IL PRODOTTO DA REALIZZARE
|
|
|
- Basilio Pasini
- 6 anni fa
- Visualizzazioni
Transcript

1 IL PRODOTTO DA REALIZZARE 1
2 Parte 1: analisi della funzionalità del prodotto La trancia Una cinghia cui viene impresso un moto rotatorio da un motore esterno è collegata alla puleggia; la puleggia trasmette il moto all albero eccentrico mediante l utilizzo di una linguetta; a sua volta, la biella, che ruota intorno all asse di rotazione dell albero, è ancorata mediante il perno di biella allo stantuffo a cui è conferito un moto alternativo. Si rende così possibile la conversione del moto da rotativo ad alternativo. Il coltello mobile che, nella condizione di punto morto esterno, vede luce tra sé e il coltello fisso, durante il moto ingrana con questo e permette il taglio del lamierino. A questo deve essere impresso il moto di avanzamento, anche manualmente quando non si tratti di taglio di precisione. La base (fonderia) La base serve da piano di riferimento della struttura; è costituita da una pedana inferiore che, forata, permette l alloggiamento del coltello fisso mediante l utilizzo di una vite. Abbiamo scelto un acciaio di qualità per getti UNI G27CrMn3. Il cromo garantisce un aumento del carico di rottura, etc etc. Le superfici cui va riservata una cura particolare, specialmente in sede di lavorazione superficiale alle macchine utensili, sono quelle di alloggio e di battuta dei coltelli e quelle che dovranno prevedere filettatura, per le quali andranno previste opportune tolleranze superficiali di lavorazione. 2


3 Parte 2: realizzazione del disegno del finito Estrazione dei componenti dal complessivo e disegni degli schizzi 3
4 Analisi delle superfici che dovranno prevedere lavorazioni importanti in quanto importanti dal punto di vista funzionale -Il mantello laterale st6 è accoppiato con la guida ed agisce su questa con forze di attrito, quindi andrà lavorata finemente; -le superfici st1 e st2 saranno lavorate con una fresa che ne garantisca le dovute tolleranze nell accoppiamento con la biella -sulla superficie st5 sarà effettuata una filettatura onde consentire l inserimento del piede di biella; -la stessa cosa vale per la superficie st4 nella quale verrà inserita la vite per il bloccaggio del coltello mobile; -infine, la superficie st4 dovrà garantire il perfetto posizionamento del coltello fisso; Le restanti superfici non richiedono particolari lavorazioni superficiali e per queste si accetteranno le tolleranze generali. 4


5 Tolleranze dimensionali Tolleranze geometriche generali particolari 5

6 Raggi di raccordo per applicazioni meccaniche Stato delle superfici Segni grafici (?) 6
7 Il disegno del finito 7
8 Parte 3: scelta del materiale - processo lavorazione alle MU - impiego del specifiche di prodotto manufatto - considerazioni economiche l utilizzo di un acciaio scelto fra gli ACCIAI SPECIALI DA COSTRUZIONE è una scelta quasi obbligata, in quanto l impiego di un acciaio al carbonio, che risponderebbe a criteri di economicità, funzionalità, lavorabilità alle macchine utensili, penalizzerebbe l applicazione del componente 8
9 Acciaio 40 Ni Cr Mo 7 da bonifica UNI 7845 Motivazione: si sceglie un acciaio da bonifica DEBOLMENTE LEGATO perchè la presenza degli elementi di lega consente una maggiore facilità nella realizzazione dei trattamenti termici e un raggiungimento di caratteristiche meccaniche eccellenti Composizione chimica C Mn Si Ni Cr Mo S e P max max Caratteristiche meccaniche R t Carico tangenziale massimo al limite di rottura 93 kg/mm 2 p(0. 1) Carico tang. Con scostamento dalla proporzionalità di 0.1% 65 kg/mm 2 e Carico tang. Massimo al limite di proporzionalità 55 kg/mm 2 G Modulo di elasticità tangenziale 8130 kg/mm 2 9
10 Trattamenti termici Prima della lavorazione Normalizzazione Riscaldamento a C, fino ad uniformare la temperatura. Raffreddamento in aria calma. Durezza massima HB 250 Prima dell impiego Bonifica Tempra austenitica a C per 1 min/mm. Raffreddamento in olio Rinvenimento a C per 2 ore. Raffreddamento in aria Durezza HV
11 Parte 4: dal disegno del finito al disegno del grezzo Il grezzo di partenza è semplicemente una barra di acciaio normalizzato/ricotto L albero viene ricavato da un tondo 55x6 UNI , di diametro 55 mm e lunghezza 6 m. Lo scostamento limite sul diametro è 1 mm, la sezione del tondo è di 23.8 cm2, e la sua massa per unità di lunghezza è di 18.8 kg/m. 11
12 Parte 5: macrociclo Scelta delle macchine utensili Superfici da ottenere: L albero da realizzare ha per la maggior parte della sua lunghezza una superficie cilindrica a sezione variabile. Superficie piane sono presenti nel piede d albero, ed alle estremità. Ci sono poi due fori, uno radiale ed uno centrale, Una cava passante ed una cava cieca. Macchine utensili da utilizzare: Fresatrice universale a mensola NOMO ARNO F30 Trapano radiale Carimati35/1000 Rettificatrice RTM 225/A-versione C Tornio parallelo con avanzamenti rapidi Breda BRP

13 Fresatrice NOMO ARNO F30 Caratteristiche???? 13

14 Trapano radiale Carimati 35/1000 Caratteristiche???? 14

15 Rettificatrice RTM 225/A-versione C Caratteristiche???? 15


16 Officine Meccaniche Breda (1917) Tornio parallelo Breda 16
17 Macrociclo Sequenza delle lavorazioni (descrizione) Primo macrociclo: lavorazione sul tornio Simontailpezzosultornioparallelo con un mandrino autocentrante. Prima operazione 10/1: tornitura cilindrica esterna che porta una lunghezza l=50mm da =100mm a =50 mm. Seconda operazione 10/2; tornitura cilindrica esterna di finitura che porta il pezzo da =50mm a =40 mm. Terza operazione 10/3: smussatura Secondo macrociclo: lavorazione sul tornio Si monta il pezzo sul tornio parallelo con un mandrino autocentrante.. Prima operazione 20/1: sfacciatura; Seconda operazione 20/2:foratura =37.5mm Terza operazione 20/3; svasatura foro 17
18 Quarta operazione 20/4: alesatura del foro =38mm Quinta operazione 20/5: tornitura cilindrica esterna di sgrossatura; Sesta operazione 20/6: tornitura cilindrica esterna di finitura Settima operazione 20/7; Smussatura spigoli. Terzo macrociclo: lavorazione alla fresatrice Si blocca il pezzo su un pallet consistente di un piano di appoggio.. Prima operazione 30/1: sgrossatura della cava per l alloggio della biella. Seconda operazione 30/2 :spallamento della cava per l alloggio della biella. Terza operazione 30/3 :finitura superficiale della cava. Quarta operazione 30/4:spianatura preliminare alla foratura pel l alloggio del grano blocca coltello. 18
19 Quarto macrociclo: lavorazione al trapano. La foratura che vogliamo realizzare potrebbe essere eseguita con rapidità ed economia alla fresatrice stessa senza bisogno di smontare il pezzo e centrarlo nuovamente sul trapano. Infatti come verificato anche dalle nostre consultazioni(f.p.s.n.c. Santorso, Vicenza),risulta usuale eseguire la foratura su questa macchina.noi abbiamo deciso però di utilizzare un trapano radiale per diverse ragioni pratiche. La prima riguarda l impegno macchina. Riteniamo poco profiquo tenere impegnata una macchina più nobile (e versatile)come la fresatrice per un operazione che possiamo eseguire con un trapano, soprattutto per la realizzazione di più pezzi,come nel nostro caso. La seconda è più prettamente tecnica: eseguire una foratura così profonda richiede (da verifiche eseguite sui cataloghi[1] ) successive passate intervallate da scarico di truciolo, e anche con i dati consigliati da cataloghi, la fresatrice ha un comando automatico e quindi garantisce il corretto funzionamento solo in teoria. Il trapano è invece provvisto di un comando di avanzamento sensitivo che con un operatore competente assicura maggiore affidabilità. 19
20 Prima operazione 40/1:foratura dell alloggio per il grano blocca coltelo. Seconda operazione 40/2: filettatura foro blocca cotello. Si deve eseguire una filettatura M14 e passo grosso(p=2mm). Terza operazione 40/3: foratura vano perno di biella. Date le dimensioni considerevoli di questo foro,eè consigliabile eseguire prima un foro con punta F=12mm e profondità di passata ap=50 Quarta operazione 40/4: foratura vano perno di biella. Adesso possiamo effettivamente forare con la punta F=21mm Quinta operazione 40/5: filettatura vano perno di biella. Eseguiamo la filettatura del foro con M24 e passo grosso(p=3mm). 20
21 Quinto macrociclo :lavorazione alla rettificatrice Si rende necessaria per dare al pezzo le tolleranze e finiture richieste Consta di due operazioni : sgrossatura e di finitura. Prima operazione 50/1: sgrossatura cilindrica esterna Seconda operazione 50/2: finitura cilindrica esterna 21
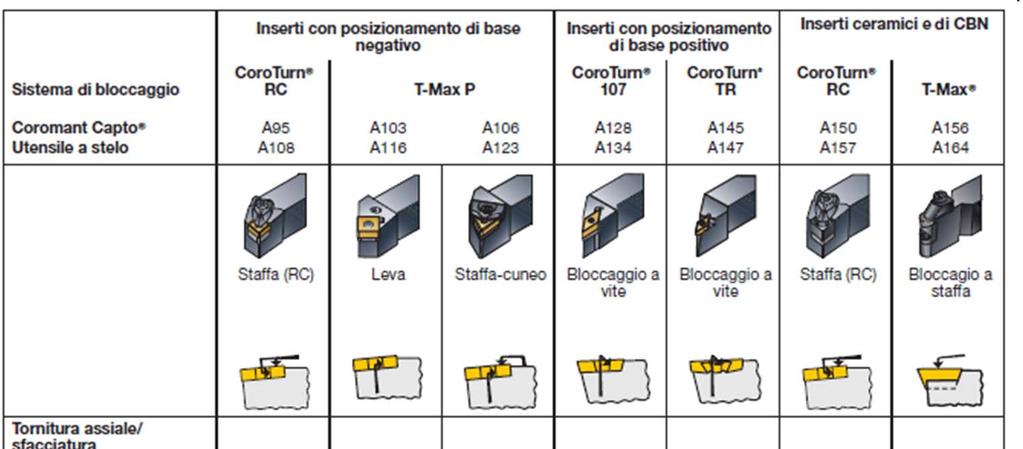
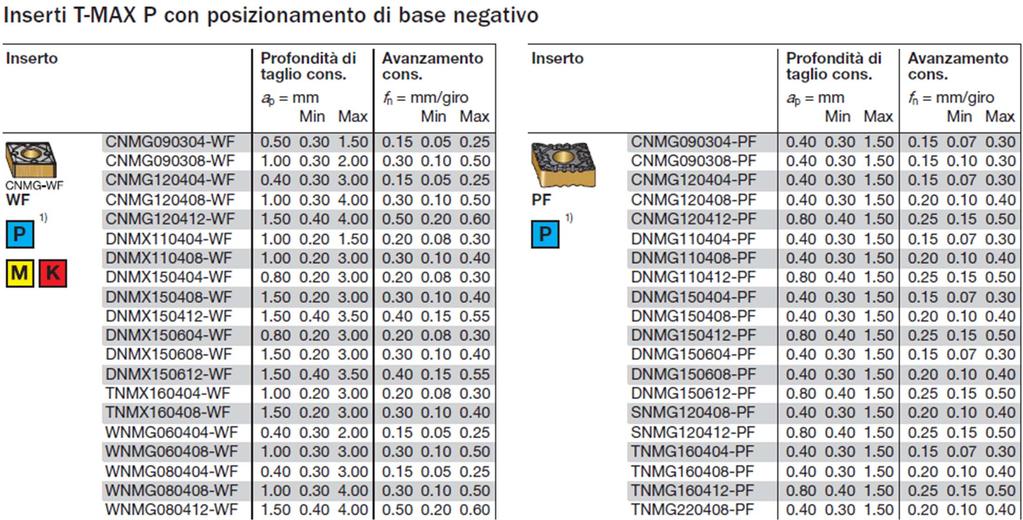
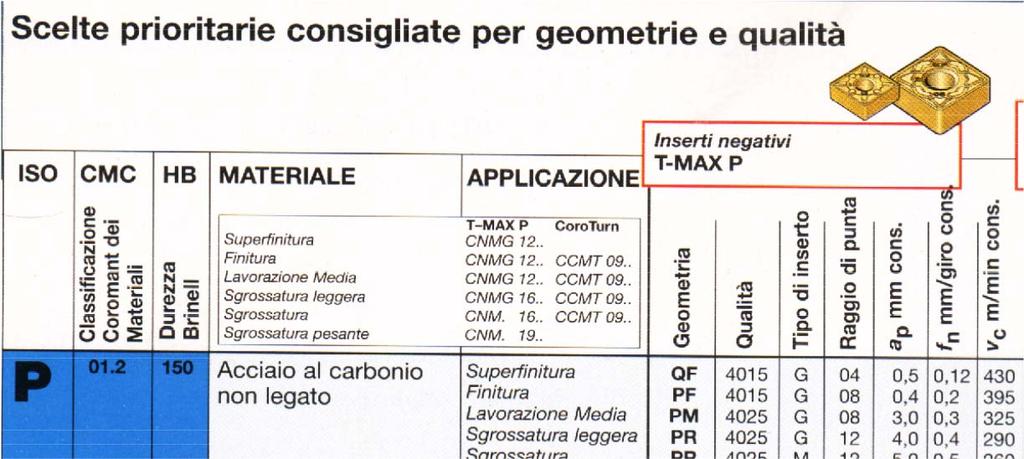
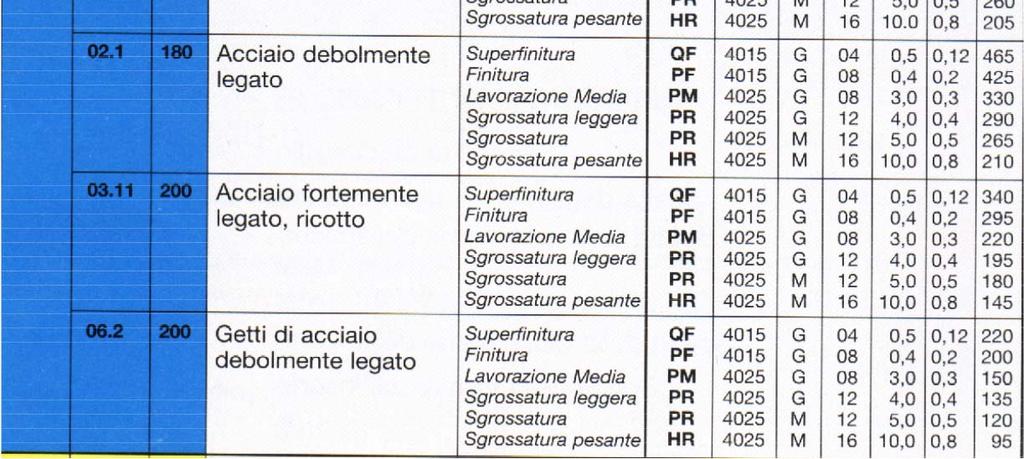
22 Fattori influenti la scelta del sistema utensile Materiale del pezzo in lavorazione Forma, dimensioni del pezzo e sovrametallo da asportare Tolleranze e finitura superficiale richieste Tipo, potenza, specifiche e condizioni della macchina Stabilità del sistema tagliente-utensile-afferraggio utensile-telaio-basamento Dati di taglio, durata ed economia richiesta Flusso sequenziale di scelta Sistema di bloccaggio dell inserto Tipo e dimensione dell utensile Forma dell inserto Dimensione dell inserto Raggio di punto Tipo dell inserto Materiale dell inserto Dati di taglio 22

23 23
24 24

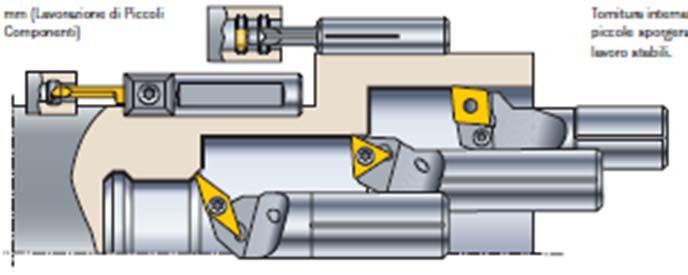
25 Scelta dell utensile a partire dall applicazione 25

26 26
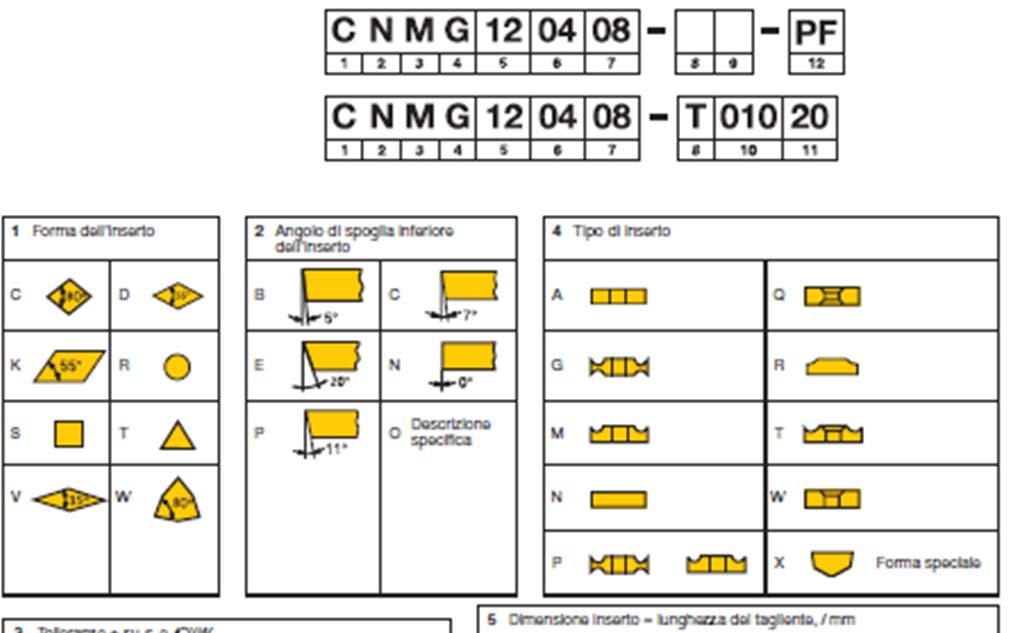
27 Si può anche partire dalla geometria dell inserto: 27

28 28


29 Scelta dell inserto: geometrie e materiali degli inserti 29
30 30

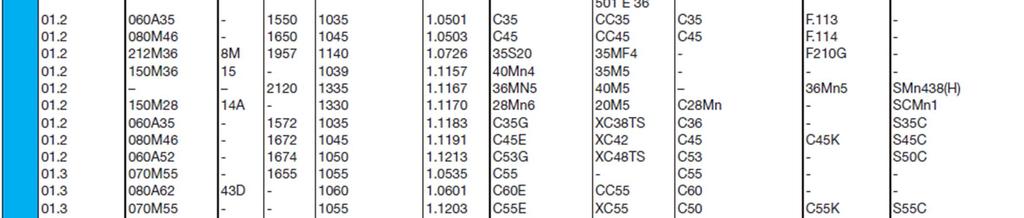
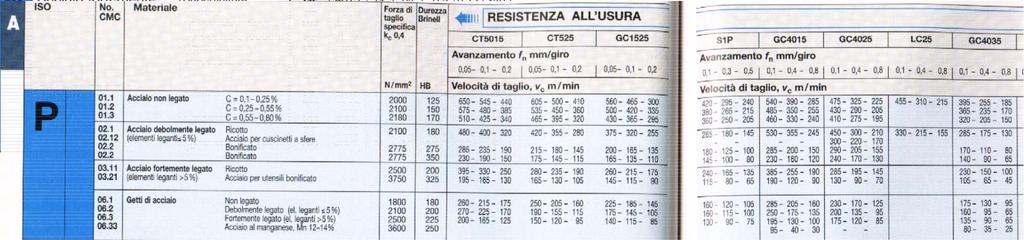
31 Materiale del pezzo 31

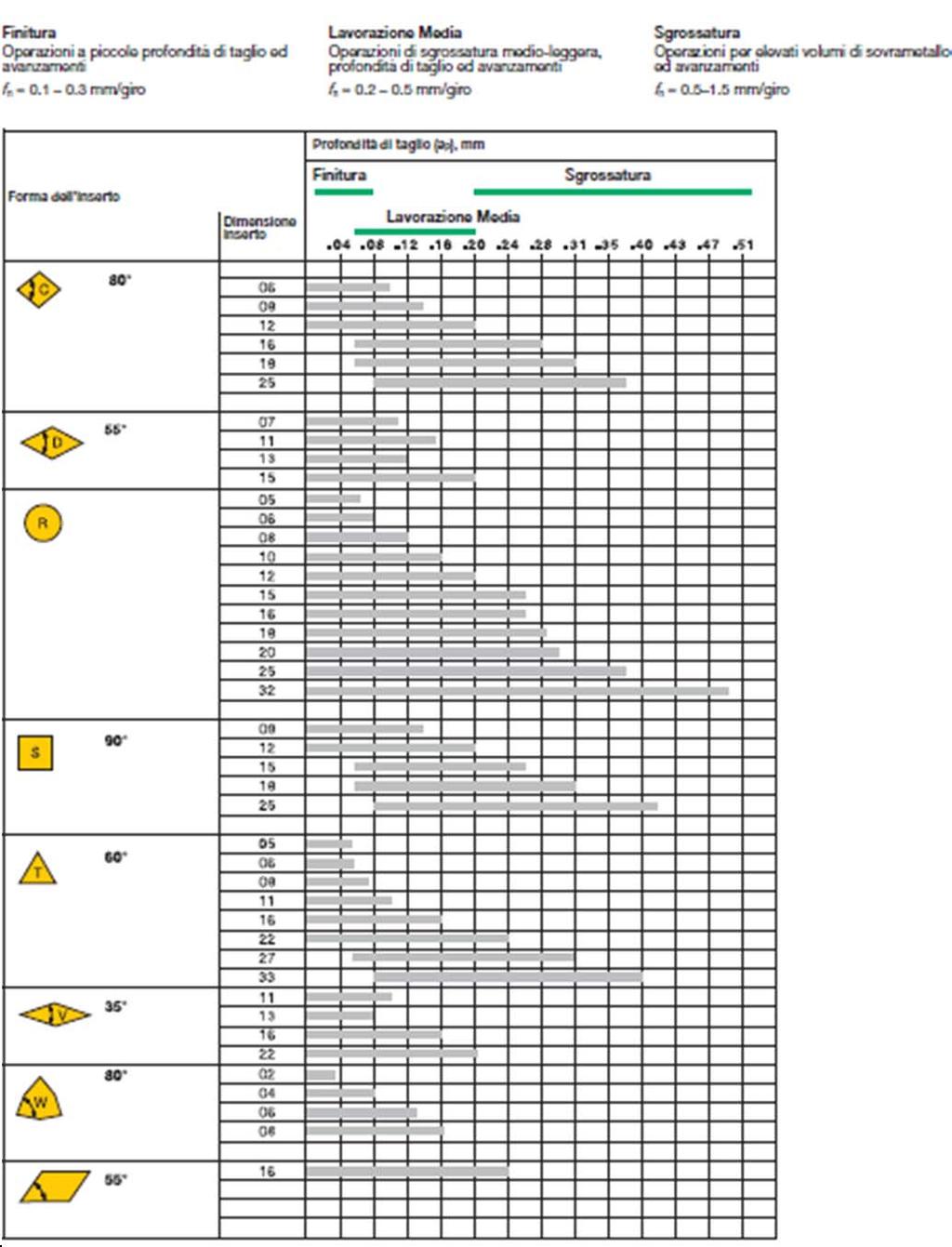
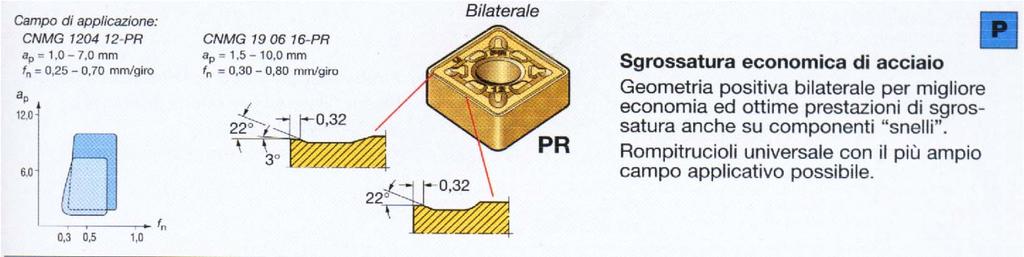
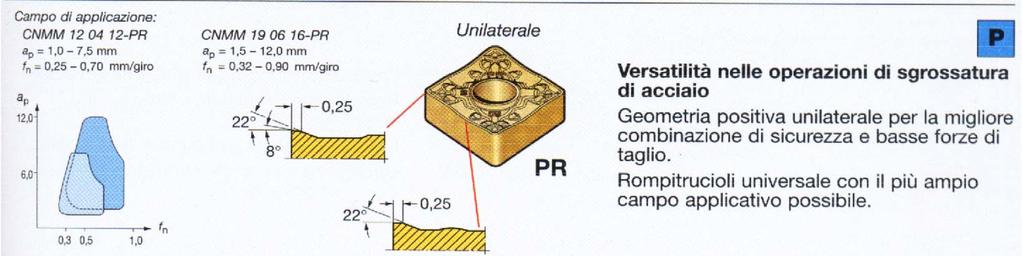
32 Scelta della geometria in base all applicazione 32


33 33


34 Scelta sul catalogo: Lunghezza effettiva del tagliente l e a p sin 34
35 35


36 Raggio di raccordo tra i taglienti R t f 8 2 r
37 Ks 37
38 Tecnologia Meccanica 38 Forze di taglio e potenza sin p e a l b p a b h A sin a h kw f k f a V P n c n p c 3,38 1, , , sin 0, ,29 3 0,4 F t =654N kw f k f a V P n c n p c 5,73 1, , ,15 1,7 405 sin 0, ,29 3 0,4
39 Velocità del mandrino n V c 2r rpm n V c 2r rpm Tempo di lavorazione (per passata) T f L n n 605 0, s T f L n n 35 0, ,5s 39
40 Tecnologia Meccanica 40 Forze di inflessione N F F F r t % N g L D g V q 91 9,8 10 7, D J E l q f 0, D J E l F f 0,07 f
Esercitazione n 6 Ciclo di lavorazione alle macchine utensili
 Esercitazione n 6 Ciclo di lavorazione alle macchine utensili Si deve lavorare meccanicamente il lotto composto dai pezzi prodotti in fonderia secondo quanto richiesto nell esercitazione n 4. A partire
Esercitazione n 6 Ciclo di lavorazione alle macchine utensili Si deve lavorare meccanicamente il lotto composto dai pezzi prodotti in fonderia secondo quanto richiesto nell esercitazione n 4. A partire
LE LAVORAZIONI INDUSTRIALI
 LE LAVORAZIONI INDUSTRIALI Tornitura Foratura Fresatura Rettifica Altre lavorazioni 1 LAVORAZIONI INDUSTRIALI Nelle lavorazioni industriali per asportazione di truciolo sono sempre presenti: Pezzo Grezzo
LE LAVORAZIONI INDUSTRIALI Tornitura Foratura Fresatura Rettifica Altre lavorazioni 1 LAVORAZIONI INDUSTRIALI Nelle lavorazioni industriali per asportazione di truciolo sono sempre presenti: Pezzo Grezzo
Processi per asportazione C.N. Processi per asportazione C.N. Generalità sui parametri di taglio. La tornitura. Foratura, fresatura e rettifica
 Processi per asportazione C.N. Processi per asportazione C.N. Generalità sui parametri di taglio La tornitura Il controllo numerico (C.N.) Ottimizzazione del processo 2 2006 Politecnico di Torino 1 Obiettivi
Processi per asportazione C.N. Processi per asportazione C.N. Generalità sui parametri di taglio La tornitura Il controllo numerico (C.N.) Ottimizzazione del processo 2 2006 Politecnico di Torino 1 Obiettivi
Riferimenti: Levi/Zompì Tecnologia meccanica cap. 6 Giusti/Santochi Tecnologia meccanica cap. 9
 LAVORAZIONI DI FORATURA - ALESATURA Riferimenti: Levi/Zompì Tecnologia meccanica cap. 6 Giusti/Santochi Tecnologia meccanica cap. 9 1 FORATURA 2 FORATURA a z D/2 Moto di taglio: moto rotatorio dell utensile
LAVORAZIONI DI FORATURA - ALESATURA Riferimenti: Levi/Zompì Tecnologia meccanica cap. 6 Giusti/Santochi Tecnologia meccanica cap. 9 1 FORATURA 2 FORATURA a z D/2 Moto di taglio: moto rotatorio dell utensile
Tecnologia dei Processi di Produzione. Tecnologie di Lavorazione Meccanica ad asportazione di truciolo
 Tecnologia dei Processi di Produzione Tecnologie di Lavorazione Meccanica ad asportazione di truciolo Lavorazioni ad asportazione di truciolo: Dalla piallatura in falegnameria... Truciolo alla tornitura
Tecnologia dei Processi di Produzione Tecnologie di Lavorazione Meccanica ad asportazione di truciolo Lavorazioni ad asportazione di truciolo: Dalla piallatura in falegnameria... Truciolo alla tornitura
Asportazione di truciolo. LIUC - Ingegneria Gestionale 1
 Asportazione di truciolo LIUC - Ingegneria Gestionale 1 L asportazione di truciolo Per asportazione di truciolo (taglio e rimozione del materiale) si lavorano a freddo grezzi di fonderia e semilavorati
Asportazione di truciolo LIUC - Ingegneria Gestionale 1 L asportazione di truciolo Per asportazione di truciolo (taglio e rimozione del materiale) si lavorano a freddo grezzi di fonderia e semilavorati
SECONDO CICLO DI LAVORAZIONE PER LA PRODUZIONE DI UN
 Tecnologia Meccanica I SECONDO CICLO DI LAVORAZIONE PER LA PRODUZIONE DI UN PARTICOLARE MECCANICO Dipartimento di Sistemi di produzione ed economia dell Azienda =8 Ciclo di lavorazione = 3.2 Mat. : C40
Tecnologia Meccanica I SECONDO CICLO DI LAVORAZIONE PER LA PRODUZIONE DI UN PARTICOLARE MECCANICO Dipartimento di Sistemi di produzione ed economia dell Azienda =8 Ciclo di lavorazione = 3.2 Mat. : C40
Il ciclo di lavorazione. Industrializzazione prodotto
 Il ciclo di lavorazione Il ciclo di lavorazione definizioni FASE: insieme ordinato di operazioni realizzate presso il medesimo posto di lavoro con o senza lo smontaggio e riposizionamento del pezzo SOTTO-FASE:
Il ciclo di lavorazione Il ciclo di lavorazione definizioni FASE: insieme ordinato di operazioni realizzate presso il medesimo posto di lavoro con o senza lo smontaggio e riposizionamento del pezzo SOTTO-FASE:
I CICLI DI LAVORAZIONE
 Generalità I CICLI DI LAVORAZIONE Si dice CICLO DI LAVORAZIONE tutto l insieme di operazioni necessarie a fabbricare un singolo elemento attraverso una successione di processi tecnologici (fusione, stampaggio,
Generalità I CICLI DI LAVORAZIONE Si dice CICLO DI LAVORAZIONE tutto l insieme di operazioni necessarie a fabbricare un singolo elemento attraverso una successione di processi tecnologici (fusione, stampaggio,
Il ciclo di lavorazione
 Il ciclo di lavorazione Analisi critica del disegno di progetto Riprogettazione del componente (ove necessario) Determinazione dei processi tecnologici e scelta delle macchine utensili Stesura del ciclo
Il ciclo di lavorazione Analisi critica del disegno di progetto Riprogettazione del componente (ove necessario) Determinazione dei processi tecnologici e scelta delle macchine utensili Stesura del ciclo
Il ciclo di lavorazione
 Il ciclo di lavorazione Analisi critica del disegno di progetto Riprogettazione del componente (ove necessario) Determinazione dei processi tecnologici e scelta delle macchine utensili Stesura del ciclo
Il ciclo di lavorazione Analisi critica del disegno di progetto Riprogettazione del componente (ove necessario) Determinazione dei processi tecnologici e scelta delle macchine utensili Stesura del ciclo
Esame di Stato di Istituto Tecnico Industriale Seconda prova scritta
 Esame di Stato di Istituto Tecnico Industriale Seconda prova scritta L'albero conduttore di un piccolo cambio a due velocità deve trasmettere una potenza di 4kW a 78rad/s. Due ruote dentate cilindriche
Esame di Stato di Istituto Tecnico Industriale Seconda prova scritta L'albero conduttore di un piccolo cambio a due velocità deve trasmettere una potenza di 4kW a 78rad/s. Due ruote dentate cilindriche
POLITECNICO DI TORINO TECNOLOGIA MECCANICA IL CICLO DI LAVORAZIONE
 POLITECNICO DI TORINO TECNOLOGIA MECCANICA IL CICLO DI LAVORAZIONE DEFINIZIONE Il ciclo di lavorazione è, in senso lato, la successione logica di tutte le operazioni necessarie per trasformare un pezzo
POLITECNICO DI TORINO TECNOLOGIA MECCANICA IL CICLO DI LAVORAZIONE DEFINIZIONE Il ciclo di lavorazione è, in senso lato, la successione logica di tutte le operazioni necessarie per trasformare un pezzo
Tecnologia Meccanica. Esercitazione
 OR 1 OR Esercizi sull asportazione di truciolo 1) Esercizio 1 2) Esercizio 2 3) Esercizio 3 : A) : I) II) 4) Esercizio 4 5) Esercizio 5 6) Esercizio 6 B) : 1) 2) 3) 4) ornitura Fresatura Foratura Ciclo
OR 1 OR Esercizi sull asportazione di truciolo 1) Esercizio 1 2) Esercizio 2 3) Esercizio 3 : A) : I) II) 4) Esercizio 4 5) Esercizio 5 6) Esercizio 6 B) : 1) 2) 3) 4) ornitura Fresatura Foratura Ciclo
CLASSIFICAZIONI DELLE LAVORAZIONI MECCANICHE
 CLASSIFICAZIONI DELLE LAVORAZIONI MECCANICHE Le lavorazioni meccaniche possono essere classificate secondo diversi criteri. Il criterio che verrà esposto si è dimostrato quello più utile a chiarire tale
CLASSIFICAZIONI DELLE LAVORAZIONI MECCANICHE Le lavorazioni meccaniche possono essere classificate secondo diversi criteri. Il criterio che verrà esposto si è dimostrato quello più utile a chiarire tale
Foratura e lavorazioni complementari. LIUC - Ingegneria Gestionale 1
 Foratura e lavorazioni complementari LIUC - Ingegneria Gestionale 1 Foratura È la più comune delle operazioni effettuate mediante il trapano e serve per ottenere fori di precisione grossolana LIUC - Ingegneria
Foratura e lavorazioni complementari LIUC - Ingegneria Gestionale 1 Foratura È la più comune delle operazioni effettuate mediante il trapano e serve per ottenere fori di precisione grossolana LIUC - Ingegneria
TECNOLOGIE MECCANICHE E DEI MATERIALI
 TECNOLOGIE MECCANICHE E DEI MATERIALI A cosa serve un officina nei laboratori di fisica? Per realizzare gli esperimenti dei LNL sono necessari dei componenti unici, creati appositamente. La presenza di
TECNOLOGIE MECCANICHE E DEI MATERIALI A cosa serve un officina nei laboratori di fisica? Per realizzare gli esperimenti dei LNL sono necessari dei componenti unici, creati appositamente. La presenza di
ESAME DI STATO 2014/2015 INDIRIZZO ITMM MECCANICA MECCATRONICA ED ENERGIA TEMA DI : DISEGNO, PROGETTAZIONE E ORGANIZZAZIONE INDUSTRIALE
 ESAME DI STATO 2014/2015 INDIRIZZO ITMM MECCANICA MECCATRONICA ED ENERGIA Prima parte TEMA DI : DISEGNO, PROGETTAZIONE E ORGANIZZAZIONE INDUSTRIALE A) Dimensionamento dell albero L albero rappresentato
ESAME DI STATO 2014/2015 INDIRIZZO ITMM MECCANICA MECCATRONICA ED ENERGIA Prima parte TEMA DI : DISEGNO, PROGETTAZIONE E ORGANIZZAZIONE INDUSTRIALE A) Dimensionamento dell albero L albero rappresentato
Il ciclo di lavorazione
 Il ciclo di lavorazione Analisi critica del disegno di progetto Riprogettazione del componente (ove necessario) Determinazione dei processi tecnologici e scelta delle macchine utensili Stesura del ciclo
Il ciclo di lavorazione Analisi critica del disegno di progetto Riprogettazione del componente (ove necessario) Determinazione dei processi tecnologici e scelta delle macchine utensili Stesura del ciclo
Rif. Bibliografico: Giusti/Santochi Tecnologia meccanica cap.9
 LAVORAZIONI DI RETTIFICA Rif. Bibliografico: Giusti/Santochi Tecnologia meccanica cap.9 1 Rettifica - le lavorazioni Foto copertina 2 Rettifica - le lavorazioni 3 Rettifica - le lavorazioni Rettifica in
LAVORAZIONI DI RETTIFICA Rif. Bibliografico: Giusti/Santochi Tecnologia meccanica cap.9 1 Rettifica - le lavorazioni Foto copertina 2 Rettifica - le lavorazioni 3 Rettifica - le lavorazioni Rettifica in
-7b - FRESATURA FRESATURA
 -7b - FRESATURA 1 FRESATURA La fresatura è una lavorazione per asportazione di materiale che consente di ottenere una vasta gamma di superfici (piani, scanalature, spallamenti, ecc.) mediante l azione
-7b - FRESATURA 1 FRESATURA La fresatura è una lavorazione per asportazione di materiale che consente di ottenere una vasta gamma di superfici (piani, scanalature, spallamenti, ecc.) mediante l azione
ESAME DI STATO 2012/2013 INDIRIZZO MECCANICA
 ESAME DI STATO 2012/2013 INDIRIZZO MECCANICA TEMA DI:DISEGNO, PROGETTAZIONE, ORGANIZZAZIONE INDUSTRIALE Dimensionamento dell albero L albero rappresentato nell allegato può essere assimilato ad una trave
ESAME DI STATO 2012/2013 INDIRIZZO MECCANICA TEMA DI:DISEGNO, PROGETTAZIONE, ORGANIZZAZIONE INDUSTRIALE Dimensionamento dell albero L albero rappresentato nell allegato può essere assimilato ad una trave
SISTEMI DI BLOCCAGGIO DEL PEZZO SULLA MACCHINA
 SISTEMI DI BLOCCAGGIO DEL PEZZO SULLA MACCHINA SONO DIVERSISSIMI. E opportuno conoscere quelli tipici di più largo impiego. IN OGNI CASO IL BLOCCAGGIO SCELTO DEVE ASSICURARCI: la stabilità del pezzo che
SISTEMI DI BLOCCAGGIO DEL PEZZO SULLA MACCHINA SONO DIVERSISSIMI. E opportuno conoscere quelli tipici di più largo impiego. IN OGNI CASO IL BLOCCAGGIO SCELTO DEVE ASSICURARCI: la stabilità del pezzo che
Presentazione attività di Daniele Orlando
 Presentazione attività di Daniele Orlando La mia attività si è svolta presso il Servizio Tecnologie Meccaniche e dei Materiali dei Laboratori Nazionali di Legnaro. In particolare ho seguito la realizzazione
Presentazione attività di Daniele Orlando La mia attività si è svolta presso il Servizio Tecnologie Meccaniche e dei Materiali dei Laboratori Nazionali di Legnaro. In particolare ho seguito la realizzazione
UTENSILI PER TORNIRE
 di Tecnologia Meccanica UTENSILI PER TORNIRE A cura dei proff. Morotti Giovanni e Santoriello Sergio Utensili per tornire Gli utensili impiegati sul tornio sono numerosi, in relazione alle molteplici operazioni
di Tecnologia Meccanica UTENSILI PER TORNIRE A cura dei proff. Morotti Giovanni e Santoriello Sergio Utensili per tornire Gli utensili impiegati sul tornio sono numerosi, in relazione alle molteplici operazioni
Classificazione delle lavorazioni per asportazione di truciolo
 Classificazione delle lavorazioni per asportazione di truciolo Classificazione secondo i movimenti Moto di taglio Moto di avanzamento Moto di registrazione - rettilineo - alternativo - rotatorio - continuo
Classificazione delle lavorazioni per asportazione di truciolo Classificazione secondo i movimenti Moto di taglio Moto di avanzamento Moto di registrazione - rettilineo - alternativo - rotatorio - continuo
Docente: Ing. P.Zanetti
 Torniturar Docente: Ing. P.Zanetti 1. Introduzione all operazione di tornitura Il moto di taglio (rotatorio) è affidato al pezzo Il moto di avanzamento è affidato all utensile Si ottengono solo pezzi caratterizzati
Torniturar Docente: Ing. P.Zanetti 1. Introduzione all operazione di tornitura Il moto di taglio (rotatorio) è affidato al pezzo Il moto di avanzamento è affidato all utensile Si ottengono solo pezzi caratterizzati
PROGRAMMA SVOLTO Anno Scolastico:2016/2017 MATERIA : TECNOLOGIA MECCANICA DI PRODOTTO E DI PROCESSO MECCANICI /DIURNO CLASSE: 4 C MECCATRONICA
 Anno Scolastico:2016/2017 Pagine 1 di 5 MATERIA : TECNOLOGIA MECCANICA DI PRODOTTO E DI PROCESSO MECCANICI /DIURNO CLASSE: 4 C MECCATRONICA Prof.: Fortunato LAURIA 15 giugno 2017 DOC F. Lauria 15 giugno
Anno Scolastico:2016/2017 Pagine 1 di 5 MATERIA : TECNOLOGIA MECCANICA DI PRODOTTO E DI PROCESSO MECCANICI /DIURNO CLASSE: 4 C MECCATRONICA Prof.: Fortunato LAURIA 15 giugno 2017 DOC F. Lauria 15 giugno
Guida alla fresatura 1/8
 LAVORAZIONE CON FRESE A DISCO Guida alla fresatura 1/8 SCELTA DEL TIPO DI FRESA Troncatura ad esecuzione di cave. Larghezza della fresa: Standard: 5, 6, 8 e 10 mm Speciale: 5,0 12,4 mm Questo tipo di fresa
LAVORAZIONE CON FRESE A DISCO Guida alla fresatura 1/8 SCELTA DEL TIPO DI FRESA Troncatura ad esecuzione di cave. Larghezza della fresa: Standard: 5, 6, 8 e 10 mm Speciale: 5,0 12,4 mm Questo tipo di fresa
ESAME DI STATO DI ISTITUTO TECNICO INDUSTRIALE Indirizzo: MECCANICA. Tema di: DISEGNO, PROGETTAZIONE ED ORGANIZZAZIONE INDUSTRIALE
 ESAME DI STATO DI ISTITUTO TECNICO INDUSTRIALE Indirizzo: MECCANICA Tema di: DISEGNO, PROGETTAZIONE ED ORGANIZZAZIONE INDUSTRIALE L'albero conduttore di un piccolo cambio a due velocità deve trasmettere
ESAME DI STATO DI ISTITUTO TECNICO INDUSTRIALE Indirizzo: MECCANICA Tema di: DISEGNO, PROGETTAZIONE ED ORGANIZZAZIONE INDUSTRIALE L'albero conduttore di un piccolo cambio a due velocità deve trasmettere
Collegamenti tra albero e mozzo
 Collegamenti tra albero e mozzo L albero è un corpo cilindrico a più gradini su cui sono calettati gli organi rotanti, da cui riceve o a cui trasmette il moto Supporti Gli elementi caratteristici degli
Collegamenti tra albero e mozzo L albero è un corpo cilindrico a più gradini su cui sono calettati gli organi rotanti, da cui riceve o a cui trasmette il moto Supporti Gli elementi caratteristici degli
Le Macchine Utensili Lavorazioni per asportazione di truciolo. A cura di Massimo Reboldi
 Le Macchine Utensili Lavorazioni per asportazione di truciolo A cura di Massimo Reboldi Le macchine utensili La macchina utensile è la madre di tutte le battaglie; Da essa dipendono tutti i beni, sia di
Le Macchine Utensili Lavorazioni per asportazione di truciolo A cura di Massimo Reboldi Le macchine utensili La macchina utensile è la madre di tutte le battaglie; Da essa dipendono tutti i beni, sia di
COMPITO DI TECNOLOGIA MECCANICA
 COMPIO DI ECNOLOGIA MECCANICA 1) Ipotizzando di dover lavorare un grezzo (ø120 x 150) di acciaio con carico di rottura di 850 N/mm 2 con i seguenti vincoli riportati si calcoli per ogni operazione il tempo
COMPIO DI ECNOLOGIA MECCANICA 1) Ipotizzando di dover lavorare un grezzo (ø120 x 150) di acciaio con carico di rottura di 850 N/mm 2 con i seguenti vincoli riportati si calcoli per ogni operazione il tempo
le lavorazioni a freddo asportazione di
 le lavorazioni a freddo asportazione di le lavorazioni ad asportazione di truciolo la struttura truciolo delle macchine utensili lo studio del processo di asportazione di truciolo riveste un importanza
le lavorazioni a freddo asportazione di le lavorazioni ad asportazione di truciolo la struttura truciolo delle macchine utensili lo studio del processo di asportazione di truciolo riveste un importanza
Tecnologia Meccanica FRESATURA. Tecnologia Meccanica FRESATURA
 FRESATURA 1 FRESATURA La fresatura è una lavorazione per asportazione di materiale che consente di ottenere una vasta gamma di superfici (piani, scanalature, spallamenti, ecc.) mediante l azione di un
FRESATURA 1 FRESATURA La fresatura è una lavorazione per asportazione di materiale che consente di ottenere una vasta gamma di superfici (piani, scanalature, spallamenti, ecc.) mediante l azione di un
ESERCITAZIONE -- ASTA PORTACOMPARATORE
 ESERCITAZIONE -- ASTA PORTACOMPARATORE 1 Progettare l asta di un comparatore (determinarne diametro e materiale) OBIETTIVO minimizzare il costo F VINCOLI FUNZIONALI freccia massima di inflessione, tolleranza
ESERCITAZIONE -- ASTA PORTACOMPARATORE 1 Progettare l asta di un comparatore (determinarne diametro e materiale) OBIETTIVO minimizzare il costo F VINCOLI FUNZIONALI freccia massima di inflessione, tolleranza
Asportazione di truciolo. LIUC - Ingegneria Gestionale 1
 Asportazione di truciolo LIUC - Ingegneria Gestionale 1 L asportazione di truciolo Per asportazione di truciolo (taglio e rimozione del materiale) si lavorano a freddo grezzi di fonderia e semilavorati
Asportazione di truciolo LIUC - Ingegneria Gestionale 1 L asportazione di truciolo Per asportazione di truciolo (taglio e rimozione del materiale) si lavorano a freddo grezzi di fonderia e semilavorati
Tecnologia Meccanica. Cicli di Lavorazione
 OR 1 OR Generalità Si dice CICLO LAORAZIONE tutto l insieme di operazioni necessarie a fabbricare un singolo elemento attraverso una successione di processi tecnologici (fusione, stampaggio, lavorazioni
OR 1 OR Generalità Si dice CICLO LAORAZIONE tutto l insieme di operazioni necessarie a fabbricare un singolo elemento attraverso una successione di processi tecnologici (fusione, stampaggio, lavorazioni
Profili laminati di alta qualità
 L'acciaio antiusura Profili laminati di alta qualità STEEL FOR LIFE WARRANTY ESTRONG è un acciaio legato a basso contenuto di Carbonio e con elevati tenori di Boro, Molibdeno e Nichel, tali da ottimizzare
L'acciaio antiusura Profili laminati di alta qualità STEEL FOR LIFE WARRANTY ESTRONG è un acciaio legato a basso contenuto di Carbonio e con elevati tenori di Boro, Molibdeno e Nichel, tali da ottimizzare
P: potenza in kw, n: numero di giri R: raggio puleggia in metri B = 1,1 b + 10 mm dove: B: larghezza corona l = B dove l : lunghezza mozzo puleggia
 ESERCIZIO Si deve provvedere all accoppiamento, con un riduttore a ruote dentate cilindriche a denti diritti, tra un motore asincrono trifase e un albero, rappresentato nello schema, che a sua volta trasmette
ESERCIZIO Si deve provvedere all accoppiamento, con un riduttore a ruote dentate cilindriche a denti diritti, tra un motore asincrono trifase e un albero, rappresentato nello schema, che a sua volta trasmette
FRESATURA. Fresatura periferica
 FRESATURA La fresatura è una lavorazione per asportazione di materiale che consente di ottenere una vasta gamma di superfici (piani, spallamenti, scanalature, ecc.) mediante l azione di un utensile pluritagliente
FRESATURA La fresatura è una lavorazione per asportazione di materiale che consente di ottenere una vasta gamma di superfici (piani, spallamenti, scanalature, ecc.) mediante l azione di un utensile pluritagliente
FRESATURA. Fresatura 1
 FRESATURA -FR Fresatura 1 FRESATURA La fresatura è una lavorazione per asportazione di materiale che consente di ottenere una vasta gamma di superfici (piani, scanalature, spallamenti, ecc.) mediante l
FRESATURA -FR Fresatura 1 FRESATURA La fresatura è una lavorazione per asportazione di materiale che consente di ottenere una vasta gamma di superfici (piani, scanalature, spallamenti, ecc.) mediante l
 Tecnologia Meccanica 2 Tecnologie e Sistemi di Lavorazione Lavorazione di tornitura Lavorazione che ha lo scopo di ottenere superfici di rivoluzione variamente conformate. Moti caratteristici Moto di taglio
Tecnologia Meccanica 2 Tecnologie e Sistemi di Lavorazione Lavorazione di tornitura Lavorazione che ha lo scopo di ottenere superfici di rivoluzione variamente conformate. Moti caratteristici Moto di taglio
TRATTAMENTI TERMICI DEI MATERIALI FERROSI
 TRATTAMENTI TERMICI DEI MATERIALI FERROSI Tempra Processi di tempra A seconda di come viene eseguito il trattamento, consentono di ottenere: un cambiamento di struttura totale a temperatura ambiente con
TRATTAMENTI TERMICI DEI MATERIALI FERROSI Tempra Processi di tempra A seconda di come viene eseguito il trattamento, consentono di ottenere: un cambiamento di struttura totale a temperatura ambiente con
Rettificatura. LIUC - Ingegneria Gestionale 1
 Rettificatura LIUC - Ingegneria Gestionale 1 Rettificatura Consiste in un asportazione di sovrametallo in piccolissimi trucioli mediante utensili detti mole formate da grani abrasivi uniti da un legante
Rettificatura LIUC - Ingegneria Gestionale 1 Rettificatura Consiste in un asportazione di sovrametallo in piccolissimi trucioli mediante utensili detti mole formate da grani abrasivi uniti da un legante
Lavorazioni per asportazione di truciolo.
 Lavorazioni per asportazione di truciolo carmelo.demaria@unipi.it Asportazione di materiale Dalla piallatura in falegnameria... Truciolo alla tornitura in officina Asportazione di materiale Taglio Abrasivi
Lavorazioni per asportazione di truciolo carmelo.demaria@unipi.it Asportazione di materiale Dalla piallatura in falegnameria... Truciolo alla tornitura in officina Asportazione di materiale Taglio Abrasivi
IL PRODOTTO DA REALIZZARE
 IL PRODOTTO DA REALIZZARE Produzione metalmeccanica 1 Parte 1: analisi della funzionalità del prodotto La trancia Una cinghia cui viene impresso un moto rotatorio da un motore esterno è collegata alla
IL PRODOTTO DA REALIZZARE Produzione metalmeccanica 1 Parte 1: analisi della funzionalità del prodotto La trancia Una cinghia cui viene impresso un moto rotatorio da un motore esterno è collegata alla
Foratura. Moto di taglio utensile rotatorio. Moto di avanzamento utensile. Moto di registrazione pezzo. lavorazioni. Asportazione di truciolo 120
 Foratura Moto di taglio utensile rotatorio Moto di avanzamento utensile rettilineo Moto di registrazione utensile pezzo Moto di lavoro elicoidale lavorazioni Asportazione di truciolo 120 Struttura trapani
Foratura Moto di taglio utensile rotatorio Moto di avanzamento utensile rettilineo Moto di registrazione utensile pezzo Moto di lavoro elicoidale lavorazioni Asportazione di truciolo 120 Struttura trapani
SCELTA DEL TIPO DI INSERTO/FRESA
 FRESATURA DI SPALLAMENTI RETTI SCELTA DEL TIPO DI INSERTO/FRESA Per l esecuzione di spallamenti retti è necessaria una fresa con un angolo di registrazione di 90. Inoltre, l angolo di 90 permette di limitare
FRESATURA DI SPALLAMENTI RETTI SCELTA DEL TIPO DI INSERTO/FRESA Per l esecuzione di spallamenti retti è necessaria una fresa con un angolo di registrazione di 90. Inoltre, l angolo di 90 permette di limitare
LAVORAZIONI INDUSTRIALI
 TORNITURA 1 LAVORAZIONI INDUSTRIALI Nelle lavorazioni industriali per asportazione di truciolo sono sempre presenti: Pezzo Grezzo Macchina Utensile Utensile Attrezzatura 2 1 TORNITURA 3 TORNITURA Obiettivo:
TORNITURA 1 LAVORAZIONI INDUSTRIALI Nelle lavorazioni industriali per asportazione di truciolo sono sempre presenti: Pezzo Grezzo Macchina Utensile Utensile Attrezzatura 2 1 TORNITURA 3 TORNITURA Obiettivo:
Stage Estivo 2002 INFN-Laboratori Nazionali di Frascati SSCR-Officina Meccanica
 Stage Estivo 2002 INFN-Laboratori Nazionali di Frascati SSCR-Officina Meccanica Stagisti: Fabrizio Pacchetti Fulvio Ricci Tutori: Giovanni Bisogni Alberto De Paolis Durante lo svolgimento dello stage presso
Stage Estivo 2002 INFN-Laboratori Nazionali di Frascati SSCR-Officina Meccanica Stagisti: Fabrizio Pacchetti Fulvio Ricci Tutori: Giovanni Bisogni Alberto De Paolis Durante lo svolgimento dello stage presso
ESAME DI STATO 2008/09 INDIRIZZO MECCANICA TEMA DI : DISEGNO, PROGETTAZIONE, ORGANIZZAZIONE INDUSTRIALE
 ESAME DI STATO 2008/09 INDIRIZZO MECCANICA TEMA DI : DISEGNO, PROGETTAZIONE, ORGANIZZAZIONE INDUSTRIALE Verifica di stabilità dell albero L albero rappresentato nell allegato può essere assimilato ad una
ESAME DI STATO 2008/09 INDIRIZZO MECCANICA TEMA DI : DISEGNO, PROGETTAZIONE, ORGANIZZAZIONE INDUSTRIALE Verifica di stabilità dell albero L albero rappresentato nell allegato può essere assimilato ad una
Quotatura. Prof. Giorgio Colombo Dipartimento di Meccanica III FACOLTA DI ARCHITETTURA DISEGNO INDUSTRIALE POLITECNICO DI MILANO 1
 Knowledge Aided Engineering Manufacturing and Related Technologies DISEGNO TECNICO INDUSTRIALE Quotatura Prof. Giorgio Colombo Dipartimento di Meccanica POLITECNICO DI MILANO 1... nella precedente lezione
Knowledge Aided Engineering Manufacturing and Related Technologies DISEGNO TECNICO INDUSTRIALE Quotatura Prof. Giorgio Colombo Dipartimento di Meccanica POLITECNICO DI MILANO 1... nella precedente lezione
Nel nostro Webshop potete Lunghezza: mm
 PräziPlan acciaio piatto di precisione (a norma DIN 59350) Esecuzione: Spessore rettificato, larghezza lavorata di precisione / rettificata, lavorazione senza decarburazione su tutti i lati Tolleranze:
PräziPlan acciaio piatto di precisione (a norma DIN 59350) Esecuzione: Spessore rettificato, larghezza lavorata di precisione / rettificata, lavorazione senza decarburazione su tutti i lati Tolleranze:
MACCHINA TRANSFER AD ALTE PRESTAZIONI
 INDICE: TRANSFER - Componenti - Moduli - Tecnologia L evoluzione tecnologica, le nuove normative sugli ottoni senza piombo, la necessità sempre presente di aumentare efficienza e produttività delle nostre
INDICE: TRANSFER - Componenti - Moduli - Tecnologia L evoluzione tecnologica, le nuove normative sugli ottoni senza piombo, la necessità sempre presente di aumentare efficienza e produttività delle nostre
QUOTATURA PARTE 2. î IN QUESTA LEZIONE PROF. CATERINA RIZZI DIPARTIMENTO DI INGEGNERIA GESTIONALE,
 QUOTATURA PARTE 2 PROF. CATERINA RIZZI DIPARTIMENTO DI INGEGNERIA GESTIONALE, DELL INFORMAZIONE E DELLA PRODUZIONE î IN QUESTA LEZIONE CLASSIFICAZIONE punto di vista geometrico quote di grandezza quote
QUOTATURA PARTE 2 PROF. CATERINA RIZZI DIPARTIMENTO DI INGEGNERIA GESTIONALE, DELL INFORMAZIONE E DELLA PRODUZIONE î IN QUESTA LEZIONE CLASSIFICAZIONE punto di vista geometrico quote di grandezza quote
 6 7 Meccanismo di funzionamento Il fenomeno fisicoi alla base del funzionamento di un accoppiamento filettato e l ATTRITO. L avvitamento di una vite (sup. esterna) nella madrevite (sup. interna) genera:
6 7 Meccanismo di funzionamento Il fenomeno fisicoi alla base del funzionamento di un accoppiamento filettato e l ATTRITO. L avvitamento di una vite (sup. esterna) nella madrevite (sup. interna) genera:
85 - Precondizioni per la Lavorazione di Brocciatura
 85 - Precondizioni per la Lavorazione di Si utilizza il software CPL. Il tempo di una passata è dato dal tempo di lavoro dell utensile più il suo ritorno alla posizione di partenza: si utilizza quindi
85 - Precondizioni per la Lavorazione di Si utilizza il software CPL. Il tempo di una passata è dato dal tempo di lavoro dell utensile più il suo ritorno alla posizione di partenza: si utilizza quindi
Fondamenti per la Programmazione delle Macchine a Controllo Numerico
 Fondamenti per la Programmazione delle Macchine a Controllo Numerico Sistemi di Coordinate I sistemi di coordinate, permettono al programmatore di definire i punti caratteristici del profilo da lavorare.
Fondamenti per la Programmazione delle Macchine a Controllo Numerico Sistemi di Coordinate I sistemi di coordinate, permettono al programmatore di definire i punti caratteristici del profilo da lavorare.
Aumentare la produttività in assoluto silenzio. Silent Tools
 Aumentare la produttività in assoluto silenzio Silent Tools Godetevi il silenzio Silent Tools è da lungo tempo un marchio affermato per una famiglia di utensili antivibranti per tornitura, fresatura, barenatura
Aumentare la produttività in assoluto silenzio Silent Tools Godetevi il silenzio Silent Tools è da lungo tempo un marchio affermato per una famiglia di utensili antivibranti per tornitura, fresatura, barenatura
Profili laminati di alta qualità
 L'acciaio antiusura Profili laminati di alta qualità ESTRONG è un acciaio legato a basso contenuto di Carbonio e con elevati tenori di Boro, Molibdeno e Nichel, tali da ottimizzare le caratteristiche meccaniche
L'acciaio antiusura Profili laminati di alta qualità ESTRONG è un acciaio legato a basso contenuto di Carbonio e con elevati tenori di Boro, Molibdeno e Nichel, tali da ottimizzare le caratteristiche meccaniche
2003/2004 MACCHINE UTENSILI MOTI DI TAGLIO
 2003/2004 MACCHINE UTENSILI MOTI DI TAGLIO Si dicono macchine utensili quelle che consentono la lavorazione di pezzi di varie forme e misure asportando materiale sotto forma di trucioli mediante uno o
2003/2004 MACCHINE UTENSILI MOTI DI TAGLIO Si dicono macchine utensili quelle che consentono la lavorazione di pezzi di varie forme e misure asportando materiale sotto forma di trucioli mediante uno o
Tecnologia Meccanica. Il Ciclo di Lavorazione 1
 ERGATA PARTIMENTO INGEGNERIA 1 ERGATA PARTIMENTO INGEGNERIA 1. Fonti Giusti M., Santochi F., e studi di fabbricazione, Casa Editrice Ambrosiana Cap.9 2 ERGATA PARTIMENTO INGEGNERIA Generalità Si dice CICLO
ERGATA PARTIMENTO INGEGNERIA 1 ERGATA PARTIMENTO INGEGNERIA 1. Fonti Giusti M., Santochi F., e studi di fabbricazione, Casa Editrice Ambrosiana Cap.9 2 ERGATA PARTIMENTO INGEGNERIA Generalità Si dice CICLO
Nuova linea di fresatura positiva multi tagliente
 Dicembre 2015 1/9 Nuova linea di fresatura positiva multi tagliente 2/9 Con l'utilizzo sempre maggiore di centri di lavoro di bassa potenza, TaeguTec introduce la sua nuova linea di inserti di fresatura
Dicembre 2015 1/9 Nuova linea di fresatura positiva multi tagliente 2/9 Con l'utilizzo sempre maggiore di centri di lavoro di bassa potenza, TaeguTec introduce la sua nuova linea di inserti di fresatura
TECNOLOGIA MECCANICA. Parte 11
 TECNOLOGIA MECCANICA Parte 11 Con la fresatura si o=engono numerose @pologie di superfici: piane o complesse, scanalatura semplici e complesse, smussi, sedi di lingue=e e chiave=e, ruote dentate. I mo@
TECNOLOGIA MECCANICA Parte 11 Con la fresatura si o=engono numerose @pologie di superfici: piane o complesse, scanalatura semplici e complesse, smussi, sedi di lingue=e e chiave=e, ruote dentate. I mo@
IL TAGLIO ORBITALE DELLE VITI SENZA FINE UNA TECNOLOGIA ECOSOSTENIBILE
 IL TAGLIO ORBITALE DELLE VITI SENZA FINE UNA TECNOLOGIA ECOSOSTENIBILE Marco Benincasa (Benincasa Meccanica) Giampaolo Giacomozzi (Varvel SpA) Massimiliano Turci (Studio Tecnico Turci) Riduttori a vite
IL TAGLIO ORBITALE DELLE VITI SENZA FINE UNA TECNOLOGIA ECOSOSTENIBILE Marco Benincasa (Benincasa Meccanica) Giampaolo Giacomozzi (Varvel SpA) Massimiliano Turci (Studio Tecnico Turci) Riduttori a vite
Processi per asportazione C.N. Processi per asportazione C.N. Generalità sui parametri di taglio. La tornitura
 Processi per asportazione C.N. Processi per asportazione C.N. Generalità sui parametri di taglio Foratura, fresatura e rettifica Il controllo numerico (C.N.) Ottimizzazione del processo 2 2006 Politecnico
Processi per asportazione C.N. Processi per asportazione C.N. Generalità sui parametri di taglio Foratura, fresatura e rettifica Il controllo numerico (C.N.) Ottimizzazione del processo 2 2006 Politecnico
Processi per asportazione C.N. Processi per asportazione C.N. Generalità sui parametri di taglio
 Processi per asportazione C.N. Processi per asportazione C.N. La tornitura Foratura, fresatura e rettifica Il controllo numerico (C.N.) Ottimizzazione del processo 2 2006 Politecnico di Torino 1 Obiettivi
Processi per asportazione C.N. Processi per asportazione C.N. La tornitura Foratura, fresatura e rettifica Il controllo numerico (C.N.) Ottimizzazione del processo 2 2006 Politecnico di Torino 1 Obiettivi
Rullatura a freddo di trasmissioni cardaniche
 Rullatura a freddo di trasmissioni cardaniche 1. Rullatura a freddo di trasmissioni cardaniche... 1 1.1 Dentature... 1 1.2 Materiali... 1 1.3 Precisione di dentatura... 2 1.4 Modulo... 2 1.5 Esempio velocità
Rullatura a freddo di trasmissioni cardaniche 1. Rullatura a freddo di trasmissioni cardaniche... 1 1.1 Dentature... 1 1.2 Materiali... 1 1.3 Precisione di dentatura... 2 1.4 Modulo... 2 1.5 Esempio velocità
ITS MAKER Modulo industrializzazione di prodotto. Modena, febbraio 2017
 ITS MAKER Modulo industrializzazione di prodotto Modena, febbraio 2017 Classificazione delle attrezzature Universali: reperibili in commercio (morse, autocentranti, divisori etc.) Componibili: utilizzano
ITS MAKER Modulo industrializzazione di prodotto Modena, febbraio 2017 Classificazione delle attrezzature Universali: reperibili in commercio (morse, autocentranti, divisori etc.) Componibili: utilizzano
Linee guida per le quotature
 Linee guida per le quotature Disegno di Macchine: materiale di supporto alle Nel disegno meccanico attraverso la quotatura si precisano le dimensioni del componente, rendendo possibile la sua realizzazione
Linee guida per le quotature Disegno di Macchine: materiale di supporto alle Nel disegno meccanico attraverso la quotatura si precisano le dimensioni del componente, rendendo possibile la sua realizzazione
INTRODUZIONE ALLE MACCHINE UTENSILI
 INTRODUZIONE ALLE MACCHINE UTENSILI Definizione di M.U. Moti di taglio e avanzamento Velocità di taglio Utensili monotaglienti e a più taglienti Il truciolo DEFINIZIONE Si definiscono macchine utensili
INTRODUZIONE ALLE MACCHINE UTENSILI Definizione di M.U. Moti di taglio e avanzamento Velocità di taglio Utensili monotaglienti e a più taglienti Il truciolo DEFINIZIONE Si definiscono macchine utensili
Trasmissione di potenza
 Trasmissione di potenza Alberi Lo scopo di questi appunti è quello di introdurre alla comprensione della funzione degli alberi e alle loro regole di disegno e rappresentazione. Esercitarsi nella rappresentazione
Trasmissione di potenza Alberi Lo scopo di questi appunti è quello di introdurre alla comprensione della funzione degli alberi e alle loro regole di disegno e rappresentazione. Esercitarsi nella rappresentazione
SFU (DIN FORMA B)
") Indice 1.1 Tipo di ricircolo pag. 4 1.2 Profilo del filetto pag. 4 2.1 Materiali pag. 5 2.2 Lubrificazione pag. 5 2.3 Protezione del filetto pag. 5 3.1 Classi di precisione pag. 6 3.2 Tolleranze geometriche
Indice 1.1 Tipo di ricircolo pag. 4 1.2 Profilo del filetto pag. 4 2.1 Materiali pag. 5 2.2 Lubrificazione pag. 5 2.3 Protezione del filetto pag. 5 3.1 Classi di precisione pag. 6 3.2 Tolleranze geometriche
Corso di Tecnologia Meccanica
 Corso di Tecnologia Meccanica Modulo 4.4 Lavorazioni per asportazione di truciolo LIUC - Ingegneria Gestionale 1 Lavorazioni a moto di taglio rettilineo LIUC - Ingegneria Gestionale 2 Lavorazioni a moto
Corso di Tecnologia Meccanica Modulo 4.4 Lavorazioni per asportazione di truciolo LIUC - Ingegneria Gestionale 1 Lavorazioni a moto di taglio rettilineo LIUC - Ingegneria Gestionale 2 Lavorazioni a moto
CENTRO DI TORNITURA E FRESATURA ML 1000
 CENTRO DI TORNITURA E FRESATURA ML 1000 Indice 1. Dati tecnici 2. Descrizione tecnica 1. DATI TECNICI Diametro tornibile mm 1100 Diametro volteggiabile mm 1300 Altezza d albero minima per carico/scarico
CENTRO DI TORNITURA E FRESATURA ML 1000 Indice 1. Dati tecnici 2. Descrizione tecnica 1. DATI TECNICI Diametro tornibile mm 1100 Diametro volteggiabile mm 1300 Altezza d albero minima per carico/scarico
UN AZIENDA FATTA DI PERSONE
 UN AZIENDA FATTA DI PERSONE L'AZIENDA La ditta SALA, nata negli anni 50 come studio di progettazione meccanica, ha iniziato fin dai primi anni 60 la costruzione di macchine di tornitura di precisione.
UN AZIENDA FATTA DI PERSONE L'AZIENDA La ditta SALA, nata negli anni 50 come studio di progettazione meccanica, ha iniziato fin dai primi anni 60 la costruzione di macchine di tornitura di precisione.
MU CNC I COMPONENTI MECCANICI. Tornio parallelo costruito intorno al 1900
 MU CNC I COMPONENTI MECCANICI Tornio parallelo costruito intorno al 1900 Tornio con volano, manovella e pedale da uno schizzo di Leonardo da Vinci (XVI sec.) TORNIO Disposizione del bancale inclinata di
MU CNC I COMPONENTI MECCANICI Tornio parallelo costruito intorno al 1900 Tornio con volano, manovella e pedale da uno schizzo di Leonardo da Vinci (XVI sec.) TORNIO Disposizione del bancale inclinata di
Inserto piccolo ma dal robusto bloccagggio a coda di rondine
 ecember 2014 1/9 Inserto piccolo ma dal robusto bloccagggio a coda di rondine 2/9 Inserto piccolo ma dal robusto bloccagggio a coda di rondine TaeguTec è orgogliosa di presentare una nuova linea di prodotti
ecember 2014 1/9 Inserto piccolo ma dal robusto bloccagggio a coda di rondine 2/9 Inserto piccolo ma dal robusto bloccagggio a coda di rondine TaeguTec è orgogliosa di presentare una nuova linea di prodotti
TOLLERANZE PER BARRE FINITE A FREDDO
 Azienda METALLURGICA VENETA TOLLERANZE PER BARRE FINITE A FREDDO astm a 108-03 TAB. A 1.1 Barre in acciaio pollici / MilliMeTri contenuto di carbonio MaX 0,28 % o Minore contenuto di carbonio oltre 0,28
Azienda METALLURGICA VENETA TOLLERANZE PER BARRE FINITE A FREDDO astm a 108-03 TAB. A 1.1 Barre in acciaio pollici / MilliMeTri contenuto di carbonio MaX 0,28 % o Minore contenuto di carbonio oltre 0,28
Tema E Stage Luca Grigoletto Luca Lazzarini Luca Toscan Giovanni Stella Federico Ettori
 TECNOLOGIE MECCANICHE E DEI MATERIALI Tema E Stage 2015 Luca Grigoletto Luca Lazzarini Luca Toscan Giovanni Stella Federico Ettori I IC FF O NA Perché un officina nel INFN? Un officina serve per la manutenzione
TECNOLOGIE MECCANICHE E DEI MATERIALI Tema E Stage 2015 Luca Grigoletto Luca Lazzarini Luca Toscan Giovanni Stella Federico Ettori I IC FF O NA Perché un officina nel INFN? Un officina serve per la manutenzione
ALBERI DI PRECISIONE
 ALBERI DI PRECISIONE Protezione e imballaggi Lavorazioni meccaniche alberi Chi siamo Gli alberi di precisione SAMEC in acciaio, vengono protetti contro l ossidazione da uno speciale olio antiruggine. L
ALBERI DI PRECISIONE Protezione e imballaggi Lavorazioni meccaniche alberi Chi siamo Gli alberi di precisione SAMEC in acciaio, vengono protetti contro l ossidazione da uno speciale olio antiruggine. L
Dispensa di LAVORAZIONE alle M.U. asportazione del truciolo
 Dispensa di LAVORAZIONE alle M.U. asportazione del truciolo TABELLE PARAMETRI TECNICI ISTRUZIONI AL CALCOLO DEI PARAMETRI TECNICI Redatto da Cipro Massimo 14 Novembre 2005 Ultima revisione: 24/02/2011
Dispensa di LAVORAZIONE alle M.U. asportazione del truciolo TABELLE PARAMETRI TECNICI ISTRUZIONI AL CALCOLO DEI PARAMETRI TECNICI Redatto da Cipro Massimo 14 Novembre 2005 Ultima revisione: 24/02/2011
Tolleranze per Barre Finite a Freddo
 Tolleranze per Barre Finite a Freddo ASTM A 108-03 TAB. A 1.1 Barre in acciaio pollici / millimetri CONTENUTO DI CARBONIO MAX 0,28 % O MINORE CONTENUTO DI CARBONIO OLTRE 0,28 % FINO A 0,55% INCLUSO SEZIONE
Tolleranze per Barre Finite a Freddo ASTM A 108-03 TAB. A 1.1 Barre in acciaio pollici / millimetri CONTENUTO DI CARBONIO MAX 0,28 % O MINORE CONTENUTO DI CARBONIO OLTRE 0,28 % FINO A 0,55% INCLUSO SEZIONE
Il ciclo di lavorazione
 INTRODUZIONE AI CICLI DI LAVORAZIONE 1 Il ciclo di lavorazione DEFINIZIONE: Si dice CICLO DI LAVORAZIONE tutto l insieme di operazioni necessarie a fabbricare un singolo elemento attraverso una successione
INTRODUZIONE AI CICLI DI LAVORAZIONE 1 Il ciclo di lavorazione DEFINIZIONE: Si dice CICLO DI LAVORAZIONE tutto l insieme di operazioni necessarie a fabbricare un singolo elemento attraverso una successione
Il ciclo di lavorazione
 Il ciclo di lavorazione Analisi critica del disegno di progetto Riprogettazione del componente (ove necessario) Determinazione dei processi tecnologici e scelta delle macchine utensili Stesura del ciclo
Il ciclo di lavorazione Analisi critica del disegno di progetto Riprogettazione del componente (ove necessario) Determinazione dei processi tecnologici e scelta delle macchine utensili Stesura del ciclo
LAVORAZIONE DEI FORI. TRAPANI
 di Tecnologia Meccanica LAVORAZIONE DEI FORI. TRAPANI A cura dei proff. Morotti Giovanni e Santoriello Sergio Lavorazione dei fori. Trapani Le macchine per forare sono chiamate trapanomotrici o trapani.
di Tecnologia Meccanica LAVORAZIONE DEI FORI. TRAPANI A cura dei proff. Morotti Giovanni e Santoriello Sergio Lavorazione dei fori. Trapani Le macchine per forare sono chiamate trapanomotrici o trapani.
Scheda. Descrizione della macchina. chiamato: fresa (figura 1).
.") Scheda 5 Lavorazione: Macchina: FRESATURA FRESATRICE Descrizione della macchina Le frese sono macchine utensili destinate alla lavorazione di superfici piane, di scanalature a profilo semplice o complesso,
Scheda 5 Lavorazione: Macchina: FRESATURA FRESATRICE Descrizione della macchina Le frese sono macchine utensili destinate alla lavorazione di superfici piane, di scanalature a profilo semplice o complesso,
Fresatura. LIUC - Ingegneria Gestionale 1
 Fresatura LIUC - Ingegneria Gestionale 1 Fresatura È un operazione che consente di realizzare in generale: Superfici piane Scanalature e cave di forma semplice e complessa Denti di ruote dentate Per fresare
Fresatura LIUC - Ingegneria Gestionale 1 Fresatura È un operazione che consente di realizzare in generale: Superfici piane Scanalature e cave di forma semplice e complessa Denti di ruote dentate Per fresare
efi Hartner Multiplexlex è pensare in grande!
 efi Hartner Multiplexlex è pensare in grande! multiplexlex Hartner Foratura a spirale con placchetta intercambiabile Nuova placchetta intercambiabile MP 05 con geometria die taglienti ottimizzata Art.
efi Hartner Multiplexlex è pensare in grande! multiplexlex Hartner Foratura a spirale con placchetta intercambiabile Nuova placchetta intercambiabile MP 05 con geometria die taglienti ottimizzata Art.
L INDUSTRIA MECCANICA
 Centro di formazione Clerici Lecco e e Merate Associazione Piccole e Medie Industrie della provincia di Lecco Progetto per L INDUSTRIA MECCANICA Corso di formazione Professionale per Operatore Meccanico
Centro di formazione Clerici Lecco e e Merate Associazione Piccole e Medie Industrie della provincia di Lecco Progetto per L INDUSTRIA MECCANICA Corso di formazione Professionale per Operatore Meccanico
(16MnCr5) (21MnCr5)
 (21MnCr5)") P1 AISI 5115, BS 527 A 19, AFNOR 16 MC 5 Acciaio da cementazione per la produzione di componenti fortemente sollecitati e resistenti all'usura di qualsiasi tipo. Codice cromatico: verde chiaro (1.7131)
P1 AISI 5115, BS 527 A 19, AFNOR 16 MC 5 Acciaio da cementazione per la produzione di componenti fortemente sollecitati e resistenti all'usura di qualsiasi tipo. Codice cromatico: verde chiaro (1.7131)
EN FLANGE. flanges
 EN 9.1 FLANGE flanges ESTRATTO DALLE NORME EN 9.1 PER FLANGE PER TUBAZIONI Scopo e campo di applicazione La presente norma europea specifica i requisiti riguardanti le flange circolari di acciaio con designazioni
EN 9.1 FLANGE flanges ESTRATTO DALLE NORME EN 9.1 PER FLANGE PER TUBAZIONI Scopo e campo di applicazione La presente norma europea specifica i requisiti riguardanti le flange circolari di acciaio con designazioni
Sistema modulare Coromant EH
 Sistema modulare Coromant EH Flessibilità di attrezzamento per piccoli diametri Per salvaguardare la redditività dell asportazione del metallo, è indispensabile raggiungere parti del componente di difficile
Sistema modulare Coromant EH Flessibilità di attrezzamento per piccoli diametri Per salvaguardare la redditività dell asportazione del metallo, è indispensabile raggiungere parti del componente di difficile
IL TRAPANO SENSITIVO MOTO DI TAGLIO MOTO DI AVANZAMENTO
 1 I trapani sono le macchine impiegate nella foratura. Essi possono suddividersi in: sensitive a colonna radiali universali multiple. IL TRAPANO SENSITIVO Il trapano sensitivo è il tipo più semplice per
1 I trapani sono le macchine impiegate nella foratura. Essi possono suddividersi in: sensitive a colonna radiali universali multiple. IL TRAPANO SENSITIVO Il trapano sensitivo è il tipo più semplice per
Corso di controllo numerico (Cnc iso)
") Corso di controllo numerico (Cnc iso) A cura di Ferrarese Adolfo. - Copyright 2007 - Ferrarese Adolfo - Tutti i diritti riservati - 1 Prefazione: Il corso si articola in 8 sezioni: 7 lezioni più un'ampia
Corso di controllo numerico (Cnc iso) A cura di Ferrarese Adolfo. - Copyright 2007 - Ferrarese Adolfo - Tutti i diritti riservati - 1 Prefazione: Il corso si articola in 8 sezioni: 7 lezioni più un'ampia
M296 - ESAME DI STATO DI ISTITUTO TECNICO INDUSTRIALE
 Pag. 1/1 Sessione ordinaria 007 Seconda prova scritta M96 - ESAME DI STATO DI ISTITUTO TECNICO INDUSTRIALE CORSO DI ORDINAMENTO Indirizzo: MECCANICA Tema di: DISEGNO, PROGETTAZIONE ED ORGANIZZAZIONE INDUSTRIALE
Pag. 1/1 Sessione ordinaria 007 Seconda prova scritta M96 - ESAME DI STATO DI ISTITUTO TECNICO INDUSTRIALE CORSO DI ORDINAMENTO Indirizzo: MECCANICA Tema di: DISEGNO, PROGETTAZIONE ED ORGANIZZAZIONE INDUSTRIALE
Hartner. Sbavatori. Sbavature a macchina, interne ed esterne
 Hartner Sbavatori Sbavature a macchina, interne ed esterne Hartner Sbavatori Perché? - La foratura comporta la formazione di bave - Particelle di bava possono causare danni: - Resti di materiale nel circuito
Hartner Sbavatori Sbavature a macchina, interne ed esterne Hartner Sbavatori Perché? - La foratura comporta la formazione di bave - Particelle di bava possono causare danni: - Resti di materiale nel circuito
Filiere tonde per filettature esterne
 Filiere tonde per filettature esterne Le filiere tonde sono utensili per filettare, ancor oggi molto usati, sebbene il loro impiego sia limitato a produzioni di piccole serie. Esistono infatti altri sistemi,
Filiere tonde per filettature esterne Le filiere tonde sono utensili per filettare, ancor oggi molto usati, sebbene il loro impiego sia limitato a produzioni di piccole serie. Esistono infatti altri sistemi,
- 5b 1 - TORNITURA. Obiettivo: ottenere superfici assialsimmetriche
 - 5b 1 - TORNITURA 1 Tornitura Obiettivo: ottenere superfici assialsimmetriche Il pezzo possiede il moto di taglio (rotatorio) L utensile possiede il moto di avanzamento 2 Il tornio Un tornio parallelo
- 5b 1 - TORNITURA 1 Tornitura Obiettivo: ottenere superfici assialsimmetriche Il pezzo possiede il moto di taglio (rotatorio) L utensile possiede il moto di avanzamento 2 Il tornio Un tornio parallelo