Parte 1.: Istruzioni per l uso cl. 558
|
|
|
- Domenico Bruni
- 6 anni fa
- Visualizzazioni
Transcript
1 Indice Pagina: Premessa ed indicazioni generali di sicurezza Parte 1.: Istruzioni per l uso cl Descrizione del prodotto Descrizione sommaria Sottoclassi Dati tecnici Organi di cucitura Tabella riepilogativa degli organi di cucitura e delle caratteristiche funzionali 578 E... / Tabella riepilogativa degli organi di cucitura e delle caratteristiche funzionali 558 E... / Dotazioni supplementari Uso della macchina Estrazione ed introduzione delle placche delle pinze Inserimento - Disinserimento rapido - Rimessa in funzione della macchina Posizione finale dell unità automatica di cucitura Aghi, filati e cordoncini di rinforzo Infilatura del filo inferiore (filo del crochet) Infilatura del cordoncino di rinforzo Infilatura del filo superiore (filo dell ago) Tensioni dei fili Cucire Evitare il sollevamento delle pinze Lunghezza dell asola Lunghezza del taglio Blocchi di taglio Pressione di taglio Distendere il tessuto Densità del punto Larghezza della cucitura Forma dell asola Cambiare su taglio prima della cucitura oppure su taglio dopo la cucitura Manutenzione Pulizia Lubrificazione Punti di lubrificazione
2 4. Eliminazione di anomalie di funzionamento Dotazione supplementare dispositivo appinzafilo elettromagnatico per il filo superiore Informazioni generali Collegamento elettrico Ciclo funzionale Dispositivi di sicurezza all inserimento Regolazione Corsa dell elettromagnete Posizione di base del dispositivo appinzafilo per il filo superiore Movimento di discesa Movimento di presa del filo Interruttori per il comando del dispositivo appinzafilo per il filo superiore Montaggio Premontaggio del distributore di cablaggio Posa dei cavi di collegamento Pannello di comando Montaggio dell interruttore b Montaggio del listello di commutazione per l interruttore b Montaggio del dispositivo appinzafilo per il filo superiore sul braccio della macchina Le raffigurazioni riportate in codesto libretto d istruzione sono state eseguite su sottoclassi diverse dell asolatrice automatica di base 558! Per favore tenete conto che l aspetto della Vs. asolatrice automatica può eventualmente differire dalle figure utilizzate nel libretto d istruzione!
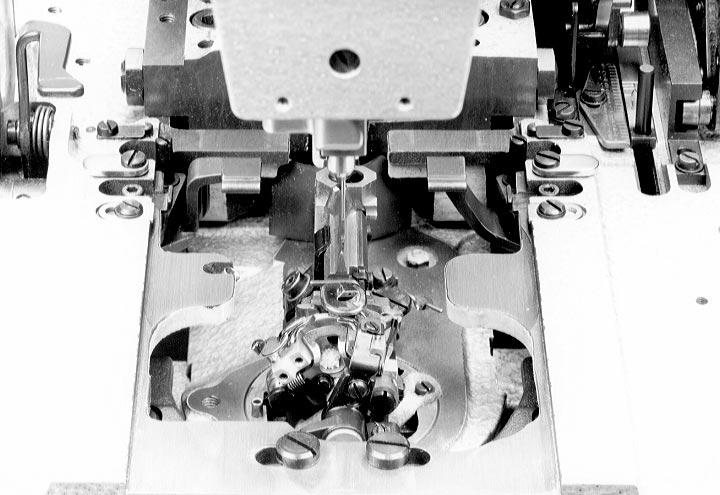
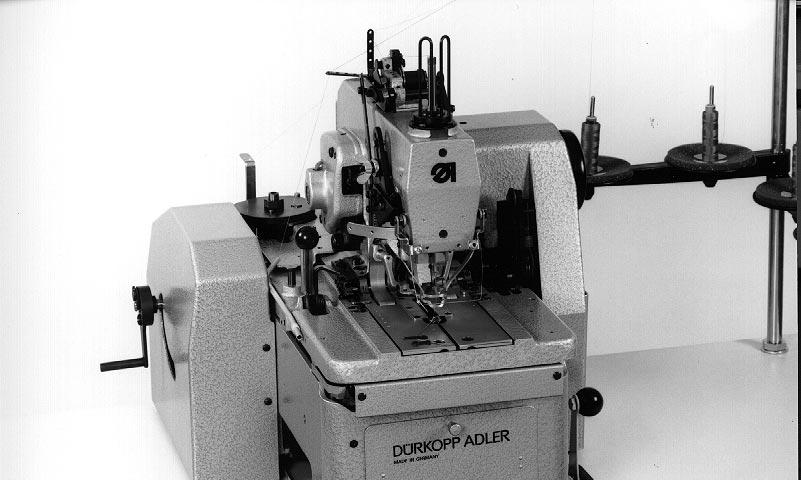
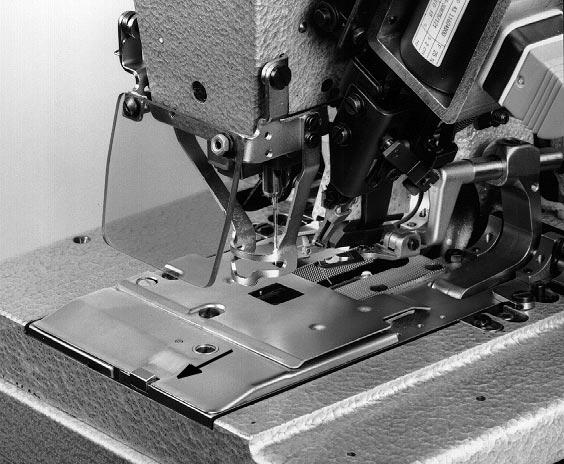
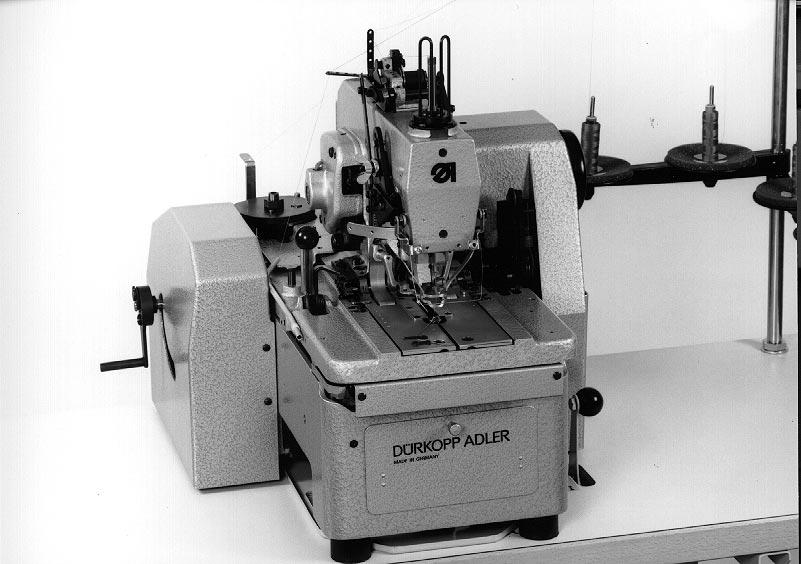
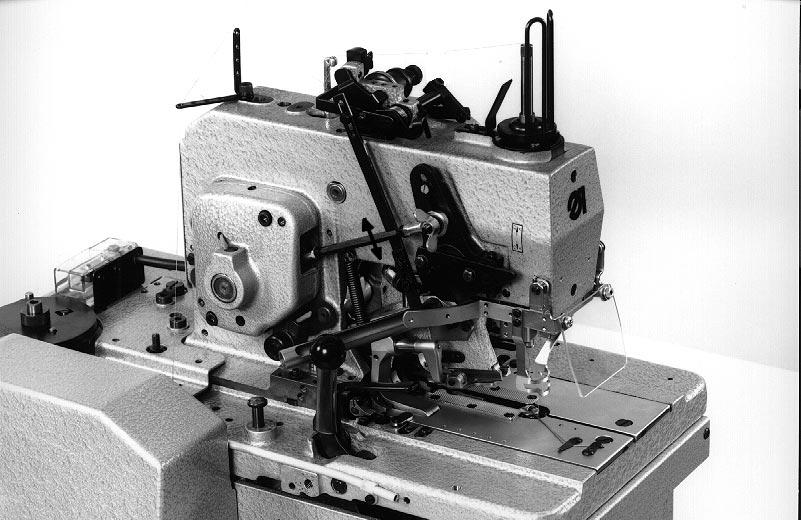
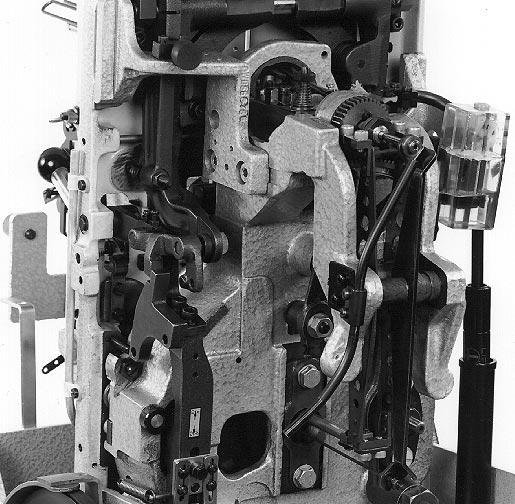
3 1. Descrizione del prodotto 1.1 Descrizione sommaria e descrizione della destinazione appropriata d uso La DÜRKOPP ADLER 558 è un asolatrice automatica a doppio punto catenella. Su di essa possono essere eseguite asole con oppure senza occhiello e con oppure senza travetta a cuneo. La forma dell asola viene determinata tramite 2 camme di comando sostituibili ed i corrispondenti coltelli. La camma di comando superiore determina la forma dell occhiello. La camma di comando inferiore determina, nel caso di asole con travetta a cuneo, la forma della travetta a cuneo e la lunghezza dell asola. A seconda del gruppo di organi di cucitura utilizzato (numero "E"), la più piccola e la più grande larghezza dell asola vengono determinate tramite la posizione della piastrina di limitazione. Partendo dal punto zero il movimento pendolare della barra ago è dal centro verso destra durante la cucitura della costa destra dell asola e dal centro verso sinistra durante la cucitura della costa sinistra dell asola. Grazie ai supporti molleggiati dei quadri delle pinze avviene un adattamento automatico della pressione delle pinze superiori ai diversi spessori del materiale da cucire. Ribaltando verso l alto l unità di cucitura, i dispositivi di protezione non devono essere smontati. Il dispositivo combinato per la protezione delle dita e degli occhi aumenta la sicurezza; grazie ad un ritorno a molla esso viene mantenuto continuamente in posizione di lavoro. Una molla a pressione a gas agevola il ribaltamento verso l alto dell unità di cucitura e garantisce il suo riabbassamento sicuro e lento. La posizione d arresto permette un infilatura senza difficoltà del filo inferiore per il crochet. L unità di cucitura è provvista di una lubrificazione centralizzata a stoppini provoniente da due serbatoi per l olio (i punti segnati con la vernice rossa devono essere lubrificati supplettivamente separatamente e manualmente). Nel prossimo capitolo vengono descritte le singole sottoclassi. 5
4 1.2 Sottoclassi Con taglio automatico. Il filo superiore, il filo inferiore ed il cordoncino di rinforzo proveniente dal basso vengono tagliati talmente corti che nessun spezzone finale del filo è praticamente visibile. In codesta maniera viene evitata una successiva operazione di ripulitura dei fili. Taglio dell asola dopo la cucitura. Lunghezza di taglio 20 mm Con taglio automatico. Il filo superiore viene tagliato corto. Il filo inferiore ed il cordoncino di rinforzo proveniente dal basso vengono tagliati su una lunghezza pari a ca. 30 mm. A seconda del numero "E", il taglio dell asola avviene a scelta prima oppure dopo la cucitura. Codesta sottoclasse è dotata di serie con un dispositivo appinzafilo per il filo superiore. Lunghezza di taglio mm Con taglio automatico. Solo il filo superiore viene tagliato corto. Il capo da cucire può essere estratto facilmente dalla sua posizione di cucitura oppure come nel caso di una serie successiva di asole può essere tirato e spostato facilmente a tratti verso sinistra. Il filo inferiore ed il cordoncino inferiore di rinforzo vengono tagliati a posteriori manualmente. Nel caso di codesta sottoclasse il capo viene posizionato 12 mm più verso l avanti che nel caso delle sottoclassi e A seconda del numero "E", il taglio dell asola avviene a scelta prima oppure dopo la cucitura. Lunghezza di taglio mm Nel caso di codesta sottoclasse il capo viene posizionato 9,5 mm più verso l avanti che nel caso delle sottoclassi e Ciò comporta una migliore visibilità ed una maggiore libertà durante il posizionamento del capo. Con taglio automatico. Il filo superiore, il filo inferiore ed il cordoncino di rinforzo proveniente dal basso vengono tagliati talmente corti che nessun spezzone finale del filo è praticamente visibile. In codesta maniera viene evitata una successiva operazione di ripulitura dei fili. Taglio dell asola dopo la cucitura. A seconda del pacchetto di lunghezza utilizzato, lunghezza di taglio mm Con taglio automatico. Solo il filo superiore viene tagliato corto. Il capo da cucire può essere estratto facilmente dalla sua posizione di cucitura oppure come nel caso di una serie successiva di asole può essere tirato e spostato facilmente a tratti verso sinistra. Il filo inferiore ed il cordoncino inferiore di rinforzo vengono tagliati a posteriori manualmente. Il taglio dell asola può essere commutato su taglio prima oppure dopo la cucitura. Lunghezza di taglio mm 6
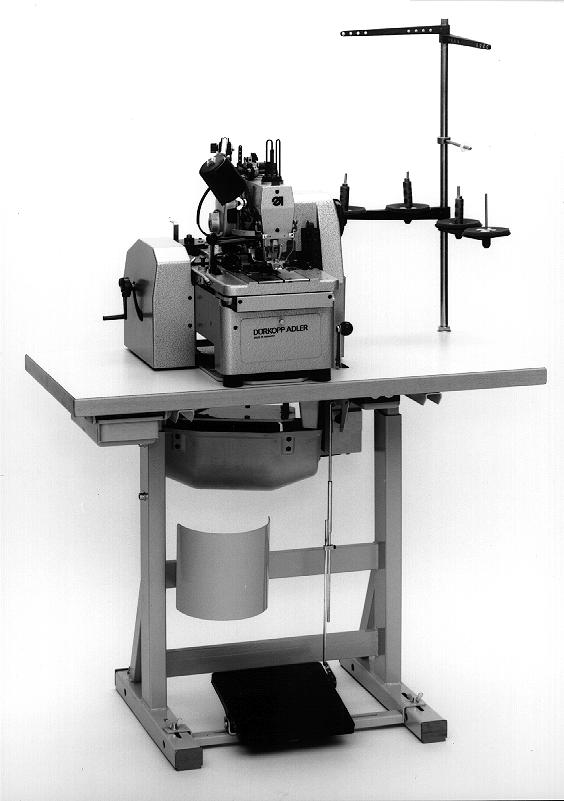
5 1.3 Dati tecnici Velocità: Punti/min Tipo del punto: Doppio punto catenella Lunghezza di cucitura: max. 50 mm Lunghezza di taglio: max. 50 mm Sistema dell ago: 558 Finezza dell ago: Nm A seconda dei tipi di filato e dei capi da cucire utilizzati. Corsa di presa del cappio: 2,7...3,2 mm A seconda degli organi di cucitura utilizzato (numero "E"). Spessori del materiale da cucire: max. 10 mm nel caso della sottoclasse max. 12 mm con tutte le altri sottoclassi Titolo del filato: Filo superiore max. Nm 50 Filo inferiore max. Nm 30 Tensione nominale d alimentazione: ~ 400 V + N, 50/60 Hz ~ 230 V, 50/60 Hz ~ 230 V, 50 Hz ~ 230 V, 60 Hz A seconda della tensione d alimentazione utilizzata, l unità di cucitura viene fornita con uno dei "Pacchetti motore" succitati. Rumorosità: Lc = 80 db (A) con ciclo di cucitura 5,0 s inserito e 1,4 s disinserito secondo le norme DIN B-1 Dimensioni: (alt. x larg. x prof.) 1570 x 630 x 520 mm (standard) 1570 x 1060 x 520 mm (esecuzione larga) Peso: 128 kg (completo con testa della macchina per cucire, bancale e motore) 55 kg (solo bancale e motore) Altezza del piano di lavoro: mm (bordo superiore del piano di lavoro) 7
6 1.4 Organi di cucitura I particolari degli organi di cucitura necessari per realizzare le diverse forme d asola e le diverse lunghezze di taglio sono raggruppati sotto numeri che definiscono un gruppo d organi di cucitura (numeri "E"). Alla fine del numero "E" e dopo una barretta trasversale viene indicata la lunghezza di taglio oppure il campo di regolazione in mm. Esempio: 578 E2107 / 20 oppure 578 E209 / E209 / Per poter cucire le diverse lunghezze d asola sono necessari diversi blocchetti di taglio, pinze per il materile e camme di comando. I corrispondenti numeri d ordine sono rilevabili sulle pagine descrittive dei gruppi degli organi di cucitura della classe 558. La tabella riepilogativa dei gruppi degli organi di cucitura riportata a partire della prossima pagina elenca i gruppi di organi di cucitura attualmente fornibili (la fabbrica si riserva ogni diritto di modifica). Consultando la tabella può essere rapidamente scelto il gruppo di organi di cucitura necessario per poter realizzare una determinata forma d asola e per poter cucire su un determinato materiale. ATTENZIONE IMPORTANTE : Per le classi 558 costruite a partire dal Luglio 1994 sono validi i numeri dei gruppi di cucitura della 578 ( consultare il capitolo ). Per le classi 558 costruite fino al Luglio 1994 sono validi i numeri dei gruppi di cucitura della 558 ( consultare il capitolo ). Le asolatrici automatiche vengono suddivise in due gruppi principali: Con il taglio solo dopo la cucitura. Con il taglio a scelta prima oppure dopo la cucitura. Per poter trasformare l asolatrice automatica su un altra forma d asola oppure di lunghezza di taglio bisogna tener conto dei seguenti punti: 1. Devono essere montati ed ordinati supplettivamente solo i particolari i quali numeri d ordine non sono identici ai particolari componenti il gruppo di organi di cucitura attualmente utilizzato sulla macchina. A questo scopo è assolutamente necessario consultare e comparare i fogli descrittivi dei gruppi d organi di cucitura delle classi 558 oppure Le lunghezze di taglio possono essere scelte solo corrispondentemente al gruppo di organi di cucitura oppure al campo di regolazione. Nel caso di gruppi di organi di cucitura che dopo la barretta trasversale riportano solo un numero, la lunghezza di taglio non è regolabile. 3. Nel caso di asolatrici automatiche che possono essere commutate su taglio prima oppure dopo la cucitura, devono essere accuratamente tenuti in considerazione i consigli riportati in codesto libretto d istruzione. 4. Nel caso di una trasformazione dell asolatrice automatica con un altro gruppo d organi di cucitura (numero "E") tenere conto che i valori di regolazione della larghezza della costa dell asola e della corsa di presa del cappio sono indipendenti gli uni dagli altri e devono essere assolutamente rispettati. Se, consultando la tabella, si rilevano dei valori di regolazione del nuovo gruppo d organi di cucitura differenti da quelli riportati in tabella e validi per il gruppo d organi di cucitura attualmente utilizzato sulla macchina, è consigliabile che la trasformazione venga eseguita da uno specialista e venga effettuata rispettando assolutamente le istruzioni riportate nel libretto d istruzione per il servizio. 8
7 9
8 10
9 11
10 12
11 1.5 Dotazioni supplementari Dispositivo appinzafilo per il filo superiore a comando elettromagnetico Il dispositivo appinzafilo per il filo superiore a comando elettromagnetico ha il compito d intercettare il filo superiore subito dopo il ciclo di taglio dei fili. Il dispositivo mantiene il filo superiore appinzato e lo depone guidandolo durante la cucitura della prossima asola nella costa destra dell asola. Ciò conporta i seguenti vantaggi: Un inizio sicuro della cucitura anche in caso di tessuti leggeri e radi. Punti iniziali ben tensionati e chiusi. La pulitura della parte inferiore dell asola viene eliminata poichè il filo iniziale viene ricoperto dalla cucitura. La sottoclasse è dotata di serie con il dispositivo appinzafilo per il filo superiore. Nel caso di tutte le altre sottoclasssi, codesto dispositivo è fornibile a richiesta Dispositivo di lubrificazione per il filo Codesto dispositivo ha il compito di migliorare la scorrevolezza del filo in materiali estremamente pesanti Supporto sul piano di lavoro per il rocchetto del cordoncino di rinforzo Adatto per cordoncini di rinforzo inferiori che sono rigidi e sono difficili da guidare se hanno dei rinvii Svolgifilo completo Destinato alla ricezione di coni di filato normali oppure in lana. Il montaggio ed il fissaggio avviene sulla traversa intermedia del sostegno del piano di lavoro Battuta per regolare una distanza tra le asole da 70 fino a 330 mm App Lampada alogena per l illuminazione del campo di cucitura App Gruppo d adattamento per il montaggio della lampada Trasformatore per la lampada per l illuminazione del campo di cucitura Battute per regolare la distanza tra il bordo del materiale da cucire e l asola sono fornibili a richiesta in diverse lunghezze. 13
12 14
13 2. Uso della macchina 2.1 Estrazione ed introduzione delle placche delle pinze Attenzione pericolo di ferimento! Estrarre la spina dalla rete d alimentazione. Estrarre od introdurre le placche delle pinze solo a macchina disinserita dalla rete d alimentazione. L estrazione oppure l introduzione delle placche delle pinze 3 e 5 avviene nella posizione finale della macchina (consultare il capitolo 2.3). La leva d azionamento delle pinze 1 dev essere aperta! Ciò è il caso quando la leva è posizionata verso l indietro fino in battuta. ATTENZIONE IMPORTANTE! Per evitare danneggiamenti dell ago, il dispositivo combinato di protezione per le dita e per gli occhi 4 deve restare abbassato. Sottoclassi e : Estrazione delle placche per le pinze Spostare lateralmente il supporto delle placche per le pinze 2. Fare presa sotto il corrispondente intaglio con fessura per l unghia 6 e sollevare le placche per le pinze. Estrarre le placche per le pinze verso l avanti. Introduzione delle placche per le pinze Gli azionatori 8 delle pinze devono essere inseriti negli appositi incastri a forchetta dei bracci delle pinze. Premere le rispettive placche per le pinze verso destra e verso sinistra contro le viti di pressionamento 7 e contro i bordi delle le placche 9. Posare le placche per le pinze sopra i bulloni di pressionamento 10 e sopra la piastra di supporto per il materiale. Spostare i supporti di tenuta 2 per le placche delle pinze verso l indietro sopra le placche per le pinze. In codesta maniera le placche per le pinze sono protette contro un causuale sollevamento. Chiudendo la leva 1 d azionamento delle pinze, controllare se le pinze si aprono e si chiudono correttamente. 15

14 16

15 Sottoclassi , e : Estrazione delle placche per le pinze Spostare lateralmente il supporto delle placche per le pinze 1. Tirare lo scorrevole molleggiato 3 in senso della freccia ed estrarre la placca destra per le pinze. Fare presa sotto l intaglio con fessura per l unghia 2 e sollevare la placca per le pinza sinistra. Introduzione delle placche per le pinze Introdurre prima la placca per le pinze sinistra e poi la placca destra. Gli azionatori 5 delle pinze devono essere inseriti negli appositi incastri a forchetta dei bracci delle pinze. Premere le placche per le pinze verso destra oppure verso sinistra contro le viti di pressionamento 4 e contro i bordi delle placche 6. Posare le placche per le pinze sopra i bulloni di pressionamento 7 e sopra la piastra di supporto per il materiale. Durante codesta operazione, tirare lo scorrevole molleggiato 3 in senso della freccia ed inserirlo nella fessura 8. Spostare nuovamente i supporti di tenuta 1 per le placche delle pinze verso l indietro sopra le placche per le pinze. In codesta maniera le placche per le pinze sono protette contro un causuale sollevamento. Chiudendo la leva d azionamento delle pinze, controllare se le pinze si aprono e si chiudono correttamente. 17
16 18
17 2.2 Inserimento - Disinserimento rapido - Rimessa in funzione della macchina Attenzione pericolo di ferimento! Non agire nel campo d azione di parti della macchina che sono in movimento, in particolar modo nel campo d azione del coltello e delle pinze per il materiale. Inserimento Inserire il motore della macchina tramite la leva di commutazione manuale 1. Sollevando la testa sferica sbloccare la leva manuale di commutazione 1 dal suo punto di bloccaggio e portarla in posizione "I". Il punto di bloccaggio ha il compito d impedire un involuto inserimento del motore della macchina. Disinserimento Disinserire a scelta il motore della macchina tramite la leva manuale di commutazione 1 oppure tramite il pedale 2. Portare la leva manuale di commutazione 1 nella posizione "0". La leva manuale di commutazione si blocca in codesta posizione. Oppure: Premere verso l avanti il pedale 2. Attenzione pericolo di ferimento! Fino a quando l operatrice non ha acquisito una perfetta dimestichezza con il funzionamento della macchina, è consigliabile che essa, dopo l esecuzione di ogni asola, esegua il disinserimento del motore della macchina tramite la leva di commutazione manuale oppure tramite il pedale. Il nuovo inserimento deve essere effettuato solo dopo che la stoffa è stata nuovamente posizionata e dopo che le pinze sono state sicuramente richiuse. Disinserimento rapido In caso d errori operativi oppure d avarie (come per es. rottura dell ago oppure del filo), il sistema di sicurezza della classe 558 prevede per l arresto immediato della macchina durante il processo di cucitura due differenti possibilità: Portare la leva manuale di commutazione 1 nella posizione "0". Oppure: Premere verso l avanti il pedale 2. 19
18 20
19 Rimessa in funzione della macchina Per evitare eventuali danneggiamenti della macchina al momento della sua rimessa in funzione dopo un disinserimento rapido è necessario rispettare assolutamente la seguente sequenza operativa: Sollevare la leva per la corsa a vuoto 5, fino a quando salta via dal nasino 4 dello scorrevole 6 per la regolazione della lunghezza. Attenzione importante! Questa operazione dev essere eseguita solo se la macchina è stata disinserita con il disinnesto rapido subito dopo i primi punti di cucitura. Portare la leva di disinserimento 1 verso l avanti. ATTENZIONE IMPORTANTE! Prima d inserire la macchina, portare sempre l ago nella sua posizione superiore bloccando il volantino 3 nella sua posizione d arresto. In codesta maniera si evita una deformazione dell ago oppure un danneggiamento del materiale da cucire. Eccezione: Il volantino non deve però essere rotato nel momento nel quale, dopo la fine del ciclo di cucitura, il movimento di taglio del coltello per il filo superiore inizia ed il coltello si trova sotto il foro della placca ago. Rotare il volantino 3 in direzione della freccia fino nella sua posizione d arresto. Il volantino viene bloccato in questa posizione tramite la leva di frenaggio 2. L ago si trova ora nella sua posizione più alta. Aprire le placche per le pinze ed estrarre il materiale. Richiudere le placche per le pinze. Inserire la macchina tramite la leva manuale di commutazione. La piastra di supporto del materiale si muove verso la sua posizione finale. Durante codesto movimento l ago rimane nella sua posizione più alta. ATTENZIONE IMPORTANTE! Rotare la manovella della ruota a corsa rapida solo quando il volantino è stato bloccato rotandolo nel senso normale di marcia. 21
20 22

21 2.3 Posizione finale dell unità automatica di cucitura Rotare il volantino 2 fino nella sua posizione di bloccaggio. L ago si trova nella sua posizione più alta. ATTENZIONE IMPORTANTE! Prima d inserire la macchina, portare sempre l ago nella sua posizione superiore bloccando il volantino nella sua posizione d arresto. In codesta maniera si evita una deformazione dell ago oppure un danneggiamento del materiale da cucire. Eccezione: Il volantino non deve però essere rotato nel momento nel quale, dopo la fine del ciclo di cucitura, il movimento di taglio del coltello per il filo superiore inizia ed il coltello si trova sotto il foro della placca ago. Girare la manovella fino a quando la leva di chiusura delle pinze 1 apre automaticamente i braccini delle pinze. A seconda della regolazione della macchina su taglio prima oppure su taglio dopo della cucitura, l apertura avviene prima oppure dopo l azionamento del braccio di taglio 3. La macchina si trova nella posizione finale. 23
")
22 2.4 Aghi, filati e cordoncini di rinforzo Tabella: Filati e cordoncini di rinforzo Sottoclasse Tipo e spessore del filo superiore Tipo e spessore del filo inferiore Tipo e spessore del cordoncino di rinforzo inferiore Tipo e spessore del cordoncino di rinforzo inferiore Filato di fibra poliestere, filato a chappe (cascame di seta) 70/3 Filato di fibra poliestere, filato a chappe (cascame di seta) 70/3 Cordoncino di rinforzo tubolare oppure a filo rigido non necessario Filato di fibra poliestere, filato a chappe (cascame di seta) 70/3 Filato di fibra poliestere, filato a chappe (cascame di seta) 30/3 non necessario Cordoncino di rinforzo ritorto 15/3 24
23 Aghi Sistema dell ago: 558 Finezza dell ago: Nm A secoda del tipo di materiale e di filato utilizzato. Sostituzione dell ago Attenzione pericolo di ferimento! Estrarre la spina dalla rete d alimentazione. Sostituire l ago solo a macchina disinserita dalla rete d alimentazione. Sollevare la protezione combinata per le dita e per gli occhi. Ora l ago è accessibile senza nessun impedimento. Allentare la vite 1 e levare l ago. Inserire il nuovo ago fino in battuta nel foro della barra ago 2. Attenzione! Quando la macchina si trova nella sua posizione finale, l incavo dell ago dev essere rivolto verso l avanti. Bloccare nuovamente la vite 1. Riportare nella posizione di lavoro la protezione combinata per le dita e per gli occhi. Filati Come filati superiori ed inferiori possono essere utilizzati filati a fibra sintetica oppure filati in seta. L aspetto dell asola viene influenzato principalmente dal filo utilizzato. Dall utilizzazione di spessori differenti del filo superiore e del filo inferiore. Cordoncino di rinforzo Il cordoncino di rinforzo ha il compito di stabilizzare l asola e nel contempo di dargli un aspetto plastico. Il cordoncino di rinforzo deve presentare le seguenti caratteristiche: non dev essere troppo spesso, però dev essere nel contempo flessibile e robusto il suo diametro dev essere perfettamente regolare su tutta la sua lunghezza. I filati ed i cordoncini di rinforzo consigliati nella tabella riportata a lato rappresentano solo dei valori indicativi. A seconda degli organi di cucitura montati sulla macchina (E-Nr.) ed a seconda del materiale da cucire può rendersi necessaria l utilizzazione di altri tipi ed altri spessori di filati. 25
24 26
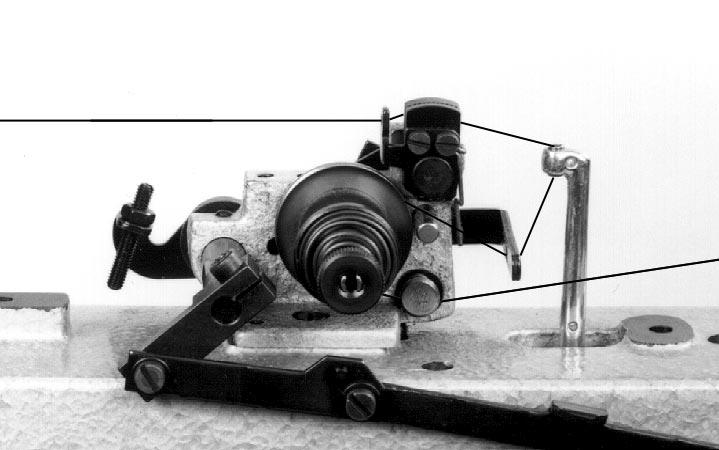
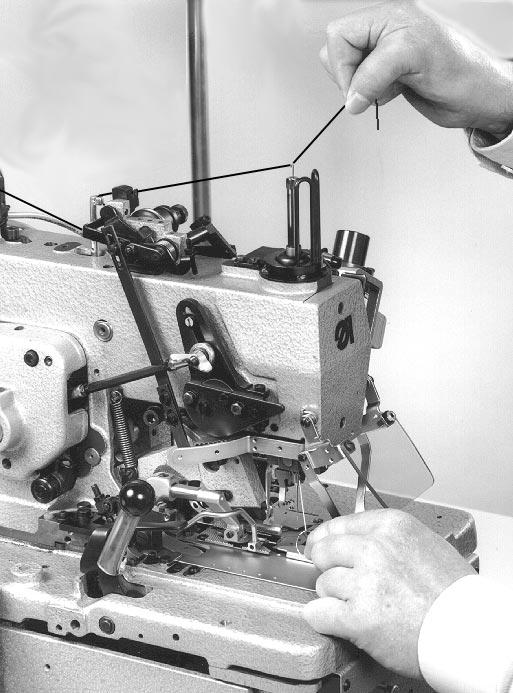
25 2.5 Infilatura del filo inferiore (filo del crochet) Attenzione pericolo di ferimento! Estrarre la spina dalla rete d alimentazione. Eseguire l infilatura del filo inferiore solo a macchina disinserita dalla rete d alimentazione. L infilatura del filo inferiore 1 (pagina 28) avviene come visibile nelle figure riportate nelle pagine 26 e 28 seguendo la sequenza alfabetica delle lettere: Portare la macchina nella sua posizione finale (consultare il capitolo 2.3). Nella posizione finale della macchina il supporto del crochet con il gruppo per la tensione di regolazione del filo inferiore deve guardare verso l avanti (verso l operatore). Estrarre le placche per le pinze (consultare il capitolo 2.1). Ribaltare verso l alto la testa della macchina. L ammortizzatore pneumatico a molla aiuta il ribaltamento verso l alto e nel contempo mantiene in posizione la testa della macchina. Inserire il cono di filato sul portaconi ed infilare il filo attraverso il foro a. Far passare il filo attraverso il guidafilo b nel tubetto guidafilo c situato sulla parte posteriore della carcassa. Guidare il filo attraverso il tubetto guidafilo d. Aiutandosi con il filo armonico per l infilatura che si trova negli accessori, infilare il filo nell asse e d azionamento del divaricatore del filo. A questo scopo inserire dall alto il filo armonico per l infilatura nell asse d azionamento del divaricatore del filo. Far passare il filo sopra il perno di guida f e dietro la piastrina di tensionamento g. Guidare il filo attraverso i due dischi della tensione di regolazione del filo inferiore h e portarlo verso l alto sopra il perno di guida i. Infilare il filo attraverso l asola della molla ritorta k. Con le sottoclassi , e il filo dev essere infilato supplettivamente attraverso il foro della leva di recupero l. Guidare il filo verso l alto attraverso il tubetto guidafilo m. Far passare il filo attraverso la battuta n per il divaricatore del filo. Infilare il filo dal basso attraverso il foro o nel crochet e nel foro p della placca ago. Alla fine di codesta operazione lasciar pendere dal foro della placca ago un troncone finale di filo inferiore di una lunghezza pari a ca. 25 mm. 2 = Filo del cordoncino di rinforzo (pagina 28) 27
26 28
.")
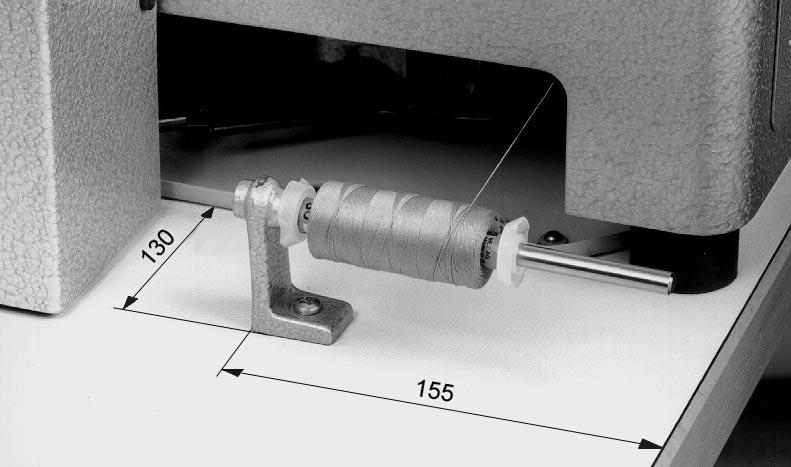
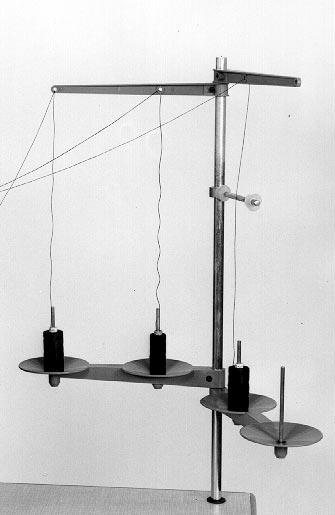
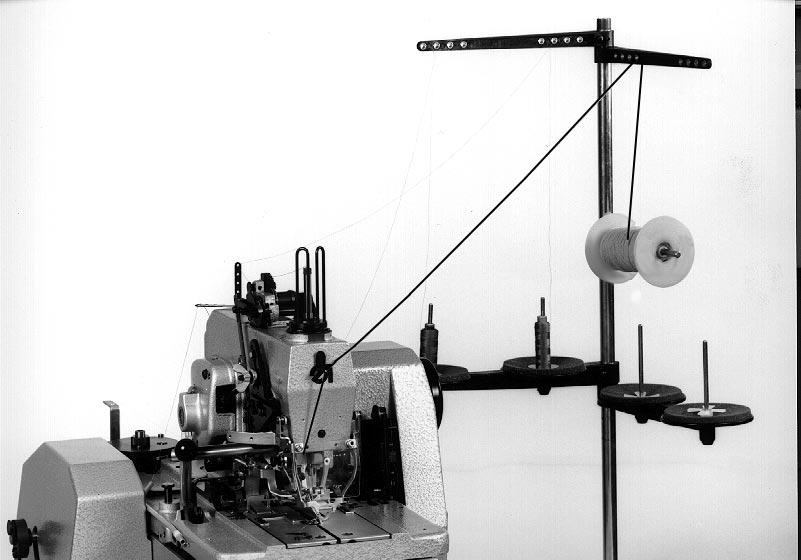
27 Percorso del filo inferiore in caso di utilizzazione di coni di filo oppure di coni di filato in lana: Se come filo inferiore vengono utilizzati invece di rocchetti coni di filo oppure coni di filato in lana, codesti coni devono essere posti sotto il piano di lavoro sullo svolgifilo 1 (dotazione supplementare ordinabile sotto il numero d ordine ). Infilare il filo attraverso i guidafili posti sotto il piano di lavoro. Guidare il filo verso l alto attraverso il tubetto per il filo. L infilatura della macchina sopra al piano di lavoro avviene esattamente come già descritto. 29
28 30
29 2.6 Infilatura del cordoncino di rinforzo Attenzione pericolo di ferimento! Estrarre la spina dalla rete d alimentazione. Infilare il cordoncino di rinforzo inferiore e superiore solo a macchina disinserita dalla rete d alimentazione. Inserire il rocchetto del cordoncino di rinforzo tubolare oppure a filo rigido sul portarocchetto 1 per il cordoncino di rinforzo. Porre i rocchetti ad avvolgimento incrociato del cordoncino di rinforzo in posizione verticale sul portaconi 2 per facilitare lo svolgimento del cordoncino di rinforzo oppure del filo. In caso d utilizzazione di cordoncini di rinforzo inferiori troppo rigidi e difficilmente guidabili si consiglia di scegliere un percorso di svolgimento più corto utilizzando il portarocchetto 3 per cordoncino di rinforzo che è fornibile come dotazione supplementare e che può essere ordinato sotto il numero d ordine Infilatura del cordoncino di rinforzo inferiore L infilatura del cordoncino di rinforzo inferiore avviene come visibile nelle figure delle pagine 30, 32 e 33 seguendo esattamente la sequenza alfabetica delle lettere: Sottoclassi , , e : Estrarre le placche per le pinze (consultare il capitolo 2.1). Infilare il cordoncino di rinforzo partendo dal portarocchetto per il cordoncino di rinforzo 1 oppure dal portaconi 2 attraverso il foro a sul portaconi. Far passare in sequenza il cordoncino di rinforzo attraverso il guidacordoncino b ed i tubetti guidacordoncino c e d. Infilare il cordoncino di rinforzo attraverso il guidacordoncino e. Nel caso della sottoclasse , il cordoncino di rinforzo deve assolutamente essere fatto passare supplettivamente attraverso la molla di recupero f. Tramite la molla di recupero, durante il movimento contemporaneo di rotazione della torretta di supporto del crochet e l azionamento del coltello appinzafilo, il cordoncino di rinforzo che stà perdendo il tensionamento viene mantenuto teso. Infilare il cordoncino di rinforzo attraverso il foro per il cordoncino di rinforzo della placca ago g. Alla fine di codesta operazione lasciar pendere dal foro per il cordoncino di rinforzo della placca ago un troncone finale di cordoncino di rinforzo di una lunghezza pari a ca. 25 mm. 4 = Filo inferiore (pagina 32) 5 = Filo per il cordoncino di rinforzo (pagina 32) Inserire nuovamente le placche per le pinze (consultare il capitolo 2.1). 31
30 32

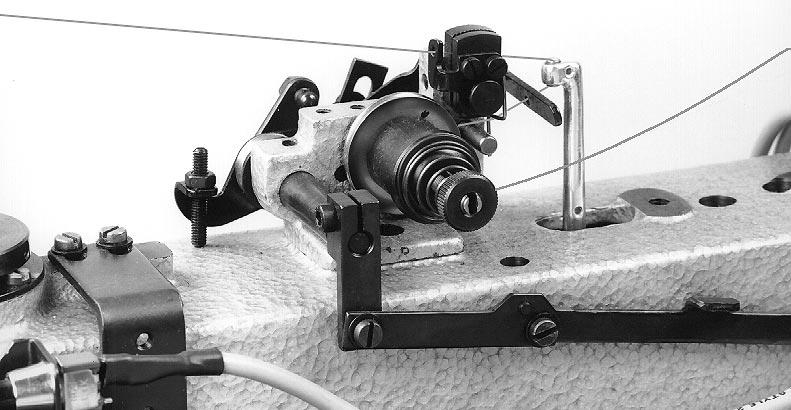
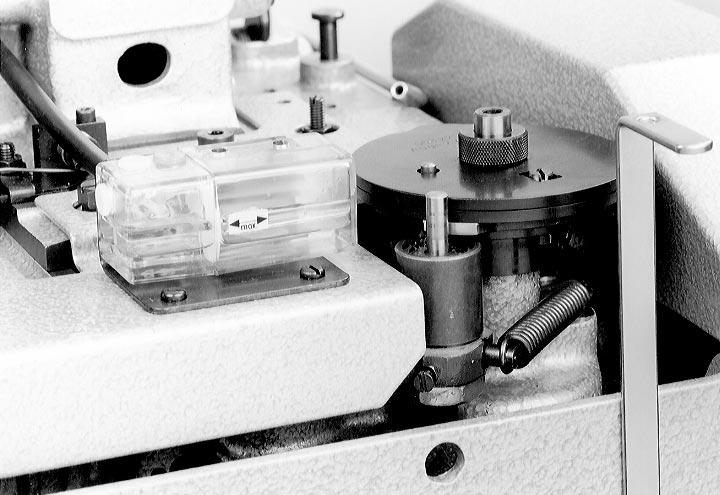
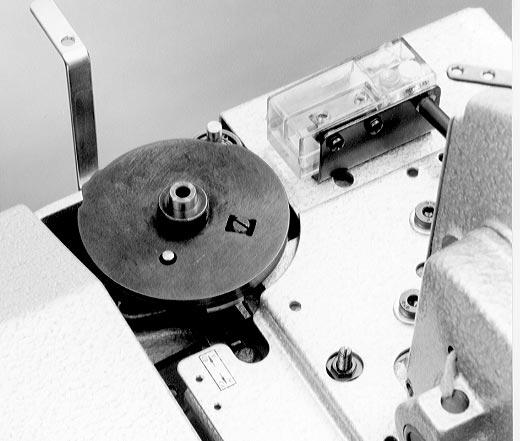
31 Sottoclasse : Questa sottoclasse è dotata con un dispositivo di tiraggio del cordoncino di rinforzo. Codesto dispositivo ha il compito di tirare indietro, prima dell inizio della cucitura, il cordoncino di rinforzo sulla giusta lunghezza iniziale. Per la regolazione consultare il manuale di servizio. Estrarre le placche per le pinze (consultare il capitolo 2.1). Girare la manovella, fino a quando la torretta di supporto del crochet ha raggiunto la posizione visibile in figura. Il dispositivo di tiraggio del cordoncino inferiore 1 guarda ora verso l avanti (verso l operatore). Far passare il cordoncino di rinforzo 2 partendo dal portarocchetto inferiore 4 per il cordoncino di rinforzo attraverso la fessura laterale a situata sulla carcassa della macchina. 3 = Filo per il crochet Infilare il cordoncino di rinforzo attraverso i fori del dispositivo di tiraggio del cordoncino di rinforzo 1. Per poter infilare attraverso il foro b premere leggermente verso l indietro la piastrina di frenaggio 5. Infilare il cordoncino di rinforzo 2 attraverso i fori del guidacordoncino c ed il foro della placca ago per il cordoncino di rinforzo d. Quando il dispositivo di tiraggio del cordoncino di rinforzo si trova in basso, lasciar spuntare dal foro della placca ago per il cordoncino di rinforzo un troncone finale di cordoncino di rinforzo di una lunghezza pari a ca. 4 mm. Inserire nuovamente le placche per le pinze (consultare il capitolo 2.1). 33

32 34
33 Infilare il cordoncino di rinforzo superiore Il guidaggio del cordoncino di rinforzo superiore è possibile solo tramite un guidacordoncino piazzato direttamente prima dell ago. L infilatura del cordoncino di rinforzo superiore avviene come visibile nelle figure illustrate a lato seguendo esattamente la sequenza alfabetica delle lettere: Partendo dal rocchetto per il cordoncino di rinforzo a infilare il cordoncino di rinforzo attraverso la guida per il cordoncino b. Far passare il cordoncino di rinforzo attraverso la squadretta guidacordoncino c e tra i dischi della pretensione per il cordoncino di rinforzo d. Infilare il cordoncino di rinforzo attraverso la guida per il cordoncino e ed il guidacordoncino f. Il gruppo di pezzi necessario per permettere l utilizzazione di cordoncini di rinforzo piatti oppure tondi può essere fornito ordinando il numero d ordine:
34 36
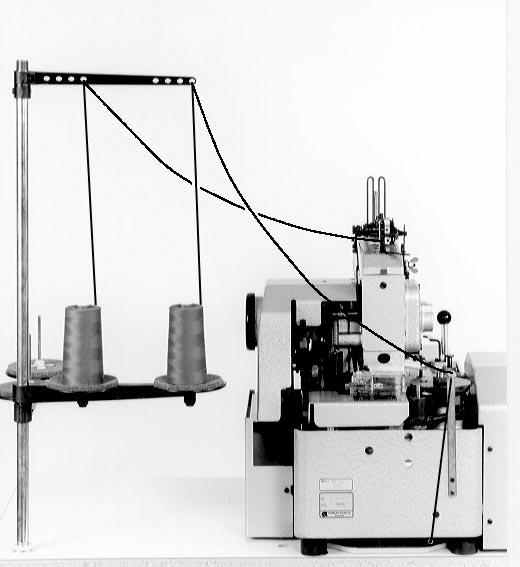
35 2.7 Infilatura del filo superiore (filo dell ago) Attenzione pericolo di ferimento! Estrarre la spina dalla rete d alimentazione. Infilare il filo superiore solo a macchina disinserita dalla rete d alimentazione. L infilatura del filo inferiore avviene come visibile nelle figure riportate nelle pagine 36 e 38 seguendo la sequenza alfabetica delle lettere: Portare la macchina nella sua posizione finale (consultare il capitolo 2.3). Nella posizione finale della macchina il supporto del crochet con il gruppo per la tensione di regolazione del filo inferiore deve guardare verso l avanti (verso l operatore). Chiudere le pinze tramite la leva d azionamento delle pinze e ribaltare verso l alto il dispositivo combinato di protezione per le dita e per gli occhi. Ora la barra ago e l ago sono accessibili senza impedimenti. Inserire il cono di filato sul portaconi ed infilare il filo attraverso il foro a. Far passare il filo in sequenza attraverso il guidafilo b e sotto il guidafilo c. Far passare il filo tra i dischi della tensione d per il filo superiore e sopra il perno di guida e. Infilare il filo attraverso il foro della leva f e della leva tendifilo g. Far passare il filo attraverso la pinza per il filo h ed il guidafilo i. Tramite il filo armonico reperibile negli accessori infilare il filo attraverso la barra ago k. Far passare il filo dietro al disco della pretensione l ed infilarlo attraverso la cruna dell ago. Tirare manualmente il filo superiore Il filo superiore viene automaticamente tagliato dopo l ultimo punto. Per poter tirare il filo superiore: Azionare la leva d apertura 2 oppure il pulsante 1 e tirare manualmente il filo superiore. 37

36 38

37 Infilatura nel caso d utilizzazione di coni di filato che si svolgono difficilmente Per poter ottenere uno svolgimento più facile del filo inferiore e superiore dal cono di filato: Infilare supplettivamente il filo inferiore attraverso i fori passafilo 1 e 2. Infilare supplettivamente il filo superiore attraverso il foro passafilo 3. 39
38 40
39 2.8 Tensioni dei fili Tensione per il filo superiore La tensione per il filo superiore, situata sul braccio della macchina, dev essere normalmente regolata con una tensione maggiore rispetto a quella regolata per il filo inferiore. Essa viene regolata girando la vite godronata 6. Aumentare la tensione = girare verso destra Diminuire la tensione = girare verso sinistra La tensione per il filo superiore è del tipo a tensione doppia: Tensione residua permanente 1 Essa ha il compito di mantenere leggermente tensionato il filo superiore durante il ciclo di taglio del filo che viene effettuato sotto la placca ago e nel contempo d ottenere la lunghezza desiderata dello spezzone finale del filo superiore tagliato. A seconda dell estensibilità del filo superiore utilizzato, la tensione residua dev essere regolata in maniera tale che lo spezzone di filo che dopo il taglio spunta dall ago sia talmente lungo da garantire un sicuro inizio della cucitura. La regolazione avviene regolando il bussolotto 2. Spezzone finale del filo più lungo = girare verso sinistra Spezzone finale del filo più corto = girare verso destra ATTENZIONE IMPORTANTE! Non tentare d aumentare l effetto di taglio del coltello per il filo superiore aumentando ulteriormente la tensione residua. Per aumentare l effetto di taglio riaffilare oppure sostituire il coltello. Se lo spezzone finale tagliato del filo superiore rimane troppo lungo, si deve lavorare senza apertura della tensione. Ciò può per esempio avvenire utilizzando filati superiori rigidi e poco estensibili. Per le corrispondenti regolazioni consultare le istruzioni per il servizio riguardanti la classe 558. Tensione principale 5 Essa dev essere corrispondentemente variata ogni qualvolta si varia il valore della tensione residua. Nella posizione finale la pinza per il filo 3 rimane chiusa. In codesta maniera, estraendo il capo cucito, viene impedito un tiraggio del filo superiore dalla tensione per il filo. Ciò garantisce che all inizio del prossimo ciclo di cucitura sia disponibile un filo iniziale sempre della stessa lunghezza. Tirare manualmente il filo superiore Aprire manualmente la pinza per il filo 3 e tirare il filo. A questo scopo mantenere premuto il pulsante 4 oppure azionare verso il basso la leva d apertura 7. 41
40 42
41 Tensione per il filo inferiore La tensione per il filo inferiore viene regolata girando la vite godronata 3 situata sulla torretta di supporto del crochet. Aumentare la tensione = girare verso destra Diminuire la tensione = girare verso sinistra Molla recuperafilo per il filo inferiore La molla recuperafilo 1 con l ampiezza del suo movimento e tramite la sua pretensione influisce sul tiraggio del filo inferiore e determina così l aspetto e la perlatura dell asola. Per regolare l ampiezza del movimento : Allentare la vite 5 e girare il regolatore 4. Per regolare la pretensione: Allentare la vite 6 e girare il regolatore 2. Cordoncini di rinforzo Il cordoncino di rinforzo superiore ed inferiore devono poter essere estratti uniformemente e con leggerezza dal foro di guida nella placca ago oppure dal guidacordoncino. Per garantire un aspetto qualitativo dell asola dev essere impedito ogni frenaggio oppure pinzaggio del cordoncino di rinforzo durante il suo percorso di scorrimento verso il punto di cucitura. 43
42 44
43 2.9 Cucire Porre il capo da cucire sotto le pinze ed orientarlo esattamente. Il posizionamento del capo può essere effettuato secondo i riferimenti oppure secondo le battute che sono fornibili come dotazione supplementare (consultare il capitolo 1.5). Attenzione pericolo di ferimento! Non agire con le mani sotto le pinze per il materiale che stanno abbassandosi! Tirare verso l avanti fino in battuta la leva d azionamento delle pinze 1. Il capo da cucire viene bloccato dalle pinze nella posizione desiderata. Innestare il motore tramite la leva di commutazione 3. A questo scopo sbloccare la leva di commutazione dalla sua posizione di blocco tirando verso l alto il pomolo a sfera e portarla in posizione "I". Premere verso il basso la leva d innesto 2. A seconda della regolazione, la macchina eseguirà automaticamente l una dopo l altra le seguenti funzioni: Se la macchina è regolata su "taglio prima della cucitura": Il coltello taglia la fessura dell asola. Sempre con il capo pinzato la piastra di supporto del materiale si muove velocemente verso l avanti fino a quando l inizio della fessura per l asola è situato perfettamente sotto l ago. Contemporaneamente le piastre per le pinze si espandono aprendosi l una rispetto all altra verso l esterno. La fessura dell asola viene così leggermente aperta. Gli organi di cucitura vengono posti in moto e l asola viene cucita. Alla fine della cucitura del cordoncino sinistro l ago posiziona in alto fuori dal materiale. La piastra di supporto del materiale si muove velocemente nella sua posizione finale aprendo le pinze. Se la macchina è regolata su "taglio dopo della cucitura": Sempre con il capo pinzato la piastra di supporto del materiale si muove velocemente verso l avanti fino a quando il punto dove deve iniziare la cucitura dell asola è situato perfettamente sotto l ago. Contemporaneamente le piastre per le pinze si espandono aprendosi l una rispetto all altra verso l esterno. Il materiale da cucire viene così messo leggermente in tensione per poter effettuare la cucitura dell asola. Gli organi di cucitura vengono posti in moto e l asola viene cucita. Dopo la fine della cucitura del cordoncino sinistro, la piastra di supporto del materiale si muove velocemente portandosi nella posizione di taglio, in codesta posizione il coltello taglia la fessura dell asola. La piastra di supporto del materiale si muove velocemente nella sua posizione finale aprendo le pinze. 45
44 46
45 Attenzione pericolo di ferimento! Fino a quando l operatrice non ha acquisito una perfetta dimestichezza con il funzionamento della macchina, è consigliabile che essa, dopo l esecuzione di ogni asola, esegua il disinserimento del motore della macchina tramite la leva di commutazione manuale 3 oppure tramite il pedale. Metodo di lavoro per un operatrice esperta Dopo un adeguato tempo d impratichimento, le operazioni di chiusura della leva per l azionamento delle pinze 1 e l inserimento ed il disinserimento del motore eseguite ad ogni asola da parte dell operatrice possono essere eliminate. Invece di ciò l operatrice esperta procederà come descritto qui di seguito: Posizionare il capo da cucire ad occhio oppure tramite le battute esattamente sotto le pinze e mantenere il materiale posizionato nella posizione prescelta. Attenzione pericolo di ferimento! Non agire con le mani sotto le pinze per il materiale che stanno abbassandosi! Con l indice della mano sinistra abbassare la leva d innesto 2. La macchina chiude automaticamente le pinze ed esegue automaticamente tutte le funzioni operative già descritte. Estrazione del capo cucito Se fosse il caso tirare leggermente il cordoncino superiore di rinforzo e tagliarlo. Il capo cucito può essere spostato lateralmente oppure essere estratto dal campo di lavoro della macchina. Per poter estrarre il capo cucito nel caso delle sottoclassi e procedere nella seguente maniera: Portare il filo inferiore (filo del crochet) ed il cordoncino inferiore di rinforzo sotto la pinza per il filo 5. Muovendoli da destra verso sinistra tirare entrambi i fili e farli scorrere lungo il coltello 6. I fili vengono così tagliati Evitare il sollevamento delle pinze Al termine del ciclo di cucitura le pinze vengono automaticamente sollevate (aperte). Se esse non devono essere aperte si deve procedere nella maniera seguente: Premere subito il pulsante 3 e mantenerlo premuto fino a quando la macchina si ferma. 47
46 48
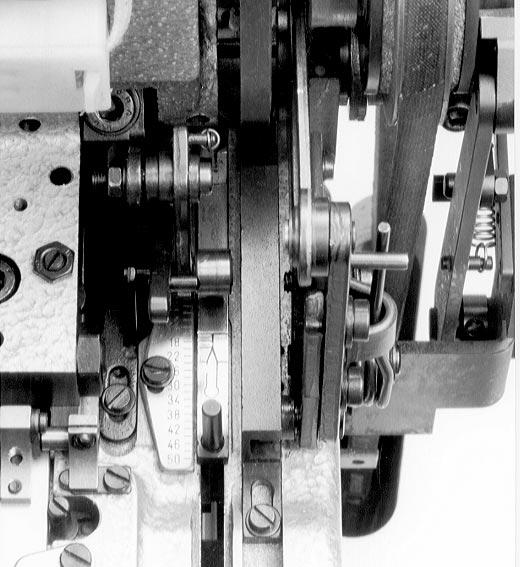
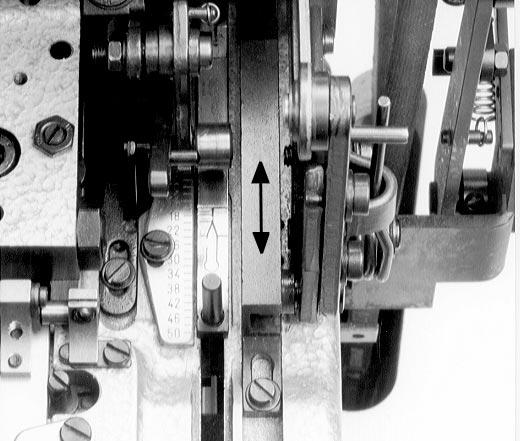
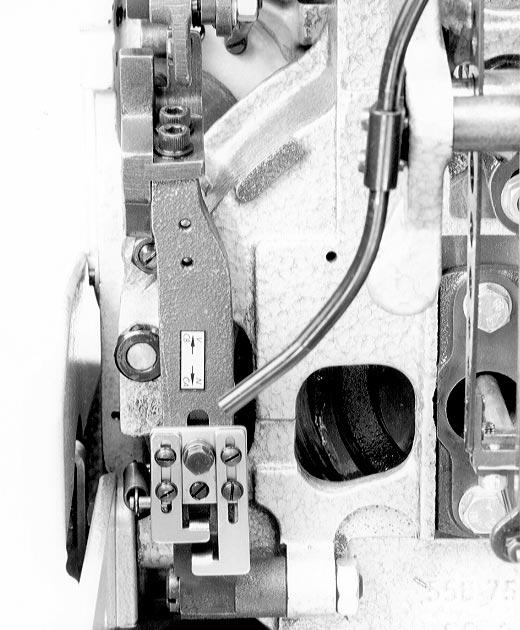
47 2.11 Lunghezza dell asola Attenzione pericolo di ferimento! Estrarre la spina dalla rete d alimentazione. Regolare la lunghezza dell asola solo a macchina disinserita dalla rete d alimentazione. ATTENZIONE IMPORTANTE! La variazione della lunghezza dell asola comporta contemporaneamente una variazione della lunghezza di taglio e di conseguenza il montaggio di un altro blocchetto di taglio (consultare il capitolo 2.12)! Asole senza travetta a coda Nel caso di asole senza travetta a coda la lunghezza dell asola viene determinata tramite la posizione dello scorrevole 3 per la regolazione della lunghezza: Allentare la vite di fissaggio 4. Regolare la lunghezza desiderata dell asola. Per aumentare la lunghezza dell asola = Tirare verso l avanti lo scorrevole 3 per la regolazione della lunghezza Per diminuire la lunghezza dell asola = Spingere verso l indietro lo scorrevole 3 per la regolazione della lunghezza La scala 1 e le linie di riferimento 2 servono a regolare una determinata lunghezza dell asola. Dopo la regolazione bloccare la vite 4. ATTENZIONE IMPORTANTE! Regolare solo sulla lunghezza minima e massima permessa dal gruppo di organi di cucitura che è montato sulla macchina (numero "E"). Sottoclassi e : Nel caso di queste sottoclassi un superamento della lunghezza massima di cucitura viene impedito tramite una battuta. Regolando lo scorrevole per la regolazione della lunghezza sulla lunghezza massima di cucitura curare che il pezzo di battuta giaccia davanti nella fessura di guida. ATTENZIONE IMPORTANTE! La piastrina con la scala, lo scorrevole per la regolazione della lunghezza di cucitura ed il pezzo di battuta sono già stati correttamente regolati in fabbrica. La loro regolazione non dev essere variata. 49

48 Esempio: E407/L2 oppure E2407/L2 50
49 Asole con travette a coda Nel caso di asole con travetta a coda le diverse lunghezze dell asola vengono realizzate montando la corrispondente camma inferiore. Essa determina la forma e la lunghezza della travetta a coda. Per effettuare la sostituzione della camma inferiore consultare il capitolo I numeri d ordine delle diverse camme inferiori sono rilevabili nelle pagine riportanti i numeri dei gruppi d organi di cucitura (numeri "E") delle classi 558 oppure 578. L accorciamento, l allungamento oppure la soppressione completa della travetta a coda avviene come già prima descritto tramite lo spostamento dello scorrevole di regolazione per la lunghezza e tramite il montaggio del corrispondente blocchetto di taglio. ATTENZIONE IMPORTANTE! Non regolare mai la lunghezza della travetta a coda in maniera tale che sia inferiore alla lunghezza minima oppure superiore alla lunghezza massima dell asola. Durante la regolazione della lunghezza delle asole con travetta a coda, alla lunghezza del taglio dev essere aggiunta supplettivamente la lunghezza della travetta a coda. Esempio: 18 mm Lunghezza di taglio + 4 mm Lunghezza della travetta a coda = 22 mm Lunghezza di cucitura Particolarità concernenti la classe : Nel caso di questa sottoclasse la lunghezza dell asola, la lunghezza di taglio e la lunghezza della travetta a coda possono essere variate. A questo scopo possono essere ordinati quattro diversi "Pacchetti di lunghezze di taglio" (L1...L4): L1 per lunghezze di taglio da mm L2 per lunghezze di taglio da mm L3 per lunghezze di taglio da mm L4 per lunghezze di taglio da mm Componenti di un "Pacchetto di lunghezza di taglio" sono: 3 camme di comando inferiori e blocchetti di taglio per cucire asole di 3 differenti lunghezze di taglio Una serie di placche per le pinze corrispondente alle diverse lunghezze Le serie di placche per le pinze si distinguono l una dall altra a causa della diversa lunghezza delle pinze per il materiale e delle forbici per per il taglio corto dei fili. Per assicurare un appinzatura sicura ed un taglio corto dei fili e del cordoncino di rinforzo, la differenza di lunghezza tra le asole che devono essere cucite con un pacchetto di lunghezze di taglio non deve essere superiore a 2 mm. Esempio: 578 E 2407/L2 (gruppo di organi di cucitura E2407 combinato con il pacchetto di lunghezze di taglio L2) Lunghezze di cucitura permesse: minimo 24 mm massimo 26 mm. 51
50 52
51 2.12 Lunghezza di taglio La lunghezza di taglio viene determinata dalla lunghezza del blocchetto di taglio. Essa può essere variata cambiando il blocchetto di taglio. I numeri d ordine del diversi blocchetti di taglio sono rilevabili, a seconda del gruppo di organi di cucitura montati sulla macchina (nr. "E"), nelle pagine riportanti i numeri dei gruppi d organi di cucitura (numeri "E") delle classi 558 oppure 578. Sostituzione del blocchetto di taglio Attenzione pericolo di ferimento! Estrarre la spina dalla rete d alimentazione. Cambiare il blocchetto di taglio ed il coltello solo a macchina disinserita dalla rete d alimentazione. Il blocchetto di taglio 3 ed il coltello 4 sono costruiti in maniera tale da permettere 2 differenti possibilità di posizione di montaggio: Posizione di montaggio sopra (sul braccio di taglio 1) Posizione di montaggio sotto (sotto le placche per le pinze sul corpo ad incudine 6) Per cambiare il blocchetto di taglio: Allentare la vite 2 oppure 8 e levare il blocchetto di taglio oppure il coltello. Montare il nuovo blocchetto di taglio ed il nuovo coltello e bloccare nuovamente le viti 2 oppure 8. Attenzione importante! Inserendo il nuovo blocchetto di taglio curare di spingerlo indietro fino in battuta contro la battuta 5 oppure 7. ATTENZIONE IMPORTANTE! Inserire ed utilizzare il coltello solamente sempre appaiato con il suo corrispettivo blocchetto di taglio. I coltelli per il "taglio prima della cucitura" hanno una dimensione maggiore della forma a goccia rispetto a quella dei coltelli destinati al "taglio dopo la cucitura". Per evitare due diverse impronte del coltello sul blocchetto di taglio si deve sempre utilizzare il coltello solamente sempre appaiato con il suo corrispettivo blocchetto di taglio. Blocchetti di taglio con due diverse impronte di taglio impediscono un taglio netto dell asola e devono essere nuovamente spianati (consultare il capitolo 2.13). 53
52 54
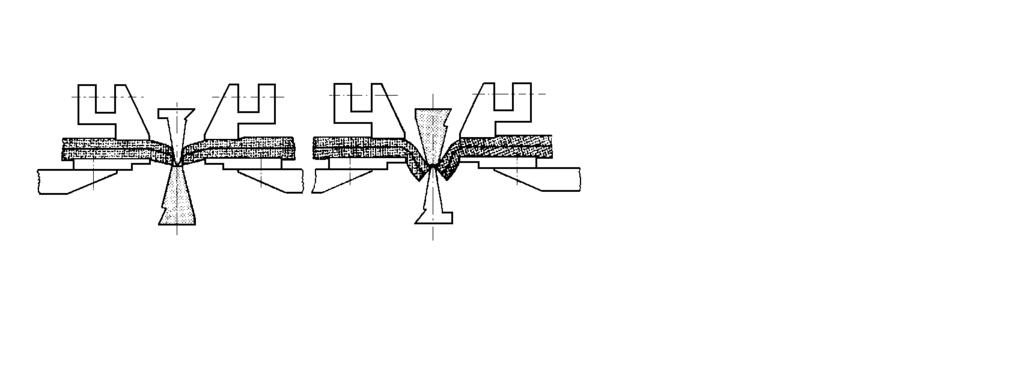
53 Montare il blocchetto di taglio sopra oppure sotto? Il montaggio del blocchetto di taglio 2 oppure del coltello 1 viene eseguito a seconda della sottoclasse e rispettando il loro gruppo di organi di cucitura (numero "E") per il taglio "prima" oppure "dopo" la cucitura: A. In caso di un gruppo di organi di cucitura per il "taglio prima della cucitura": Blocchetto di taglio sotto e coltello sopra Durante il ciclo di taglio il materiale da cucire viene sostenuto dal blocchetto di taglio. In codesta maniera, in caso taglio di materiale pesante, si evita un indesiderata pressione verso il basso dei bordi della fessura tagliata (come potrebbe avvenire utilizzando per codesti materiali la disposizione di montaggio "B"). ATTENZIONE IMPORTANTE! Nel caso di coltelli montati sopra, il tubetto per i ritagli 3, che serve per eliminare i ritagli causati dal taglio, dev essere montato sul braccio di taglio 4. B. In caso di un gruppo di organi di cucitura per il "taglio dopo la cucitura": Blocchetto di taglio sopra e coltello sotto Durante il ciclo di taglio i cordoncini già cuciti della costa dell asola scivolano senza resistenza sui fianchi snelli del coltello. In codesta maniera si evita una deformazione indesiderata dovuta ad una pressione esercitata sui cordoncini della costa dell asola (come potrebbe avvenire utilizzando la disposizione di montaggio "A"). C. In caso di un gruppo di organi di cucitura per il "taglio prima e dopo la cucitura": Blocchetto di taglio sopra e coltello sotto Eccezione: Regolando su "taglio prima della cucitura" ed eseguendo la lavorazione su tessuti pesanti si deve scegliere la disposizione di montaggio inversa (blocchetto di taglio sotto e coltello sopra). In codesta maniera si evita un indesiderata pressione verso il basso dei bordi della fessura tagliata (come potrebbe avvenire utilizzando la disposizione di montaggio "B"). ATTENZIONE IMPORTANTE! Per adattare la macchina da "taglio prima della cucituravor" su "taglio dopo la cucitura" rispettare assolutamente le istruzioni descritte nel capitolo
54 «MDBO» 56
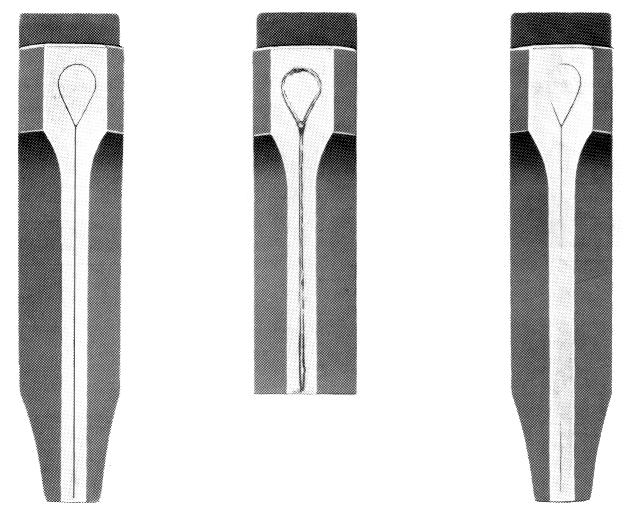
55 2.13 Blocchi di taglio Attenzione pericolo di ferimento! Estrarre la spina dalla rete d alimentazione. Estrarre i blocchetti di taglio solo a macchina disinserita dalla rete d alimentazione. Una spianatura (limatura) del blocchetto di taglio diviene necessaria nei seguenti casi: Quando l impronta di taglio effettuata dal coltello sul blocchetto di taglio è diventata troppo profonda. Se sono state eseguite due diverse impronte di taglio sullo stesso blocchetto di taglio (figura 2). Per spianare il blocchetto di taglio tenere conto del seguente consiglio: Il blocchetto di taglio dev essere limato in maniera tale che l impronta di taglio sia ancora leggerissimamente e perfettamente uniformemente visibile ( figura 1). ATTENZIONE IMPORTANTE! La spianatura del blocchetto di taglio dev essere eseguita con estrema precisione. Utilizzare solo una lima dolce e perfettamente in ordine! L altezza del blocchetto di taglio può venir ridotta dalle spianature fino ad un massimo di 1,5 mm. Per ottenere una distribuzione uniforme della pressione di taglio il blocchetto di taglio deve appoggiare parallelamente sul coltello (vedere lo schizzo). Una pressione di taglio unilaterale, particolarmente nel campo d incisione dell occhiello (goccia), può provocare una rottura del coltello. La figura 1 mostra un blocchetto di taglio perfettamente spianato, la figura 3 mostra invece un blocchetto di taglio spianato male. Dopo aver spianato un blocchetto di taglio, anche tutti gli altri blocchetti di taglio che devono essere utilizzati devono essere ritoccati e portati alla stessa misura in altezza. Solo in codesta maniera dopo un cambio di un blocchetto di taglio si può continuare a lavorare con la stessa pressione di taglio. In caso contrario cambiando il blocchetto di taglio sussiste un pericolo di rottura del coltello! Disturbi durante il ciclo di taglio Dopo un lungo periodo di lavoro il coltello può perdere parzialmente la sua affilatura. La lama è smussata ed il coltello, ad onta che il blocchetto di taglio sia perfettamente spianato, non taglia perfettamente. Montare un nuovo coltello ed inviare il coltello usurato ad un punto di vendita autorizzato della DÜRKOPP ADLER AG per controllare se è possibile una riaffilatura. 57

56 2.14 Pressione di taglio La pressione di taglio viene regolata tramite la vite 1: Per aumentare la pressione di taglio = girare verso destra Per diminuire la pressione di taglio = girare verso sinistra Dopo ogni regolazione della vite 1 la pressione di taglio dev essere controllata. Controllare la pressione di taglio Far girare la macchina manualmente tramite la manovella. La pressione di taglio dev essere regolata in maniera tale che nel momento nel quale avviene il taglio la manovella possa ancora essere girata senza dover esercitare un notevole sforzo! ATTENZIONE IMPORTANTE! Una pressione di taglio troppo elevata causa un inutile usura degli organi di taglio! Nel caso che anche con questa regolazione della pressione di taglio la stoffa non fosse ancora tagliata nettamente: Spianare nuovamente il blocchetto di taglio oppure controllare l affilatura del coltello (a questo scopo consultare il capitolo 2.13). 58

57 2.15 Distendere il tessuto Attenzione pericolo di ferimento! Estrarre la spina dalla rete d alimentazione. Controllare la divaricazione del materiale solo a macchina disinserita dalla rete d alimentazione. Nel caso di regolazione "taglio dopo la cucitura" dopo l arrivo nella posizione di taglio le placche per le pinze vengono leggermente divaricate. In codesta maniera prima del taglio il materiale viene leggermente tensionato. Nel caso di regolazione "taglio prima della cucitura" le placche per le pinze vengono divaricate solo dopo il taglio. La fessura intorno alla quale verrà eseguita l asola viene leggermente aperta. In codesta maniera l ago in discesa può cucire perfettamente entrambi i cordoncini senza penetrare nel materiale del bordo tagliato. Normalmente è sufficiente una divaricazione del materiale di 1,5 mm. Estrarre le placche per le pinze (consultare il capitolo 2.1). Allentare le viti 1 e 3 e regolare la battute 2 e 4. Per aumentare la divaricazione = Spostare le battute verso l interno Per diminuire la divaricazione = Spostare le battute verso l esterno ATTENZIONE IMPORTANTE! Per fare sì che entrambi i cordoncini assumano la stessa larghezza curare che la battuta sinistra e la battuta destra vengano spostate uniformemente. Dopo la regolazione bloccare nuovamente le viti 1 e 3. Se la larghezza dei cordoncini non fosse uguale correggere di conseguenza la divaricazione. 59
58 60
59 2.16 Densità del punto Attenzione pericolo di ferimento! Estrarre la spina dalla rete d alimentazione. Regolare la densità del punto solo a macchina disinserita dalla rete d alimentazione. Densità del punto su tutta la lunghezza dell asola La densità del punto è regolabile da 0,9 fino a 2 mm. Essa è dipendente dalla robustezza richiesta, dall aspetto che deve assumere l asola e dal titolo dei filati utilizzati. Allentare la vite 2. Spostare la leva di trasporto 1. Spostando in direzione A = La densità del punto aumenta Spostando in direzione B = La densità del punto diminuisce Bloccare nuovamente la vite 2. Variare la densità del punto nella goccia (occhiello) dell asola Codesta regolazione non influisce sulla densità del punto d entrambi i cordoncini dell asola. Rimpicciolire la densità del punto nella goccia (occhiello) dell asola: Allentare la vite 4. Regolare spostando lo scorrevole di regolazione della lunghezza del punto 5 in direzione della freccia. Bloccare nuovamente la vite 4. Aumentare la densità del punto nella goccia (occhiello) dell asola: Allentare la vite 4. Sostituire l attuale scorrevole di regolazione della lunghezza del punto 5 con lo scorrevole di regolazione della lunghezza del punto 3 che si trova negli accessori. Bloccare nuovamente la vite 4. 61
60 62
61 2.17 Larghezza della cucitura (larghezza dell asola) Attenzione pericolo di ferimento! Estrarre la spina dalla rete d alimentazione. Regolare la larghezza di cucitura solo a macchina disinserita dalla rete d alimentazione. Nel caso di regolazione su "taglio dopo la cucitura" la larghezza dell asola risulta da: Larghezza dell asola = Spazio di taglio + 2 x larghezza di cucitura Regolazione della larghezza di cucitura Allentare la vite a farfalla 2. Spostare il tirante 3. Spostando in direzione A = Cucitura più larga Spostando in direzione B = Cucitura più stretta Bloccare nuovamente la vite a farfalla 2. Regolazione in caso di cucitura con cordoncino di rinforzo Scegliere la larghezza di cucitura in maniera tale che il cordoncino di rinforzo non venga preso dalla punta dell ago ma però venga appena sfiorato lateralmente dall ago e ricoperto dal filo. Maggiore e minore larghezza di cucitura permessa La maggiore e minore lunghezza di cucitura permessa a seconda del gruppo di organi di cucitura utilizzati (numero "E") viene regolata tramite la battuta di limitazione fissata tramite la vite 1. ATTENZIONE IMPORTANTE! Non allentare mai la vite 1. In caso contrario sussiste il pericolo di rottura dei seguenti componenti: Ago, pinze per il materiale, crochet, divaricatore del filo e placca ago! Se la macchina dev essere trasformata per l utilizzazione di un altro gruppo di organi di cucitura (numero "E"), le larghezze di cucitura permesse devono essere rilevate dalla tabella riportata nel capitolo 1.4. I lavori di trasformazione devono essere eseguiti seguendo le istruzioni contenute nel libretto d istruzione per il servizio. 63
62 64
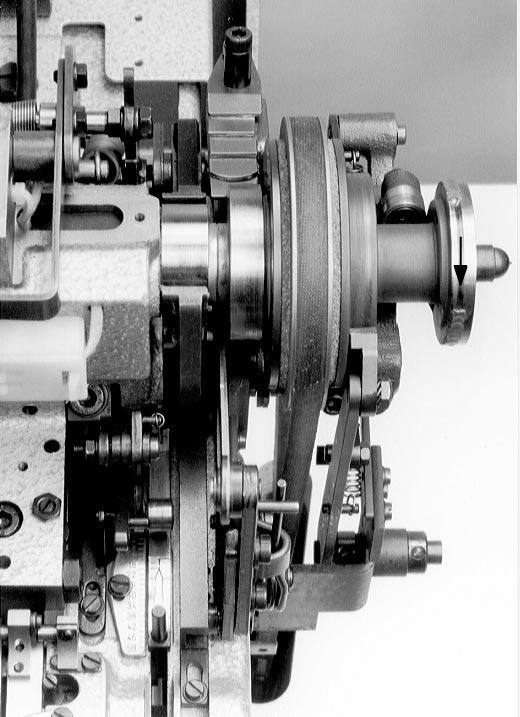
63 2.18 Forma dell asola La forma dell asola viene determinata tramite le camme di comando intercambiabili 1 e 2: La camma di comando superiore 1 determina la forma della goccia (occhiello). In caso d asole con la travetta a coda la camma di comando inferiore 2 determina la forma della travetta a coda e la lunghezza totale dell asola. I diversi dischi delle camme di comando, i blocchetti di taglio ed i coltelli sono rilevabili nelle pagine riportanti i gruppi di organi di cucitura (numeri "E") della classe 558 oppure 578. Sostituzione dei dischi delle camme di comando Portare la macchina nella sua posizione finale (consultare il capitolo 2.3). Nella posizione finale il perno a rollino 4 viene mantenuto nella sua posizione dalla sottostante camma a disco 3. I dischi delle camme di comando possono ora essere estratti senza difficoltà. Estrarre i dischi delle camme di comando e sostituirli. Dopo la sostituzione dei dischi delle camme di comando controllare assolutamente i seguenti punti: 1. Il coltello giusto ed il blocchetto di taglio corrispondente alla lunghezza di taglio giusta sono già stati montati? Se è il caso sostituire il coltello ed il blocchetto di taglio (consultare il capitolo 2.12). 2. E già stata regolata la lunghezza giusta dell asola rispettando quanto descritto nel capitolo 2.11? Se è il caso regolare la lunghezza giusta dell asola sullo scorrevole di regolazione della lunghezza (consultare il capitolo 2.11). 3. Cambiando il coltello è stato montato veramente il blocchetto di taglio che è appartenente ed appaiato con il coltello che è stato montato? ATTENZIONE IMPORTANTE! Cambiando su un altra forma di coltello montare assolutamente il blocchetto di taglio corrispondente al coltello utilizzato! Utilizzando un blocchetto di taglio errato, sul blocchetto vengono prodotte dal coltello due differenti impronte. Come conseguenza ciò comporta un taglio non netto della fessura dell asola. In questo caso il blocchetto di taglio dev essere nuovamente spianato (consultare il capitolo 2.13). 65
64 66
65 2.19 Cambiare su taglio prima della cucitura oppure su taglio dopo la cucitura Attenzione pericolo di ferimento! Estrarre la spina dalla rete d alimentazione. Il cambiamento su "taglio prima" oppure "su taglio dopo la cucitura dev essere effettuato solo a macchina disinserita dalla rete d alimentazione. Il cambiamento su "taglio prima" oppure "su taglio dopo la cucitura è possibile solo nel caso di sottoclassi dotate dell appropriato gruppo di organi di cucitura (numero "E"), a questo scopo consultare la tabella degli organi di cucitura riportata nel capitolo 1.4. Tutti i componenti della macchina che devono essere regolati sono contraddistinti tramite la seguente etichetta adesiva bilingue che ha il seguente significato: Regolando in direzione della freccia = taglio prima della cucitura Regolando in direzione = taglio dopo la cucitura della freccia Osservazione: CA e CB sono le abbreviazioni delle seguenti espressioni inglesi: CA = Cut after (taglio dopo) CB = Cut before (taglio prima) Cambiamento su "taglio prima" oppure "su taglio dopo la cucitura Le regolazioni per il "taglio prima" ed il "taglio dopo la cucitura" vengono rispettivamente limitate tramite due battute. ATTENZIONE IMPORTANTE! Le battute sono già regolate e non devono essere spostate! 1. Momento del taglio Allentare la vite 2. Spostare il pezzo di disinnesto 1 nella corrispondente direzione della freccia. Per poter regolare con maggiore facilità il pezzo di disinnesto premere verso l interno la ruota per la corsa rapida. Bloccare nuovamente la vite 2. 67
66 68
67 2. Momento di chiusura e d apertura delle pinze Ribaltare verso l alto la testa della macchina. Allentare la vite 2. Spostare fino in battuta e nella corrispondente direzione della freccia la leva 1 per la chiusura delle pinze. Bloccare nuovamente la vite Con oppure senza spazio di taglio tra i cordoncini della cucitura Allentare la vite 5. Spostare la leva 4 verso l alto oppure verso il basso fino in battuta e nella corrispondente direzione della freccia. Attenzione importante! La quantità per la quale la leva dev essere spostata è molto piccola. Bloccare nuovamente la vite Coltello e blocchetto di taglio Spostare fino in battuta e nella corrispondente direzione della freccia il coltello 4. Il montaggio del coltello in alto oppure in basso avverrà seguendo le istruzioni contenute nel capitolo Montare il blocchetto di taglio 3 appartenente al coltello utilizzato e spostarlo fino in battuta verso l indietro (consultare il capitolo 2.12). ATTENZIONE IMPORTANTE! Montare solo i blocchetti di taglio effettivamente accoppiati con il coltello che viene utilizzato! Utilizzando un blocchetto di taglio errato si provocano due differenti impronte di taglio sul blocchetto, ciò provoca un taglio non netto della fessura dell asola. 5. Sostituzione della camma superiore di comando (consultare il capitolo 2.19) Portare la macchina nella sua posizione finale (consultare il capitolo 2.3). Nella posizione finale il perno a rollino viene mantenuto nella sua posizione dalla sottostante camma a disco. Il disco della camma di comando può ora essere estratto senza difficoltà. Estrarre il disco della camma di comando e sostituirlo. 69
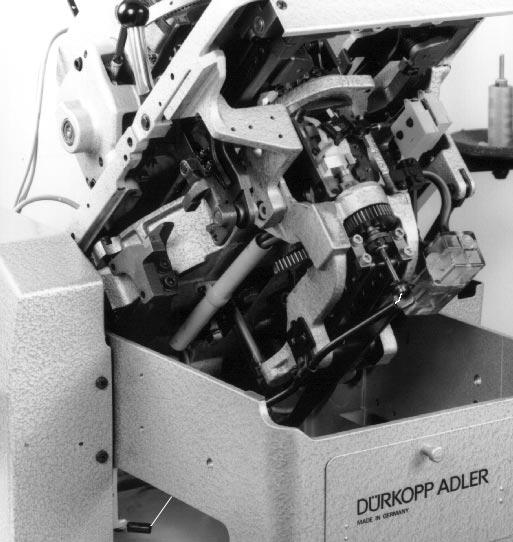
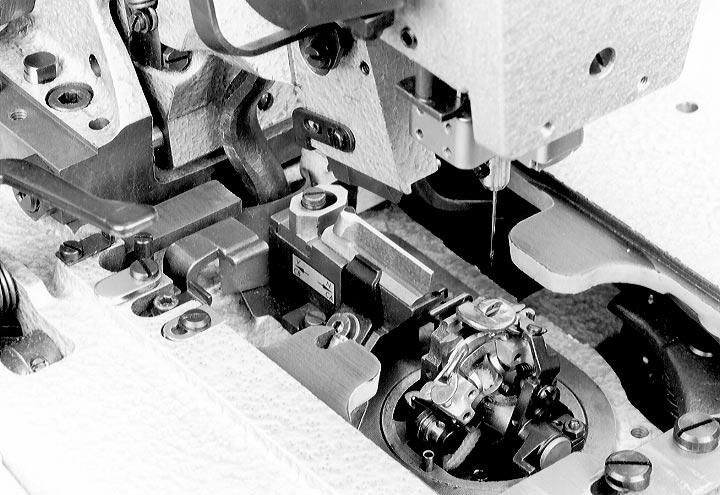
68 3. Manutenzione Attenzione pericolo di ferimento! Estrarre la spina dalla rete d alimentazione. Eseguire la manutenzione della macchina solo a macchina disinserita dalla rete d alimentazione. 3.1 Pulizia Una macchina mantenuta pulita evita delle avarie! Pulizia giornaliera: Pulire eliminando la polvere provocata dalla lavorazione, i resti di filo ed i residui di taglio dal campo di lavoro situato sotto le placche per le pinze ed in particolare dallo spazio intorno alla torretta di supporto del crochet 1. ATTENZIONE IMPORTANTE! Si deve impedire che residui di sporcizia e di taglio possano penetrare verso l indietro all interno dell involucro della camma di comando principale. Se è disponibile una rete od un sistema a vuoto spinto è consigliabile utilizzare l aspirazione per effettuare la pulizia. Estrarre le placche per le pinze (consultare il capitolo 2.1) ed eliminare i residui di taglio. Ribaltare verso l alto la testa della macchina ed eliminare i residui di taglio dallo zoccolo della macchina. 70

69 3.2 Lubrificazione Per effettuare la lubrificazione della macchina utilizzare esclusivamente l olio lubrificante ESSO SP-NK 10. L olio ESSO SP-NK 10 può essere acquistato presso i punti di vendita autorizzati della DÜRKOPP ADLER AG. Controllare la riserva d olio nei serbatoi per l olio La lubrificazione di tutti i pezzi in movimento situati sul braccio della macchina e sulla torretta di supporto del crochet avviene tramite un sistema di lubrificazione centralizzata a stoppini alimentata tramite i serbatoi 1 e 2. Se è necessario rifornire i serbatoi con olio attraverso il tappo di rifornimento fino a raggiungere la linea di riferimento "max.". Lubrificazione settimanale dell asolatrice automatica I punti segnati sulle piastre di supporto del materiale e sui carter delle camme di comando devono essere lubrificati settimanalmente con alcune gocce d olio. I punti da lubrificare sono rappresentati nelle figure riportate nelle seguenti pagine. 71
70 3.3 Punti di lubrificazione * * * * * * * * * * * 72

71 * * * * * * * * * * * * * 73

72 * * * * * * * 74
73 * * 75
74 4. Eliminazione di anomalie di funzionamento Anomalia Rimedio 1. La macchina non s avvia oppure marcia a strappi. a) La cinghia trapezioidale dal motore verso la ruota a corsa rapida oppure verso il volantino non è tesa correttamente. b) La macchina al momento dell avvio è situata prima della posizione di taglio. Tendere la cinghia seguendo le istruzioni per il montaggio della classe 558. Ad interruttore principale disinserito e con la barra ago nella sua posizione alta, tramite la manovella portare manualmente la macchina nella sua posizione finale. Diminuire la pressione di taglio seguendo le istruzioni del capitolo La leva per la chiusura delle pinze non può essere chiusa oppure aperta«la piastra di supporto per il materiale non si trova nella sua posizione finale. Tramite la manovella portare manualmente la piastra di supporto per il materiale nella sua posizione finale. Se codesta anomalia si ripete lasciar correggere nuovamente il punto di disinnesto da uno specialista (consultare le istruzioni per il servizio per la classe 558). Nel caso di cambiamento su taglio prima oppure su taglio dopo della cucitura spostare sempre il pezzo di disinnesto nella posizione di battuta corrispondente al tipo d azionamento scelto. 3. La pressione per le pinze per il materiale è troppo grande oppure troppo piccola. Regolare nuovamente la pressione per le pinze per il materiale (consultare il capitolo 2.17). 4. La fessura per l asola non viene tagliata in modo netto. a) Il blocchetto di taglio è già stato intagliato troppo profondamente dal coltello. b) La lama del coltello è senza filo oppure rovinata. c) L orificio del coltello per la fuoriuscita dei ritagli è intasato da resti di materiale. d) La pressione di taglio non è regolata in maniera esatta. e) Non è stato montato il blocchetto di taglio che appartiene ed è appaiato al coltello. Spianare il blocchetto di taglio (consultare il capitolo 2.13) e regolare nuovamente la pressione di taglio (consultare il capitolo 2.14). Montare un nuovo coltello ed inviare il coltello usurato ad un rivenditore autorizzato della DÜRKOPP ADLER AG per controllare se può essere riaffilato. Estrarre il coltello dal suo supporto e pulire l orificio di fuoriuscita dei ritagli e contemporaneamente pulire il supporto del coltello oppure il supporto di taglio. Regolare nuovamente la pressione di taglio (consultare il capitolo 2.14). Montare sempre il blocchetto di taglio che appartiene ed è appaiato al coltello che viene utilizzato! 76
75 Anomalia Rimedio 5. Lunghezze del punto oppure posizioni del punto irregolari. a) La cinghia trapezioidale di trasmissione non è tesa in maniera corretta. b) Il cordoncino di rinforzo è troppo tensionato, è appinzato oppure non scorre bene attraverso il foro per il cordoncino di rinforzo della placca ago. 6. Salto dei punti a) L ago è spuntato, piegato oppure montato male. b) Il filo superiore oppure il filo inferiore non sono infilati correttamente. c) La tensione del filo è troppo tirata. d) Il filo si svolge male dalla spola di filato. e) La regolazione del crochet oppure del divaricatore del filo si è spostata. f) Il materiale da cucire non viene tenuto ben fermo oppure divaricato dalle pinze. 7. Punti allentati. a) Le tensioni dei fili non sono regolate correttamente. b) Il filo superiore oppure il filo inferiore non è infilato correttamente. Tendere la cinghia trapezioidale seguendo le istruzioni per il montaggio della classe 558. Utilizzare un cordoncino di rinforzo più fine oppure montare una placca ago con un foro per il cordoncino di rinforzo più grande. In caso di cordoncini di rinforzo rigidi oppure difficilmente guidabili utilizzare un portarocchetto montato sul piano di lavoro (ordinabile supplettivamente sotto il numero d ordine ). Inserire un ago nuovo (consultare il capitolo 2.4). Controllare il percorso d infilatura del filo superiore ed inferiore (consultare il capitolo 2.5 e 2.7). Regolare nuovamente la tensione del filo (consultare il capitolo 2.8). Consultare il capitolo 2.7. La riregolazione dev essere effettuata solo da uno specialista! Divaricazione del materiale da cucire (consultare il capitolo 2.17) e controllare la pressione delle pinze superiori per il materiale. Regolare correttamente le tensioni dei fili (consultare il capitolo 2.8). Controllare il percorso d infilatura del filo superiore ed inferiore (consultare il capitolo 2.5 e 2.7). 77
76 Anomalia Rimedio 8. Rottura del filo. a) Il filo superiore oppure il filo inferiore non sono infilati correttamente. b) L ago è tagliente, piegato oppure montato male. c) Il filato utilizzato non è adatto allo scopo (superficie irregolare e con nodi, duro oppure troppo spesso). d) Le tensioni dei fili sono troppo tirate. e) La placca ago, il crochet oppure il divaricatore del filo sono danneggiati. Controllare il percorso d infilatura del filo superiore ed inferiore (consultare il capitolo 2.5 e 2.7). Inserire un ago nuovo (consultare il capitolo 2.4). Utilizzare un altro filato. Consultare la tabella dei filati consigliati riportata nel capitolo 2.6. Regolare nuovamente le tensioni dei fili. (consultare il capitolo 2.8) Sostituire i particolari danneggiati con dei pezzi nuovi oppure farli riassettare da uno specialista. 9. Rottura dell ago. a) La finezza dell ago non è adatta per il materiale oppure per il filato utilizzato. b) L ago entra in collisione con le pinze per il materiale. 10. Inizio insicuro della cucitura oppure sfilatura del filo superiore. a) La tensione residua del filo superiore è troppo elevata. Perciò la quantità di filo necessaria per iniziare sicuramente la prossima cucitura è troppo ridotta. b) L appinzafilo montato sulla tensione superiore non mantiene pinzato il filo superiore nella posizione finale dell unità di cucitura. Utilizzare la finezza dell ago secondo quanto indicato nel capitolo 2.6 oppure secondo il gruppo di organi di cucitura utilizzato (numero "E"). La larghezza massima dell asola riportata nella tabella di pagina 8 a seconda del gruppo d organi di cucitura utilizzato (numero "E") non dev essere mai superata. Una nuova regolazione dev essere effettuata da personale d assistenza specializzato e seguendo le istruzioni del manuale d istruzione per il servizio della classe 558. Regolare nuovamente la tensione residua per il filo superiore (consultare il capitolo 2.8). Regolare nuovamente l appinzafilo secondo le istruzioni riportate nel manuale d istruzione per il servizio della classe
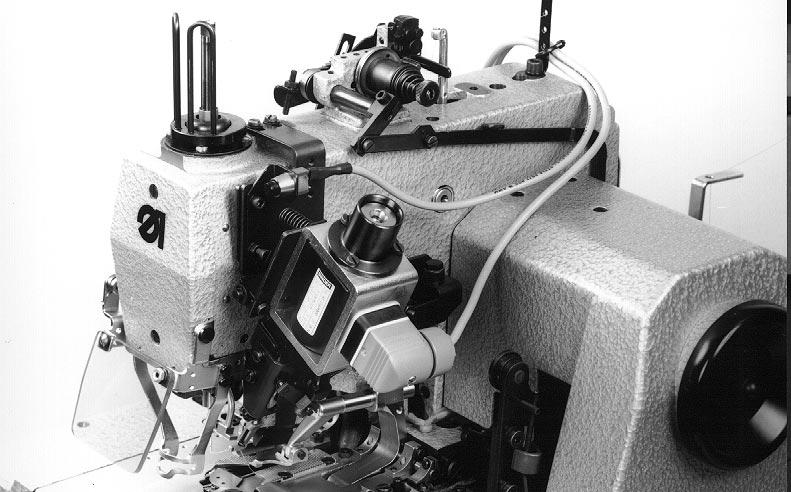
77 5. Dotazione supplementare dispositivo appinzafilo elettromagnetico per il filo superiore 5.1 Informazioni generali La sottoclasse è dotata di serie con il dispositivo appinzafilo elettromagnetico per il filo superiore. A richiesta tutte le altre sottoclassi possono essere equipaggiate sia già all atto della fabbricazione in fabbrica oppure a posteriori con codesto appinzatore. Descrizione del funzionamento L appinzafilo elettromagnetico per il filo superiore aggancia il filo superiore immediatamente dopo il ciclo del rasafilo e lo mantiene appinzato. All inizio della cucitura della prossima asola, il filo superiore viene guidato nella cucitura del cordoncino destro. Ciò garantisce: Un sicuro inizio della cucitura anche nel caso di tessuti leggeri e radi. Punti iniziali ben chiusi e tensionati. La ripulitura della parte inferiore della cucitura dell asola viene eliminata poichè il filo iniziale viene ricoperto dalla cucitura. Per dotare la macchina a posteriori con codesto equipaggiamento sono necessari i seguenti gruppi di pezzi: Montaggio a posteriori: Numero d ordine del gruppo di particolari Montaggio supplettivo eseguito in fabbrica: Numero d ordine del gruppo di particolari ATTENZIONE! Per dotare la macchina con l appinzafilo per il filo superiore, a seconda della sottoclasse si deve tener conto dei seguenti punti: La massima lunghezza di cucitura utilizzando l appinzafilo corrisponde a 32 mm. Per poter eseguire delle lunghezze di cucitura superiori a 32 mm l appinzafilo dev essere disinserito (consultare il capitolo 2.2) La massima lunghezza di cucitura utilizzando l appinzafilo corrisponde a 42 mm. Per poter eseguire delle lunghezze di cucitura superiori a 42 mm l appinzafilo dev essere disinserito. 79

78 b
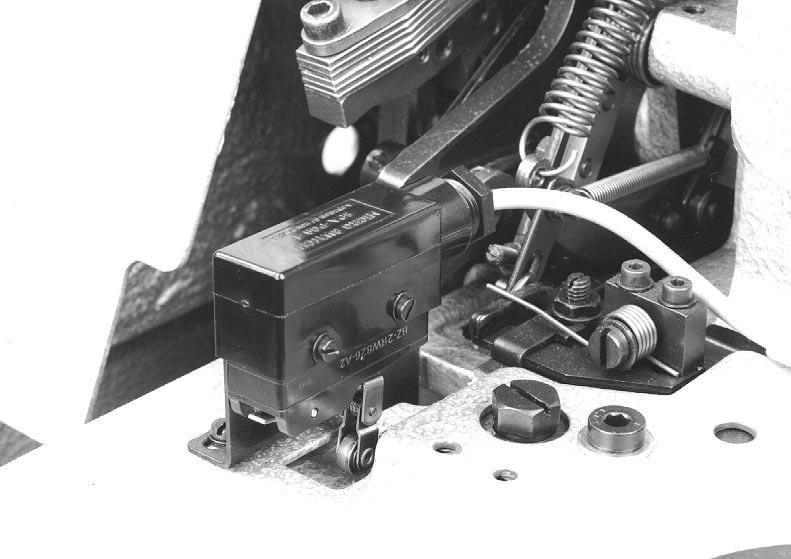
79 5.2 Collegamento elettrico ATTENZIONE IMPORTANTE Tutti i lavori sull equipaggiamento elettrico del dispositivo appinzafilo per il filo superiore devono essere effettuati da elettricisti specializzati ed appositamente addestrati allo scopo. Prima d iniziare ogni lavoro sull equipaggiamento elettrico si deve estrarre la spina dalla rete d alimentazione dell unità di cucitura. Il trasformatore montato nel pannello di comando del dispositivo appinzafilo per il filo superiore è dotato di connessioni di collegamento per le seguenti tensioni della rete d alimentazione: 1 ~ 200 V 1 ~ 220 V 1 ~ 380 V 1 ~ 415 V Di fabbrica il trasformatore è collegato su 1 ~ 380 V. In caso di altre tensioni della rete d alimentazione il primario del trasformatore dev essere collegato sulle connessioni di collegamento corrispondenti alla tensione d alimentazione utilizzata. 5.3 Ciclo funzionale Dopo l accensione della macchina il pezzo di scatto fissato sulla piastra di supporto del materiale aziona l interruttore b3. Il dispositivo appinzafilo 1 discende sul materiale con il filo superiore 2 mantenuto pinzato. A seconda della lunghezza impostata dell asola il meccanismo di cucitura viene innestato e la cucitura inizia con il cordoncino destro. Lo spezzone finale del filo superiore che è stato messo in posizione dal dispositivo appinzafilo viene ricoperto dalla cucitura e così cucito dentro il cordoncino. Appena prima di raggiungere la goccia dell asola l interruttore b3 non viene più azionato dal pezzo di scatto. Il dispositivo appinzafilo 1 ritorna ora nella sua posizione superiore. Durante la cucitura della goccia dell asola il segmento dentato superiore 5 con la squadretta di battuta 4 abbandona la sua posizione esterna destra. Il dispositivo appinzafilo montato su un supporto oscillante cambia dalla posizione d inserimento del filo nel cordoncino nella posizione di presa del filo, vale a dire dal cordoncino destro al cordoncino sinistro dell asola. Alla fine del cordoncino sinistro dell asola il meccanismo di cucitura s arresta e l ago posiziona nella sua posizione alta. Il filo superiore viene tagliato. (La descrizione continua nella prossima pagina) 81

80 6 b
81 Il saltarello di commutazione 6 collegato con lo scorrevole per la regolazione della lunghezza dell asola aziona l interruttore b2. Il dispositivo appinzafilo s abbassa. A causa dello scorrimento della leva d apertura 8 sull elemento d apertura 7 il dispositivo appinzafilo viene aperto. Tramite la piastrina scanalata e sagomata 3 il dispositivo appinzafilo viene portato davanti all ago per effettuare la presa del filo. Continuando nella sua discesa la leva d apertura 8 cade dall elemento d apertura 7. Il dispositivo appinzafilo si chiude. Dopo che il saltarello di commutazione 6 ha superato l interruttore b2, il dispositivo appinzafilo con il filo pinzato ritorna nella sua posizione superiore. Durante codesto movimento la leva d apertura 8 scorre dietro l elemento d apertura 7 senza essere ulteriormente azionata. 83

82 1 b4 84 b1 b5
83 5.4 Dispositivi di sicurezza all inserimento Interruttore b4 Quando le pinze per il materiale sono aperte la macchina può essere inserita solo quando è nella sua posizione finale. Per garantire codesta sicurezza il saltarello di commutazione 1 aziona l interruttore b4. Interruttore b1 In tutte le altre posizioni della macchina, quando sono contemporaneamente aperte le pinze per il materiale, l inserimento e quindi anche il funzionamento del dispositivo appinzafilo è bloccato tramite l interruttore b1. L interruttore di sicurezza b1 viene escluso a ponte dall azionamento dell interruttore b4. A pinze aperte la macchina può essere solo avviata dalla sua posizione finale. Esempio: Il ciclo di cucitura viene interrotto tramite la leva di commutazione manuale. Al momento della susseguente apertura delle pinze per il materiale l interruttore b1 viene aperto. La protezione all innesto montata nel comando del dispositivo appinzafilo disinnesta il motore. Per rimettere in funzione la macchina: Tirare verso l avanti la leva di commutazione manuale (consultare il capitolo 2.2). Girare il volantino fino al suo bloccaggio. L ago si trova ora nella sua posizione superiore. Estrarre il materiale dalla macchina. Chiudere le pinze per il materiale. Portare la leva di commutazione manuale in posizione "I". Inserire il motore azionando il pulsante b5. La macchina si sposta indietro nella sua posizione finale. Esclusione del funzionamento del dispositivo appinzafilo per il filo superiore Il funzionamento del dispositivo appinzafilo per il filo superiore viene escluso estraendo la spina dall elettromagnete. ATTENZIONE IMPORTANTE! Non escludere il funzionamento del dispositivo appinzafilo per il filo superiore estraendo la spina dal pannello di comando del dispositivo appinzafilo. In questo caso la tensione d alimentazione del motore della macchina viene interrotta. 85


84
85 5.5 Regolazione Attenzione pericolo di ferimento! Estrarre la spina dalla rete d alimentazione. Eseguire i lavori di regolazione solo a macchina disinserita dalla rete Corsa dell elettromagnete La corsa dell elettromagnete deve corrispondere a 20 mm. La distanza viene misurata tra il bordo superiore del bussolotto di protezione ed il bordo superiore dell ancora in entrambi le posizioni di commutazione (magnete inserito oppure disinserito). La differenza tra le misure deve corrispondere a 20 mm. Allentare il controdado 6. A seconda dei risultati della misura, avvitare oppure svitare l ancora 3. Bloccare nuovamente il controdado Posizione di base del dispositivo appinzafilo per il filo superiore Il bordo anteriore 5 del magnete dev essere allineato con la superficie frontale 2 del braccio della macchina. Allentare le viti 1 e 12. Orientare il magnete. Bloccare nuovamente le viti 1 e 12. La leva d apertura 13 ed il pezzo di guida 11 devono essere paralleli l uno rispetto all altro. Allentare la vite di fissaggio 9. Rotare la leva d apertura 13 con il dispositivo appinzafilo 10 ed orientarla in maniera tale che sia parallela rispetto al pezzo di guida 11. Bloccare nuovamente la vite di fissaggio 9. Per garantire che l appinzafilo 10 si possa chiudere con sicurezza tra la parte inferiore 14 della leva d apertura e l aletta mobile 15 deve sussistere un leggero gioco. Portare la macchina nella sua posizione finale (consultare il capitolo 2.2.3). La vite di battuta 7 dev essere svitata in maniera tale che tirando la leva d apertura prima dell azionamento dell aletta mobile 15 tra il tirante 8 e la vite di battuta 7 sussista ancora una distanza di ca. 0,3 mm. 87


86
87 5.5.3 Movimento di discesa Posizione dell elemento d apertura Dopo la chiusura della pinza per il filo 1 la leva d apertura 3 deve poter scorrere liberamente dietro all elemento d apertura 2. Durante codesto movimento la pinza per il filo 1 deve rimanere chiusa. Controllare la libertà del movimento della leva d apertura 3. Se fosse necessario regolare l elemento d apertura 2 tramite la vite 9. Posizione di posizionamento del filo Cucendo il cordoncino destro dell asola e contemporaneamente azionando manualmente il magnete lo spezzone finale del filo dev essere posizionato in maniera tale che possa essere ricoperto dalla cucitura. Regolare corrispondentemente la posizione di posizionamento del filo tramite la vite di regolazione 8. Posizione in altezza del dispositivo appinzafilo La distanza tra la pinza per il filo abbassata ed il materiale deve corrispondere a 3-4 mm. Questa regolazione è valida per materiale mediopesante. In caso di materiale più pesante oppure più leggero può essere necessaria una correzione della regolazione. Allentare le viti di fissaggio 6 e 7. Regolare la posizione in altezza della pinza per il filo. Bloccare nuovamente le viti di fissaggio 6 e 7. Controllare nuovamente la posizione di posizionamento del filo e se è necessario correggerla. Elemento d apertura La distanza tra la parte posteriore dell elemento d apertura 2 e la leva d apertura 3 deve corrispondere a ca. 0,5 mm. Regolare di conseguenza la distanza agendo sulla vite di regolazione 8. Movimento d oscillazione La pinza per il filo 1 poco prima d aver raggiunto la sua posizione più bassa tramite la piastrina di guida 5 viene oscillata davanti e nell immediata vicinanza dell ago. In codesta posizione la distanza tra la pinza per il filo 1 e l ago deve corrispondere a ca. 3 mm. Allentare le viti di fissaggio 4. A seconda della necessità regolare verso l alto oppure verso il basso la piastrina di guida 5. Bloccare nuovamente le viti di fissaggio 4. 89


88
89 5.5.4 Movimento di presa del filo Portare la pinza per il filo in posizione di presa del filo Dopo la cucitura del cordoncino sinistro dell asola, la pinza per il filo 3 dev essere orientata nella posizione esatta per poter agganciare con sicurezza il filo superiore. Girare il volantino fino a quando viene terminata la cucitura del cordoncino sinistro dell asola ed il volantino viene bloccato. Tramite la manovella fare avanzare per ca. 14 mm la piastra di supporto del materiale. A questo scopo misurare la distanza tra il supporto 2 ed il braccio della macchina 1. Se la distanza misurata è per esempio pari a 21,5 mm, sottraendo i 14 mm si ottiene una distanza da regolare pari a 7,5 mm. Rotando la manovella portare il supporto 2 contro il braccio della macchina 1. Larghezza d apertura Se nella posizione di presa del filo il magnete viene azionato manualmente, la leva d apertura 9 deve scorrere sulla parte anteriore dell elemento d apertura 7 ed aprire la pinza per il filo 3. La larghezza d apertura della pinza per il filo deve in questo momento corrispondere a 3-3,5 mm. Rotando la vite di regolazione 6 regolare in maniera che, a seconda della necessità, l elemento d apertura 7 si trovi più o meno accentuatamente nel percorso della leva d apertura 9. Posizione della pinza per il filo Quando la pinza per il filo 3 si trova nella sua posizione bassa ed è aperta, il filo superiore che deve essere preso dev essere situato nella mezzeria dell apertura della pinza. Regolare la pinza per il filo rotando la vite di regolazione 5. Attenzione: la vite 5 nella figura è nascosta dalla leva. Momento di chiusura della pinza per il filo Il momento di chiusura della pinza per il filo 3 deve avvenire solo poco prima che il dispositivo appinzafilo raggiunga la sua posizione più bassa. Alla fine del movimento d oscillazione in direzione dell ago del dispositivo appinzafilo, il perno 8 deve aver superato durante il suo movimento il filo superiore per ca. 2 mm. Il momento della chiusura viene determinato dall elemento d apertura 7. Allentare le viti 4. Regolare l elemento d apertura 7. Elemento d apertura verso l alto = chiusura anticipata Elemento d apertura verso il basso = chiusura ritardata Bloccare nuovamente le viti 4. Controllare il momento di chiusura facendo scendere lentamente manualmente il magnete. 91
90 5.5.5 Interruttori per il comando del dispositivo appinzafilo per il filo superiore b1 1 b4 ATTENZIONE IMPORTANTE! Prima d effettuare il collaudo della macchina, controllare che tutti gli interruttori della macchina siano regolati come descritto qui a seguito. Interruttore b4 Qundo l interruttore b4 viene azionato l interruttore b1 viene escluso a ponte. La macchina può essere avviata a pinze per il materiale aperte solo partendo dalla sua posizione finale. Nella posizione finale il pezzo d azionamento 1 deve azionare l interruttore b4 e mantenerlo azionato. Portare la macchina nella sua posizione finale (consultare il capitolo 2.3). La posizione finale è raggiunta quando le pinze per il materiale si aprono automaticamente. Regolare il pezzo d azionamento 1 situato sotto la piastra per il materiale e l interruttore b4 situato sul carter della camma di comando in maniera tale da ottenere la situazione desiderata. 92
91 «MDBO» 1 b Interruttore b3 Dopo la cucitura dello spezzone finale del filo superiore nel cordoncino destro dell asola, l interuttore b3 determina il momento iniziale del movimento di sollevamento del dispositivo appinzafilo. Lo spezzone finale del filo superiore dev essere mantenuto pinzato il più a lungo possibile. Durante codesta operazione il rollino di commutazione 2 dev essere sceso dal pezzo d azionamento 3 prima che il pezzo di pinzaggio 4 del dispositivo appinzafilo venga a toccare il braccetto per le pinze 5. Ciò corrisponde all incirca ad una posizione della macchina situata poco prima dell inizio dell esecuzione della goccia (occhiello) dell asola. Allentare la vite 1. Regolare l interruttore b3. Bloccare nuovamente la vite 1. 93


92 «MDBO» b1 b2 1 2 Interruttore b2 Dopo il taglio del filo superiore, l interruttore b2 che viene azionato tramite il saltarello di commutazione 1 determina il momento della discesa del dispositivo appinzafilo. Il saltarello di commutazione 1 è collegato con lo scorrevole per la regolazione della lunghezza. In codesta maniera, regolando la macchina su un altra lunghezza di cucitura dell asola, il punto di commutazione dell interruttore è automaticamente autoregolato con esattezza. Poco prima della fine della cucitura del cordoncino sinistro dell asola girare il volantino fino a quando esso viene bloccato. Il gruppo di comando degli organi di cucitura si disinnesta. Tramite la manovella girare manualmente in maniera tale che la piastra di supporto del materiale esegua ancora un percorso di ca. 6 mm. In codesto momento l interruttore b2 deve essere azionato dal saltarello 1. Il dispositivo appinzafilo si abbassa. Orientare l interruttore b2. Se fosse il caso, dopo un ciclo di prova, ricorreggere il momento d azionamento dell interruttore. Il filo superiore dev essere appinzato dopo che ha superato per ca. 2 mm il perno 2. 94

93 1 b1 Interruttore b1 L interruttore di sicurezza b1 è montato direttamente sotto il telaio 1 di supporto delle pinze. Esso ha il compito d impedire che la macchina possa essere inserita se le pinze per il materiale sono aperte. Quando le pinze per il materiale sono aperte anche l interruttore b1 deve avere il contatto aperto. Invece quando le pinze per il materiale sono chiuse l interruttore b1 deve avere il contatto chiuso. Orientare l interruttore b1 rispetto al telaio 1 di supporto delle pinze in maniera tale che le situazioni di commutazione sopra descritte vengano rispettate durante tutto il movimento d avanzamento della piastra di supporto del materiale (eseguire il controllo ponendo il materiale da cucire sotto le pinze). 95
94 10 b3 7 b5 3 b2 b b L b4 96
95 5.6 Montaggio Attenzione pericolo di ferimento! Estrarre la spina dalla rete d alimentazione. Il montaggio del dispositivo appinzafilo per il filo superiore dev essere eseguito solo a macchina disinserita dalla rete d alimentazione e da personale specializzato Premontaggio del distributore di cablaggio Le cifre di riconoscimento applicate sui cavi di raccordo ed i numeri di posizione riportati in codesto libretto d istruzione corrispondono esattamente con i numeri dei cavi riportati nello schema elettrico di connessione oppure nello schema elettrico funzionale Installare i cavi 2 e 3 attraverso la canalina 12. Connettere i fili dei cavi ai morsetti più esterni (1 e 4) degli interruttori b1 e b2. Fissare gli interruttori b1 e b2 sulla squadretta 13. Installare i cavi 1 e 4 attraverso la canalina 11. Connettere i fili del cavo 1 sulla spina del magnete 10. Il morsetto con il simbolo di messa a terra rimane libero. Connettere i fili del cavo 4 sull interruttore b3 sul morsetto "Normally open" (3) e sul morsetto "Common" (1). Estrarre i capicorda del cavo di connessione 7 dalle connessioni a linguetta nel distributore di cablaggio L1. Dato che l interruttore di prossimità b5 è già saldato, la parte finale del cavo che è stata staccata dalle sue connessioni dev essere fatta passare dall alto attraverso la canalina 11. Ad operazione eseguita riconnettere i capicorda sulle connessioni a linguetta (1 e 5). Connettere i fili del cavo 6 ai morsetti più esterni (1 e 4) dell interruttore b4. 97

96 10 b3 7 b5 3 b2 b b L b

97 5.6.2 Posa dei cavi di collegamento Estrarre la manovella 17 dal mozzo dell albero. Allentare il dado 16 ( ATTENZIONE IMPORTANTE: Filetto sinistro). Allentare il dado 13. Estrarre la ruota per la corsa rapida 15 con il manicotto di trascinamento 14. Fissare la canalina 11 con i cavi 1, 4 e 7 sulla piastra di copertura. Rimontare la ruota per la corsa rapida 15 e bloccare i dadi 13 e 16. Regolare la distanza tra i denti in maniera tale che sussista una distanza di 1 mm (consultare le istruzioni per il servizio della classe 558). Rimontare la manovella 17 e bloccarla. Fissare la squadretta 20 sulla carcassa della macchina sotto le viti 21. Durante codesta operazione non smontare la bacinella di raccolta dell olio. Fissare la piastrina triangolare 19 con la distribuzione L1 sulla squadretta 20. Fissare la canalina 1 con la fascetta sulla carcassa della macchina. Posare i cavi 2 e 3 verso destra. (la descrizione continua nella prossima pagina) 99


98 b1 21 b2 b Fissare la squadretta 21 con gli interruttori b1 e b2 sul supporto 22. Montare le fascette per i cavi. Fissare l interruttore b4 sulla parte esterna dell alloggiamento della camma di comando. Assicurare il cavo 6 con una fascetta. Fissare l elemento d azionamento 23 per l interruttore b4 sulla mezzaria della sua asola sotto la piastra di supporto per il materiale. 100
 e fissarlo con una fascetta al piano di lavoro.")
99 5.6.3 Pannello di comando 1 2 Fissare il pannello di comando 2 sotto il piano di lavoro. Posare il cavo 1 partendo dalla distribuzione e portarlo verso il pannello di comando 2 (spina b10) e fissarlo con una fascetta al piano di lavoro. L installazione del cavo deve avvenire con la testa della macchina ribaltata verso l alto. Collegare le connessioni di rete e le connessioni verso il motore secondo le indicazioni riportate nello schema di connessione. ATTENZIONE IMPORTANTE Dopo aver eseguito tutte le connessioni, l inserimento del ciclo di cucitura dev essere effettuato solo se prima sono state eseguite tutte le regolazioni ed i controlli secondo le istruzioni riportate nel capitolo

100 5.6.4 Montaggio dell interruttore b3 b3 1 2 Nel gruppo di particolari sono compresi 2 differenti pezzi di commutazione per le diverse sottoclassi: Sottoclasse Pezzo di commutazione , pezzo di commutazione diritto , pezzo di commutazione fresato pezzo di commutazione fresato La fresatura dev essere ulteriormente pronunciata in profondità. Allentare e sollevare il carter di copertura 2. Montare di conseguenza il pezzo di commutazione 1 sul basamento della macchina. Fissare l interruttore b3 con la squadretta 3 sul carter di copertura 2. Rimontare il carter di copertura 2. Regolare l interruttore b3 (a questo scopo consultare il capitolo 5.3.5). 102


101 5.6.5 Montaggio del listello di commutazione per l interruttore b Allentare la vite 4. Estrarre il supporto 2 dallo scorrevole per la regolazione della lunghezza di cucitura dell asola. Avvitare il listello di commutazione 1 con il prolungamento sul supporto 2. Avvitare la vite 3. Rimontare nuovamente il supporto 2 completo con il listello di commutazione. Bloccare nuovamente la vite

102 5.6.6 Montaggio del dispositivo appinzafilo per il filo superiore sul braccio della macchina b s Smontare il coperchio 8 della testa della macchina. Sostituire l archetto di protezione 10 per il segmento dentato superiore con l archetto di protezione accorciato sulla destra che si trova nel gruppo di particolari. Rimontare nuovamente il coperchio 8 della testa della macchina. Tramite le viti 1 e 3 fissare la squadretta di fissaggio 2 per il dispositivo appinzafilo sul braccio della macchina. Fissare la squadretta di battuta 11 sul segmento dentato. Montare tramite le viti 5,7 e 12 la piastra di base del dispositivo appinzafilo sulla squadretta di fissaggio 2. Durante codesta operazione porre il supporto 4 per l interruttore b5 sotto le viti 5 e 7. Fissare l interruttore b5 sul supporto 4. Inserire la spina 9 sul magnete s1 ed assicurarla con la sua vite di fissaggio. Fissare ed assicurare i cavi con le fascette di fissaggio e d unione. 104
Parte 2: Istruzioni per il montaggio. Classe N291
 Indice: Pagina: Parte 2: Istruzioni per il montaggio. Classe N291 1. Informazioni generali............................ 3 2. Montaggio del sostegno.......................... 6 3. Completamento e montaggio
Indice: Pagina: Parte 2: Istruzioni per il montaggio. Classe N291 1. Informazioni generali............................ 3 2. Montaggio del sostegno.......................... 6 3. Completamento e montaggio
Cilindri Idraulici a staffa rotante
 Cilindri Idraulici a staffa rotante Cilindri idraulici a staffa rotante, a doppio effetto Pressione di esercizio max. 250 bar Versione attivabile Questa nuova versione, migliorata di attrezzi a staffa
Cilindri Idraulici a staffa rotante Cilindri idraulici a staffa rotante, a doppio effetto Pressione di esercizio max. 250 bar Versione attivabile Questa nuova versione, migliorata di attrezzi a staffa
Istruzioni di montaggio supplementari per la DH-SO a doppia ripiegatura
 Istruzioni di montaggio supplementari per la DH-SO a doppia ripiegatura Le sponde retrattili con pianali a doppia ripiegatura (DH-SMO, DH-SO5, DH-S07 e DH-SO8,...) sono montate in modo simile alle sponde
Istruzioni di montaggio supplementari per la DH-SO a doppia ripiegatura Le sponde retrattili con pianali a doppia ripiegatura (DH-SMO, DH-SO5, DH-S07 e DH-SO8,...) sono montate in modo simile alle sponde
Passo dopo passo risolvere i problemi - Matri
 Passo dopo passo risolvere i problemi - Matri Matri si impegnerà sempre per risolvere in modo professionale tutti gli eventuali problemi che si possano manifestare durante il periodo della garanzia. Molto
Passo dopo passo risolvere i problemi - Matri Matri si impegnerà sempre per risolvere in modo professionale tutti gli eventuali problemi che si possano manifestare durante il periodo della garanzia. Molto
SEGA CIRCOLARE indicatori
 coltello divisore montato - coltello divisore montato ad idonea distanza dalla lama - coltello divisore montato ad una altezza di 1-2 mm inferiore rispetto a quella della lama coltelli divisori (in dotazione)
coltello divisore montato - coltello divisore montato ad idonea distanza dalla lama - coltello divisore montato ad una altezza di 1-2 mm inferiore rispetto a quella della lama coltelli divisori (in dotazione)
2. Sicurezza 2. Sicurezza generale delle macchine
 2. Sicurezza 2. Sicurezza generale delle macchine 2.2.5.2 DISPOSITIVI DI COMANDO A DUE MANI UNI EN 574/98 Descrizione Il comando a due mani è un dispositivo di sicurezza che garantisce, se correttamente
2. Sicurezza 2. Sicurezza generale delle macchine 2.2.5.2 DISPOSITIVI DI COMANDO A DUE MANI UNI EN 574/98 Descrizione Il comando a due mani è un dispositivo di sicurezza che garantisce, se correttamente
Raccomandazioni di manutenzione e installazione. PRESE DI FORZA a punto morto TWIN DISC
 Raccomandazioni di manutenzione e installazione PRESE DI FORZA a punto morto TWIN DISC 1 PRINCIPI DI MANUTENZIONE Consultare sempre il manuale d uso specifico. In generale: Ingrassaggio: ingrassare (utilizzando
Raccomandazioni di manutenzione e installazione PRESE DI FORZA a punto morto TWIN DISC 1 PRINCIPI DI MANUTENZIONE Consultare sempre il manuale d uso specifico. In generale: Ingrassaggio: ingrassare (utilizzando
Pulizia Sistema GPL con micrologic PREMIUM 136 Pulitore rail e iniettori GPL TUNAP Kit regolatore di pressione TUNAP Kit accessori GPL
 Pulizia Sistema GPL con micrologic PREMIUM 136 Pulitore rail e iniettori GPL TUNAP 138 00 Kit regolatore di pressione TUNAP 138 60 Kit accessori GPL Introduzione Il sistema TUNAP consente di utilizzare
Pulizia Sistema GPL con micrologic PREMIUM 136 Pulitore rail e iniettori GPL TUNAP 138 00 Kit regolatore di pressione TUNAP 138 60 Kit accessori GPL Introduzione Il sistema TUNAP consente di utilizzare
Parte 1: Istruzioni per l uso. Classe 467
 Indice Pagina: Premessa ed indicazioni generali di sicurezza Parte 1: Istruzioni per l uso. Classe 467 1. Descrizione del prodotto......................... 5 2. Descrizione dell uso e dell applicazione
Indice Pagina: Premessa ed indicazioni generali di sicurezza Parte 1: Istruzioni per l uso. Classe 467 1. Descrizione del prodotto......................... 5 2. Descrizione dell uso e dell applicazione
PRESETTING HSK POLIGONALI C CALETTAMENTO MACCHINE PER TAMPONI PRESETTING ACCESSORI
 H PRESETTING 149 H K-TEC PRESET-250 Mandrino di precisione Adattatore portaconi facile da cambiare disponibile per diversi tipi di attacchi, rotante, temprato e rettificato con sfera di calibrazione, per
H PRESETTING 149 H K-TEC PRESET-250 Mandrino di precisione Adattatore portaconi facile da cambiare disponibile per diversi tipi di attacchi, rotante, temprato e rettificato con sfera di calibrazione, per
MC37,40 MANUALE D ISTRUZIONI
 MC7,40 MANUALE D ISTRUZIONI I INDICE!. CARATTERISTICHE TECNICHE E TRATTI DISTINTIVI... @. INSTALLAZIONE E FUNZIONAMENTO DEI COMPONENTI.... Installazione del tirante del MC40.... Regolazione della valvola
MC7,40 MANUALE D ISTRUZIONI I INDICE!. CARATTERISTICHE TECNICHE E TRATTI DISTINTIVI... @. INSTALLAZIONE E FUNZIONAMENTO DEI COMPONENTI.... Installazione del tirante del MC40.... Regolazione della valvola
Introduzione alle macchine a stati (non definitivo)
") Introduzione alle macchine a stati (non definitivo) - Introduzione Il modo migliore per affrontare un problema di automazione industriale (anche non particolarmente complesso) consiste nel dividerlo in
Introduzione alle macchine a stati (non definitivo) - Introduzione Il modo migliore per affrontare un problema di automazione industriale (anche non particolarmente complesso) consiste nel dividerlo in
SlimCool - Manuale d uso. Manuale d uso
 I Manuale d uso 1 Introduzione Grazie per aver scelto l erogatore d acqua SlimCool. Per un corretto utilizzo Vi consigliamo di leggere attentamente il presente manuale prima di procedere all installazione
I Manuale d uso 1 Introduzione Grazie per aver scelto l erogatore d acqua SlimCool. Per un corretto utilizzo Vi consigliamo di leggere attentamente il presente manuale prima di procedere all installazione
Innov-ís 4000D/4000 PACCHETTO PREMIUM
 Innov-ís 4000D/4000 PACCHETTO PREMIUM Manuale d istruzioni del kit di aggiornamento alla versione 3.0 Prima di utilizzare il kit di aggiornamento, assicurarsi di leggere questo Manuale d istruzioni per
Innov-ís 4000D/4000 PACCHETTO PREMIUM Manuale d istruzioni del kit di aggiornamento alla versione 3.0 Prima di utilizzare il kit di aggiornamento, assicurarsi di leggere questo Manuale d istruzioni per
Istruzioni per il montaggio (supporto a due assi con servomotore oscillazione/rotazione)
") Istruzioni per il montaggio (supporto a due assi con servomotore oscillazione/rotazione) In combinazione con il sensore visivo Pixy, questo supporto per oscillazione/rotazione (pan/tilt) crea una divertente
Istruzioni per il montaggio (supporto a due assi con servomotore oscillazione/rotazione) In combinazione con il sensore visivo Pixy, questo supporto per oscillazione/rotazione (pan/tilt) crea una divertente
SOSTITUZIONE DEL MOTORE COMPLETO SU ARGANI MF48 MF58 MF82 MF94
 COD: 015.03/ MM IS I 01 SOSTITUZIONE DEL MOTORE COMPLETO SU ARGANI MF48 MF58 MF82 MF94 Prima di eseguire qualsiasi tipo di intervento, disinserire l interruttore generale e mettere il contrappeso in appoggio.
COD: 015.03/ MM IS I 01 SOSTITUZIONE DEL MOTORE COMPLETO SU ARGANI MF48 MF58 MF82 MF94 Prima di eseguire qualsiasi tipo di intervento, disinserire l interruttore generale e mettere il contrappeso in appoggio.
EVAK 500 è esclusivamente riservato ai professionisti che abbiano ricevuto l addestramento richiesto per manovre di soccorso.
 evak 500 argano-paranco a corda a corsa illimitata concepito per operazioni di salvataggio e di evacuazione SOMMARIO Pagina Avvertenze importanti 2 1. Generalità 2 2. Sicurezza 3 3. Installazione 3 4.
evak 500 argano-paranco a corda a corsa illimitata concepito per operazioni di salvataggio e di evacuazione SOMMARIO Pagina Avvertenze importanti 2 1. Generalità 2 2. Sicurezza 3 3. Installazione 3 4.
AVVERTENZE PER LA SICUREZZA MF-7900D-H24 MANUALE D ISTRUZIONI
 VVERTENZE PER L SIUREZZ MF-7900D-H24 MNULE D ISTRUZIONI I INDIE 1. RTTERISTIHE TENIHE... 1 2. DISEGNO DEL TVOLO (TIPO MONTGGIO SUL TVOLO / TIPO INGHI V)... 2 3. DISEGNO DEL TVOLO (TIPO MONTGGIO SUL TVOLO
VVERTENZE PER L SIUREZZ MF-7900D-H24 MNULE D ISTRUZIONI I INDIE 1. RTTERISTIHE TENIHE... 1 2. DISEGNO DEL TVOLO (TIPO MONTGGIO SUL TVOLO / TIPO INGHI V)... 2 3. DISEGNO DEL TVOLO (TIPO MONTGGIO SUL TVOLO
SCHEDA 13A: ADEGUAMENTO DEI TRATTORI A CINGOLI MODELLO FIAT 411C E SIMILI (FIAT 451C, FIAT 455C, etc.)
") SCHEDA 13A: ADEGUAMENTO DEI TRATTORI A CINGOLI MODELLO FIAT 411C E SIMILI (FIAT 451C, FIAT 455C, etc.) Il presente documento è stato realizzato nell ambito dell attività di ricerca prevista: dalla convenzione
SCHEDA 13A: ADEGUAMENTO DEI TRATTORI A CINGOLI MODELLO FIAT 411C E SIMILI (FIAT 451C, FIAT 455C, etc.) Il presente documento è stato realizzato nell ambito dell attività di ricerca prevista: dalla convenzione
Operazioni da svolgere in sede
 Operazioni da svolgere in sede Tagli e fori prima della zincatura sull anta scorrevole sulla colonna di battuta in chiusura (devono essere in perfetta corrispondenza con i tagli sull anta scorrevole) 10
Operazioni da svolgere in sede Tagli e fori prima della zincatura sull anta scorrevole sulla colonna di battuta in chiusura (devono essere in perfetta corrispondenza con i tagli sull anta scorrevole) 10
Torri per Anemometri
 Torri per Anemometri SCHEDA TECNICA PALO 12M E 16 M La torre ribaltabile da 12M e 16M è fornita completa di tubi diametro 50 mm tipo taz (Legrand o similari) già preforati. Il kit è composto da una base
Torri per Anemometri SCHEDA TECNICA PALO 12M E 16 M La torre ribaltabile da 12M e 16M è fornita completa di tubi diametro 50 mm tipo taz (Legrand o similari) già preforati. Il kit è composto da una base
WUEWUE. Manuale Istruzioni LEGGERE ATTENTAMENTE E CONSERVARE PER FUTURE CONSULTAZIONI. passeggino leggero
 WUEWUE passeggino leggero Manuale Istruzioni LEGGERE ATTENTAMENTE E CONSERVARE PER FUTURE CONSULTAZIONI MANUALE ISTRUZIONI WUEWUE AVVISO IMPORTANTE IMPORTANTE: PRIMA DELL USO LEGGERE ATTENTAMENTE QUESTO
WUEWUE passeggino leggero Manuale Istruzioni LEGGERE ATTENTAMENTE E CONSERVARE PER FUTURE CONSULTAZIONI MANUALE ISTRUZIONI WUEWUE AVVISO IMPORTANTE IMPORTANTE: PRIMA DELL USO LEGGERE ATTENTAMENTE QUESTO
SCHEDA 32A: ADEGUAMENTO DEI TRATTORI A RUOTE A CARREGGIATA STRETTA MODELLO FIAT 300 DT E SIMILI
 SCHEDA 32A: ADEGUAMENTO DEI TRATTORI A RUOTE A CARREGGIATA STRETTA MODELLO FIAT 300 DT E SIMILI Il presente documento è stato realizzato nell ambito dell attività di ricerca prevista: dalla convenzione
SCHEDA 32A: ADEGUAMENTO DEI TRATTORI A RUOTE A CARREGGIATA STRETTA MODELLO FIAT 300 DT E SIMILI Il presente documento è stato realizzato nell ambito dell attività di ricerca prevista: dalla convenzione
Interruttori di posizione con funzione di sicurezza
 Campo d impiego Arresto a finecorsa I finecorsa di posizione con funzione di sicurezza della serie Z/T sono adatti per dispositivi di protezione che devono essere chiusi per garantire la necessaria sicurezza
Campo d impiego Arresto a finecorsa I finecorsa di posizione con funzione di sicurezza della serie Z/T sono adatti per dispositivi di protezione che devono essere chiusi per garantire la necessaria sicurezza
1 Sicurezza... 5 1.1 Spiegazione delle avvertenze di sicurezza... 5 1.2 Disposizioni di sicurezza... 5
 www.reinhausen.com Indicazione remota della posizione di funzionamento (analogica) per segnale tramite trasduttore di misura (4...20 ma) Istruzioni di servizio 2220015/01 AVVERTENZA! Al termine della stesura
www.reinhausen.com Indicazione remota della posizione di funzionamento (analogica) per segnale tramite trasduttore di misura (4...20 ma) Istruzioni di servizio 2220015/01 AVVERTENZA! Al termine della stesura
Click! DESCRIZIONE DEL SISTEMA ED ACCESSORI (Per i Distributori)
") Click! DESCRIZIONE DEL SISTEMA ED ACCESSORI (Per i Distributori) Introduzione Click! è il più piccolo automatismo per l apertura e la chiusura elettrica di scuri o persiane a battente, ed è applicabile
Click! DESCRIZIONE DEL SISTEMA ED ACCESSORI (Per i Distributori) Introduzione Click! è il più piccolo automatismo per l apertura e la chiusura elettrica di scuri o persiane a battente, ed è applicabile
Serratura girevole 435
 Serratura girevole 435 K0518 Serratura girevole modello piccolo 2,5 13,5 4,5 SW 20 inguetta Ø20 max. 5 pertura per il montaggio Ø16,2 14,2 lloggiamento e azionamento in zinco pressofuso. inguetta in acciaio.
Serratura girevole 435 K0518 Serratura girevole modello piccolo 2,5 13,5 4,5 SW 20 inguetta Ø20 max. 5 pertura per il montaggio Ø16,2 14,2 lloggiamento e azionamento in zinco pressofuso. inguetta in acciaio.
USM Kitos E. La famiglia di tavoli intelligenti ideali per soluzioni individuali
 USM La famiglia di tavoli intelligenti ideali per soluzioni individuali USM La famiglia di tavoli USM abbina know how tecnologico e design elegante. Tre differenti tipi di tavolo offrono diverse opportunità
USM La famiglia di tavoli intelligenti ideali per soluzioni individuali USM La famiglia di tavoli USM abbina know how tecnologico e design elegante. Tre differenti tipi di tavolo offrono diverse opportunità
Parte 2: Istruzioni per il montaggio cl. 558
 Indice Pagina: Parte 2: Istruzioni per il montaggio cl. 558 1. Parti componenti della fornitura.................... 3 2. Montaggio................................. 4 2.1 Trasporto..................................
Indice Pagina: Parte 2: Istruzioni per il montaggio cl. 558 1. Parti componenti della fornitura.................... 3 2. Montaggio................................. 4 2.1 Trasporto..................................
COMPARATORE 1/100 COMPARATORE GRADUATO
 COMPARATORE 1/100 CLASSIFICAZIONE DELLO STRUMENTO: COMPARATORE GRADUATO Avente una approssimazione di 0,01 mm ESIGENZE DI VERIFICA: E utilizzato per il controllo di errori di forma dei pezzi e per misurazioni
COMPARATORE 1/100 CLASSIFICAZIONE DELLO STRUMENTO: COMPARATORE GRADUATO Avente una approssimazione di 0,01 mm ESIGENZE DI VERIFICA: E utilizzato per il controllo di errori di forma dei pezzi e per misurazioni
Spine elastiche e spirali Ghiere elastiche Bussole Compression limiter
 Spine elastiche e spirali Ghiere elastiche Bussole Compression limiter 12/2008 info@bulloneria-emiliana.it www.bulloneria-emiliana.it info@bulloneria-emil www.bulloneria-emil SPINE ELASTICHE Le spine
Spine elastiche e spirali Ghiere elastiche Bussole Compression limiter 12/2008 info@bulloneria-emiliana.it www.bulloneria-emiliana.it info@bulloneria-emil www.bulloneria-emil SPINE ELASTICHE Le spine
1. Parti componenti della fornitura
 Indice Pagina: Parte 2: Istruzioni per il montaggio. Classe 69 1. Parti componenti della fornitura.................... 3 2. Informazioni generali e sicurezze per il trasporto.......... 3 3. Montaggio del
Indice Pagina: Parte 2: Istruzioni per il montaggio. Classe 69 1. Parti componenti della fornitura.................... 3 2. Informazioni generali e sicurezze per il trasporto.......... 3 3. Montaggio del
Manuale d istruzioni per uso Alimentatore di rete a sicurezza intrinseca
 KERN & Sohn GmbH Ziegelei 1 D-72336 Balingen E-mail: info@kern-sohn.com Telefon: +49-[0]7433-9933-0 Fax: +49-[0]7433-9933-149 Internet: www.kern-sohn.com Manuale d istruzioni per uso Alimentatore di rete
KERN & Sohn GmbH Ziegelei 1 D-72336 Balingen E-mail: info@kern-sohn.com Telefon: +49-[0]7433-9933-0 Fax: +49-[0]7433-9933-149 Internet: www.kern-sohn.com Manuale d istruzioni per uso Alimentatore di rete
SCHEDA 27: TELAIO POSTERIORE ABBATTIBILE PIEGATO PER TRATTORI A CARREGGIATA STANDARD CON MASSA COMPRESA FRA 1500 kg E 3000 kg
 SCHEDA 27: TELAIO POSTERIORE ABBATTIBILE PIEGATO PER TRATTORI A CARREGGIATA STANDARD CON MASSA COMPRESA FRA 1500 kg E 3000 kg SPECIFICHE DEL TELAIO DI PROTEZIONE. : il testo compreso fra i precedenti simboli
SCHEDA 27: TELAIO POSTERIORE ABBATTIBILE PIEGATO PER TRATTORI A CARREGGIATA STANDARD CON MASSA COMPRESA FRA 1500 kg E 3000 kg SPECIFICHE DEL TELAIO DI PROTEZIONE. : il testo compreso fra i precedenti simboli
WINDOWS95. 1. Avviare Windows95. Avviare Windows95 non è un problema: parte. automaticamente all accensione del computer. 2. Barra delle applicazioni
 WINDOWS95 1. Avviare Windows95 Avviare Windows95 non è un problema: parte automaticamente all accensione del computer. 2. Barra delle applicazioni 1 La barra delle applicazioni permette di richiamare le
WINDOWS95 1. Avviare Windows95 Avviare Windows95 non è un problema: parte automaticamente all accensione del computer. 2. Barra delle applicazioni 1 La barra delle applicazioni permette di richiamare le
Scheda. Descrizione della macchina. La stozzatrice è una macchina usata per realizzare superfici. caratterizzata da una
 Scheda 7 Lavorazione: Macchina: STOZZATURA STOZZATRICE Descrizione della macchina La stozzatrice è una macchina usata per realizzare superfici interne a spigoli vivi, partendo da fori pre-eseguiti. È una
Scheda 7 Lavorazione: Macchina: STOZZATURA STOZZATRICE Descrizione della macchina La stozzatrice è una macchina usata per realizzare superfici interne a spigoli vivi, partendo da fori pre-eseguiti. È una
Morsetti ed ancoraggi a strutture metalliche
 Sommario prodotti H 7.0 Morsetti di ancoraggio per staffaggi puntiformi H 7.1 Angolare universale per fissaggi inclinati H 7.2 Morsetti di ancoraggio per sostegni trasversali H 7.3 Piastra di ancoraggio
Sommario prodotti H 7.0 Morsetti di ancoraggio per staffaggi puntiformi H 7.1 Angolare universale per fissaggi inclinati H 7.2 Morsetti di ancoraggio per sostegni trasversali H 7.3 Piastra di ancoraggio
Parte 2: Istruzioni per il montaggio. Classe 275
 Indice Pagina: Parte 2: Istruzioni per il montaggio. Classe 275 1. Parti componenti della fornitura.................... 3 2. Informazioni generali e sicurezze per il trasporto.......... 3 3. Montaggio
Indice Pagina: Parte 2: Istruzioni per il montaggio. Classe 275 1. Parti componenti della fornitura.................... 3 2. Informazioni generali e sicurezze per il trasporto.......... 3 3. Montaggio
Guida alla fresatura 1/8
 LAVORAZIONE CON FRESE A DISCO Guida alla fresatura 1/8 SCELTA DEL TIPO DI FRESA Troncatura ad esecuzione di cave. Larghezza della fresa: Standard: 5, 6, 8 e 10 mm Speciale: 5,0 12,4 mm Questo tipo di fresa
LAVORAZIONE CON FRESE A DISCO Guida alla fresatura 1/8 SCELTA DEL TIPO DI FRESA Troncatura ad esecuzione di cave. Larghezza della fresa: Standard: 5, 6, 8 e 10 mm Speciale: 5,0 12,4 mm Questo tipo di fresa
REGISTRATORI SERIE 10000 E 20000
 REGISTRATORI SERIE 10000 E 20000 Edizione 01/10 Registratore serie 10000 Registratore serie 20000 1. IMPIEGO 2. TIPOLOGIE COSTRUTTIVE I registratori serie 10000 e 20000 trovano impiego nella costruzione
REGISTRATORI SERIE 10000 E 20000 Edizione 01/10 Registratore serie 10000 Registratore serie 20000 1. IMPIEGO 2. TIPOLOGIE COSTRUTTIVE I registratori serie 10000 e 20000 trovano impiego nella costruzione
Scheda. Descrizione della macchina. chiamato: fresa (figura 1).
.") Scheda 5 Lavorazione: Macchina: FRESATURA FRESATRICE Descrizione della macchina Le frese sono macchine utensili destinate alla lavorazione di superfici piane, di scanalature a profilo semplice o complesso,
Scheda 5 Lavorazione: Macchina: FRESATURA FRESATRICE Descrizione della macchina Le frese sono macchine utensili destinate alla lavorazione di superfici piane, di scanalature a profilo semplice o complesso,
Manuale d'istruzioni. A210-71-884 Issue B. Limitatore di coppia compatto a resettaggio manuale
 Manuale d'istruzioni A210-71-884 Issue B Questa pagina è stata lasciata intenzionalmente vuota. Sommario Sezione Pagina 1... 1 Sommario 1.1 Introduzione... 1 1.2 Ispezionare e resettare il limitatore di
Manuale d'istruzioni A210-71-884 Issue B Questa pagina è stata lasciata intenzionalmente vuota. Sommario Sezione Pagina 1... 1 Sommario 1.1 Introduzione... 1 1.2 Ispezionare e resettare il limitatore di
Multifunzione 1 NO Montaggio su barra 35 mm (EN 60715)
") Caratteristiche 14.01 14.71 Gamma di relè temporizzatori luce scale Larghezza un modulo 17.5 mm Scala tempi da 30 s a 20 min Commutazione del carico zero crossing Preavviso di spegnimento (modello 14.01)
Caratteristiche 14.01 14.71 Gamma di relè temporizzatori luce scale Larghezza un modulo 17.5 mm Scala tempi da 30 s a 20 min Commutazione del carico zero crossing Preavviso di spegnimento (modello 14.01)
SCHEDA 17A: ADEGUAMENTO DEI TRATTORI A RUOTE A CARREGGIATA STANDARD FIAT 415R E SIMILI (FIAT 215, FIAT 315, etc.)
") SCHEDA 17A: ADEGUAMENTO DEI TRATTORI A RUOTE A CARREGGIATA STANDARD FIAT 415R E SIMILI (FIAT 215, FIAT 315, etc.) Il presente documento è stato realizzato nell ambito dell attività di ricerca prevista:
SCHEDA 17A: ADEGUAMENTO DEI TRATTORI A RUOTE A CARREGGIATA STANDARD FIAT 415R E SIMILI (FIAT 215, FIAT 315, etc.) Il presente documento è stato realizzato nell ambito dell attività di ricerca prevista:
FDT Utensili a compensazione per sbavatura su CNC o robot, con o senza motore pneumatico
 SMT PMT HMT Utensili marcatori per CNC o robot Marcatura a graffio o micropercussione ad aria o refrigerante FDT Utensili a compensazione per sbavatura su CNC o robot, con o senza motore pneumatico Utensile
SMT PMT HMT Utensili marcatori per CNC o robot Marcatura a graffio o micropercussione ad aria o refrigerante FDT Utensili a compensazione per sbavatura su CNC o robot, con o senza motore pneumatico Utensile
CARATTERISTICHE. * I carichi radiali sono calcolati sulla mezzeria dell albero.
 CARATTERISTICHE Lo Zero-Max è un variatore meccanico positivo funzionante a bagno d olio costruito sul principio della trasmissione del moto attraverso eccentrici e ruote libere collegati fra loro da aste
CARATTERISTICHE Lo Zero-Max è un variatore meccanico positivo funzionante a bagno d olio costruito sul principio della trasmissione del moto attraverso eccentrici e ruote libere collegati fra loro da aste
STRUTTURA DI PROTEZIONE A QUATTRO MONTANTI PROGETTATA PER TRATTORI A CINGOLI MODELLO FIAT 120 C E SIMILI (FIAT 60 C, FIAT 70 C, FIAT 80 C, ETC.
 ISTITUTO SUPERIORE PER LA PREVENZIONE E LA SICUREZZA DEL LAVORO Dipartimento Tecnologie di Sicurezza VIII Unità Funzionale 00040 Monte Porzio Catone... via di Fontana Candida, 1 Tel. 0694181 Certificato
ISTITUTO SUPERIORE PER LA PREVENZIONE E LA SICUREZZA DEL LAVORO Dipartimento Tecnologie di Sicurezza VIII Unità Funzionale 00040 Monte Porzio Catone... via di Fontana Candida, 1 Tel. 0694181 Certificato
PINZE PER PALLETTIZZAZIONE
 PINZE PER PALLETTIZZAZIONE Apiel produce pinze per pallettizzatori e per incartonatrici. PINZE PER PALLETTIZZAZIONE Pinza autocentrante 400 con ganci presa bancale Pinza con una patta fissa ed una mobile
PINZE PER PALLETTIZZAZIONE Apiel produce pinze per pallettizzatori e per incartonatrici. PINZE PER PALLETTIZZAZIONE Pinza autocentrante 400 con ganci presa bancale Pinza con una patta fissa ed una mobile
Installazione del Trip Master per CRF1000L Africa Twin
 Contenuto del kit Gruppo strumentazione Trip Master Sensore ruota anteriore Magnete disco del freno Comando interruttore SX 2 x morsetti per strumentazione 2 x bulloni da 6 mm 2 x dadi di bloccaggio da
Contenuto del kit Gruppo strumentazione Trip Master Sensore ruota anteriore Magnete disco del freno Comando interruttore SX 2 x morsetti per strumentazione 2 x bulloni da 6 mm 2 x dadi di bloccaggio da
Letto elettrico a Pantografo Sax. Fabbricante Movi S.p.A Via Dione Cassio, Milano Italia
 MOVI Spa Divisione Wimed Via Dione Cassio, 15 20138 Milano Italy Tel. +39 02 509051 Fax +39 02 5062467 Infowimed1@movigroup.com www.wimed.it Società soggetta all attività di direzione e coordinamento di
MOVI Spa Divisione Wimed Via Dione Cassio, 15 20138 Milano Italy Tel. +39 02 509051 Fax +39 02 5062467 Infowimed1@movigroup.com www.wimed.it Società soggetta all attività di direzione e coordinamento di
MANUALE USO E MANUTENZIONE PFI 60 RADIALE - PFI 60 P RADIALE
 MANUALE USO E MANUTENZIONE PFI 60 RADIALE - PFI 60 P RADIALE INFORMAZIONI GENERALI Frizione a dischi multipli in bagno d olio a comando idraulico Attuatore elettrico; 12V o 24V ( da specificare nell ordine
MANUALE USO E MANUTENZIONE PFI 60 RADIALE - PFI 60 P RADIALE INFORMAZIONI GENERALI Frizione a dischi multipli in bagno d olio a comando idraulico Attuatore elettrico; 12V o 24V ( da specificare nell ordine
Attuatori per piccole valvole
 Attuatori per piccole valvole con corsa nominale di 5.5 mm 4 891 80130 80117 SSB... senza SSB...1 con Attuatori elettromeccanici per valvole VMP45..., VVP45... e VXP45... Corsa nominale da 5.5 mm Comando
Attuatori per piccole valvole con corsa nominale di 5.5 mm 4 891 80130 80117 SSB... senza SSB...1 con Attuatori elettromeccanici per valvole VMP45..., VVP45... e VXP45... Corsa nominale da 5.5 mm Comando
Istruzioni di montaggio di scale fisse con protezione alla schiena
 Istruzioni di montaggio di scale fisse con alla schiena Normative di riferimento DIN 14094 DIN 18799 DIN EN ISO 14122 D.legs. 81/2008 scale d emergenza scale da manutenzione (per controlli, manutenzione,
Istruzioni di montaggio di scale fisse con alla schiena Normative di riferimento DIN 14094 DIN 18799 DIN EN ISO 14122 D.legs. 81/2008 scale d emergenza scale da manutenzione (per controlli, manutenzione,
Istruzioni per l installatore
 ISTRUZIONI PER LA TRASFORMAZIONE QUESTO MANUALE COSTITUISCE PARTE INTEGRANTE DELL APPARECCHIO. OCCORRE CONSERVARLO INTEGRO E A PORTATA DI MANO PER TUTTO IL CICLO DI VITA DEL PRODOTTO. L'INSTALLAZIONE DOVRÀ
ISTRUZIONI PER LA TRASFORMAZIONE QUESTO MANUALE COSTITUISCE PARTE INTEGRANTE DELL APPARECCHIO. OCCORRE CONSERVARLO INTEGRO E A PORTATA DI MANO PER TUTTO IL CICLO DI VITA DEL PRODOTTO. L'INSTALLAZIONE DOVRÀ
BASI DI MONTAGGIO TIOMOS
 BASI DI MONTAGGIO TIOMOS 2 3 1 1 2 3 1 Regolazione in altezza +/-2 mm 2 Regolazione laterale +/-2 mm 3 Regolazione profondità +3/-2 mm Base a croce 1D, 4 punti di fissaggio da avvitare passo 37/ H 37 fissaggio
BASI DI MONTAGGIO TIOMOS 2 3 1 1 2 3 1 Regolazione in altezza +/-2 mm 2 Regolazione laterale +/-2 mm 3 Regolazione profondità +3/-2 mm Base a croce 1D, 4 punti di fissaggio da avvitare passo 37/ H 37 fissaggio
SCHEDA 4A: ADEGUAMENTO DEI TRATTORI A RUOTE A CARREGGIATA STANDARD MODELLO SAME MINITAURO
 SCHEDA 4A: ADEGUAMENTO DEI TRATTORI A RUOTE A CARREGGIATA STANDARD MODELLO SAME MINITAURO Il presente documento è stato realizzato nell ambito dell attività di ricerca prevista: dalla convenzione stipulata
SCHEDA 4A: ADEGUAMENTO DEI TRATTORI A RUOTE A CARREGGIATA STANDARD MODELLO SAME MINITAURO Il presente documento è stato realizzato nell ambito dell attività di ricerca prevista: dalla convenzione stipulata
6.1 SEGA A NASTRO. Scheda. Descrizione della macchina
 Scheda 6 Lavorazione: Macchina: TAGLIO SEGA PER METALLI Le seghe per metalli sono macchine che vengono utilizzate per il taglio a freddo di metalli che si trovano sotto forma di billette, barre, profilati,
Scheda 6 Lavorazione: Macchina: TAGLIO SEGA PER METALLI Le seghe per metalli sono macchine che vengono utilizzate per il taglio a freddo di metalli che si trovano sotto forma di billette, barre, profilati,
Mandrini a cambio rapido per utensili elettrici a percussione e punte a forare SDS
 Mandrini a cambio rapido per utensili elettrici a percussione e punte a forare SDS Questo mandrino, montato sul trapano a percussione, permette di utilizzare punte a forare SDS. Inoltre con l adattatore
Mandrini a cambio rapido per utensili elettrici a percussione e punte a forare SDS Questo mandrino, montato sul trapano a percussione, permette di utilizzare punte a forare SDS. Inoltre con l adattatore
Istruzioni per l uso. Fisso per l acqua potabile. Art. Nr. 62504 74.017.EU1 2/08
 Istruzioni per l uso Fisso per l acqua potabile Art. Nr. 62504 74.017.EU1 2/08 3 3e 1 2 3 4 3a 3b 3c 3d 1a 1a 1a 5 OFF = Indicazione 2 6 7 4 3 3 1 1 8 9 10 11 12 13 14 15 16 700 ml 4 1.Componenti Componenti
Istruzioni per l uso Fisso per l acqua potabile Art. Nr. 62504 74.017.EU1 2/08 3 3e 1 2 3 4 3a 3b 3c 3d 1a 1a 1a 5 OFF = Indicazione 2 6 7 4 3 3 1 1 8 9 10 11 12 13 14 15 16 700 ml 4 1.Componenti Componenti
Moduli di misura per corrente 0...25 ma per corrente 4...20 ma
 s Agosto 1996 8 129 UNIGYR Moduli di misura per corrente 0...25 ma per corrente 4...20 ma PTM1. 2I25/020 Scala 1 : 2 Moduli di misura per il P-bus per due ingressi indipendenti (modulo doppio) in due versioni
s Agosto 1996 8 129 UNIGYR Moduli di misura per corrente 0...25 ma per corrente 4...20 ma PTM1. 2I25/020 Scala 1 : 2 Moduli di misura per il P-bus per due ingressi indipendenti (modulo doppio) in due versioni
Macchina: KD. Scheda. Lavorazione: FINISSAGGIO
 Scheda 22 Lavorazione: FINISSAGGIO Macchina: KD Scopo della lavorazione La lavorazione di KD o decatissaggio in autoclave sotto pressione, fa parte delle lavorazioni di decatissaggio in discontinuo. Gli
Scheda 22 Lavorazione: FINISSAGGIO Macchina: KD Scopo della lavorazione La lavorazione di KD o decatissaggio in autoclave sotto pressione, fa parte delle lavorazioni di decatissaggio in discontinuo. Gli
FRACOM CARATTERISTICHE COSTRUTTIVE
 FH 400/450 CARATTERISTICHE COSTRUTTIVE TESTA Ha una struttura da garantire una grande rigidità che, unita alla accurata lavorazione, assicura un perfetto funzionamento. Il mandrino e gli ingranaggi sono
FH 400/450 CARATTERISTICHE COSTRUTTIVE TESTA Ha una struttura da garantire una grande rigidità che, unita alla accurata lavorazione, assicura un perfetto funzionamento. Il mandrino e gli ingranaggi sono
Tornado 251. Guida per l Installazione e l Utilizzo
 Tornado 251 Guida per l Installazione e l Utilizzo 1 Presentazione di Tornado 251 Tornado 251 vi libera dal mondo dei cordoni e dei cavi elettrici, fornendovi una rete domestica wireless a banda larga,
Tornado 251 Guida per l Installazione e l Utilizzo 1 Presentazione di Tornado 251 Tornado 251 vi libera dal mondo dei cordoni e dei cavi elettrici, fornendovi una rete domestica wireless a banda larga,
MARCOTHERM CILINDRO 70/125 Cod. CILxxxSP07
 DESCRIZIONE I cilindri di montaggio MARCOTHERM CILINDRO corrispondono a cilindri stampati per espansione, in EPS, tinti in massa in colore blu, con superficie ondulata della guaina e peso specifico elevato.
DESCRIZIONE I cilindri di montaggio MARCOTHERM CILINDRO corrispondono a cilindri stampati per espansione, in EPS, tinti in massa in colore blu, con superficie ondulata della guaina e peso specifico elevato.
Spaccalegna idraulico orizzontale 12 Ton con tagliatronchi a catena, taglio max 38 cm
 Modello: UNA SOLA MACCHINA PER TRE LAVORI DIVERSI! Per maggiori informazioni su questo prodotto vedi i video dimostrativi sul nostro sito www.thor-italy.com! Altezza di lavoro m 0,70. Altezza di carico
Modello: UNA SOLA MACCHINA PER TRE LAVORI DIVERSI! Per maggiori informazioni su questo prodotto vedi i video dimostrativi sul nostro sito www.thor-italy.com! Altezza di lavoro m 0,70. Altezza di carico
IM-6145. Un sistema di misurazione completamente nuovo. p osi z iona re e. Sistema di misurazione dimensionale tramite immagini. Esempi di misurazione
 IM-6145 Un sistema di completamente nuovo È su ffi c iente p osi z iona re e preme re Sistema di dimensionale tramite immagini Esempi di Panoramica del sistema di dimensionale tramite immagini Obiettivo
IM-6145 Un sistema di completamente nuovo È su ffi c iente p osi z iona re e preme re Sistema di dimensionale tramite immagini Esempi di Panoramica del sistema di dimensionale tramite immagini Obiettivo
Display con base in acrilico 1 2
 Manuale d uso I Perno smagliacatena a stantuffo incluso Interno perno smagliacatena (perni non inclusi) Visione dall alto Estendere il supporto del collegamento esterno Perno smagliacatena a stantuffo
Manuale d uso I Perno smagliacatena a stantuffo incluso Interno perno smagliacatena (perni non inclusi) Visione dall alto Estendere il supporto del collegamento esterno Perno smagliacatena a stantuffo
STRUTTURA DI PROTEZIONE A DUE MONTANTI POSTERIORE PROGETTATA PER TRATTORI STANDARD A RUOTE MODELLO FIAT 500 E SIMILI (FIAT 550, FIAT 600, etc)
") ISTITUTO SUPERIORE PER LA PREVENZIONE E LA SICUREZZA DEL LAVORO Dipartimento Tecnologie di Sicurezza VIII Unità Funzionale 00040 Monte Porzio Catone... via di Fontana Candida, 1 Tel. 0694181 Certificato
ISTITUTO SUPERIORE PER LA PREVENZIONE E LA SICUREZZA DEL LAVORO Dipartimento Tecnologie di Sicurezza VIII Unità Funzionale 00040 Monte Porzio Catone... via di Fontana Candida, 1 Tel. 0694181 Certificato
RELAZIONE BANCO SCARNATURA PNEUMATICO
 COSTRUZIONI MECCANICHE PERSICO S.R.L Via Garofoli, 288-37057 S. Giovanni Lupatoto (VR) Tel. +39045549535 Fax +39045545227 e.mail: info@cmpersico.com - http://www.cmpersico.com RELAZIONE BANCO SCARNATURA
COSTRUZIONI MECCANICHE PERSICO S.R.L Via Garofoli, 288-37057 S. Giovanni Lupatoto (VR) Tel. +39045549535 Fax +39045545227 e.mail: info@cmpersico.com - http://www.cmpersico.com RELAZIONE BANCO SCARNATURA
105SL Guida rapida. Vista esterna
 05SL Guida rapida Fare riferimento a questa guida per l'utilizzo quotidiano della stampante. Per informazioni più dettagliate, fare riferimento alla Guida per l'utente. Vista esterna Figura Esterno della
05SL Guida rapida Fare riferimento a questa guida per l'utilizzo quotidiano della stampante. Per informazioni più dettagliate, fare riferimento alla Guida per l'utente. Vista esterna Figura Esterno della
Pannello comandi 4. Il cassetto riscaldante 4. Come preriscaldare le stoviglie da forno 5. Mantenere caldi gli alimenti 6. Estrazione del cassetto 7
 Scheda prodotto Pannello comandi 4 Il cassetto riscaldante 4 Come preriscaldare le stoviglie da forno 5 Mantenere caldi 6 Estrazione del cassetto 7 Pannello comandi 1. Pulsante selettore 2. Indicatori
Scheda prodotto Pannello comandi 4 Il cassetto riscaldante 4 Come preriscaldare le stoviglie da forno 5 Mantenere caldi 6 Estrazione del cassetto 7 Pannello comandi 1. Pulsante selettore 2. Indicatori
Voltafieno. Z Hydro Z Pro Z Powered by Kongskilde
 Voltafieno Z Hydro Z Pro Z 1000 Powered by Kongskilde Voltafieno L intera gamma di voltafieno è equipaggiata con: Testata articolata. La macchina segue il terreno indipendentemente dalla testata fissa
Voltafieno Z Hydro Z Pro Z 1000 Powered by Kongskilde Voltafieno L intera gamma di voltafieno è equipaggiata con: Testata articolata. La macchina segue il terreno indipendentemente dalla testata fissa
Manutenzione Fontana 'Equiflusso' fornita ad AIL Lugano
 staticfluid - ricerca e progettazione fontane Via Salis 28, I-20161 Milano Tel: +39 02 6620 7014 cell: +39 328 9278 650 www.staticfluid.com info@staticfluid.com Manutenzione Fontana 'Equiflusso' fornita
staticfluid - ricerca e progettazione fontane Via Salis 28, I-20161 Milano Tel: +39 02 6620 7014 cell: +39 328 9278 650 www.staticfluid.com info@staticfluid.com Manutenzione Fontana 'Equiflusso' fornita
CARDIGAN A PUNTO SEME E CAPPELLINO
 CARDIGAN A PUNTO SEME E CAPPELLINO Taglia 6-12 OCCORRENTE: circa 250 gr. di filato lana o cotone da lavorare con i ferri 3,25-3,5 mm ferri dritti 3 e 3,5 mm un paio di spille per posizionare le maglie
CARDIGAN A PUNTO SEME E CAPPELLINO Taglia 6-12 OCCORRENTE: circa 250 gr. di filato lana o cotone da lavorare con i ferri 3,25-3,5 mm ferri dritti 3 e 3,5 mm un paio di spille per posizionare le maglie
LIVELLATRICE TIPO 300L-400L. Per trattori con potenze da 100/180 cavalli TELAIO PROGETTATO COSTRUITO E CALCOLATO FINO A 300 CAVALLI
 LIVELLATRICE TIPO 300L-400L Per trattori con potenze da 100/180 cavalli TELAIO PROGETTATO COSTRUITO E CALCOLATO FINO A 300 CAVALLI Dati Informativi : Livellatrice trainata con predisposizone a comando
LIVELLATRICE TIPO 300L-400L Per trattori con potenze da 100/180 cavalli TELAIO PROGETTATO COSTRUITO E CALCOLATO FINO A 300 CAVALLI Dati Informativi : Livellatrice trainata con predisposizone a comando
MANUALE D USO CAVO RISCALDANTE A POTENZA COSTANTE
 MANUALE D USO CAVO RISCALDANTE A POTENZA COSTANTE COD. 11125130 ISTRUZIONI ESCLUSIVAMENTE PER USO PROFESSIONALE. L IINSTALLAZIONE DEL CAVO SCALDANTE DEVE ESSERE ESEGUITA DA PERSONALE QUALIFICATO E SECONDO
MANUALE D USO CAVO RISCALDANTE A POTENZA COSTANTE COD. 11125130 ISTRUZIONI ESCLUSIVAMENTE PER USO PROFESSIONALE. L IINSTALLAZIONE DEL CAVO SCALDANTE DEVE ESSERE ESEGUITA DA PERSONALE QUALIFICATO E SECONDO
MACCHINE PER LA LAVORAZIONE DELLA LAMIERA
 MACCHINE PER LA LAVORAZIONE DELLA LAMIERA Cesoie 100% Made in Italy MACCHINE PER LA LAVORAZIONE DELLA LAMIERA VIMERCATI Vimercati è stata fondata nel 1973 come impresa a conduzione familiare, ed è ancora
MACCHINE PER LA LAVORAZIONE DELLA LAMIERA Cesoie 100% Made in Italy MACCHINE PER LA LAVORAZIONE DELLA LAMIERA VIMERCATI Vimercati è stata fondata nel 1973 come impresa a conduzione familiare, ed è ancora
Procedura operativa per la gestione della funzione di formazione classi prime
 Procedura operativa per la gestione della funzione di formazione classi prime Questa funzione viene fornita allo scopo di effettuare la formazione delle classi prime nel rispetto dei parametri indicati
Procedura operativa per la gestione della funzione di formazione classi prime Questa funzione viene fornita allo scopo di effettuare la formazione delle classi prime nel rispetto dei parametri indicati
Istruzioni di posa. Pannello fonoassorbente a parete di Vescom
 Istruzioni di posa Pannello fonoassorbente a parete di Vescom Novembre 2013 Per la posa del pannello fonoassorbente a parete servono delle istruzioni speciali. Si devono seguire i seguenti passaggi: 1.
Istruzioni di posa Pannello fonoassorbente a parete di Vescom Novembre 2013 Per la posa del pannello fonoassorbente a parete servono delle istruzioni speciali. Si devono seguire i seguenti passaggi: 1.
MANUALE TECNICO RUOTE 2013
 MANUALE TECNICO RUOTE 2013 ROAD CYCLOCROSS PISTA SCHEDE MANUTENZIONE GRUPPO TIPOLOGIA OPERAZIONE REVISIONE DESCRIZIONE RUOTE STRADA MOVIMENTO CONO / CALOTTA 002 1/2011 SMONTAGGIO E RIMONTAGGIO MOZZO ANTERIORE
MANUALE TECNICO RUOTE 2013 ROAD CYCLOCROSS PISTA SCHEDE MANUTENZIONE GRUPPO TIPOLOGIA OPERAZIONE REVISIONE DESCRIZIONE RUOTE STRADA MOVIMENTO CONO / CALOTTA 002 1/2011 SMONTAGGIO E RIMONTAGGIO MOZZO ANTERIORE
Istruzioni di montaggio Sensore di pressione elettronico per applicazioni industriali. PT54xx/PU54xx / / 2015
 Istruzioni di montaggio Sensore di pressione elettronico per applicazioni industriali PT54xx/PU54xx 8030556 / 00 06 / 05 Indice Premessa... Indicazioni di sicurezza... 3 Uso conforme...3 3. Campo d'impiego...3
Istruzioni di montaggio Sensore di pressione elettronico per applicazioni industriali PT54xx/PU54xx 8030556 / 00 06 / 05 Indice Premessa... Indicazioni di sicurezza... 3 Uso conforme...3 3. Campo d'impiego...3
DISPOSITIVO MULTIFUNZIONALE GAS/ARIA 1:1 PER APPARECCHI DI COMBUSTIONE A GAS
 SIT Group SIT 848 SIGMA DISPOSITIVO MULTIFUNZIONALE GAS/ARIA 1:1 PER APPARECCHI DI COMBUSTIONE A GAS 9955440 129 Il contenuto è soggetto a modifiche senza preavviso Campo di applicazione Apparecchi domestici
SIT Group SIT 848 SIGMA DISPOSITIVO MULTIFUNZIONALE GAS/ARIA 1:1 PER APPARECCHI DI COMBUSTIONE A GAS 9955440 129 Il contenuto è soggetto a modifiche senza preavviso Campo di applicazione Apparecchi domestici
Manuale D uso MultiBox
 Manuale D uso MultiBox COMANDI DELLA MACCHINA 1) INTERRUTORE GENRALE: ruotando l interruttore generale dalla posizione 0 alla posizione 1 il quadro elettrico viene alimentato. 2) PANNELLO TOUCHSCREEN:
Manuale D uso MultiBox COMANDI DELLA MACCHINA 1) INTERRUTORE GENRALE: ruotando l interruttore generale dalla posizione 0 alla posizione 1 il quadro elettrico viene alimentato. 2) PANNELLO TOUCHSCREEN:
Laser FLS 90. Istruzioni per l uso
 Laser FLS 90 it Istruzioni per l uso L SE R R DI TIO N DO NO T ST R E IN TO BE M L SE R CL S S 2 5 1 2 4 3 3 6 7 B1 B2 1 C1 C2 C3 S1 =S2 = 90 C4 S1 90 S2 D1 D2 D3 D4 D5 D6 E1 S=10m 32 10 E2 C L 1 B E3
Laser FLS 90 it Istruzioni per l uso L SE R R DI TIO N DO NO T ST R E IN TO BE M L SE R CL S S 2 5 1 2 4 3 3 6 7 B1 B2 1 C1 C2 C3 S1 =S2 = 90 C4 S1 90 S2 D1 D2 D3 D4 D5 D6 E1 S=10m 32 10 E2 C L 1 B E3
QUADRI IN VETRORESINA
 QUADRI IP65 CIECHI 7 dimensioni Halogen free Telaio componibile e regolabile in profondità Guide DIN regolabili in altezza Pannelli removibili Elevata robustezza Design di elevato livello estetico Fissaggi
QUADRI IP65 CIECHI 7 dimensioni Halogen free Telaio componibile e regolabile in profondità Guide DIN regolabili in altezza Pannelli removibili Elevata robustezza Design di elevato livello estetico Fissaggi
ISTRUZIONI PER L USO
 ISTRUZIONI PER L USO LAVATRICE PORTATILE CON CENTRIFUGA MODELLO LP435C Leggere attentamente il presente manuale e conservarlo come riferimento futuro, assieme al nr. di serie che trovate sulla targhetta
ISTRUZIONI PER L USO LAVATRICE PORTATILE CON CENTRIFUGA MODELLO LP435C Leggere attentamente il presente manuale e conservarlo come riferimento futuro, assieme al nr. di serie che trovate sulla targhetta
RIBER FC
 RIBER FC 20 5 2 3 1 8 6 7 9 4 FC 20 1 Tappo brevettato di sicurezza 2 Interruttore luminoso caldaia 3 Interruttore luminoso generale ferro 4 Cavo alimentazione generale 5 Monotubo (tubo vapore + cavo)
RIBER FC 20 5 2 3 1 8 6 7 9 4 FC 20 1 Tappo brevettato di sicurezza 2 Interruttore luminoso caldaia 3 Interruttore luminoso generale ferro 4 Cavo alimentazione generale 5 Monotubo (tubo vapore + cavo)
Baby outfit di Lankakomero traduzione di B. Ajroldi
 Baby outfit di Lankakomero traduzione di B. Ajroldi Taglia 3-6 mesi Occorrente: 100 150 gr Filato Bambino di Novita, o qualunque altro filato simile ferri dritti e circolari del 2,5mm e del 3 mm 4 bottoni
Baby outfit di Lankakomero traduzione di B. Ajroldi Taglia 3-6 mesi Occorrente: 100 150 gr Filato Bambino di Novita, o qualunque altro filato simile ferri dritti e circolari del 2,5mm e del 3 mm 4 bottoni
Magnetiche Taglie: ø 16, 20, 25, 32 mm
 CATALOGO > Release 8.7 > Pinze angolari 80 Serie CGSN Pinze Angolari 80 Serie CGSN Nuova versione Magnetiche Taglie: ø 6, 20, 25, 32 mm»» Elevata flessibilità di installazione»» Dita di presa in acciaio
CATALOGO > Release 8.7 > Pinze angolari 80 Serie CGSN Pinze Angolari 80 Serie CGSN Nuova versione Magnetiche Taglie: ø 6, 20, 25, 32 mm»» Elevata flessibilità di installazione»» Dita di presa in acciaio
Protocollo operativo per l applicazione del metodo SOS-PALM, finalizzato al controllo del punteruolo rosso della palma (Rhynchophorus ferrugineus)
") Protocollo operativo per l applicazione del metodo SOS-PALM, finalizzato al controllo del punteruolo rosso della palma (Rhynchophorus ferrugineus) Installazione della cannula SOS-PALM 1. Nel caso in cui
Protocollo operativo per l applicazione del metodo SOS-PALM, finalizzato al controllo del punteruolo rosso della palma (Rhynchophorus ferrugineus) Installazione della cannula SOS-PALM 1. Nel caso in cui
CALAMI LIGNEI E PENNE D OCA
 Estratto da: CALAMI LIGNEI E PENNE D OCA Writing & Illuminating & Lettering - The Artistic Crafts Series of Technical Handbooks di W. R. Lethaby - Pubblicato da READ BOOKS, 2008 (traduzione di Gabriele
Estratto da: CALAMI LIGNEI E PENNE D OCA Writing & Illuminating & Lettering - The Artistic Crafts Series of Technical Handbooks di W. R. Lethaby - Pubblicato da READ BOOKS, 2008 (traduzione di Gabriele
Non caricare un cassetto mentre è in uso per un lavoro di stampa.
 Stampante a colori Phaser 7300 Cassetti Contenuto della sezione: Caricamento della carta nei cassetti -5, andare a pagina 3. Caricamento della carta nel cassetto multiuso, andare a pagina 6. Utilizzo di
Stampante a colori Phaser 7300 Cassetti Contenuto della sezione: Caricamento della carta nei cassetti -5, andare a pagina 3. Caricamento della carta nel cassetto multiuso, andare a pagina 6. Utilizzo di
Meccanismi per nestre a bilico Multi-Matic
 VALORIZZIAMO IL SERRAMENTO BILICO SISTEMI PER BILICI Meccanismi per nestre a bilico Multi-Matic ISTRUZIONI DI MONTAGGIO Legenda HBB Altezza Battente in Battuta LBB Larghezza Battente in Battuta DBB Diametro
VALORIZZIAMO IL SERRAMENTO BILICO SISTEMI PER BILICI Meccanismi per nestre a bilico Multi-Matic ISTRUZIONI DI MONTAGGIO Legenda HBB Altezza Battente in Battuta LBB Larghezza Battente in Battuta DBB Diametro
HandlingTech. Automations-Systeme PRONTO SOCCORSO IN CASO DI ROTTURA DELL'UTENSILE. www.handlingtech.de/eromobil
 HandlingTech PRONTO SOCCORSO IN CASO DI ROTTURA DELL'UTENSILE www.handlingtech.de/eromobil eromobil - La soluzione in caso di rottura dell'utensile Il nuovo eromobil Più compatto, più funzionale, più pratico
HandlingTech PRONTO SOCCORSO IN CASO DI ROTTURA DELL'UTENSILE www.handlingtech.de/eromobil eromobil - La soluzione in caso di rottura dell'utensile Il nuovo eromobil Più compatto, più funzionale, più pratico
UGELLI PRESSA CON OTTURATORE
 UGELLI PRESSA CON OTTURATORE Tipo P Attuatore a pistone Tipo M Attuatore a molla SCHEDA TECNICA FEPA Srl via Monsagnasco 1B 10090 Villarbasse (TO) Tel.: +39 011 952.84.72 Fax: +39 011 952.048 info@fepa.it
UGELLI PRESSA CON OTTURATORE Tipo P Attuatore a pistone Tipo M Attuatore a molla SCHEDA TECNICA FEPA Srl via Monsagnasco 1B 10090 Villarbasse (TO) Tel.: +39 011 952.84.72 Fax: +39 011 952.048 info@fepa.it
Taglio di canaline per cavi elettrici (acciaio)
") N 502 Taglio di canaline per cavi elettrici (acciaio) A Descrizione In questo esempio viene illustrato il taglio esatto di una canalina in acciaio per cavi di formato 130 x 68 mm con una sega circolare
N 502 Taglio di canaline per cavi elettrici (acciaio) A Descrizione In questo esempio viene illustrato il taglio esatto di una canalina in acciaio per cavi di formato 130 x 68 mm con una sega circolare
ISTRUZIONI DI MONTAGGIO
 By ISTRUZIONI DI MONTAGGIO ALIMENTAZIONE DEL MODULO Trovare un positivo sotto chiave ed un negativo (massa). 1 Nel installazione della elettrovalvola di comando, è indifferente inserire i fi li di collegamento
By ISTRUZIONI DI MONTAGGIO ALIMENTAZIONE DEL MODULO Trovare un positivo sotto chiave ed un negativo (massa). 1 Nel installazione della elettrovalvola di comando, è indifferente inserire i fi li di collegamento
KIT VIVA-VOCE PER AUTO
 KIT VIVA-VOCE PER AUTO BLUETOOTH TECHNOLOGY Istruzioni di montaggio 6/820 FUNZIONI REMOTE CONTROL E AURICOLARE REMOTE CONTROL Attiva o interrompe la chiamata. (1) Regola il volume dell altoparlante. (2)
KIT VIVA-VOCE PER AUTO BLUETOOTH TECHNOLOGY Istruzioni di montaggio 6/820 FUNZIONI REMOTE CONTROL E AURICOLARE REMOTE CONTROL Attiva o interrompe la chiamata. (1) Regola il volume dell altoparlante. (2)
ATERM EVA BASIC HIGHFLOW VALVOLA A BILANCIAMENTO AUTOMATICO E CONTROLLO ON-OFF
 APPLICAZIONI Valvola Aterm Basic Highflow con attuatore La valvola Aterm EVA Basic Highflow è progettata in modo specifico per il bilanciamento di unità di raffreddamento e riscaldamento. Con il suo semplice
APPLICAZIONI Valvola Aterm Basic Highflow con attuatore La valvola Aterm EVA Basic Highflow è progettata in modo specifico per il bilanciamento di unità di raffreddamento e riscaldamento. Con il suo semplice
LEGGERE TUTTE LE INDICAZIONI PRIMA DI AVVIARSI ALL INSTALLAZIONE
 LISTA DELLE PARTI BMW G450X 2009-2011 Istruzioni di Installazione 1 Power Commander 1 Cavo USB 1 CD-ROM 1 Guida Installazione 2 Adesivi Power Commander 2 Adesivi Dynojet 3 Fascette in plastica 1 Morsetto
LISTA DELLE PARTI BMW G450X 2009-2011 Istruzioni di Installazione 1 Power Commander 1 Cavo USB 1 CD-ROM 1 Guida Installazione 2 Adesivi Power Commander 2 Adesivi Dynojet 3 Fascette in plastica 1 Morsetto