TECNOLOGIA MECCANICA. Parte 11
|
|
|
- Armando Marconi
- 9 anni fa
- Просмотров:
Транскрипт
1 TECNOLOGIA MECCANICA Parte 11
2 Con la fresatura si o=engono di superfici: piane o complesse, scanalatura semplici e complesse, smussi, sedi di lingue=e e chiave=e, ruote dentate. I sono: Moto di taglio: rotatorio con@nuo posseduto dall utensile (fresa) velocità di taglio in m/min. Moto di alimentazione: posseduto dal pezzo o dall utensile può essere rerlineo o curvilineo si misura con l avanzamento in mm/min. Moto di appostamento: necessario per regolare lo spessore da asportare; posseduto dal pezzo o dall utensile.
3 Le frese Le frese sono utensili con i taglien@ dispos@ su di superfici: cilindriche, piane, coniche o di forme anche più complesse. Ogni dente della fresa è assimilabili ad un utensile monotagliente, cara=erizzato dai propri angoli. Le frese possono avere den@ drir oppure elicoidali.
4 Le frese A seconda di lavorazione che si deve eseguire ci sono di frese.

5 Le frese e le fresatrici Le macchine u@lizzate per le operazioni di fresatura sono le fresatrici.

6 Fresatura periferica n Utensile pluritagliente Moto di taglio angolare posseduto dall utensile Fresa Moto di avanzamento posseduto dall utensile o dal pezzo F Questo s
7 Fresatura periferica In concordanza o in opposizione In opposizione (conventional) Inferiore Vita utensile In concordanza (climb) Superiore
8 Fresatura periferica Gli angoli del tagliente principale In opposizione In concordanza
9 L asportazione di truciolo L asportazione di truciolo in fresatura è più complessa che in tornitura data la presenza di più taglien@ e per la discon@nuità della formazione del truciolo stesso. Per semplicità si analizza la fresatura di una superficie piana. Questa lavorazione può essere realizzata con frese a taglio periferico e con frese a taglio frontale. Lavorazione con frese a taglio periferico L asse di rotazione della fresa è parallelo alla superficie lavorata Il moto di alimentazione può essere concorde (in concordanza) o discorde (in opposizione) con il senso di rotazione
10 L asportazione di truciolo - Lavorazione con frese a taglio periferico Nella fresatura in opposizione il truciolo ha una forma di virgola, con uno spessore che parte da zero nel momento dell inizio del conta=o tra dente e pezzo e arriva al valore finale pari all avanzamento. Il taglio inizia con una fase di strisciamento che provoca incrudimento del materiale e usura dell utensile. Nella fresatura in concordanza il dente inizia a tagliare con un urto nel punto di conta=o tra dente e pezzo, il truciolo ha quindi uno spessore pari all avanzamento del dente. In questo caso non si hanno fenomeni di strisciamento. In macchine senza recupero di gioco nel cinema@smo di avanzamento la configurazione in concordanza può provocare vibrazioni. Nelle macchine moderne esistono sistemi di recupero del gioco che eliminano il problema delle vibrazioni nella configurazione in concordanza che quindi risulta preferibile per una minore usura dell utensile.
11 Fresatura periferica Sezione del truciolo S s' l S l 2 sezione istantanea di truciolo [mm ] larghezza del truciolo [mm] s ' max. spessore del truciolo [mm] F a n z velocità di avanzamento [mm/min] avanzamento del singoli dente velocità angolare di taglio [giri/min] z numero di denti
12 Fresatura periferica Sezione del truciolo a z F nz s' a sin z D D cos p 2 2 D 2 2p cos p 1 2 D D 2 sin 1 cos se p D sin 2 p D s ' 2F nz p D
13 Fresatura periferica Potenza di taglio 2F p Ft pt S [N] s' [mm] nz D n D vt [m/s] ' Ft v Wt 1000 [KW] potenza di taglio del singolo dente ' W W z [KW] pot. di taglio tot. t ' t (z'=n. denti in presa) Il numero di denti in presa si calcola considerando il numero di denti totali della fresa e la dimensione relativa dell arco di contatto (approssimare il risultato all intero superiore)
14 Frese a taglio frontale L asse di rotazione della fresa è ortogonale alla superficie lavorata. La microgeometria superficiale dipende molto dagli angoli del tagliente e dall avanzamento. Per evitare dannosi fenomeni di vibrazione in macchine tradizionali non dotate di sistemi di recupero del gioco si deve lavorare con una certa eccentricità.
15 Frese a taglio frontale Classificazione in opposizione in concordanza In concordanza In opposizione Mista

16 Frese a taglio frontale La superficie lavorata In fresatura frontale la finitura della superficie lavorata è dovuta ai taglienti secondari Le sollecitazioni dovute al taglio possono flettere l utensile La finitura superficiale cambia e la planarità della superficie diminuisce Nota: è possibile combattere il fenomeno inclinando opportunamente l utensile in modo da compensare la flessione indotta dal taglio
17 Frese a taglio frontale Gli angoli del tagliente principale Ovviamente gli angoli vengono determinati in base alla tipologia di fresatura (In concordanza oppure in opposizione)
18 Frese a taglio frontale Sezione del truciolo S a p a z z F nz Se solo una parte dell utensile è in presa, la sezione istantanea di truciolo si calcola come nel caso della fresatura periferica. Attenzione, la costruzione geometrica è la stessa, ma le variabili hanno nome diverso
19 Frese a taglio frontale Potenza di taglio F p S S a p 2 t t [N] z [mm ] n D vt [m/s] ' Ft v Wt 1000 [KW] potenza di taglio del singolo dente ' W W z [KW] pot. di taglio tot. t ' t (z'=n. denti in presa) Anche in questo caso il numero di denti in presa si calcola considerando l arco di contatto (approssimare il risultato all intero superiore)

20 Lavorazioni realizzabili
21 Lavorazioni realizzabili
22 Parametri di taglio Velocità di taglio - sgrossatura La profondità di passata può variare tra 0,4-1,5 mm in finitura e tra 2-10 mm in sgrossatura. Il valore dell avanzamento generalmente è dato da: V a =a z n Z Con Z che rappresenta il numero di den@ della fresa, n è la velocità in giri/ minuto e a z è l avanzamento per dente
23 Parametri di taglio
24 RETTIFICA
25 RETTIFICA
26 RETTIFICA
Fresatura. LIUC - Ingegneria Gestionale 1
 Fresatura LIUC - Ingegneria Gestionale 1 Fresatura È un operazione che consente di realizzare in generale: Superfici piane Scanalature e cave di forma semplice e complessa Denti di ruote dentate Per fresare
Fresatura LIUC - Ingegneria Gestionale 1 Fresatura È un operazione che consente di realizzare in generale: Superfici piane Scanalature e cave di forma semplice e complessa Denti di ruote dentate Per fresare
FRESATURA. Fresatura periferica
 FRESATURA La fresatura è una lavorazione per asportazione di materiale che consente di ottenere una vasta gamma di superfici (piani, spallamenti, scanalature, ecc.) mediante l azione di un utensile pluritagliente
FRESATURA La fresatura è una lavorazione per asportazione di materiale che consente di ottenere una vasta gamma di superfici (piani, spallamenti, scanalature, ecc.) mediante l azione di un utensile pluritagliente
-7b - FRESATURA FRESATURA
 -7b - FRESATURA 1 FRESATURA La fresatura è una lavorazione per asportazione di materiale che consente di ottenere una vasta gamma di superfici (piani, scanalature, spallamenti, ecc.) mediante l azione
-7b - FRESATURA 1 FRESATURA La fresatura è una lavorazione per asportazione di materiale che consente di ottenere una vasta gamma di superfici (piani, scanalature, spallamenti, ecc.) mediante l azione
FRESATURA. Fresatura 1
 FRESATURA -FR Fresatura 1 FRESATURA La fresatura è una lavorazione per asportazione di materiale che consente di ottenere una vasta gamma di superfici (piani, scanalature, spallamenti, ecc.) mediante l
FRESATURA -FR Fresatura 1 FRESATURA La fresatura è una lavorazione per asportazione di materiale che consente di ottenere una vasta gamma di superfici (piani, scanalature, spallamenti, ecc.) mediante l
Tecnologia Meccanica FRESATURA. Tecnologia Meccanica FRESATURA
 FRESATURA 1 FRESATURA La fresatura è una lavorazione per asportazione di materiale che consente di ottenere una vasta gamma di superfici (piani, scanalature, spallamenti, ecc.) mediante l azione di un
FRESATURA 1 FRESATURA La fresatura è una lavorazione per asportazione di materiale che consente di ottenere una vasta gamma di superfici (piani, scanalature, spallamenti, ecc.) mediante l azione di un
Processi per asportazione C.N. Processi per asportazione C.N. Generalità sui parametri di taglio. La tornitura. Foratura, fresatura e rettifica
 Processi per asportazione C.N. Processi per asportazione C.N. Generalità sui parametri di taglio La tornitura Il controllo numerico (C.N.) Ottimizzazione del processo 2 2006 Politecnico di Torino 1 Obiettivi
Processi per asportazione C.N. Processi per asportazione C.N. Generalità sui parametri di taglio La tornitura Il controllo numerico (C.N.) Ottimizzazione del processo 2 2006 Politecnico di Torino 1 Obiettivi
Tecnologia Meccanica. Esercitazione
 OR 1 OR Esercizi sull asportazione di truciolo 1) Esercizio 1 2) Esercizio 2 3) Esercizio 3 : A) : I) II) 4) Esercizio 4 5) Esercizio 5 6) Esercizio 6 B) : 1) 2) 3) 4) ornitura Fresatura Foratura Ciclo
OR 1 OR Esercizi sull asportazione di truciolo 1) Esercizio 1 2) Esercizio 2 3) Esercizio 3 : A) : I) II) 4) Esercizio 4 5) Esercizio 5 6) Esercizio 6 B) : 1) 2) 3) 4) ornitura Fresatura Foratura Ciclo
Asportazione di truciolo. LIUC - Ingegneria Gestionale 1
 Asportazione di truciolo LIUC - Ingegneria Gestionale 1 L asportazione di truciolo Per asportazione di truciolo (taglio e rimozione del materiale) si lavorano a freddo grezzi di fonderia e semilavorati
Asportazione di truciolo LIUC - Ingegneria Gestionale 1 L asportazione di truciolo Per asportazione di truciolo (taglio e rimozione del materiale) si lavorano a freddo grezzi di fonderia e semilavorati
Foratura e lavorazioni complementari. LIUC - Ingegneria Gestionale 1
 Foratura e lavorazioni complementari LIUC - Ingegneria Gestionale 1 Foratura È la più comune delle operazioni effettuate mediante il trapano e serve per ottenere fori di precisione grossolana LIUC - Ingegneria
Foratura e lavorazioni complementari LIUC - Ingegneria Gestionale 1 Foratura È la più comune delle operazioni effettuate mediante il trapano e serve per ottenere fori di precisione grossolana LIUC - Ingegneria
Tecnologia dei Processi di Produzione. Tecnologie di Lavorazione Meccanica ad asportazione di truciolo
 Tecnologia dei Processi di Produzione Tecnologie di Lavorazione Meccanica ad asportazione di truciolo Lavorazioni ad asportazione di truciolo: Dalla piallatura in falegnameria... Truciolo alla tornitura
Tecnologia dei Processi di Produzione Tecnologie di Lavorazione Meccanica ad asportazione di truciolo Lavorazioni ad asportazione di truciolo: Dalla piallatura in falegnameria... Truciolo alla tornitura
Lavorazioni per asportazione di truciolo.
 Lavorazioni per asportazione di truciolo [email protected] Asportazione di materiale Dalla piallatura in falegnameria... Truciolo alla tornitura in officina Asportazione di materiale Taglio Abrasivi
Lavorazioni per asportazione di truciolo [email protected] Asportazione di materiale Dalla piallatura in falegnameria... Truciolo alla tornitura in officina Asportazione di materiale Taglio Abrasivi
Rettificatura. LIUC - Ingegneria Gestionale 1
 Rettificatura LIUC - Ingegneria Gestionale 1 Rettificatura Consiste in un asportazione di sovrametallo in piccolissimi trucioli mediante utensili detti mole formate da grani abrasivi uniti da un legante
Rettificatura LIUC - Ingegneria Gestionale 1 Rettificatura Consiste in un asportazione di sovrametallo in piccolissimi trucioli mediante utensili detti mole formate da grani abrasivi uniti da un legante
LE LAVORAZIONI INDUSTRIALI
 LE LAVORAZIONI INDUSTRIALI Tornitura Foratura Fresatura Rettifica Altre lavorazioni 1 LAVORAZIONI INDUSTRIALI Nelle lavorazioni industriali per asportazione di truciolo sono sempre presenti: Pezzo Grezzo
LE LAVORAZIONI INDUSTRIALI Tornitura Foratura Fresatura Rettifica Altre lavorazioni 1 LAVORAZIONI INDUSTRIALI Nelle lavorazioni industriali per asportazione di truciolo sono sempre presenti: Pezzo Grezzo
Classificazione delle lavorazioni per asportazione di truciolo
 Classificazione delle lavorazioni per asportazione di truciolo Classificazione secondo i movimenti Moto di taglio Moto di avanzamento Moto di registrazione - rettilineo - alternativo - rotatorio - continuo
Classificazione delle lavorazioni per asportazione di truciolo Classificazione secondo i movimenti Moto di taglio Moto di avanzamento Moto di registrazione - rettilineo - alternativo - rotatorio - continuo
Riferimenti: Levi/Zompì Tecnologia meccanica cap. 6 Giusti/Santochi Tecnologia meccanica cap. 9
 LAVORAZIONI DI FORATURA - ALESATURA Riferimenti: Levi/Zompì Tecnologia meccanica cap. 6 Giusti/Santochi Tecnologia meccanica cap. 9 1 FORATURA 2 FORATURA a z D/2 Moto di taglio: moto rotatorio dell utensile
LAVORAZIONI DI FORATURA - ALESATURA Riferimenti: Levi/Zompì Tecnologia meccanica cap. 6 Giusti/Santochi Tecnologia meccanica cap. 9 1 FORATURA 2 FORATURA a z D/2 Moto di taglio: moto rotatorio dell utensile
IL TAGLIO ORBITALE DELLE VITI SENZA FINE UNA TECNOLOGIA ECOSOSTENIBILE
 IL TAGLIO ORBITALE DELLE VITI SENZA FINE UNA TECNOLOGIA ECOSOSTENIBILE Marco Benincasa (Benincasa Meccanica) Giampaolo Giacomozzi (Varvel SpA) Massimiliano Turci (Studio Tecnico Turci) Riduttori a vite
IL TAGLIO ORBITALE DELLE VITI SENZA FINE UNA TECNOLOGIA ECOSOSTENIBILE Marco Benincasa (Benincasa Meccanica) Giampaolo Giacomozzi (Varvel SpA) Massimiliano Turci (Studio Tecnico Turci) Riduttori a vite
Corso di Tecnologia Meccanica
 Corso di Tecnologia Meccanica Modulo 4.4 Lavorazioni per asportazione di truciolo LIUC - Ingegneria Gestionale 1 Lavorazioni a moto di taglio rettilineo LIUC - Ingegneria Gestionale 2 Lavorazioni a moto
Corso di Tecnologia Meccanica Modulo 4.4 Lavorazioni per asportazione di truciolo LIUC - Ingegneria Gestionale 1 Lavorazioni a moto di taglio rettilineo LIUC - Ingegneria Gestionale 2 Lavorazioni a moto
Processi per asportazione C.N. Processi per asportazione C.N. Generalità sui parametri di taglio
 Processi per asportazione C.N. Processi per asportazione C.N. La tornitura Foratura, fresatura e rettifica Il controllo numerico (C.N.) Ottimizzazione del processo 2 2006 Politecnico di Torino 1 Obiettivi
Processi per asportazione C.N. Processi per asportazione C.N. La tornitura Foratura, fresatura e rettifica Il controllo numerico (C.N.) Ottimizzazione del processo 2 2006 Politecnico di Torino 1 Obiettivi
TECNOLOGIA MECCANICA. Parte 11
 TECNOLOGIA MECCANICA Parte 11 TORNITURA Con la tornitura si o:engono superfici di rivoluzione esterne ed interne, tra cui anche file:ature e superfici zigrinate. I mof cara:erisfci di questa operazione
TECNOLOGIA MECCANICA Parte 11 TORNITURA Con la tornitura si o:engono superfici di rivoluzione esterne ed interne, tra cui anche file:ature e superfici zigrinate. I mof cara:erisfci di questa operazione
ASPORTAZIONE DI TRUCIOLO - 3 FORMAZIONE E DISTACCO
 LAVORAZIONI PER SEPARAZIONE ASPORTAZIONE DI TRUCIOLO - 3 FORMAZIONE E DISTACCO Vittore Carassiti - INFN FE 1 FORMAZIONE E DISTACCO DEL TRUCIOLO Vittore Carassiti - INFN FE 2 FATTORI DI INFLUENZA I principali
LAVORAZIONI PER SEPARAZIONE ASPORTAZIONE DI TRUCIOLO - 3 FORMAZIONE E DISTACCO Vittore Carassiti - INFN FE 1 FORMAZIONE E DISTACCO DEL TRUCIOLO Vittore Carassiti - INFN FE 2 FATTORI DI INFLUENZA I principali
4)- Elementi di base della fresatura
- Elementi di base della fresatura") Fresatura periferica 4)- Elementi di base della fresatura La spianatura di superfici con le frese può essere eseguita in due modi che differiscono tra loro moltissimo negli elementi tecnici e cioè: fresatura
Fresatura periferica 4)- Elementi di base della fresatura La spianatura di superfici con le frese può essere eseguita in due modi che differiscono tra loro moltissimo negli elementi tecnici e cioè: fresatura
Formulario Tecnologia Meccanica
 Formulario Tecnologia Meccanica Marcello Miccio U n i S A 1 4 / 0 7 / 0 1 0 Relazioni Meccanismo Formazione del Truciolo. - Rapporto di taglio: - Fattore di ricalcamento: - Spessore di taglio: sin - Spessore
Formulario Tecnologia Meccanica Marcello Miccio U n i S A 1 4 / 0 7 / 0 1 0 Relazioni Meccanismo Formazione del Truciolo. - Rapporto di taglio: - Fattore di ricalcamento: - Spessore di taglio: sin - Spessore
COMPITO DI TECNOLOGIA MECCANICA
 COMPIO DI ECNOLOGIA MECCANICA 1) Ipotizzando di dover lavorare un grezzo (ø120 x 150) di acciaio con carico di rottura di 850 N/mm 2 con i seguenti vincoli riportati si calcoli per ogni operazione il tempo
COMPIO DI ECNOLOGIA MECCANICA 1) Ipotizzando di dover lavorare un grezzo (ø120 x 150) di acciaio con carico di rottura di 850 N/mm 2 con i seguenti vincoli riportati si calcoli per ogni operazione il tempo
Scheda. Descrizione della macchina. chiamato: fresa (figura 1).
.") Scheda 5 Lavorazione: Macchina: FRESATURA FRESATRICE Descrizione della macchina Le frese sono macchine utensili destinate alla lavorazione di superfici piane, di scanalature a profilo semplice o complesso,
Scheda 5 Lavorazione: Macchina: FRESATURA FRESATRICE Descrizione della macchina Le frese sono macchine utensili destinate alla lavorazione di superfici piane, di scanalature a profilo semplice o complesso,
Guida alla fresatura 1/8
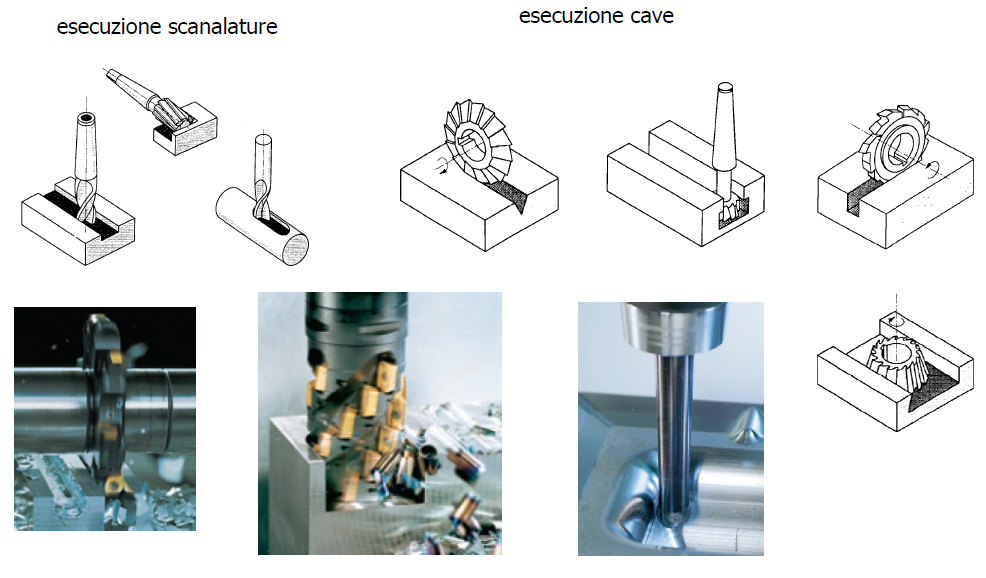
 LAVORAZIONE CON FRESE A DISCO Guida alla fresatura 1/8 SCELTA DEL TIPO DI FRESA Troncatura ad esecuzione di cave. Larghezza della fresa: Standard: 5, 6, 8 e 10 mm Speciale: 5,0 12,4 mm Questo tipo di fresa
LAVORAZIONE CON FRESE A DISCO Guida alla fresatura 1/8 SCELTA DEL TIPO DI FRESA Troncatura ad esecuzione di cave. Larghezza della fresa: Standard: 5, 6, 8 e 10 mm Speciale: 5,0 12,4 mm Questo tipo di fresa
Classificazione delle lavorazioni per asportazione di truciolo
 Classificazione delle lavorazioni per asportazione di truciolo Classificazione secondo i movimenti Moto di taglio Moto di avanzamento Moto di registrazione - rettilineo - alternativo - rotatorio - continuo
Classificazione delle lavorazioni per asportazione di truciolo Classificazione secondo i movimenti Moto di taglio Moto di avanzamento Moto di registrazione - rettilineo - alternativo - rotatorio - continuo
Foratura. Moto di taglio utensile rotatorio. Moto di avanzamento utensile. Moto di registrazione pezzo. lavorazioni. Asportazione di truciolo 120
 Foratura Moto di taglio utensile rotatorio Moto di avanzamento utensile rettilineo Moto di registrazione utensile pezzo Moto di lavoro elicoidale lavorazioni Asportazione di truciolo 120 Struttura trapani
Foratura Moto di taglio utensile rotatorio Moto di avanzamento utensile rettilineo Moto di registrazione utensile pezzo Moto di lavoro elicoidale lavorazioni Asportazione di truciolo 120 Struttura trapani
- 5b 1 - TORNITURA. Obiettivo: ottenere superfici assialsimmetriche
 - 5b 1 - TORNITURA 1 Tornitura Obiettivo: ottenere superfici assialsimmetriche Il pezzo possiede il moto di taglio (rotatorio) L utensile possiede il moto di avanzamento 2 Il tornio Un tornio parallelo
- 5b 1 - TORNITURA 1 Tornitura Obiettivo: ottenere superfici assialsimmetriche Il pezzo possiede il moto di taglio (rotatorio) L utensile possiede il moto di avanzamento 2 Il tornio Un tornio parallelo
INTRODUZIONE ALLE MACCHINE UTENSILI
 INTRODUZIONE ALLE MACCHINE UTENSILI Definizione di M.U. Moti di taglio e avanzamento Velocità di taglio Utensili monotaglienti e a più taglienti Il truciolo DEFINIZIONE Si definiscono macchine utensili
INTRODUZIONE ALLE MACCHINE UTENSILI Definizione di M.U. Moti di taglio e avanzamento Velocità di taglio Utensili monotaglienti e a più taglienti Il truciolo DEFINIZIONE Si definiscono macchine utensili
SCELTA DEL TIPO DI INSERTO/FRESA
 FRESATURA DI SPALLAMENTI RETTI SCELTA DEL TIPO DI INSERTO/FRESA Per l esecuzione di spallamenti retti è necessaria una fresa con un angolo di registrazione di 90. Inoltre, l angolo di 90 permette di limitare
FRESATURA DI SPALLAMENTI RETTI SCELTA DEL TIPO DI INSERTO/FRESA Per l esecuzione di spallamenti retti è necessaria una fresa con un angolo di registrazione di 90. Inoltre, l angolo di 90 permette di limitare
CLASSIFICAZIONI DELLE LAVORAZIONI MECCANICHE
 CLASSIFICAZIONI DELLE LAVORAZIONI MECCANICHE Le lavorazioni meccaniche possono essere classificate secondo diversi criteri. Il criterio che verrà esposto si è dimostrato quello più utile a chiarire tale
CLASSIFICAZIONI DELLE LAVORAZIONI MECCANICHE Le lavorazioni meccaniche possono essere classificate secondo diversi criteri. Il criterio che verrà esposto si è dimostrato quello più utile a chiarire tale
Asportazione di truciolo. LIUC - Ingegneria Gestionale 1
 Asportazione di truciolo LIUC - Ingegneria Gestionale 1 L asportazione di truciolo Per asportazione di truciolo (taglio e rimozione del materiale) si lavorano a freddo grezzi di fonderia e semilavorati
Asportazione di truciolo LIUC - Ingegneria Gestionale 1 L asportazione di truciolo Per asportazione di truciolo (taglio e rimozione del materiale) si lavorano a freddo grezzi di fonderia e semilavorati
 Tecnologia Meccanica 2 Tecnologie e Sistemi di Lavorazione Lavorazione di tornitura Lavorazione che ha lo scopo di ottenere superfici di rivoluzione variamente conformate. Moti caratteristici Moto di taglio
Tecnologia Meccanica 2 Tecnologie e Sistemi di Lavorazione Lavorazione di tornitura Lavorazione che ha lo scopo di ottenere superfici di rivoluzione variamente conformate. Moti caratteristici Moto di taglio
2003/2004 MACCHINE UTENSILI MOTI DI TAGLIO
 2003/2004 MACCHINE UTENSILI MOTI DI TAGLIO Si dicono macchine utensili quelle che consentono la lavorazione di pezzi di varie forme e misure asportando materiale sotto forma di trucioli mediante uno o
2003/2004 MACCHINE UTENSILI MOTI DI TAGLIO Si dicono macchine utensili quelle che consentono la lavorazione di pezzi di varie forme e misure asportando materiale sotto forma di trucioli mediante uno o
Le Macchine Utensili Lavorazioni per asportazione di truciolo. A cura di Massimo Reboldi
 Le Macchine Utensili Lavorazioni per asportazione di truciolo A cura di Massimo Reboldi Le macchine utensili La macchina utensile è la madre di tutte le battaglie; Da essa dipendono tutti i beni, sia di
Le Macchine Utensili Lavorazioni per asportazione di truciolo A cura di Massimo Reboldi Le macchine utensili La macchina utensile è la madre di tutte le battaglie; Da essa dipendono tutti i beni, sia di
Processi per asportazione C.N. Processi per asportazione C.N. Generalità sui parametri di taglio. La tornitura
 Processi per asportazione C.N. Processi per asportazione C.N. Generalità sui parametri di taglio Foratura, fresatura e rettifica Il controllo numerico (C.N.) Ottimizzazione del processo 2 2006 Politecnico
Processi per asportazione C.N. Processi per asportazione C.N. Generalità sui parametri di taglio Foratura, fresatura e rettifica Il controllo numerico (C.N.) Ottimizzazione del processo 2 2006 Politecnico
FRESE FRONTALI ALIMASTER
 B0I LAVORAZIONE A ALTA EFFICIENZA PER LEGHE I ALLUMINIO AMSR AMSRRB AMMR NUOVO! AMSR AMMR AMSRRB Frese frontali per sgrossatura alluminio Tagliente corto, enti, profilo scaricato Tagliente medio, enti
B0I LAVORAZIONE A ALTA EFFICIENZA PER LEGHE I ALLUMINIO AMSR AMSRRB AMMR NUOVO! AMSR AMMR AMSRRB Frese frontali per sgrossatura alluminio Tagliente corto, enti, profilo scaricato Tagliente medio, enti
le lavorazioni a freddo asportazione di
 le lavorazioni a freddo asportazione di le lavorazioni ad asportazione di truciolo la struttura truciolo delle macchine utensili lo studio del processo di asportazione di truciolo riveste un importanza
le lavorazioni a freddo asportazione di le lavorazioni ad asportazione di truciolo la struttura truciolo delle macchine utensili lo studio del processo di asportazione di truciolo riveste un importanza
Rif. Bibliografico: Giusti/Santochi Tecnologia meccanica cap.9
 LAVORAZIONI DI RETTIFICA Rif. Bibliografico: Giusti/Santochi Tecnologia meccanica cap.9 1 Rettifica - le lavorazioni Foto copertina 2 Rettifica - le lavorazioni 3 Rettifica - le lavorazioni Rettifica in
LAVORAZIONI DI RETTIFICA Rif. Bibliografico: Giusti/Santochi Tecnologia meccanica cap.9 1 Rettifica - le lavorazioni Foto copertina 2 Rettifica - le lavorazioni 3 Rettifica - le lavorazioni Rettifica in
ASPORTAZIONE DI TRUCIOLO - 4 DURATA DEL TAGLIENTE
 LAVORAZIONI PER SEPARAZIONE ASPORTAZIONE DI TRUCIOLO - 4 DURATA DEL TAGLIENTE Vittore Carassiti - INFN FE 1 INTRODUZIONE La velocità di taglio e gli altri parametri di lavorazione Alla velocità di taglio
LAVORAZIONI PER SEPARAZIONE ASPORTAZIONE DI TRUCIOLO - 4 DURATA DEL TAGLIENTE Vittore Carassiti - INFN FE 1 INTRODUZIONE La velocità di taglio e gli altri parametri di lavorazione Alla velocità di taglio
Le frese cilindrico-frontali in metallo duro
 Le frese cilindrico-frontali in metallo duro Le frese cilindrico-frontali fanno parte di una vastissima categoria di utensili impiegati diffusamente in ogni tipo di lavorazione meccanica. Questi utensili
Le frese cilindrico-frontali in metallo duro Le frese cilindrico-frontali fanno parte di una vastissima categoria di utensili impiegati diffusamente in ogni tipo di lavorazione meccanica. Questi utensili
85 - Precondizioni per la Lavorazione di Brocciatura
 85 - Precondizioni per la Lavorazione di Si utilizza il software CPL. Il tempo di una passata è dato dal tempo di lavoro dell utensile più il suo ritorno alla posizione di partenza: si utilizza quindi
85 - Precondizioni per la Lavorazione di Si utilizza il software CPL. Il tempo di una passata è dato dal tempo di lavoro dell utensile più il suo ritorno alla posizione di partenza: si utilizza quindi
Tecnologia Meccanica
 11 settembre 2013 seguente componente in ghisa sferoidale. Si richiede: uno schizzo del modello, che mostri spoglie e raggi; Si utilizzi un sovrametallo di 2 mm su tutte le superfici, angoli di sformo
11 settembre 2013 seguente componente in ghisa sferoidale. Si richiede: uno schizzo del modello, che mostri spoglie e raggi; Si utilizzi un sovrametallo di 2 mm su tutte le superfici, angoli di sformo
ASPORTAZIONE DI TRUCIOLO ASPORTAZIONE DI TRUCIOLO
 ASPORTAZIONE DI TRUCIOLO ASPORTAZIONE DI TRUCIOLO Distacco di alcune parti di materiale dal pezzo attraverso l interazione con utensili che agiscono in maniera progressiva truciolo utensile - cinematica
ASPORTAZIONE DI TRUCIOLO ASPORTAZIONE DI TRUCIOLO Distacco di alcune parti di materiale dal pezzo attraverso l interazione con utensili che agiscono in maniera progressiva truciolo utensile - cinematica
α angolo di pressione normale z 2 numero denti della ruota Creatori per corone elicoidali per vite senza fine Fig. N 1 x - x sezione normale
 Creatori per corone elicoidali per vite senza fine Il creatore per corone elicoidali per viti senza fine necessita di una analisi dettagliata a causa delle sue peculiari caratteristiche delle quali il
Creatori per corone elicoidali per vite senza fine Il creatore per corone elicoidali per viti senza fine necessita di una analisi dettagliata a causa delle sue peculiari caratteristiche delle quali il
Coltelli stozzatori rettilinei tipo Maag
 Coltelli stozzatori rettilinei tipo Maag Generalità Questo tipo di utensile è ancora usato in molte officine, anche se non è adatto per produzioni di grandi serie. Un tempo era una valida alternativa al
Coltelli stozzatori rettilinei tipo Maag Generalità Questo tipo di utensile è ancora usato in molte officine, anche se non è adatto per produzioni di grandi serie. Un tempo era una valida alternativa al
POLITECNICO DI TORINO TECNOLOGIA MECCANICA IL CICLO DI LAVORAZIONE
 POLITECNICO DI TORINO TECNOLOGIA MECCANICA IL CICLO DI LAVORAZIONE DEFINIZIONE Il ciclo di lavorazione è, in senso lato, la successione logica di tutte le operazioni necessarie per trasformare un pezzo
POLITECNICO DI TORINO TECNOLOGIA MECCANICA IL CICLO DI LAVORAZIONE DEFINIZIONE Il ciclo di lavorazione è, in senso lato, la successione logica di tutte le operazioni necessarie per trasformare un pezzo
LAVORAZIONI DI FRESATURA
 LAVORAZIONI DI FRESATURA Le lavorazioni di fresatura sono effettuate mediante macchine dette fresatrici utilizzando utensili detti frese. Oltre alle lavorazioni di spianatura, si possono eseguire anche
LAVORAZIONI DI FRESATURA Le lavorazioni di fresatura sono effettuate mediante macchine dette fresatrici utilizzando utensili detti frese. Oltre alle lavorazioni di spianatura, si possono eseguire anche
Stage Estivo 2002 INFN-Laboratori Nazionali di Frascati SSCR-Officina Meccanica
 Stage Estivo 2002 INFN-Laboratori Nazionali di Frascati SSCR-Officina Meccanica Stagisti: Fabrizio Pacchetti Fulvio Ricci Tutori: Giovanni Bisogni Alberto De Paolis Durante lo svolgimento dello stage presso
Stage Estivo 2002 INFN-Laboratori Nazionali di Frascati SSCR-Officina Meccanica Stagisti: Fabrizio Pacchetti Fulvio Ricci Tutori: Giovanni Bisogni Alberto De Paolis Durante lo svolgimento dello stage presso
PROGRAMMA SVOLTO Anno Scolastico:2016/2017 MATERIA : TECNOLOGIA MECCANICA DI PRODOTTO E DI PROCESSO MECCANICI /DIURNO CLASSE: 4 C MECCATRONICA
 Anno Scolastico:2016/2017 Pagine 1 di 5 MATERIA : TECNOLOGIA MECCANICA DI PRODOTTO E DI PROCESSO MECCANICI /DIURNO CLASSE: 4 C MECCATRONICA Prof.: Fortunato LAURIA 15 giugno 2017 DOC F. Lauria 15 giugno
Anno Scolastico:2016/2017 Pagine 1 di 5 MATERIA : TECNOLOGIA MECCANICA DI PRODOTTO E DI PROCESSO MECCANICI /DIURNO CLASSE: 4 C MECCATRONICA Prof.: Fortunato LAURIA 15 giugno 2017 DOC F. Lauria 15 giugno
Docente: Ing. P.Zanetti
 Torniturar Docente: Ing. P.Zanetti 1. Introduzione all operazione di tornitura Il moto di taglio (rotatorio) è affidato al pezzo Il moto di avanzamento è affidato all utensile Si ottengono solo pezzi caratterizzati
Torniturar Docente: Ing. P.Zanetti 1. Introduzione all operazione di tornitura Il moto di taglio (rotatorio) è affidato al pezzo Il moto di avanzamento è affidato all utensile Si ottengono solo pezzi caratterizzati
P: potenza in kw, n: numero di giri R: raggio puleggia in metri B = 1,1 b + 10 mm dove: B: larghezza corona l = B dove l : lunghezza mozzo puleggia
 ESERCIZIO Si deve provvedere all accoppiamento, con un riduttore a ruote dentate cilindriche a denti diritti, tra un motore asincrono trifase e un albero, rappresentato nello schema, che a sua volta trasmette
ESERCIZIO Si deve provvedere all accoppiamento, con un riduttore a ruote dentate cilindriche a denti diritti, tra un motore asincrono trifase e un albero, rappresentato nello schema, che a sua volta trasmette
Esempio utilizzo 100 moduli
 Manuale Istruzioni CPL Esempio utilizzo 100 moduli Questo esempio mostra come sia possibile utilizzare i 100 moduli a disposizione. Per comodità, in ogni modulo di lavorazione sono stati inseriti gli stessi
Manuale Istruzioni CPL Esempio utilizzo 100 moduli Questo esempio mostra come sia possibile utilizzare i 100 moduli a disposizione. Per comodità, in ogni modulo di lavorazione sono stati inseriti gli stessi
I CICLI DI LAVORAZIONE
 Generalità I CICLI DI LAVORAZIONE Si dice CICLO DI LAVORAZIONE tutto l insieme di operazioni necessarie a fabbricare un singolo elemento attraverso una successione di processi tecnologici (fusione, stampaggio,
Generalità I CICLI DI LAVORAZIONE Si dice CICLO DI LAVORAZIONE tutto l insieme di operazioni necessarie a fabbricare un singolo elemento attraverso una successione di processi tecnologici (fusione, stampaggio,
Le nuove frese a manicotto FP 140
 Jongen Italia s.r.l. Le nuove frese a manicotto FP 140 con sottoplacchetta L`utensile Le nuove frese a manicotto sono particolarmente adatte per la spianatura di quasi tutti materiali comuni, offrendo
Jongen Italia s.r.l. Le nuove frese a manicotto FP 140 con sottoplacchetta L`utensile Le nuove frese a manicotto sono particolarmente adatte per la spianatura di quasi tutti materiali comuni, offrendo
Classificazione e nomenclatura degli utensili monotaglienti
 Classificazione e nomenclatura degli utensili monotaglienti L utensile più diffuso per asportare materiale sotto forma di truciolo è l utensile monotagliente, detto anche utensile a punta singola. Esso
Classificazione e nomenclatura degli utensili monotaglienti L utensile più diffuso per asportare materiale sotto forma di truciolo è l utensile monotagliente, detto anche utensile a punta singola. Esso
LA TORNITURA. Corso di Tecnologie Speciali I prof. Luigi Carrino
 LA TORNITURA L operazione di tornitura consente di ottenere superfici di rivoluzione interne ed esterne variamente conformate tra cui anche filettature e zigrinature. I movimenti nell operazione di tornitura
LA TORNITURA L operazione di tornitura consente di ottenere superfici di rivoluzione interne ed esterne variamente conformate tra cui anche filettature e zigrinature. I movimenti nell operazione di tornitura
Jongen Italia s.r.l. Fresare con la tipologia INSERTO
 Jongen Italia s.r.l. Fresare con la tipologia INSERTO 75 GLI UTENSILI > nuova serie per spallamento retto che garantisce la massima produttività e precisione riducendo il carico sulla fresatrice CARATTERISTICHE
Jongen Italia s.r.l. Fresare con la tipologia INSERTO 75 GLI UTENSILI > nuova serie per spallamento retto che garantisce la massima produttività e precisione riducendo il carico sulla fresatrice CARATTERISTICHE
ConeFit TM Per la massima flessibilità.
 Competenza di prodotto _COMPETENZA NELL ASPORTAZIONE DEL TRUCIOLO Fresatura ConeFit TM Per la massima flessibilità. WALTER PROTOTYP ConeFit Sistema di fresatura modulare IL SISTEMA DI UTENSILI Sistema
Competenza di prodotto _COMPETENZA NELL ASPORTAZIONE DEL TRUCIOLO Fresatura ConeFit TM Per la massima flessibilità. WALTER PROTOTYP ConeFit Sistema di fresatura modulare IL SISTEMA DI UTENSILI Sistema
CARBOTOOL S FRESE IN METALLO DURO RIVESTITE DIAMANTE PER LA LAVORAZIONE DELLA GRAFITE
 CARBOTOOL S FRESE IN METALLO DURO RIVESTITE DIAMANTE PER LA LAVORAZIONE DELLA GRAFITE LA GRAFITE DIVENTA SEMPRE PIÙ IMPORTANTE IN EUROPA COME MATERIALE PER ELETTROEROSIONE Rispetto al rame la grafite
CARBOTOOL S FRESE IN METALLO DURO RIVESTITE DIAMANTE PER LA LAVORAZIONE DELLA GRAFITE LA GRAFITE DIVENTA SEMPRE PIÙ IMPORTANTE IN EUROPA COME MATERIALE PER ELETTROEROSIONE Rispetto al rame la grafite
Disegno di Macchine. corso per I anno della laurea in ing. meccanica Docente: ing. Francesca Campana
 Disegno di Macchine corso per I anno della laurea in ing. meccanica Docente: ing. Francesca Campana Lezione n 14 I processi di lavorazione per compone nti meccanici. Cenni sulle lavorazioni per asportazione
Disegno di Macchine corso per I anno della laurea in ing. meccanica Docente: ing. Francesca Campana Lezione n 14 I processi di lavorazione per compone nti meccanici. Cenni sulle lavorazioni per asportazione
PROCESSO DELL ASPORTAZIONE DEL METALLO
 PROCESSO DELL ASPORTAZIONE DEL METALLO Formazione del truciolo La lavorazione meccanica di un elemento, ha lo scopo di mutarne la forma e le dimensioni per ottenere un particolare meccanico conforme alle
PROCESSO DELL ASPORTAZIONE DEL METALLO Formazione del truciolo La lavorazione meccanica di un elemento, ha lo scopo di mutarne la forma e le dimensioni per ottenere un particolare meccanico conforme alle
RETTIFICA. Rettifica lavorazione di finitura realizzata mediante utensile multitagliente a geometria non definita (mola).
.") RETTIFICA -FR Rettifica 1 Rettifica lavorazione di finitura realizzata ediante utensile ultitagliente a geoetria non definita (ola). Angolo di spoglia generalente negativo Rettifica 2 1 Tipologia di superfici
RETTIFICA -FR Rettifica 1 Rettifica lavorazione di finitura realizzata ediante utensile ultitagliente a geoetria non definita (ola). Angolo di spoglia generalente negativo Rettifica 2 1 Tipologia di superfici
Condizioni di lavoro in rasatura
 Condizioni di lavoro in rasatura Le condizioni di lavoro in rasatura comprendono molti parametri che a volte interagiscono tra loro. E quindi necessario eseguire un esame molto attento di tutto il quadro
Condizioni di lavoro in rasatura Le condizioni di lavoro in rasatura comprendono molti parametri che a volte interagiscono tra loro. E quindi necessario eseguire un esame molto attento di tutto il quadro
UTENSILI PER TORNIRE
 di Tecnologia Meccanica UTENSILI PER TORNIRE A cura dei proff. Morotti Giovanni e Santoriello Sergio Utensili per tornire Gli utensili impiegati sul tornio sono numerosi, in relazione alle molteplici operazioni
di Tecnologia Meccanica UTENSILI PER TORNIRE A cura dei proff. Morotti Giovanni e Santoriello Sergio Utensili per tornire Gli utensili impiegati sul tornio sono numerosi, in relazione alle molteplici operazioni
ESAME DI STATO DI ISTITUTO TECNICO INDUSTRIALE Indirizzo: MECCANICA. Tema di: DISEGNO, PROGETTAZIONE ED ORGANIZZAZIONE INDUSTRIALE
 ESAME DI STATO DI ISTITUTO TECNICO INDUSTRIALE Indirizzo: MECCANICA Tema di: DISEGNO, PROGETTAZIONE ED ORGANIZZAZIONE INDUSTRIALE L'albero conduttore di un piccolo cambio a due velocità deve trasmettere
ESAME DI STATO DI ISTITUTO TECNICO INDUSTRIALE Indirizzo: MECCANICA Tema di: DISEGNO, PROGETTAZIONE ED ORGANIZZAZIONE INDUSTRIALE L'albero conduttore di un piccolo cambio a due velocità deve trasmettere
Fresatura. Moto di taglio utensile rotatorio. Moto di avanzamento pezzo lineare rettilineo o meno. Moto di registrazione pezzo lineare discontinuo
 Fresatura Moto di taglio utensile rotatorio Moto di avanzamento pezzo lineare rettilineo o meno Moto di registrazione pezzo lineare discontinuo Moto di lavoro cicloidale Periferica asse fresa // superficie
Fresatura Moto di taglio utensile rotatorio Moto di avanzamento pezzo lineare rettilineo o meno Moto di registrazione pezzo lineare discontinuo Moto di lavoro cicloidale Periferica asse fresa // superficie
4. Frese da taglio. swiss made
 4. Frese da 65 66 Frese da di ruote dentate Frese da Il di ruote dentate è un operazione di alta precisione. Si può fare in diversi modi. La migliore soluzione è quella che sarà la più economica e che
4. Frese da 65 66 Frese da di ruote dentate Frese da Il di ruote dentate è un operazione di alta precisione. Si può fare in diversi modi. La migliore soluzione è quella che sarà la più economica e che
Troncatrice per legno con tavola superiore 0870/250. Troncatrice per legno con tavola superiore 0870/250. Disco Ø 250 x 30 x 2,5 mm Z 36
 Macchinari per Legno Troncatrice per legno con tavola superiore 0870/250 Troncatrice per legno con tavola superiore 0870/250 Disco Ø 250 x 30 x 2,5 mm Z 36 Taglio massimo 0-90 75 x 130 mm Taglio massimo
Macchinari per Legno Troncatrice per legno con tavola superiore 0870/250 Troncatrice per legno con tavola superiore 0870/250 Disco Ø 250 x 30 x 2,5 mm Z 36 Taglio massimo 0-90 75 x 130 mm Taglio massimo
Jongen Italia s.r.l. Le fresette integrali di metallo duro per la lavorazione di alluminio
 Jongen Italia s.r.l. Le fresette integrali di metallo duro per la lavorazione di alluminio Fresette integrali di metallo duro per la lavorazione di alluminio Queste fresette integrali di metallo duro sono
Jongen Italia s.r.l. Le fresette integrali di metallo duro per la lavorazione di alluminio Fresette integrali di metallo duro per la lavorazione di alluminio Queste fresette integrali di metallo duro sono
Tecnologia Meccanica. Il Ciclo di Lavorazione 1
 ERGATA PARTIMENTO INGEGNERIA 1 ERGATA PARTIMENTO INGEGNERIA 1. Fonti Giusti M., Santochi F., e studi di fabbricazione, Casa Editrice Ambrosiana Cap.9 2 ERGATA PARTIMENTO INGEGNERIA Generalità Si dice CICLO
ERGATA PARTIMENTO INGEGNERIA 1 ERGATA PARTIMENTO INGEGNERIA 1. Fonti Giusti M., Santochi F., e studi di fabbricazione, Casa Editrice Ambrosiana Cap.9 2 ERGATA PARTIMENTO INGEGNERIA Generalità Si dice CICLO
it #1 Categoria UTENSILERIA MANDRINO ISO30 PORTA PINZA ER25 L=50+COD Materiale Lavorato Alluminio / PVC PORTAUTENSILI codice:
 it #1 MANDRINO ISO30 PORTA PINZA ER25 L=50+COD Categoria UTENSILERIA Materiale Lavorato Alluminio / PVC codice: 255611 I coni portautensili Emmegi assicurano il perfetto bloccaggio delle fresa; la maggiore
it #1 MANDRINO ISO30 PORTA PINZA ER25 L=50+COD Categoria UTENSILERIA Materiale Lavorato Alluminio / PVC codice: 255611 I coni portautensili Emmegi assicurano il perfetto bloccaggio delle fresa; la maggiore
FRESE E FRESATRICI: UNA BREVE RASSEGNA 1
 asdf FRESE E FRESATRICI: UNA BREVE RASSEGNA 20 December 2011 Nel processo di fresatura l'utensile possiede il movimento rotatorio di taglio mentre il movimento di avanzamento è "affidato" al pezzo. Inoltre
asdf FRESE E FRESATRICI: UNA BREVE RASSEGNA 20 December 2011 Nel processo di fresatura l'utensile possiede il movimento rotatorio di taglio mentre il movimento di avanzamento è "affidato" al pezzo. Inoltre
Jongen Italia s.r.l. La nuova fresa del tipo FP 49. permette un impegno assiale fino a 17 mm
 Jongen Italia s.r.l. La nuova fresa del tipo FP 49 permette un impegno assiale fino a 17 mm GLI UTENSILI F Nuova serie per spallamento retto che garantisce la massima produttività e precisione riducendo
Jongen Italia s.r.l. La nuova fresa del tipo FP 49 permette un impegno assiale fino a 17 mm GLI UTENSILI F Nuova serie per spallamento retto che garantisce la massima produttività e precisione riducendo
Frese minizinken. Resistenza della giunzione Minizinken
 Frese minizinken Il legno giuntato di testa è più resistente alle sollecitazioni (spinte) laterali. In passato la lunghezza della giunzione era di 30-50 mm. Attraverso la moderna tecnologia degli utensili,
Frese minizinken Il legno giuntato di testa è più resistente alle sollecitazioni (spinte) laterali. In passato la lunghezza della giunzione era di 30-50 mm. Attraverso la moderna tecnologia degli utensili,
Frese a modulo per ingranaggi cilindrici
 Frese a modulo per ingranaggi cilindrici Il taglio diretto degli ingranaggi cilindrici è il sistema più antico e nello stesso tempo il più intuitivo, perché consiste nel ricavare direttamente il vano del
Frese a modulo per ingranaggi cilindrici Il taglio diretto degli ingranaggi cilindrici è il sistema più antico e nello stesso tempo il più intuitivo, perché consiste nel ricavare direttamente il vano del
Dispensa di LAVORAZIONE alle M.U. asportazione del truciolo
 Dispensa di LAVORAZIONE alle M.U. asportazione del truciolo TABELLE PARAMETRI TECNICI ISTRUZIONI AL CALCOLO DEI PARAMETRI TECNICI Redatto da Cipro Massimo 14 Novembre 2005 Ultima revisione: 24/02/2011
Dispensa di LAVORAZIONE alle M.U. asportazione del truciolo TABELLE PARAMETRI TECNICI ISTRUZIONI AL CALCOLO DEI PARAMETRI TECNICI Redatto da Cipro Massimo 14 Novembre 2005 Ultima revisione: 24/02/2011
Tecnologie mecc. di proc. e prod. - UdA n 2 - Taglio dei metalli: Lavorazioni di rettificatura. Rettificatura
 Rettificatura Le macchine rettificatrici impiegano come utensili la mola abrasiva con lo scopo di dare ai pezzi, già lavorati o trattati, forme e dimensioni contenute entro un ristretto campo di tolleranza
Rettificatura Le macchine rettificatrici impiegano come utensili la mola abrasiva con lo scopo di dare ai pezzi, già lavorati o trattati, forme e dimensioni contenute entro un ristretto campo di tolleranza
Il ciclo di lavorazione
 Il ciclo di lavorazione Si definisce ciclo di lavorazione la sequenza ordinata di tutte le lavorazioni necessarie per trasformare una o più materie prime in un prodotto finito. Per definire il ciclo di
Il ciclo di lavorazione Si definisce ciclo di lavorazione la sequenza ordinata di tutte le lavorazioni necessarie per trasformare una o più materie prime in un prodotto finito. Per definire il ciclo di
ADMX. Nuova generazione di frese con inserti ADMX 11. Vasta area di applicazioni Migliore qualita di superfici Elevata vita utensile
 ADMX Nuova generazione di frese con inserti ADMX 11 Vasta area di applicazioni Migliore qualita di superfici Elevata vita utensile NUOVI INSERTI E UTENSILI PER FRESATURA 11 Geometrie altamente positive
ADMX Nuova generazione di frese con inserti ADMX 11 Vasta area di applicazioni Migliore qualita di superfici Elevata vita utensile NUOVI INSERTI E UTENSILI PER FRESATURA 11 Geometrie altamente positive
LAVORAZIONI INDUSTRIALI
 TORNITURA 1 LAVORAZIONI INDUSTRIALI Nelle lavorazioni industriali per asportazione di truciolo sono sempre presenti: Pezzo Grezzo Macchina Utensile Utensile Attrezzatura 2 1 TORNITURA 3 TORNITURA Obiettivo:
TORNITURA 1 LAVORAZIONI INDUSTRIALI Nelle lavorazioni industriali per asportazione di truciolo sono sempre presenti: Pezzo Grezzo Macchina Utensile Utensile Attrezzatura 2 1 TORNITURA 3 TORNITURA Obiettivo:
Classificazione delle lavorazioni per asportazione di truciolo
 Classificazione delle lavorazioni per asportazione di truciolo Classificazione secondo i movimenti Moto di taglio Moto di avanzamento Moto di registrazione - rettilineo - alternativo - rotatorio - continuo
Classificazione delle lavorazioni per asportazione di truciolo Classificazione secondo i movimenti Moto di taglio Moto di avanzamento Moto di registrazione - rettilineo - alternativo - rotatorio - continuo
ESAME DI STATO 2012/2013 INDIRIZZO MECCANICA
 ESAME DI STATO 2012/2013 INDIRIZZO MECCANICA TEMA DI:DISEGNO, PROGETTAZIONE, ORGANIZZAZIONE INDUSTRIALE Dimensionamento dell albero L albero rappresentato nell allegato può essere assimilato ad una trave
ESAME DI STATO 2012/2013 INDIRIZZO MECCANICA TEMA DI:DISEGNO, PROGETTAZIONE, ORGANIZZAZIONE INDUSTRIALE Dimensionamento dell albero L albero rappresentato nell allegato può essere assimilato ad una trave
AFFILATURA. Esercitazioni Pratiche di Tecnologia Meccanica. I. S. S. Serafino Riva Sarnico (BG)
") di Tecnologia Meccanica AFFILATURA A cura dei proff. Morotti Giovanni e Santoriello Sergio Affilatura L affilatura è l operazione che consiste nel realizzare o ripristinare i taglienti degli utensili destinati
di Tecnologia Meccanica AFFILATURA A cura dei proff. Morotti Giovanni e Santoriello Sergio Affilatura L affilatura è l operazione che consiste nel realizzare o ripristinare i taglienti degli utensili destinati
Fondamenti per la Programmazione delle Macchine a Controllo Numerico
 Fondamenti per la Programmazione delle Macchine a Controllo Numerico Sistemi di Coordinate I sistemi di coordinate, permettono al programmatore di definire i punti caratteristici del profilo da lavorare.
Fondamenti per la Programmazione delle Macchine a Controllo Numerico Sistemi di Coordinate I sistemi di coordinate, permettono al programmatore di definire i punti caratteristici del profilo da lavorare.
ESAME DI STATO 2014/2015 INDIRIZZO ITMM MECCANICA MECCATRONICA ED ENERGIA TEMA DI : DISEGNO, PROGETTAZIONE E ORGANIZZAZIONE INDUSTRIALE
 ESAME DI STATO 2014/2015 INDIRIZZO ITMM MECCANICA MECCATRONICA ED ENERGIA Prima parte TEMA DI : DISEGNO, PROGETTAZIONE E ORGANIZZAZIONE INDUSTRIALE A) Dimensionamento dell albero L albero rappresentato
ESAME DI STATO 2014/2015 INDIRIZZO ITMM MECCANICA MECCATRONICA ED ENERGIA Prima parte TEMA DI : DISEGNO, PROGETTAZIONE E ORGANIZZAZIONE INDUSTRIALE A) Dimensionamento dell albero L albero rappresentato
Aumentare la produttività in assoluto silenzio. Silent Tools
 Aumentare la produttività in assoluto silenzio Silent Tools Godetevi il silenzio Silent Tools è da lungo tempo un marchio affermato per una famiglia di utensili antivibranti per tornitura, fresatura, barenatura
Aumentare la produttività in assoluto silenzio Silent Tools Godetevi il silenzio Silent Tools è da lungo tempo un marchio affermato per una famiglia di utensili antivibranti per tornitura, fresatura, barenatura
Angoli caratteristici delle frese a lame riportate
 Angoli caratteristici delle frese a lame riportate Le frese a lame riportate sono costituite da un corpo in acciaio su cui sono fissate, in apposite sedi, le lame di acciaio rapido o di metallo duro che
Angoli caratteristici delle frese a lame riportate Le frese a lame riportate sono costituite da un corpo in acciaio su cui sono fissate, in apposite sedi, le lame di acciaio rapido o di metallo duro che
Esame di Stato di Istituto Tecnico Industriale Seconda prova scritta
 Esame di Stato di Istituto Tecnico Industriale Seconda prova scritta L'albero conduttore di un piccolo cambio a due velocità deve trasmettere una potenza di 4kW a 78rad/s. Due ruote dentate cilindriche
Esame di Stato di Istituto Tecnico Industriale Seconda prova scritta L'albero conduttore di un piccolo cambio a due velocità deve trasmettere una potenza di 4kW a 78rad/s. Due ruote dentate cilindriche
6. Quale di questi forni produce meno ossidazioni per eseguire un t.t.? a combustione ad atmosfera nessuno dei tre a nafta
 Questionario area meccanica tecnologia e disegno TECNOLOGIA MECCANICA 1. Bisogna tornire un particolare in acciaio di diametro 55 mm. Si utilizza una Vc di 90 m/min. Quale numero di giri devo scegliere
Questionario area meccanica tecnologia e disegno TECNOLOGIA MECCANICA 1. Bisogna tornire un particolare in acciaio di diametro 55 mm. Si utilizza una Vc di 90 m/min. Quale numero di giri devo scegliere
Lavorazioni per abrasione (rettifica)
") Lavorazioni per abrasione (rettifica) Moto di taglio utensile rotatorio Moto di avanzamento utensile / pezzo Moto di registrazione utensile rettilineo curvilineo Moto di lavoro (cicloidale) rettilineo
Lavorazioni per abrasione (rettifica) Moto di taglio utensile rotatorio Moto di avanzamento utensile / pezzo Moto di registrazione utensile rettilineo curvilineo Moto di lavoro (cicloidale) rettilineo
passion for precision Fresa ad alto rendimento NX-NVD
 passion for precision Fresa ad alto rendimento NX-NVD Alto rendimento universale con doppia scanalatura ed elica variabile [ 2 ] Le frese ad alto rendimento del tipo NX-NVD con geometria a doppia scanalatura
passion for precision Fresa ad alto rendimento NX-NVD Alto rendimento universale con doppia scanalatura ed elica variabile [ 2 ] Le frese ad alto rendimento del tipo NX-NVD con geometria a doppia scanalatura
GEAR Allegato. Manuale d uso. Software serie
 CRIVELLIN PROGETTAZIONI S.A.S Di Crivellin Lorenzo & C. Via Carlo Barberis, 13 10071 Borgaro Torinese (Torino) Italy www.crivellin.com [email protected] GEAR 2 1. 0 Allegato Sistema di calcolo, formule
CRIVELLIN PROGETTAZIONI S.A.S Di Crivellin Lorenzo & C. Via Carlo Barberis, 13 10071 Borgaro Torinese (Torino) Italy www.crivellin.com [email protected] GEAR 2 1. 0 Allegato Sistema di calcolo, formule
Finitura degli ingranaggi con la levigatura esterna
 Finitura degli ingranaggi con la levigatura esterna La levigatura esterna o, se si vuole, l honing esterno, consiste nel finire i fianchi dei denti dell ingranaggio con un utensile abrasivo simile, nella
Finitura degli ingranaggi con la levigatura esterna La levigatura esterna o, se si vuole, l honing esterno, consiste nel finire i fianchi dei denti dell ingranaggio con un utensile abrasivo simile, nella
A very warm welcome (Arial, 24-point bold font) Discover what's under the surface (Arial, 20-point bold font in italics)
 Discover what's under the surface (Arial, 20-point bold font in italics)") A very warm welcome (Arial, 24-point bold font) Discover what's under the surface (Arial, 20-point bold font in italics) HORN Technology Days 2015 Lavorazioni su torni a fantina mobile Produzione di particolari
A very warm welcome (Arial, 24-point bold font) Discover what's under the surface (Arial, 20-point bold font in italics) HORN Technology Days 2015 Lavorazioni su torni a fantina mobile Produzione di particolari
A very warm welcome (Arial, 24-point bold font) Discover what's under the surface (Arial, 20-point bold font in italics)
 Discover what's under the surface (Arial, 20-point bold font in italics)") A very warm welcome (Arial, 24-point bold font) Discover what's under the surface (Arial, 20-point bold font in italics) HORN Technology Days 2015 Fresatura di cave e scanalatura in fresatura Nuove opportunità
A very warm welcome (Arial, 24-point bold font) Discover what's under the surface (Arial, 20-point bold font in italics) HORN Technology Days 2015 Fresatura di cave e scanalatura in fresatura Nuove opportunità
Utensili rullatori. Tecnologia della rullatura. Vantaggi della rullatura DREX -TOOLS UTENSILI RULLATORI
 Utensili rullatori La DREX -TOOLS vanta sin dal 1980 una solida esperienza nel settore della rullatura. L azienda, con il supporto di personale tecnico di vasta esperienza, ha creato una nuova linea di
Utensili rullatori La DREX -TOOLS vanta sin dal 1980 una solida esperienza nel settore della rullatura. L azienda, con il supporto di personale tecnico di vasta esperienza, ha creato una nuova linea di
Multicut XA la nuova fresa finitrice per alluminio
 passion for passion precision for precision Multicut XA la nuova fresa finitrice per alluminio Multicut XA produttività e qualità per la finitura di alluminio [ 2 ] Multicut XA è la nuova fresa finitrice
passion for passion precision for precision Multicut XA la nuova fresa finitrice per alluminio Multicut XA produttività e qualità per la finitura di alluminio [ 2 ] Multicut XA è la nuova fresa finitrice
Il ciclo di lavorazione
 Il ciclo di lavorazione Analisi critica del disegno di progetto Riprogettazione del componente (ove necessario) Determinazione dei processi tecnologici e scelta delle macchine utensili Stesura del ciclo
Il ciclo di lavorazione Analisi critica del disegno di progetto Riprogettazione del componente (ove necessario) Determinazione dei processi tecnologici e scelta delle macchine utensili Stesura del ciclo