto composto da 100 pezzi della flangia in acciaio riportata in Figura 1. La tecnologia scelta è fonderia in terra + lavorazione per asportazione di truciolo.
Esercitazione n 4 FONDERIA
 Esercitazione n 4 FONDERIA Si deve produrre un lotto composto da P pezzi della flangia riportata nella figura di pagina successiva. La tecnologia scelta è fonderia in terra + lavorazione per asportazione
Esercitazione n 4 FONDERIA Si deve produrre un lotto composto da P pezzi della flangia riportata nella figura di pagina successiva. La tecnologia scelta è fonderia in terra + lavorazione per asportazione
IL PRODOTTO DA REALIZZARE
 IL PRODOTTO DA REALIZZARE Produzione metalmeccanica 1 Parte 1: analisi della funzionalità del prodotto La trancia Una cinghia cui viene impresso un moto rotatorio da un motore esterno è collegata alla
IL PRODOTTO DA REALIZZARE Produzione metalmeccanica 1 Parte 1: analisi della funzionalità del prodotto La trancia Una cinghia cui viene impresso un moto rotatorio da un motore esterno è collegata alla
PROGETTAZIONE E INDUSTRIALIZZAZIONE DEL BASAMENTO DI UNA TRANCIA: dal prodotto al processo
 PROGETTAZIONE E INDUSTRIALIZZAZIONE DEL BASAMENTO DI UNA TRANCIA: dal prodotto al processo Parte 1: analisi della funzionalità del prodotto Parte 2: realizzazione del disegno del finito Parte 3: scelta
PROGETTAZIONE E INDUSTRIALIZZAZIONE DEL BASAMENTO DI UNA TRANCIA: dal prodotto al processo Parte 1: analisi della funzionalità del prodotto Parte 2: realizzazione del disegno del finito Parte 3: scelta
- 3b - ESERCIZIO. Progetto di modello per fusione in terra
 - 3b - ESERCIZIO Progetto di modello per fusione in terra 1 Problema Si tratta di progettare il modello e di disegnare la forma pronta per la colata (in terra) di un particolare meccanico fornite le caratteristiche
- 3b - ESERCIZIO Progetto di modello per fusione in terra 1 Problema Si tratta di progettare il modello e di disegnare la forma pronta per la colata (in terra) di un particolare meccanico fornite le caratteristiche
Tecnologia Meccanica. Esercitazione di fonderia
 A.A. 2011/2012 Tecnologia Meccanica Esercitazione di fonderia Università degli Studi di Napoli Federico II Dipartimento di Ingegneria dei Materiali e della Produzione Esercizio: Proporzionamento di un
A.A. 2011/2012 Tecnologia Meccanica Esercitazione di fonderia Università degli Studi di Napoli Federico II Dipartimento di Ingegneria dei Materiali e della Produzione Esercizio: Proporzionamento di un
Le lavorazioni: la formatura. Le lavorazioni: la formatura. Le lavorazioni industriali. Il processo di fusione La fusione in forma transitoria
 Le lavorazioni: la formatura Le lavorazioni: la formatura Le lavorazioni industriali Il processo di fusione La fusione in forma transitoria La fusione in forma permanente La formatura dei polimeri 006
Le lavorazioni: la formatura Le lavorazioni: la formatura Le lavorazioni industriali Il processo di fusione La fusione in forma transitoria La fusione in forma permanente La formatura dei polimeri 006
ESERCITAZIONE Fonderia
 Tecnologia Meccanica Università di Facoltà di Ingegneria Corso di Laurea in Ingegneria Gestionale Anno Accademico 010-011 ESERCITAZIONE Fonderia Tecnologia Meccanica Università degli Studi di Prof. Gianluca
Tecnologia Meccanica Università di Facoltà di Ingegneria Corso di Laurea in Ingegneria Gestionale Anno Accademico 010-011 ESERCITAZIONE Fonderia Tecnologia Meccanica Università degli Studi di Prof. Gianluca
Tolleranze di processo
 Tolleranze di processo In base alle tolleranze ottenibili dal processo è possibile stabilire se è necessario aggiungere materiale per ottenere le tolleranze richieste successivamente per asportazione di
Tolleranze di processo In base alle tolleranze ottenibili dal processo è possibile stabilire se è necessario aggiungere materiale per ottenere le tolleranze richieste successivamente per asportazione di
Esercitazione Fonderia
 Esercitazione Fonderia PROPORZIONAMENTO DI UN GETTO IN TERRA VERDE -Componente da finire alle macchine utensili -Materiale: Ghisa grigia (peso specificoγ g =73 N/dm 3 ) -Processo di colata in terra a verde
Esercitazione Fonderia PROPORZIONAMENTO DI UN GETTO IN TERRA VERDE -Componente da finire alle macchine utensili -Materiale: Ghisa grigia (peso specificoγ g =73 N/dm 3 ) -Processo di colata in terra a verde
Esercizio B6.1 Il processo di fusione
 Esercizio B6.1 Il processo di fusione i vuole dimensionare il processo di fonderia necessario a realizzare il seguente pezzo: φ 190 φ 50 φ 90 0 0 170 Il modello tridimensionale del pezzo: 006 Politecnico
Esercizio B6.1 Il processo di fusione i vuole dimensionare il processo di fonderia necessario a realizzare il seguente pezzo: φ 190 φ 50 φ 90 0 0 170 Il modello tridimensionale del pezzo: 006 Politecnico
Matteo Strano - Tecnologia Meccanica Processi di fonderia - 2 FONDERIA
 Matteo Strano - Tecnologia Meccanica Processi di fonderia - 1 Matteo Strano - Tecnologia Meccanica Processi di fonderia - 2 FONDERIA Nella tecnica di fonderia il metallo, fuso nei forni, viene colato o
Matteo Strano - Tecnologia Meccanica Processi di fonderia - 1 Matteo Strano - Tecnologia Meccanica Processi di fonderia - 2 FONDERIA Nella tecnica di fonderia il metallo, fuso nei forni, viene colato o
- 3 - I PROCESSI TECNOLOGICI DI BASE - FONDERIA -
 - 3 - I PROCESSI TECNOLOGICI DI BASE - FONDERIA - 1 Fusione La fusione è una tra le tecniche più antiche per la produzione di manufatti metallici (fin dal 3000 a.c.). L obiettivo è dare al metallo una
- 3 - I PROCESSI TECNOLOGICI DI BASE - FONDERIA - 1 Fusione La fusione è una tra le tecniche più antiche per la produzione di manufatti metallici (fin dal 3000 a.c.). L obiettivo è dare al metallo una
Disegno di Macchine. corso per I anno della laurea in ing. meccanica Docente: ing. Francesca Campana
 Disegno di Macchine corso per I anno della laurea in ing. meccanica Docente: ing. Francesca Campana Lezione n 13 I processi di lavorazione per compone nti meccanici. Cenni sui processi di fonderia e di
Disegno di Macchine corso per I anno della laurea in ing. meccanica Docente: ing. Francesca Campana Lezione n 13 I processi di lavorazione per compone nti meccanici. Cenni sui processi di fonderia e di
Le lavorazioni: la formatura. Le lavorazioni: la formatura. Le lavorazioni industriali
 Le lavorazioni: la formatura Le lavorazioni: la formatura Il processo di fusione La fusione in forma transitoria La fusione in forma permanente La formatura dei polimeri Esercizi sulla fusione 2 2006 Politecnico
Le lavorazioni: la formatura Le lavorazioni: la formatura Il processo di fusione La fusione in forma transitoria La fusione in forma permanente La formatura dei polimeri Esercizi sulla fusione 2 2006 Politecnico
TECNICHE DI FONDERIA
 TECNICHE DI FONDERIA La fonderia è probabilmente la tecnica più antica di formatura dei metalli e consiste nell immettere un metallo fuso in una cavità; dopo il raffreddamento del metallo si ottiene un
TECNICHE DI FONDERIA La fonderia è probabilmente la tecnica più antica di formatura dei metalli e consiste nell immettere un metallo fuso in una cavità; dopo il raffreddamento del metallo si ottiene un
Fonderia La solidificazione di metalli
 Fonderia La solidificazione di metalli Meccanismi di solidificazione T Metalli puri T Leghe T s T i s T f s t t 1 Meccanismi di solidificazione Metallo puro: formazione dei grani con fronte piano t 0 alto
Fonderia La solidificazione di metalli Meccanismi di solidificazione T Metalli puri T Leghe T s T i s T f s t t 1 Meccanismi di solidificazione Metallo puro: formazione dei grani con fronte piano t 0 alto
Corso di Tecnologia Meccanica
 Corso di Tecnologia Meccanica Modulo 2.4 Tecniche di fonderia LIUC - Ingegneria Gestionale 1 Fonderia in forme permanenti LIUC - Ingegneria Gestionale 2 Fusioni in forma permanente La forma è realizzata
Corso di Tecnologia Meccanica Modulo 2.4 Tecniche di fonderia LIUC - Ingegneria Gestionale 1 Fonderia in forme permanenti LIUC - Ingegneria Gestionale 2 Fusioni in forma permanente La forma è realizzata
Fonderia. Ottenimento di un componente nella sua forma finale attraverso la colata di metallo liquido in un adeguato contenitore
 Fonderia Ottenimento di un componente nella sua forma finale attraverso la colata di metallo liquido in un adeguato contenitore lingotti colata continua in forma - transitoria - permanente Fonderia 1 Lingotti
Fonderia Ottenimento di un componente nella sua forma finale attraverso la colata di metallo liquido in un adeguato contenitore lingotti colata continua in forma - transitoria - permanente Fonderia 1 Lingotti
Le lavorazioni: la formatura. Le lavorazioni: la formatura. Le lavorazioni industriali. Il processo di fusione La fusione in forma transitoria
 Le lavorazioni: la formatura Le lavorazioni: la formatura Le lavorazioni industriali Il processo di fusione La fusione in forma transitoria La formatura dei polimeri Esercizi sulla fusione 2 2006 Politecnico
Le lavorazioni: la formatura Le lavorazioni: la formatura Le lavorazioni industriali Il processo di fusione La fusione in forma transitoria La formatura dei polimeri Esercizi sulla fusione 2 2006 Politecnico
Corso di Tecnologia Meccanica
 Corso di Tecnologia Meccanica Programma del corso LIUC - Ingegneria Gestionale 1 Modulo 1 - prove tecnologiche e meccaniche Prova di trazione Prova di compressione Prova di durezza (Brinell, Vickers, Rockwell)
Corso di Tecnologia Meccanica Programma del corso LIUC - Ingegneria Gestionale 1 Modulo 1 - prove tecnologiche e meccaniche Prova di trazione Prova di compressione Prova di durezza (Brinell, Vickers, Rockwell)
POLITECNICO DI TORINO TECNOLOGIA MECCANICA IL CICLO DI LAVORAZIONE
 POLITECNICO DI TORINO TECNOLOGIA MECCANICA IL CICLO DI LAVORAZIONE DEFINIZIONE Il ciclo di lavorazione è, in senso lato, la successione logica di tutte le operazioni necessarie per trasformare un pezzo
POLITECNICO DI TORINO TECNOLOGIA MECCANICA IL CICLO DI LAVORAZIONE DEFINIZIONE Il ciclo di lavorazione è, in senso lato, la successione logica di tutte le operazioni necessarie per trasformare un pezzo
Esempio di ciclo di fusione in forma transitoria in terra con staffe
 Esempio di ciclo di fusione in forma transitoria in terra con staffe Puleggia: disegno di definizione Informazioni d insieme dal disegno di definizione Il pezzo è assialsimmetrico: molti problemi possono
Esempio di ciclo di fusione in forma transitoria in terra con staffe Puleggia: disegno di definizione Informazioni d insieme dal disegno di definizione Il pezzo è assialsimmetrico: molti problemi possono
Le lavorazioni: la formatura. Le lavorazioni: la formatura. Le lavorazioni industriali. Il processo di fusione. La fusione in forma transitoria
 Le lavorazioni: la formatura Le lavorazioni: la formatura Le lavorazioni industriali Il processo di fusione La fusione in forma permanente La formatura dei polimeri Esercizi sulla fusione 2 2006 Politecnico
Le lavorazioni: la formatura Le lavorazioni: la formatura Le lavorazioni industriali Il processo di fusione La fusione in forma permanente La formatura dei polimeri Esercizi sulla fusione 2 2006 Politecnico
Politecnico di Torino - DIGEP A.A. 2012-2013. Esercitazione 2. Per dimensionare il diametro, si inizi a calcolare la velocità di caduta della ghisa:
 Esercitazione 2 15. Analisi del processo di fonderia Si deve fabbricare un getto in ghisa del peso di 50 kg e densità pari a 7,2 kg/dm 3. Dimensionare il diametro del canale di colata sapendo che il dislivello
Esercitazione 2 15. Analisi del processo di fonderia Si deve fabbricare un getto in ghisa del peso di 50 kg e densità pari a 7,2 kg/dm 3. Dimensionare il diametro del canale di colata sapendo che il dislivello
Allegato di calcolo - Apertura in parete portante in muratura (DM ) Pagina 1 di 7
 Pagina 1 di 7") Allegato di calcolo - Apertura in parete portante in muratura (DM 1.1.2008) Pagina 1 di 7 Verifica di apertura in parete portante in muratura secondo il D.M. 1.01.2008 Il presente documento riporta le
Allegato di calcolo - Apertura in parete portante in muratura (DM 1.1.2008) Pagina 1 di 7 Verifica di apertura in parete portante in muratura secondo il D.M. 1.01.2008 Il presente documento riporta le
LA COLATA CENTRIFUGA
 LA COLATA CENTRIFUGA Rientra nella categoria dei processi fusori per colata sotto pressione: Colata centrifuga Pressofusione La colata avviene introducendo il metallo liquido nella forma con l ausilio
LA COLATA CENTRIFUGA Rientra nella categoria dei processi fusori per colata sotto pressione: Colata centrifuga Pressofusione La colata avviene introducendo il metallo liquido nella forma con l ausilio
Fonderia. Ottenimento di un componente nella sua forma finale attraverso la colata di metallo liquido in un adeguato contenitore
 Ottenimento di un componente nella sua forma finale attraverso la colata di metallo liquido in un adeguato contenitore lingotti colata continua in forma -transitoria -permanente 1 Attitudine dei materiali
Ottenimento di un componente nella sua forma finale attraverso la colata di metallo liquido in un adeguato contenitore lingotti colata continua in forma -transitoria -permanente 1 Attitudine dei materiali
Il ciclo di lavorazione
 INTRODUZIONE AI CICLI DI LAVORAZIONE 1 Il ciclo di lavorazione DEFINIZIONE: Si dice CICLO DI LAVORAZIONE tutto l insieme di operazioni necessarie a fabbricare un singolo elemento attraverso una successione
INTRODUZIONE AI CICLI DI LAVORAZIONE 1 Il ciclo di lavorazione DEFINIZIONE: Si dice CICLO DI LAVORAZIONE tutto l insieme di operazioni necessarie a fabbricare un singolo elemento attraverso una successione
[ significa: Pensato per grandi imprese! EMCOTURN 900. Tornio CNC per diametro tornibile fino a 1050 mm e lunghezza tornibile fino a 5000 mm
 [ E[M]CONOMY] significa: Pensato per grandi imprese! EMCOTURN 900 Tornio CNC per diametro tornibile fino a 1050 mm e lunghezza tornibile fino a 5000 mm EMCOTURN 900 [Mandrino principale] - Attacco mandrino
[ E[M]CONOMY] significa: Pensato per grandi imprese! EMCOTURN 900 Tornio CNC per diametro tornibile fino a 1050 mm e lunghezza tornibile fino a 5000 mm EMCOTURN 900 [Mandrino principale] - Attacco mandrino
7/a COMUNE DI GIACCIANO CON BARUCHELLA PROVINCIA DI ROVIGO TAVOLA
 COMUNE DI GIACCIANO CON BARUCHELLA PROVINCIA DI ROVIGO TAVOLA 7/a Piazzale G. Marconi n 1 Giacciano con Baruchella (RO) STUDIO TECNICO CAPPELLARI GEOM. FRANCESCO Riviera Pace n. 141/1 Badia Polesine (Ro)
COMUNE DI GIACCIANO CON BARUCHELLA PROVINCIA DI ROVIGO TAVOLA 7/a Piazzale G. Marconi n 1 Giacciano con Baruchella (RO) STUDIO TECNICO CAPPELLARI GEOM. FRANCESCO Riviera Pace n. 141/1 Badia Polesine (Ro)
Esercitazione n 6 Ciclo di lavorazione alle macchine utensili
 Esercitazione n 6 Ciclo di lavorazione alle macchine utensili Si deve lavorare meccanicamente il lotto composto dai pezzi prodotti in fonderia secondo quanto richiesto nell esercitazione n 4. A partire
Esercitazione n 6 Ciclo di lavorazione alle macchine utensili Si deve lavorare meccanicamente il lotto composto dai pezzi prodotti in fonderia secondo quanto richiesto nell esercitazione n 4. A partire
Corso di Tecnologia Meccanica
 Corso di Tecnologia Meccanica Modulo 2.2 Tecniche di fonderia LIUC - Ingegneria Gestionale 1 La solidificazione del getto LIUC - Ingegneria Gestionale 2 Volume dei materiali e temperatura Tutti i materiali
Corso di Tecnologia Meccanica Modulo 2.2 Tecniche di fonderia LIUC - Ingegneria Gestionale 1 La solidificazione del getto LIUC - Ingegneria Gestionale 2 Volume dei materiali e temperatura Tutti i materiali
FONDERIA IN FORMA TRANSITORIA
 Matteo Strano - Tecnologia Meccanica Processi di fonderia - 73 FONDERIA IN FORMA TRANSITORIA Terra sintetica meccanico In fossa Meccanismo di indurimento forma chimico Processo al CO 2 Processo sabbiacemento
Matteo Strano - Tecnologia Meccanica Processi di fonderia - 73 FONDERIA IN FORMA TRANSITORIA Terra sintetica meccanico In fossa Meccanismo di indurimento forma chimico Processo al CO 2 Processo sabbiacemento
EN FLANGE. flanges
 EN 9.1 FLANGE flanges ESTRATTO DALLE NORME EN 9.1 PER FLANGE PER TUBAZIONI Scopo e campo di applicazione La presente norma europea specifica i requisiti riguardanti le flange circolari di acciaio con designazioni
EN 9.1 FLANGE flanges ESTRATTO DALLE NORME EN 9.1 PER FLANGE PER TUBAZIONI Scopo e campo di applicazione La presente norma europea specifica i requisiti riguardanti le flange circolari di acciaio con designazioni
Esame di Stato di Istituto Tecnico Industriale Seconda prova scritta
 Esame di Stato di Istituto Tecnico Industriale Seconda prova scritta L'albero conduttore di un piccolo cambio a due velocità deve trasmettere una potenza di 4kW a 78rad/s. Due ruote dentate cilindriche
Esame di Stato di Istituto Tecnico Industriale Seconda prova scritta L'albero conduttore di un piccolo cambio a due velocità deve trasmettere una potenza di 4kW a 78rad/s. Due ruote dentate cilindriche
Fonderia. Ottenimento di un componente nella sua forma finale attraverso la colata di metallo liquido in un adeguato contenitore
 Ottenimento di un componente nella sua forma finale attraverso la colata di metallo liquido in un adeguato contenitore lingotti colata continua in forma - transitoria - permanente 1 Attitudine dei materiali
Ottenimento di un componente nella sua forma finale attraverso la colata di metallo liquido in un adeguato contenitore lingotti colata continua in forma - transitoria - permanente 1 Attitudine dei materiali
Dipartimento di Ingegneria Meccanica e Industriale. Fonderia
 Fonderia Ottenimento di un componente nella sua forma finale attraverso la colata di metallo liquido in un adeguato contenitore lingotti colata continua in forma - transitoria - permanente Fonderia 1 Attitudine
Fonderia Ottenimento di un componente nella sua forma finale attraverso la colata di metallo liquido in un adeguato contenitore lingotti colata continua in forma - transitoria - permanente Fonderia 1 Attitudine
Tecnologia Meccanica
 11 settembre 2013 seguente componente in ghisa sferoidale. Si richiede: uno schizzo del modello, che mostri spoglie e raggi; Si utilizzi un sovrametallo di 2 mm su tutte le superfici, angoli di sformo
11 settembre 2013 seguente componente in ghisa sferoidale. Si richiede: uno schizzo del modello, che mostri spoglie e raggi; Si utilizzi un sovrametallo di 2 mm su tutte le superfici, angoli di sformo
I CICLI DI LAVORAZIONE
 Generalità I CICLI DI LAVORAZIONE Si dice CICLO DI LAVORAZIONE tutto l insieme di operazioni necessarie a fabbricare un singolo elemento attraverso una successione di processi tecnologici (fusione, stampaggio,
Generalità I CICLI DI LAVORAZIONE Si dice CICLO DI LAVORAZIONE tutto l insieme di operazioni necessarie a fabbricare un singolo elemento attraverso una successione di processi tecnologici (fusione, stampaggio,
ESERCITAZIONE -- ASTA PORTACOMPARATORE
 ESERCITAZIONE -- ASTA PORTACOMPARATORE 1 Progettare l asta di un comparatore (determinarne diametro e materiale) OBIETTIVO minimizzare il costo F VINCOLI FUNZIONALI freccia massima di inflessione, tolleranza
ESERCITAZIONE -- ASTA PORTACOMPARATORE 1 Progettare l asta di un comparatore (determinarne diametro e materiale) OBIETTIVO minimizzare il costo F VINCOLI FUNZIONALI freccia massima di inflessione, tolleranza
Matteo Pesci Arizzi Fonderie S. Giorgio S.p.A. XXXII Congresso di Fonderia - Brescia, 21/11/2014
 Matteo Pesci Arizzi Fonderie S. Giorgio S.p.A. OBIETTIVO DEL PROGETTO Sfruttare le capacità autoalimentanti della ghisa sferoidale Calibrare il simulatore in funzione dei parametri reali di processo (analisi
Matteo Pesci Arizzi Fonderie S. Giorgio S.p.A. OBIETTIVO DEL PROGETTO Sfruttare le capacità autoalimentanti della ghisa sferoidale Calibrare il simulatore in funzione dei parametri reali di processo (analisi
UNIVERSITA DEGLI STUDI DI BOLOGNA
 UNIVERSITA DEGLI STUDI DI BOLOGNA FACOLTA DI INGEGNERIA Corso di Laurea in Ingegneria Meccanica Disegno Tecnico Industriale STUDIO, MODELLAZIONE ED ANALISI DI UNA FUSIONE PER GRUPPO TESTATA CILINDRO DI
UNIVERSITA DEGLI STUDI DI BOLOGNA FACOLTA DI INGEGNERIA Corso di Laurea in Ingegneria Meccanica Disegno Tecnico Industriale STUDIO, MODELLAZIONE ED ANALISI DI UNA FUSIONE PER GRUPPO TESTATA CILINDRO DI
Introduzione. Motivazione dello studio
 Introduzione Motivazione dello studio Le tecniche di fonderia sono le più antiche e versatili per la produzione di greggi o di semilavorati destinati alle lavorazioni successive (generalmente per deformazione
Introduzione Motivazione dello studio Le tecniche di fonderia sono le più antiche e versatili per la produzione di greggi o di semilavorati destinati alle lavorazioni successive (generalmente per deformazione
Prof. Caterina Rizzi. Tolleranze dimensionali
 TOLLERANZE DIMENSIONALI Prof. Caterina Rizzi IN QUESTA LEZIONE Tolleranze dimensionali Definizione Tolleranza e Lavorazione Tipi di accoppiamenti Sistema ISO di tolleranze ed accoppiamenti Indicazione
TOLLERANZE DIMENSIONALI Prof. Caterina Rizzi IN QUESTA LEZIONE Tolleranze dimensionali Definizione Tolleranza e Lavorazione Tipi di accoppiamenti Sistema ISO di tolleranze ed accoppiamenti Indicazione
FONDERIA. Corso di Tecnologie Speciali I prof. Luigi Carrino
 FONDERIA Nella tecnica di fonderia il metallo, fuso nei forni, viene colato in una forma cava della quale, solidificando, assume la configurazione e le dimensioni. FONDERIA La fabbricazione per fusione
FONDERIA Nella tecnica di fonderia il metallo, fuso nei forni, viene colato in una forma cava della quale, solidificando, assume la configurazione e le dimensioni. FONDERIA La fabbricazione per fusione
Università di Roma La Sapienza Dipartimento di Ingegneria Meccanica e Aerospaziale Corso di Tecnologia Meccanica A.A. 2011/2012
 Università di Roma La Sapienza Dipartimento di Ingegneria Meccanica e Aerospaziale Corso di Tecnologia Meccanica A.A. 2011/2012 GIUNTO LIMITATORE DI COPPIA N gruppo Allievo Matricola Firma Alessandro Gemito
Università di Roma La Sapienza Dipartimento di Ingegneria Meccanica e Aerospaziale Corso di Tecnologia Meccanica A.A. 2011/2012 GIUNTO LIMITATORE DI COPPIA N gruppo Allievo Matricola Firma Alessandro Gemito
Classificazione delle lavorazioni per asportazione di truciolo
 Classificazione delle lavorazioni per asportazione di truciolo Classificazione secondo i movimenti Moto di taglio Moto di avanzamento Moto di registrazione - rettilineo - alternativo - rotatorio - continuo
Classificazione delle lavorazioni per asportazione di truciolo Classificazione secondo i movimenti Moto di taglio Moto di avanzamento Moto di registrazione - rettilineo - alternativo - rotatorio - continuo
IL PRODOTTO DA REALIZZARE
 IL PRODOTTO DA REALIZZARE 1 Parte 1: analisi della funzionalità del prodotto La trancia Una cinghia cui viene impresso un moto rotatorio da un motore esterno è collegata alla puleggia; la puleggia trasmette
IL PRODOTTO DA REALIZZARE 1 Parte 1: analisi della funzionalità del prodotto La trancia Una cinghia cui viene impresso un moto rotatorio da un motore esterno è collegata alla puleggia; la puleggia trasmette
Esami di Stato per l abilitazione all esercizio della professione di Ingegnere I Sessione 2008
 Esami di Stato per l abilitazione all esercizio della professione di Ingegnere I Sessione 2008 Sezione B L. Nuovo Ordinamento Prova pratica - Settore CIVILE e AMBIENTALE Tema Il candidato esegua la progettazione
Esami di Stato per l abilitazione all esercizio della professione di Ingegnere I Sessione 2008 Sezione B L. Nuovo Ordinamento Prova pratica - Settore CIVILE e AMBIENTALE Tema Il candidato esegua la progettazione
Dati dei materiali dei profilati in alluminio
 Dati dei materiali Dati dei materiali dei profilati in alluminio Lega Qualità Codice materiale Tolleranze Densità / peso Resistenza alla trazione Limite di snervamento Allungamento di rottura Modulo E
Dati dei materiali Dati dei materiali dei profilati in alluminio Lega Qualità Codice materiale Tolleranze Densità / peso Resistenza alla trazione Limite di snervamento Allungamento di rottura Modulo E
Rif. Bibliografico: Giusti/Santochi Tecnologia meccanica cap.9
 LAVORAZIONI DI RETTIFICA Rif. Bibliografico: Giusti/Santochi Tecnologia meccanica cap.9 1 Rettifica - le lavorazioni Foto copertina 2 Rettifica - le lavorazioni 3 Rettifica - le lavorazioni Rettifica in
LAVORAZIONI DI RETTIFICA Rif. Bibliografico: Giusti/Santochi Tecnologia meccanica cap.9 1 Rettifica - le lavorazioni Foto copertina 2 Rettifica - le lavorazioni 3 Rettifica - le lavorazioni Rettifica in
STRADA DI COLLEGAMENTO S.S.36 - A.T.1.1.
 COMUNE DI CHIAVENNA PROVINCIA DI SONDRIO PIANO DI LOTTIZZAZIONE DI INIZIATIVA PRIVATA (Ambito di trasformazione 1.1. Via per Uggia) LOCALITA BETTE, CHIAVENNA (SO) STRADA DI COLLEGAMENTO S.S.36 - A.T.1.1.
COMUNE DI CHIAVENNA PROVINCIA DI SONDRIO PIANO DI LOTTIZZAZIONE DI INIZIATIVA PRIVATA (Ambito di trasformazione 1.1. Via per Uggia) LOCALITA BETTE, CHIAVENNA (SO) STRADA DI COLLEGAMENTO S.S.36 - A.T.1.1.
Processo di fonderia. LIUC - Ingegneria Gestionale 1
 Processo di fonderia LIUC - Ingegneria Gestionale 1 Forme permanenti LIUC - Ingegneria Gestionale 2 Fusioni in forma permanente La forma è realizzata in lega metallica (acciai legati o ghise speciali)
Processo di fonderia LIUC - Ingegneria Gestionale 1 Forme permanenti LIUC - Ingegneria Gestionale 2 Fusioni in forma permanente La forma è realizzata in lega metallica (acciai legati o ghise speciali)
Processi per asportazione C.N. Processi per asportazione C.N. Generalità sui parametri di taglio. La tornitura. Foratura, fresatura e rettifica
 Processi per asportazione C.N. Processi per asportazione C.N. Generalità sui parametri di taglio La tornitura Il controllo numerico (C.N.) Ottimizzazione del processo 2 2006 Politecnico di Torino 1 Obiettivi
Processi per asportazione C.N. Processi per asportazione C.N. Generalità sui parametri di taglio La tornitura Il controllo numerico (C.N.) Ottimizzazione del processo 2 2006 Politecnico di Torino 1 Obiettivi
ESERCITAZIONE STAMPAGGIO. Tecnologia Meccanica 1
 ESERCITAZIONE STAMPAGGIO Tecnologia Meccanica 1 Vi è chiesto di studiare la realizzazione del componente descritto nel disegno (allegato 1), ottenuto mediante stampaggio a caldo nelle seguenti fasi: preformatura
ESERCITAZIONE STAMPAGGIO Tecnologia Meccanica 1 Vi è chiesto di studiare la realizzazione del componente descritto nel disegno (allegato 1), ottenuto mediante stampaggio a caldo nelle seguenti fasi: preformatura
Corso di Studi in Ingegneria Gestionale A.A Disegno tecnico industriale TEMA A. Cognome e nome... N. Matricola:.. Data:
 Corso di Studi in Ingegneria Gestionale.. 2016-2017 Disegno tecnico industriale TEM Cognome e nome... N. Matricola:.. Data: Esercizio n.1 Date le dimensioni minime e massime di un foro e di un albero indicare
Corso di Studi in Ingegneria Gestionale.. 2016-2017 Disegno tecnico industriale TEM Cognome e nome... N. Matricola:.. Data: Esercizio n.1 Date le dimensioni minime e massime di un foro e di un albero indicare
Cilindri a soffietto EB/EBS
 A05_01_001_E-EB-EBS EB/EBS Per l impiego in condizioni ambientali pesanti con presenza di polvere Utilizzabili in acqua Costruzione robusta Intervallo di forza 2 50 KN Ridotto ingombro in altezza Nessun
A05_01_001_E-EB-EBS EB/EBS Per l impiego in condizioni ambientali pesanti con presenza di polvere Utilizzabili in acqua Costruzione robusta Intervallo di forza 2 50 KN Ridotto ingombro in altezza Nessun
- Le scorie si raccolgono nella parte superiore del o dei canali orizzontali distanti dal piano degli attacchi.
 Il sistema di colata nella fonderia di ghisa Progettazione J.Alva (Cameri) Introduzione Le funzioni che deve assolvere un sistema di colata sono le seguenti 1 : 1.Dosaggio (regolazione) della portata del
Il sistema di colata nella fonderia di ghisa Progettazione J.Alva (Cameri) Introduzione Le funzioni che deve assolvere un sistema di colata sono le seguenti 1 : 1.Dosaggio (regolazione) della portata del
ESAME DI STATO 2012/2013 INDIRIZZO MECCANICA
 ESAME DI STATO 2012/2013 INDIRIZZO MECCANICA TEMA DI:DISEGNO, PROGETTAZIONE, ORGANIZZAZIONE INDUSTRIALE Dimensionamento dell albero L albero rappresentato nell allegato può essere assimilato ad una trave
ESAME DI STATO 2012/2013 INDIRIZZO MECCANICA TEMA DI:DISEGNO, PROGETTAZIONE, ORGANIZZAZIONE INDUSTRIALE Dimensionamento dell albero L albero rappresentato nell allegato può essere assimilato ad una trave
TECNOLOGIA MECCANICA. Parte 5
 TECNOLOGIA MECCANICA Parte 5 La fabbricazione per fusione è una delle tecniche più anache, versaali ed ualizzata per la produzione di greggi desanaa alla lavorazione per asportazione di truciolo. In linea
TECNOLOGIA MECCANICA Parte 5 La fabbricazione per fusione è una delle tecniche più anache, versaali ed ualizzata per la produzione di greggi desanaa alla lavorazione per asportazione di truciolo. In linea
Progettazione tavolo per arredo giardino. POR Giurgola
 UNIONE EUROPEA FONDO EUROPEO DI SVILUPPO REGIONALE Intervento cofinanziato dall U.E. F.E.S.R. sul P.O. Regione Puglia 2007-2013 Asse I Linea 1.1 Aiuti agli investimenti in ricerca per le PMI - Azione 1.1.2
UNIONE EUROPEA FONDO EUROPEO DI SVILUPPO REGIONALE Intervento cofinanziato dall U.E. F.E.S.R. sul P.O. Regione Puglia 2007-2013 Asse I Linea 1.1 Aiuti agli investimenti in ricerca per le PMI - Azione 1.1.2
FONDERIA FONDERIA. Modulo di Tecnologia Meccanica I
 FONDERIA FONDERIA La fabbricazione per fusione rappresenta una delle tecniche più antiche e versatili per la realizzazione di greggi destinati alle lavorazioni per asportazione di truciolo 1 FONDERIA La
FONDERIA FONDERIA La fabbricazione per fusione rappresenta una delle tecniche più antiche e versatili per la realizzazione di greggi destinati alle lavorazioni per asportazione di truciolo 1 FONDERIA La
ASPORTAZIONE DI TRUCIOLO - 4 DURATA DEL TAGLIENTE
 LAVORAZIONI PER SEPARAZIONE ASPORTAZIONE DI TRUCIOLO - 4 DURATA DEL TAGLIENTE Vittore Carassiti - INFN FE 1 INTRODUZIONE La velocità di taglio e gli altri parametri di lavorazione Alla velocità di taglio
LAVORAZIONI PER SEPARAZIONE ASPORTAZIONE DI TRUCIOLO - 4 DURATA DEL TAGLIENTE Vittore Carassiti - INFN FE 1 INTRODUZIONE La velocità di taglio e gli altri parametri di lavorazione Alla velocità di taglio
Esercitazione 11: Stato di tensione nella sezione di trave
 Meccanica e Tecnica delle Costruzioni Meccaniche Esercitazioni del corso. Periodo I Prof. Leonardo BERTINI Ing. Ciro SNTUS Esercitazione 11: Stato di tensione nella sezione di trave Indice 1 Forza normale
Meccanica e Tecnica delle Costruzioni Meccaniche Esercitazioni del corso. Periodo I Prof. Leonardo BERTINI Ing. Ciro SNTUS Esercitazione 11: Stato di tensione nella sezione di trave Indice 1 Forza normale
DIMENSIONAMENTO TRAVE IN CLS ARMATO A SEZIONE RETTANGOLARE_ solaio in latero cemento
 DIMENSIONAMENTO TRAVE IN CLS ARMATO A SEZIONE RETTANGOLARE_ solaio in latero cemento Si consideri la seguente orditura di un ipotetico solaio di un edificio abitativo/residenziale: A_ la trave maggiormente
DIMENSIONAMENTO TRAVE IN CLS ARMATO A SEZIONE RETTANGOLARE_ solaio in latero cemento Si consideri la seguente orditura di un ipotetico solaio di un edificio abitativo/residenziale: A_ la trave maggiormente
UNITÀ DIDATTICA 2 STRUTTURE IN LEGNO
 UNITÀ DIDATTICA 2 STRUTTURE IN LEGNO 2.1 Definizioni delle categorie di legname strutturale Il legno presenta caratteristiche meccaniche assai diverse in relazione alle diverse specie di appartenenza e
UNITÀ DIDATTICA 2 STRUTTURE IN LEGNO 2.1 Definizioni delle categorie di legname strutturale Il legno presenta caratteristiche meccaniche assai diverse in relazione alle diverse specie di appartenenza e
Tolleranze dimensionali, Rugosità e Tolleranze geometriche
 Knowledge Aided Engineering Manufacturing and Related Technologies DISEGNO TECNICO INDUSTRIALE Tolleranze dimensionali, Rugosità e Tolleranze geometriche Ing. Davide Russo Dipartimento IGIP 1 Lezioni di
Knowledge Aided Engineering Manufacturing and Related Technologies DISEGNO TECNICO INDUSTRIALE Tolleranze dimensionali, Rugosità e Tolleranze geometriche Ing. Davide Russo Dipartimento IGIP 1 Lezioni di
Processi per asportazione C.N. Processi per asportazione C.N. Generalità sui parametri di taglio
 Processi per asportazione C.N. Processi per asportazione C.N. La tornitura Foratura, fresatura e rettifica Il controllo numerico (C.N.) Ottimizzazione del processo 2 2006 Politecnico di Torino 1 Obiettivi
Processi per asportazione C.N. Processi per asportazione C.N. La tornitura Foratura, fresatura e rettifica Il controllo numerico (C.N.) Ottimizzazione del processo 2 2006 Politecnico di Torino 1 Obiettivi
FORMATURA IN FORMA PERMANENTE
 Matteo Strano - Tecnologia Meccanica Processi di fonderia - 92 Meccanismo di indurimento termico Microfusione Matteo Strano - Tecnologia Meccanica Processi di fonderia - 93 FORMATURA IN FORMA PERMANENTE
Matteo Strano - Tecnologia Meccanica Processi di fonderia - 92 Meccanismo di indurimento termico Microfusione Matteo Strano - Tecnologia Meccanica Processi di fonderia - 93 FORMATURA IN FORMA PERMANENTE
Tema d esame del 05/03/2014
 Anisotropia planare 0 Anisotropia normale 0 1kl Coefficiente di resistenza * Esponente di incrudimento < Forza di imbutitura _ Tema d esame del 05/03/201 Quesito1 L2 L1 L2 S D2 D1 D2 S In figura è rappresentata
Anisotropia planare 0 Anisotropia normale 0 1kl Coefficiente di resistenza * Esponente di incrudimento < Forza di imbutitura _ Tema d esame del 05/03/201 Quesito1 L2 L1 L2 S D2 D1 D2 S In figura è rappresentata
Tolleranze dimensionali e Rugosità
 Knowledge Aided Engineering Manufacturing and Related Technologies DISEGNO TECNICO INDUSTRIALE Tolleranze dimensionali e Rugosità Prof. Giorgio Colombo Dipartimento di Meccanica POLITECNICO DI MILANO 1...
Knowledge Aided Engineering Manufacturing and Related Technologies DISEGNO TECNICO INDUSTRIALE Tolleranze dimensionali e Rugosità Prof. Giorgio Colombo Dipartimento di Meccanica POLITECNICO DI MILANO 1...
SISTEMI DI BLOCCAGGIO DEL PEZZO SULLA MACCHINA
 SISTEMI DI BLOCCAGGIO DEL PEZZO SULLA MACCHINA SONO DIVERSISSIMI. E opportuno conoscere quelli tipici di più largo impiego. IN OGNI CASO IL BLOCCAGGIO SCELTO DEVE ASSICURARCI: la stabilità del pezzo che
SISTEMI DI BLOCCAGGIO DEL PEZZO SULLA MACCHINA SONO DIVERSISSIMI. E opportuno conoscere quelli tipici di più largo impiego. IN OGNI CASO IL BLOCCAGGIO SCELTO DEVE ASSICURARCI: la stabilità del pezzo che
DIMENSIONAMENTO STATICO CAPRIATA IN LEGNO LAMELLARE
 DIMENSIONAMENTO STATICO CAPRIATA IN LEGNO LAMELLARE ANALISI DEI CARICHI COPERTURA Carichi permanenti MATERIALI Peso (kg/mq) Manto di copertura in tegole 80 Guaina e supporto 5 Tavolato 0.025x600 15 Massetto
DIMENSIONAMENTO STATICO CAPRIATA IN LEGNO LAMELLARE ANALISI DEI CARICHI COPERTURA Carichi permanenti MATERIALI Peso (kg/mq) Manto di copertura in tegole 80 Guaina e supporto 5 Tavolato 0.025x600 15 Massetto
SCHEDA TECNICA MULTIMODULO H40 CASSAFORMA IN POLIPROPILENE RIGENERATO PER LA REALIZZAZIONE DI VESPAI VENTILATI
 SCHEDA TECNICA MULTIMODULO H40 CASSAFORMA IN POLIPROPILENE RIGENERATO PER LA REALIZZAZIONE DI VESPAI VENTILATI Consumo CSL m 3 /m 2 Passaggio tubazioni n.1 Passaggio tubazioni n.2 0,050 Ø max 22 cm Ø max
SCHEDA TECNICA MULTIMODULO H40 CASSAFORMA IN POLIPROPILENE RIGENERATO PER LA REALIZZAZIONE DI VESPAI VENTILATI Consumo CSL m 3 /m 2 Passaggio tubazioni n.1 Passaggio tubazioni n.2 0,050 Ø max 22 cm Ø max
modulo E Le volte f 2 + l2 4 2 f Con i valori numerici si ha: 1, , , 40 = 5,075 m r =
 Unità Il metodo alle tensioni ammissibili 1 ESERCIZIO SVOLTO Le volte Verificare una volta circolare a sesto ribassato in muratura di mattoni pieni che presenta le seguenti caratteristiche geometriche:
Unità Il metodo alle tensioni ammissibili 1 ESERCIZIO SVOLTO Le volte Verificare una volta circolare a sesto ribassato in muratura di mattoni pieni che presenta le seguenti caratteristiche geometriche:
E per comprendere meglio cos'è una conchiglia si osservi la seguente figura che illustra il caso di una pressofusione:
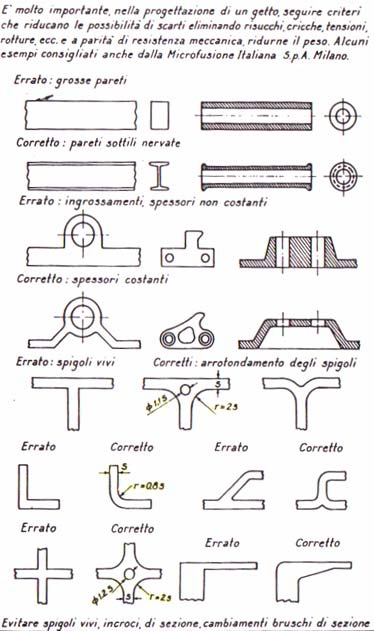
 PERCHE' LA FONDERIA La fonderia presenta il vantaggio della rapidità di esecuzione e della convenienza economica nella realizzazione di pezzi la cui forma renderebbe troppo costosa o difficile la lavorazione
PERCHE' LA FONDERIA La fonderia presenta il vantaggio della rapidità di esecuzione e della convenienza economica nella realizzazione di pezzi la cui forma renderebbe troppo costosa o difficile la lavorazione
SEZIONE TECNICA KOPAL STAFFAGGIO ORIZZONTALE. Pag SISTEMA DI STAFFAGGIO A 2 AZIONI COMBINATE
 SEZIONE TECNICA Pag..17 Sistema di STAFFAGGIO ORIZZONTALE studiato per staffare lateralmente i pezzi da lavorare. Per lo staffaggio di pezzi sulle tavole delle macchine utensili, macchine CNC, centri di
SEZIONE TECNICA Pag..17 Sistema di STAFFAGGIO ORIZZONTALE studiato per staffare lateralmente i pezzi da lavorare. Per lo staffaggio di pezzi sulle tavole delle macchine utensili, macchine CNC, centri di
Tolleranze dimensionali
 Knowledge Aided Engineering Manufacturing and Related Technologies DISEGNO TECNICO INDUSTRIALE Tolleranze dimensionali Prof. Caterina Rizzi Dipartimento di Ingegneria 1 Errori di lavorazione ERRORI DI
Knowledge Aided Engineering Manufacturing and Related Technologies DISEGNO TECNICO INDUSTRIALE Tolleranze dimensionali Prof. Caterina Rizzi Dipartimento di Ingegneria 1 Errori di lavorazione ERRORI DI
Tecnologia meccanica Fabbricazione per fusione
 Tecnologia meccanica Fabbricazione per fusione Corso dell A.A. 2005-2006 Docente di riferimento DMRN Dip. dei Materiali e delle Risorse Naturali Università di Trieste nscuor@units.it Phone: +39 040 5583449
Tecnologia meccanica Fabbricazione per fusione Corso dell A.A. 2005-2006 Docente di riferimento DMRN Dip. dei Materiali e delle Risorse Naturali Università di Trieste nscuor@units.it Phone: +39 040 5583449
Portastampi con guide a colonna
 A2 Portastampi con guide a colonna Portastampi con guide a colonna in acciaio e piastre in acciaio ed aluminio Indicazioni e direttive Esecuzione Nei portastampi con guide a colonna in acciaio e nelle
A2 Portastampi con guide a colonna Portastampi con guide a colonna in acciaio e piastre in acciaio ed aluminio Indicazioni e direttive Esecuzione Nei portastampi con guide a colonna in acciaio e nelle
DISEGNO DI MACCHINE IV FACOLTA DI INGEGNERIA POLITECNICO DI MILANO 1
 DISEGNO DI MACCHINE POLITECNICO DI MILANO 1 ... in questa lezione Tolleranze dimensionali Rugosità Tolleranze geometriche (cenni) POLITECNICO DI MILANO 2 Errori di lavorazione ERRORI DI REALIZZAZIONE DI
DISEGNO DI MACCHINE POLITECNICO DI MILANO 1 ... in questa lezione Tolleranze dimensionali Rugosità Tolleranze geometriche (cenni) POLITECNICO DI MILANO 2 Errori di lavorazione ERRORI DI REALIZZAZIONE DI
Giunti a soffietto SERVOPLUS
 Giunti a soffietto SERVOPUS SERVOPUS INDICE Giunti SERVOPUS Pag. Descrizione e caratterisitche dei giunti SERVOPUS 61 Esecuzioni standard 62 Dati tecnici per la scelta del giunto SERVOPUS 63 Istruzioni
Giunti a soffietto SERVOPUS SERVOPUS INDICE Giunti SERVOPUS Pag. Descrizione e caratterisitche dei giunti SERVOPUS 61 Esecuzioni standard 62 Dati tecnici per la scelta del giunto SERVOPUS 63 Istruzioni
built build to blindaggi DOWN A GUIDE DOPPIE
 uilt build to blindaggi BLINDAGGI DOWN A GUIDE DOPPIE Blindaggi_DOWN A GUIDE DOPPIE 452 CARATTERISTICHE DOWN A GUIDE DOPPIE Pannello base 315x230 cm (739 kg), 415x230 cm (942 kg). Pannelli di sopraelevazione
uilt build to blindaggi BLINDAGGI DOWN A GUIDE DOPPIE Blindaggi_DOWN A GUIDE DOPPIE 452 CARATTERISTICHE DOWN A GUIDE DOPPIE Pannello base 315x230 cm (739 kg), 415x230 cm (942 kg). Pannelli di sopraelevazione
J.Alva Consulente di Fonderia Cameri
 J.Alva Consulente di Fonderia Cameri I sistemi per le linee Disamatic erano e lo sono tuttora progettati con criteri basati sulla propria esperienza con l unico accorgimento di eseguire gli ingressi in
J.Alva Consulente di Fonderia Cameri I sistemi per le linee Disamatic erano e lo sono tuttora progettati con criteri basati sulla propria esperienza con l unico accorgimento di eseguire gli ingressi in
Corso di Tecnologia Meccanica
 Corso di Tecnologia Meccanica Modulo 2.3 Tecniche di fonderia LIUC - Ingegneria Gestionale 1 Fonderia in forme transitorie LIUC - Ingegneria Gestionale 2 Fusioni in forme transitorie Processo: 1. Progettazione
Corso di Tecnologia Meccanica Modulo 2.3 Tecniche di fonderia LIUC - Ingegneria Gestionale 1 Fonderia in forme transitorie LIUC - Ingegneria Gestionale 2 Fusioni in forme transitorie Processo: 1. Progettazione
Corso di Laurea Ingegneria Meccanica Costruzione di Macchine 2. Dimensionamento di una sospensione
 Corso di Laurea Ingegneria Meccanica Dimensionamento di una sospensione Un esempio storico Ford Model T Altri esempi 3 Sospensione a quadrilatero basso MacPherson Sospensione a quadrilatero alto Molle:
Corso di Laurea Ingegneria Meccanica Dimensionamento di una sospensione Un esempio storico Ford Model T Altri esempi 3 Sospensione a quadrilatero basso MacPherson Sospensione a quadrilatero alto Molle:
CATALOGO FERRO E ACCIAIO
 CATALOGO FERRO E ACCIAIO Ed. IT 06/2017 2 www.firenzeindustrie.it INDICE Ferro battuto Elementi per recinzioni in acciaio inox Recinzioni e cancelli in ferro battuto Recinzioni e cancelli in ferro Grigliati
CATALOGO FERRO E ACCIAIO Ed. IT 06/2017 2 www.firenzeindustrie.it INDICE Ferro battuto Elementi per recinzioni in acciaio inox Recinzioni e cancelli in ferro battuto Recinzioni e cancelli in ferro Grigliati
ACO Self Canali di drenaggio serie ACO
 ACO Self Canali di drenaggio serie ACO Self in calcestruzzo polimerico per applicazioni residenziali Canali di drenaggio serie ACO Hexaline in plastica per applicazioni residenziali 147 Il pratico sistema
ACO Self Canali di drenaggio serie ACO Self in calcestruzzo polimerico per applicazioni residenziali Canali di drenaggio serie ACO Hexaline in plastica per applicazioni residenziali 147 Il pratico sistema
Studio ed ottimizzazione della testata per un motore diesel aeronautico ad altissime prestazioni
 Studio ed ottimizzazione della testata per un motore diesel aeronautico ad altissime prestazioni Candidato Giovanni Gualducci Relatore Prof. Ing. Luca Piancastelli Alma mater studiorum Università degli
Studio ed ottimizzazione della testata per un motore diesel aeronautico ad altissime prestazioni Candidato Giovanni Gualducci Relatore Prof. Ing. Luca Piancastelli Alma mater studiorum Università degli
Micro-pinze parallele HGPM
 A07_04_001_E-HGPM! Miniaturizzate e facili da montare! Versatili e disponibili in diverse varianti 2007/03 Con riserva di modifiche Prodotti 2007 1/-1 A07_04_002_F-HGPM Caratteristiche G6: G7: G9: Con
A07_04_001_E-HGPM! Miniaturizzate e facili da montare! Versatili e disponibili in diverse varianti 2007/03 Con riserva di modifiche Prodotti 2007 1/-1 A07_04_002_F-HGPM Caratteristiche G6: G7: G9: Con
Diffusore da parete. Dimensioni
 PR Dimensioni B + B A + Ød 0 Descrizione PR è un diffusore rettangolare per installazione a parete, dotato di un frontale perforato con differenti design disponibili (vedere il sommario). E adatto per
PR Dimensioni B + B A + Ød 0 Descrizione PR è un diffusore rettangolare per installazione a parete, dotato di un frontale perforato con differenti design disponibili (vedere il sommario). E adatto per
ALU STAFFE IN ALLUMINIO CON FORI
 ALU STAFFE IN ALLUMINIO CON FORI alu Giunzione a scomparsa in lega di alluminio per utilizzo in ambienti interni ed esterni (cl. di serv. 2) Giunzione universale per connessioni legno-legno e legno-cemento
ALU STAFFE IN ALLUMINIO CON FORI alu Giunzione a scomparsa in lega di alluminio per utilizzo in ambienti interni ed esterni (cl. di serv. 2) Giunzione universale per connessioni legno-legno e legno-cemento
Esempio utilizzo 100 moduli
 Manuale Istruzioni CPL Esempio utilizzo 100 moduli Questo esempio mostra come sia possibile utilizzare i 100 moduli a disposizione. Per comodità, in ogni modulo di lavorazione sono stati inseriti gli stessi
Manuale Istruzioni CPL Esempio utilizzo 100 moduli Questo esempio mostra come sia possibile utilizzare i 100 moduli a disposizione. Per comodità, in ogni modulo di lavorazione sono stati inseriti gli stessi
POSA DEL PRODOTTO Nello stabilimento di prefabbricazione
 POSA DEL PRODOTTO Nello stabilimento di prefabbricazione Identificazione del prodotto Le scarpe per pilastri HPKM sono disponibili nei modelli standard (16, 20, 24, 30 e 39) in corrispondenza alla filettatura
POSA DEL PRODOTTO Nello stabilimento di prefabbricazione Identificazione del prodotto Le scarpe per pilastri HPKM sono disponibili nei modelli standard (16, 20, 24, 30 e 39) in corrispondenza alla filettatura
Riferimenti: Levi/Zompì Tecnologia meccanica cap. 6 Giusti/Santochi Tecnologia meccanica cap. 9
 LAVORAZIONI DI FORATURA - ALESATURA Riferimenti: Levi/Zompì Tecnologia meccanica cap. 6 Giusti/Santochi Tecnologia meccanica cap. 9 1 FORATURA 2 FORATURA a z D/2 Moto di taglio: moto rotatorio dell utensile
LAVORAZIONI DI FORATURA - ALESATURA Riferimenti: Levi/Zompì Tecnologia meccanica cap. 6 Giusti/Santochi Tecnologia meccanica cap. 9 1 FORATURA 2 FORATURA a z D/2 Moto di taglio: moto rotatorio dell utensile
Tecnologia Meccanica prof. Luigi Carrino. Solidificazione e
 Solidificazione e Difetti Cristallini nei Solidi FONDERIA Nella tecnica di fonderia il metallo, fuso nei forni, viene colato in una forma cava della quale, solidificando, assume la configurazione e le
Solidificazione e Difetti Cristallini nei Solidi FONDERIA Nella tecnica di fonderia il metallo, fuso nei forni, viene colato in una forma cava della quale, solidificando, assume la configurazione e le
ACCESSORI DI SOLLEVAMENTO
 ACCESSORI DI SOLLEVAMENTO 1 - INTRODUZIONE Da oltre venti anni LMC produce e commercializza elementi per il sollevamento e la movimentazione di pannelli e strutture in cemento armato. Questi articoli hanno
ACCESSORI DI SOLLEVAMENTO 1 - INTRODUZIONE Da oltre venti anni LMC produce e commercializza elementi per il sollevamento e la movimentazione di pannelli e strutture in cemento armato. Questi articoli hanno
Sensori di posizionamento pneumatici EH
 Maschinen- Componenti und per Vorrichtungsteile macchine e attrezzaturesensori di posizionamento Sensori di posizionamento pneumatici EH 800. Il sensore è usato per il controllo del corretto posizionamento
Maschinen- Componenti und per Vorrichtungsteile macchine e attrezzaturesensori di posizionamento Sensori di posizionamento pneumatici EH 800. Il sensore è usato per il controllo del corretto posizionamento
Tolleranze per Piatti in Barre laminate a spigolo vivo e bordo tondo
 Tolleranze per Piatti in Barre laminate a spigolo vivo e bordo tondo ASTM A 29-04 Tab. A 2.3 Larghezza Spessore > 5 < 6 > 6 < 12 > 12 < 25 > 25 < 50 > 50 < 75 > 75 Tolleranza sulla Larghezza + Tolleranza
Tolleranze per Piatti in Barre laminate a spigolo vivo e bordo tondo ASTM A 29-04 Tab. A 2.3 Larghezza Spessore > 5 < 6 > 6 < 12 > 12 < 25 > 25 < 50 > 50 < 75 > 75 Tolleranza sulla Larghezza + Tolleranza