LAVORAZIONI INDUSTRIALI
|
|
|
- Oliviero Colella
- 10 anni fa
- Просмотров:
Транскрипт
1 TORNITURA 1 LAVORAZIONI INDUSTRIALI Nelle lavorazioni industriali per asportazione di truciolo sono sempre presenti: Pezzo Grezzo Macchina Utensile Utensile Attrezzatura 2 1

2 TORNITURA 3 TORNITURA Obiettivo: ottenere superfici assialsimmetriche Moto di taglio: di tipo rotatorio uniforme, intorno all asse di tornitura, posseduto dal pezzo Moto di avanzamento: di tipo traslatorio uniforme, rettilineo o curvilineo, posseduto dall utensile 4 2

3 TORNITURA 5 TORNITURA Superfici piane - Ottenute con: avanzamento longitudinale e // all asse di rotazione del pezzo per lavorazione, con utensile a coltello, di uno spallamento avanzamento trasversale e all asse di rotazione del pezzo (sfacciatura e troncatura) Superfici cilindriche - Ottenute con: avanzamento longitudinale e // all asse di rotazione del pezzo Superfici coniche - Ottenute con: avanzamento con moto rettilineo secondo una direzione complanare ed obliqua rispetto all asse di rotazione del pezzo Calotte sferiche Ottenute con: Avanzamenti longitudinale e trasversale tali da far descrivere all utensile un arco di cerchio con asse ortogonale incidente quello di rotazione del pezzo Superfici toroidali Ottenute con: Come nel punto precedente ma con assi ortogonali ma sghembi rispetto a quello di rotazione del pezzo 6 3

4 TORNITURA Superfici di rivoluzione di forma generica Ottenute con: avanzamenti longitudinale e trasversale risultanti in una traiettoria dell utensile del tutto generica (anche se generalmente composta da segmenti rettilinei ed archi di cerchio) Filettature Ottenute con: avanzamento longitudinale, pari al passo, impresso ad un utensile di forma (corrispondente al vano tra due filetti adiacenti) 7 TORNITURA Tornitura esterna: Si lavora la superficie esterna del pezzo Tornitura interna: Si lavora la parete di un foro, passante o cieco In entrambi i casi si possono eseguire sia moti di avanzamento longitudinali, sia trasversali 8 4

5 TORNITURA Tornitura esterna con avanzamento longitudinale (a e) Tornitura esterna con avanzamento trasversale (f q) Foratura e allargatura (r, s) Tornitura interna con avanzamento longitudinale e trasversale (t y) 9 TORNITURA a) Tornitura esterna longitudinale con utensile a coltello (χ=90) b) Tornitura esterna longitudinale con utensile di sgrossatura (χ<90) c) Tornitura esterna longitudinale con utensile di finitura d) Tornitura conica e) Filettatura 10 5
 c) Tornitura esterna longitudinale con utensile di finitura d) Tornitura conica e) Filettatura")
6 TORNITURA f) Sfacciatura con con utensile a coltello (χ=90) g) Sfacciatura (utensile con χ<90) h) Svasatura i) Smusso esterno l) Smusso interno 11 TORNITURA m) Lavorazione di gola (forma generica) n) Lavorazione di gola (forma rettangolare) o) Lavorazione di gola (forma rettangolare) p) Troncatura q) Sagomatura mediante utensile di forma 12 6
 p) Troncatura q) Sagomatura mediante")
7 TORNITURA r) Foratura dal pieno con punta elicoidale s) Allargatura (allargatore pluritagliente) 13 TORNITURA t) Tornitura interna longitudinale u) Tornitura interna longitudinale + Sfacciatura x) Gola di scarico (utensile di forma) y) Filettatura interna 14 7
 Gola di scarico (utensile di")
8 TORNIO Tornio parallelo manuale 15 Comando cambio di velocità Comando movimenti barra o madrevite Mandrino autocentrante Vite per fissaggio torretta Rubinetto per liquido refrigerante Contropunta Controtesta Volantino movimento contropunta Madrevite Barra avanzamento automatico Comandi cambio di avanzamenti e passi per filettature 16 Carro Bancale Barra avviamento rotazione mandrino 8

9 TORNIO Torretta portautensili Volantino slitta portautensili Volantino slitta trasversale Comando avanzamento automatico longitudinale Comando avanzamento automatico trasversale Innesto madrevite Volantino spostamento manuale del carro Avviamento rotazione mandrino

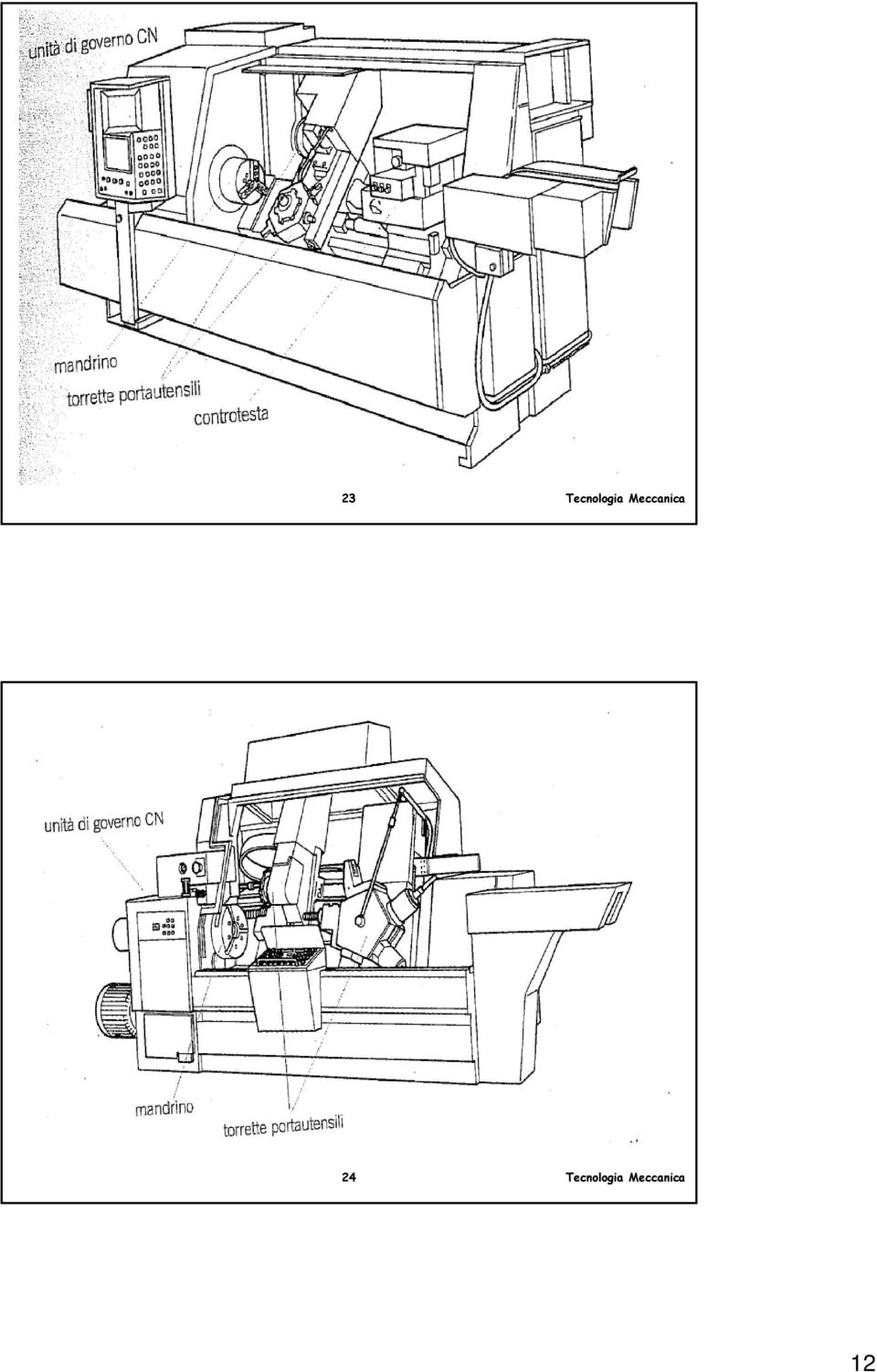
10 Moto del carro tramite barra scanalata 19 TORNIO Tornio a controllo numerico 20 10

11 Centri di tornitura CNC

12
13
14

15 Shortt.wmv shortpawn.wmv shortlathempg.wmv 29 ATTREZZATURA Serve per: definire in maniera univoca la posizione del pezzo in lavorazione (riferimento) bloccare il pezzo in lavorazione (bloccaggio) il pezzo non deve spostarsi sotto l azione delle forze di lavorazione 30 15
 il pezzo non deve spostarsi sotto l")
16 Bloccaggio pezzi Tornitura cilindrica esterna / interna montaggio a sbalzo con contropunta tra le punte 31 TORNIO: Mandrino Autocentrante 32 16

17 Bloccaggio pezzi Tornitura cilindrica esterna / interna piattaforma a tre griffe autocentranti 33 Tornitura cilindrica esterna / interna piattaforma a quattro griffe indipendenti Bloccaggio pezzi 34 17

18 TORNIO: controtesta e contropunta 35 ATTREZZATURA Foro da centro 36 18

19 TORNIO: Contropunta 37 Bloccaggio pezzi Tornitura cilindrica esterna tra le punte brida + menabrida trascinatore frontale 38 19

20 39 Bloccaggio pezzi Tornitura cilindrica esterna / interna di pezzi piccoli pinze elastiche 40 20

21 Bloccaggio pezzi Tornitura cilindrica esterna di pezzi snelli supporto del pezzo tramite lunetta 41 TORNIO: Controtesta e Lunetta Lunetta Controtesta 42 21
22 TORNITURA Parametri di lavorazione caratteristici: avanzamento a [mm/giro] profondità di passata p [mm] spessore di truciolo s [mm] sezione di truciolo S [mm 2 ] velocità di taglio v t [m/min] Sezione teorica: è data dal prodotto fra profondità di passata e avanzamento: S = a p 43 SEZIONE DEL TRUCIOLO Sezione equivalente: è l area del parallelogramma di cui un lato è pari alla lunghezza del profilo utensile in presa con il materiale l e e l altezza è pari a s e (spessore del truciolo equivalente): s e = S / l e = (a p) / l e S e = s e l e 44 22
23 SEZIONE DEL TRUCIOLO Sezione reale: è la sezione effettiva del truciolo dopo il distacco dal pezzo. S r = s 1 l 1 45 FORZE E POTENZA IN TORNITURA 46 23
24 FORZE IN TORNITURA Componenti della forza F r F t F a R F a = Forza di avanzamento F r = Forza di repulsione F t = Forza di taglio 47 POTENZA IN TORNITURA Calcolata attraverso il prodotto scalare: r r P = R v = F v + F v + F v t t a a r r Poiché: v r = 0 P = F v + F t t a v a Inoltre: Quindi: v << v F < a P = F t v t t a F t 48 24
25 FORZE IN TORNITURA Metodo della pressione di taglio F t = p t S F t = p = S s p t 1/ n p s ( 1 1/ n S )
26 51 Verifiche in tornitura Affinché una lavorazione sia realizzabile è necessario verificare che: la profondità di passata considerata sia compatibile con l utensile selezionato l avanzamento selezionato sia nell intervallo di ammissibilità per il tornio la velocità di taglio e, quindi, il numero di giri selezionato sia compatibile con le caratteristiche del tornio la potenza necessaria alla lavorazione sia effettivamente erogabile dal tornio considerato 52 26
27 Verifiche in tornitura inoltre, è necessario verificare che: i parametri di taglio siano compatibili con la finitura superficiale richiesta i parametri di taglio siano compatibili con le tolleranze dimensionali e geometriche imposte l attrezzatura selezionata sia in grado di afferrare saldamente il pezzo in lavorazione 53 Verifiche sull attrezzatura M r M t 54 27
28 Verifica dell autocentrante Momento di taglio: M t = F t D / 2 Momento resistente: M r = z μ p A D* / 2 dove: z = numero di griffe dell autocentrante; p = pressione di contatto griffa-pezzo; A = area di contatto griffa-pezzo; μ = coefficiente di attrito statico; D = diametro del pezzo in corrispondenza dell utensile; D* = diametro del pezzo in corrispondenza delle griffe. μ = 0.15 per griffe in acciaio dolce; 0.25 per griffe con profilo ondulato; per griffe rigate in acciaio temprato. 55 Verifica dell autocentrante Affinché la lavorazione sia eseguibile, si deve verificare che: M t = F t D / 2 < M r = z μ p A D* / 2 N.B. Se i dispositivi dell autocentrante sono di tipo meccanico, allora la pressione di contatto p varia con la velocità di rotazione n: se n aumenta, p diminuisce! 56 28
29 INFLESSIONE DEL PEZZO 57 INFLESSIONE DEL PEZZO Caso 1: a sbalzo (autocentrante) F t N.B. La freccia f è massima quando la forza è applicata all estremità libera. f = 1 3 Ft E 3 L J [mm] 58 29
30 INFLESSIONE DEL PEZZO Caso 2: autocentrante - contropunta F t N.B. La freccia f è massima quando L L f Ft E 3 L J [mm] 59 INFLESSIONE DEL PEZZO Caso 3: tra le punte (punta - contropunta) F t N.B. La freccia f è massima quando L 1 = L/2 f = 1 48 Ft E 3 L J [mm] 60 30
31 INFLESSIONE DEL PEZZO Caso 1: a sbalzo (autocentrante) f = 1 3 Ft E 3 L J [mm] Caso 2: autocentrante - contropunta f Ft E 3 L J [mm] Caso 3: tra le punte (punta - contropunta) f = 1 48 Ft E 3 L J [mm] 61 RUGOSITA SUPERFICIALE 62 31
32 RUGOSITA SUPERFICIALE Rugosità Teorica: utensile con raggio di punta nullo 63 RUGOSITA SUPERFICIALE Rugosità Teorica: utensile con raggio di punta r
33 RUGOSITA SUPERFICIALE Influenza dell avanzamento a e del raggio di punta r 65 RUGOSITA SUPERFICIALE Influenza della velocità di taglio sulla rugosità reale 66 33
34 RUGOSITA SUPERFICIALE Esempio dell influenza dell avanzamento 1000 Ra = 32 a 2 r 67 Tipologie utensili Tornitura esterna Tornitura interna Fig
35 Tipologie utensili Contornatura: a k Tornitura longit. Dx: b Tornitura cilindrica e sfacciatura: c Tornitura cilindrica e sfacciatura (ut. a losanga): d - e Tornitura cilindrica e sfacciatura (ut. tondo): f Sgrossatura longitudinale Dx: g Utensile a coltello: h Tornitura esterna 69 Tipologie utensili Tornitura interna Tornitura longit. Di sgrossatura: i Tornitura di gole e spallamenti: l - m Tornitura longitudinale: n - p Utensile a coltello: q Contornatura: r 70 35
36 Filettatura Schema di realizzazione p z1 = Fig 5.22 pm z2 71 Filettatura Utensili per filettare Fig
37 Filettatura Modalità di esecuzione di una filettatura 73 Filettatura Modalità di esecuzione di una filettatura INCREMENTO RADIALE Tagliente principale e secondario sono impiegati in egual misura La lunghezza su cui avviene il taglio è elevata Possibile insorgenza di vibrazioni dannose per la finitura superficiale 74 37
38 Filettatura Modalità di esecuzione di una filettatura INCREMENTO PARALLELO AL FIANCO DEL FILETTO Tagliente secondario impiegato su una lunghezza minore (pari all incremento stesso) Migliore formazione e controllo del truciolo Possibilmente incrementi tali da garantire una sezione costane del truciolo 75 Filettatura Modalità di esecuzione di una filettatura INCREMENTO ALTERNATO Utilizzato per filettature di grande diametro Usura indifferenziata tra i due taglienti e maggiore durata utensile 76 38
39 Filettatura Modalità di esecuzione di una filettatura Gli inserti con profilo a V, comunemente utilizzati, non permettono di lavorare le creste del filetto Con inserti a PROFILO COMPLETO è invece possibile realizzare l intera forma del profilo filettato Nel caso di inserti a DOPPIO PROFILO il secondo dente penetra più in profondità nella superficie lavorata Esistono anche utensili dotati di più pettini 77 Filettatura Modalità di esecuzione di una filettatura 78 39
40 Utensili speciali Inserti autobloccanti per lavorazioni di gole radiali e di troncatura 79 Utensili speciali Inserti autobloccanti per lavorazioni di gole radiali e di troncatura 80 40
41 Un tornio frontale manuale Configurazione orizzontale Lavorazione di pezzi con elevati diametri e lunghezza limitata I torni semifrontali presentano anche la controtesta 81 Un tornio verticale manuale Configurazione verticale Lavorazione di pezzi con elevati diametri e lunghezza limitata 82 41
LE LAVORAZIONI INDUSTRIALI
 LE LAVORAZIONI INDUSTRIALI Tornitura Foratura Fresatura Rettifica Altre lavorazioni 1 LAVORAZIONI INDUSTRIALI Nelle lavorazioni industriali per asportazione di truciolo sono sempre presenti: Pezzo Grezzo
LE LAVORAZIONI INDUSTRIALI Tornitura Foratura Fresatura Rettifica Altre lavorazioni 1 LAVORAZIONI INDUSTRIALI Nelle lavorazioni industriali per asportazione di truciolo sono sempre presenti: Pezzo Grezzo
LA TORNITURA. Corso di Tecnologie Speciali I prof. Luigi Carrino
 LA TORNITURA L operazione di tornitura consente di ottenere superfici di rivoluzione interne ed esterne variamente conformate tra cui anche filettature e zigrinature. I movimenti nell operazione di tornitura
LA TORNITURA L operazione di tornitura consente di ottenere superfici di rivoluzione interne ed esterne variamente conformate tra cui anche filettature e zigrinature. I movimenti nell operazione di tornitura
TORNIO PARALLELO 4 MECCANICI SERALE TORNIO PARALLELO 4 MECCANICI SERALE PAGINA 1/1
 TORNIO PARALLELO 4 MECCANICI SERALE PAGINA 1/1 Basamento E costituito da una struttura portante in ghisa stabilizzata e munito di nervature, garantisce la massima robustezza e rigidità dell'insieme. Le
TORNIO PARALLELO 4 MECCANICI SERALE PAGINA 1/1 Basamento E costituito da una struttura portante in ghisa stabilizzata e munito di nervature, garantisce la massima robustezza e rigidità dell'insieme. Le
Corso di Tecnologia Meccanica
 Corso di Tecnologia Meccanica Modulo 4.1 Lavorazioni per asportazione di truciolo LIUC - Ingegneria Gestionale 1 Il principio del taglio dei metalli LIUC - Ingegneria Gestionale 2 L asportazione di truciolo
Corso di Tecnologia Meccanica Modulo 4.1 Lavorazioni per asportazione di truciolo LIUC - Ingegneria Gestionale 1 Il principio del taglio dei metalli LIUC - Ingegneria Gestionale 2 L asportazione di truciolo
Il ciclo di lavorazione
 Il ciclo di lavorazione Analisi critica del disegno di progetto Riprogettazione del componente (ove necessario) Determinazione dei processi tecnologici e scelta delle macchine utensili Stesura del ciclo
Il ciclo di lavorazione Analisi critica del disegno di progetto Riprogettazione del componente (ove necessario) Determinazione dei processi tecnologici e scelta delle macchine utensili Stesura del ciclo
TORNI PARALLELI PESANTI mod. 1A670, 1A670-12,5
 TORNI PARALLELI PESANTI mod. 1A670, 1A670-12,5 M.I.R.M.U. - Via Baldinucci, 40 20158 Milano - Tel 02.39320593 Fax 02.39322954 info @mirmu.it 1 Le macchine sono destinate ad eseguire le operazioni di sgrossatura
TORNI PARALLELI PESANTI mod. 1A670, 1A670-12,5 M.I.R.M.U. - Via Baldinucci, 40 20158 Milano - Tel 02.39320593 Fax 02.39322954 info @mirmu.it 1 Le macchine sono destinate ad eseguire le operazioni di sgrossatura
LAVORAZIONI AL TORNIO PARALLELO
 LAVORAZIONI AL TORNIO PARALLELO SGROSSATURA Passate grandi: 0,5 10 mm Avanzamenti grandi: 0,1 0,6 mm/giro Sovrametallo da lasciare per la finitura: 0,2 0,5 mm Utensile in acciaio super rapido HSS UNI 4247
LAVORAZIONI AL TORNIO PARALLELO SGROSSATURA Passate grandi: 0,5 10 mm Avanzamenti grandi: 0,1 0,6 mm/giro Sovrametallo da lasciare per la finitura: 0,2 0,5 mm Utensile in acciaio super rapido HSS UNI 4247
Lavorazioni al TORNIO PARALLELO
 Istituto Istituto Istruzione Superiore G. Boris Giuliano" Via Carducci, 13-94015 Piazza Armerina (En) Corso di Tecnologie Meccaniche e Applicazioni Anno scolastico 2015-2016 Lavorazioni al TORNIO PARALLELO
Istituto Istituto Istruzione Superiore G. Boris Giuliano" Via Carducci, 13-94015 Piazza Armerina (En) Corso di Tecnologie Meccaniche e Applicazioni Anno scolastico 2015-2016 Lavorazioni al TORNIO PARALLELO
TORNIO PARALLELO. Esercitazioni Pratiche di Tecnologia Meccanica. I. S. S. Serafino Riva Sarnico (BG)
") di Tecnologia Meccanica TORNIO PARALLELO A cura dei proff. Morotti Giovanni e Santoriello Sergio Tornio parallelo In questa trattazione ci occuperemo diffusamente del tornio parallelo, cioè del tipo di
di Tecnologia Meccanica TORNIO PARALLELO A cura dei proff. Morotti Giovanni e Santoriello Sergio Tornio parallelo In questa trattazione ci occuperemo diffusamente del tornio parallelo, cioè del tipo di
Classificazione secondo i movimenti
 CLASSIFICAZIONE DELLE LAVORAZIONI PER ASPORTAZIONE DI TRUCIOLO Classificazione secondo i movimenti Moto di taglio - rettilineo -alternativo - rotatorio Moto di avanzamento - continuo -intermittente all
CLASSIFICAZIONE DELLE LAVORAZIONI PER ASPORTAZIONE DI TRUCIOLO Classificazione secondo i movimenti Moto di taglio - rettilineo -alternativo - rotatorio Moto di avanzamento - continuo -intermittente all
ALESATRICE ORIZZONTALE Mod. 2B660
 ALESATRICE ORIZZONTALE Mod. 2B660 M.I.R.M.U. - Via Baldinucci, 40 20158 Milano - Tel 02.39320593 Fax 02.39322954 info @mirmu.it 1 La macchina utensile di tipo universale con un montante anteriore mobile
ALESATRICE ORIZZONTALE Mod. 2B660 M.I.R.M.U. - Via Baldinucci, 40 20158 Milano - Tel 02.39320593 Fax 02.39322954 info @mirmu.it 1 La macchina utensile di tipo universale con un montante anteriore mobile
TORNI VERTICALI A DUE MONTANTI Mod. 1520, 1525, 1L532
 TORNI VERTICALI A DUE MONTANTI Mod. 15, 155, 1L5 M.I.R.M.U. Via Baldinucci, 4 158 Milano Tel.959 Fax.9954 info @mirmu.it 1 Le macchine sono destinate alle operazioni di sgrossatura e di finitura di pezzi
TORNI VERTICALI A DUE MONTANTI Mod. 15, 155, 1L5 M.I.R.M.U. Via Baldinucci, 4 158 Milano Tel.959 Fax.9954 info @mirmu.it 1 Le macchine sono destinate alle operazioni di sgrossatura e di finitura di pezzi
L automazione. L automazione. Insieme delle tecniche e dei metodi per sostituire o ridurre l intervento umano in un attività lavorativa
 L automazione 1 L automazione Insieme delle tecniche e dei metodi per sostituire o ridurre l intervento umano in un attività lavorativa Politecnico di Torino 1 Automazione delle macchine utensili (M.U.)
L automazione 1 L automazione Insieme delle tecniche e dei metodi per sostituire o ridurre l intervento umano in un attività lavorativa Politecnico di Torino 1 Automazione delle macchine utensili (M.U.)
METODO PER LA STESURA DI PROGRAMMI PER IL CENTRO DI LAVORO CNC
 METODO PER LA STESURA DI PROGRAMMI PER IL CENTRO DI LAVORO CNC Riferimento al linguaggio di programmazione STANDARD ISO 6983 con integrazioni specifiche per il Controllo FANUC M21. RG - Settembre 2008
METODO PER LA STESURA DI PROGRAMMI PER IL CENTRO DI LAVORO CNC Riferimento al linguaggio di programmazione STANDARD ISO 6983 con integrazioni specifiche per il Controllo FANUC M21. RG - Settembre 2008
FRESATRICI CLASSIFICAZIONE DELLE FRESATRICI
 FRESATRC CLASSFCAZONE DELLE FRESATRC Le fresatrici si distinguono principalmente per la disposizione dell albero portafresa e per le possibilità di movimento della tavola portapezzo. Si classificano in
FRESATRC CLASSFCAZONE DELLE FRESATRC Le fresatrici si distinguono principalmente per la disposizione dell albero portafresa e per le possibilità di movimento della tavola portapezzo. Si classificano in
FISSAGGIO DEL PEZZO IN LAVORAZIONE SUL TORNIO
 di Tecnologia Meccanica FISSAGGIO DEL PEZZO IN LAVORAZIONE SUL TORNIO A cura dei proff. Morotti Giovanni e Santoriello Sergio FISSAGGIO DEL PEZZO IN LAVORAZIONE SUL TORNIO Gli attrezzi e i sistemi per
di Tecnologia Meccanica FISSAGGIO DEL PEZZO IN LAVORAZIONE SUL TORNIO A cura dei proff. Morotti Giovanni e Santoriello Sergio FISSAGGIO DEL PEZZO IN LAVORAZIONE SUL TORNIO Gli attrezzi e i sistemi per
Fresatura. Moto di taglio utensile rotatorio. Moto di avanzamento pezzo lineare rettilineo o meno. Moto di registrazione pezzo lineare discontinuo
 Fresatura Moto di taglio utensile rotatorio Moto di avanzamento pezzo lineare rettilineo o meno Moto di registrazione pezzo lineare discontinuo Moto di lavoro cicloidale Periferica asse fresa // superficie
Fresatura Moto di taglio utensile rotatorio Moto di avanzamento pezzo lineare rettilineo o meno Moto di registrazione pezzo lineare discontinuo Moto di lavoro cicloidale Periferica asse fresa // superficie
TORNIO. Figura 1 - Vista di insieme del tornio parallelo
 Descrizione della macchina TORNIO I torni sono macchine che eseguono l asportazione di truciolo: lo scopo è ottenere superfici esterne e interne variamente conformate. Nel tornio il pezzo in lavorazione
Descrizione della macchina TORNIO I torni sono macchine che eseguono l asportazione di truciolo: lo scopo è ottenere superfici esterne e interne variamente conformate. Nel tornio il pezzo in lavorazione
TECNOLOGIA MECCANICA LE MACCHINE UTENSILI A CNC I Centri di Lavoro
 LE MACCHINE UTENSILI A CNC I Centri di Lavoro Centro per l Automazione e la Meccanica Via Rainusso 138/N 41100 Modena INDICE 1 Fresatrici, Alesatrici e Centri di Lavoro pag. 2 1.1 Generalità 2 1.2 Struttura
LE MACCHINE UTENSILI A CNC I Centri di Lavoro Centro per l Automazione e la Meccanica Via Rainusso 138/N 41100 Modena INDICE 1 Fresatrici, Alesatrici e Centri di Lavoro pag. 2 1.1 Generalità 2 1.2 Struttura
RUOTE DENTATE. Introduzione
 RUOTE DENTATE 362 Introduzione Le ruote dentate costituiscono un sistema affidabile per la trasmissione del moto tra assi paralleli, incidenti e sghembi. La trasmissione avviene per spinta dei denti della
RUOTE DENTATE 362 Introduzione Le ruote dentate costituiscono un sistema affidabile per la trasmissione del moto tra assi paralleli, incidenti e sghembi. La trasmissione avviene per spinta dei denti della
ESERCITAZIONE Scrittura di un programma CNC per la fresatura di un componente dato
 ESERCITAZIONE Scrittura di un programma CNC per la fresatura di un componente dato Nella presente esercitazione si redige il programma CNC per la fresatura del pezzo illustrato nelle Figure 1 e 2. Figura
ESERCITAZIONE Scrittura di un programma CNC per la fresatura di un componente dato Nella presente esercitazione si redige il programma CNC per la fresatura del pezzo illustrato nelle Figure 1 e 2. Figura
MATERIA: LABORATORIO DI MECCANICA
 UF1 - PRODURRE ALLA FRESATRICE Norme del disegno tecnico. Tolleranze di lavorazione. Lettura degli strumenti di misura e di controllo Conoscenza degli utensili per fresare Calcolo dei parametri di taglio.
UF1 - PRODURRE ALLA FRESATRICE Norme del disegno tecnico. Tolleranze di lavorazione. Lettura degli strumenti di misura e di controllo Conoscenza degli utensili per fresare Calcolo dei parametri di taglio.
classe 4 MECCANICI SERALE
 TORNIO CNC classe 4 MECCANICI SERALE 1 PARTE COSTRUZIONE DI UN PROGRAMMA TORNIO CNC Il programma di lavorazione deve essere immesso con un formato accettabile dal CNC. Tale formato deve comprendere tutti
TORNIO CNC classe 4 MECCANICI SERALE 1 PARTE COSTRUZIONE DI UN PROGRAMMA TORNIO CNC Il programma di lavorazione deve essere immesso con un formato accettabile dal CNC. Tale formato deve comprendere tutti
SCELTA DEL TIPO DI FRESA
 LAVORAZIONE CON FRESE A CANDELA SCELTA DEL TIPO DI FRESA La scelta del tipo di fresa a candela dipende dal grado di tolleranza e finitura superficiale richiesti. Utilizzare una fresa riaffilabile per applicazioni
LAVORAZIONE CON FRESE A CANDELA SCELTA DEL TIPO DI FRESA La scelta del tipo di fresa a candela dipende dal grado di tolleranza e finitura superficiale richiesti. Utilizzare una fresa riaffilabile per applicazioni
INDICE. 1. Lavorazioni di Aggiustaggio: 2. Lavorazioni al Tornio: 3. Lavorazioni di Fresatura:
 1 INDICE 1. Lavorazioni di Aggiustaggio: - Tracciatura - Limatura - Taglio - Seghettatura - Foratura - Alesatura - Filettatura - Maschiatura - Svasatura - Lamatura 2. Lavorazioni al Tornio: - Sfacciatura
1 INDICE 1. Lavorazioni di Aggiustaggio: - Tracciatura - Limatura - Taglio - Seghettatura - Foratura - Alesatura - Filettatura - Maschiatura - Svasatura - Lamatura 2. Lavorazioni al Tornio: - Sfacciatura
ELEMENTI DI PRODUZIONE METALMECCANICA
 ELEMENTI DI PRODUZIONE METALMECCANICA 156 Introduzione ai processi di produzione metalmeccanica I processi di produzione metalmeccanica si possono classificare nelle tre grandi famiglie di seguito indicate.
ELEMENTI DI PRODUZIONE METALMECCANICA 156 Introduzione ai processi di produzione metalmeccanica I processi di produzione metalmeccanica si possono classificare nelle tre grandi famiglie di seguito indicate.
Disegno Tecnico Aerospaziale L (A-L) Disegno Tecnico Industriale L (A-L) Anno Accademico 2007/2008
 Disegno Tecnico Industriale L (A-L) Anno Accademico 2007/2008") Alma Mater Studiorum Università di Bologna Seconda Facoltà di Ingegneria con Sede a Cesena Disegno Tecnico Aerospaziale L (A-L) Disegno Tecnico Industriale L (A-L) Anno Accademico 2007/2008 Docente: Tutor:
Alma Mater Studiorum Università di Bologna Seconda Facoltà di Ingegneria con Sede a Cesena Disegno Tecnico Aerospaziale L (A-L) Disegno Tecnico Industriale L (A-L) Anno Accademico 2007/2008 Docente: Tutor:
E TECNOLOGIA MECCANICA Appello 10 settembre 2010 Laurea Ing. Energetica
 PRINCIPI DI PROGETTAZIONE QUESITI DI TECNOLOGIA MECCANICA E TECNOLOGIA MECCANICA Appello 10 settembre 2010 Laurea Ing. Energetica Nome Matricola Rispondere ai quesiti solo sui fogli protocollo. Tutti i
PRINCIPI DI PROGETTAZIONE QUESITI DI TECNOLOGIA MECCANICA E TECNOLOGIA MECCANICA Appello 10 settembre 2010 Laurea Ing. Energetica Nome Matricola Rispondere ai quesiti solo sui fogli protocollo. Tutti i
Corso di Automazione industriale
 Corso di Automazione industriale Lezione 11 Macchine utensili e controllo numerico Programmazione CNC Università degli Studi di Bergamo, Automazione Industriale, A.A. 2015/2016, A. L. Cologni 1 Introduzione
Corso di Automazione industriale Lezione 11 Macchine utensili e controllo numerico Programmazione CNC Università degli Studi di Bergamo, Automazione Industriale, A.A. 2015/2016, A. L. Cologni 1 Introduzione
Gradi imbattibili per produttività ultra
 Gradi imbattibili per produttività ultra Inserti tangenziali positivi per la fresatura di Acciai 3 1 4 08 13 16 2 Esclusivo inserto con 6 taglienti per Avanzamenti Super 2 3 5 6 1 4 Angoli di attacco positivi
Gradi imbattibili per produttività ultra Inserti tangenziali positivi per la fresatura di Acciai 3 1 4 08 13 16 2 Esclusivo inserto con 6 taglienti per Avanzamenti Super 2 3 5 6 1 4 Angoli di attacco positivi
IL TORNIO CNC PRINCIPI FONDAMENTALI Tornio a CNC Graziano CTX310 Controllo Siemens 840D con Shop Turn
 ========================================================== SCUOLA PROFESSIONALE PROVINCIALE PER L INDUSTRIA L ARTIGIANATO ED IL COMMERCIO GUGLIELMO MARCONI Via K. WOLF 42. I-39012 Merano (BZ) Tel.: +39
========================================================== SCUOLA PROFESSIONALE PROVINCIALE PER L INDUSTRIA L ARTIGIANATO ED IL COMMERCIO GUGLIELMO MARCONI Via K. WOLF 42. I-39012 Merano (BZ) Tel.: +39
M296 ESAME DI STATO DI ISTITUTO TECNICO INDUSTRIALE CORSO DI ORDINAMENTO
 M29 ESME DI STTO DI ISTITUTO TECNICO INDUSTRILE CORSO DI ORDINMENTO Indirizzo: MECCNIC Tema di: DISEGNO, PROGETTZIONE ED ORGNIZZZIONE INDUSTRILE Nel disegno allegato è rappresentato un albero che trasmette
M29 ESME DI STTO DI ISTITUTO TECNICO INDUSTRILE CORSO DI ORDINMENTO Indirizzo: MECCNIC Tema di: DISEGNO, PROGETTZIONE ED ORGNIZZZIONE INDUSTRILE Nel disegno allegato è rappresentato un albero che trasmette
4. Nome e direzione degli assi (2h) (teoria: 1h, pratica: 1h)
 (teoria: 1h, pratica: 1h)") 37 4. Nome e direzione degli assi (2h) (teoria: 1h, pratica: 1h) 4.1 La disposizione degli assi secondo la norma ISO Ogni asse è definito dal verso e dalla direzione di movimento della slitta ed è caratterizzato
37 4. Nome e direzione degli assi (2h) (teoria: 1h, pratica: 1h) 4.1 La disposizione degli assi secondo la norma ISO Ogni asse è definito dal verso e dalla direzione di movimento della slitta ed è caratterizzato
Campo d'impiego Struttura Cambio utensile/pallet Caratteristiche tecniche
 Campo d'impiego Struttura Cambio utensile/pallet Caratteristiche tecniche Meccaniche Arrigo Pecchioli Via di Scandicci 221-50143 Firenze (Italy) - Tel. (+39) 055 70 07 1 - Fax (+39) 055 700 623 e-mail:
Campo d'impiego Struttura Cambio utensile/pallet Caratteristiche tecniche Meccaniche Arrigo Pecchioli Via di Scandicci 221-50143 Firenze (Italy) - Tel. (+39) 055 70 07 1 - Fax (+39) 055 700 623 e-mail:
Rappresentazione Denominazione simbolo ISO Riferimento a unificazioni
 Tabelle TABELLE 1 Nelle pagine che seguono sono riportati stralci di tabelle che si trovano normalmente sui manuali e che sono di grande importanza durante le fasi di lavorazione. Le tabelle proposte riguar-
Tabelle TABELLE 1 Nelle pagine che seguono sono riportati stralci di tabelle che si trovano normalmente sui manuali e che sono di grande importanza durante le fasi di lavorazione. Le tabelle proposte riguar-
TORNI PARALLELI CON VARIAZIONE ELETTRONICA DI VELOCITÀ E VISUALIZZATORE DI QUOTE DIGITALE TU 3610 V
 Convertitore SINAMICS G120D Funzioni integrate Categoria EMC C2 ai sensi della norma EN 61800-3 Safety Integrated Risparmio energetico fino al 20% Senza resistenza di frenatura Connettore universale e
Convertitore SINAMICS G120D Funzioni integrate Categoria EMC C2 ai sensi della norma EN 61800-3 Safety Integrated Risparmio energetico fino al 20% Senza resistenza di frenatura Connettore universale e
Scheda. Descrizione della macchina
 Scheda 1 Lavorazione: Macchina: TORNITURA TORNIO PARALLELO Descrizione della macchina I torni sono macchine che eseguono l asportazione di truciolo: lo scopo è ottenere superfici esterne e interne variamente
Scheda 1 Lavorazione: Macchina: TORNITURA TORNIO PARALLELO Descrizione della macchina I torni sono macchine che eseguono l asportazione di truciolo: lo scopo è ottenere superfici esterne e interne variamente
ESECUZIONE DELLE FILETTATURE
 asdf ESECUZIONE DELLE FILETTATURE 14 January 2012 Il seguente articolo si propone di realizzare un excursus dei principali metodi di esecuzione di una filettatura. Ci soffermeremo maggiormente su alcuni
asdf ESECUZIONE DELLE FILETTATURE 14 January 2012 Il seguente articolo si propone di realizzare un excursus dei principali metodi di esecuzione di una filettatura. Ci soffermeremo maggiormente su alcuni
Informazioni tecniche. QWD Macchine per la fabbricazione e la manutenzione degli utensili in PCD con processo di elettroerosione a filo
 Informazioni tecniche QWD Macchine per la fabbricazione e la manutenzione degli utensili in PCD con processo di elettroerosione a filo QWD 750/760 Una concezione versatile di macchina per le più elevate
Informazioni tecniche QWD Macchine per la fabbricazione e la manutenzione degli utensili in PCD con processo di elettroerosione a filo QWD 750/760 Una concezione versatile di macchina per le più elevate
Sistemi di bloccaggio idraulici -- Mandrini idraulici
 Sistemi di bloccaggio idraulici -- Mandrini idraulici La tecnologia del serraggio idraulico ad espansione si è evoluto fino a raggiungere livelli di precisione e di affidabilità tali da poter soddisfare
Sistemi di bloccaggio idraulici -- Mandrini idraulici La tecnologia del serraggio idraulico ad espansione si è evoluto fino a raggiungere livelli di precisione e di affidabilità tali da poter soddisfare
Il ciclo di lavorazione
 INTRODUZIONE AI CICLI DI LAVORAZIONE Rif. Bibliografico: Giusti-Santochi TECNOLOGIA MECCANICA e studi di fabbricazione Capitolo 9 1 Il ciclo di lavorazione DEFINIZIONE: Si dice CICLO DI LAVORAZIONE tutto
INTRODUZIONE AI CICLI DI LAVORAZIONE Rif. Bibliografico: Giusti-Santochi TECNOLOGIA MECCANICA e studi di fabbricazione Capitolo 9 1 Il ciclo di lavorazione DEFINIZIONE: Si dice CICLO DI LAVORAZIONE tutto
Guida alla fresatura Spianatura 1/24
 SPIANATURA Guida alla fresatura Spianatura 1/24 SCELTA INSERTO/FRESA Una fresa con un angolo di registrazione inferiore a 90 agevola il deflusso dei trucioli aumentando la resistenza del tagliente. Gli
SPIANATURA Guida alla fresatura Spianatura 1/24 SCELTA INSERTO/FRESA Una fresa con un angolo di registrazione inferiore a 90 agevola il deflusso dei trucioli aumentando la resistenza del tagliente. Gli
AFFILATRICI UNIVERSALI A 6 ASSI CNC
 AFFILATRICI UNIVERSALI A 6 ASSI CNC Mantello conico con assottigliamento a S Assottigliamento a U 4 Facce con assottigliamento a S 4 facce con assottigliamento a X Punta a centrare Punta a 3 taglienti
AFFILATRICI UNIVERSALI A 6 ASSI CNC Mantello conico con assottigliamento a S Assottigliamento a U 4 Facce con assottigliamento a S 4 facce con assottigliamento a X Punta a centrare Punta a 3 taglienti
Disegno di Macchine. corso per I anno della laurea in ing. meccanica Docente: ing. Francesca Campana
 Disegno di Macchine corso per I anno della laurea in ing. meccanica Docente: ing. Francesca Campana Lezione n 4 Componentistica di base: alberi, trasmissione per cinghie e catene, giunti Alberi Appunti
Disegno di Macchine corso per I anno della laurea in ing. meccanica Docente: ing. Francesca Campana Lezione n 4 Componentistica di base: alberi, trasmissione per cinghie e catene, giunti Alberi Appunti
PROGRAMMAZIONE EIA/ISO Macchine Utensili CNC
 PROGRAMMAZIONE EIA/ISO Macchine Utensili CNC A cura di Massimo Reboldi Versione 2.0 7/1/14 La programmazione EIA/ISO! Introduzione! Assi e Riferimenti! Linguaggio di programmazione! Grammatica;! Lessico;!
PROGRAMMAZIONE EIA/ISO Macchine Utensili CNC A cura di Massimo Reboldi Versione 2.0 7/1/14 La programmazione EIA/ISO! Introduzione! Assi e Riferimenti! Linguaggio di programmazione! Grammatica;! Lessico;!
LA PROGRAMMAZIONE N10 G0 X5 Y5
 LA PROGRAMMAZIONE Un programma per una Macchina Utensile CNC è costituito da una sequenza logica di informazioni geometriche, tecnologiche ed ausiliarie (fasi di lavoro). Le informazioni geometriche riguardano
LA PROGRAMMAZIONE Un programma per una Macchina Utensile CNC è costituito da una sequenza logica di informazioni geometriche, tecnologiche ed ausiliarie (fasi di lavoro). Le informazioni geometriche riguardano
LE MACCHINE UTENSILI A CONTROLLO NUMERICO
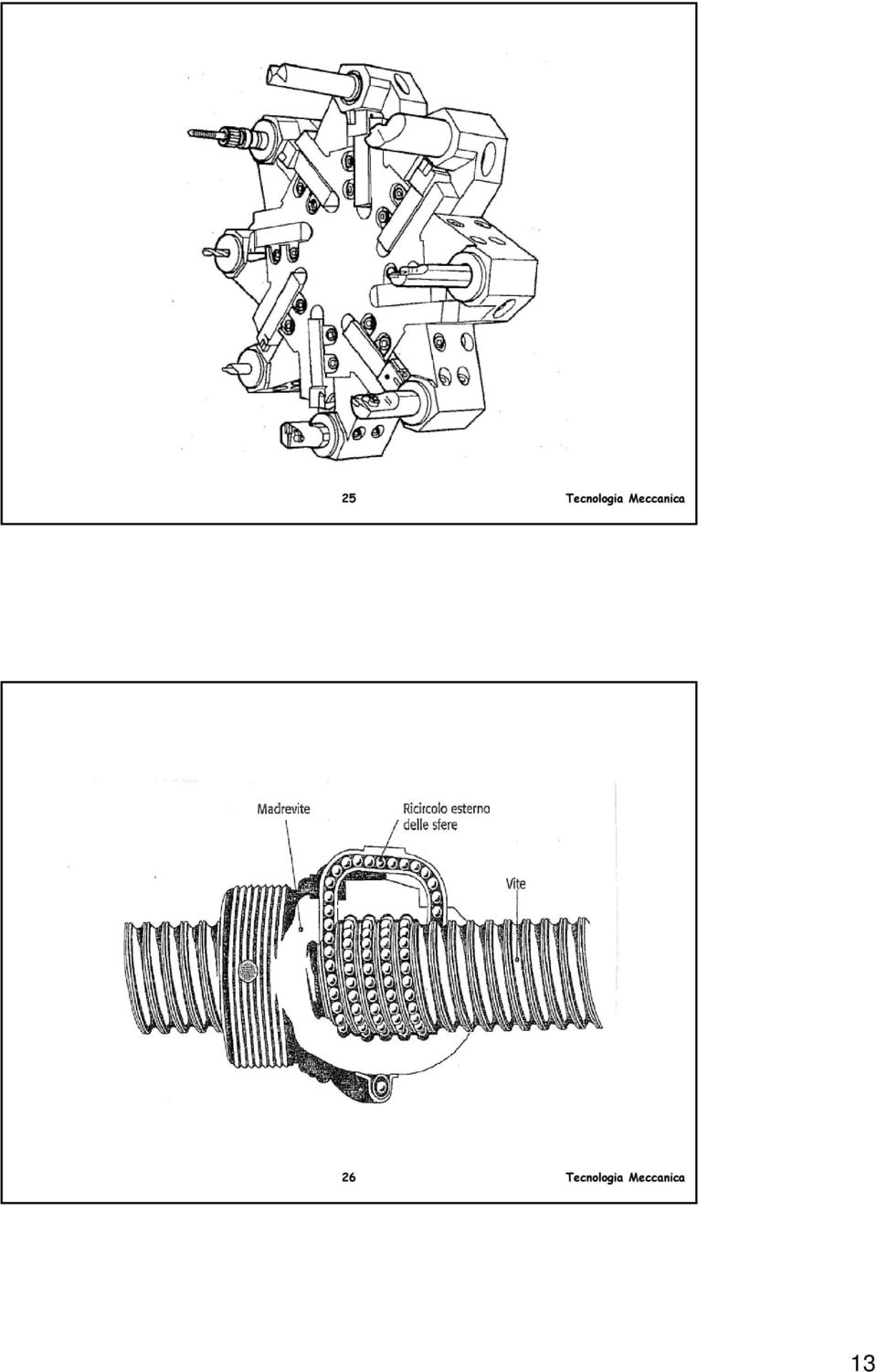
 LE MACCHINE UTENSILI A CONTROLLO NUMERICO Unità 3 PRODUZIONE E MENU VITI A RICIRCOLO DI SFERE TESTA MOTRICE CONTROTESTA CONTROMANDRINO AZIONAMENTO MANDRINO AZIONAMENTO ASSI ELETTROMANDRINI SERVIZI DI MACCHINA
LE MACCHINE UTENSILI A CONTROLLO NUMERICO Unità 3 PRODUZIONE E MENU VITI A RICIRCOLO DI SFERE TESTA MOTRICE CONTROTESTA CONTROMANDRINO AZIONAMENTO MANDRINO AZIONAMENTO ASSI ELETTROMANDRINI SERVIZI DI MACCHINA
INTRODUZIONE ALLA PROGRAMMAZIONE DELLE MUCN
 INTRODUZIONE ALLA PROGRAMMAZIONE DELLE MUCN 1 MACCHINA UTENSILE CN 2 SISTEMA DI RIFERIMENTO Y X Z 3 SISTEMA DI RIFERIMENTO E ASSI MACCHINA L asse Z è sempre coincidente o parallelo con l asse del mandrino.
INTRODUZIONE ALLA PROGRAMMAZIONE DELLE MUCN 1 MACCHINA UTENSILE CN 2 SISTEMA DI RIFERIMENTO Y X Z 3 SISTEMA DI RIFERIMENTO E ASSI MACCHINA L asse Z è sempre coincidente o parallelo con l asse del mandrino.
OFFICINA MACCHINE UTENSILI. Marino prof. Mazzoni. s π D n V = ; Vt = ; t 1000. Vt 1000 Vt 1000 n = ; D = ; π D π n
 1 OFFICINA MACCHINE UTENSILI Marino prof. Mazzoni s π D n V = ; Vt = ; t 1000 Vt 1000 Vt 1000 n = ; D = ; π D π n Legenda: v = velocità misurata in metri al minuto primo (m/1 ) s = spazio misurato in metri
1 OFFICINA MACCHINE UTENSILI Marino prof. Mazzoni s π D n V = ; Vt = ; t 1000 Vt 1000 Vt 1000 n = ; D = ; π D π n Legenda: v = velocità misurata in metri al minuto primo (m/1 ) s = spazio misurato in metri
LAVORAZIONI PER ASPORTAZIONE DI TRUCIOLO LA FORMAZIONE DEL TRUCIOLO
 LAVORAZIONI PER ASPORTAZIONE DI TRUCIOLO LA FORMAZIONE DEL TRUCIOLO Perché si abbia la formazione del truciolo deve esserci un moto relativo utensile pezzo Sforzo di compressione dell utensile sul pezzo
LAVORAZIONI PER ASPORTAZIONE DI TRUCIOLO LA FORMAZIONE DEL TRUCIOLO Perché si abbia la formazione del truciolo deve esserci un moto relativo utensile pezzo Sforzo di compressione dell utensile sul pezzo
[ significa: Design to Cost. EMCOMILL E1200 E900 E600 E350. Centri di lavoro verticali CNC a 3 assi per la lavorazione di lotti piccoli e medi
 [ E[M]CONOMY] significa: Design to Cost. EMCOMILL E200 E900 E600 E350 Centri di lavoro verticali CNC a 3 assi per la lavorazione di lotti piccoli e medi EMCOMILL E200 Test di collaudo UNI ISO 079-7 Distributore
[ E[M]CONOMY] significa: Design to Cost. EMCOMILL E200 E900 E600 E350 Centri di lavoro verticali CNC a 3 assi per la lavorazione di lotti piccoli e medi EMCOMILL E200 Test di collaudo UNI ISO 079-7 Distributore
[ significa: Design to Cost. EMCOMILL E1200 E900 E600 E350. Centri di lavoro verticali CNC a 3 assi per la lavorazione di lotti piccoli e medi
 [ E[M]CONOMY] significa: Design to Cost. EMCOMILL E200 E900 E600 E350 Centri di lavoro verticali CNC a 3 assi per la lavorazione di lotti piccoli e medi EMCOMILL E200 Test di collaudo UNI ISO 079-7 Distributore
[ E[M]CONOMY] significa: Design to Cost. EMCOMILL E200 E900 E600 E350 Centri di lavoro verticali CNC a 3 assi per la lavorazione di lotti piccoli e medi EMCOMILL E200 Test di collaudo UNI ISO 079-7 Distributore
LA REALIZZAZIONE DI UN PROGETTO
 LA REALIZZAZIONE DI UN PROGETTO Nuovo prodotto Progettazione Programmazione CICLO Operazione Descrizione nnonnononoonono noninininiluludodo Produzione ITI San Zeno (Vr) 1 CICLO 1 Il ciclo nel processo
LA REALIZZAZIONE DI UN PROGETTO Nuovo prodotto Progettazione Programmazione CICLO Operazione Descrizione nnonnononoonono noninininiluludodo Produzione ITI San Zeno (Vr) 1 CICLO 1 Il ciclo nel processo
Basi di programmazione ISO per macchine CNC con CNC Simulator
 Basi di programmazione ISO per macchine CNC con CNC Simulator 1. I primi comandi per semplici lavorazioni (coordinate cartesiane assolute)..2 2. Settaggio del software...2 3. Tornitura cilindrica...6 4.
Basi di programmazione ISO per macchine CNC con CNC Simulator 1. I primi comandi per semplici lavorazioni (coordinate cartesiane assolute)..2 2. Settaggio del software...2 3. Tornitura cilindrica...6 4.
TORNIO PREMIUM LINE CNC CON BANCALE INCLINATO, COMANDO SIEMENS SINUMERIK 828D BASIC T, POTENTE VELOCE E PRECISO
 COD. 351OP5060 TORNI CNC MODELLO S600 TORNIO PREMIUM LINE CNC CON BANCALE INCLINATO, COMANDO SIEMENS SINUMERIK 828D BASIC T, POTENTE VELOCE E PRECISO Struttura compatta con corpo in ghisa Componenti di
COD. 351OP5060 TORNI CNC MODELLO S600 TORNIO PREMIUM LINE CNC CON BANCALE INCLINATO, COMANDO SIEMENS SINUMERIK 828D BASIC T, POTENTE VELOCE E PRECISO Struttura compatta con corpo in ghisa Componenti di
La quotatura costituisce il complesso delle informazioni in un disegno che precisano le dimensioni di un oggetto o di un componente meccanico
 La quotatura costituisce il complesso delle informazioni in un disegno che precisano le dimensioni di un oggetto o di un componente meccanico 1 La quotatura è ottenuta con i seguenti elementi La linea
La quotatura costituisce il complesso delle informazioni in un disegno che precisano le dimensioni di un oggetto o di un componente meccanico 1 La quotatura è ottenuta con i seguenti elementi La linea
ACCOPPIAMENTI ALBERO - MOZZO
 1 CCOPPIMENTI LBERO - ccoppiare due o più elementi di un qualsiasi complessivo, significa predisporre dei collegamenti in modo da renderli, in qualche maniera, solidali. Ciò si realizza introducendo dei
1 CCOPPIMENTI LBERO - ccoppiare due o più elementi di un qualsiasi complessivo, significa predisporre dei collegamenti in modo da renderli, in qualche maniera, solidali. Ciò si realizza introducendo dei
BXD. Frese multifunzionali. Serie di frese BXD per la lavorazione ad alte prestazioni delle leghe di alluminio e di materiali resistenti al calore.
 Per alluminio e materiali difficili da tagliare B027I Frese multifunzionali Serie di frese per la lavorazione ad alte prestazioni delle leghe di alluminio e di materiali resistenti al calore. Nuovo tipo
Per alluminio e materiali difficili da tagliare B027I Frese multifunzionali Serie di frese per la lavorazione ad alte prestazioni delle leghe di alluminio e di materiali resistenti al calore. Nuovo tipo
PROGR. PRODUZIONE:PROGR. BIGLIA 26-02-2010 12:28 Pagina 1 PROGRAMMA DI PRODUZIONE
 PROGR. PRODUZIONE:PROGR. BIGLIA 26-02-2010 12:28 Pagina 1 PROGRAMMA DI PRODUZIONE PROGR. PRODUZIONE:PROGR. BIGLIA 26-02-2010 12:28 Pagina 2 I NUOVI TRAGUARDI DI PRODUTTIVITÀ, AFFIDABILITÀ E PRECISIONE
PROGR. PRODUZIONE:PROGR. BIGLIA 26-02-2010 12:28 Pagina 1 PROGRAMMA DI PRODUZIONE PROGR. PRODUZIONE:PROGR. BIGLIA 26-02-2010 12:28 Pagina 2 I NUOVI TRAGUARDI DI PRODUTTIVITÀ, AFFIDABILITÀ E PRECISIONE
APPARECCHIATURE PER TORNI PLURIMANDRINO MORI-SAY
 APPARECCHI E RICAMBI PER TORNI AUTOMATICI PLURIMANDRINO APPARECCHIATURE PER TORNI PLURIMANDRINO MORI-SAY TURLO S.r.l. Via Tagliaferro 3-13019 VARALLO SESIA (VC), ITALY Tel (0039) 0163 54446 Fax (0039)
APPARECCHI E RICAMBI PER TORNI AUTOMATICI PLURIMANDRINO APPARECCHIATURE PER TORNI PLURIMANDRINO MORI-SAY TURLO S.r.l. Via Tagliaferro 3-13019 VARALLO SESIA (VC), ITALY Tel (0039) 0163 54446 Fax (0039)
Riferimenti: Levi/Zompì Tecnologia meccanica cap. 6 Giusti/Santochi Tecnologia meccanica cap. 9
 LAVORAZIONI DI FORATURA - ALESATURA Riferimenti: Levi/Zompì Tecnologia meccanica cap. 6 Giusti/Santochi Tecnologia meccanica cap. 9 1 FORATURA 2 FORATURA a z D/2 Moto di taglio: moto rotatorio dell utensile
LAVORAZIONI DI FORATURA - ALESATURA Riferimenti: Levi/Zompì Tecnologia meccanica cap. 6 Giusti/Santochi Tecnologia meccanica cap. 9 1 FORATURA 2 FORATURA a z D/2 Moto di taglio: moto rotatorio dell utensile
c:: .~ ~ GILDEMEISTER ITALIANA GLD 20 GLD 25
 o c::.~ ~ GILDEMEISTER ITALIANA GLD 20 GLD 25 L'investimento con la più alta redditività nel settore dei torni automatici. I GLD sono torni automatici a fantina mobile, previsti per il modulare, che può
o c::.~ ~ GILDEMEISTER ITALIANA GLD 20 GLD 25 L'investimento con la più alta redditività nel settore dei torni automatici. I GLD sono torni automatici a fantina mobile, previsti per il modulare, che può
TORNI. parallelo ad uso didattico a revolver CNC. Tipologia:
 TORNI Tipologia: parallelo ad uso didattico a revolver CNC Norme di riferimento UNI 8703/84 torni ad asse orizzontale UNI 6175/68 torni per uso didattico UNI 5471/64 tornio parallelo, sensi di manovra
TORNI Tipologia: parallelo ad uso didattico a revolver CNC Norme di riferimento UNI 8703/84 torni ad asse orizzontale UNI 6175/68 torni per uso didattico UNI 5471/64 tornio parallelo, sensi di manovra
[ significa: Tutto da un unico fornitore. EMCOMAT E-200 Easy Cycle. Tornio universale con controllo a cicli EMCO
 [ E[M]CONOMY] significa: Tutto da un unico fornitore. EMCOMAT E-200 Easy Cycle Tornio universale con controllo a cicli EMCO EMCOMAT E-200 Easy Cycle [Testa porta mandrino] - Struttura in ghisa stabile
[ E[M]CONOMY] significa: Tutto da un unico fornitore. EMCOMAT E-200 Easy Cycle Tornio universale con controllo a cicli EMCO EMCOMAT E-200 Easy Cycle [Testa porta mandrino] - Struttura in ghisa stabile
Università degli Studi della Calabria. Collegamenti smontabili non filettati
 Collegamenti smontabili non filettati Collegamenti albero-mozzo ELEMENTI ESIGENZE Anelli Scanalati Chiavette Linguette Spine elastici a Impedimento alla rotazione si si si si Impedimento alla traslazione
Collegamenti smontabili non filettati Collegamenti albero-mozzo ELEMENTI ESIGENZE Anelli Scanalati Chiavette Linguette Spine elastici a Impedimento alla rotazione si si si si Impedimento alla traslazione
RUGOSITÀ. Introduzione
 RUGOSITÀ 299 Introduzione Le superfici degli oggetti reali sono di solito affette da irregolarità microgeometriche. Tali irregolarità possono essere casuali (tipico nei pezzi prodotti per fusione), ovvero
RUGOSITÀ 299 Introduzione Le superfici degli oggetti reali sono di solito affette da irregolarità microgeometriche. Tali irregolarità possono essere casuali (tipico nei pezzi prodotti per fusione), ovvero
funzionale tecnologica di collaudo quote di grandezza quote di posizione in serie in parallelo combinata con quote sovrapposte in coordinate
 QUOTATURA PARTE 2 Prof. Caterina Rizzi CLASSIFICAZIONE punto di vista geometrico quote di grandezza quote di posizione quote di accoppiamento disposizione: sistemi di quotatura in serie in parallelo combinata
QUOTATURA PARTE 2 Prof. Caterina Rizzi CLASSIFICAZIONE punto di vista geometrico quote di grandezza quote di posizione quote di accoppiamento disposizione: sistemi di quotatura in serie in parallelo combinata
Processi per asportazione C.N. Processi per asportazione C.N. Generalità sui parametri di taglio. La tornitura
 Processi per asportazione C.N. Processi per asportazione C.N. Generalità sui parametri di taglio Foratura, fresatura e rettifica Il controllo numerico (C.N.) Ottimizzazione del processo 2 2006 Politecnico
Processi per asportazione C.N. Processi per asportazione C.N. Generalità sui parametri di taglio Foratura, fresatura e rettifica Il controllo numerico (C.N.) Ottimizzazione del processo 2 2006 Politecnico
MODUS. Centro di Lavoro a 3 assi controllati con rotazione tavolo porta profili -90, 0, +90 per la lavorazione su 3 facce del profilo.
 MODUS Centro di Lavoro a 3 assi controllati con rotazione tavolo porta profili -90, 0, +9 per la lavorazione su 3 facce del profilo. CARATTERISTICHE TECNICHE: Carenatura perimetrale con apertura portellone
MODUS Centro di Lavoro a 3 assi controllati con rotazione tavolo porta profili -90, 0, +9 per la lavorazione su 3 facce del profilo. CARATTERISTICHE TECNICHE: Carenatura perimetrale con apertura portellone
le lavorazioni a freddo asportazione di
 le lavorazioni a freddo asportazione di le lavorazioni ad asportazione di truciolo la struttura truciolo delle macchine utensili lo studio del processo di asportazione di truciolo riveste un importanza
le lavorazioni a freddo asportazione di le lavorazioni ad asportazione di truciolo la struttura truciolo delle macchine utensili lo studio del processo di asportazione di truciolo riveste un importanza
INTRODUZIONE ALLE MACCHINE UTENSILI
 di Tecnologia Meccanica INTRODUZIONE ALLE MACCHINE UTENSILI A cura dei proff. Morotti Giovanni e Santoriello Sergio INTRODUZIONE ALLE MACCHINE UTENSILI Si dicono macchine utensili quelle che consentono
di Tecnologia Meccanica INTRODUZIONE ALLE MACCHINE UTENSILI A cura dei proff. Morotti Giovanni e Santoriello Sergio INTRODUZIONE ALLE MACCHINE UTENSILI Si dicono macchine utensili quelle che consentono
Filettature. Prof. Caterina Rizzi Dipartimento di Ingegneria. FACOLTA DI INGEGNERIA Caterina Rizzi UNIVERSITA DEGLI STUDI DI BERGAMO
 Knowledge Aided Engineering Manufacturing and Related Technologies DISEGNO TECNICO INDUSTRIALE Filettature Prof. Caterina Rizzi Dipartimento di Ingegneria 1... in questa lezione Filettature Concetti generali
Knowledge Aided Engineering Manufacturing and Related Technologies DISEGNO TECNICO INDUSTRIALE Filettature Prof. Caterina Rizzi Dipartimento di Ingegneria 1... in questa lezione Filettature Concetti generali
PROGRAMMAZIONE della M.U. CNC
 PROGRAMMAZIONE della M.U. CNC 1 La programmazione delle M.U. CNC 1 Generalità 2 Geometrie di riferimento 3 Grammatica 4 Lessico 5 Sintassi 6 Esempi 7 Linguaggio APT 2 La programmazione delle M.U. CNC Le
PROGRAMMAZIONE della M.U. CNC 1 La programmazione delle M.U. CNC 1 Generalità 2 Geometrie di riferimento 3 Grammatica 4 Lessico 5 Sintassi 6 Esempi 7 Linguaggio APT 2 La programmazione delle M.U. CNC Le
Tecnologia Meccanica. Esercizi Asportazione di Truciolo 1
 Esercizi Asportazione di Truciolo 1 Esercizi sull asportazione di truciolo Dettaglio 1) Esercizio 1 2) Esercizio 2 3) Esercizio 3 : A) : I) II) 4) Esercizio 4 5) Esercizio 5 6) Esercizio 6 B) : 1) 2) 3)
Esercizi Asportazione di Truciolo 1 Esercizi sull asportazione di truciolo Dettaglio 1) Esercizio 1 2) Esercizio 2 3) Esercizio 3 : A) : I) II) 4) Esercizio 4 5) Esercizio 5 6) Esercizio 6 B) : 1) 2) 3)
Capitolo 4. Superfici, tribologia, caratteristiche dimensionali e controllo qualità. 2008 Pearson Paravia Bruno Mondadori S.p.A.
 Capitolo 4 Superfici, tribologia, caratteristiche dimensionali e controllo qualità 1 Proprietà superficiali dei metalli Figura 4.1 Schema di una sezione della superficie di un metallo. Lo spessore di ciascuno
Capitolo 4 Superfici, tribologia, caratteristiche dimensionali e controllo qualità 1 Proprietà superficiali dei metalli Figura 4.1 Schema di una sezione della superficie di un metallo. Lo spessore di ciascuno
Teste regolabili per tornire
 DREX -TOOLS Teste regolabili per tornire ETA-MEC.SRL REPUBBLICA DI SAN MARINO www.eta-mec.sm - e-mail: [email protected] Indice Pag. - Introduzione 1 - Teste GEN-DEX 2 - Teste GEN-DEX - dimensioni 3 - Teste
DREX -TOOLS Teste regolabili per tornire ETA-MEC.SRL REPUBBLICA DI SAN MARINO www.eta-mec.sm - e-mail: [email protected] Indice Pag. - Introduzione 1 - Teste GEN-DEX 2 - Teste GEN-DEX - dimensioni 3 - Teste
1 A DISEGNO PROGETTAZIONE ORGANIZZAZIONE INDUSTRIALE. T n. =C, con C = 366 ed n = 0.25, Motore
 Disegno, Progettazione ed rganizzazione Industriale esame 03 DISEGN PRGETTZINE RGNIZZZINE INDUSTRILE Sessione ordinaria 03 L albero di trasmissione rappresentato in figura trasmette una potenza P = 5 kw
Disegno, Progettazione ed rganizzazione Industriale esame 03 DISEGN PRGETTZINE RGNIZZZINE INDUSTRILE Sessione ordinaria 03 L albero di trasmissione rappresentato in figura trasmette una potenza P = 5 kw
I.T.I.S. Q. SELLA BIELLA - Corso di Meccanica Industriale. Tornio. Tornio. A cura del Prof. Antonio Gareri 1
 Tornio Tornio A cura del Prof. Antonio Gareri 1 Tornio Basamento E costituito da una struttura portante in ghisa fusa. Le guide sono ampie e sono indurite mediante tempra superficiale. Tornio Gruppo testa
Tornio Tornio A cura del Prof. Antonio Gareri 1 Tornio Basamento E costituito da una struttura portante in ghisa fusa. Le guide sono ampie e sono indurite mediante tempra superficiale. Tornio Gruppo testa
Corso di Disegno di Macchine + Abilità Informatiche. Test di autovalutazione 14 marzo 2012 / A
 Test di autovalutazione 14 marzo 2012 / A 1) Quali, tra le seguenti coppie, è composta da forme duali? a. Il piano punteggiato e la stella di piani; b. la retta punteggiata e lo spazio punteggiato; c.
Test di autovalutazione 14 marzo 2012 / A 1) Quali, tra le seguenti coppie, è composta da forme duali? a. Il piano punteggiato e la stella di piani; b. la retta punteggiata e lo spazio punteggiato; c.
FAGOR CNC 800T. Manuale di AUTOAPPRENDIMENTO. Ref. 9804 (ita)
") FAGOR CNC 800T Manuale di AUTOAPPRENDIMENTO Ref. 9804 (ita) INDICE Capitolo 1 Questioni teoriche sulla macchina-cnc 1.1.- Assi della macchina...3 1.2.- Zero macchina e zero pezzo.. 4 1.3.- Ricerca del
FAGOR CNC 800T Manuale di AUTOAPPRENDIMENTO Ref. 9804 (ita) INDICE Capitolo 1 Questioni teoriche sulla macchina-cnc 1.1.- Assi della macchina...3 1.2.- Zero macchina e zero pezzo.. 4 1.3.- Ricerca del
Catalogo Prodotti di
 Catalogo Prodotti di Asportazione Truciolo: Fresatura: Utensili MDI, HSS e con fissaggio meccanico dell'inserto, per spianatura, contornatura, lavorazione stampi, frese e microfrese con trattamenti e ricoperture
Catalogo Prodotti di Asportazione Truciolo: Fresatura: Utensili MDI, HSS e con fissaggio meccanico dell'inserto, per spianatura, contornatura, lavorazione stampi, frese e microfrese con trattamenti e ricoperture
100 DOMANDE PER L'ESAME ORALE DI DISEGNO DI MACCHINE
 100 DOMANDE PER L'ESAME ORALE DI DISEGNO DI MACCHINE Queste domande sono state tratte dai registri delle sessioni d'esame orale degli scorsi anni. L'esame orale, di regola, viene svolto ponendo tre domande:
100 DOMANDE PER L'ESAME ORALE DI DISEGNO DI MACCHINE Queste domande sono state tratte dai registri delle sessioni d'esame orale degli scorsi anni. L'esame orale, di regola, viene svolto ponendo tre domande:
FRESATRICE A BANCO FISSO FMC 4 ASSI
 1 FRESATRICE A BANCO FISSO FMC 4 ASSI (QUATTRO ASSI LINEARI ) CARATTERISTICHE COSTRUTTIVE STRUTTURA DELLA MACCHINA La struttura, realizzata completamente in fusione di ghisa perlitica stabilizzata, garantisce
1 FRESATRICE A BANCO FISSO FMC 4 ASSI (QUATTRO ASSI LINEARI ) CARATTERISTICHE COSTRUTTIVE STRUTTURA DELLA MACCHINA La struttura, realizzata completamente in fusione di ghisa perlitica stabilizzata, garantisce
Centri di lavorazione meccanica. Il centro di lavoro Gli elementi secondari Gli utensili Il mandrino. Il centro di lavoro
 Centri di lavorazione meccanica Il centro di lavoro Gli elementi secondari Gli utensili Il mandrino Il centro di lavoro Il centro di lavoro Il centro di lavoro è una macchina utensile dotata di controllo
Centri di lavorazione meccanica Il centro di lavoro Gli elementi secondari Gli utensili Il mandrino Il centro di lavoro Il centro di lavoro Il centro di lavoro è una macchina utensile dotata di controllo
MACCHINE A CONTROLLO NUMERICO C.N.C.
 1 MACCHINE A CONTROLLO NUMERICO C.N.C. Marino prof. Mazzoni Evoluzione delle macchine utensili Quantità di pezzi 10 10 10 10 6 5 4 3 10 2 1 2 1-MACCHINE SPECIALIZZATE 2-MACCHINE TRANSFERT 3-SISTEMI FLESSIBILI
1 MACCHINE A CONTROLLO NUMERICO C.N.C. Marino prof. Mazzoni Evoluzione delle macchine utensili Quantità di pezzi 10 10 10 10 6 5 4 3 10 2 1 2 1-MACCHINE SPECIALIZZATE 2-MACCHINE TRANSFERT 3-SISTEMI FLESSIBILI
Appunti per la programmazione ISO (dal manuale OSAI riservato ai propri clienti)
") ITIS Varese Tecnologia Meccanica ed Esercitazioni Reparto Macchine Utensili TORNIO ANTARES controllo OSAI 8600 T Appunti per la programmazione ISO (dal manuale OSAI riservato ai propri clienti) MOVIMENTI
ITIS Varese Tecnologia Meccanica ed Esercitazioni Reparto Macchine Utensili TORNIO ANTARES controllo OSAI 8600 T Appunti per la programmazione ISO (dal manuale OSAI riservato ai propri clienti) MOVIMENTI
Progettazione funzionale di sistemi meccanici e meccatronici.
 Progettazione funzionale di sistemi meccanici e meccatronici. Progetto d anno: Laser 2dof A.A. 2010/2011 Progettazione Funzionale di Sistemi Meccanici e Meccatronici Taglio laser a due gradi di libertà
Progettazione funzionale di sistemi meccanici e meccatronici. Progetto d anno: Laser 2dof A.A. 2010/2011 Progettazione Funzionale di Sistemi Meccanici e Meccatronici Taglio laser a due gradi di libertà
IL CALIBRO A CORSOIO
 di Tecnologia Meccanica IL CALIBRO A CORSOIO A cura dei proff. Morotti Giovanni e Santoriello Sergio IL CALIBRO A CORSOIO Il calibro a corsoio è lo strumento di misura lineare più impiegato in officina.
di Tecnologia Meccanica IL CALIBRO A CORSOIO A cura dei proff. Morotti Giovanni e Santoriello Sergio IL CALIBRO A CORSOIO Il calibro a corsoio è lo strumento di misura lineare più impiegato in officina.
CENTRO DI LAVORO EC43 a 5 assi
 Meccaniche Arrigo Pecchioli Via di Scandicci 221-50143 Firenze (Italy) - Tel. (+39) 055 70 07 1 - Fax (+39) 055 700 623 e-mail: [email protected] - www.pear.it Altri file a disposizione per informazioni complementari
Meccaniche Arrigo Pecchioli Via di Scandicci 221-50143 Firenze (Italy) - Tel. (+39) 055 70 07 1 - Fax (+39) 055 700 623 e-mail: [email protected] - www.pear.it Altri file a disposizione per informazioni complementari
Strumenti di controllo degli organi meccanici
 Strumenti di controllo degli organi meccanici Il controllo dello spessore dei denti di un ingranaggio, può essere effettuato mediante il calibro a doppio nonio o mediante un micrometro a piattelli. Calibro
Strumenti di controllo degli organi meccanici Il controllo dello spessore dei denti di un ingranaggio, può essere effettuato mediante il calibro a doppio nonio o mediante un micrometro a piattelli. Calibro
Campo d'impiego Struttura Cambio utensile/pallet Caratteristiche tecniche
 Campo d'impiego Struttura Cambio utensile/pallet Caratteristiche tecniche Meccaniche Arrigo Pecchioli Via di Scandicci 221-50143 Firenze (Italy) - Tel. (+39) 055 70 07 1 - Fax (+39) 055 700 623 e-mail:
Campo d'impiego Struttura Cambio utensile/pallet Caratteristiche tecniche Meccaniche Arrigo Pecchioli Via di Scandicci 221-50143 Firenze (Italy) - Tel. (+39) 055 70 07 1 - Fax (+39) 055 700 623 e-mail:
Le molle. Costruzione di Macchine 2 Prof. Stefano Beretta Chiara Colombo
 Le molle Costruzione di Macchine 2 Prof. Stefano Beretta Chiara Colombo Le molle 2 Le molle sono elementi in grado di deformarsi elasticamente, assorbendo energia. Applicazioni caratteristiche: accumulatore
Le molle Costruzione di Macchine 2 Prof. Stefano Beretta Chiara Colombo Le molle 2 Le molle sono elementi in grado di deformarsi elasticamente, assorbendo energia. Applicazioni caratteristiche: accumulatore
ALLEGATO II Dispositivi di attacco
 ALLEGATO II Dispositivi di attacco. : il testo compreso fra i precedenti simboli si riferisce all aggiornamento di Maggio 2011 Nel presente allegato sono riportate le possibili conformazioni dei dispositivi
ALLEGATO II Dispositivi di attacco. : il testo compreso fra i precedenti simboli si riferisce all aggiornamento di Maggio 2011 Nel presente allegato sono riportate le possibili conformazioni dei dispositivi
TORNITURA A GRADINI. Ciclo di lavoro
 TORNITURA A GRADINI Ciclo di lavoro PEZZO DA REALIZZARE Dimensione del grezzo: Materiale: Macchine utensili utilizzate: Ø 50x102 mm 9S Mn 28 UNI 4838 Tornio parallelo OPERAZIONE N 00: PRELIEVO E CONTROLLO
TORNITURA A GRADINI Ciclo di lavoro PEZZO DA REALIZZARE Dimensione del grezzo: Materiale: Macchine utensili utilizzate: Ø 50x102 mm 9S Mn 28 UNI 4838 Tornio parallelo OPERAZIONE N 00: PRELIEVO E CONTROLLO
FRACOM CARATTERISTICHE COSTRUTTIVE
 FH 270/320/350 CARATTERISTICHE COSTRUTTIVE L'esperienza che da parecchi anni abbiamo acquisito nella costruzione di macchine utensili ci ha permesso di realizzare con grande successo una macchina dotata
FH 270/320/350 CARATTERISTICHE COSTRUTTIVE L'esperienza che da parecchi anni abbiamo acquisito nella costruzione di macchine utensili ci ha permesso di realizzare con grande successo una macchina dotata
Utensili per Tornitura
 TORNITURA Utensili per Tornitura qualità dei materiali Punti di forza degli Utensili SAU: Concorrenza finiture prezzo competitivo rispetto alle grandi multinazionali Utensile SAU Utensili per Tornitura
TORNITURA Utensili per Tornitura qualità dei materiali Punti di forza degli Utensili SAU: Concorrenza finiture prezzo competitivo rispetto alle grandi multinazionali Utensile SAU Utensili per Tornitura
COLLEGAMENTI ALBERO-MOZZO
 COLLEGAMENTI ALBERO-MOZZO 342 Introduzione I collegamenti albero-mozzo sono collegamenti smontabili che consentono di rendere solidali, rispetto alla rotazione attorno ad un asse comune, una parte piena
COLLEGAMENTI ALBERO-MOZZO 342 Introduzione I collegamenti albero-mozzo sono collegamenti smontabili che consentono di rendere solidali, rispetto alla rotazione attorno ad un asse comune, una parte piena
Rondelle di serraggio e anelli di serraggio
 Rondelle di serraggio e anelli di serraggio K 05/7 it Pagina 1 (5) Questi elementi di serraggio dispongono di una guarnizione vulcanizzata per alta pressione e costituiscono unità ad elevata efficienza
Rondelle di serraggio e anelli di serraggio K 05/7 it Pagina 1 (5) Questi elementi di serraggio dispongono di una guarnizione vulcanizzata per alta pressione e costituiscono unità ad elevata efficienza
Permettono di marcare in macchina con notevole risparmio di tempo e con questi vantaggi:
 APPARECCHI DI MARCATURA DA APPLICARE A MACCHINE UTENSILI CNC Permettono di marcare in macchina con notevole risparmio di tempo e con questi vantaggi: - AUTOMAZIONE DEL PROCESSO DI MARCATURA - SICUREZZA
APPARECCHI DI MARCATURA DA APPLICARE A MACCHINE UTENSILI CNC Permettono di marcare in macchina con notevole risparmio di tempo e con questi vantaggi: - AUTOMAZIONE DEL PROCESSO DI MARCATURA - SICUREZZA
Nuovo tipo di utensile per brocciatura
 Nuovo tipo di utensile per brocciatura Nella costruzione di parti meccaniche, anche molto semplici, a volte bisogna affrontare dei problemi di una certa difficoltà che richiedono, per la loro risoluzione,
Nuovo tipo di utensile per brocciatura Nella costruzione di parti meccaniche, anche molto semplici, a volte bisogna affrontare dei problemi di una certa difficoltà che richiedono, per la loro risoluzione,