PROGRAMMAZIONE TORNIO CNC (controllo Olivetti )
|
|
|
- Renato Di Giovanni
- 10 anni fa
- Просмотров:
Транскрипт
1 PROGRAMMAZIONE TORNIO CNC (controllo Olivetti ) Il programma è l insieme di istruzioni in codice necessari al controllo di una macchina utensile equipaggiata con controllo numerico. Il codice è l insieme di convenzioni con le quali si trasforma i dati di programmazione per renderli comprensibili alla macchina. Programmazione-Funzioni ed esempi Codice delle informazioni. Il codice delle informazioni perforate su nastro può essere : EIA RS 244 o ISO Il ricoscimento del codice delle informazioni da parte della unità di gover, è automatico a partire dal primo codice di fine blocco. La figura riportata nella pagina seguente indica la perforazione secondo tali standard, dei caratteri utilizzati da controllo. Come si vede, il numero dei fori per ogni carattere è sempre pari o dispari a secondo del codice. Se tale condizione n è rispettata, l unità in fase di lettura segnala ERROR 3 e la lettura si interrompe. Formato delle informazioni Carattere- Carattere è un numero, lettera o simbolo utilizzato per esprimere una informazione. Esempio: l, G, %, LF Indirizzo- L indirizzo è rappresentato da una lettera che identifica il tipo di istruzione. Esempio: G, X, Z, F Parola- Una parola è costituita da un indirizzo seguito da un valore numerico. Esempio: G1, X50.5, Z-3, 15, F.2, T101. Tutti i valori numerici da attribuire alle singole parole so espressi nella loro unità di misura senza alcun formato, tralasciando cioè di mettere gli zeri in testa e in coda. Se questi valori han una parte decimale, questa va scritta dopo il punto decimale. Blocco- Il blocco è un insieme di parole che identifica le operazioni da seguire. Esempio: N1 G1 X20.1 Z-30. L indirizzo ed il fine blocco è definito da un carattere particolare determinato end of block (fine del blocco). Funzioni Numero di sequenza N- Il numero di sequenza è identificato dall indirizzo N seguito da un massimo di 4 cifre. Esempio: N1 N9999

2 Funzioni preparatorie (G) disponibili Codi ce G00 G01 G02 G03 G04 G09 G28 G29 G33 G53 G54 G56 G58 G70 G71 G90 G91 G92 G94 G95 G96 G97 Gruppo di funzioni autoesclusiv e a a a a g g e e e e f f b b c c d d Valida solo nel blocco Funzione Posizionamento rapidi assi X e Z Interpolazione lineare Interpolazione circolare oraria Interpolazione circolare antioraria Attesa Decelerazione a fine passo Funzionamento in continuo Funzionamento punto a punto Filettatura passo costante Disabilitazione correzioni Abilitazione correzioni X Abilitazione correzioni Z Abilitazione correzioni Programmazione in millimetri Programmazione in pollici Programmazione in assoluto Programmazione incrementale Spostamento origine Programmazione in mm/min Programmazione in mm./giro Programmazione in m/min Programmazione in giri/min Presente alla accension e si si si si si si si Se n c è il dispositivo "velocità di taglio costante" al momento dell accensione della macchina è presente la funzione G97. Funzioni preparatorie G (indica in quale modo la macchina deve operare) G28 Funzionamento in continuo senza decelerazione sul punto finale. Viene annullato dal G29. G29 Funzionamento punto a punto con decelerazione al punto di arrivo. E abilitato all accensione della macchina e dal reset. G00 Posizionamento in rapido per i due assi X e Z con decelerazione al punto di arrivo. G01 Interpolazione lineare. Movimento da un punto al successivo lungo una traiettoria rettilinea alla velocità F programmata. G02 Interpolazione circolare oraria. Movimento da un punto al successivo lungo una traiettoria circolare alla velocità F

3 programmata. Richiede le coordinate del centro del cerchio I e K in incrementale. G03 Interpolazione circolare antioraria. G33 Filettatura cilindrica, conica o radiale a passo costante. N.B. - Le funzioni G00-G01-G02-G03-G33 so mutuamente esclusive cioè l ultima data cancella la precedente e rimane in memoria. Il reset le cancella tutte e ripristina il G01. G04 Sosta programmata a fine passo. Questa funzione determina un tempo di sosta a fine corsa di lavoro. Il tempo di sosta viene programmato con la funzione F inserita nello stesso blocco, In secondi (G94), in giri (G95). G92 Spostamento origine assi Questa funzione permette di spostare l origine degli assi mantenendo in memoria la vecchia origine. E annullata dal reset, ossia le quote torna ad essere riferite allo zero originario. G29 Decelerazione a fine passo Programmata in un blocco durante un interpolazione genera una decelerazione sul punto di arrivo. Va utilizzata qualora si debba aggirare u spigolo molto acuto durante l esecuzione di un profilo. N.B. Le funzioni G04-G92-G09 so valide solo nel blocco in cui so inserite. G91 Programmazione incrementale Con questa funzione è possibile spostarsi da un punto ad un altro definendo la posizione del secondo rispetto al primo. E valido per i due assi X e Z. G90 Cancella il G91. N.B. Il G91 è cancellato anche dal reset. G70 Programmazione in mm Predispone la macchina a ricevere tutte le coordinate o altre funzioni in mm. E presente all accensione della macchina e dopo un reset. G71 Programmazione in pollici Predispone la macchina a ricevere tutte le coordinate o altre funzioni in pollici. E annullata dal G70 o dal reset. G94 Avanzamento F in mm/min Predispone la macchina a ricevere la velocità di avanzamento in millimetri al minuto o in pollici al minuto. E cancellata dal G95 o dal reset. G95 Avanzamento F in mm/giro
, in giri (G95).")
4 Predispone la macchina a ricevere la velocità di avanzamento in mm. Al giro o pollici al giro. E cancellata dal G94. E abilitata dal reset. G96 Velocità di taglio costante. Predispone la macchina a ricevere la velocità di rotazione del mandri programmata con l indirizzo S, in metri al minuto. E cancellata dal G97. E abilitata dal reset. G97 Velocità di rotazione del mandri costante. Predispone la macchina a ricevere la velocità di rotazione del mandri programmata con l indirizzo S, in giri al minuto. E cancellata dal G96 e dal reset. G58 Abilitazione correttori Abilita tutti i correttori lunghezza utensili sia in X che in Z. Abilita anche gli spostamenti P e D. E abilitata dal reset. G54 Come il G58 ma solo per l asse X e P. G56 Come il G58 ma solo per l asse Z e D. G53 Disabilita tutti i correttori di lunghezza. E annullata dal reset. N.B. Le funzioni G58-G56-G54-G53 so mutuamente esclusive cioè l ultima data cancella la precedente e rimane in memoria. Il reset le cancella tutte e ripristina il G58. E possibile mettere più funzioni G nello stesso blocco. Coordinate X, Z e R Valore programmabile: da a millimetri- G70 da a pollici- G71 Le coordinate dell asse so programmate sempre in diametri. Coordinate I (X) e K (Z) In interpolazione circolare, le coordinate del centro della circonferenza I e K devo essere programmate in incrementale e riferite al punto di partenza del cerchio. Valore programmabile: da a millimetri- G70 da a pollici- G71 Le coordinate I (X) n so programmate in diametri, ma in raggi. Velocità di avanzamento degli assi F E programmabile con G94. da 0.1 a mm/min. G70 da 0.01 a pollici/min. G71

5 E' programmabile con G95 da 0.01 a mm/giro G70 da a pollici/giro G71 Eccezione: La funzione F programmata in un blocco con G04 definisce il tempo di sosta. E programmabile: da 0.01 a secondi da 0.1 a giri rispettivamente se in atto G94 o G95. Velocità di rotazione mandri S a) Se la macchina ha un mandri con scatti di velocità le funzioni S so codificate secondo una tabella dipendente dal tipo di macchina. b) Se la macchina ha un mandri con variazione continua di velocità, con la funzione S si devo programmare direttamente i giri al minuto del mandri. Es. 100 giri/min. S100 c) Se la macchina dispone del dispositivo velocità di taglio costante con la funzione S si può programmare m/min (G96) giri/min (G97). Es. G97 S1 1 giro/min. G97 S giri/min. G96 S1 1 m/min. G96 S m/min. Funzione utensile T La funzione T seguita da 5 cifre T12345 definisce: - la torretta su cui è montato l utensile nel caso le torrette sia più di una - l utensile richiesto per la lavorazione. - il correttore da abbinare all utensile. La 1 a cifra indica la torretta su cui è montato l utensile è può avere valore 0-1. (0) zero se è la torretta principale. (1) se si tratta della seconda torretta. la 2 a e 3 a cifra indica il numero dell utensile, 01 utensile 1, 99 utensile 99. la 4 a e 5 a cifra indica il numero del correttore da abbinare all utensile. Funzioni Miscellanee M T 01 correttore 1 T 12 correttore 12 M00 Stop programma. Arresta lo svolgimento del programma dopo l esecuzione delle operazioni contenute nel blocco. Cancella le seguenti informazioni: M03, M04, M07, M08 mentre le altre funzioni resta memorizzate. Arresta la rotazione del mandri e l erogazione del refrigerante.
 Se la macchina ha un mandri con variazione continua di velocità, con la funzione S si devo programmare direttamente i giri al minuto del mandri. Es. 100 giri/min.")
6 M02 Arresta lo svolgimento del programma dopo l esecuzione delle operazioni contenute nel blocco, cancellando tutte le informazioni genera un reset. M03 Rotazione del mandri nel senso del rmale funzionamento. Fa ruotare il mandri in senso orario o antiorario a seconda del cablaggio in armadio elettrico. Diventa esecutivo all atto della lettura o dell introduzione. Cancella M04. M04 Rotazione del mandri nel senso inverso a quello di rmale funzionamento. Diventa esecutivo all atto della lettura o dell introduzione. Cancella M03 M05 Arresto del mandri. Diventa esecutivo dopo l esecuzione delle operazioni contenute nel blocco. M06 Cambio utensile. Dà il comando esecutivo di cambio utensile, vale a dire: - per le macchine provviste di torrette automatiche, fa eseguire il cambio automatico dell utensile. - per le altre macchine, provoca un arresto del programma per consentire il cambio manuale dell utensile. Per ripartire premere CYCLE START. Abilita iltre la lettura del valore impostato dei correttori. M07 Erogazione refrigerante seconda torretta. Diventa esecutivo all atto della lettura. M08 Erogazione refrigerante prima torretta. Diventa esecutivo all atto della lettura. M09 Stop refrigerante. Diventa operante dopo l esecuzione delle operazioni contenute nel blocco. M30 Riavvolgimento programma. L unità si posiziona all inizio del programma, cancellando tutte le operazioni, genera cioè un reset. M41 Per torni con gamme di velocità le funzioni da M41 a M44 vengo utilizzate per selezionare il tipo di gamma. M42 M43 M44 M66 Cambio correttore. Questa funzione permette la lettura del valore delle correzioni lunghezza impostate su un correttore e selezionato con la funzione T.

7 N.B.- E possibile mettere 4 funzioni M nello stesso blocco. Funzioni M disponibili nella versione base Codice Funzione attiva a inizio blocco a fine esecuzio ne blocco memorizzat a Funzione n memorizza ta Funzione M00 M02 M03 M04 M05 M06 M07 M08 M09 M30 M66 M41 M42 M43 M44 X Arresto programma Fine programma Rotazione mandri oraria Rotazione mandri antior. Arresto rotazione mandri Cambio utensile Refrigerante inserito Refrigerante disinserito Fine programma con riavvolgimento nastro Cambio correzioni lunghezza utensili Selezione gamme di velocità Nota: M00,M02,M30 arresta anche rotazione del mandri e refrigerante. Inizio e termine del programma Il programma viene eseguito a partire dal primo codice end of block (fine blocco). Per ottenere il codice end of block : - con il perforatore occorre premere il tasto : % - ritor carrello CR per codice EIA - Interlinea (LF) per codice ISO. Affinché il programma perforato su nastro sia leggibile da una telescrivente occorre che alla fine di ogni blocco ci sia entrambi i caratteri di fine blocco (ISO e EIA). All nizio e alla fine del nastro occorre perforare alme 70 mm di sola pista di trascinamento (feed-holes) seguita dal carattere end of block.

8 Nel primo blocco di informazioni generalmente si programma l informazione di cambio utensile (T..M06). Al termine della lavorazione occorre portare gli assi in una posizione comoda per lo smontaggio del pezzo e per l esecuzione del cambio utensile programmato all inizio del nastro, quindi arrestare la rotazione mandri e l afflusso refrigerante, infine comandare il riavvolgimento automatico del programma con la funzione M30. Es. N1 T101 M6 (MSG, UTENSILE DI SGROSSATURA) N2 G0 X75 Z10 S70 M3 M8 N3 G1 Z-30 F N236 G0 X220 Z2.50 M5 M9 N237 M30 All inter del programma è possibile inserire un messaggio, racchiuso tra parentesi, per l operatore macchina. Tale messaggio viene programmato con la frase triletterale MSG nel modo seguente: (MSG,TESTO DEL MESSAGGIO) Il testo del messaggio verrà visualizzato sul video del controllo. La lunghezza del messaggio deve essere tale per cui, tenendo conto del numero di sequenza se programmato (5 caratteri), la lunghezza del blocco n superi i 64 caratteri. PREPARAZIONE MACCHINA PER L ESECUZIONE DI UN PROGRAMMA L operatore dopo aver montato tutti gli utensili in torretta ed aver richiamato il programma da eseguire (SPG) deve: 1) Portare gli assi sul punto di zero assoluto. 2) Portare la torretta in un punto ove possa ruotare ( con spostamenti manuali). 3) Richiamare un utensile in posizione di lavoro ( da tastiera ) avendo cura di specificare su quale torretta è montato. ( Es. T303 M6 ; T10505 M6 ) 4) Tornire o posizionare la punta dell utensile su un punto del pezzo di coordinate te ( con spostamenti manuali) ed arrestare il mandri.
 N2 G0 X75 Z10 S70 M3 M8 N3 G1 Z-30 F.3...... N236 G0 X220 Z2.")
9 5) Senza spostare gli assi impostare sul correttore abbinato all utensile, il diametro e la coordinata Z misurata rispetto allo 0 pezzo scelto, es. 3, X20.2, Z10. L unità si calcola automaticamente il valore delle correzioni lunghezza. 6) Ripetere le operazioni 2,3,4,5 per tutti gli utensili. 7) riportare la torretta su un punto ove possa liberamente ruotare. N.B. Il programma inizia sempre con il blocco di cambio utensile. Prima di ogni cambio utensile ed alla fine del programma dovran essere programmati spostamenti tali da permettere la rotazione della torretta ed il richiamo dell utensile successivo: E opportu osservare che avendo l'utensile un raccordo, le misure effettuate so riferite ai punti A e B. Di ciò si vedrà l importanza nelle torniture coniche e nell interpolazione circolare. N1 T101 M6 N18 G00 X Z N19 T102 M N999 G00 X... Z... M30 Zero ciclico Oltre allo zero assoluto ogni asse della macchina ha u zero ciclico. Il ciclo di questo zero dipende dal passo della vite e dal rapporto del resolver. Ogni qualvolta si spegne l unità di gover e la macchina, all accensione comparirà sul video una quota X e Z che è la distanza della posizione dell asse rispetto allo zero ciclico più vici. Es. Se la macchina ha un passo di 5 mm e un resolver con un rapporto 1/1, lo zero ciclico avrà un passo di 5mm. Se gli assi al momento dell arresto si trova rispettivamente sul punto A e B, all accensione sul video potrebbe comparire: X1,531; Z-1,954, cioè la distanza dallo zero ciclico più vici. Utilizzando questa caratteristica dell'unità, se la macchina utensile è provvista di righe metriche sugli assi, è possibile definire lo zero assoluto in un punto qualsiasi effettuando le seguenti mavre: 1) portare gli assi su un punto qualunque; 2) spegnere e riaccendere l'unità di gover;

10 3) impostare le coordinate lette ( che ora so la distanza dallo zero ciclico più vici) con il comando ORA, X., Z. La macchina assume come zero assoluto lo zero ciclico più vici. COMANDI DA TASTIERA Tutti i comandi,con la sola eccezione di quelli che riguarda le correzioni utensile, so formati con una serie di codici mnemonici a tre lettere secondo la rmalizzazione prevista dall'iso per il linguaggio dei sistemi per Controllo Numerico. Esempi di comandi che individua operazioni sui programmi: Codice Formato Funzione CAT CAT, n Cataloga (catalogazione di un programma in memoria) CPG CPG,n Cancella programma CAC CAC Cancella correzioni SPG SPG,n Seleziona programma SSL SSL,1500 (cod. EIA) Definisce il massimo numero di giri del mandri nella gamma dichiarata. Va messo in un blocco successivo a quello di cambio gamma e vale si ad una nuova definizione di gamma. Esempi di comandi che individua funzioni particolari Codice Formato Funzione ORA ORA X.Z. Origine assi (dichiarazione origine assi, X e Z coordinate in cui si trova gli assi rispetto allo zero) UQR UQR,1 Quota rilevata (vengo visualizzate le quote effettivamente rilevate e n quelle calcolate) UPP UPP,1 Prova programma UVR UVR,1 Velocità di rapido (esecuzione programma con velocità di lavoro trasformate in velocità di rapido) URL URL,1 Rapidi limitati ( mediante un potenziometro è possibile controllare manualmente la velocità di rapido) UZO UZO,0 Zero orologio ( azzeramento contaminuti che misura il tempo di esecuzione del ciclo di lavoro; il tempo è espresso in minuti ed in centesimi di minuto) PREPARAZIONE DELLA MACCHINA UTILIZZANDO LA LUNGHEZZA DEGLI UTENSILI Le dimensioni utensili specifica le lunghezze dell'utensile che si considera, misurate rispettivamente lungo l'asse X e lungo l'asse Z, rispetto al centro della torretta. La lunghezza misurata lungo l'asse X
 CPG CPG,n Cancella programma CAC CAC Cancella")
11 si programma con l'indirizzo P, quella misurata lungo l'asse Z si programma con l'indirizzo D. Il seg risulta positivo quando,rispetto al centro della torretta, la lunghezza dell'utensile si estende: per P verso l'asse di rotazione del mandri, per la D verso il mandri; negativo in senso inverso. Tali segni rimango invariati, sia che l'utensile venga montato sulla torretta principale che sulla torretta secondaria; ciò è reso possibile in quanto, da programma, tramite la funzione T, si individua la torretta. Le quote P e D so misurate fuori macchina su un banco da presetting. L'operatore dopo aver montato in torretta tutti gli utensili ed aver richiamato il programma da eseguire deve effettuare le seguenti mavre: 1) portare gli assi sullo zero assoluto; 2) portare la torretta in un punto dove possa ruotare (set point) e richiamare da tastiera un utensile definendone le lunghezze. Es. T101M6P120D100 3) tornire o posizionarsi su un punto di coordinate te; 4) senza spostare gli assi impostare il diametro o la coordinata Z rispetto allo zero pezzo con la funzione G92; Es. G92X102Z0 (da tastiera) 5) Mandare gli assi sul set point annullando i correttori; Es. G00G53X500Z250 6) Eseguire un reset e rilevate le quote che compaio sul video che so la distanza del set point dallo zero assoluto (serviran per la ripresa del ciclo). RESET: interrompe un'operazione in corso di svolgimento. E' comandato dal quadro. Dopo il RESET, l'unità di gover si predispone ad eseguire il programma precedentemente selezionato e visualizza la posizione degli assi rispetto allo zero assoluto.

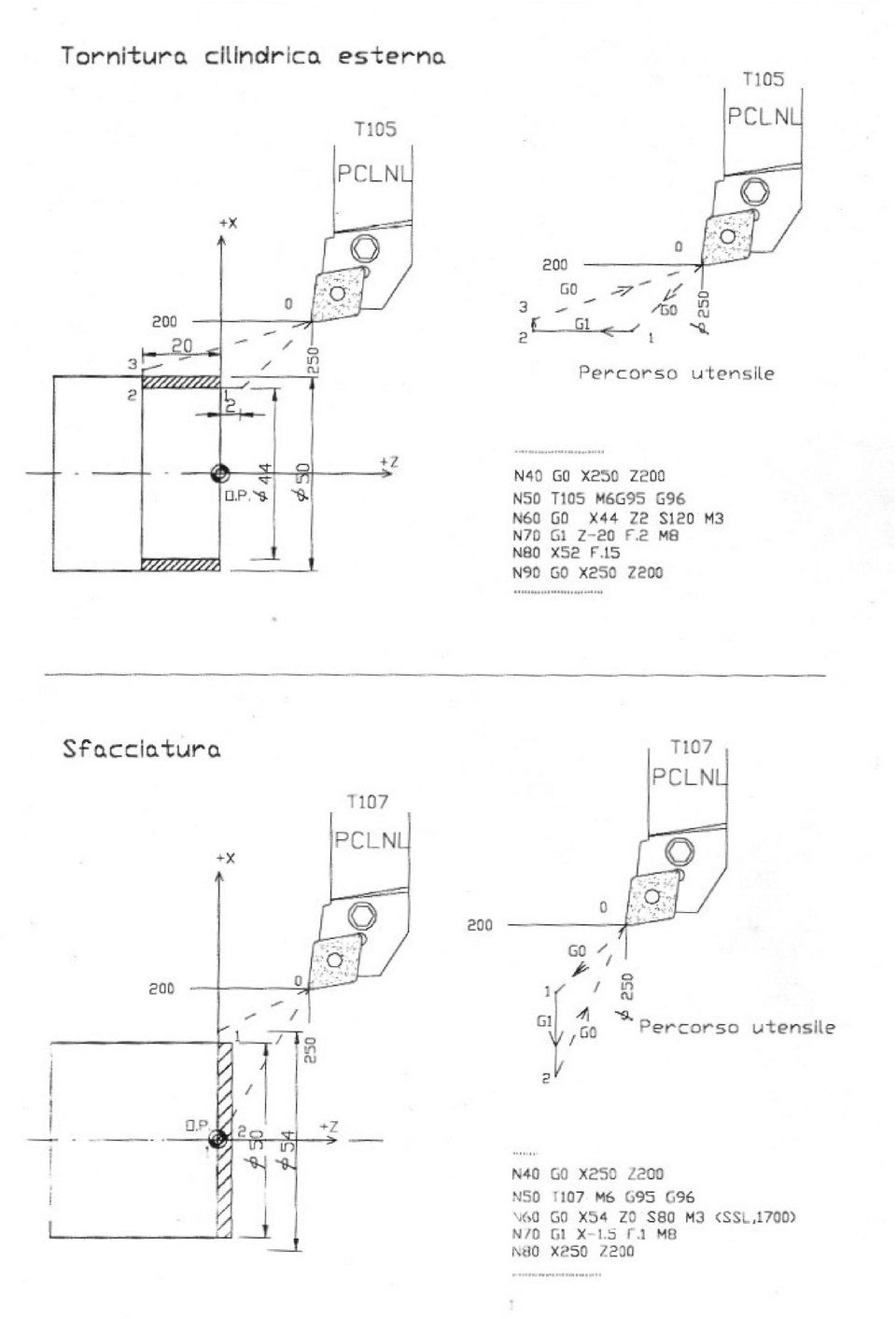
12 Posizionamento e interpolazione lineare Il posizionamento consiste nel portare il vertice dell'utensile in un punto di coordinate te. Per definire la posizione ed il movimento dell'utensile rispetto al pezzo, il controllo numerico utilizza un sistema di assi cartesiani ortogonali e mometrici, la cui origine può essere fissata dal programmatore nella zona ritenuta più idonea per la

13 programmazione e per la lavorazione. Tali assi so paralleli a quelli dei movimenti controllati. Il posizionamento è u spostamento in rapido che porta l'utensile da una certa posizione ad un'altra (es. in prossimità del pezzo per iniziare la lavorazione). Viene programmato con la funzione preparatoria G00 seguita dalle coordinate del punto da raggiungere. In tal modo l'utensile si posiziona sul punto programmato dal punto in cui si trova, seguendo una traiettoria rettilinea alla velocità di rapido che è una caratteristica della macchina. La velocità di rapido varia da una decina di m/min a m/min nelle moderne macchine CNC. L'interpolazione consiste nel calcolo delle coordinate di un gran numero di punti intermedi situati sul profilo programmato. I fondamentali sistemi di interpolazione so: - interpolazione lineare (nel pia e nello spazio) - interpolazione circolare (nel pia) - interpolazione elicoidale (nello spazio) Quando si opera in interpolazione lineare, il controllo consente all'utensile si spostarsi secondo una retta, da quello di partenza a quello di arrivo. Per mezzo dell'interpolazione lineare si eseguo le lavorazioni cilindriche e coniche. La funzione che indica tale operazione è G01 seguita dalle coordinate del punto da raggiungere, nello stesso blocco compare anche la velocità di avanzamento, il cui indirizzo è la lettera F seguita da un numero che esprime il valore della velocità di avanzamento. Per l'interpolazione circolare la funzione preparatoria G02 o G03 a seconda che l'arco di cerchio venga percorso in senso orario o antiorario, le coordinate dei punti estremi e del centro dell'arco o in alternativa le coordinate di tre punti distinti dell'arco. Per l'interpolazione elicoidale bisogna fornire gli elementi del cerchio e il pia assiale.

14
15
16

Appunti per la programmazione ISO (dal manuale OSAI riservato ai propri clienti)
") ITIS Varese Tecnologia Meccanica ed Esercitazioni Reparto Macchine Utensili TORNIO ANTARES controllo OSAI 8600 T Appunti per la programmazione ISO (dal manuale OSAI riservato ai propri clienti) MOVIMENTI
ITIS Varese Tecnologia Meccanica ed Esercitazioni Reparto Macchine Utensili TORNIO ANTARES controllo OSAI 8600 T Appunti per la programmazione ISO (dal manuale OSAI riservato ai propri clienti) MOVIMENTI
classe 4 MECCANICI SERALE
 TORNIO CNC classe 4 MECCANICI SERALE 1 PARTE COSTRUZIONE DI UN PROGRAMMA TORNIO CNC Il programma di lavorazione deve essere immesso con un formato accettabile dal CNC. Tale formato deve comprendere tutti
TORNIO CNC classe 4 MECCANICI SERALE 1 PARTE COSTRUZIONE DI UN PROGRAMMA TORNIO CNC Il programma di lavorazione deve essere immesso con un formato accettabile dal CNC. Tale formato deve comprendere tutti
Corso di Automazione industriale
 Corso di Automazione industriale Lezione 11 Macchine utensili e controllo numerico Programmazione CNC Università degli Studi di Bergamo, Automazione Industriale, A.A. 2015/2016, A. L. Cologni 1 Introduzione
Corso di Automazione industriale Lezione 11 Macchine utensili e controllo numerico Programmazione CNC Università degli Studi di Bergamo, Automazione Industriale, A.A. 2015/2016, A. L. Cologni 1 Introduzione
METODO PER LA STESURA DI PROGRAMMI PER IL CENTRO DI LAVORO CNC
 METODO PER LA STESURA DI PROGRAMMI PER IL CENTRO DI LAVORO CNC Riferimento al linguaggio di programmazione STANDARD ISO 6983 con integrazioni specifiche per il Controllo FANUC M21. RG - Settembre 2008
METODO PER LA STESURA DI PROGRAMMI PER IL CENTRO DI LAVORO CNC Riferimento al linguaggio di programmazione STANDARD ISO 6983 con integrazioni specifiche per il Controllo FANUC M21. RG - Settembre 2008
LA PROGRAMMAZIONE N10 G0 X5 Y5
 LA PROGRAMMAZIONE Un programma per una Macchina Utensile CNC è costituito da una sequenza logica di informazioni geometriche, tecnologiche ed ausiliarie (fasi di lavoro). Le informazioni geometriche riguardano
LA PROGRAMMAZIONE Un programma per una Macchina Utensile CNC è costituito da una sequenza logica di informazioni geometriche, tecnologiche ed ausiliarie (fasi di lavoro). Le informazioni geometriche riguardano
TORNIO ANTARES controllo OSAI 8600 T
 ITIS Varese Tecnologia Meccanica ed Esercitazioni Reparto Macchine Utensili TORNIO ANTARES controllo OSAI 8600 T Appunti per l utilizzo del modulo di comando (dal manuale OSAI riservato ai propri clienti)
ITIS Varese Tecnologia Meccanica ed Esercitazioni Reparto Macchine Utensili TORNIO ANTARES controllo OSAI 8600 T Appunti per l utilizzo del modulo di comando (dal manuale OSAI riservato ai propri clienti)
PROGRAMMAZIONE EIA/ISO Macchine Utensili CNC
 PROGRAMMAZIONE EIA/ISO Macchine Utensili CNC A cura di Massimo Reboldi Versione 2.0 7/1/14 La programmazione EIA/ISO! Introduzione! Assi e Riferimenti! Linguaggio di programmazione! Grammatica;! Lessico;!
PROGRAMMAZIONE EIA/ISO Macchine Utensili CNC A cura di Massimo Reboldi Versione 2.0 7/1/14 La programmazione EIA/ISO! Introduzione! Assi e Riferimenti! Linguaggio di programmazione! Grammatica;! Lessico;!
ESERCITAZIONE Scrittura di un programma CNC per la fresatura di un componente dato
 ESERCITAZIONE Scrittura di un programma CNC per la fresatura di un componente dato Nella presente esercitazione si redige il programma CNC per la fresatura del pezzo illustrato nelle Figure 1 e 2. Figura
ESERCITAZIONE Scrittura di un programma CNC per la fresatura di un componente dato Nella presente esercitazione si redige il programma CNC per la fresatura del pezzo illustrato nelle Figure 1 e 2. Figura
PROGRAMMAZIONE della M.U. CNC
 PROGRAMMAZIONE della M.U. CNC 1 La programmazione delle M.U. CNC 1 Generalità 2 Geometrie di riferimento 3 Grammatica 4 Lessico 5 Sintassi 6 Esempi 7 Linguaggio APT 2 La programmazione delle M.U. CNC Le
PROGRAMMAZIONE della M.U. CNC 1 La programmazione delle M.U. CNC 1 Generalità 2 Geometrie di riferimento 3 Grammatica 4 Lessico 5 Sintassi 6 Esempi 7 Linguaggio APT 2 La programmazione delle M.U. CNC Le
INTRODUZIONE ALLA PROGRAMMAZIONE DELLE MUCN
 INTRODUZIONE ALLA PROGRAMMAZIONE DELLE MUCN 1 MACCHINA UTENSILE CN 2 SISTEMA DI RIFERIMENTO Y X Z 3 SISTEMA DI RIFERIMENTO E ASSI MACCHINA L asse Z è sempre coincidente o parallelo con l asse del mandrino.
INTRODUZIONE ALLA PROGRAMMAZIONE DELLE MUCN 1 MACCHINA UTENSILE CN 2 SISTEMA DI RIFERIMENTO Y X Z 3 SISTEMA DI RIFERIMENTO E ASSI MACCHINA L asse Z è sempre coincidente o parallelo con l asse del mandrino.
Basi di programmazione ISO per macchine CNC con CNC Simulator
 Basi di programmazione ISO per macchine CNC con CNC Simulator 1. I primi comandi per semplici lavorazioni (coordinate cartesiane assolute)..2 2. Settaggio del software...2 3. Tornitura cilindrica...6 4.
Basi di programmazione ISO per macchine CNC con CNC Simulator 1. I primi comandi per semplici lavorazioni (coordinate cartesiane assolute)..2 2. Settaggio del software...2 3. Tornitura cilindrica...6 4.
Lavorazioni al TORNIO PARALLELO
 Istituto Istituto Istruzione Superiore G. Boris Giuliano" Via Carducci, 13-94015 Piazza Armerina (En) Corso di Tecnologie Meccaniche e Applicazioni Anno scolastico 2015-2016 Lavorazioni al TORNIO PARALLELO
Istituto Istituto Istruzione Superiore G. Boris Giuliano" Via Carducci, 13-94015 Piazza Armerina (En) Corso di Tecnologie Meccaniche e Applicazioni Anno scolastico 2015-2016 Lavorazioni al TORNIO PARALLELO
MACCHINE A CONTROLLO NUMERICO C.N.C.
 1 MACCHINE A CONTROLLO NUMERICO C.N.C. Marino prof. Mazzoni Evoluzione delle macchine utensili Quantità di pezzi 10 10 10 10 6 5 4 3 10 2 1 2 1-MACCHINE SPECIALIZZATE 2-MACCHINE TRANSFERT 3-SISTEMI FLESSIBILI
1 MACCHINE A CONTROLLO NUMERICO C.N.C. Marino prof. Mazzoni Evoluzione delle macchine utensili Quantità di pezzi 10 10 10 10 6 5 4 3 10 2 1 2 1-MACCHINE SPECIALIZZATE 2-MACCHINE TRANSFERT 3-SISTEMI FLESSIBILI
PROGRAMMAZIONE ASSISTITA DAL COMPUTER (CAD/CAM)
") PROGRAMMAZIONE ASSISTITA DAL COMPUTER (CAD/CAM) Con la programmazione manuale, il programmatore descrive un ciclo di lavoro nella sequenza voluta ed in un linguaggio comprensibile all unità di governo.
PROGRAMMAZIONE ASSISTITA DAL COMPUTER (CAD/CAM) Con la programmazione manuale, il programmatore descrive un ciclo di lavoro nella sequenza voluta ed in un linguaggio comprensibile all unità di governo.
Esempi di programmazione di un centro di lavoro verticale a CNC
 Istituto Aldini Valeriani VA meccanica, a.s. 2011/2012 Esempi di programmazione di un centro di lavoro verticale a CNC Andrea Burnelli Esempiprogrammazione Andrea Burnelli Pagina 1 Esempiprogrammazione
Istituto Aldini Valeriani VA meccanica, a.s. 2011/2012 Esempi di programmazione di un centro di lavoro verticale a CNC Andrea Burnelli Esempiprogrammazione Andrea Burnelli Pagina 1 Esempiprogrammazione
Corso di controllo numerico (Cnc iso)
") Corso di controllo numerico (Cnc iso) A cura di Ferrarese Adolfo. - Copyright 2007 - Ferrarese Adolfo - Tutti i diritti riservati - 1 Prefazione: Il corso si articola in 8 sezioni: 7 lezioni più un'ampia
Corso di controllo numerico (Cnc iso) A cura di Ferrarese Adolfo. - Copyright 2007 - Ferrarese Adolfo - Tutti i diritti riservati - 1 Prefazione: Il corso si articola in 8 sezioni: 7 lezioni più un'ampia
2 - Modifica. 2.1 - Annulla 2.2 - ANNULLA TOPOGRAFICO 2.3 - ANNULLA TOPOGRAFICO MULTIPLO FIGURA 2.1
 2 - Modifica FIGURA 2.1 Il menu a tendina Modifica contiene il gruppo di comandi relativi alla selezione e alla gestione delle proprietà delle entità del disegno e alla gestione dei layer. I comandi sono
2 - Modifica FIGURA 2.1 Il menu a tendina Modifica contiene il gruppo di comandi relativi alla selezione e alla gestione delle proprietà delle entità del disegno e alla gestione dei layer. I comandi sono
L automazione. L automazione. Insieme delle tecniche e dei metodi per sostituire o ridurre l intervento umano in un attività lavorativa
 L automazione 1 L automazione Insieme delle tecniche e dei metodi per sostituire o ridurre l intervento umano in un attività lavorativa Politecnico di Torino 1 Automazione delle macchine utensili (M.U.)
L automazione 1 L automazione Insieme delle tecniche e dei metodi per sostituire o ridurre l intervento umano in un attività lavorativa Politecnico di Torino 1 Automazione delle macchine utensili (M.U.)
TORNI VERTICALI A DUE MONTANTI Mod. 1520, 1525, 1L532
 TORNI VERTICALI A DUE MONTANTI Mod. 15, 155, 1L5 M.I.R.M.U. Via Baldinucci, 4 158 Milano Tel.959 Fax.9954 info @mirmu.it 1 Le macchine sono destinate alle operazioni di sgrossatura e di finitura di pezzi
TORNI VERTICALI A DUE MONTANTI Mod. 15, 155, 1L5 M.I.R.M.U. Via Baldinucci, 4 158 Milano Tel.959 Fax.9954 info @mirmu.it 1 Le macchine sono destinate alle operazioni di sgrossatura e di finitura di pezzi
MA504 Software S (standard) Visualizzatore di quote con sensore magnetico integrato
 Visualizzatore di quote con sensore magnetico integrato") MA504 Software S (standard) Visualizzatore di quote con sensore magnetico integrato 3. Selezione cifra 4. Memorizza valore 5. Display: sostituzione batteria / misura incrementale / segno 2. Modalità programmazione
MA504 Software S (standard) Visualizzatore di quote con sensore magnetico integrato 3. Selezione cifra 4. Memorizza valore 5. Display: sostituzione batteria / misura incrementale / segno 2. Modalità programmazione
10. Funzionamento dell inverter
 10. Funzionamento dell inverter 10.1 Controllo prima della messa in servizio Verificare i seguenti punti prima di fornire alimentazione all inverter: 10.2 Diversi metodi di funzionamento Esistono diversi
10. Funzionamento dell inverter 10.1 Controllo prima della messa in servizio Verificare i seguenti punti prima di fornire alimentazione all inverter: 10.2 Diversi metodi di funzionamento Esistono diversi
IL TORNIO CNC PRINCIPI FONDAMENTALI Tornio a CNC Graziano CTX310 Controllo Siemens 840D con Shop Turn
 ========================================================== SCUOLA PROFESSIONALE PROVINCIALE PER L INDUSTRIA L ARTIGIANATO ED IL COMMERCIO GUGLIELMO MARCONI Via K. WOLF 42. I-39012 Merano (BZ) Tel.: +39
========================================================== SCUOLA PROFESSIONALE PROVINCIALE PER L INDUSTRIA L ARTIGIANATO ED IL COMMERCIO GUGLIELMO MARCONI Via K. WOLF 42. I-39012 Merano (BZ) Tel.: +39
2 - Modifica. 2.1 - Annulla. 2.2 - Selezione finestra. S.C.S. - survey CAD system FIGURA 2.1
 2 - Modifica FIGURA 2.1 Il menu a tendina Modifica contiene il gruppo di comandi relativi alla selezione delle entità del disegno, alla gestione dei layer, alla gestione delle proprietà delle varie entità
2 - Modifica FIGURA 2.1 Il menu a tendina Modifica contiene il gruppo di comandi relativi alla selezione delle entità del disegno, alla gestione dei layer, alla gestione delle proprietà delle varie entità
ALESATRICE ORIZZONTALE Mod. 2B660
 ALESATRICE ORIZZONTALE Mod. 2B660 M.I.R.M.U. - Via Baldinucci, 40 20158 Milano - Tel 02.39320593 Fax 02.39322954 info @mirmu.it 1 La macchina utensile di tipo universale con un montante anteriore mobile
ALESATRICE ORIZZONTALE Mod. 2B660 M.I.R.M.U. - Via Baldinucci, 40 20158 Milano - Tel 02.39320593 Fax 02.39322954 info @mirmu.it 1 La macchina utensile di tipo universale con un montante anteriore mobile
S.T.I. Servizi Tecnici Industriali srl Prato 17/10/10. Gestione utensili completa con cnc Fanuc
 S.T.I. Servizi Tecnici Industriali srl Prato 17/10/10 Gestione utensili completa con cnc Fanuc Rev. 1.0.0 *** Lo scopo di questa applicazione, sviluppata su di una fresatrice Fagima modello Dominus equipaggiata
S.T.I. Servizi Tecnici Industriali srl Prato 17/10/10 Gestione utensili completa con cnc Fanuc Rev. 1.0.0 *** Lo scopo di questa applicazione, sviluppata su di una fresatrice Fagima modello Dominus equipaggiata
WORD per WINDOWS95. Un word processor e` come una macchina da scrivere ma. con molte più funzioni. Il testo viene battuto sulla tastiera
 WORD per WINDOWS95 1.Introduzione Un word processor e` come una macchina da scrivere ma con molte più funzioni. Il testo viene battuto sulla tastiera ed appare sullo schermo. Per scrivere delle maiuscole
WORD per WINDOWS95 1.Introduzione Un word processor e` come una macchina da scrivere ma con molte più funzioni. Il testo viene battuto sulla tastiera ed appare sullo schermo. Per scrivere delle maiuscole
Nuova procedura di Cassa Contanti Wingesfar: istruzioni per le farmacie Novembre 2009
 Nuova procedura di Cassa Contanti Wingesfar: istruzioni per le farmacie Novembre 2009 Documenti Tecnici Informatica e Farmacia Vega S.p.A. Premessa La procedura di Cassa Contanti rileva i movimenti giornalieri
Nuova procedura di Cassa Contanti Wingesfar: istruzioni per le farmacie Novembre 2009 Documenti Tecnici Informatica e Farmacia Vega S.p.A. Premessa La procedura di Cassa Contanti rileva i movimenti giornalieri
La quotatura costituisce il complesso delle informazioni in un disegno che precisano le dimensioni di un oggetto o di un componente meccanico
 La quotatura costituisce il complesso delle informazioni in un disegno che precisano le dimensioni di un oggetto o di un componente meccanico 1 La quotatura è ottenuta con i seguenti elementi La linea
La quotatura costituisce il complesso delle informazioni in un disegno che precisano le dimensioni di un oggetto o di un componente meccanico 1 La quotatura è ottenuta con i seguenti elementi La linea
IL CNC IL LINGUAGGIO DI PROGRAMMAZIONE PER LA MACCHINE UTENSILI A CNC Fondamenti
 IL CNC IL LINGUAGGIO DI PROGRAMMAZIONE PER LA MACCHINE UTENSILI A CNC Fondamenti Centro per l Automazione e la Meccanica Via Rainusso 138/N 41100 Modena INDICE 1- La metodologia ed il linguaggio di programmazione
IL CNC IL LINGUAGGIO DI PROGRAMMAZIONE PER LA MACCHINE UTENSILI A CNC Fondamenti Centro per l Automazione e la Meccanica Via Rainusso 138/N 41100 Modena INDICE 1- La metodologia ed il linguaggio di programmazione
FAGOR CNC 800T. Manuale di AUTOAPPRENDIMENTO. Ref. 9804 (ita)
") FAGOR CNC 800T Manuale di AUTOAPPRENDIMENTO Ref. 9804 (ita) INDICE Capitolo 1 Questioni teoriche sulla macchina-cnc 1.1.- Assi della macchina...3 1.2.- Zero macchina e zero pezzo.. 4 1.3.- Ricerca del
FAGOR CNC 800T Manuale di AUTOAPPRENDIMENTO Ref. 9804 (ita) INDICE Capitolo 1 Questioni teoriche sulla macchina-cnc 1.1.- Assi della macchina...3 1.2.- Zero macchina e zero pezzo.. 4 1.3.- Ricerca del
Siamo così arrivati all aritmetica modulare, ma anche a individuare alcuni aspetti di come funziona l aritmetica del calcolatore come vedremo.
 DALLE PESATE ALL ARITMETICA FINITA IN BASE 2 Si è trovato, partendo da un problema concreto, che con la base 2, utilizzando alcune potenze della base, operando con solo addizioni, posso ottenere tutti
DALLE PESATE ALL ARITMETICA FINITA IN BASE 2 Si è trovato, partendo da un problema concreto, che con la base 2, utilizzando alcune potenze della base, operando con solo addizioni, posso ottenere tutti
1 Introduzione... 4. 2 Misura del diametro ruote procedura manuale... 5. 2.1 Procedura per la misura del diametro ruote... 5
 2 di 11 INDICE 1 Introduzione... 4 2 Misura del diametro ruote procedura manuale... 5 2.1 Procedura per la misura del diametro ruote... 5 3 Misura del diametro ruote ricalibrazione automatica... 8 4 Misura
2 di 11 INDICE 1 Introduzione... 4 2 Misura del diametro ruote procedura manuale... 5 2.1 Procedura per la misura del diametro ruote... 5 3 Misura del diametro ruote ricalibrazione automatica... 8 4 Misura
E TECNOLOGIA MECCANICA Appello 10 settembre 2010 Laurea Ing. Energetica
 PRINCIPI DI PROGETTAZIONE QUESITI DI TECNOLOGIA MECCANICA E TECNOLOGIA MECCANICA Appello 10 settembre 2010 Laurea Ing. Energetica Nome Matricola Rispondere ai quesiti solo sui fogli protocollo. Tutti i
PRINCIPI DI PROGETTAZIONE QUESITI DI TECNOLOGIA MECCANICA E TECNOLOGIA MECCANICA Appello 10 settembre 2010 Laurea Ing. Energetica Nome Matricola Rispondere ai quesiti solo sui fogli protocollo. Tutti i
CNC 8055 TC. Manuale di autoapprendimento REF. 1010 SOFT: V01.0X
 CNC 8055 TC Manuale di autoapprendimento REF. 1010 SOFT: V01.0X Tutti i diritti sono riservati. La presente documentazione, interamente o in parte, non può essere riprodotta, trasmessa, trascritta, memorizzata
CNC 8055 TC Manuale di autoapprendimento REF. 1010 SOFT: V01.0X Tutti i diritti sono riservati. La presente documentazione, interamente o in parte, non può essere riprodotta, trasmessa, trascritta, memorizzata
Come creare il test di Yasso tramite l applicazione Training Center
 Come creare il test di Yasso tramite l applicazione Training Center A differenza degli altri test pubblicati da Garmin, il test di Yasso necessita di un approfondimento. Il test di Yasso è un test molto
Come creare il test di Yasso tramite l applicazione Training Center A differenza degli altri test pubblicati da Garmin, il test di Yasso necessita di un approfondimento. Il test di Yasso è un test molto
CREAZIONE ARCHIVI 2014
 CREAZIONE ARCHIVI 2014 Prima di procedere con la creazione dell anno 2014, per chi gestisce il magazzino, è necessario : con un solo terminale aperto, dal menù AZIENDE ANAGRAFICA AZIENDA F4 (DATI AZIENDALI)
CREAZIONE ARCHIVI 2014 Prima di procedere con la creazione dell anno 2014, per chi gestisce il magazzino, è necessario : con un solo terminale aperto, dal menù AZIENDE ANAGRAFICA AZIENDA F4 (DATI AZIENDALI)
Test, domande e problemi di Robotica industriale
 Test, domande e problemi di Robotica industriale 1. Quale, tra i seguenti tipi di robot, non ha giunti prismatici? a) antropomorfo b) cilindrico c) polare d) cartesiano 2. Un volume di lavoro a forma di
Test, domande e problemi di Robotica industriale 1. Quale, tra i seguenti tipi di robot, non ha giunti prismatici? a) antropomorfo b) cilindrico c) polare d) cartesiano 2. Un volume di lavoro a forma di
LE FUNZIONI A DUE VARIABILI
 Capitolo I LE FUNZIONI A DUE VARIABILI In questo primo capitolo introduciamo alcune definizioni di base delle funzioni reali a due variabili reali. Nel seguito R denoterà l insieme dei numeri reali mentre
Capitolo I LE FUNZIONI A DUE VARIABILI In questo primo capitolo introduciamo alcune definizioni di base delle funzioni reali a due variabili reali. Nel seguito R denoterà l insieme dei numeri reali mentre
TORNIO PARALLELO 4 MECCANICI SERALE TORNIO PARALLELO 4 MECCANICI SERALE PAGINA 1/1
 TORNIO PARALLELO 4 MECCANICI SERALE PAGINA 1/1 Basamento E costituito da una struttura portante in ghisa stabilizzata e munito di nervature, garantisce la massima robustezza e rigidità dell'insieme. Le
TORNIO PARALLELO 4 MECCANICI SERALE PAGINA 1/1 Basamento E costituito da una struttura portante in ghisa stabilizzata e munito di nervature, garantisce la massima robustezza e rigidità dell'insieme. Le
CORSO di AUTOMAZIONE INDUSTRIALE
 CORSO di AUTOMAZIONE INDUSTRIALE (cod. 8469) APPELLO del 10 Novembre 2010 Prof. Emanuele Carpanzano Soluzioni Esercizio 1 (Domande generali) 1.a) Controllo Modulante Tracciare qualitativamente la risposta
CORSO di AUTOMAZIONE INDUSTRIALE (cod. 8469) APPELLO del 10 Novembre 2010 Prof. Emanuele Carpanzano Soluzioni Esercizio 1 (Domande generali) 1.a) Controllo Modulante Tracciare qualitativamente la risposta
COMBINATORE TELEFONICOMOD. KIM10GSM Istruzioni Base
 TechnologicalSupport S.N.C. di Francesco Pepe & C. Via Alto Adige, 23 04100 LATINA (ITALY) Tel +39.0773621392 www.tsupport1.com Fax +39.07731762095 [email protected] P. I.V.A. 02302440595 COMBINATORE
TechnologicalSupport S.N.C. di Francesco Pepe & C. Via Alto Adige, 23 04100 LATINA (ITALY) Tel +39.0773621392 www.tsupport1.com Fax +39.07731762095 [email protected] P. I.V.A. 02302440595 COMBINATORE
Guida Compilazione Piani di Studio on-line
 Guida Compilazione Piani di Studio on-line SIA (Sistemi Informativi d Ateneo) Visualizzazione e presentazione piani di studio ordinamento 509 e 270 Università della Calabria (Unità organizzativa complessa-
Guida Compilazione Piani di Studio on-line SIA (Sistemi Informativi d Ateneo) Visualizzazione e presentazione piani di studio ordinamento 509 e 270 Università della Calabria (Unità organizzativa complessa-
Trattamento aria Regolatore di pressione proporzionale. Serie 1700
 Trattamento aria Serie 7 Serie 7 Trattamento aria Trattamento aria Serie 7 Serie 7 Trattamento aria +24VDC VDC OUTPUT MICROPROCESS. E P IN EXH OUT Trattamento aria Serie 7 Serie 7 Trattamento aria 7 Trattamento
Trattamento aria Serie 7 Serie 7 Trattamento aria Trattamento aria Serie 7 Serie 7 Trattamento aria +24VDC VDC OUTPUT MICROPROCESS. E P IN EXH OUT Trattamento aria Serie 7 Serie 7 Trattamento aria 7 Trattamento
Il programma CONFELMOD CAD creazione e modifica
 CREAZIONE DEI PEZZI DEL MODELLO Dopo aver fatto la lista di tutti i componenti nella scheda modello si passa alla creazione dei pezzi. Si seleziona il modello e si clicca su Apri Modello 1 Con questa operazione
CREAZIONE DEI PEZZI DEL MODELLO Dopo aver fatto la lista di tutti i componenti nella scheda modello si passa alla creazione dei pezzi. Si seleziona il modello e si clicca su Apri Modello 1 Con questa operazione
Sistema Informativo di Teleraccolta EMITTENTI
 Sistema Informativo di EMITTENTI aventi l Italia come Stato membro di origine i cui valori mobiliari sono ammessi alla negoziazione in un altro Stato membro dell Unione Europea Art. 116 bis, comma 1, del
Sistema Informativo di EMITTENTI aventi l Italia come Stato membro di origine i cui valori mobiliari sono ammessi alla negoziazione in un altro Stato membro dell Unione Europea Art. 116 bis, comma 1, del
CNC. Linguaggio ProGTL3. (Ref. 1308)
") CNC 8065 Linguaggio ProGTL3 (Ref. 1308) SICUREZZA DELLA MACCHINA È responsabilità del costruttore della macchina che le sicurezze della stessa siano abilitate, allo scopo di evitare infortuni alle persone
CNC 8065 Linguaggio ProGTL3 (Ref. 1308) SICUREZZA DELLA MACCHINA È responsabilità del costruttore della macchina che le sicurezze della stessa siano abilitate, allo scopo di evitare infortuni alle persone
1 CARICAMENTO LOTTI ED ESISTENZE AD INIZIO ESERCIZIO
 GESTIONE LOTTI La gestione dei lotti viene abilitata tramite un flag nei Progressivi Ditta (è presente anche un flag per Considerare i Lotti con Esistenza Nulla negli elenchi visualizzati/stampati nelle
GESTIONE LOTTI La gestione dei lotti viene abilitata tramite un flag nei Progressivi Ditta (è presente anche un flag per Considerare i Lotti con Esistenza Nulla negli elenchi visualizzati/stampati nelle
MANUALE D ISTRUZIONE BILANCIA PESO-PREZZO MOD. ASEP- ASEP-P 1. INSTALLAZIONE
 MANUALE D ISTRUZIONE BILANCIA PESO-PREZZO MOD. ASEP- ASEP-P 1. INSTALLAZIONE Per usare al meglio la bilancia leggere attentamente le seguenti avvertenze: 1. La bilancia deve essere tenuta pulita.se si
MANUALE D ISTRUZIONE BILANCIA PESO-PREZZO MOD. ASEP- ASEP-P 1. INSTALLAZIONE Per usare al meglio la bilancia leggere attentamente le seguenti avvertenze: 1. La bilancia deve essere tenuta pulita.se si
MANUALE D USO DEL CONTATEMPO
 MANUALE D USO DEL CONTATEMPO Accendere il dispositivo con l apposito interruttore, l alimentazione può essere data dalla rete a 220V o, in mancanza, da batterie tampone ricaricabili almeno 40 minuti 1
MANUALE D USO DEL CONTATEMPO Accendere il dispositivo con l apposito interruttore, l alimentazione può essere data dalla rete a 220V o, in mancanza, da batterie tampone ricaricabili almeno 40 minuti 1
INDICE. Proposta aggiornamento Aggiungi scritta 2. Proposta aggiornamento Sposta scritta 3. Proposta aggiornamento Ruota scritta 4
 Prodotto da INDICE Proposta aggiornamento Aggiungi scritta 2 Proposta aggiornamento Sposta scritta 3 Proposta aggiornamento Ruota scritta 4 Proposta aggiornamento Aggiungi simbolo 5 Proposta aggiornamento
Prodotto da INDICE Proposta aggiornamento Aggiungi scritta 2 Proposta aggiornamento Sposta scritta 3 Proposta aggiornamento Ruota scritta 4 Proposta aggiornamento Aggiungi simbolo 5 Proposta aggiornamento
TORNI PARALLELI PESANTI mod. 1A670, 1A670-12,5
 TORNI PARALLELI PESANTI mod. 1A670, 1A670-12,5 M.I.R.M.U. - Via Baldinucci, 40 20158 Milano - Tel 02.39320593 Fax 02.39322954 info @mirmu.it 1 Le macchine sono destinate ad eseguire le operazioni di sgrossatura
TORNI PARALLELI PESANTI mod. 1A670, 1A670-12,5 M.I.R.M.U. - Via Baldinucci, 40 20158 Milano - Tel 02.39320593 Fax 02.39322954 info @mirmu.it 1 Le macchine sono destinate ad eseguire le operazioni di sgrossatura
Capitolo Grafico dinamico
 Capitolo 13 Grafico dinamico Il modo di grafico dinamico di questa calcolatrice mostra rappresentazioni in tempo reale dei cambiamenti in un grafico quando i coefficienti e i termini vengono cambiati.
Capitolo 13 Grafico dinamico Il modo di grafico dinamico di questa calcolatrice mostra rappresentazioni in tempo reale dei cambiamenti in un grafico quando i coefficienti e i termini vengono cambiati.
UNIVERSITA degli STUDI di BERGAMO FACOLTA di INGEGNERIA. Corso di AUTOMAZIONE INDUSTRIALE
 UNIVERSITA degli STUDI di BERGAMO FACOLTA di INGEGNERIA Corso di AUTOMAZIONE INDUSTRIALE Prof. Andrea Cataldo [email protected] ARGOMENTI delle ESERCITAZIONI CONTROLLO NUMERICO in AULA CONTROLLO
UNIVERSITA degli STUDI di BERGAMO FACOLTA di INGEGNERIA Corso di AUTOMAZIONE INDUSTRIALE Prof. Andrea Cataldo [email protected] ARGOMENTI delle ESERCITAZIONI CONTROLLO NUMERICO in AULA CONTROLLO
FIRESHOP.NET. Gestione Lotti & Matricole. www.firesoft.it
 FIRESHOP.NET Gestione Lotti & Matricole www.firesoft.it Sommario SOMMARIO Introduzione... 3 Configurazione... 6 Personalizzare le etichette del modulo lotti... 6 Personalizzare i campi che identificano
FIRESHOP.NET Gestione Lotti & Matricole www.firesoft.it Sommario SOMMARIO Introduzione... 3 Configurazione... 6 Personalizzare le etichette del modulo lotti... 6 Personalizzare i campi che identificano
SymCAD/C.A.T.S. modulo Antincendio
 SymCAD/C.A.T.S. modulo Antincendio Potente ed aggiornato strumento di progettazione di reti idranti e sprinkler secondo le norme UNI EN 12845, UNI 10779 e NFPA 13 - - - - - - - - - - - - - - - - - - -
SymCAD/C.A.T.S. modulo Antincendio Potente ed aggiornato strumento di progettazione di reti idranti e sprinkler secondo le norme UNI EN 12845, UNI 10779 e NFPA 13 - - - - - - - - - - - - - - - - - - -
Strumenti di controllo degli organi meccanici
 Strumenti di controllo degli organi meccanici Il controllo dello spessore dei denti di un ingranaggio, può essere effettuato mediante il calibro a doppio nonio o mediante un micrometro a piattelli. Calibro
Strumenti di controllo degli organi meccanici Il controllo dello spessore dei denti di un ingranaggio, può essere effettuato mediante il calibro a doppio nonio o mediante un micrometro a piattelli. Calibro
 EMCO Win 3D-View Fresatura Descrizione del Software Simulazione Grafica 3D Descrizione del Software EMCO Win 3D-View Fresatura Nr. Rif. TA 1826 Edizione B2006-02 Questo manuale è sempre disponibile in
EMCO Win 3D-View Fresatura Descrizione del Software Simulazione Grafica 3D Descrizione del Software EMCO Win 3D-View Fresatura Nr. Rif. TA 1826 Edizione B2006-02 Questo manuale è sempre disponibile in
APPLICATION SHEET Luglio
 Indice 1. Descrizione dell applicazione 2. Applicazione - Dati 3. Selezione del prodotto e dimensionamento 4. Soluzione Motovario 1. Descrizione dell applicazione Gli schermi per campi da cricket fanno
Indice 1. Descrizione dell applicazione 2. Applicazione - Dati 3. Selezione del prodotto e dimensionamento 4. Soluzione Motovario 1. Descrizione dell applicazione Gli schermi per campi da cricket fanno
4. Nome e direzione degli assi (2h) (teoria: 1h, pratica: 1h)
 (teoria: 1h, pratica: 1h)") 37 4. Nome e direzione degli assi (2h) (teoria: 1h, pratica: 1h) 4.1 La disposizione degli assi secondo la norma ISO Ogni asse è definito dal verso e dalla direzione di movimento della slitta ed è caratterizzato
37 4. Nome e direzione degli assi (2h) (teoria: 1h, pratica: 1h) 4.1 La disposizione degli assi secondo la norma ISO Ogni asse è definito dal verso e dalla direzione di movimento della slitta ed è caratterizzato
EasyPrint v4.15. Gadget e calendari. Manuale Utente
 EasyPrint v4.15 Gadget e calendari Manuale Utente Lo strumento di impaginazione gadget e calendari consiste in una nuova funzione del software da banco EasyPrint 4 che permette di ordinare in maniera semplice
EasyPrint v4.15 Gadget e calendari Manuale Utente Lo strumento di impaginazione gadget e calendari consiste in una nuova funzione del software da banco EasyPrint 4 che permette di ordinare in maniera semplice
MERIDESTER SOFTWARE DI COMUNICAZIONE PER PC
 MERIDESTER SOFTWARE DI COMUNICAZIONE PER PC Requisiti del sistema sistema operativo Windows XP o Vista processore Pentium 4 o equivalente RAM 512 Mb Video 1024x768 Porta USB USB 1.1 o 2.0 full speed Scheda
MERIDESTER SOFTWARE DI COMUNICAZIONE PER PC Requisiti del sistema sistema operativo Windows XP o Vista processore Pentium 4 o equivalente RAM 512 Mb Video 1024x768 Porta USB USB 1.1 o 2.0 full speed Scheda
IL RISPARMIO ENERGETICO E GLI AZIONAMENTI A VELOCITA VARIABILE L utilizzo dell inverter negli impianti frigoriferi.
 IL RISPARMIO ENERGETICO E GLI AZIONAMENTI A VELOCITA VARIABILE L utilizzo dell inverter negli impianti frigoriferi. Negli ultimi anni, il concetto di risparmio energetico sta diventando di fondamentale
IL RISPARMIO ENERGETICO E GLI AZIONAMENTI A VELOCITA VARIABILE L utilizzo dell inverter negli impianti frigoriferi. Negli ultimi anni, il concetto di risparmio energetico sta diventando di fondamentale
Procedure di ripristino del sistema.
 Procedure di ripristino del sistema. Procedure adatte a sistemi con sistema operativo Microsoft Windows 7 In questo manuale verranno illustrate tutte le procedure che potrete utilizzare per creare dei
Procedure di ripristino del sistema. Procedure adatte a sistemi con sistema operativo Microsoft Windows 7 In questo manuale verranno illustrate tutte le procedure che potrete utilizzare per creare dei
Tutorial 3DRoom. 3DRoom
 Il presente paragrafo tratta il rilievo di interni ed esterni eseguito con. L utilizzo del software è molto semplice ed immediato. Dopo aver fatto uno schizzo del vano si passa all inserimento delle diagonali
Il presente paragrafo tratta il rilievo di interni ed esterni eseguito con. L utilizzo del software è molto semplice ed immediato. Dopo aver fatto uno schizzo del vano si passa all inserimento delle diagonali
- Limena (Padova) - &HQWUDOH$;,6 MANUALE PER L UTENTE. Centrale mod. AXIS 5. Omologazione IMQ - ALLARME 1 e 2 LIVELLO
 - &HQWUDOH$;,6 MANUALE PER L UTENTE. Centrale mod. AXIS 5. Omologazione IMQ - ALLARME 1 e 2 LIVELLO") - Limena (Padova) - &HQWUDOH$;,6 MANUALE PER L UTENTE Centrale mod. AXIS 5 Omologazione IMQ - ALLARME 1 e 2 LIVELLO AXEL AXIS 5 6HJQDOD]LRQLFRQOHG led 1 giallo : se acceso, indica la presenza della tensione
- Limena (Padova) - &HQWUDOH$;,6 MANUALE PER L UTENTE Centrale mod. AXIS 5 Omologazione IMQ - ALLARME 1 e 2 LIVELLO AXEL AXIS 5 6HJQDOD]LRQLFRQOHG led 1 giallo : se acceso, indica la presenza della tensione
Excel. A cura di Luigi Labonia. e-mail: [email protected]
 Excel A cura di Luigi Labonia e-mail: [email protected] Introduzione Un foglio elettronico è un applicazione comunemente usata per bilanci, previsioni ed altri compiti tipici del campo amministrativo
Excel A cura di Luigi Labonia e-mail: [email protected] Introduzione Un foglio elettronico è un applicazione comunemente usata per bilanci, previsioni ed altri compiti tipici del campo amministrativo
Come costruire una presentazione. PowerPoint 1. ! PowerPoint permette la realizzazione di presentazioni video ipertestuali, animate e multimediali
 PowerPoint Come costruire una presentazione PowerPoint 1 Introduzione! PowerPoint è uno degli strumenti presenti nella suite Office di Microsoft! PowerPoint permette la realizzazione di presentazioni video
PowerPoint Come costruire una presentazione PowerPoint 1 Introduzione! PowerPoint è uno degli strumenti presenti nella suite Office di Microsoft! PowerPoint permette la realizzazione di presentazioni video
PULSANTI E PAGINE Sommario PULSANTI E PAGINE...1
 Pagina 1 Sommario...1 Apertura...2 Visualizzazioni...2 Elenco...2 Testo sul pulsante e altre informazioni...3 Comandi...3 Informazioni...4 Flow chart...5 Comandi...6 Pulsanti Principali e Pulsanti Dipendenti...6
Pagina 1 Sommario...1 Apertura...2 Visualizzazioni...2 Elenco...2 Testo sul pulsante e altre informazioni...3 Comandi...3 Informazioni...4 Flow chart...5 Comandi...6 Pulsanti Principali e Pulsanti Dipendenti...6
IL CALIBRO A CORSOIO
 di Tecnologia Meccanica IL CALIBRO A CORSOIO A cura dei proff. Morotti Giovanni e Santoriello Sergio IL CALIBRO A CORSOIO Il calibro a corsoio è lo strumento di misura lineare più impiegato in officina.
di Tecnologia Meccanica IL CALIBRO A CORSOIO A cura dei proff. Morotti Giovanni e Santoriello Sergio IL CALIBRO A CORSOIO Il calibro a corsoio è lo strumento di misura lineare più impiegato in officina.
Il concetto di valore medio in generale
 Il concetto di valore medio in generale Nella statistica descrittiva si distinguono solitamente due tipi di medie: - le medie analitiche, che soddisfano ad una condizione di invarianza e si calcolano tenendo
Il concetto di valore medio in generale Nella statistica descrittiva si distinguono solitamente due tipi di medie: - le medie analitiche, che soddisfano ad una condizione di invarianza e si calcolano tenendo
Tornitura ISO SINUMERIK. SINUMERIK 840D sl / 828D Tornitura ISO. Concetti fondamentali della. programmazione. Istruzioni di movimento
 Concetti fondamentali della programmazione 1 Istruzioni di movimento 2 SINUMERIK SINUMERIK 840D sl / 828D Manuale di programmazione Istruzioni di movimento 3 Ulteriori funzioni 4 A Abbreviazioni B Tabella
Concetti fondamentali della programmazione 1 Istruzioni di movimento 2 SINUMERIK SINUMERIK 840D sl / 828D Manuale di programmazione Istruzioni di movimento 3 Ulteriori funzioni 4 A Abbreviazioni B Tabella
RAPPRESENTAZIONE GRAFICA E ANALISI DEI DATI SPERIMENTALI CON EXCEL
 RAPPRESENTAZIONE GRAFICA E ANALISI DEI DATI SPERIMENTALI CON EXCEL 1 RAPPRESENTAZIONE GRAFICA Per l analisi dati con Excel si fa riferimento alla versione 2007 di Office, le versioni successive non differiscono
RAPPRESENTAZIONE GRAFICA E ANALISI DEI DATI SPERIMENTALI CON EXCEL 1 RAPPRESENTAZIONE GRAFICA Per l analisi dati con Excel si fa riferimento alla versione 2007 di Office, le versioni successive non differiscono
UNIVERSITÀ DEGLI STUDI DI PADOVA Facoltà di Ingegneria sede di Vicenza A.A. 2007/08
 UNIVERSITÀ DEGLI STUDI DI PADOVA Facoltà di Ingegneria sede di Vicenza Corso di Disegno Tecnico Industriale per il Corso di Laurea triennale in Ingegneria Meccanica e in Ingegneria Meccatronica Tolleranze
UNIVERSITÀ DEGLI STUDI DI PADOVA Facoltà di Ingegneria sede di Vicenza Corso di Disegno Tecnico Industriale per il Corso di Laurea triennale in Ingegneria Meccanica e in Ingegneria Meccatronica Tolleranze
Campo d'impiego Struttura Cambio utensile/pallet Caratteristiche tecniche
 Campo d'impiego Struttura Cambio utensile/pallet Caratteristiche tecniche Meccaniche Arrigo Pecchioli Via di Scandicci 221-50143 Firenze (Italy) - Tel. (+39) 055 70 07 1 - Fax (+39) 055 700 623 e-mail:
Campo d'impiego Struttura Cambio utensile/pallet Caratteristiche tecniche Meccaniche Arrigo Pecchioli Via di Scandicci 221-50143 Firenze (Italy) - Tel. (+39) 055 70 07 1 - Fax (+39) 055 700 623 e-mail:
Procedura di test Software IW7 Eurosystem
 Procedura di test Software IW7 Eurosystem Nel seguente documento viene descritto come utilizzare il software IW7 Eurosystem, per effettuare il test dei freni. In particolare verranno descritte due tipi
Procedura di test Software IW7 Eurosystem Nel seguente documento viene descritto come utilizzare il software IW7 Eurosystem, per effettuare il test dei freni. In particolare verranno descritte due tipi
Requisiti di sicurezza per i dispositivi di protezione immateriali presenti sulle presse (barriere fotoelettriche)
") Requisiti di sicurezza per i dispositivi di protezione immateriali presenti sulle presse (barriere fotoelettriche) Fig. 1 Lavoro manuale su una pressa con barriera fotoelettrica e riparo fisso laterale.
Requisiti di sicurezza per i dispositivi di protezione immateriali presenti sulle presse (barriere fotoelettriche) Fig. 1 Lavoro manuale su una pressa con barriera fotoelettrica e riparo fisso laterale.
CHIUSURE di MAGAZZINO di FINE ANNO
 CHIUSURE di MAGAZZINO di FINE ANNO Operazioni da svolgere per il riporto delle giacenze di fine esercizio Il documento che segue ha lo scopo di illustrare le operazioni che devono essere eseguite per:
CHIUSURE di MAGAZZINO di FINE ANNO Operazioni da svolgere per il riporto delle giacenze di fine esercizio Il documento che segue ha lo scopo di illustrare le operazioni che devono essere eseguite per:
Circuiti pneumatici. Prof. Luciano Scattolini
 Circuiti pneumatici Circuiti pneumatici È un insieme di attuatori pneumatici comandati da valvole Lo scopo consiste nel trasformare energia pneumatica in energia meccanica Comando di cilindro a semplice
Circuiti pneumatici Circuiti pneumatici È un insieme di attuatori pneumatici comandati da valvole Lo scopo consiste nel trasformare energia pneumatica in energia meccanica Comando di cilindro a semplice
Centralina per oggettivazione cicli avvitatura SOS-E Manuale d uso
 Via Simioli 70 10098 Rivoli (TO) Italia 011-9574607 Fax 011-9574617 www.sirioautomazione.it [email protected] Centralina per oggettivazione cicli avvitatura SOS-E Manuale d uso Manuale di impiego
Via Simioli 70 10098 Rivoli (TO) Italia 011-9574607 Fax 011-9574617 www.sirioautomazione.it [email protected] Centralina per oggettivazione cicli avvitatura SOS-E Manuale d uso Manuale di impiego
QUOTATURA. Introduzione
 QUOTATURA 182 Introduzione Per quotatura si intende l insieme delle norme che permettono l indicazione esplicita delle dimensioni(lineari ed angolari) dell oggetto rappresentato. Poiché a ciascun disegno
QUOTATURA 182 Introduzione Per quotatura si intende l insieme delle norme che permettono l indicazione esplicita delle dimensioni(lineari ed angolari) dell oggetto rappresentato. Poiché a ciascun disegno
Campo d'impiego Struttura Cambio utensile/pallet Caratteristiche tecniche
 Campo d'impiego Struttura Cambio utensile/pallet Caratteristiche tecniche Meccaniche Arrigo Pecchioli Via di Scandicci 221-50143 Firenze (Italy) - Tel. (+39) 055 70 07 1 - Fax (+39) 055 700 623 e-mail:
Campo d'impiego Struttura Cambio utensile/pallet Caratteristiche tecniche Meccaniche Arrigo Pecchioli Via di Scandicci 221-50143 Firenze (Italy) - Tel. (+39) 055 70 07 1 - Fax (+39) 055 700 623 e-mail:
Test per determinare la capacità di regolazione secondaria
 Pagina 1 di 5 Test per determinare la capacità di regolazione secondaria Autori: Dominik Schlipf, Marc Scherer, Matthias Haller Rielaborazioni: Versione Data Sezione 1.0 20.10.2008 Documento finalizzato
Pagina 1 di 5 Test per determinare la capacità di regolazione secondaria Autori: Dominik Schlipf, Marc Scherer, Matthias Haller Rielaborazioni: Versione Data Sezione 1.0 20.10.2008 Documento finalizzato
Il controllo della visualizzazione
 Capitolo 3 Il controllo della visualizzazione Per disegnare in modo preciso è necessario regolare continuamente l inquadratura in modo da vedere la parte di disegno che interessa. Saper utilizzare gli
Capitolo 3 Il controllo della visualizzazione Per disegnare in modo preciso è necessario regolare continuamente l inquadratura in modo da vedere la parte di disegno che interessa. Saper utilizzare gli
@time al telefono. una volta presa la linea, il risponditore automatico chiederà di digitare due volte asterisco ** sulla tastiera del telefono:
 @time al telefono Il servizio permette di ottenere informazioni e dare disposizioni sui propri rapporti bancari comodamente con una telefonata, gratuita anche dal cellulare. MODALITA DI ACCESSO Per accedere
@time al telefono Il servizio permette di ottenere informazioni e dare disposizioni sui propri rapporti bancari comodamente con una telefonata, gratuita anche dal cellulare. MODALITA DI ACCESSO Per accedere
Esempi di funzione. Scheda Tre
 Scheda Tre Funzioni Consideriamo una legge f che associa ad un elemento di un insieme X al più un elemento di un insieme Y; diciamo che f è una funzione, X è l insieme di partenza e X l insieme di arrivo.
Scheda Tre Funzioni Consideriamo una legge f che associa ad un elemento di un insieme X al più un elemento di un insieme Y; diciamo che f è una funzione, X è l insieme di partenza e X l insieme di arrivo.
Manuale programmazione ISO
 DOCUMENTAZIONE PER L UTENTE Manuale programmazione ISO SIDAC S.r.L 21017 Samarate (Varese) Via Acquedotto, 111 E_Mail [email protected] Tel. 0331.22.30.19 r.a. Fax. 0331.22.30.78 1 Ver. 1.0 - Aggiornamento
DOCUMENTAZIONE PER L UTENTE Manuale programmazione ISO SIDAC S.r.L 21017 Samarate (Varese) Via Acquedotto, 111 E_Mail [email protected] Tel. 0331.22.30.19 r.a. Fax. 0331.22.30.78 1 Ver. 1.0 - Aggiornamento
Mon Ami 3000 Conto Lavoro Gestione del C/Lavoro attivo e passivo
 Prerequisiti Mon Ami 3000 Conto Lavoro Gestione del C/Lavoro attivo e passivo L opzione Conto lavoro è disponibile per le versioni Azienda Light e Azienda Pro. Introduzione L opzione Conto lavoro permette
Prerequisiti Mon Ami 3000 Conto Lavoro Gestione del C/Lavoro attivo e passivo L opzione Conto lavoro è disponibile per le versioni Azienda Light e Azienda Pro. Introduzione L opzione Conto lavoro permette
STRUMENTAZIONE GEOTECNICA DI MONITORAGGIO. ovvero Strumentazione geotecnica tradizionale utilizzata per il monitoraggio dei movimenti franosi
 5 maggio 2005 - Corso di Laboratorio Monitoraggio Frane STRUMENTAZIONE GEOTECNICA DI MONITORAGGIO ovvero Strumentazione geotecnica tradizionale utilizzata per il monitoraggio dei movimenti franosi FINALITA
5 maggio 2005 - Corso di Laboratorio Monitoraggio Frane STRUMENTAZIONE GEOTECNICA DI MONITORAGGIO ovvero Strumentazione geotecnica tradizionale utilizzata per il monitoraggio dei movimenti franosi FINALITA
ZFIDELITY - ZSE Software & Engineering Pag.1 / 11
 ZFIDELITY - ZSE Software & Engineering Pag.1 / 11 Indice Presentazione ZFidelity... 3 Menù Principale... 4 La Gestione delle Card... 5 I tasti funzione... 5 La configurazione... 6 Lettore Con Connessione
ZFIDELITY - ZSE Software & Engineering Pag.1 / 11 Indice Presentazione ZFidelity... 3 Menù Principale... 4 La Gestione delle Card... 5 I tasti funzione... 5 La configurazione... 6 Lettore Con Connessione
GSM Dialer. Dispositivo da collegare ad antifurti PSTN ma anche ad altre apparecchiature
 COMBINATORE GSM - DIALER Dispositivo da collegare ad antifurti PSTN ma anche ad altre apparecchiature Invia chiamate vocali a seguito di input telefonici (PSTN) oppure di semplici impulsi da altri apparecchi.
COMBINATORE GSM - DIALER Dispositivo da collegare ad antifurti PSTN ma anche ad altre apparecchiature Invia chiamate vocali a seguito di input telefonici (PSTN) oppure di semplici impulsi da altri apparecchi.
Modellazione 3D con elementi solidi. Esempio guidato 10 Pag. 1
 Esempio guidato 10 Modellazione 3D con elementi solidi Esempio guidato 10 Pag. 1 Esempio guidato 10 Modellazione 3D con elementi solidi In questo Tutorial si illustra la procedura per la modellazione 3D
Esempio guidato 10 Modellazione 3D con elementi solidi Esempio guidato 10 Pag. 1 Esempio guidato 10 Modellazione 3D con elementi solidi In questo Tutorial si illustra la procedura per la modellazione 3D
TASTIERA DI COMANDO E CONTROLLO PER INVERTERS EL.-5000
 ELCOM S.R.L. TASTIERA DI COMANDO E CONTROLLO PER INVERTERS EL.-5000 ( Rev. 0.3s ) MANUALE USO TASTIERA EL.-5000 I pulsanti hanno le seguenti funzioni: Comando di START abilitazione alla marcia con accensione
ELCOM S.R.L. TASTIERA DI COMANDO E CONTROLLO PER INVERTERS EL.-5000 ( Rev. 0.3s ) MANUALE USO TASTIERA EL.-5000 I pulsanti hanno le seguenti funzioni: Comando di START abilitazione alla marcia con accensione
GSM Dialer. Ottimo dispositivo da collegare ad antifurti PSTN ma anche ad altre apparecchiature
 COMPOSITORE GSM - DIALER Ottimo dispositivo da collegare ad antifurti PSTN ma anche ad altre apparecchiature Invia chiamate vocali a seguito di input telefonici (PSTN) oppure di semplici impulsi da altri
COMPOSITORE GSM - DIALER Ottimo dispositivo da collegare ad antifurti PSTN ma anche ad altre apparecchiature Invia chiamate vocali a seguito di input telefonici (PSTN) oppure di semplici impulsi da altri
POLITECNICO DI TORINO
 NEWSLETTER N2 - I dispositivi elettronici posti a protezione degli operatori E stato indicato nella precedente newsletter che la sicurezza degli operatori in un contesto industriale è affidata a una catena
NEWSLETTER N2 - I dispositivi elettronici posti a protezione degli operatori E stato indicato nella precedente newsletter che la sicurezza degli operatori in un contesto industriale è affidata a una catena
Sistema di diagnosi CAR TEST
 Data: 30/09/09 1 di 7 Sistema di diagnosi CAR TEST Il sistema di diagnosi CAR TEST venne convenientemente utilizzato per: - verificare che la scocca di un veicolo sia dimensionalmente conforme ai disegni
Data: 30/09/09 1 di 7 Sistema di diagnosi CAR TEST Il sistema di diagnosi CAR TEST venne convenientemente utilizzato per: - verificare che la scocca di un veicolo sia dimensionalmente conforme ai disegni
Laboratorio di Ingegneria del software Sistema di controllo di un ascensore Requisisti preliminari
 Laboratorio di Ingegneria del software Sistema di controllo di un ascensore Requisisti preliminari A.A. 2012 2013 1 Introduzione Questo documento raccoglie i requisiti preliminari per il software di controllo
Laboratorio di Ingegneria del software Sistema di controllo di un ascensore Requisisti preliminari A.A. 2012 2013 1 Introduzione Questo documento raccoglie i requisiti preliminari per il software di controllo
Manuale d uso. Servizio Segreteria Telefonica Memotel. per Clienti con linea Fibra
 Manuale d uso Servizio Segreteria Telefonica Memotel per Clienti con linea Fibra 1 INDICE 1. GUIDA AL PRIMO UTILIZZO 2. CONFIGURAZIONE SEGRETERIA 3. CONSULTAZIONE SEGRETERIA 4. NOTIFICHE MESSAGGI 5. ASCOLTO
Manuale d uso Servizio Segreteria Telefonica Memotel per Clienti con linea Fibra 1 INDICE 1. GUIDA AL PRIMO UTILIZZO 2. CONFIGURAZIONE SEGRETERIA 3. CONSULTAZIONE SEGRETERIA 4. NOTIFICHE MESSAGGI 5. ASCOLTO
ISTRUZIONI PER L INSTALLAZIONE SOLO MEDIANTE TASTIERA
 Le serrature ComboGard Pro possono venire configurate utilizzando un software di installazione ComboGard Pro o una serie di comandi della tastiera. Questo documento contiene le istruzioni relative alla
Le serrature ComboGard Pro possono venire configurate utilizzando un software di installazione ComboGard Pro o una serie di comandi della tastiera. Questo documento contiene le istruzioni relative alla
DESKTOP. Uso del sistema operativo Windows XP e gestione dei file. Vediamo in dettaglio queste parti.
 Uso del sistema operativo Windows XP e gestione dei file DESKTOP All accensione del nostro PC, il BIOS (Basic Input Output System) si occupa di verificare, attraverso una serie di test, che il nostro hardware
Uso del sistema operativo Windows XP e gestione dei file DESKTOP All accensione del nostro PC, il BIOS (Basic Input Output System) si occupa di verificare, attraverso una serie di test, che il nostro hardware