Il ciclo di lavorazione. Industrializzazione prodotto
|
|
|
- Rosangela Marchi
- 6 anni fa
- Visualizzazioni
Transcript

1 Il ciclo di lavorazione

2 Il ciclo di lavorazione
3 definizioni FASE: insieme ordinato di operazioni realizzate presso il medesimo posto di lavoro con o senza lo smontaggio e riposizionamento del pezzo SOTTO-FASE: insieme ordinato di operazioni realizzate presso il medesimo posto di lavoro e con un medesimo posizionamento del pezzo OPERAZIONE ELEMENTARE: lavorazione di una superficie elementare realizzata con un unico utensile.

4 definizioni

5 Il ciclo di lavorazione Una fase di lavorazione si decompone in tante sotto-fasi quanti sono i posizionamenti a bordo macchina
6 Le informazioni di partenza Dimensioni del pezzo. Dimensioni delle macchine utensili e delle attrezzature da impiegare. Disegno del componente da realizzare Tolleranze dimensionali e geometriche. Influenzano la scelta delle macchine, degli utensili e il posizionamento del pezzo. Qualità superficiale. Scelta del processo di taglio e di tutti i parametri associati. Trattamenti termici. E richiesto che essi occupino una opportuna posizione nel ciclo. Materiale. Tipo di utensile, i parametri di taglio, i dispositivi di bloccaggio.
7 Informazioni di partenza Tipo di greggio. Superfici iniziali di riferimento e bloccaggio, quantità di sovrametallo da asportare. Quantità di pezzi da produrre. Pochi esemplari o quantità rilevanti. Regime di produzione. Il regime di produzione è legato agli obiettivi aziendali. Si parla di regime economico quando l obiettivo è il minimo costo di produzione, di regime produttivo quando l obiettivo è il minimo tempo di produzione. Disponibilità di mezzi e di macchine. La pianificazione del ciclo deve sfruttare al meglio la disponibilità delle risorse (es: possibilità di ulteriori acquisti). Ubicazione del macchinario, professionalità del personale e automazione del parco macchine.
8 Scelta dei processi e della sequenza delle fasi
9 Secondo passo: raggruppare Secondo passo: si raggruppano le superfici secondo il principio di poter lavorare il maggior numero di superfici con il medesimo processo (stessa fase) e possibilmente con lo stesso piazzamento. N. sup. processo 1,2,3,4,5 tornitura 7,8 foratura 6 fresatura Esistono fori realizzabili su tornio? Si: foratura della superficie 7
10 Terzo passo: vincoli di precedenza Terzo passo: Individuate le fasi è necessario sequenziarle rispettando i vincoli di precedenza tra di esse. ESEMPIO La fresatura della sup. 6 e la foratura dei fori 8 devono essere eseguite dopo la fase di tornitura, per motivi di riferimento rispetto all asse del pezzo materializzato dalla 2 o dalla 4.
11 Quarto passo: cicli alternativi
12 Raggruppamento delle operazioni in sottofasi E possibile raggruppare tutte le lavorazioni da effettuare in un unica Sottofase? SI In modo equivalente si può dire che tutte le operazioni sono effettuate con lo stesso piazzamento. Soluzione preferibile da un punto di vista di tempo e precisione. La variazione di posizione richiede un certo tempo e il riposizionamento aumenta il rischio di errori. NO Le operazioni sono raggruppate in due o più sottofasi. Se possibile le superfici legate da tolleranze geometriche devono essere lavorate nella stessa sottofase.
13 Raggruppamento delle operazioni in sottofasi FASE 10 Op. Tornitura 1, 2, 3, 4, 5 Foratura 7 Sotto fase a) Tornitura 4, 5 Foratura 7 Sotto fase b) Tornitura 1, 2, 3
 La cava passante (1) viene effettuata con una fresa cilindrica frontale da 30 mm, mentre le due cave (2) sono realizzate con una fresa cilindrica")
14 Sequenza delle operazioni (esempio) Esistono relazioni di precedenza tra un operazione e l altra? Esigenze economiche (a parità di risultato tecnico) La cava passante (1) viene effettuata con una fresa cilindrica frontale da 30 mm, mentre le due cave (2) sono realizzate con una fresa cilindrica frontale da 5 mm. Da un punto di vista economico è conveniente prima la lavorazione della cava (1) e successivamente le cave (2). Procedendo in senso opposto la fresa da 5 mm dovrebbe lavorare in più passate o in un unica passata ma con un minor avanzamento.
15 Esigenze dimensionali La superficie (2) deve rimane grezza al contrario delle (1) e (3) che devono essere lavorate. La sequenza corretta è (3) e poi (1). In caso contrario, un errore di lavorazione sulla superficie (1) potrebbe non permettere una corretta esecuzione della (3), nel rispetto anche della tolleranza più ristretta, dato che non si deve lavorare la (2).

16 Esigenze tecnologiche Nel caso di fori di diverso diametro e precisione che si intersecano, è preferibile eseguire prima il foro di minor diametro e maggiore precisione; in caso contrario, a causa della presenza della discontinuità, la precisione del foro a minor diametro non sarebbe garantita.
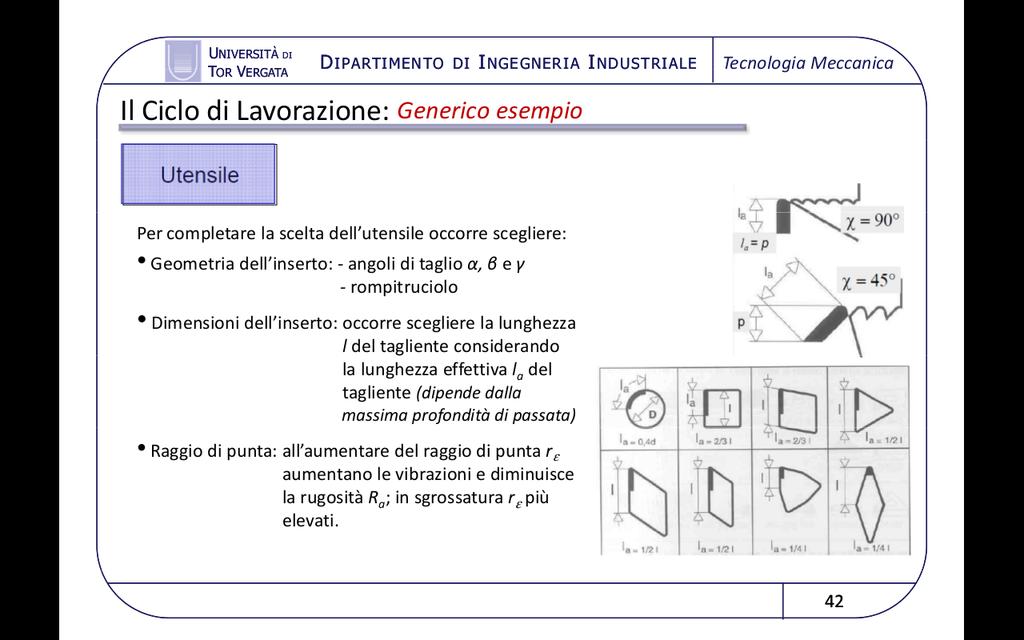
17 Scelta degli utensili Obiettivo: scegliere gli utensili più adatti per garantire la qualità e l economicità della produzione. Nel caso di utensili con inserto: Materiale inserto Forma e dimensioni inserto Angoli caratteristici Raggio di raccordo tra i taglienti Geometria e dimensioni stelo o corpo utensile
18 processo di taglio: parametri
19 Scelta delle attrezzature Obiettivo: riferire il pezzo nello spazio di lavoro della macchina e bloccarlo in posizione stabile e senza deformazioni. Scelta basata su analisi delle superfici del pezzo, delle lavorazioni da effettuare in ogni fase e sotto-fase, della precisione dimensionale e delle tolleranze. Principio di progettazione: posizionamento isostatico. Ogni corpo nello spazio (spazio di lavoro della macchina XYZ) ha 6 gradi di libertà; il principio consiste nell eliminare i 6 gradi di libertà con il minimo numero indispensabile di punti di contatto tra pezzo e attrezzatura.
20 Attrezzature-definizioni Superfici di riferimento SR Superfici del pezzo dove sono localizzati i 6 punti, che entrano a contatto con gli elementi dell attrezzatura. Per quanto possibile devono coincidere con i riferimenti di quotatura. Superfici di partenza SP Superfici del greggio di partenza che svolgono la funzione di superfici di riferimento (in genere durante la prima sotto-fase). Superfici di appoggio SA Superfici attraverso le quali si scaricano le sollecitazioni generate dalle forze di taglio. Superfici di bloccaggio SB Superfici sulle quali agiscono i dispositivi di bloccaggio dell attrezzatura.

21 Scelta delle attrezzature Le SR vengono create nella prima fase del ciclo di lavorazione in modo da evitare che nelle successive il posizionamento venga fatto su superfici grezze. La scelta delle SR dipende anche dalla presenza di tolleranze dimensionali o di forma che legano le superfici.
22 Scelta delle attrezzature
23 Stesura dei fogli di lavorazione Contenenti tutte le informazioni necessarie a una corretta esecuzione delle operazioni.
24 Calcolo dei tempi e dei costi Tempi attivi: si hanno quando avviene il movimento relativo fra utensile e pezzo con asportazione di truciolo Tempi passivi: si hanno quando non avviene la lavorazione Tempi di preparazione: sono quei tempi necessari alla preparazione della macchina utensile, al prelievo dal magazzino di utensili e strumenti di controllo e alla interpretazione del foglio di ciclo da parte dell operatore.

25 Calcolo dei tempi e dei costi Per tornitura e foratura il tempo attivo è: per fresatura

26 Scelta della macchine utensili

27 Scelta delle macchine utensili
28 Ciclo di lavorazione
29 attrezzature
30 Ciclo di lavorazione
31 Ciclo di lavorazione
32 Ciclo di lavorazione
33 Ciclo di lavorazione
34 Scelta dell'utensile
35 Scelta dell'utensile
36 Scelta dell'utensile
37 Scelta dell'utensile
38 Scelta dell'utensile
39 Parametri di taglio

40 Parametri di taglio
I CICLI DI LAVORAZIONE
 Generalità I CICLI DI LAVORAZIONE Si dice CICLO DI LAVORAZIONE tutto l insieme di operazioni necessarie a fabbricare un singolo elemento attraverso una successione di processi tecnologici (fusione, stampaggio,
Generalità I CICLI DI LAVORAZIONE Si dice CICLO DI LAVORAZIONE tutto l insieme di operazioni necessarie a fabbricare un singolo elemento attraverso una successione di processi tecnologici (fusione, stampaggio,
Tecnologia Meccanica. Il Ciclo di Lavorazione 1
 ERGATA PARTIMENTO INGEGNERIA 1 ERGATA PARTIMENTO INGEGNERIA 1. Fonti Giusti M., Santochi F., e studi di fabbricazione, Casa Editrice Ambrosiana Cap.9 2 ERGATA PARTIMENTO INGEGNERIA Generalità Si dice CICLO
ERGATA PARTIMENTO INGEGNERIA 1 ERGATA PARTIMENTO INGEGNERIA 1. Fonti Giusti M., Santochi F., e studi di fabbricazione, Casa Editrice Ambrosiana Cap.9 2 ERGATA PARTIMENTO INGEGNERIA Generalità Si dice CICLO
Il ciclo di lavorazione
 INTRODUZIONE AI CICLI DI LAVORAZIONE 1 Il ciclo di lavorazione DEFINIZIONE: Si dice CICLO DI LAVORAZIONE tutto l insieme di operazioni necessarie a fabbricare un singolo elemento attraverso una successione
INTRODUZIONE AI CICLI DI LAVORAZIONE 1 Il ciclo di lavorazione DEFINIZIONE: Si dice CICLO DI LAVORAZIONE tutto l insieme di operazioni necessarie a fabbricare un singolo elemento attraverso una successione
POLITECNICO DI TORINO TECNOLOGIA MECCANICA IL CICLO DI LAVORAZIONE
 POLITECNICO DI TORINO TECNOLOGIA MECCANICA IL CICLO DI LAVORAZIONE DEFINIZIONE Il ciclo di lavorazione è, in senso lato, la successione logica di tutte le operazioni necessarie per trasformare un pezzo
POLITECNICO DI TORINO TECNOLOGIA MECCANICA IL CICLO DI LAVORAZIONE DEFINIZIONE Il ciclo di lavorazione è, in senso lato, la successione logica di tutte le operazioni necessarie per trasformare un pezzo
Il ciclo di lavorazione
 INTRODUZIONE AI CICLI DI LAVORAZIONE Rif. Bibliografico: Giusti-Santochi TECNOLOGIA MECCANICA e studi di fabbricazione Capitolo 9 1 Il ciclo di lavorazione DEFINIZIONE: Si dice CICLO DI LAVORAZIONE tutto
INTRODUZIONE AI CICLI DI LAVORAZIONE Rif. Bibliografico: Giusti-Santochi TECNOLOGIA MECCANICA e studi di fabbricazione Capitolo 9 1 Il ciclo di lavorazione DEFINIZIONE: Si dice CICLO DI LAVORAZIONE tutto
Disegno di Macchine. corso per I anno della laurea in ing. meccanica Docente: ing. Francesca Campana
 Disegno di Macchine corso per I anno della laurea in ing. meccanica Docente: ing. Francesca Campana Lezione n 14 I processi di lavorazione per compone nti meccanici. Cenni sulle lavorazioni per asportazione
Disegno di Macchine corso per I anno della laurea in ing. meccanica Docente: ing. Francesca Campana Lezione n 14 I processi di lavorazione per compone nti meccanici. Cenni sulle lavorazioni per asportazione
Il ciclo di lavorazione
 Il ciclo di lavorazione Si definisce ciclo di lavorazione la successione delle operazioni da compiere per la produzione di un particolare meccanico,nel rispetto delle indicazioni fornite da disegno esecutivo.
Il ciclo di lavorazione Si definisce ciclo di lavorazione la successione delle operazioni da compiere per la produzione di un particolare meccanico,nel rispetto delle indicazioni fornite da disegno esecutivo.
Asportazione di truciolo. LIUC - Ingegneria Gestionale 1
 Asportazione di truciolo LIUC - Ingegneria Gestionale 1 L asportazione di truciolo Per asportazione di truciolo (taglio e rimozione del materiale) si lavorano a freddo grezzi di fonderia e semilavorati
Asportazione di truciolo LIUC - Ingegneria Gestionale 1 L asportazione di truciolo Per asportazione di truciolo (taglio e rimozione del materiale) si lavorano a freddo grezzi di fonderia e semilavorati
85 - Precondizioni per la Lavorazione di Brocciatura
 85 - Precondizioni per la Lavorazione di Si utilizza il software CPL. Il tempo di una passata è dato dal tempo di lavoro dell utensile più il suo ritorno alla posizione di partenza: si utilizza quindi
85 - Precondizioni per la Lavorazione di Si utilizza il software CPL. Il tempo di una passata è dato dal tempo di lavoro dell utensile più il suo ritorno alla posizione di partenza: si utilizza quindi
Esercitazione n 6 Ciclo di lavorazione alle macchine utensili
 Esercitazione n 6 Ciclo di lavorazione alle macchine utensili Si deve lavorare meccanicamente il lotto composto dai pezzi prodotti in fonderia secondo quanto richiesto nell esercitazione n 4. A partire
Esercitazione n 6 Ciclo di lavorazione alle macchine utensili Si deve lavorare meccanicamente il lotto composto dai pezzi prodotti in fonderia secondo quanto richiesto nell esercitazione n 4. A partire
LE LAVORAZIONI INDUSTRIALI
 LE LAVORAZIONI INDUSTRIALI Tornitura Foratura Fresatura Rettifica Altre lavorazioni 1 LAVORAZIONI INDUSTRIALI Nelle lavorazioni industriali per asportazione di truciolo sono sempre presenti: Pezzo Grezzo
LE LAVORAZIONI INDUSTRIALI Tornitura Foratura Fresatura Rettifica Altre lavorazioni 1 LAVORAZIONI INDUSTRIALI Nelle lavorazioni industriali per asportazione di truciolo sono sempre presenti: Pezzo Grezzo
Il ciclo di lavorazione
 Il ciclo di lavorazione Analisi critica del disegno di progetto Riprogettazione del componente (ove necessario) Determinazione dei processi tecnologici e scelta delle macchine utensili Stesura del ciclo
Il ciclo di lavorazione Analisi critica del disegno di progetto Riprogettazione del componente (ove necessario) Determinazione dei processi tecnologici e scelta delle macchine utensili Stesura del ciclo
Guida alla fresatura 1/8
 LAVORAZIONE CON FRESE A DISCO Guida alla fresatura 1/8 SCELTA DEL TIPO DI FRESA Troncatura ad esecuzione di cave. Larghezza della fresa: Standard: 5, 6, 8 e 10 mm Speciale: 5,0 12,4 mm Questo tipo di fresa
LAVORAZIONE CON FRESE A DISCO Guida alla fresatura 1/8 SCELTA DEL TIPO DI FRESA Troncatura ad esecuzione di cave. Larghezza della fresa: Standard: 5, 6, 8 e 10 mm Speciale: 5,0 12,4 mm Questo tipo di fresa
Progetto di tecnologia meccanica. Plan selection Gruppo 26
 Progetto di tecnologia meccanica. Plan selection Gruppo 26 Analisi del CICLO DI LAVORO consegnatoci dal gruppo n.7 Il pezzo da lavorare è il particolare n.12 Il ciclo proposto prevede 1 unica fase e 2
Progetto di tecnologia meccanica. Plan selection Gruppo 26 Analisi del CICLO DI LAVORO consegnatoci dal gruppo n.7 Il pezzo da lavorare è il particolare n.12 Il ciclo proposto prevede 1 unica fase e 2
Quotatura. Prof. Giorgio Colombo Dipartimento di Meccanica III FACOLTA DI ARCHITETTURA DISEGNO INDUSTRIALE POLITECNICO DI MILANO 1
 Knowledge Aided Engineering Manufacturing and Related Technologies DISEGNO TECNICO INDUSTRIALE Quotatura Prof. Giorgio Colombo Dipartimento di Meccanica POLITECNICO DI MILANO 1... nella precedente lezione
Knowledge Aided Engineering Manufacturing and Related Technologies DISEGNO TECNICO INDUSTRIALE Quotatura Prof. Giorgio Colombo Dipartimento di Meccanica POLITECNICO DI MILANO 1... nella precedente lezione
Il ciclo di lavorazione
 Il ciclo di lavorazione Analisi critica del disegno di progetto Riprogettazione del componente (ove necessario) Determinazione dei processi tecnologici e scelta delle macchine utensili Stesura del ciclo
Il ciclo di lavorazione Analisi critica del disegno di progetto Riprogettazione del componente (ove necessario) Determinazione dei processi tecnologici e scelta delle macchine utensili Stesura del ciclo
Aumentare la produttività in assoluto silenzio. Silent Tools
 Aumentare la produttività in assoluto silenzio Silent Tools Godetevi il silenzio Silent Tools è da lungo tempo un marchio affermato per una famiglia di utensili antivibranti per tornitura, fresatura, barenatura
Aumentare la produttività in assoluto silenzio Silent Tools Godetevi il silenzio Silent Tools è da lungo tempo un marchio affermato per una famiglia di utensili antivibranti per tornitura, fresatura, barenatura
Tecnologia dei Processi di Produzione. Tecnologie di Lavorazione Meccanica ad asportazione di truciolo
 Tecnologia dei Processi di Produzione Tecnologie di Lavorazione Meccanica ad asportazione di truciolo Lavorazioni ad asportazione di truciolo: Dalla piallatura in falegnameria... Truciolo alla tornitura
Tecnologia dei Processi di Produzione Tecnologie di Lavorazione Meccanica ad asportazione di truciolo Lavorazioni ad asportazione di truciolo: Dalla piallatura in falegnameria... Truciolo alla tornitura
Fresatura. LIUC - Ingegneria Gestionale 1
 Fresatura LIUC - Ingegneria Gestionale 1 Fresatura È un operazione che consente di realizzare in generale: Superfici piane Scanalature e cave di forma semplice e complessa Denti di ruote dentate Per fresare
Fresatura LIUC - Ingegneria Gestionale 1 Fresatura È un operazione che consente di realizzare in generale: Superfici piane Scanalature e cave di forma semplice e complessa Denti di ruote dentate Per fresare
Riferimenti: Levi/Zompì Tecnologia meccanica cap. 6 Giusti/Santochi Tecnologia meccanica cap. 9
 LAVORAZIONI DI FORATURA - ALESATURA Riferimenti: Levi/Zompì Tecnologia meccanica cap. 6 Giusti/Santochi Tecnologia meccanica cap. 9 1 FORATURA 2 FORATURA a z D/2 Moto di taglio: moto rotatorio dell utensile
LAVORAZIONI DI FORATURA - ALESATURA Riferimenti: Levi/Zompì Tecnologia meccanica cap. 6 Giusti/Santochi Tecnologia meccanica cap. 9 1 FORATURA 2 FORATURA a z D/2 Moto di taglio: moto rotatorio dell utensile
Processi per asportazione C.N. Processi per asportazione C.N. Generalità sui parametri di taglio. La tornitura. Foratura, fresatura e rettifica
 Processi per asportazione C.N. Processi per asportazione C.N. Generalità sui parametri di taglio La tornitura Il controllo numerico (C.N.) Ottimizzazione del processo 2 2006 Politecnico di Torino 1 Obiettivi
Processi per asportazione C.N. Processi per asportazione C.N. Generalità sui parametri di taglio La tornitura Il controllo numerico (C.N.) Ottimizzazione del processo 2 2006 Politecnico di Torino 1 Obiettivi
MODULO PREREQUISITI OBIETTIVI (CONOSCENZE E COMPETENZE) METODOLOGIA. Norme e comportamenti antinfortunistici nei luoghi di lavoro Vie di fuga.
 METODOLOGIA. Norme e comportamenti antinfortunistici nei luoghi di lavoro Vie di fuga.") Sicurezza e salute sui luoghi di lavoro MATERIA: LTE (Laboratorio Tecnologico ed Esercitazioni) CLASSE: 4 curvatura manutentori di apparati meccanici (3 ore settimanali programmate su 30 settimane annuali
Sicurezza e salute sui luoghi di lavoro MATERIA: LTE (Laboratorio Tecnologico ed Esercitazioni) CLASSE: 4 curvatura manutentori di apparati meccanici (3 ore settimanali programmate su 30 settimane annuali
QUOTATURA PARTE 2. î IN QUESTA LEZIONE PROF. CATERINA RIZZI DIPARTIMENTO DI INGEGNERIA GESTIONALE,
 QUOTATURA PARTE 2 PROF. CATERINA RIZZI DIPARTIMENTO DI INGEGNERIA GESTIONALE, DELL INFORMAZIONE E DELLA PRODUZIONE î IN QUESTA LEZIONE CLASSIFICAZIONE punto di vista geometrico quote di grandezza quote
QUOTATURA PARTE 2 PROF. CATERINA RIZZI DIPARTIMENTO DI INGEGNERIA GESTIONALE, DELL INFORMAZIONE E DELLA PRODUZIONE î IN QUESTA LEZIONE CLASSIFICAZIONE punto di vista geometrico quote di grandezza quote
TECNOLOGIA MECCANICA. Parte 11
 TECNOLOGIA MECCANICA Parte 11 Con la fresatura si o=engono numerose @pologie di superfici: piane o complesse, scanalatura semplici e complesse, smussi, sedi di lingue=e e chiave=e, ruote dentate. I mo@
TECNOLOGIA MECCANICA Parte 11 Con la fresatura si o=engono numerose @pologie di superfici: piane o complesse, scanalatura semplici e complesse, smussi, sedi di lingue=e e chiave=e, ruote dentate. I mo@
FRESATURA. Fresatura periferica
 FRESATURA La fresatura è una lavorazione per asportazione di materiale che consente di ottenere una vasta gamma di superfici (piani, spallamenti, scanalature, ecc.) mediante l azione di un utensile pluritagliente
FRESATURA La fresatura è una lavorazione per asportazione di materiale che consente di ottenere una vasta gamma di superfici (piani, spallamenti, scanalature, ecc.) mediante l azione di un utensile pluritagliente
IL TAGLIO ORBITALE DELLE VITI SENZA FINE UNA TECNOLOGIA ECOSOSTENIBILE
 IL TAGLIO ORBITALE DELLE VITI SENZA FINE UNA TECNOLOGIA ECOSOSTENIBILE Marco Benincasa (Benincasa Meccanica) Giampaolo Giacomozzi (Varvel SpA) Massimiliano Turci (Studio Tecnico Turci) Riduttori a vite
IL TAGLIO ORBITALE DELLE VITI SENZA FINE UNA TECNOLOGIA ECOSOSTENIBILE Marco Benincasa (Benincasa Meccanica) Giampaolo Giacomozzi (Varvel SpA) Massimiliano Turci (Studio Tecnico Turci) Riduttori a vite
PROGRAMMAZIONE DIDATTICA DIPARTIMENTO MECCANICO TECNICHE DI PRODUZIONE E ORGANIZZAZIONE. Classe 5 PMA A.S
 Progettazione Disciplinare PROGRAMMAZIONE DIDATTICA DIPARTIMENTO MECCANICO TECNICHE DI PRODUZIONE E ORGANIZZAZIONE Classe 5 PMA A.S. 2016 2017 Rev. 0 del 08-03-04 pag. 1 di 9 Progettazione Disciplinare
Progettazione Disciplinare PROGRAMMAZIONE DIDATTICA DIPARTIMENTO MECCANICO TECNICHE DI PRODUZIONE E ORGANIZZAZIONE Classe 5 PMA A.S. 2016 2017 Rev. 0 del 08-03-04 pag. 1 di 9 Progettazione Disciplinare
Docente: Ing. P.Zanetti
 Torniturar Docente: Ing. P.Zanetti 1. Introduzione all operazione di tornitura Il moto di taglio (rotatorio) è affidato al pezzo Il moto di avanzamento è affidato all utensile Si ottengono solo pezzi caratterizzati
Torniturar Docente: Ing. P.Zanetti 1. Introduzione all operazione di tornitura Il moto di taglio (rotatorio) è affidato al pezzo Il moto di avanzamento è affidato all utensile Si ottengono solo pezzi caratterizzati
IL PRODOTTO DA REALIZZARE
 IL PRODOTTO DA REALIZZARE 1 Parte 1: analisi della funzionalità del prodotto La trancia Una cinghia cui viene impresso un moto rotatorio da un motore esterno è collegata alla puleggia; la puleggia trasmette
IL PRODOTTO DA REALIZZARE 1 Parte 1: analisi della funzionalità del prodotto La trancia Una cinghia cui viene impresso un moto rotatorio da un motore esterno è collegata alla puleggia; la puleggia trasmette
PAS _ A020_UNIPD_2015. Didattica delle tecnologie meccaniche di processo e di prodotto. Professore Domenico Fernando Antonucci
 PAS _ A020_UNIPD_2015 Didattica delle tecnologie meccaniche di processo e di prodotto. Professore Domenico Fernando Antonucci PAS _ A020_UNIPD_2015 Didattica delle tecnologie meccaniche di processo e di
PAS _ A020_UNIPD_2015 Didattica delle tecnologie meccaniche di processo e di prodotto. Professore Domenico Fernando Antonucci PAS _ A020_UNIPD_2015 Didattica delle tecnologie meccaniche di processo e di
Sbavare con tecnologia Norblast
 Sbavare con tecnologia Norblast La rimozione delle bave da lavorazioni meccaniche come foratura, fresatura, taglio, comunemente chiamata sbavatura, è una delle tante applicazioni in cui la tecnologia Norblast
Sbavare con tecnologia Norblast La rimozione delle bave da lavorazioni meccaniche come foratura, fresatura, taglio, comunemente chiamata sbavatura, è una delle tante applicazioni in cui la tecnologia Norblast
Il ciclo di lavorazione
 Il ciclo di lavorazione Analisi critica del disegno di progetto Riprogettazione del componente (ove necessario) Determinazione dei processi tecnologici e scelta delle macchine utensili Stesura del ciclo
Il ciclo di lavorazione Analisi critica del disegno di progetto Riprogettazione del componente (ove necessario) Determinazione dei processi tecnologici e scelta delle macchine utensili Stesura del ciclo
SECONDO CICLO DI LAVORAZIONE PER LA PRODUZIONE DI UN
 Tecnologia Meccanica I SECONDO CICLO DI LAVORAZIONE PER LA PRODUZIONE DI UN PARTICOLARE MECCANICO Dipartimento di Sistemi di produzione ed economia dell Azienda =8 Ciclo di lavorazione = 3.2 Mat. : C40
Tecnologia Meccanica I SECONDO CICLO DI LAVORAZIONE PER LA PRODUZIONE DI UN PARTICOLARE MECCANICO Dipartimento di Sistemi di produzione ed economia dell Azienda =8 Ciclo di lavorazione = 3.2 Mat. : C40
PROGRAMMA SVOLTO Anno Scolastico:2016/2017 MATERIA : TECNOLOGIA MECCANICA DI PRODOTTO E DI PROCESSO MECCANICI /DIURNO CLASSE: 4 C MECCATRONICA
 Anno Scolastico:2016/2017 Pagine 1 di 5 MATERIA : TECNOLOGIA MECCANICA DI PRODOTTO E DI PROCESSO MECCANICI /DIURNO CLASSE: 4 C MECCATRONICA Prof.: Fortunato LAURIA 15 giugno 2017 DOC F. Lauria 15 giugno
Anno Scolastico:2016/2017 Pagine 1 di 5 MATERIA : TECNOLOGIA MECCANICA DI PRODOTTO E DI PROCESSO MECCANICI /DIURNO CLASSE: 4 C MECCATRONICA Prof.: Fortunato LAURIA 15 giugno 2017 DOC F. Lauria 15 giugno
CICLO DI LAVORAZIONE
 di Tecnologia Meccanica CICLO DI LAVORAZIONE A cura dei proff. Morotti Giovanni e Santoriello Sergio Vogliamo adesso occuparci dei principali problemi che si affrontano nella progettazione di un ciclo
di Tecnologia Meccanica CICLO DI LAVORAZIONE A cura dei proff. Morotti Giovanni e Santoriello Sergio Vogliamo adesso occuparci dei principali problemi che si affrontano nella progettazione di un ciclo
oikos centro di lavoro a 6 assi per travi e moduli parete oikos
 oikos centro di lavoro a 6 assi per travi e moduli parete oikos oikos centro di lavoro a 6 assi per travi e moduli pareti. Centro di lavoro a 6 assi, soluzione tecnologica ottimale per la lavorazione di
oikos centro di lavoro a 6 assi per travi e moduli parete oikos oikos centro di lavoro a 6 assi per travi e moduli pareti. Centro di lavoro a 6 assi, soluzione tecnologica ottimale per la lavorazione di
ASPORTAZIONE DI TRUCIOLO - 4 DURATA DEL TAGLIENTE
 LAVORAZIONI PER SEPARAZIONE ASPORTAZIONE DI TRUCIOLO - 4 DURATA DEL TAGLIENTE Vittore Carassiti - INFN FE 1 INTRODUZIONE La velocità di taglio e gli altri parametri di lavorazione Alla velocità di taglio
LAVORAZIONI PER SEPARAZIONE ASPORTAZIONE DI TRUCIOLO - 4 DURATA DEL TAGLIENTE Vittore Carassiti - INFN FE 1 INTRODUZIONE La velocità di taglio e gli altri parametri di lavorazione Alla velocità di taglio
QUOTATURA. Ing. Davide Russo Dipartimento di Ingegneria Industriale
 QUOTATURA Ing. Davide Russo Dipartimento di Ingegneria Industriale ... NELLA PRECEDENTE LEZIONE Sezioni Introduzione al problema Definizione Indicazioni convenzionali come si eseguono Classificazione 2
QUOTATURA Ing. Davide Russo Dipartimento di Ingegneria Industriale ... NELLA PRECEDENTE LEZIONE Sezioni Introduzione al problema Definizione Indicazioni convenzionali come si eseguono Classificazione 2
Stage Estivo 2002 INFN-Laboratori Nazionali di Frascati SSCR-Officina Meccanica
 Stage Estivo 2002 INFN-Laboratori Nazionali di Frascati SSCR-Officina Meccanica Stagisti: Fabrizio Pacchetti Fulvio Ricci Tutori: Giovanni Bisogni Alberto De Paolis Durante lo svolgimento dello stage presso
Stage Estivo 2002 INFN-Laboratori Nazionali di Frascati SSCR-Officina Meccanica Stagisti: Fabrizio Pacchetti Fulvio Ricci Tutori: Giovanni Bisogni Alberto De Paolis Durante lo svolgimento dello stage presso
ESAME DI STATO 2012/2013 INDIRIZZO MECCANICA
 ESAME DI STATO 2012/2013 INDIRIZZO MECCANICA TEMA DI:DISEGNO, PROGETTAZIONE, ORGANIZZAZIONE INDUSTRIALE Dimensionamento dell albero L albero rappresentato nell allegato può essere assimilato ad una trave
ESAME DI STATO 2012/2013 INDIRIZZO MECCANICA TEMA DI:DISEGNO, PROGETTAZIONE, ORGANIZZAZIONE INDUSTRIALE Dimensionamento dell albero L albero rappresentato nell allegato può essere assimilato ad una trave
Punte elicoidali Generalità
 Punte elicoidali Generalità La punta elicoidale è l utensile universalmente usato per praticare fori su qualsiasi materiale. Troppo spesso viene trascurata l importanza che riveste una sua accurata costruzione
Punte elicoidali Generalità La punta elicoidale è l utensile universalmente usato per praticare fori su qualsiasi materiale. Troppo spesso viene trascurata l importanza che riveste una sua accurata costruzione
Spotlight NOVITÀ. Soluzioni avanzate per filettare. Soluzioni Innovative per tornitura e gole
 Spotlight Soluzioni avanzate per filettare Soluzioni Innovative per tornitura e gole www.vargus.com TM Solid TMDR Foratura, Filettatura e Smussatura Le frese TMDR forano, filettano e smussano in un unica
Spotlight Soluzioni avanzate per filettare Soluzioni Innovative per tornitura e gole www.vargus.com TM Solid TMDR Foratura, Filettatura e Smussatura Le frese TMDR forano, filettano e smussano in un unica
Programmazione di Dipartimento. Laboratori tecnologici ed esercitazioni
 Programmazione di Dipartimento Laboratori tecnologici ed esercitazioni CLASSE 3^PMA a.s. 2016/17 Rev. 0 del 08-03-04 pag. 1 di 5 n 1 REALIZZARE PARTICOLARI E COMPLESSIVI MECCANICI UTILIZZANDO IL TORNIO
Programmazione di Dipartimento Laboratori tecnologici ed esercitazioni CLASSE 3^PMA a.s. 2016/17 Rev. 0 del 08-03-04 pag. 1 di 5 n 1 REALIZZARE PARTICOLARI E COMPLESSIVI MECCANICI UTILIZZANDO IL TORNIO
Silent Tools. Aumentare la produttività in assoluto silenzio
 Silent Tools Aumentare la produttività in assoluto silenzio Godetevi il silenzio Silent Tools è da lungo tempo un marchio affermato per una famiglia di utensili antivibranti per tornitura, fresatura, barenatura
Silent Tools Aumentare la produttività in assoluto silenzio Godetevi il silenzio Silent Tools è da lungo tempo un marchio affermato per una famiglia di utensili antivibranti per tornitura, fresatura, barenatura
Esempio utilizzo 100 moduli
 Manuale Istruzioni CPL Esempio utilizzo 100 moduli Questo esempio mostra come sia possibile utilizzare i 100 moduli a disposizione. Per comodità, in ogni modulo di lavorazione sono stati inseriti gli stessi
Manuale Istruzioni CPL Esempio utilizzo 100 moduli Questo esempio mostra come sia possibile utilizzare i 100 moduli a disposizione. Per comodità, in ogni modulo di lavorazione sono stati inseriti gli stessi
Operatore meccanico: lavorazioni, tecnologie, macchinari
 Operatore meccanico: lavorazioni, tecnologie, macchinari Obiettivi Il programma didattico consente di approfondire in maniera adeguata la materia focus del percorso: la meccanica e tutte le specificità
Operatore meccanico: lavorazioni, tecnologie, macchinari Obiettivi Il programma didattico consente di approfondire in maniera adeguata la materia focus del percorso: la meccanica e tutte le specificità
SERVIZI A VALORE AGGIUNTO PER LA COMPETITIVITA DEL CLIENTE
 SERVIZI A VALORE AGGIUNTO PER LA COMPETITIVITA DEL CLIENTE PROGRAMMA DEI CORSI RISERVATI AI CLIENTI DELL UTENSILERIA LUGHESE PRESENTAZIONE L Utensileria Lughese, da sempre attenta all evoluzione delle
SERVIZI A VALORE AGGIUNTO PER LA COMPETITIVITA DEL CLIENTE PROGRAMMA DEI CORSI RISERVATI AI CLIENTI DELL UTENSILERIA LUGHESE PRESENTAZIONE L Utensileria Lughese, da sempre attenta all evoluzione delle
COMPITO DI TECNOLOGIA MECCANICA
 COMPIO DI ECNOLOGIA MECCANICA 1) Ipotizzando di dover lavorare un grezzo (ø120 x 150) di acciaio con carico di rottura di 850 N/mm 2 con i seguenti vincoli riportati si calcoli per ogni operazione il tempo
COMPIO DI ECNOLOGIA MECCANICA 1) Ipotizzando di dover lavorare un grezzo (ø120 x 150) di acciaio con carico di rottura di 850 N/mm 2 con i seguenti vincoli riportati si calcoli per ogni operazione il tempo
CLASSIFICAZIONI DELLE LAVORAZIONI MECCANICHE
 CLASSIFICAZIONI DELLE LAVORAZIONI MECCANICHE Le lavorazioni meccaniche possono essere classificate secondo diversi criteri. Il criterio che verrà esposto si è dimostrato quello più utile a chiarire tale
CLASSIFICAZIONI DELLE LAVORAZIONI MECCANICHE Le lavorazioni meccaniche possono essere classificate secondo diversi criteri. Il criterio che verrà esposto si è dimostrato quello più utile a chiarire tale
VICTORY TOP DRILL M1 LE PUNTE MODULARI A MARCHIO WIDIA
 VICTORY TOP DRILL M1 LE PUNTE MODULARI A MARCHIO WIDIA Le punte VICTORY TOP DRILL M1, grazie alle prestazioni elevate, alla vasta gamma di applicazioni e alla geometria delle punte collaudata, sono la
VICTORY TOP DRILL M1 LE PUNTE MODULARI A MARCHIO WIDIA Le punte VICTORY TOP DRILL M1, grazie alle prestazioni elevate, alla vasta gamma di applicazioni e alla geometria delle punte collaudata, sono la
Sistema modulare Coromant EH
 Sistema modulare Coromant EH Flessibilità di attrezzamento per piccoli diametri Per salvaguardare la redditività dell asportazione del metallo, è indispensabile raggiungere parti del componente di difficile
Sistema modulare Coromant EH Flessibilità di attrezzamento per piccoli diametri Per salvaguardare la redditività dell asportazione del metallo, è indispensabile raggiungere parti del componente di difficile
Scheda. Descrizione della macchina. chiamato: fresa (figura 1).
.") Scheda 5 Lavorazione: Macchina: FRESATURA FRESATRICE Descrizione della macchina Le frese sono macchine utensili destinate alla lavorazione di superfici piane, di scanalature a profilo semplice o complesso,
Scheda 5 Lavorazione: Macchina: FRESATURA FRESATRICE Descrizione della macchina Le frese sono macchine utensili destinate alla lavorazione di superfici piane, di scanalature a profilo semplice o complesso,
Standard di Percorso Formativo Addetto qualificato alle macchine utensili tradizionali e a c.n.c.
 Standard di Percorso Formativo Addetto qualificato alle macchine utensili tradizionali e a c.n.c. CANALE DI OFFERTA FORMATIVA: Disoccupati, inoccupati, occupati. DURATA MINIMA DEL PERCORSO AL NETTO DI
Standard di Percorso Formativo Addetto qualificato alle macchine utensili tradizionali e a c.n.c. CANALE DI OFFERTA FORMATIVA: Disoccupati, inoccupati, occupati. DURATA MINIMA DEL PERCORSO AL NETTO DI
Il ciclo di lavorazione
 Il ciclo di lavorazione Si definisce ciclo di lavorazione la sequenza ordinata di tutte le lavorazioni necessarie per trasformare una o più materie prime in un prodotto finito. Per definire il ciclo di
Il ciclo di lavorazione Si definisce ciclo di lavorazione la sequenza ordinata di tutte le lavorazioni necessarie per trasformare una o più materie prime in un prodotto finito. Per definire il ciclo di
QUOTATURA. Prof. Daniele Regazzoni
 CdL in INGEGNERIA DELLE TECNOLOGIE PER LA SALUTE QUOTATURA Prof. Daniele Regazzoni University of Bergamo Department of Management, Information and Production Engineering... IN QUESTA LEZIONE Quotatura
CdL in INGEGNERIA DELLE TECNOLOGIE PER LA SALUTE QUOTATURA Prof. Daniele Regazzoni University of Bergamo Department of Management, Information and Production Engineering... IN QUESTA LEZIONE Quotatura
Tecnologia Meccanica. Esercitazione
 OR 1 OR Esercizi sull asportazione di truciolo 1) Esercizio 1 2) Esercizio 2 3) Esercizio 3 : A) : I) II) 4) Esercizio 4 5) Esercizio 5 6) Esercizio 6 B) : 1) 2) 3) 4) ornitura Fresatura Foratura Ciclo
OR 1 OR Esercizi sull asportazione di truciolo 1) Esercizio 1 2) Esercizio 2 3) Esercizio 3 : A) : I) II) 4) Esercizio 4 5) Esercizio 5 6) Esercizio 6 B) : 1) 2) 3) 4) ornitura Fresatura Foratura Ciclo
SISTEMI DI BLOCCAGGIO DEL PEZZO SULLA MACCHINA
 SISTEMI DI BLOCCAGGIO DEL PEZZO SULLA MACCHINA SONO DIVERSISSIMI. E opportuno conoscere quelli tipici di più largo impiego. IN OGNI CASO IL BLOCCAGGIO SCELTO DEVE ASSICURARCI: la stabilità del pezzo che
SISTEMI DI BLOCCAGGIO DEL PEZZO SULLA MACCHINA SONO DIVERSISSIMI. E opportuno conoscere quelli tipici di più largo impiego. IN OGNI CASO IL BLOCCAGGIO SCELTO DEVE ASSICURARCI: la stabilità del pezzo che
Foratura e lavorazioni complementari. LIUC - Ingegneria Gestionale 1
 Foratura e lavorazioni complementari LIUC - Ingegneria Gestionale 1 Foratura È la più comune delle operazioni effettuate mediante il trapano e serve per ottenere fori di precisione grossolana LIUC - Ingegneria
Foratura e lavorazioni complementari LIUC - Ingegneria Gestionale 1 Foratura È la più comune delle operazioni effettuate mediante il trapano e serve per ottenere fori di precisione grossolana LIUC - Ingegneria
le lavorazioni a freddo asportazione di
 le lavorazioni a freddo asportazione di le lavorazioni ad asportazione di truciolo la struttura truciolo delle macchine utensili lo studio del processo di asportazione di truciolo riveste un importanza
le lavorazioni a freddo asportazione di le lavorazioni ad asportazione di truciolo la struttura truciolo delle macchine utensili lo studio del processo di asportazione di truciolo riveste un importanza
Lavorazioni per asportazione di truciolo.
 Lavorazioni per asportazione di truciolo carmelo.demaria@unipi.it Asportazione di materiale Dalla piallatura in falegnameria... Truciolo alla tornitura in officina Asportazione di materiale Taglio Abrasivi
Lavorazioni per asportazione di truciolo carmelo.demaria@unipi.it Asportazione di materiale Dalla piallatura in falegnameria... Truciolo alla tornitura in officina Asportazione di materiale Taglio Abrasivi
Corso di Automazione industriale
 Corso di Automazione industriale Lezione 10 Macchine utensili e controllo numerico Introduzione Università degli Studi di Bergamo, Automazione Industriale, A.A. 2016/2017, A. L. Cologni 1 Introduzione
Corso di Automazione industriale Lezione 10 Macchine utensili e controllo numerico Introduzione Università degli Studi di Bergamo, Automazione Industriale, A.A. 2016/2017, A. L. Cologni 1 Introduzione
Presentazione attività di Daniele Orlando
 Presentazione attività di Daniele Orlando La mia attività si è svolta presso il Servizio Tecnologie Meccaniche e dei Materiali dei Laboratori Nazionali di Legnaro. In particolare ho seguito la realizzazione
Presentazione attività di Daniele Orlando La mia attività si è svolta presso il Servizio Tecnologie Meccaniche e dei Materiali dei Laboratori Nazionali di Legnaro. In particolare ho seguito la realizzazione
Utensili rullatori. Tecnologia della rullatura. Vantaggi della rullatura DREX -TOOLS UTENSILI RULLATORI
 Utensili rullatori La DREX -TOOLS vanta sin dal 1980 una solida esperienza nel settore della rullatura. L azienda, con il supporto di personale tecnico di vasta esperienza, ha creato una nuova linea di
Utensili rullatori La DREX -TOOLS vanta sin dal 1980 una solida esperienza nel settore della rullatura. L azienda, con il supporto di personale tecnico di vasta esperienza, ha creato una nuova linea di
Formulario Tecnologia Meccanica
 Formulario Tecnologia Meccanica Marcello Miccio U n i S A 1 4 / 0 7 / 0 1 0 Relazioni Meccanismo Formazione del Truciolo. - Rapporto di taglio: - Fattore di ricalcamento: - Spessore di taglio: sin - Spessore
Formulario Tecnologia Meccanica Marcello Miccio U n i S A 1 4 / 0 7 / 0 1 0 Relazioni Meccanismo Formazione del Truciolo. - Rapporto di taglio: - Fattore di ricalcamento: - Spessore di taglio: sin - Spessore
ESERCITAZIONE -- ASTA PORTACOMPARATORE
 ESERCITAZIONE -- ASTA PORTACOMPARATORE 1 Progettare l asta di un comparatore (determinarne diametro e materiale) OBIETTIVO minimizzare il costo F VINCOLI FUNZIONALI freccia massima di inflessione, tolleranza
ESERCITAZIONE -- ASTA PORTACOMPARATORE 1 Progettare l asta di un comparatore (determinarne diametro e materiale) OBIETTIVO minimizzare il costo F VINCOLI FUNZIONALI freccia massima di inflessione, tolleranza
LA FORMAZIONE DEL TRUCIOLO. Forza di strappamento (o Forza di taglio) e Sforzo di strappamento
 e Sforzo di strappamento") LA FORMAZIONE DEL TRUCIOLO Forza di strappamento (o Forza di taglio) e Sforzo di strappamento La forza necessaria per l asportazione del truciolo è detta Forza di strappamento (o Forza di taglio): F s
LA FORMAZIONE DEL TRUCIOLO Forza di strappamento (o Forza di taglio) e Sforzo di strappamento La forza necessaria per l asportazione del truciolo è detta Forza di strappamento (o Forza di taglio): F s
Tecnologia Meccanica
 Tecnologia Meccanica Università di Bergamo Facoltà di Ingegneria Corso di Laurea in Ingegneria Gestionale Anno Accademico 2008-09 Gianluca D Urso Docente E-mail: gianluca.d-urso@unibg.it durso@unibg.it
Tecnologia Meccanica Università di Bergamo Facoltà di Ingegneria Corso di Laurea in Ingegneria Gestionale Anno Accademico 2008-09 Gianluca D Urso Docente E-mail: gianluca.d-urso@unibg.it durso@unibg.it
Totale tempi attivi in tornitura per ogni pezzo= min
 Analisi del ciclo di lavoro presentato dal gruppo 8. Il pezzo lavorato è il numero 17.Il ciclo è composto da 3 fasi:tornitura,fresatura e rettifica.si devono lavorare 500 pezzi. CALCOLO DEI TEMPI ATTIVI
Analisi del ciclo di lavoro presentato dal gruppo 8. Il pezzo lavorato è il numero 17.Il ciclo è composto da 3 fasi:tornitura,fresatura e rettifica.si devono lavorare 500 pezzi. CALCOLO DEI TEMPI ATTIVI
ESAME DI STATO 2014/2015 INDIRIZZO ITMM MECCANICA MECCATRONICA ED ENERGIA TEMA DI : DISEGNO, PROGETTAZIONE E ORGANIZZAZIONE INDUSTRIALE
 ESAME DI STATO 2014/2015 INDIRIZZO ITMM MECCANICA MECCATRONICA ED ENERGIA Prima parte TEMA DI : DISEGNO, PROGETTAZIONE E ORGANIZZAZIONE INDUSTRIALE A) Dimensionamento dell albero L albero rappresentato
ESAME DI STATO 2014/2015 INDIRIZZO ITMM MECCANICA MECCATRONICA ED ENERGIA Prima parte TEMA DI : DISEGNO, PROGETTAZIONE E ORGANIZZAZIONE INDUSTRIALE A) Dimensionamento dell albero L albero rappresentato
Macro di tornitura gole. Ver.2 del 07/02/15
 Macro di tornitura gole Ver.2 del 07/02/15 CAMPO DI APPLICAZIONE La macroistruzione esegue la tornitura di gole sia con fianco dritto che con fianco inclinato come ad esempio gole per puleggie. In particolare
Macro di tornitura gole Ver.2 del 07/02/15 CAMPO DI APPLICAZIONE La macroistruzione esegue la tornitura di gole sia con fianco dritto che con fianco inclinato come ad esempio gole per puleggie. In particolare
TORNITURA A GRADINI. Ciclo di lavoro
 TORNITURA A GRADINI Ciclo di lavoro PEZZO DA REALIZZARE Dimensione del grezzo: Materiale: Macchine utensili utilizzate: Ø 50x102 mm 9S Mn 28 UNI 4838 Tornio parallelo OPERAZIONE N 00: PRELIEVO E CONTROLLO
TORNITURA A GRADINI Ciclo di lavoro PEZZO DA REALIZZARE Dimensione del grezzo: Materiale: Macchine utensili utilizzate: Ø 50x102 mm 9S Mn 28 UNI 4838 Tornio parallelo OPERAZIONE N 00: PRELIEVO E CONTROLLO
Esercitazione n 4 fonderia
 Esercitazione n 4 fonderia Si deve produrre un lotto composto da 100 pezzi della flangia in acciaio riportata in Figura 1. La tecnologia scelta è fonderia in terra + lavorazione per asportazione di truciolo.
Esercitazione n 4 fonderia Si deve produrre un lotto composto da 100 pezzi della flangia in acciaio riportata in Figura 1. La tecnologia scelta è fonderia in terra + lavorazione per asportazione di truciolo.
Classificazione delle lavorazioni per asportazione di truciolo
 Classificazione delle lavorazioni per asportazione di truciolo Classificazione secondo i movimenti Moto di taglio Moto di avanzamento Moto di registrazione - rettilineo - alternativo - rotatorio - continuo
Classificazione delle lavorazioni per asportazione di truciolo Classificazione secondo i movimenti Moto di taglio Moto di avanzamento Moto di registrazione - rettilineo - alternativo - rotatorio - continuo
Tecnologia Meccanica
 Tecnologia Meccanica Corso di Laurea in Ingegneria Meccanica Università di Bergamo Facoltà di Ingegneria Anno Accademico 2005-06 Osvaldo Carpina Docente Osvaldo.Carpina@unibg.it Orari ricevimento: Venerdì
Tecnologia Meccanica Corso di Laurea in Ingegneria Meccanica Università di Bergamo Facoltà di Ingegneria Anno Accademico 2005-06 Osvaldo Carpina Docente Osvaldo.Carpina@unibg.it Orari ricevimento: Venerdì
Fondamenti per la Programmazione delle Macchine a Controllo Numerico
 Fondamenti per la Programmazione delle Macchine a Controllo Numerico Sistemi di Coordinate I sistemi di coordinate, permettono al programmatore di definire i punti caratteristici del profilo da lavorare.
Fondamenti per la Programmazione delle Macchine a Controllo Numerico Sistemi di Coordinate I sistemi di coordinate, permettono al programmatore di definire i punti caratteristici del profilo da lavorare.
FRESATURA. Fresatura 1
 FRESATURA -FR Fresatura 1 FRESATURA La fresatura è una lavorazione per asportazione di materiale che consente di ottenere una vasta gamma di superfici (piani, scanalature, spallamenti, ecc.) mediante l
FRESATURA -FR Fresatura 1 FRESATURA La fresatura è una lavorazione per asportazione di materiale che consente di ottenere una vasta gamma di superfici (piani, scanalature, spallamenti, ecc.) mediante l
Tecnologia Meccanica
 11 settembre 2013 seguente componente in ghisa sferoidale. Si richiede: uno schizzo del modello, che mostri spoglie e raggi; Si utilizzi un sovrametallo di 2 mm su tutte le superfici, angoli di sformo
11 settembre 2013 seguente componente in ghisa sferoidale. Si richiede: uno schizzo del modello, che mostri spoglie e raggi; Si utilizzi un sovrametallo di 2 mm su tutte le superfici, angoli di sformo
Codolo DIN 6535 HA/HB DIN taglienti. Ottima asportazione. Elica 36 /38. del truciolo. Collarino anticollisione. Rivestimento Signum
 Codolo DI 6535 HA/HB DI 6527 4-taglienti Elica 36 /38 Ottima asportazione del truciolo Collarino anticollisione Rivestimento Signum Smusso di rinforzo Geometria frontale per foratura e lavorazioni in rampa
Codolo DI 6535 HA/HB DI 6527 4-taglienti Elica 36 /38 Ottima asportazione del truciolo Collarino anticollisione Rivestimento Signum Smusso di rinforzo Geometria frontale per foratura e lavorazioni in rampa
SCELTA DEL TIPO DI INSERTO/FRESA
 FRESATURA DI SPALLAMENTI RETTI SCELTA DEL TIPO DI INSERTO/FRESA Per l esecuzione di spallamenti retti è necessaria una fresa con un angolo di registrazione di 90. Inoltre, l angolo di 90 permette di limitare
FRESATURA DI SPALLAMENTI RETTI SCELTA DEL TIPO DI INSERTO/FRESA Per l esecuzione di spallamenti retti è necessaria una fresa con un angolo di registrazione di 90. Inoltre, l angolo di 90 permette di limitare
TECNOLOGIE MECCANICHE E DEI MATERIALI
 TECNOLOGIE MECCANICHE E DEI MATERIALI A cosa serve un officina nei laboratori di fisica? Per realizzare gli esperimenti dei LNL sono necessari dei componenti unici, creati appositamente. La presenza di
TECNOLOGIE MECCANICHE E DEI MATERIALI A cosa serve un officina nei laboratori di fisica? Per realizzare gli esperimenti dei LNL sono necessari dei componenti unici, creati appositamente. La presenza di
Spoglia superiore negativa Considerazioni tecniche
 Spoglia superiore negativa Considerazioni tecniche Negli utensili a punta singola si è sempre più affermato l utilizzo della spoglia superiore negativa, che indubbiamente porta dei vantaggi in termini
Spoglia superiore negativa Considerazioni tecniche Negli utensili a punta singola si è sempre più affermato l utilizzo della spoglia superiore negativa, che indubbiamente porta dei vantaggi in termini
it #1 Categoria UTENSILERIA MANDRINO ISO30 PORTA PINZA ER25 L=50+COD Materiale Lavorato Alluminio / PVC PORTAUTENSILI codice:
 it #1 MANDRINO ISO30 PORTA PINZA ER25 L=50+COD Categoria UTENSILERIA Materiale Lavorato Alluminio / PVC codice: 255611 I coni portautensili Emmegi assicurano il perfetto bloccaggio delle fresa; la maggiore
it #1 MANDRINO ISO30 PORTA PINZA ER25 L=50+COD Categoria UTENSILERIA Materiale Lavorato Alluminio / PVC codice: 255611 I coni portautensili Emmegi assicurano il perfetto bloccaggio delle fresa; la maggiore
M919 ESAME DI STATO DI ISTRUZIONE SECONDARIA SUPERIORE
 Pag. 1/5 Sessione ordinaria 2015 M919 ESAME DI STATO DI ISTRUZIONE SECONDARIA SUPERIORE Indirizzi: IPIM PRODUZIONI INDUSTRIALI E ARTIGIANALI CURVATURA TECNICO DEL MARE A T T E N Z I O N E La presente prova
Pag. 1/5 Sessione ordinaria 2015 M919 ESAME DI STATO DI ISTRUZIONE SECONDARIA SUPERIORE Indirizzi: IPIM PRODUZIONI INDUSTRIALI E ARTIGIANALI CURVATURA TECNICO DEL MARE A T T E N Z I O N E La presente prova
-7b - FRESATURA FRESATURA
 -7b - FRESATURA 1 FRESATURA La fresatura è una lavorazione per asportazione di materiale che consente di ottenere una vasta gamma di superfici (piani, scanalature, spallamenti, ecc.) mediante l azione
-7b - FRESATURA 1 FRESATURA La fresatura è una lavorazione per asportazione di materiale che consente di ottenere una vasta gamma di superfici (piani, scanalature, spallamenti, ecc.) mediante l azione
Forte riduzione dei costi in produzione grazie all utilizzo del mandrino idraulico a forte pressione
 New Prodotti Luglio 2016 nuovi per i tecnici dell'asportazione truciolo Forte riduzione dei costi in produzione grazie all utilizzo del mandrino idraulico a forte pressione Massimi momenti torcenti abbinati
New Prodotti Luglio 2016 nuovi per i tecnici dell'asportazione truciolo Forte riduzione dei costi in produzione grazie all utilizzo del mandrino idraulico a forte pressione Massimi momenti torcenti abbinati
Rettificatura. LIUC - Ingegneria Gestionale 1
 Rettificatura LIUC - Ingegneria Gestionale 1 Rettificatura Consiste in un asportazione di sovrametallo in piccolissimi trucioli mediante utensili detti mole formate da grani abrasivi uniti da un legante
Rettificatura LIUC - Ingegneria Gestionale 1 Rettificatura Consiste in un asportazione di sovrametallo in piccolissimi trucioli mediante utensili detti mole formate da grani abrasivi uniti da un legante
Disegno di Macchine. corso per I anno della laurea in ing. meccanica Docente: ing. Francesca Campana
 Disegno di Macchine corso per I anno della laurea in ing. meccanica Docente: ing. Francesca Campana Lezione n 8 Cenni sulle tolleranze geometriche e la rugosità superficiale Introduzione Le imprecisioni
Disegno di Macchine corso per I anno della laurea in ing. meccanica Docente: ing. Francesca Campana Lezione n 8 Cenni sulle tolleranze geometriche e la rugosità superficiale Introduzione Le imprecisioni
Tornitura aerospaziale
 Tornitura aerospaziale per le più moderne leghe ed applicazioni Un nuovo gruppo di utensili versatili Inserti rotondi Gli inserti rotondi offrono interessanti vantaggi per la lavorazione di leghe aerospaziali
Tornitura aerospaziale per le più moderne leghe ed applicazioni Un nuovo gruppo di utensili versatili Inserti rotondi Gli inserti rotondi offrono interessanti vantaggi per la lavorazione di leghe aerospaziali
MESSA IN TAVOLA. Le tavole descrittive di una parte o di un assemblato, quindi, sono associate al modello solido:
 MESSA IN TAVOLA L ambiente CAD per la messa in tavola realizza i disegni tecnici del componente (ovvero le viste in proiezione, le sezioni, i dettagli, ) a partire dalla lettura del file del modello solido.
MESSA IN TAVOLA L ambiente CAD per la messa in tavola realizza i disegni tecnici del componente (ovvero le viste in proiezione, le sezioni, i dettagli, ) a partire dalla lettura del file del modello solido.
Matteo Strano - Tecnologia Meccanica Processi di fonderia - 2 FONDERIA
 Matteo Strano - Tecnologia Meccanica Processi di fonderia - 1 Matteo Strano - Tecnologia Meccanica Processi di fonderia - 2 FONDERIA Nella tecnica di fonderia il metallo, fuso nei forni, viene colato o
Matteo Strano - Tecnologia Meccanica Processi di fonderia - 1 Matteo Strano - Tecnologia Meccanica Processi di fonderia - 2 FONDERIA Nella tecnica di fonderia il metallo, fuso nei forni, viene colato o
Rif. Bibliografico: Giusti/Santochi Tecnologia meccanica cap.9
 LAVORAZIONI DI RETTIFICA Rif. Bibliografico: Giusti/Santochi Tecnologia meccanica cap.9 1 Rettifica - le lavorazioni Foto copertina 2 Rettifica - le lavorazioni 3 Rettifica - le lavorazioni Rettifica in
LAVORAZIONI DI RETTIFICA Rif. Bibliografico: Giusti/Santochi Tecnologia meccanica cap.9 1 Rettifica - le lavorazioni Foto copertina 2 Rettifica - le lavorazioni 3 Rettifica - le lavorazioni Rettifica in
ASPORTAZIONE DI TRUCIOLO - 3 FORMAZIONE E DISTACCO
 LAVORAZIONI PER SEPARAZIONE ASPORTAZIONE DI TRUCIOLO - 3 FORMAZIONE E DISTACCO Vittore Carassiti - INFN FE 1 FORMAZIONE E DISTACCO DEL TRUCIOLO Vittore Carassiti - INFN FE 2 FATTORI DI INFLUENZA I principali
LAVORAZIONI PER SEPARAZIONE ASPORTAZIONE DI TRUCIOLO - 3 FORMAZIONE E DISTACCO Vittore Carassiti - INFN FE 1 FORMAZIONE E DISTACCO DEL TRUCIOLO Vittore Carassiti - INFN FE 2 FATTORI DI INFLUENZA I principali
INTRODUZIONE ALLE MACCHINE UTENSILI
 INTRODUZIONE ALLE MACCHINE UTENSILI Definizione di M.U. Moti di taglio e avanzamento Velocità di taglio Utensili monotaglienti e a più taglienti Il truciolo DEFINIZIONE Si definiscono macchine utensili
INTRODUZIONE ALLE MACCHINE UTENSILI Definizione di M.U. Moti di taglio e avanzamento Velocità di taglio Utensili monotaglienti e a più taglienti Il truciolo DEFINIZIONE Si definiscono macchine utensili
REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA
 REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA SETTORE ECONOMICO PROFESSIONALE 1 SETTORE MECCANICA; PRODUZIONE E MANUTENZIONE DI MACCHINE; IMPIANTISTICA Processo Lavorazioni Meccaniche
REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA SETTORE ECONOMICO PROFESSIONALE 1 SETTORE MECCANICA; PRODUZIONE E MANUTENZIONE DI MACCHINE; IMPIANTISTICA Processo Lavorazioni Meccaniche
Università degli Studi della Calabria. Elementi di Macchine
 Elementi di Macchine Collegamenti smontabili Filettature Bulloneria Chiavette, linguette e profili scanalati I Collegamenti Filettati La stabilità del collegamento è assicurata dall attrito che si sviluppa
Elementi di Macchine Collegamenti smontabili Filettature Bulloneria Chiavette, linguette e profili scanalati I Collegamenti Filettati La stabilità del collegamento è assicurata dall attrito che si sviluppa
Frese a modulo per ingranaggi cilindrici
 Frese a modulo per ingranaggi cilindrici Il taglio diretto degli ingranaggi cilindrici è il sistema più antico e nello stesso tempo il più intuitivo, perché consiste nel ricavare direttamente il vano del
Frese a modulo per ingranaggi cilindrici Il taglio diretto degli ingranaggi cilindrici è il sistema più antico e nello stesso tempo il più intuitivo, perché consiste nel ricavare direttamente il vano del
Tecnologia Meccanica
 Università di Bergamo Facoltà di Ingegneria Corso di Laurea in Ingegneria Gestionale Anno Accademico 2008-09 1 La TECNOLOGIA MECCANICA, o meglio le TECNOLOGIE DI LAVORAZIONE MECCANICA, costituiscono l
Università di Bergamo Facoltà di Ingegneria Corso di Laurea in Ingegneria Gestionale Anno Accademico 2008-09 1 La TECNOLOGIA MECCANICA, o meglio le TECNOLOGIE DI LAVORAZIONE MECCANICA, costituiscono l
Applicazioni Industriali
 Applicazioni Industriali Stampaggio a freddo - Tranciatura Marco Raimondi e-mail: mraimondi@liuc.it Lavorazione a freddo delle lamiere È il processo più diffuso per la produzione di grande serie di componentistica
Applicazioni Industriali Stampaggio a freddo - Tranciatura Marco Raimondi e-mail: mraimondi@liuc.it Lavorazione a freddo delle lamiere È il processo più diffuso per la produzione di grande serie di componentistica
Macro per tornitura filettature a dente di sega. Controllo numerico: Fanuc T serie 0/16/18/21/31
 Macro per tornitura filettature a dente di sega Controllo numerico: Fanuc T serie 0/16/18/21/31 CAMPO DI APPLICAZIONE La macro per controlli Fanuc esegue la sgrossatura e la finitura di filettature a dente
Macro per tornitura filettature a dente di sega Controllo numerico: Fanuc T serie 0/16/18/21/31 CAMPO DI APPLICAZIONE La macro per controlli Fanuc esegue la sgrossatura e la finitura di filettature a dente
Tecnologia Meccanica FRESATURA. Tecnologia Meccanica FRESATURA
 FRESATURA 1 FRESATURA La fresatura è una lavorazione per asportazione di materiale che consente di ottenere una vasta gamma di superfici (piani, scanalature, spallamenti, ecc.) mediante l azione di un
FRESATURA 1 FRESATURA La fresatura è una lavorazione per asportazione di materiale che consente di ottenere una vasta gamma di superfici (piani, scanalature, spallamenti, ecc.) mediante l azione di un