LA PROGRAMMAZIONE N10 G0 X5 Y5
|
|
|
- Biaggio Cipriani
- 10 anni fa
- Просмотров:
Транскрипт
1 LA PROGRAMMAZIONE Un programma per una Macchina Utensile CNC è costituito da una sequenza logica di informazioni geometriche, tecnologiche ed ausiliarie (fasi di lavoro). Le informazioni geometriche riguardano i movimenti di lavoro che gli assi (X Y Z) devono effettuare per realizzare sul pezzo la geometria indicata nel disegno; praticamente sono espresse sotto forma di coordinate cartesiane assolute o relative e definiscono la posizione desiderata rispetto ad un punto di origine prescelto. Le informazioni tecnologiche stabiliscono la corretta sequenza delle operazioni, la velocità di taglio, la velocità di avanzamento, gli utensili da utilizzare. Le informazioni ausiliarie riguardano l avvio mandrino, la rotazione, il cambio utensile, l erogazione o meno del refrigerante, l arresto e l esecuzione del programma, ecc. Queste informazioni vengono definite da una serie di funzioni rappresentate da lettere seguite da un valore numerico: N10 G0 X5 Y5 Il cardine della programmazione CNC è rappresentata dalle funzioni preparatorie G (general function), dalle funzioni ausiliarie M (miscellanee o preparatorie) e da altre: T (tool=utensile), S (speed=numero di giri), F (feed=avanzamento), più altre funzioni a discrezione del Costruttore della macchina CNC.

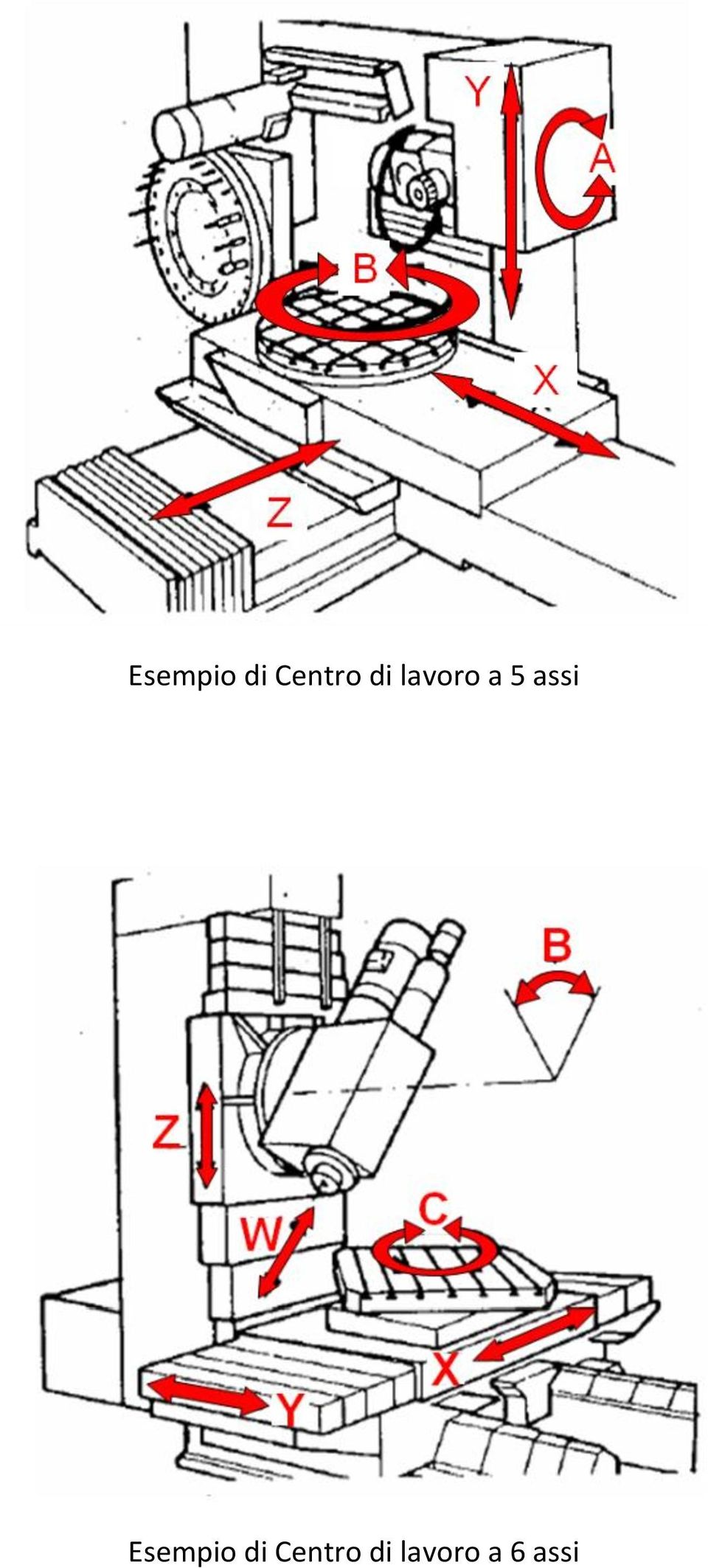
2 . Assi di lavoro: Gli assi di una MU CNC rappresentano le direzioni di spostamento, anche rotatorio, delle parti mobili della macchina e costituiscono il sistema di riferimento per conoscere la posizione dell utensile, o del pezzo, in ogni istante della lavorazione. Gli assi principali sono indicati, conformemente alla normativa ISO, con le lettere X Y Z. L asse coincidente con l asse di rotazione del mandrino si indica con Z. L asse X indica nel tornio CNC la direzione di appostamento radiale dell utensile, mentre nella fresatrice CNC (Centro di lavoro) rappresenta la direzione principale di spostamento della tavola. L asse Y è perpendicolare al piano XZ. Su alcune macchine utensili CNC sono presenti anche assi secondari paralleli a quelli principali, contrassegnati con gli indirizzi U V W, che vengono usati per la programmazione in coordinate incrementali. La rotazione intorno agli assi principali X Y Z si indica rispettivamente con A B e C.
 rappresenta la direzione principale di spostamento della tavola.")
3 Esempio di Centro di lavoro a 5 assi Esempio di Centro di lavoro a 6 assi
4 . Riferimenti: ZERO MACCHINA (ORIGINE ASSI DELLA MACCHINA): E determinato dal costruttore e rappresenta l origine del sistema di coordinate attribuito agli assi di movimento della macchina. Le posizioni delle slitte lungo questi assi sono acquisite dai traduttori.


5 ZERO PEZZO (ORIGINE DEL PEZZO): E determinato dal programmatore sul disegno e rappresenta l origine del sistema di coordinate attribuito al pezzo. Esso costituisce il riferimento fondamentale per l identificazione di tutti gli altri punti.

6 . Principali funzioni generali o preparatorie (G): Sono dette funzioni preparatorie perché non compiono alcuna azione ma hanno il compito di indicare alla macchina in che modo dovranno essere eseguiti. G00: Interpolazione lineare in rapido G01: Interpolazione lineare a velocità impostata (lavoro) G02: Interpolazione circolare oraria G03: Interpolazione circolare antioraria G04: Tempo di sosta G17: Selezione piano X-Y con asse di lavoro Z G18: Selezione piano X-Z con asse di lavoro Y G19: Selezione piano Y-Z con asse di lavoro X G40: Fine compensazione raggio utensile G41: Compensazione raggio utensile a sinistra G42: Compensazione raggio utensile a destra G53: Soppressione spostamento origine (attivo solo sulla riga in cui è inserito) G54-57: Spostamento origine impostabile G80: Scarica i cicli fissi G81-89: Cicli fissi G90: Programmazione con quote in Assoluto (predisposte all accensione) G91: Programmazione con quote in Incrementale G92: Massima velocità di rotazione mandrino G94: Avanzamenti in mm/min G95: Avanzamento in mm/giro G96: Velocità di taglio costante G97: Numero di giri costante
 G54-57: Spostamento origine impostabile G80: Scarica i")
7 . Principali funzioni ausiliarie o miscellanee (M): Sono dette funzioni ausiliarie perché sono comandi che svolgono azioni che sono di ausilio alla programmazione e alla lavorazione. M00: Stop programma M01: Stop opzionale M02: Fine programma M03: Rotazione mandrino oraria M04: Rotazione mandrino antioraria M05: Stop rotazione mandrino M07: Erogazione refrigerante pompa 2 M08: Erogazione refrigerante pompa 1 M09: Stop erogazione refrigerante M17: Fine sottoprogramma M30: Fine programma con riavvolgimento

8 . Tabella punti: La tabella punti consiste nell individuazione dei punti che definiscono il contorno del pezzo, cioè il profilo da lavorare. Ognuno ha come riferimento lo zero pezzo e necessita delle coordinate degli assi X e Y del piano cartesiano.

9 PUNTI ASSE X ASSE Y P P P P P P P Creata la tabella si inseriscono le coordinate dei punti trovati indicando il tipo di lavoro con la giusta funzione G: G1 X10 Y5 G1 X50 Y5 G1 X55 Y10 G1 X55 Y50 G3 X50 Y55 U5 G1 X5 Y55 G1 X5 Y10 G3 X10 Y5 U5 (P1) (P2) (P3) (P4) (P5) (P6) (P7) (P1) Alla fine si ritorna al punto di inizio per chiudere il profilo del pezzo.
 (P5) (P6) (P7) (P1) Alla fine si ritorna al punto di inizio per chiudere il profilo del pezzo.")
Corso di Automazione industriale
 Corso di Automazione industriale Lezione 11 Macchine utensili e controllo numerico Programmazione CNC Università degli Studi di Bergamo, Automazione Industriale, A.A. 2015/2016, A. L. Cologni 1 Introduzione
Corso di Automazione industriale Lezione 11 Macchine utensili e controllo numerico Programmazione CNC Università degli Studi di Bergamo, Automazione Industriale, A.A. 2015/2016, A. L. Cologni 1 Introduzione
PROGRAMMAZIONE della M.U. CNC
 PROGRAMMAZIONE della M.U. CNC 1 La programmazione delle M.U. CNC 1 Generalità 2 Geometrie di riferimento 3 Grammatica 4 Lessico 5 Sintassi 6 Esempi 7 Linguaggio APT 2 La programmazione delle M.U. CNC Le
PROGRAMMAZIONE della M.U. CNC 1 La programmazione delle M.U. CNC 1 Generalità 2 Geometrie di riferimento 3 Grammatica 4 Lessico 5 Sintassi 6 Esempi 7 Linguaggio APT 2 La programmazione delle M.U. CNC Le
PROGRAMMAZIONE EIA/ISO Macchine Utensili CNC
 PROGRAMMAZIONE EIA/ISO Macchine Utensili CNC A cura di Massimo Reboldi Versione 2.0 7/1/14 La programmazione EIA/ISO! Introduzione! Assi e Riferimenti! Linguaggio di programmazione! Grammatica;! Lessico;!
PROGRAMMAZIONE EIA/ISO Macchine Utensili CNC A cura di Massimo Reboldi Versione 2.0 7/1/14 La programmazione EIA/ISO! Introduzione! Assi e Riferimenti! Linguaggio di programmazione! Grammatica;! Lessico;!
classe 4 MECCANICI SERALE
 TORNIO CNC classe 4 MECCANICI SERALE 1 PARTE COSTRUZIONE DI UN PROGRAMMA TORNIO CNC Il programma di lavorazione deve essere immesso con un formato accettabile dal CNC. Tale formato deve comprendere tutti
TORNIO CNC classe 4 MECCANICI SERALE 1 PARTE COSTRUZIONE DI UN PROGRAMMA TORNIO CNC Il programma di lavorazione deve essere immesso con un formato accettabile dal CNC. Tale formato deve comprendere tutti
METODO PER LA STESURA DI PROGRAMMI PER IL CENTRO DI LAVORO CNC
 METODO PER LA STESURA DI PROGRAMMI PER IL CENTRO DI LAVORO CNC Riferimento al linguaggio di programmazione STANDARD ISO 6983 con integrazioni specifiche per il Controllo FANUC M21. RG - Settembre 2008
METODO PER LA STESURA DI PROGRAMMI PER IL CENTRO DI LAVORO CNC Riferimento al linguaggio di programmazione STANDARD ISO 6983 con integrazioni specifiche per il Controllo FANUC M21. RG - Settembre 2008
ESERCITAZIONE Scrittura di un programma CNC per la fresatura di un componente dato
 ESERCITAZIONE Scrittura di un programma CNC per la fresatura di un componente dato Nella presente esercitazione si redige il programma CNC per la fresatura del pezzo illustrato nelle Figure 1 e 2. Figura
ESERCITAZIONE Scrittura di un programma CNC per la fresatura di un componente dato Nella presente esercitazione si redige il programma CNC per la fresatura del pezzo illustrato nelle Figure 1 e 2. Figura
INTRODUZIONE ALLA PROGRAMMAZIONE DELLE MUCN
 INTRODUZIONE ALLA PROGRAMMAZIONE DELLE MUCN 1 MACCHINA UTENSILE CN 2 SISTEMA DI RIFERIMENTO Y X Z 3 SISTEMA DI RIFERIMENTO E ASSI MACCHINA L asse Z è sempre coincidente o parallelo con l asse del mandrino.
INTRODUZIONE ALLA PROGRAMMAZIONE DELLE MUCN 1 MACCHINA UTENSILE CN 2 SISTEMA DI RIFERIMENTO Y X Z 3 SISTEMA DI RIFERIMENTO E ASSI MACCHINA L asse Z è sempre coincidente o parallelo con l asse del mandrino.
Appunti per la programmazione ISO (dal manuale OSAI riservato ai propri clienti)
") ITIS Varese Tecnologia Meccanica ed Esercitazioni Reparto Macchine Utensili TORNIO ANTARES controllo OSAI 8600 T Appunti per la programmazione ISO (dal manuale OSAI riservato ai propri clienti) MOVIMENTI
ITIS Varese Tecnologia Meccanica ed Esercitazioni Reparto Macchine Utensili TORNIO ANTARES controllo OSAI 8600 T Appunti per la programmazione ISO (dal manuale OSAI riservato ai propri clienti) MOVIMENTI
Basi di programmazione ISO per macchine CNC con CNC Simulator
 Basi di programmazione ISO per macchine CNC con CNC Simulator 1. I primi comandi per semplici lavorazioni (coordinate cartesiane assolute)..2 2. Settaggio del software...2 3. Tornitura cilindrica...6 4.
Basi di programmazione ISO per macchine CNC con CNC Simulator 1. I primi comandi per semplici lavorazioni (coordinate cartesiane assolute)..2 2. Settaggio del software...2 3. Tornitura cilindrica...6 4.
MACCHINE A CONTROLLO NUMERICO C.N.C.
 1 MACCHINE A CONTROLLO NUMERICO C.N.C. Marino prof. Mazzoni Evoluzione delle macchine utensili Quantità di pezzi 10 10 10 10 6 5 4 3 10 2 1 2 1-MACCHINE SPECIALIZZATE 2-MACCHINE TRANSFERT 3-SISTEMI FLESSIBILI
1 MACCHINE A CONTROLLO NUMERICO C.N.C. Marino prof. Mazzoni Evoluzione delle macchine utensili Quantità di pezzi 10 10 10 10 6 5 4 3 10 2 1 2 1-MACCHINE SPECIALIZZATE 2-MACCHINE TRANSFERT 3-SISTEMI FLESSIBILI
Esempi di programmazione di un centro di lavoro verticale a CNC
 Istituto Aldini Valeriani VA meccanica, a.s. 2011/2012 Esempi di programmazione di un centro di lavoro verticale a CNC Andrea Burnelli Esempiprogrammazione Andrea Burnelli Pagina 1 Esempiprogrammazione
Istituto Aldini Valeriani VA meccanica, a.s. 2011/2012 Esempi di programmazione di un centro di lavoro verticale a CNC Andrea Burnelli Esempiprogrammazione Andrea Burnelli Pagina 1 Esempiprogrammazione
Corso di controllo numerico (Cnc iso)
") Corso di controllo numerico (Cnc iso) A cura di Ferrarese Adolfo. - Copyright 2007 - Ferrarese Adolfo - Tutti i diritti riservati - 1 Prefazione: Il corso si articola in 8 sezioni: 7 lezioni più un'ampia
Corso di controllo numerico (Cnc iso) A cura di Ferrarese Adolfo. - Copyright 2007 - Ferrarese Adolfo - Tutti i diritti riservati - 1 Prefazione: Il corso si articola in 8 sezioni: 7 lezioni più un'ampia
L automazione. L automazione. Insieme delle tecniche e dei metodi per sostituire o ridurre l intervento umano in un attività lavorativa
 L automazione 1 L automazione Insieme delle tecniche e dei metodi per sostituire o ridurre l intervento umano in un attività lavorativa Politecnico di Torino 1 Automazione delle macchine utensili (M.U.)
L automazione 1 L automazione Insieme delle tecniche e dei metodi per sostituire o ridurre l intervento umano in un attività lavorativa Politecnico di Torino 1 Automazione delle macchine utensili (M.U.)
UNIVERSITA degli STUDI di BERGAMO FACOLTA di INGEGNERIA. Corso di AUTOMAZIONE INDUSTRIALE
 UNIVERSITA degli STUDI di BERGAMO FACOLTA di INGEGNERIA Corso di AUTOMAZIONE INDUSTRIALE Prof. Andrea Cataldo [email protected] ARGOMENTI delle ESERCITAZIONI CONTROLLO NUMERICO in AULA CONTROLLO
UNIVERSITA degli STUDI di BERGAMO FACOLTA di INGEGNERIA Corso di AUTOMAZIONE INDUSTRIALE Prof. Andrea Cataldo [email protected] ARGOMENTI delle ESERCITAZIONI CONTROLLO NUMERICO in AULA CONTROLLO
IL CNC IL LINGUAGGIO DI PROGRAMMAZIONE PER LA MACCHINE UTENSILI A CNC Fondamenti
 IL CNC IL LINGUAGGIO DI PROGRAMMAZIONE PER LA MACCHINE UTENSILI A CNC Fondamenti Centro per l Automazione e la Meccanica Via Rainusso 138/N 41100 Modena INDICE 1- La metodologia ed il linguaggio di programmazione
IL CNC IL LINGUAGGIO DI PROGRAMMAZIONE PER LA MACCHINE UTENSILI A CNC Fondamenti Centro per l Automazione e la Meccanica Via Rainusso 138/N 41100 Modena INDICE 1- La metodologia ed il linguaggio di programmazione
TORNIO ANTARES controllo OSAI 8600 T
 ITIS Varese Tecnologia Meccanica ed Esercitazioni Reparto Macchine Utensili TORNIO ANTARES controllo OSAI 8600 T Appunti per l utilizzo del modulo di comando (dal manuale OSAI riservato ai propri clienti)
ITIS Varese Tecnologia Meccanica ed Esercitazioni Reparto Macchine Utensili TORNIO ANTARES controllo OSAI 8600 T Appunti per l utilizzo del modulo di comando (dal manuale OSAI riservato ai propri clienti)
PROGRAMMAZIONE TORNIO CNC (controllo Olivetti )
") PROGRAMMAZIONE TORNIO CNC (controllo Olivetti ) Il programma è l insieme di istruzioni in codice necessari al controllo di una macchina utensile equipaggiata con controllo numerico. Il codice è l insieme
PROGRAMMAZIONE TORNIO CNC (controllo Olivetti ) Il programma è l insieme di istruzioni in codice necessari al controllo di una macchina utensile equipaggiata con controllo numerico. Il codice è l insieme
La quotatura costituisce il complesso delle informazioni in un disegno che precisano le dimensioni di un oggetto o di un componente meccanico
 La quotatura costituisce il complesso delle informazioni in un disegno che precisano le dimensioni di un oggetto o di un componente meccanico 1 La quotatura è ottenuta con i seguenti elementi La linea
La quotatura costituisce il complesso delle informazioni in un disegno che precisano le dimensioni di un oggetto o di un componente meccanico 1 La quotatura è ottenuta con i seguenti elementi La linea
TECNOLOGIA MECCANICA LE MACCHINE UTENSILI A CNC I Centri di Lavoro
 LE MACCHINE UTENSILI A CNC I Centri di Lavoro Centro per l Automazione e la Meccanica Via Rainusso 138/N 41100 Modena INDICE 1 Fresatrici, Alesatrici e Centri di Lavoro pag. 2 1.1 Generalità 2 1.2 Struttura
LE MACCHINE UTENSILI A CNC I Centri di Lavoro Centro per l Automazione e la Meccanica Via Rainusso 138/N 41100 Modena INDICE 1 Fresatrici, Alesatrici e Centri di Lavoro pag. 2 1.1 Generalità 2 1.2 Struttura
Fondamenti per la Programmazione delle Macchine a Controllo Numerico
 Fondamenti per la Programmazione delle Macchine a Controllo Numerico Sistemi di Coordinate I sistemi di coordinate, permettono al programmatore di definire i punti caratteristici del profilo da lavorare.
Fondamenti per la Programmazione delle Macchine a Controllo Numerico Sistemi di Coordinate I sistemi di coordinate, permettono al programmatore di definire i punti caratteristici del profilo da lavorare.
4. Nome e direzione degli assi (2h) (teoria: 1h, pratica: 1h)
 (teoria: 1h, pratica: 1h)") 37 4. Nome e direzione degli assi (2h) (teoria: 1h, pratica: 1h) 4.1 La disposizione degli assi secondo la norma ISO Ogni asse è definito dal verso e dalla direzione di movimento della slitta ed è caratterizzato
37 4. Nome e direzione degli assi (2h) (teoria: 1h, pratica: 1h) 4.1 La disposizione degli assi secondo la norma ISO Ogni asse è definito dal verso e dalla direzione di movimento della slitta ed è caratterizzato
CNC. Linguaggio ProGTL3. (Ref. 1308)
") CNC 8065 Linguaggio ProGTL3 (Ref. 1308) SICUREZZA DELLA MACCHINA È responsabilità del costruttore della macchina che le sicurezze della stessa siano abilitate, allo scopo di evitare infortuni alle persone
CNC 8065 Linguaggio ProGTL3 (Ref. 1308) SICUREZZA DELLA MACCHINA È responsabilità del costruttore della macchina che le sicurezze della stessa siano abilitate, allo scopo di evitare infortuni alle persone
Manuale programmazione ISO
 DOCUMENTAZIONE PER L UTENTE Manuale programmazione ISO SIDAC S.r.L 21017 Samarate (Varese) Via Acquedotto, 111 E_Mail [email protected] Tel. 0331.22.30.19 r.a. Fax. 0331.22.30.78 1 Ver. 1.0 - Aggiornamento
DOCUMENTAZIONE PER L UTENTE Manuale programmazione ISO SIDAC S.r.L 21017 Samarate (Varese) Via Acquedotto, 111 E_Mail [email protected] Tel. 0331.22.30.19 r.a. Fax. 0331.22.30.78 1 Ver. 1.0 - Aggiornamento
MATERIA: LABORATORIO DI MECCANICA
 UF1 - PRODURRE ALLA FRESATRICE Norme del disegno tecnico. Tolleranze di lavorazione. Lettura degli strumenti di misura e di controllo Conoscenza degli utensili per fresare Calcolo dei parametri di taglio.
UF1 - PRODURRE ALLA FRESATRICE Norme del disegno tecnico. Tolleranze di lavorazione. Lettura degli strumenti di misura e di controllo Conoscenza degli utensili per fresare Calcolo dei parametri di taglio.
Test, domande e problemi di Robotica industriale
 Test, domande e problemi di Robotica industriale 1. Quale, tra i seguenti tipi di robot, non ha giunti prismatici? a) antropomorfo b) cilindrico c) polare d) cartesiano 2. Un volume di lavoro a forma di
Test, domande e problemi di Robotica industriale 1. Quale, tra i seguenti tipi di robot, non ha giunti prismatici? a) antropomorfo b) cilindrico c) polare d) cartesiano 2. Un volume di lavoro a forma di
Lavorazioni al TORNIO PARALLELO
 Istituto Istituto Istruzione Superiore G. Boris Giuliano" Via Carducci, 13-94015 Piazza Armerina (En) Corso di Tecnologie Meccaniche e Applicazioni Anno scolastico 2015-2016 Lavorazioni al TORNIO PARALLELO
Istituto Istituto Istruzione Superiore G. Boris Giuliano" Via Carducci, 13-94015 Piazza Armerina (En) Corso di Tecnologie Meccaniche e Applicazioni Anno scolastico 2015-2016 Lavorazioni al TORNIO PARALLELO
Verifica Geometrica Macchine Utensili
 OPTODYNE OPTODYNE Laser Metrology S.r.l. Via Veneto, 5 20044 Bernareggio (MI) ITALY TEL ++ 39-039 60 93 618 Email [email protected] FAX ++ 39-039 6800 147 WWW.OPTODYNE.COM WWW.HAMARLASER.IT P. IVA - C.F.
OPTODYNE OPTODYNE Laser Metrology S.r.l. Via Veneto, 5 20044 Bernareggio (MI) ITALY TEL ++ 39-039 60 93 618 Email [email protected] FAX ++ 39-039 6800 147 WWW.OPTODYNE.COM WWW.HAMARLASER.IT P. IVA - C.F.
AUTOMAZIONE INDUSTRIALE
 AUTOMAZIONE INDUSTRIALE Lo schema seguente descrive l evoluzione dei sistemi di produzione industriale con l avvento dell automazione. Vengono presi in considerazione la lavorazione alle macchine utensili,
AUTOMAZIONE INDUSTRIALE Lo schema seguente descrive l evoluzione dei sistemi di produzione industriale con l avvento dell automazione. Vengono presi in considerazione la lavorazione alle macchine utensili,
Il ciclo di lavorazione
 INTRODUZIONE AI CICLI DI LAVORAZIONE Rif. Bibliografico: Giusti-Santochi TECNOLOGIA MECCANICA e studi di fabbricazione Capitolo 9 1 Il ciclo di lavorazione DEFINIZIONE: Si dice CICLO DI LAVORAZIONE tutto
INTRODUZIONE AI CICLI DI LAVORAZIONE Rif. Bibliografico: Giusti-Santochi TECNOLOGIA MECCANICA e studi di fabbricazione Capitolo 9 1 Il ciclo di lavorazione DEFINIZIONE: Si dice CICLO DI LAVORAZIONE tutto
CORSO di AUTOMAZIONE INDUSTRIALE
 CORSO di AUTOMAZIONE INDUSTRIALE (cod. 8469) APPELLO del 10 Novembre 2010 Prof. Emanuele Carpanzano Soluzioni Esercizio 1 (Domande generali) 1.a) Controllo Modulante Tracciare qualitativamente la risposta
CORSO di AUTOMAZIONE INDUSTRIALE (cod. 8469) APPELLO del 10 Novembre 2010 Prof. Emanuele Carpanzano Soluzioni Esercizio 1 (Domande generali) 1.a) Controllo Modulante Tracciare qualitativamente la risposta
PROGRAMMAZIONE ASSISTITA DAL COMPUTER (CAD/CAM)
") PROGRAMMAZIONE ASSISTITA DAL COMPUTER (CAD/CAM) Con la programmazione manuale, il programmatore descrive un ciclo di lavoro nella sequenza voluta ed in un linguaggio comprensibile all unità di governo.
PROGRAMMAZIONE ASSISTITA DAL COMPUTER (CAD/CAM) Con la programmazione manuale, il programmatore descrive un ciclo di lavoro nella sequenza voluta ed in un linguaggio comprensibile all unità di governo.
LA REALIZZAZIONE DI UN PROGETTO
 LA REALIZZAZIONE DI UN PROGETTO Nuovo prodotto Progettazione Programmazione CICLO Operazione Descrizione nnonnononoonono noninininiluludodo Produzione ITI San Zeno (Vr) 1 CICLO 1 Il ciclo nel processo
LA REALIZZAZIONE DI UN PROGETTO Nuovo prodotto Progettazione Programmazione CICLO Operazione Descrizione nnonnononoonono noninininiluludodo Produzione ITI San Zeno (Vr) 1 CICLO 1 Il ciclo nel processo
Anno Scolastico 2014/2015
 Anno Scolastico 2014/2015 Prof. Marco Coppetti Prof. Rosario Costanzo A.S. 2014/2015 Corso di MU-CNC Pag. 1 1. IL CNC E LA PROGRAMMAZIONE DELLE MU-CNC CNC NC Istruzione Codice Simulatore Zero pezzo Coordinate
Anno Scolastico 2014/2015 Prof. Marco Coppetti Prof. Rosario Costanzo A.S. 2014/2015 Corso di MU-CNC Pag. 1 1. IL CNC E LA PROGRAMMAZIONE DELLE MU-CNC CNC NC Istruzione Codice Simulatore Zero pezzo Coordinate
ISTITUTO ISTRUZIONE SUPERIORE Cigna - Baruffi - Garelli - Mondovì (CN) - (opzione : mezzi di trasporto) ANNO SCOLASTICO 2015/16 - Classi 4 A MC
 - (opzione : mezzi di trasporto) ANNO SCOLASTICO 2015/16 - Classi 4 A MC") ISTITUTO ISTRUZIONE SUPERIORE Cigna - Baruffi - Garelli - Mondovì (CN) - (opzione : mezzi di trasporto) PROGRAMMAZIONE MODULARE PER OBIETTIVI MINIMI, FINALIZZATA ALLA CERTIFICAZIONE DELLE COMPETENZE ATTESE
ISTITUTO ISTRUZIONE SUPERIORE Cigna - Baruffi - Garelli - Mondovì (CN) - (opzione : mezzi di trasporto) PROGRAMMAZIONE MODULARE PER OBIETTIVI MINIMI, FINALIZZATA ALLA CERTIFICAZIONE DELLE COMPETENZE ATTESE
Laboratorio di Informatica
 per chimica industriale e chimica applicata e ambientale LEZIONE 4 La CPU e l esecuzione dei programmi 1 Nelle lezioni precedenti abbiamo detto che Un computer è costituito da 3 principali componenti:
per chimica industriale e chimica applicata e ambientale LEZIONE 4 La CPU e l esecuzione dei programmi 1 Nelle lezioni precedenti abbiamo detto che Un computer è costituito da 3 principali componenti:
Il programma CONFELMOD CAD creazione e modifica
 CREAZIONE DEI PEZZI DEL MODELLO Dopo aver fatto la lista di tutti i componenti nella scheda modello si passa alla creazione dei pezzi. Si seleziona il modello e si clicca su Apri Modello 1 Con questa operazione
CREAZIONE DEI PEZZI DEL MODELLO Dopo aver fatto la lista di tutti i componenti nella scheda modello si passa alla creazione dei pezzi. Si seleziona il modello e si clicca su Apri Modello 1 Con questa operazione
Processo di rendering
 Processo di rendering Trasformazioni di vista Trasformazioni di vista Il processo di visione in tre dimensioni Le trasformazioni di proiezione 2 Rendering nello spazio 2D Il processo di rendering (visualizzazione)
Processo di rendering Trasformazioni di vista Trasformazioni di vista Il processo di visione in tre dimensioni Le trasformazioni di proiezione 2 Rendering nello spazio 2D Il processo di rendering (visualizzazione)
RUDIMENTI DI ARTCAM VERSIONE INSIGNIA
 RUDIMENTI DI ARTCAM VERSIONE INSIGNIA 3.6 Rev. 1.0 by Aragon INDICE PREMESSA pag. 3 1 NUOVO MODELLO pag. 4 1.1 Allineamento e posizionamento Vettori pag. 5 1.2 Raggruppa Unisci Concatena Vettori pag. 7
RUDIMENTI DI ARTCAM VERSIONE INSIGNIA 3.6 Rev. 1.0 by Aragon INDICE PREMESSA pag. 3 1 NUOVO MODELLO pag. 4 1.1 Allineamento e posizionamento Vettori pag. 5 1.2 Raggruppa Unisci Concatena Vettori pag. 7
UNIVERSITÀ DEGLI STUDI DI PADOVA Facoltà di Ingegneria sede di Vicenza A.A. 2007/08
 UNIVERSITÀ DEGLI STUDI DI PADOVA Facoltà di Ingegneria sede di Vicenza Corso di Disegno Tecnico Industriale per il Corso di Laurea triennale in Ingegneria Meccanica e in Ingegneria Meccatronica Tolleranze
UNIVERSITÀ DEGLI STUDI DI PADOVA Facoltà di Ingegneria sede di Vicenza Corso di Disegno Tecnico Industriale per il Corso di Laurea triennale in Ingegneria Meccanica e in Ingegneria Meccatronica Tolleranze
TORNIO PARALLELO 4 MECCANICI SERALE TORNIO PARALLELO 4 MECCANICI SERALE PAGINA 1/1
 TORNIO PARALLELO 4 MECCANICI SERALE PAGINA 1/1 Basamento E costituito da una struttura portante in ghisa stabilizzata e munito di nervature, garantisce la massima robustezza e rigidità dell'insieme. Le
TORNIO PARALLELO 4 MECCANICI SERALE PAGINA 1/1 Basamento E costituito da una struttura portante in ghisa stabilizzata e munito di nervature, garantisce la massima robustezza e rigidità dell'insieme. Le
IL TORNIO CNC PRINCIPI FONDAMENTALI Tornio a CNC Graziano CTX310 Controllo Siemens 840D con Shop Turn
 ========================================================== SCUOLA PROFESSIONALE PROVINCIALE PER L INDUSTRIA L ARTIGIANATO ED IL COMMERCIO GUGLIELMO MARCONI Via K. WOLF 42. I-39012 Merano (BZ) Tel.: +39
========================================================== SCUOLA PROFESSIONALE PROVINCIALE PER L INDUSTRIA L ARTIGIANATO ED IL COMMERCIO GUGLIELMO MARCONI Via K. WOLF 42. I-39012 Merano (BZ) Tel.: +39
LA TORNITURA. Corso di Tecnologie Speciali I prof. Luigi Carrino
 LA TORNITURA L operazione di tornitura consente di ottenere superfici di rivoluzione interne ed esterne variamente conformate tra cui anche filettature e zigrinature. I movimenti nell operazione di tornitura
LA TORNITURA L operazione di tornitura consente di ottenere superfici di rivoluzione interne ed esterne variamente conformate tra cui anche filettature e zigrinature. I movimenti nell operazione di tornitura
Prof. Silvio Reato Valcavasia Ricerche. Il piano cartesiano
 Il piano cartesiano Per la rappresentazione di grafici su di un piano si utilizza un sistema di riferimento cartesiano. Su questo piano si rappresentano due rette orientate (con delle frecce all estremità
Il piano cartesiano Per la rappresentazione di grafici su di un piano si utilizza un sistema di riferimento cartesiano. Su questo piano si rappresentano due rette orientate (con delle frecce all estremità
AFFILATRICI UNIVERSALI A 6 ASSI CNC
 AFFILATRICI UNIVERSALI A 6 ASSI CNC Mantello conico con assottigliamento a S Assottigliamento a U 4 Facce con assottigliamento a S 4 facce con assottigliamento a X Punta a centrare Punta a 3 taglienti
AFFILATRICI UNIVERSALI A 6 ASSI CNC Mantello conico con assottigliamento a S Assottigliamento a U 4 Facce con assottigliamento a S 4 facce con assottigliamento a X Punta a centrare Punta a 3 taglienti
Appunti sulla Macchina di Turing. Macchina di Turing
 Macchina di Turing Una macchina di Turing è costituita dai seguenti elementi (vedi fig. 1): a) una unità di memoria, detta memoria esterna, consistente in un nastro illimitato in entrambi i sensi e suddiviso
Macchina di Turing Una macchina di Turing è costituita dai seguenti elementi (vedi fig. 1): a) una unità di memoria, detta memoria esterna, consistente in un nastro illimitato in entrambi i sensi e suddiviso
S.T.I. Servizi Tecnici Industriali srl Prato 17/10/10. Gestione utensili completa con cnc Fanuc
 S.T.I. Servizi Tecnici Industriali srl Prato 17/10/10 Gestione utensili completa con cnc Fanuc Rev. 1.0.0 *** Lo scopo di questa applicazione, sviluppata su di una fresatrice Fagima modello Dominus equipaggiata
S.T.I. Servizi Tecnici Industriali srl Prato 17/10/10 Gestione utensili completa con cnc Fanuc Rev. 1.0.0 *** Lo scopo di questa applicazione, sviluppata su di una fresatrice Fagima modello Dominus equipaggiata
CNC PILOT 4290 Asse B e Y
 Manuale utente CNC PILOT 4290 Asse B e Y Software NC 625 952-xx Italiano (it) 8/2010 CNC PILOT 4290 Asse B e Y CNC PILOT 4290 Asse B e Y Questo manuale descrive le funzioni disponibili nel CNC PILOT 4290
Manuale utente CNC PILOT 4290 Asse B e Y Software NC 625 952-xx Italiano (it) 8/2010 CNC PILOT 4290 Asse B e Y CNC PILOT 4290 Asse B e Y Questo manuale descrive le funzioni disponibili nel CNC PILOT 4290
Scheda. Descrizione della macchina
 Scheda 1 Lavorazione: Macchina: TORNITURA TORNIO PARALLELO Descrizione della macchina I torni sono macchine che eseguono l asportazione di truciolo: lo scopo è ottenere superfici esterne e interne variamente
Scheda 1 Lavorazione: Macchina: TORNITURA TORNIO PARALLELO Descrizione della macchina I torni sono macchine che eseguono l asportazione di truciolo: lo scopo è ottenere superfici esterne e interne variamente
Corso di PRODUZIONE ASSISTITA DAL CALCOLATORE
 C.d.L. in Ingegneria Meccanica Corso di PRODUZIONE ASSISTITA DAL CALCOLATORE Modellazione e realizzazione di una girante per pompa centrifuga mediante software CAD/CAM Gruppo n 14 Antonio Tricarico Docente
C.d.L. in Ingegneria Meccanica Corso di PRODUZIONE ASSISTITA DAL CALCOLATORE Modellazione e realizzazione di una girante per pompa centrifuga mediante software CAD/CAM Gruppo n 14 Antonio Tricarico Docente
Struttura degli elenchi riepilogativi
 Allegato XII SPECIFICHE TECNICHE E TRACCIATI RECORD DEGLI ELENCHI RIEPILOGATIVI DELLE CESSIONI E DEGLI ACQUISTI INTRACOMUNITARI DI BENI E DEI SERVIZI RESI E RICEVUTI (PRESENTAZIONE TELEMATICA ATTRAVERSO
Allegato XII SPECIFICHE TECNICHE E TRACCIATI RECORD DEGLI ELENCHI RIEPILOGATIVI DELLE CESSIONI E DEGLI ACQUISTI INTRACOMUNITARI DI BENI E DEI SERVIZI RESI E RICEVUTI (PRESENTAZIONE TELEMATICA ATTRAVERSO
CNC mdl Engraver ver. 01a Manuale utente
 CNC mdl Engraver ver. 01a Manuale utente INTRODUZIONE Engraver nasce dall esigenza di ovviare all acquisto di costosi e complicati software CAM che generano un percorso utensile ed il relativo codice G
CNC mdl Engraver ver. 01a Manuale utente INTRODUZIONE Engraver nasce dall esigenza di ovviare all acquisto di costosi e complicati software CAM che generano un percorso utensile ed il relativo codice G
PON Competenze per lo sviluppo 2007-2013 PROGRAMMA G1 FSE 2009-301 MECCANICA APPLICATA
 PON Competenze per lo sviluppo 2007-2013 Alla c.a. del D.S. Prof.Giovanni Semeraro PROGRAMMA G1 FSE 2009-301 MECCANICA APPLICATA SUDDIVISIONE DELLA PROGRAMMAZIONE: PRIMO MODULO di 27 ORE (propedeutico
PON Competenze per lo sviluppo 2007-2013 Alla c.a. del D.S. Prof.Giovanni Semeraro PROGRAMMA G1 FSE 2009-301 MECCANICA APPLICATA SUDDIVISIONE DELLA PROGRAMMAZIONE: PRIMO MODULO di 27 ORE (propedeutico
Progettazione del robot
 Progettazione del robot MINDSTORMS EV3 Anche quest anno abbiamo deciso di usare unmattoncinolegomindstormsev3.sitratta di un evoluzione dellaversione precedentenxt2.0, migliorata sotto diversi aspetti.
Progettazione del robot MINDSTORMS EV3 Anche quest anno abbiamo deciso di usare unmattoncinolegomindstormsev3.sitratta di un evoluzione dellaversione precedentenxt2.0, migliorata sotto diversi aspetti.
Tempi e metodi nelle lavorazioni
 Tempi e metodi nelle lavorazioni Importanza del tempo nella produzione. Il tempo necessario alla produzione di un bene riveste, per l impresa, un ruolo fondamentale per: - determinazione della sua capacità
Tempi e metodi nelle lavorazioni Importanza del tempo nella produzione. Il tempo necessario alla produzione di un bene riveste, per l impresa, un ruolo fondamentale per: - determinazione della sua capacità
LE FUNZIONI A DUE VARIABILI
 Capitolo I LE FUNZIONI A DUE VARIABILI In questo primo capitolo introduciamo alcune definizioni di base delle funzioni reali a due variabili reali. Nel seguito R denoterà l insieme dei numeri reali mentre
Capitolo I LE FUNZIONI A DUE VARIABILI In questo primo capitolo introduciamo alcune definizioni di base delle funzioni reali a due variabili reali. Nel seguito R denoterà l insieme dei numeri reali mentre
CHIUSURE di MAGAZZINO di FINE ANNO
 CHIUSURE di MAGAZZINO di FINE ANNO Operazioni da svolgere per il riporto delle giacenze di fine esercizio Il documento che segue ha lo scopo di illustrare le operazioni che devono essere eseguite per:
CHIUSURE di MAGAZZINO di FINE ANNO Operazioni da svolgere per il riporto delle giacenze di fine esercizio Il documento che segue ha lo scopo di illustrare le operazioni che devono essere eseguite per:
MODUS. Centro di Lavoro a 3 assi controllati con rotazione tavolo porta profili -90, 0, +90 per la lavorazione su 3 facce del profilo.
 MODUS Centro di Lavoro a 3 assi controllati con rotazione tavolo porta profili -90, 0, +9 per la lavorazione su 3 facce del profilo. CARATTERISTICHE TECNICHE: Carenatura perimetrale con apertura portellone
MODUS Centro di Lavoro a 3 assi controllati con rotazione tavolo porta profili -90, 0, +9 per la lavorazione su 3 facce del profilo. CARATTERISTICHE TECNICHE: Carenatura perimetrale con apertura portellone
DISEGNO TECNICO INDUSTRIALE
 DISEGNO TECNICO INDUSTRIALE COSTRUZIONI GEOMETRICHE Anno Accademico 2014-2015 Le Costruzioni Geometriche Nello studio del disegno tecnico, inteso come linguaggio grafico comune fra i tecnici per la progettazione
DISEGNO TECNICO INDUSTRIALE COSTRUZIONI GEOMETRICHE Anno Accademico 2014-2015 Le Costruzioni Geometriche Nello studio del disegno tecnico, inteso come linguaggio grafico comune fra i tecnici per la progettazione
Il linguaggio G-code RS274 Manuale di Programmazione
 Il linguaggio G-code RS274 Manuale di Programmazione SOMMARIO 1 INTRODUZIONE...4 1.1 Premessa... 4 1.2 Il linguaggio RS274/NGC.... 4 2 CENNI GENERALI SUI CENTRI DI LAVORO...4 2.1 Principali componenti
Il linguaggio G-code RS274 Manuale di Programmazione SOMMARIO 1 INTRODUZIONE...4 1.1 Premessa... 4 1.2 Il linguaggio RS274/NGC.... 4 2 CENNI GENERALI SUI CENTRI DI LAVORO...4 2.1 Principali componenti
Rappresentazione Denominazione simbolo ISO Riferimento a unificazioni
 Tabelle TABELLE 1 Nelle pagine che seguono sono riportati stralci di tabelle che si trovano normalmente sui manuali e che sono di grande importanza durante le fasi di lavorazione. Le tabelle proposte riguar-
Tabelle TABELLE 1 Nelle pagine che seguono sono riportati stralci di tabelle che si trovano normalmente sui manuali e che sono di grande importanza durante le fasi di lavorazione. Le tabelle proposte riguar-
CNC - SERIE S3000-S4000 PROGRAMMA DI PRESETTING UTENSILI AUTOMATICO CON LASER FOCALIZZATO
 CNC - SERIE S3000-S4000 PROGRAMMA DI PRESETTING UTENSILI AUTOMATICO CON LASER FOCALIZZATO AGGIORNAMENTO Ed. Data agg. Pagine aggiornate 00 ------- 13/09/00 -------------- Emissione CMAPRL00090I ---------------------------------------------------------------------------------------------------------------
CNC - SERIE S3000-S4000 PROGRAMMA DI PRESETTING UTENSILI AUTOMATICO CON LASER FOCALIZZATO AGGIORNAMENTO Ed. Data agg. Pagine aggiornate 00 ------- 13/09/00 -------------- Emissione CMAPRL00090I ---------------------------------------------------------------------------------------------------------------
RIGENERAZIONE E MODIFICA DI UNA INSCATOLATRICE NUOVA FIMA CPK_S5.
 RIGENERAZIONE E MODIFICA DI UNA INSCATOLATRICE NUOVA FIMA CPK_S5. La ditta E.G., operante nel settore ceramico da più di un decennio, ha maturato l'esperienza per la rigenerazione o modifica di molte macchine
RIGENERAZIONE E MODIFICA DI UNA INSCATOLATRICE NUOVA FIMA CPK_S5. La ditta E.G., operante nel settore ceramico da più di un decennio, ha maturato l'esperienza per la rigenerazione o modifica di molte macchine
funzionale tecnologica di collaudo quote di grandezza quote di posizione in serie in parallelo combinata con quote sovrapposte in coordinate
 QUOTATURA PARTE 2 Prof. Caterina Rizzi CLASSIFICAZIONE punto di vista geometrico quote di grandezza quote di posizione quote di accoppiamento disposizione: sistemi di quotatura in serie in parallelo combinata
QUOTATURA PARTE 2 Prof. Caterina Rizzi CLASSIFICAZIONE punto di vista geometrico quote di grandezza quote di posizione quote di accoppiamento disposizione: sistemi di quotatura in serie in parallelo combinata
FAGOR CNC 800T. Manuale di AUTOAPPRENDIMENTO. Ref. 9804 (ita)
") FAGOR CNC 800T Manuale di AUTOAPPRENDIMENTO Ref. 9804 (ita) INDICE Capitolo 1 Questioni teoriche sulla macchina-cnc 1.1.- Assi della macchina...3 1.2.- Zero macchina e zero pezzo.. 4 1.3.- Ricerca del
FAGOR CNC 800T Manuale di AUTOAPPRENDIMENTO Ref. 9804 (ita) INDICE Capitolo 1 Questioni teoriche sulla macchina-cnc 1.1.- Assi della macchina...3 1.2.- Zero macchina e zero pezzo.. 4 1.3.- Ricerca del
SINUMERIK 840D/840Di/810D. Manuale di programmazione ISO Fresatura
 SINUMERIK 840D/840Di/810D Manuale di programmazione Edizione 12.2001 Manuale di programmazione ISO Fresatura Documentazione per l utente Programmazione di base 1 Istruzioni per il richiamo di movimenti
SINUMERIK 840D/840Di/810D Manuale di programmazione Edizione 12.2001 Manuale di programmazione ISO Fresatura Documentazione per l utente Programmazione di base 1 Istruzioni per il richiamo di movimenti
Esempi di funzione. Scheda Tre
 Scheda Tre Funzioni Consideriamo una legge f che associa ad un elemento di un insieme X al più un elemento di un insieme Y; diciamo che f è una funzione, X è l insieme di partenza e X l insieme di arrivo.
Scheda Tre Funzioni Consideriamo una legge f che associa ad un elemento di un insieme X al più un elemento di un insieme Y; diciamo che f è una funzione, X è l insieme di partenza e X l insieme di arrivo.
la soluzione CAD/CAM per la piegatura proposta da Infolab
 la soluzione CAD/CAM per la piegatura proposta da Infolab AutoPOL è una soluzione distribuita da Infolab, una software house italiana che da oltre vent anni si occupa in modo esclusivo della produzione
la soluzione CAD/CAM per la piegatura proposta da Infolab AutoPOL è una soluzione distribuita da Infolab, una software house italiana che da oltre vent anni si occupa in modo esclusivo della produzione
Tornitura ISO SINUMERIK. SINUMERIK 840D sl / 828D Tornitura ISO. Concetti fondamentali della. programmazione. Istruzioni di movimento
 Concetti fondamentali della programmazione 1 Istruzioni di movimento 2 SINUMERIK SINUMERIK 840D sl / 828D Manuale di programmazione Istruzioni di movimento 3 Ulteriori funzioni 4 A Abbreviazioni B Tabella
Concetti fondamentali della programmazione 1 Istruzioni di movimento 2 SINUMERIK SINUMERIK 840D sl / 828D Manuale di programmazione Istruzioni di movimento 3 Ulteriori funzioni 4 A Abbreviazioni B Tabella
TOP CUT 500 ALLESTIMENTO BASE (A)
") TOP CUT 500 E una fresa a ponte, completamente costruita in fusione di ghisa, il movimento degli assi avviene su guide a ricircolo di sfere, mediante cremagliere ad alta precisione, riduttori a gioco ridotto
TOP CUT 500 E una fresa a ponte, completamente costruita in fusione di ghisa, il movimento degli assi avviene su guide a ricircolo di sfere, mediante cremagliere ad alta precisione, riduttori a gioco ridotto
COD. 410.60 FRESATRICE UNIVERSALE
 COD. 410.60 FRESATRICE UNIVERSALE Precisione e maneggevolezza garantite dalle viti a ricircolo di sfere per la movimentazione dei tre assi X; Y; Z. Macchina comprensiva di schermo antinfortunistico secondo
COD. 410.60 FRESATRICE UNIVERSALE Precisione e maneggevolezza garantite dalle viti a ricircolo di sfere per la movimentazione dei tre assi X; Y; Z. Macchina comprensiva di schermo antinfortunistico secondo
INDICE. Proposta aggiornamento Aggiungi scritta 2. Proposta aggiornamento Sposta scritta 3. Proposta aggiornamento Ruota scritta 4
 Prodotto da INDICE Proposta aggiornamento Aggiungi scritta 2 Proposta aggiornamento Sposta scritta 3 Proposta aggiornamento Ruota scritta 4 Proposta aggiornamento Aggiungi simbolo 5 Proposta aggiornamento
Prodotto da INDICE Proposta aggiornamento Aggiungi scritta 2 Proposta aggiornamento Sposta scritta 3 Proposta aggiornamento Ruota scritta 4 Proposta aggiornamento Aggiungi simbolo 5 Proposta aggiornamento
Voti finali e Scrutini
 Voti finali e Scrutini Premessa La gestione Scrutini è ora completamente integrata dentro RE. Sono previste diverse funzioni applicative, dall inserimento dei voti proposti alla gestione dello scrutinio
Voti finali e Scrutini Premessa La gestione Scrutini è ora completamente integrata dentro RE. Sono previste diverse funzioni applicative, dall inserimento dei voti proposti alla gestione dello scrutinio
Teoria in sintesi 10. Attività di sportello 1, 24 - Attività di sportello 2, 24 - Verifica conclusiva, 25. Teoria in sintesi 26
 Indice L attività di recupero 6 Funzioni Teoria in sintesi 0 Obiettivo Ricerca del dominio e del codominio di funzioni note Obiettivo Ricerca del dominio di funzioni algebriche; scrittura del dominio Obiettivo
Indice L attività di recupero 6 Funzioni Teoria in sintesi 0 Obiettivo Ricerca del dominio e del codominio di funzioni note Obiettivo Ricerca del dominio di funzioni algebriche; scrittura del dominio Obiettivo
Excel. A cura di Luigi Labonia. e-mail: [email protected]
 Excel A cura di Luigi Labonia e-mail: [email protected] Introduzione Un foglio elettronico è un applicazione comunemente usata per bilanci, previsioni ed altri compiti tipici del campo amministrativo
Excel A cura di Luigi Labonia e-mail: [email protected] Introduzione Un foglio elettronico è un applicazione comunemente usata per bilanci, previsioni ed altri compiti tipici del campo amministrativo
MATEMATICA 5 PERIODI
 BAC EUROPEO 2008 MATEMATICA 5 PERIODI DATA 5 giugno 2008 DURATA DELL ESAME : 4 ore (240 minuti) MATERIALE AUTORIZZATO Formulario delle scuole europee Calcolatrice non grafica e non programmabile AVVERTENZE
BAC EUROPEO 2008 MATEMATICA 5 PERIODI DATA 5 giugno 2008 DURATA DELL ESAME : 4 ore (240 minuti) MATERIALE AUTORIZZATO Formulario delle scuole europee Calcolatrice non grafica e non programmabile AVVERTENZE
TORNI VERTICALI A DUE MONTANTI Mod. 1520, 1525, 1L532
 TORNI VERTICALI A DUE MONTANTI Mod. 15, 155, 1L5 M.I.R.M.U. Via Baldinucci, 4 158 Milano Tel.959 Fax.9954 info @mirmu.it 1 Le macchine sono destinate alle operazioni di sgrossatura e di finitura di pezzi
TORNI VERTICALI A DUE MONTANTI Mod. 15, 155, 1L5 M.I.R.M.U. Via Baldinucci, 4 158 Milano Tel.959 Fax.9954 info @mirmu.it 1 Le macchine sono destinate alle operazioni di sgrossatura e di finitura di pezzi
Laboratorio di Ingegneria del software Sistema di controllo di un ascensore Requisisti preliminari
 Laboratorio di Ingegneria del software Sistema di controllo di un ascensore Requisisti preliminari A.A. 2012 2013 1 Introduzione Questo documento raccoglie i requisiti preliminari per il software di controllo
Laboratorio di Ingegneria del software Sistema di controllo di un ascensore Requisisti preliminari A.A. 2012 2013 1 Introduzione Questo documento raccoglie i requisiti preliminari per il software di controllo
Valutazione dell efficienza delle macchine utensili con parco utensili gestito tramite sistemi d indentificazione RFId
 Valutazione dell efficienza delle macchine utensili con parco utensili gestito tramite sistemi d indentificazione RFId Convegno Fabbrica Futuro Bologna 6 Marzo 2013 AGENDA La tecnologia RFId nel tool management
Valutazione dell efficienza delle macchine utensili con parco utensili gestito tramite sistemi d indentificazione RFId Convegno Fabbrica Futuro Bologna 6 Marzo 2013 AGENDA La tecnologia RFId nel tool management
Esame di INFORMATICA
 Università di L Aquila Facoltà di Biotecnologie Esame di INFORMATICA Lezione 4 MACCHINA DI VON NEUMANN Anni 40 i dati e i programmi che descrivono come elaborare i dati possono essere codificati nello
Università di L Aquila Facoltà di Biotecnologie Esame di INFORMATICA Lezione 4 MACCHINA DI VON NEUMANN Anni 40 i dati e i programmi che descrivono come elaborare i dati possono essere codificati nello
PROCESSI PRODUTTIVI E LOGISTICA I.T.S.T J.F. KENNEDY - PN
 PROCESSI PRODUTTIVI E LOGISTICA I.T.S.T J.F. KENNEDY - PN A.S. 2014/15 Innovazione e ciclo di vita di un prodotto La progettazione di un prodotto e di conseguenza il suo processo produttivo dipende dalla
PROCESSI PRODUTTIVI E LOGISTICA I.T.S.T J.F. KENNEDY - PN A.S. 2014/15 Innovazione e ciclo di vita di un prodotto La progettazione di un prodotto e di conseguenza il suo processo produttivo dipende dalla
CNC CORSO BASE DI PROGRAMMAZIONE
 1 LORENZO RAUSA CNC CORSO BASE DI PROGRAMMAZIONE Per tornio e fresa CNC Corso base di programmazione 2 Copyright CNC Web School 2018 Milano (Italy) [email protected] www.cncwebschool.com Tutti i diritti
1 LORENZO RAUSA CNC CORSO BASE DI PROGRAMMAZIONE Per tornio e fresa CNC Corso base di programmazione 2 Copyright CNC Web School 2018 Milano (Italy) [email protected] www.cncwebschool.com Tutti i diritti
I. Programmazione di un tornio con asse Y. Indice
 1 I. Programmazione di un tornio con asse Y Indice I. Programmazione di un tornio con asse Y... 1 1.1 Introduzione... 2 1.2 Schema di programmazione specifico per il piano G19... 4 1.3 Esempio di programmazione...
1 I. Programmazione di un tornio con asse Y Indice I. Programmazione di un tornio con asse Y... 1 1.1 Introduzione... 2 1.2 Schema di programmazione specifico per il piano G19... 4 1.3 Esempio di programmazione...
MANUALE OPERATIVO BLUMATICAD PROJECT
 INDICE DESCRIZIONE E CARATTERISTICHE... 2 IMPORTAZIONE TERRENO DA GOOGLE EARTH... 3 CURVE DI LIVELLO... 6 SEZIONI 2D... 7 1 DESCRIZIONE E CARATTERISTICHE BlumatiCAD Earth2D è un modulo opzionale di BlumatiCAD
INDICE DESCRIZIONE E CARATTERISTICHE... 2 IMPORTAZIONE TERRENO DA GOOGLE EARTH... 3 CURVE DI LIVELLO... 6 SEZIONI 2D... 7 1 DESCRIZIONE E CARATTERISTICHE BlumatiCAD Earth2D è un modulo opzionale di BlumatiCAD
AREA DI PROGETTO: CAMBIO DI VELOCITA' SINCRONIZZATO
 ISTITUTO DI ISTRUZIONE SUPERIORE STATALE GALILEI -SANI Latina Anno scolastico 2014-2015 AREA DI PROGETTO: CAMBIO DI VELOCITA' SINCRONIZZATO CLASSE: 5 A Meccanica INDIRIZZO: MECCANICA E MECCATRONICA COORDINATORE
ISTITUTO DI ISTRUZIONE SUPERIORE STATALE GALILEI -SANI Latina Anno scolastico 2014-2015 AREA DI PROGETTO: CAMBIO DI VELOCITA' SINCRONIZZATO CLASSE: 5 A Meccanica INDIRIZZO: MECCANICA E MECCATRONICA COORDINATORE
Sistemi di bloccaggio idraulici -- Mandrini idraulici
 Sistemi di bloccaggio idraulici -- Mandrini idraulici La tecnologia del serraggio idraulico ad espansione si è evoluto fino a raggiungere livelli di precisione e di affidabilità tali da poter soddisfare
Sistemi di bloccaggio idraulici -- Mandrini idraulici La tecnologia del serraggio idraulico ad espansione si è evoluto fino a raggiungere livelli di precisione e di affidabilità tali da poter soddisfare
SINUMERIK. SINUMERIK 840D sl/840di sl/ 828D/802D sl ISO Fresatura. Concetti fondamentali della programmazione. Comandi di movimento 2
 SINUMERIK SINUMERIK 840D sl/840di sl/828d/802d sl SINUMERIK SINUMERIK 840D sl/840di sl/ 828D/802D sl Manuale di programmazione Concetti fondamentali della programmazione 1 Comandi di movimento 2 Comandi
SINUMERIK SINUMERIK 840D sl/840di sl/828d/802d sl SINUMERIK SINUMERIK 840D sl/840di sl/ 828D/802D sl Manuale di programmazione Concetti fondamentali della programmazione 1 Comandi di movimento 2 Comandi
Sommario. Definizione di informatica. Definizione di un calcolatore come esecutore. Gli algoritmi.
 Algoritmi 1 Sommario Definizione di informatica. Definizione di un calcolatore come esecutore. Gli algoritmi. 2 Informatica Nome Informatica=informazione+automatica. Definizione Scienza che si occupa dell
Algoritmi 1 Sommario Definizione di informatica. Definizione di un calcolatore come esecutore. Gli algoritmi. 2 Informatica Nome Informatica=informazione+automatica. Definizione Scienza che si occupa dell
Via Barberini 11-00187 ROMA IVA 07740680967 www.emiliotomasini.it RENDIMENTO BORSA & FONDI I TIPI DI ORDINE
 Via Barberini 11-00187 ROMA IVA 07740680967 www.emiliotomasini.it RENDIMENTO BORSA & FONDI I TIPI DI ORDINE 1 I TIPI DI ORDINE E L OPERATIVITA MERCATO: l ordine mercato è l ordine che viene utilizzato
Via Barberini 11-00187 ROMA IVA 07740680967 www.emiliotomasini.it RENDIMENTO BORSA & FONDI I TIPI DI ORDINE 1 I TIPI DI ORDINE E L OPERATIVITA MERCATO: l ordine mercato è l ordine che viene utilizzato
Grandezze scalari e vettoriali
 Grandezze scalari e vettoriali Esempio vettore spostamento: Esistono due tipi di grandezze fisiche. a) Grandezze scalari specificate da un valore numerico (positivo negativo o nullo) e (nel caso di grandezze
Grandezze scalari e vettoriali Esempio vettore spostamento: Esistono due tipi di grandezze fisiche. a) Grandezze scalari specificate da un valore numerico (positivo negativo o nullo) e (nel caso di grandezze
La modellazione delle strutture
 La modellazione delle strutture Programma 31-1-2012 Introduzione e brevi richiami al metodo degli elementi finiti 7-2-2012 La modellazione della geometria 14-2-2012 21-2-2012 28-2-2012 6-3-2012 13-3-2012
La modellazione delle strutture Programma 31-1-2012 Introduzione e brevi richiami al metodo degli elementi finiti 7-2-2012 La modellazione della geometria 14-2-2012 21-2-2012 28-2-2012 6-3-2012 13-3-2012
CNC S4000 CNC S3000 FUNZIONI DI PROGRAMMAZIONE
 CNC S4000 CNC S3000 FUNZINI DI PRGRAMMAZINE PRNTUARI FUNZINI G Le funzioni di programmazione elencate nelle pagine seguenti sono disponibili sui modelli di Controllo Numerico segnalati con il simbolo
CNC S4000 CNC S3000 FUNZINI DI PRGRAMMAZINE PRNTUARI FUNZINI G Le funzioni di programmazione elencate nelle pagine seguenti sono disponibili sui modelli di Controllo Numerico segnalati con il simbolo
Fig. 2. Proiezioni ortogonali di un parallelepipedo su piani esterni alla figura
 3. LE PROIEZIONI ORTOGONALI Le proiezioni ortogonali sono originate dallo scopo di proiettare su un piano (il foglio della rappresentazione) un oggetto posto nello spazio, che conservi le stesse caratteristiche
3. LE PROIEZIONI ORTOGONALI Le proiezioni ortogonali sono originate dallo scopo di proiettare su un piano (il foglio della rappresentazione) un oggetto posto nello spazio, che conservi le stesse caratteristiche
QUOTATURA. Introduzione
 QUOTATURA 182 Introduzione Per quotatura si intende l insieme delle norme che permettono l indicazione esplicita delle dimensioni(lineari ed angolari) dell oggetto rappresentato. Poiché a ciascun disegno
QUOTATURA 182 Introduzione Per quotatura si intende l insieme delle norme che permettono l indicazione esplicita delle dimensioni(lineari ed angolari) dell oggetto rappresentato. Poiché a ciascun disegno
CABINE ELETTRICHE DI TRASFORMAZIONE
 Cabtrasf_parte_prima 1 di 8 CABINE ELETTRICHE DI TRASFORMAZIONE parte prima Una cabina elettrica è il complesso di conduttori, apparecchiature e macchine atto a eseguire almeno una delle seguenti funzioni:
Cabtrasf_parte_prima 1 di 8 CABINE ELETTRICHE DI TRASFORMAZIONE parte prima Una cabina elettrica è il complesso di conduttori, apparecchiature e macchine atto a eseguire almeno una delle seguenti funzioni:
MICROFORATRICE CNC MODELLO CR611 CR1015 CR8000 CON CAMBIO ELETTRODI AUTOMATICO
 MICROFORATRICE CNC MODELLO CR611 CR1015 CR8000 CON CAMBIO ELETTRODI AUTOMATICO DESCRIZIONE TECNICA DATI TECNICI DATO CR611 CR1015 CR8000 CORSA UTILE ASSE X 550 mm 950 mm 1250 mm CORSA ASSE Y 300 mm 500
MICROFORATRICE CNC MODELLO CR611 CR1015 CR8000 CON CAMBIO ELETTRODI AUTOMATICO DESCRIZIONE TECNICA DATI TECNICI DATO CR611 CR1015 CR8000 CORSA UTILE ASSE X 550 mm 950 mm 1250 mm CORSA ASSE Y 300 mm 500
FRESATRICI CLASSIFICAZIONE DELLE FRESATRICI
 FRESATRC CLASSFCAZONE DELLE FRESATRC Le fresatrici si distinguono principalmente per la disposizione dell albero portafresa e per le possibilità di movimento della tavola portapezzo. Si classificano in
FRESATRC CLASSFCAZONE DELLE FRESATRC Le fresatrici si distinguono principalmente per la disposizione dell albero portafresa e per le possibilità di movimento della tavola portapezzo. Si classificano in
L analisi dei dati. Capitolo 4. 4.1 Il foglio elettronico
 Capitolo 4 4.1 Il foglio elettronico Le più importanti operazioni richieste dall analisi matematica dei dati sperimentali possono essere agevolmente portate a termine da un comune foglio elettronico. Prenderemo
Capitolo 4 4.1 Il foglio elettronico Le più importanti operazioni richieste dall analisi matematica dei dati sperimentali possono essere agevolmente portate a termine da un comune foglio elettronico. Prenderemo
COMANDI AUTOCAD. 2.Copia. 1.Cancella STRUMENTI FONDAMENTALI. dfh. Lo strumento cancella elimina gli oggetti dal disegno
 Istituto «25 Aprile» Corso CAT a.s. 2013/14 Barra degli strumenti Edita COMANDI AUTOCAD Concetti fondamentali dei comandi AUTOCAD STRUMENTI FONDAMENTALI 1. Cancella 2. Copia 3. Specchio 4. Offset 5. Sposta
Istituto «25 Aprile» Corso CAT a.s. 2013/14 Barra degli strumenti Edita COMANDI AUTOCAD Concetti fondamentali dei comandi AUTOCAD STRUMENTI FONDAMENTALI 1. Cancella 2. Copia 3. Specchio 4. Offset 5. Sposta
ISTITUTO COMPRENSIVO MONTEGROTTO TERME SCUOLA PRIMARIA DISCIPLINA: MATEMATICA - CLASSE PRIMA OBIETTIVI DI APPRENDIMENTO
 PRIMA DELLA DISCIPLINA: MATEMATICA - CLASSE PRIMA L alunno si muove con sicurezza nel calcolo scritto e mentale con i numeri naturali. Legge e comprende testi che coinvolgono aspetti logici e matematici.
PRIMA DELLA DISCIPLINA: MATEMATICA - CLASSE PRIMA L alunno si muove con sicurezza nel calcolo scritto e mentale con i numeri naturali. Legge e comprende testi che coinvolgono aspetti logici e matematici.
ArcGIS - ArcView strumenti di editing
 ArcGIS - ArcView strumenti di editing Marco Negretti Politecnico di Milano Polo Regionale di Como e-mail: [email protected] http://geomatica.como.polimi.it 14/12/06 - v 2.1 digitalizzazione di una
ArcGIS - ArcView strumenti di editing Marco Negretti Politecnico di Milano Polo Regionale di Como e-mail: [email protected] http://geomatica.como.polimi.it 14/12/06 - v 2.1 digitalizzazione di una