Introduzione eccanica cuor icola S Tecnologia M Ing. N tudi di Trieste niversità degli S U
|
|
|
- Corinna Marinelli
- 6 anni fa
- Visualizzazioni
Transcript
1 Introduzione Il processo di colata continua si è sviluppato con successo a partire dagli anni cinquanta per incrementare la produttività dell acciaio affidata fino ad allora alla colata in lingotti. In realtà già verso la fine del diciannovesimo secolo era nata la colata continua per metalli non ferrosi. Il principio è quello di colare con continuità acciaio liquido trasformandolo nel corso della solidificazione in barre di metallo. A seconda delle dimensioni raggiunte dalla barra si distinguono diversi semilavorati : bramme (slab), blumi (blooms) e billette (billets), destinati a loro volta a successive lavorazioni per ottenere un prodotto siderurgico finito.
2 Introduzione
3 Introduzione Uno dei principali vantaggi della colata continua è quello di ottenere con costi contenuti e tempi brevi barre di sezione finita e di forma appropriata per la diretta utilizzazione da parte dei treni di laminazione finitori. La qualità del prodotto si controlla nelle prime fasi della solidificazione ovvero nella lingottiera di rame che ne controlla anche la forma finale. I costi legati alla lingottiera costituiscono una cospicua parte delle spese per l intero impianto.
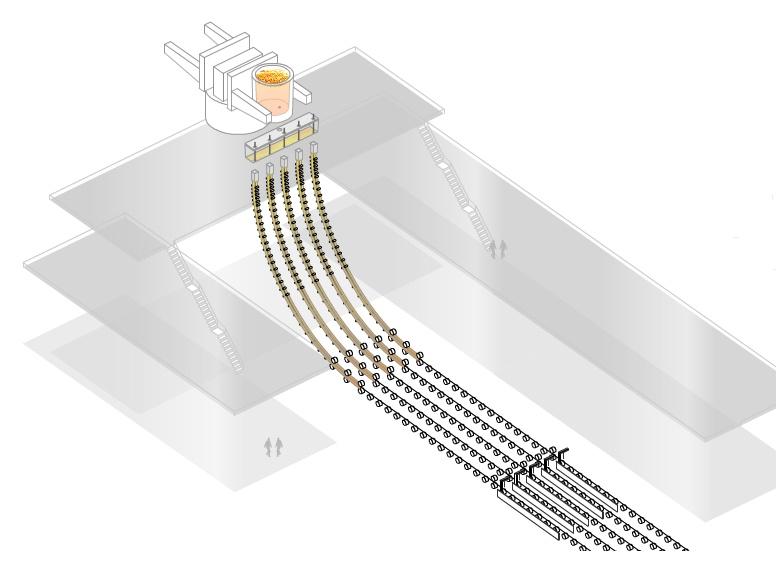
4 Impianto L acciaio liquido arriva dai processi di seconda fabbricazione (affinazione) e quindi riversato in appositi contenitori di lamiera rivestiti internamente da refrattari chiamati siviere. Le siviere alimentano un contenitore rivestito anch esso in refrattario, la paniera, e destinato a ricevere il getto di acciaio. Il compito principale della paniera è mantenere un battente ferrostatico costante ossia garantire un deflusso regolare dell acciaio; nel caso di più linee di colata ripartisce equamente il flusso d acciaio. La solidificazione dell acciaio liquido è affidata alla lingottiera, uno stampo in lega di rame raffreddato a circolazione forzata d acqua. Segue una zona di raffreddamento anche intenso per la barra, generalmente realizzato con spruzzi d acqua in pressione.
5 Impianto
6 Impianto
7 Impianto
8 Impianto Nella lingottiera il calore viene smaltito principalmente dall'acqua di raffreddamento. Si forma così una pellicola solida chiamata pelle o guscio della linea che incrementa di spessore lungo la lingottiera fino a circa 3 cm. L'interno della linea rimane liquido o semisolido (mushing zone) per molti metri e il suo stato dipende dalla velocità di colata e dallo spessore della linea. Appena si solidifica un guscio di spessore sufficiente a contenere l acciaio liquido, la linea di colata abbandona la lingottiera (il tempo di permanenza è generalmente inferiore ad un minuto) per proseguire il raffreddamento secondario.
9 Impianto
10 Impianto
11 Impianto
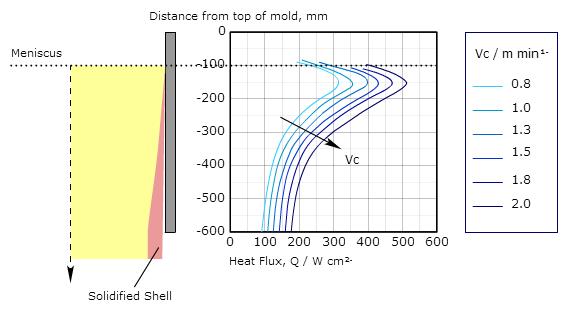
12 Impianto Lo spessore della pelle dipende dalla forma e dalle dimensioni della sezione trasversale della barra e per tali esigenze la velocità di colata, ossia la velocità di avanzamento della linea, varia da 0,5-1,8 m/min per le bramme fino a 2-5 m/min per le billette. Il motivo per cui il la lingottiera non prosegue ulteriormente nella solidificazione è che durante il raffreddamento si ha una contrazione della pelle (ritiro di solidificazione) per cui viene meno il contatto linea-lingottiera e si perde l efficienza di trasmissione del calore per la presenza di uno strato di aria che si interpone tra le pareti di rame e il guscio solido appena formatosi.

13 Impianto Nella zona sotto la lingottiera (zona di raffreddamento secondario) la sottrazione di calore avviene per irraggiamento, per contatto con i rulli di sostegno e mediante spruzzi d acqua nebulizzata. Il raffreddamento deve essere il più regolare ed uniforme possibile lungo tutto il perimetro della barra.
14 Lingottiera Nella colata continua la lingottiera è l unica parte esposta all acciaio fuso e riveste il ruolo principale dovendo generare una pelle solida omogenea tale da garantire un efficiente trasferimento di calore. Esistono vari tipi di lingottiera, tutte comunque raffreddate ad acqua, a seconda del prodotto: lingottiera a piastre per bramme e blumi. Lingottiera tubolare per blumi di dimensioni contenute e tondi. Lingottiera ad ampiezza variabile per bramme a larghezza variabile. Lingottiera per la colata combinata per forme complesse come. prodotti colati per travi
15 Lingottiera Le lingottiere a piastra sono le più diffuse e sono costituite da piastre di rame elettrolitico laminato raffreddate ad acqua. La zona di raffreddamento per la colata continua dell'acciaio varia dai 600 ai 900 mm di lunghezza, mentre la temperatura viene mantenuta tra i 100 e i 250 C. La forma adottata non è quella a pareti perfettamente parallele ma generalmente si dà una leggera rastrematura con restringimento di sezione verso il basso allo scopo di esercitare una certa pressione sulle superfici della linea nella direzione dell uscita, compensare il ritiro di solidificazione e ritardarne il distacco dalle pareti della lingottiera, migliorando così la trasmissione del calore nella parte bassa della lingottiera.
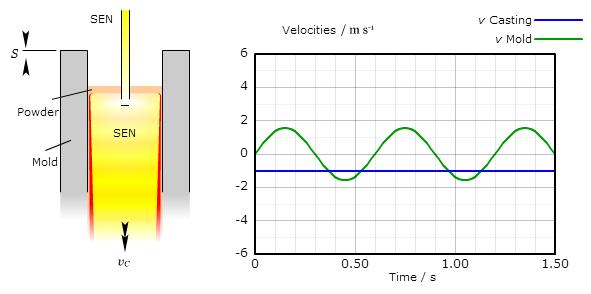
16 Lingottiera Per evitare che lo strato di pelle solida si incolli alla lingottiera di rame si utilizzano due principi fondamentali: tramite oscillazione: La lingottiera oscilla con moto non armonico per un ampiezza dai 3 ai 10 mm e con una frequenza di 1-3 Hz, con velocità di discesa molto vicina a quella di estrazione della linea (ordine del metro\minuto) ma sufficiente a creare un moto relativo tra lingottiera e linea, mentre la velocità di risalita è maggiore. tramite lubrificazione: Il sistema di lubrificazione è di notevole importanza nella determinazione del calore scambiato. Si usano due tipi di lubrificazione : 1- lubrificazione ad olio: (olio di colza oppure polvere sintetica a base di ceramica che galleggia nel bagno metallico) per piccole billette e tondi. 2- lubrificazione con polveri: La polvere a contatto con l acciaio liquido fonde formando scorie che infiltrano nell intercapedine tra acciaio e rame.
17 Lingottiera Le principali funzioni della polvere da lingottiera sono : proteggere la superficie liquida dell acciaio dall ossidazione isolamento termico della linea assorbimento di inclusioni non metalliche provenienti dall acciaio controllo dello scambio termico tra la parete della lingottiera e guscio di acciaio formare un film lubrificante (0,5-2 mm) tra pelle della linea e lingottiera Per quanto riguarda la composizione chimica, le polveri per lingottiera sono costituite da una miscela complessa di carbonio, ossidi vari (tra cui SiO 2, Al 2 O 3, Na 2 O, CaO) e altri materiali.
18 Lingottiera
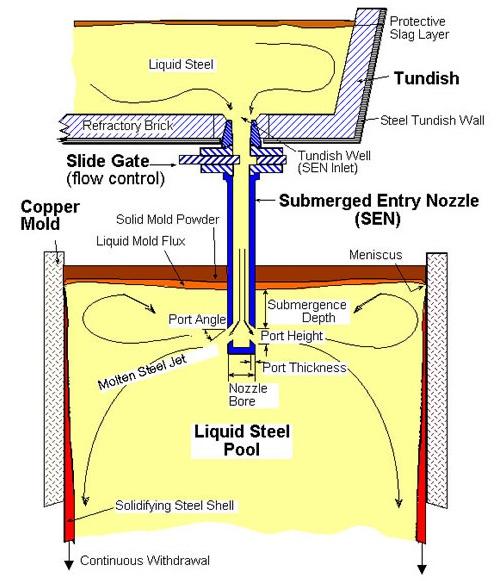
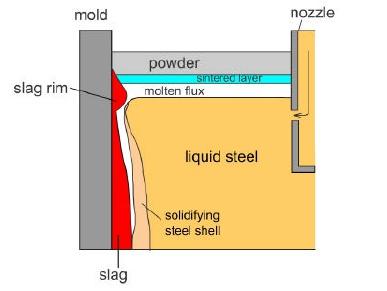
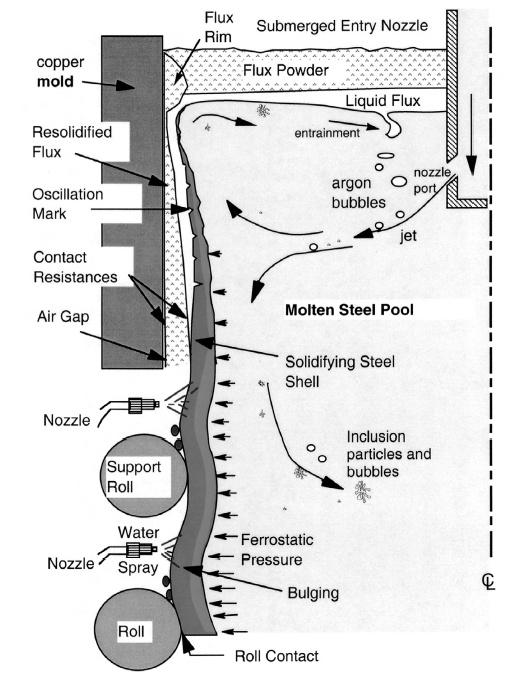
19 Lingottiera Le polveri, una volta versate in lingottiera, perdono parte del carbonio per ossidazione e si riscaldano a contatto con l acciaio liquido, formando uno strato sinterizzato (sintered layer) e uno fuso (molten flux). Quest ultimo si distribuisce su tutta la superficie libera dell acciaio e, grazie alle oscillazioni della lingottiera (mold), si infiltra nell intercapedine tra essa e il guscio più esterno di acciaio solidificato (solidifying steel shell). In questo modo, lo strato liquido agisce da lubrificante. Il flusso infiltrato solidifica parzialmente a sua volta a contatto con la lingottiera, la cui parete è raffreddata ad acqua, formando uno strato di scoria (slag) il cui spessore aumenta appena sopra la superficie dell acciaio. Il ruolo di questo strato è permettere un adeguato livello di trasferimento di calore tra il guscio di acciaio solidificato e la lingottiera.
20 Lingottiera Tuttavia verso la fine della lingottiera la pelle solida può staccarsi dalle piastre di rame a causa della contrazione subita dal metallo creando un gap che si riempie di gas e che riducendo il flusso termico rallenta il processo di solidificazione. L'immagine riportata nella diapositiva successiva rappresenta schematicamente i diversi strati nella parte superiore della lingottiera quando non si è ancora creato un sufficiente gap di aria tra la pelle dell acciaio e la parete della lingottiera.
21
22 Lingottiera La polvere lubrificante, che ha una temperatura di fusione di circa 1150 C, è liquida in contatto con la linea calda e solida vicino le pareti della lingottiera. Ci può essere una zona eterogenea (mushing zone) tra le parti liquide e le parti solide composta da una miscela di liquido e cristalli. Mentre si assume che ci sia un contatto praticamente perfetto tra la superficie della pelle della linea e il liquido, ciò non si verifica tra la parte solida e la lingottiera; inoltre a seconda della composizione della polvere, la superficie solida può essere più o meno levigata. Così, anche nella parte più alta della lingottiera dove non esiste uno strato d'aria macroscopico, ci può essere un intervallo microscopico che causa una resistenza all interfaccia con le pareti della lingottiera.
23 Lingottiera
24 Raffreddamento secondario Nella parte più alta della zona di raffreddamento secondaria, la linea è solitamente raffreddata da spruzzi d'acqua proveniente da ugelli posizionati negli spazi tra i rulli. Il raffreddamento tramite spruzzatori deve : Assicurare una solidificazione completa della linea Garantire temperature idonee alla raddrizzatura Fornire un raffreddamento uniforme e graduale Tuttavia in questo tratto si può avere raffreddamento per semplice irraggiamento e/o contatto con gli stessi rulli.
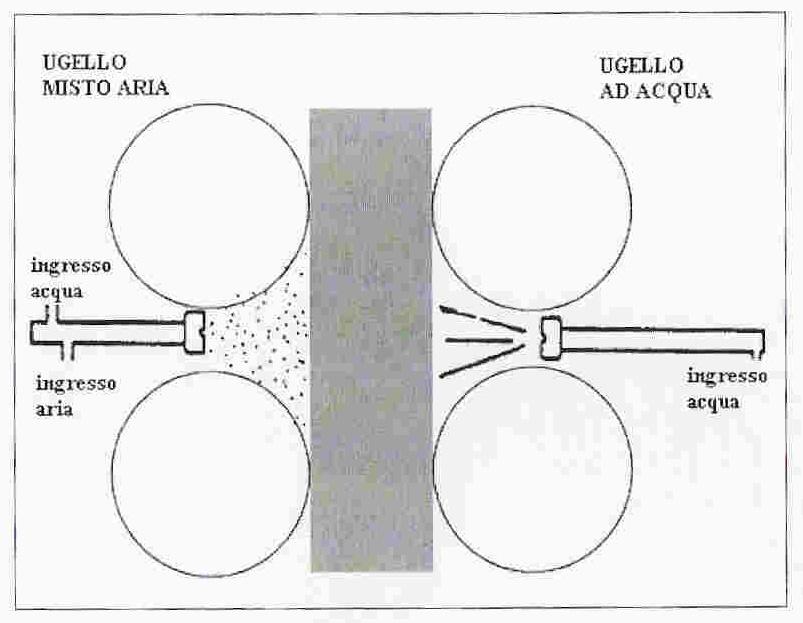
25 Raffreddamento spray Ci sono due tipi principali di ugelli, secondo la forma dell'area bagnata: gli ugelli a getto piatto usati nella colata a piastra e gli ugelli a cono usati nella colata di billette e blumi. L'area bagnata nel primo caso è a forma di un rettangolo con spigoli arrotondati; nel secondo caso è a forma di cerchio (ugelli a coni pieni). I primi sistemi di raffreddamento erano composti esclusivamente da ugelli ad acqua, mentre recentemente sono stati introdotti spray misti ariaacqua, chiamati nebulizzatori. Attraverso tali ugelli acqua e aria confluiscono contemporaneamente formando un getto di particelle vaporizzate ad elevata pressione. Questo permette un ottimizzazione nell uso dell acqua e si aumentano i coefficienti di trasmissione del calore.
26 Raffreddamento spray
27 Crescita del guscio
28 Crescita del guscio Un metodo per misurare lo spessore della pelle è l'utilizzo di un sensore meccanico immerso nella lingottiera dal menisco. In alternativa si possono utilizzare i breakouts, i quali vengono fatti bucando la pelle della linea ma questa tecnica è molto costosa. I tracciatori radioattivi (per es. Au 198 ) o tracciatori chimici (FeS) vengono aggiunti dal menisco e si distribuiscono nella parte interna liquida della linea segnando quindi il fronte di solidificazione la cui posizione viene determinata, dopo il raffreddamento a temperatura ambiente, sezionando la linea e identificando i tracciatori direttamente nella sezione. Un altro metodo è inserire una pesante punta di tungsteno con una sorgente interna radioattiva (Au 198 o Co 60 ) o un pezzo di piombo che scendendo ad una velocità relativamente alta, si stabilizzano sul fondo del cono liquido della linea.
29 Crescita del guscio

30 Crescita del guscio
31 Crescita del guscio
32 Breakouts Il fenomeno di rottura della linea è chiamato breakout ed è un evento da evitare nella colata continua. Un breakout avviene se il battente ferrostatico (la pressione esercitata dall acciaio sopra la linea) supera la capacità di tenuta del guscio solido. Lo si evita quindi garantendo che lo spessore della linea in ogni punto sia sufficiente a sopportare il peso dell acciaio liquido contenuto. Sapendo che la probabilità di breakouts è direttamente proporzionale allo spessore della linea, è fondamentale mantenere un adeguato livello di acciaio nella lingottiera, ossia più alto è il livello in lingottiera e più tempo ha l acciaio per solidificare. Un altro fattore che può influire sul rischio di breakouts è la profondità delle oscillation marks. Infatti in questi punti lo spessore del guscio ha una discontinuità che ne provoca la diminuzione dello spessore.
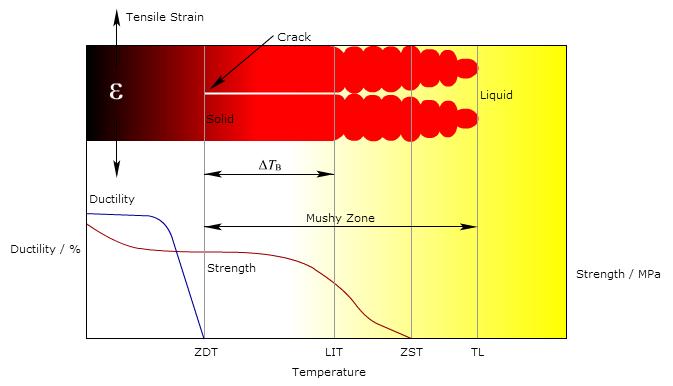
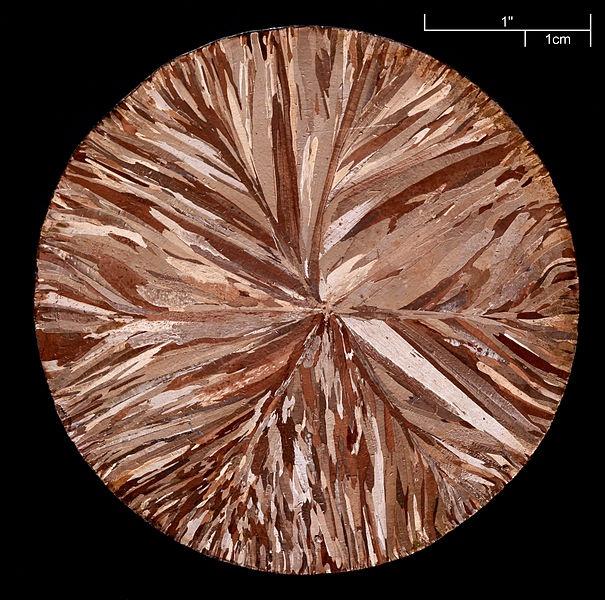
33 Solidificazione dendritica
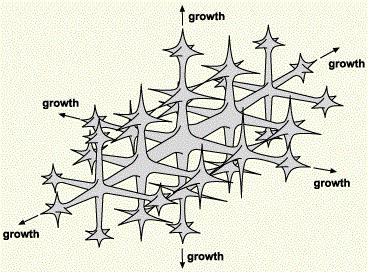
34 Solidificazione dendritica
35 Solidificazione dendritica T Sottoraffr. %C Temperatura T inizio sol. %C
36 Solidificazione dendritica
37 Solidificazione dendritica
Le lavorazioni: la formatura. Le lavorazioni: la formatura. Le lavorazioni industriali. Il processo di fusione La fusione in forma transitoria
 Le lavorazioni: la formatura Le lavorazioni: la formatura Le lavorazioni industriali Il processo di fusione La fusione in forma transitoria La formatura dei polimeri Esercizi sulla fusione 2 2006 Politecnico
Le lavorazioni: la formatura Le lavorazioni: la formatura Le lavorazioni industriali Il processo di fusione La fusione in forma transitoria La formatura dei polimeri Esercizi sulla fusione 2 2006 Politecnico
Tecnologie dei vetri e dei
 Tecnologie dei vetri e dei polimeri organici PROPRIETA DEI VETRI Per i processi di formatura è importante conoscere il comportamento viscositàtemperatura del vetro. La lavorabilità del vetro dipende dalla
Tecnologie dei vetri e dei polimeri organici PROPRIETA DEI VETRI Per i processi di formatura è importante conoscere il comportamento viscositàtemperatura del vetro. La lavorabilità del vetro dipende dalla
6 IL CEMENTO ARMATO PRECOMPRESSO. 6.1 Fondamenti teorici
 6 IL CEMENTO ARMATO PRECOMPRESSO 6.1 Fondamenti teorici Si è detto in precedenza che in un elemento in cemento armato il calcestruzzo lavora solo a compressione mentre alle barre di armatura viene affidato
6 IL CEMENTO ARMATO PRECOMPRESSO 6.1 Fondamenti teorici Si è detto in precedenza che in un elemento in cemento armato il calcestruzzo lavora solo a compressione mentre alle barre di armatura viene affidato
Saldatura TIG. SALDATURA ELETTRICA AD ARCO (tungsten inert gas TIG)
") SALDATURA ELETTRICA AD ARCO (tungsten inert gas TIG) GENERALITA Il processo di saldatura TIG, è un processo di saldatura per fusione, autogeno. L'arco elettrico scocca tra l'elettrodo infusibile, che si
SALDATURA ELETTRICA AD ARCO (tungsten inert gas TIG) GENERALITA Il processo di saldatura TIG, è un processo di saldatura per fusione, autogeno. L'arco elettrico scocca tra l'elettrodo infusibile, che si
Introduzione alle macchine a stati (non definitivo)
") Introduzione alle macchine a stati (non definitivo) - Introduzione Il modo migliore per affrontare un problema di automazione industriale (anche non particolarmente complesso) consiste nel dividerlo in
Introduzione alle macchine a stati (non definitivo) - Introduzione Il modo migliore per affrontare un problema di automazione industriale (anche non particolarmente complesso) consiste nel dividerlo in
I differenti materiali differiscono per le caratteristiche meccaniche e fisiche.
 MATERIALI COMPOSITI I differenti materiali differiscono per le caratteristiche meccaniche e fisiche. I METALLI hanno forma cristallina e forti legami molecolari (legame metallico), che danno loro resistenza
MATERIALI COMPOSITI I differenti materiali differiscono per le caratteristiche meccaniche e fisiche. I METALLI hanno forma cristallina e forti legami molecolari (legame metallico), che danno loro resistenza
MATERIALI METALLICI. Piombo ( Pb ) Nichel ( Ni ) al carbonio o comuni
 Nichel ( Ni ) al carbonio o comuni") MATERIALI METALLICI Sono i materiali costituiti da metalli e loro leghe, ricavati dalla lavorazione di minerali attraverso dei processi metallurgici. Sono caratterizzati da una struttura chimica cristallina
MATERIALI METALLICI Sono i materiali costituiti da metalli e loro leghe, ricavati dalla lavorazione di minerali attraverso dei processi metallurgici. Sono caratterizzati da una struttura chimica cristallina
INTRODUZIONE ALLA TERMODINAMICA. Supponiamo di voler studiare il comportamento di una determinata quantità di gas contenuta
 INTRODUZIONE ALLA TERMODINAMICA Supponiamo di voler studiare il comportamento di una determinata quantità di gas contenuta in un recipiente, ad esempio 5g di ossigeno. Dato l elevato numero di molecole
INTRODUZIONE ALLA TERMODINAMICA Supponiamo di voler studiare il comportamento di una determinata quantità di gas contenuta in un recipiente, ad esempio 5g di ossigeno. Dato l elevato numero di molecole
PROCESSO DELL ASPORTAZIONE DEL METALLO
 PROCESSO DELL ASPORTAZIONE DEL METALLO Formazione del truciolo La lavorazione meccanica di un elemento, ha lo scopo di mutarne la forma e le dimensioni per ottenere un particolare meccanico conforme alle
PROCESSO DELL ASPORTAZIONE DEL METALLO Formazione del truciolo La lavorazione meccanica di un elemento, ha lo scopo di mutarne la forma e le dimensioni per ottenere un particolare meccanico conforme alle
ITIS OTHOCA ORISTANO I CUSCINETTI RADENTI. Prof. Ignazio Peddis A.S. 2007/08
 ITIS OTHOCA ORISTANO I CUSCINETTI RADENTI Prof. Ignazio Peddis A.S. 2007/08 I cuscinetti radenti Il cuscinetto radente è un guscio cilindrico di forma differenziata che avvolge il perno di albero rotante
ITIS OTHOCA ORISTANO I CUSCINETTI RADENTI Prof. Ignazio Peddis A.S. 2007/08 I cuscinetti radenti Il cuscinetto radente è un guscio cilindrico di forma differenziata che avvolge il perno di albero rotante
UV COATINGS: BASICS AND NEW APPLICATIONS
 UV COATINGS: BASICS AND NEW APPLICATIONS A UV plant from the point of view of a coating manufacturer 1 INTRODUZIONE Perché la tecnologia UV? PRODOTTO SILAP ALIMENTATORE PER LAMPADE UV Potenza uscita da
UV COATINGS: BASICS AND NEW APPLICATIONS A UV plant from the point of view of a coating manufacturer 1 INTRODUZIONE Perché la tecnologia UV? PRODOTTO SILAP ALIMENTATORE PER LAMPADE UV Potenza uscita da
ESTRUSIONE DIFETTI DIFETTI VISIBILI DIFETTI VISIBILI DOPO TRATTAMENTO. Arresto e ripresa Estrusione. Morfologia banda Estrusione. Foto: fonte Qualital
 DIFETTI VISIBILI DIFETTI VISIBILI DOPO TRATTAMENTO Arresto e ripresa Estrusione Morfologia banda Estrusione Difetto visto in sezione CRICCATURE (TRASVERSALI) Di solito subito evidenti, questo difetto si
DIFETTI VISIBILI DIFETTI VISIBILI DOPO TRATTAMENTO Arresto e ripresa Estrusione Morfologia banda Estrusione Difetto visto in sezione CRICCATURE (TRASVERSALI) Di solito subito evidenti, questo difetto si
Il sistema di sigillatura "ISOLBLOCK" nelle murature refrattarie di sicurezza
 Il sistema di sigillatura "ISOLBLOCK" nelle murature refrattarie di sicurezza La società REFRASUD, nel campo delle esperienze maturate sui rivestimenti per siviere acciaio, ha formulato una particolare
Il sistema di sigillatura "ISOLBLOCK" nelle murature refrattarie di sicurezza La società REFRASUD, nel campo delle esperienze maturate sui rivestimenti per siviere acciaio, ha formulato una particolare
Tolleranze per Barre Finite a Freddo
 Tolleranze per Barre Finite a Freddo ASTM A 108-03 TAB. A 1.1 Barre in acciaio pollici / millimetri CONTENUTO DI CARBONIO MAX 0,28 % O MINORE CONTENUTO DI CARBONIO OLTRE 0,28 % FINO A 0,55% INCLUSO SEZIONE
Tolleranze per Barre Finite a Freddo ASTM A 108-03 TAB. A 1.1 Barre in acciaio pollici / millimetri CONTENUTO DI CARBONIO MAX 0,28 % O MINORE CONTENUTO DI CARBONIO OLTRE 0,28 % FINO A 0,55% INCLUSO SEZIONE
Disegno di Macchine. corso per I anno della laurea in ing. meccanica Docente: ing. Francesca Campana
 Disegno di Macchine corso per I anno della laurea in ing. meccanica Docente: ing. Francesca Campana Lezione n 13 I processi di lavorazione per compone nti meccanici. Cenni sui processi di fonderia e di
Disegno di Macchine corso per I anno della laurea in ing. meccanica Docente: ing. Francesca Campana Lezione n 13 I processi di lavorazione per compone nti meccanici. Cenni sui processi di fonderia e di
Trasformatore. Parte 3 Caratteristiche costruttive (versione del 25-11-2012)
") Trasformatore Parte 3 Caratteristiche costruttive www.die.ing.unibo.it/pers/mastri/didattica.htm (versione del 25-11-2012) Trasformatore monofase a colonne Giogo Colonne Giogo L avvolgimento di alta tensione
Trasformatore Parte 3 Caratteristiche costruttive www.die.ing.unibo.it/pers/mastri/didattica.htm (versione del 25-11-2012) Trasformatore monofase a colonne Giogo Colonne Giogo L avvolgimento di alta tensione
ugello da cui fuoriesce l aria compressa bulbo
 Produzione di vetro cavo Processo a nastro ugello da cui fuoriesce l aria compressa nastro delle soffianti nastro trasportatore con fori bulbo un martelletto stacca la lampada dal nastro nastro degli stampi
Produzione di vetro cavo Processo a nastro ugello da cui fuoriesce l aria compressa nastro delle soffianti nastro trasportatore con fori bulbo un martelletto stacca la lampada dal nastro nastro degli stampi
REGIONE CALABRIA. INTERVENTI PER L INNOVAZIONE DELLE STRUTTURE E DEI PROCESSI AZIENDALI (Legge 598/94)
") allegato n. 1!" # $ % &##'!#()#&## *!)#+*, - # ".((. /0#+!#( 1. 23!!#("" #+#) *!)#+*,4- # ".((. /0#+- 2 " " " ( & 56. # 5$ - -)/0 -* )/0 44-* ".)%65* #%. 7.. 4 "8%$)"8% $ 4* 1 Estrazione di minerali di
allegato n. 1!" # $ % &##'!#()#&## *!)#+*, - # ".((. /0#+!#( 1. 23!!#("" #+#) *!)#+*,4- # ".((. /0#+- 2 " " " ( & 56. # 5$ - -)/0 -* )/0 44-* ".)%65* #%. 7.. 4 "8%$)"8% $ 4* 1 Estrazione di minerali di
Prove di corrosione di vari acciai in miscele ternarie di nitrati fusi. E. Veca, M. Agostini, P. Tarquini. Report RdS/PAR2013/249
 Agenzia nazionale per le nuove tecnologie, l energia e lo sviluppo economico sostenibile MINISTERO DELLO SVILUPPO ECONOMICO Prove di corrosione di vari acciai in miscele ternarie di nitrati fusi E. Veca,
Agenzia nazionale per le nuove tecnologie, l energia e lo sviluppo economico sostenibile MINISTERO DELLO SVILUPPO ECONOMICO Prove di corrosione di vari acciai in miscele ternarie di nitrati fusi E. Veca,
Matteo Strano - Tecnologia Meccanica Processi di fonderia - 2 FONDERIA
 Matteo Strano - Tecnologia Meccanica Processi di fonderia - 1 Matteo Strano - Tecnologia Meccanica Processi di fonderia - 2 FONDERIA Nella tecnica di fonderia il metallo, fuso nei forni, viene colato o
Matteo Strano - Tecnologia Meccanica Processi di fonderia - 1 Matteo Strano - Tecnologia Meccanica Processi di fonderia - 2 FONDERIA Nella tecnica di fonderia il metallo, fuso nei forni, viene colato o
Tecnologie di Recupero e Riciclo dei Materiali Alberto Simboli I MATERIALI NELLA PRODUZIONE
 Tecnologie di Recupero e Riciclo dei Materiali Alberto Simboli 3. I MATERIALI NELLA PRODUZIONE 3.1. INTRODUZIONE Origine dei materiali I materiali, dal punto di vista della loro origine si possono suddividere
Tecnologie di Recupero e Riciclo dei Materiali Alberto Simboli 3. I MATERIALI NELLA PRODUZIONE 3.1. INTRODUZIONE Origine dei materiali I materiali, dal punto di vista della loro origine si possono suddividere
LAVORAZIONE DEI POLIMERI I processi per trasformare granuli e pastiglie in prodotti finiti sono numerosi.
 LAVORAZIONE DEI POLIMERI I processi per trasformare granuli e pastiglie in prodotti finiti sono numerosi. Generalmente i polimeri non vengono trasformati allo stato puro, ma miscelati con additivi che
LAVORAZIONE DEI POLIMERI I processi per trasformare granuli e pastiglie in prodotti finiti sono numerosi. Generalmente i polimeri non vengono trasformati allo stato puro, ma miscelati con additivi che
ISOL CR REI 120 COPPELLE ISOL CR A PROTEZIONE TUBAZIONI
 Nome commerciale Legante Descrizione Principali applicazioni SCHEDA TECNICA ISOL CR REI 120 COPPELLE ISOL CR A PROTEZIONE TUBAZIONI Le coppelle Mod. ISOL CR idonee per la protezione di condutture gas,
Nome commerciale Legante Descrizione Principali applicazioni SCHEDA TECNICA ISOL CR REI 120 COPPELLE ISOL CR A PROTEZIONE TUBAZIONI Le coppelle Mod. ISOL CR idonee per la protezione di condutture gas,
I. S. S. Serafino Riva Sarnico (BG) Esercitazioni Pratiche di Tecnologia Meccanica SEGATRICI. A cura dei proff. Morotti Giovanni e Santoriello Sergio
 Esercitazioni Pratiche di Tecnologia Meccanica SEGATRICI. A cura dei proff. Morotti Giovanni e Santoriello Sergio") di Tecnologia Meccanica SEGATRICI A cura dei proff. Morotti Giovanni e Santoriello Sergio Segatrici Per eseguire tagli rapidi e precisi su pezzi di dimensioni limitate, profilati, tubi, billette, barre,
di Tecnologia Meccanica SEGATRICI A cura dei proff. Morotti Giovanni e Santoriello Sergio Segatrici Per eseguire tagli rapidi e precisi su pezzi di dimensioni limitate, profilati, tubi, billette, barre,
Determinazione del calore di combustione specifico di un pellet vegetale
 Determinazione del calore di combustione specifico di un pellet vegetale La bomba calorimetrica di Mahler è un apparecchio che consente la determinazione del potere calorifico superiore di un combustibile
Determinazione del calore di combustione specifico di un pellet vegetale La bomba calorimetrica di Mahler è un apparecchio che consente la determinazione del potere calorifico superiore di un combustibile
Lame d aria ionizzanti con soffiatore Typhoon
 INDICE 1 Lame d aria ionizzanti con soffiatore Typhoon Indice 1 Lame d aria ionizzanti con soffiatore Typhoon 2 1.1 Principale....................................... 2 1.2 Benefici........................................
INDICE 1 Lame d aria ionizzanti con soffiatore Typhoon Indice 1 Lame d aria ionizzanti con soffiatore Typhoon 2 1.1 Principale....................................... 2 1.2 Benefici........................................
Nel processo thermal spray la polvere ceramica viene spinta da un gas nella torcia dove viene fusa e spruzzata contro il substrato da rivestire.
 I ceramici possono essere prodotti: - da polveri - da fuso (per solidificazione) - da fase vapore o gas (tecnica CVD o PVD) - da soluzione (via sol-gel) - da tecnopolimeri Nella produzione da fuso sono
I ceramici possono essere prodotti: - da polveri - da fuso (per solidificazione) - da fase vapore o gas (tecnica CVD o PVD) - da soluzione (via sol-gel) - da tecnopolimeri Nella produzione da fuso sono
TRATTAMENTI TERMICI DEI MATERIALI FERROSI
 TRATTAMENTI TERMICI DEI MATERIALI FERROSI Tempra Processi di tempra A seconda di come viene eseguito il trattamento, consentono di ottenere: un cambiamento di struttura totale a temperatura ambiente con
TRATTAMENTI TERMICI DEI MATERIALI FERROSI Tempra Processi di tempra A seconda di come viene eseguito il trattamento, consentono di ottenere: un cambiamento di struttura totale a temperatura ambiente con
la stampa FLESSOGRAFICA la flessografia - Gabriele Susat, Francesco Lievore
 la stampa FLESSOGRAFICA la flessografia - Gabriele Susat, Francesco Lievore Che cos è la flessografia? La flessografia è un procedimento di stampa rotativo, rilievografico, diretto. Il nome flessografia
la stampa FLESSOGRAFICA la flessografia - Gabriele Susat, Francesco Lievore Che cos è la flessografia? La flessografia è un procedimento di stampa rotativo, rilievografico, diretto. Il nome flessografia
DIMENSIONAMENTO CON LASTRE. SUPALUX-EA del rivestimento protettivo degli elementi strutturali in acciaio
 DIMENSIONAMENTO CON LASTRE SUPALUX-EA del rivestimento protettivo degli elementi strutturali in acciaio Dimensionamento con lastre SUPALUX EA del rivestimento protettivo degli elementi strutturali in acciaio.
DIMENSIONAMENTO CON LASTRE SUPALUX-EA del rivestimento protettivo degli elementi strutturali in acciaio Dimensionamento con lastre SUPALUX EA del rivestimento protettivo degli elementi strutturali in acciaio.
Profili laminati di alta qualità
 L'acciaio antiusura Profili laminati di alta qualità ESTRONG è un acciaio legato a basso contenuto di Carbonio e con elevati tenori di Boro, Molibdeno e Nichel, tali da ottimizzare le caratteristiche meccaniche
L'acciaio antiusura Profili laminati di alta qualità ESTRONG è un acciaio legato a basso contenuto di Carbonio e con elevati tenori di Boro, Molibdeno e Nichel, tali da ottimizzare le caratteristiche meccaniche
la saldatura è il processo che realizza l unione di elementi mediante l azione del calore, con o senza materiale d apporto.
 LA la saldatura è il processo che realizza GENERALITA : l unione di elementi mediante l azione del calore, con o senza materiale d apporto. Vi sono moltissime tecniche di saldatura che si possono raggruppare
LA la saldatura è il processo che realizza GENERALITA : l unione di elementi mediante l azione del calore, con o senza materiale d apporto. Vi sono moltissime tecniche di saldatura che si possono raggruppare
Le lavorazioni: la formatura. Le lavorazioni: la formatura. Le lavorazioni industriali
 Le lavorazioni: la formatura Le lavorazioni: la formatura Il processo di fusione La fusione in forma transitoria La fusione in forma permanente La formatura dei polimeri Esercizi sulla fusione 2 2006 Politecnico
Le lavorazioni: la formatura Le lavorazioni: la formatura Il processo di fusione La fusione in forma transitoria La fusione in forma permanente La formatura dei polimeri Esercizi sulla fusione 2 2006 Politecnico
La fig. 1 rappresenta un utensile dritto per sgrossatura con le relative parti che lo caratterizzano e gli angoli caratteristici dei taglienti.
 La Tornitura Utensili da tornio Gli utensili da tornio sono generalmente a punta singola con tagliente in acciaio o con placchetta di carburi metallici riportata su di uno stelo di acciaio (al carbonio
La Tornitura Utensili da tornio Gli utensili da tornio sono generalmente a punta singola con tagliente in acciaio o con placchetta di carburi metallici riportata su di uno stelo di acciaio (al carbonio
Impianti di propulsione navale
 Motori diesel 4T Interfacce con il sistema nave Ogni motore installato a bordo ha sostanzialmente quattro tipologie di interfacce con la nave, precisamente: Trasmissione potenza: collegamento meccanico
Motori diesel 4T Interfacce con il sistema nave Ogni motore installato a bordo ha sostanzialmente quattro tipologie di interfacce con la nave, precisamente: Trasmissione potenza: collegamento meccanico
COMPARATORE 1/100 COMPARATORE GRADUATO
 COMPARATORE 1/100 CLASSIFICAZIONE DELLO STRUMENTO: COMPARATORE GRADUATO Avente una approssimazione di 0,01 mm ESIGENZE DI VERIFICA: E utilizzato per il controllo di errori di forma dei pezzi e per misurazioni
COMPARATORE 1/100 CLASSIFICAZIONE DELLO STRUMENTO: COMPARATORE GRADUATO Avente una approssimazione di 0,01 mm ESIGENZE DI VERIFICA: E utilizzato per il controllo di errori di forma dei pezzi e per misurazioni
SCIENZE E TECNOLOGIE APPLICATE SETTORE MARITTIMO
 SCIENZE E TECNOLOGIE APPLICATE SETTORE MARITTIMO MODULO : UNO UNITA : TRE SCAFI IN ACCIAIO La necessità di costruire navi sempre più grandi e con una certa rapidità, ha portato ad abbandonare il legno
SCIENZE E TECNOLOGIE APPLICATE SETTORE MARITTIMO MODULO : UNO UNITA : TRE SCAFI IN ACCIAIO La necessità di costruire navi sempre più grandi e con una certa rapidità, ha portato ad abbandonare il legno
Esercizi di termologia
 Esercizi di termologia L. Paolucci 4 dicembre 2009 Sommario Termologia: esercizi e problemi con soluzioni. Per la classe seconda. Anno Scolastico 2009/0. Versione: v Si ricordi che cal 4,86. Quindi il
Esercizi di termologia L. Paolucci 4 dicembre 2009 Sommario Termologia: esercizi e problemi con soluzioni. Per la classe seconda. Anno Scolastico 2009/0. Versione: v Si ricordi che cal 4,86. Quindi il
SALDATURA CON ELETTRODO RUTILE
 SALDATURA CON ELETTRODO RUTILE Indicazioni generali L innesco e l accensione di un arco elettrico avvengono per contatto tra un polo positivo ed un polo negativo (cortocircuito). Il calore dell arco elettrico
SALDATURA CON ELETTRODO RUTILE Indicazioni generali L innesco e l accensione di un arco elettrico avvengono per contatto tra un polo positivo ed un polo negativo (cortocircuito). Il calore dell arco elettrico
L impianto di lubrificazione. Semplificazioni e dettagli base sull'argomento. Versione per il Formatore
 Regione Peimonte IMPIANTISTICA IDRAULICA E PNEUMATICA DELL'AUTOVEICOLO Venere Fabrizio DATA EMISSIONE Dicembre 2014 DATA REVISIONE L impianto di lubrificazione Semplificazioni e dettagli base sull'argomento
Regione Peimonte IMPIANTISTICA IDRAULICA E PNEUMATICA DELL'AUTOVEICOLO Venere Fabrizio DATA EMISSIONE Dicembre 2014 DATA REVISIONE L impianto di lubrificazione Semplificazioni e dettagli base sull'argomento
Lo stato liquido. Un liquido non ha una forma propria, ma ha la forma del recipiente che lo contiene; ha però volume proprio e non è comprimibile.
 I liquidi Lo stato liquido Lo stato liquido rappresenta una condizione intermedia tra stato aeriforme e stato solido, tra lo stato di massimo disordine e quello di perfetto ordine Un liquido non ha una
I liquidi Lo stato liquido Lo stato liquido rappresenta una condizione intermedia tra stato aeriforme e stato solido, tra lo stato di massimo disordine e quello di perfetto ordine Un liquido non ha una
Rischio Chimico. Definizioni
 Rischio Chimico Definizioni a) agenti chimici: tutti gli elementi o composti chimici, sia da soli sia nei loro miscugli, allo stato naturale o ottenuti, utilizzati o smaltiti, compreso lo smaltimento come
Rischio Chimico Definizioni a) agenti chimici: tutti gli elementi o composti chimici, sia da soli sia nei loro miscugli, allo stato naturale o ottenuti, utilizzati o smaltiti, compreso lo smaltimento come
E-Bond build. Spessore mm 4 Peso kg/m 2 (5,50) Larghezza mm 1500 Lunghezza mm 4050
 Larghezza mm 1500 Lunghezza mm 4050") E-Bond E-Bond build E-Bond Build è un pannello composito di alluminio e polietilene. L unione del composito, viene realizzata ad alte temperature, usando una combinazione di azioni meccaniche e chimiche.
E-Bond E-Bond build E-Bond Build è un pannello composito di alluminio e polietilene. L unione del composito, viene realizzata ad alte temperature, usando una combinazione di azioni meccaniche e chimiche.
FILTRI A GRANIGLIA. Soluzioni versatili di filtri a graniglia di alta qualità. Diametri disponibili
 FILTRI A GRANIGLIA Soluzioni versatili di filtri a graniglia di alta qualità Portata standard Fino a 110 m 3 /h per unità Grado di filtraggio Secondo la qualità dell acqua, la portata e il tipo di media
FILTRI A GRANIGLIA Soluzioni versatili di filtri a graniglia di alta qualità Portata standard Fino a 110 m 3 /h per unità Grado di filtraggio Secondo la qualità dell acqua, la portata e il tipo di media
Guida pratica. Spianatura alla fiamma.
 Guida pratica. Spianatura alla fiamma. Indice: 1. Procedimento 2. Corretta esecuzione 3. Tipi di riscaldamento 4. Equipaggiamento 5. Ausili meccanici 6. Regole di lavoro 1. Procedimento Per la spianatura
Guida pratica. Spianatura alla fiamma. Indice: 1. Procedimento 2. Corretta esecuzione 3. Tipi di riscaldamento 4. Equipaggiamento 5. Ausili meccanici 6. Regole di lavoro 1. Procedimento Per la spianatura
METANIZZAZIONE DELLE VALLI ALPINE
 METANIZZAZIONE DELLE VALLI ALPINE La metanizzazione come primo approccio alla riduzione delle sostanze inquinanti AEG Coop e AEG Reti 1 Esperienze di AEG nella metanizzazione di Valli Alpine AEG Coop.
METANIZZAZIONE DELLE VALLI ALPINE La metanizzazione come primo approccio alla riduzione delle sostanze inquinanti AEG Coop e AEG Reti 1 Esperienze di AEG nella metanizzazione di Valli Alpine AEG Coop.
MACCHINA PELLETTIZZATRICE
 MACCHINA PELLETTIZZATRICE Con la Pellettizzatrice N-PLUS potrete risparmiare denaro, ottenendo un basso costo di produzione del pellet, in quanto le nostre macchine sono state sviluppate al fine di generare
MACCHINA PELLETTIZZATRICE Con la Pellettizzatrice N-PLUS potrete risparmiare denaro, ottenendo un basso costo di produzione del pellet, in quanto le nostre macchine sono state sviluppate al fine di generare
GUARNIZIONI PER PORTE BLINDATE
 GUARNIZIONI PER PORTE BLINDATE Catalogo 2016 Normal Size t en m ure on at vir er En emp T una maggior tenuta all aria 50% expanded una miglior acustica He at ing un estetica gradevole 100% expanded He
GUARNIZIONI PER PORTE BLINDATE Catalogo 2016 Normal Size t en m ure on at vir er En emp T una maggior tenuta all aria 50% expanded una miglior acustica He at ing un estetica gradevole 100% expanded He
SISTEMI DI PRESA E FISSAGGIO
 corso di Terminali per i Trasporti e la Logistica SISTEMI DI PRESA E FISSAGGIO prof. ing. Umberto Crisalli crisalli@ing.uniroma2.it INTRODUZIONE Introduzione La funzione principale dei terminali intermodali
corso di Terminali per i Trasporti e la Logistica SISTEMI DI PRESA E FISSAGGIO prof. ing. Umberto Crisalli crisalli@ing.uniroma2.it INTRODUZIONE Introduzione La funzione principale dei terminali intermodali
IT08 - Procedimento sublimatico per piastrelle di ceramica in una termopressa piana standard.doc. Esempi di substrato. Prima di cominciare 204 C/400 F
 IT08 - Procedimento sublimatico per piastrelle di ceramica in una termopressa piana standard 204 C/400 F 8-10 MINUTI 2/3 LEGGERO/MEDIO (20-40 psi) VIDEO: http://youtube.com/v/ee6vqqlua6m&cc_load_policy=1
IT08 - Procedimento sublimatico per piastrelle di ceramica in una termopressa piana standard 204 C/400 F 8-10 MINUTI 2/3 LEGGERO/MEDIO (20-40 psi) VIDEO: http://youtube.com/v/ee6vqqlua6m&cc_load_policy=1
THIXOESTRUSIONE DI LEGHE DI ALLUMINIO
 UNIVERSITA DEGLI STUDI DI BRESCIA FACOLTA DI INGEGNERIA CORSO DI LAUREA IN INGEGNERIA DEI MATERIALI THIXOESTRUSIONE DI LEGHE DI ALLUMINIO Relatore: Ing. ANNALISA POLA Correlatore: Ing. ALBERTO ARRIGHINI
UNIVERSITA DEGLI STUDI DI BRESCIA FACOLTA DI INGEGNERIA CORSO DI LAUREA IN INGEGNERIA DEI MATERIALI THIXOESTRUSIONE DI LEGHE DI ALLUMINIO Relatore: Ing. ANNALISA POLA Correlatore: Ing. ALBERTO ARRIGHINI
Problemi ad alta temperatura: Creep (scorrimento viscoso a caldo) Ossidazione
 Ossidazione") Problemi ad alta temperatura: Creep (scorrimento viscoso a caldo) Ossidazione Acciai al carbonio Possono essere impiegati fino a 450 C C 0.20% Mn 1.6% Si tra 0.15 e 0.50% S e P 0.040% Per combattere invecchiamento
Problemi ad alta temperatura: Creep (scorrimento viscoso a caldo) Ossidazione Acciai al carbonio Possono essere impiegati fino a 450 C C 0.20% Mn 1.6% Si tra 0.15 e 0.50% S e P 0.040% Per combattere invecchiamento
La pressione è una grandezza fisica, definita come il rapporto tra la forza agente normalmente su una superficie e la superficie stessa.
 Pressione La pressione è una grandezza fisica, definita come il rapporto tra la forza agente normalmente su una superficie e la superficie stessa. E originata dallo scambio di forze fra le molecole del
Pressione La pressione è una grandezza fisica, definita come il rapporto tra la forza agente normalmente su una superficie e la superficie stessa. E originata dallo scambio di forze fra le molecole del
Lezione del 27/05/2010 ora 10:30-13:30 Andrea Carbognani matricola Alice Lomonaco matricola Roberto Alciati matricola
 Lezione del 27/05/2010 ora 10:30-13:30 Andrea Carbognani matricola 219587 Alice Lomonaco matricola 219414 Roberto Alciati matricola 219475 Sommario 1 Essiccatore a tamburo rotante... 1 1.1 Introduzione...
Lezione del 27/05/2010 ora 10:30-13:30 Andrea Carbognani matricola 219587 Alice Lomonaco matricola 219414 Roberto Alciati matricola 219475 Sommario 1 Essiccatore a tamburo rotante... 1 1.1 Introduzione...
Ponti termici. Fabio Peron Università IUAV - Venezia. Punti critici da un punto di vista termico: i ponti termici
 Le azioni dell ambiente sull edificio: i ponti termici Corso di Laurea in Scienze dell Architettura Corso di Progettazione Ambientale Ponti termici Fabio Peron Università IUAV - Venezia Q s Q i2 m e Q
Le azioni dell ambiente sull edificio: i ponti termici Corso di Laurea in Scienze dell Architettura Corso di Progettazione Ambientale Ponti termici Fabio Peron Università IUAV - Venezia Q s Q i2 m e Q
Scenari di emissione SRES (Special Report on Emission Scenarios) e proiezioni globali
 e proiezioni globali") Scenari di emissione SRES (Special Report on Emission Scenarios) e proiezioni globali Informazioni e grafici tratte dal IV rapporto IPCC (Intergovernmental Panel on Climate Change): Climate Change 2007:
Scenari di emissione SRES (Special Report on Emission Scenarios) e proiezioni globali Informazioni e grafici tratte dal IV rapporto IPCC (Intergovernmental Panel on Climate Change): Climate Change 2007:
CATEGORIE DI PRODOTTI AMMESSI ALLA MANIFESTAZIONE
 CATEGORIE DI PRODOTTI AMMESSI ALLA MANIFESTAZIONE A) Produttori, distributori, trader, centri di servizio, agenti e rappresentanti di case estere, gruppi d acquisto e utilizzatori dei seguenti prodotti:
CATEGORIE DI PRODOTTI AMMESSI ALLA MANIFESTAZIONE A) Produttori, distributori, trader, centri di servizio, agenti e rappresentanti di case estere, gruppi d acquisto e utilizzatori dei seguenti prodotti:
CONSIGLIO OLEICOLO INTERNAZIONALE
 CONSIGLIO OLEICOLO INTERNAZIONALE COI/T.20/Doc. n. 5/Rev. 1 Settembre 2007 ITALIANO Originale: SPAGNOLO Príncipe de Vergara, 154 28002 Madrid España Telef.: +34 915 903 638 Fax: +34 915 631 263 - e-mail:
CONSIGLIO OLEICOLO INTERNAZIONALE COI/T.20/Doc. n. 5/Rev. 1 Settembre 2007 ITALIANO Originale: SPAGNOLO Príncipe de Vergara, 154 28002 Madrid España Telef.: +34 915 903 638 Fax: +34 915 631 263 - e-mail:
2 A parte. Gli Allegati All. V. Dott. Ing. Valter Melotti ALLEGATO V - ATTREZZATURE ED IMPIANTI DI ESTINZIONE DEGLI INCENDI.
 Corso di Aggiornamento in materia di Prevenzione Incendi Il D.M. 10/03/1998 2 A parte. Gli Allegati All. V 1 ALLEGATO V - ATTREZZATURE ED IMPIANTI DI ESTINZIONE DEGLI INCENDI. 5.1 - CLASSIFICAZIONE DEGLI
Corso di Aggiornamento in materia di Prevenzione Incendi Il D.M. 10/03/1998 2 A parte. Gli Allegati All. V 1 ALLEGATO V - ATTREZZATURE ED IMPIANTI DI ESTINZIONE DEGLI INCENDI. 5.1 - CLASSIFICAZIONE DEGLI
Il cono d affilatura nelle punte elicoidali. Riprendendo la figura N 1 della descrizione generale, si possono dare le seguenti definizioni:
 Il cono d affilatura nelle punte elicoidali Riprendendo la figura N 1 della descrizione generale, si possono dare le seguenti definizioni: Fig.N 1- Alcuni angoli caratteristici della punta elicoidale ε
Il cono d affilatura nelle punte elicoidali Riprendendo la figura N 1 della descrizione generale, si possono dare le seguenti definizioni: Fig.N 1- Alcuni angoli caratteristici della punta elicoidale ε
La separazione elettrolitica di un metallo. Scheda di Laboratorio
 La separazione elettrolitica di un metallo Scheda di Laboratorio Premessa Destinatari: classe seconda di un istituto tecnico commerciale, nell insegnamento di scienze della materia. Argomento proposto:
La separazione elettrolitica di un metallo Scheda di Laboratorio Premessa Destinatari: classe seconda di un istituto tecnico commerciale, nell insegnamento di scienze della materia. Argomento proposto:
ESERCIZI PER LE VACANZE ESTIVE
 Opera Monte Grappa ESERCIZI PER LE VACANZE ESTIVE Claudio Zanella 14 2 ESERCIZI: Calcolo della resistenza di un conduttore filiforme. 1. Calcola la resistenza di un filo di rame lungo 100m e della sezione
Opera Monte Grappa ESERCIZI PER LE VACANZE ESTIVE Claudio Zanella 14 2 ESERCIZI: Calcolo della resistenza di un conduttore filiforme. 1. Calcola la resistenza di un filo di rame lungo 100m e della sezione
Scheda tecnica online GM960 SOLUZIONI DI PROCESSO
 Scheda tecnica online A B C D E F H I J K L M N O P Q R S T Informazioni per l'ordine Tipo Cod. art. Su richiesta Le specifiche del dispositivo e i dati relativi alle prestazioni del prodotto potrebbero
Scheda tecnica online A B C D E F H I J K L M N O P Q R S T Informazioni per l'ordine Tipo Cod. art. Su richiesta Le specifiche del dispositivo e i dati relativi alle prestazioni del prodotto potrebbero
Diversi sono i metodi di rinforzo del vetro basati su processi chimici.
 Tempra chimica 1. strato superficiale con! inferiore - processo di scambio ionico - cristallizzazione superficiale Li + o Cu + " Na + nel vetro sodico-calcico T > T g (distorsione, perdita della forma)
Tempra chimica 1. strato superficiale con! inferiore - processo di scambio ionico - cristallizzazione superficiale Li + o Cu + " Na + nel vetro sodico-calcico T > T g (distorsione, perdita della forma)
Guida pratica. Gas per la saldatura e la formatura.
 Guida pratica. Gas per la saldatura e la formatura. Indice: 1. Saldatura MAG 2. Saldatura MIG 3. Saldatura TIG 4. Saldatura al plasma 5. Formatura 6. Brasatura in atmosfera di gas inerte Gas di copertura
Guida pratica. Gas per la saldatura e la formatura. Indice: 1. Saldatura MAG 2. Saldatura MIG 3. Saldatura TIG 4. Saldatura al plasma 5. Formatura 6. Brasatura in atmosfera di gas inerte Gas di copertura
Tecnologia Meccanica. Esercitazione di fonderia
 A.A. 2011/2012 Tecnologia Meccanica Esercitazione di fonderia Università degli Studi di Napoli Federico II Dipartimento di Ingegneria dei Materiali e della Produzione Esercizio: Proporzionamento di un
A.A. 2011/2012 Tecnologia Meccanica Esercitazione di fonderia Università degli Studi di Napoli Federico II Dipartimento di Ingegneria dei Materiali e della Produzione Esercizio: Proporzionamento di un
FAG PTB Power Tool Bearings. Cuscinetti speciali per utensili motorizzati
 FAG Power Tool Bearings Cuscinetti speciali per utensili motorizzati Cuscinetti speciali per utensili motorizzati FAG Power Tool Bearings Esempio d ordinazione: 7198-F-T-P4S-UL I cuscinetti convincono
FAG Power Tool Bearings Cuscinetti speciali per utensili motorizzati Cuscinetti speciali per utensili motorizzati FAG Power Tool Bearings Esempio d ordinazione: 7198-F-T-P4S-UL I cuscinetti convincono
Controlli con liquidi penetranti
 Controlli con liquidi penetranti PRINCIPIO DI FUNZIONAMENTO Una sostanza liquida a bassa tensione superficiale (ed elevato potere bagnante) viene deposta sul pezzo da testare I difetti superficiali e sub-superficiali
Controlli con liquidi penetranti PRINCIPIO DI FUNZIONAMENTO Una sostanza liquida a bassa tensione superficiale (ed elevato potere bagnante) viene deposta sul pezzo da testare I difetti superficiali e sub-superficiali
Calcolo della deformazione a rottura di un tirante metallico
 MICHELE VINCI Calcolo della deformazione a rottura di un tirante metallico Collana Calcolo di edifici in muratura (www.edificiinmuratura.it) Articolo 1 Marzo 014 Bibliografia: Michele Vinci Metodi di calcolo
MICHELE VINCI Calcolo della deformazione a rottura di un tirante metallico Collana Calcolo di edifici in muratura (www.edificiinmuratura.it) Articolo 1 Marzo 014 Bibliografia: Michele Vinci Metodi di calcolo
Trasformatori di distribuzione a perdite ridotte. Francesco Colla; ABB PT
 Trasformatori di distribuzione a perdite ridotte. Francesco Colla; ABB PT Per rispondere ad esigenze di efficienza ed economicità, il trasporto e l utilizzo dell energia elettrica richiede, che alcuni
Trasformatori di distribuzione a perdite ridotte. Francesco Colla; ABB PT Per rispondere ad esigenze di efficienza ed economicità, il trasporto e l utilizzo dell energia elettrica richiede, che alcuni
Si tratta di una breve spiegazione per iniziare ad avvicinarsi a capire questo, straordinario metodo di saldatura.
 www.tigmig.it Parametri TIG 1 Di seguito ho elencato la maggior parte dei parametri che regolano il processo di saldatura TIG nella speranza di aiutare chi si avvicina a questo mondo. Si tratta di una
www.tigmig.it Parametri TIG 1 Di seguito ho elencato la maggior parte dei parametri che regolano il processo di saldatura TIG nella speranza di aiutare chi si avvicina a questo mondo. Si tratta di una
Riscaldatore industriale a infrarossi IR Per i locali con grandi volumi e soffitti alti
 3 3000 6000 W Riscaldamento elettrico 3 modelli Riscaldatore industriale a infrarossi Per i locali con grandi volumi e soffitti alti Applicazioni è adatto al riscaldamento totale o supplementare di locali
3 3000 6000 W Riscaldamento elettrico 3 modelli Riscaldatore industriale a infrarossi Per i locali con grandi volumi e soffitti alti Applicazioni è adatto al riscaldamento totale o supplementare di locali
EDIFICI A BASSO CONSUMO
 EDIFICI A BASSO CONSUMO LE 6 REGOLE DEL BUON COSTRUIRE 1) EDIFICIO COMPATTO LA FORMA DELL EDIFICIO INFLUISCE IN MODO SIGNIFICATIVO SULLE PERDITE DI CALORE DI UN EDIFICIO. LO SCAMBIO TERMICO TRA ESTERNO
EDIFICI A BASSO CONSUMO LE 6 REGOLE DEL BUON COSTRUIRE 1) EDIFICIO COMPATTO LA FORMA DELL EDIFICIO INFLUISCE IN MODO SIGNIFICATIVO SULLE PERDITE DI CALORE DI UN EDIFICIO. LO SCAMBIO TERMICO TRA ESTERNO
RELAZIONE BANCO SCARNATURA PNEUMATICO
 COSTRUZIONI MECCANICHE PERSICO S.R.L Via Garofoli, 288-37057 S. Giovanni Lupatoto (VR) Tel. +39045549535 Fax +39045545227 e.mail: info@cmpersico.com - http://www.cmpersico.com RELAZIONE BANCO SCARNATURA
COSTRUZIONI MECCANICHE PERSICO S.R.L Via Garofoli, 288-37057 S. Giovanni Lupatoto (VR) Tel. +39045549535 Fax +39045545227 e.mail: info@cmpersico.com - http://www.cmpersico.com RELAZIONE BANCO SCARNATURA
Il Calore e la Temperatura
 Il Calore e la Temperatura Gloria Nuzzolo è l energia lenergia termica che si trasferisce da un oggetto a temperatura più alta a un oggetto con temperatura più bassa. Il flusso di calore è dovuto alla
Il Calore e la Temperatura Gloria Nuzzolo è l energia lenergia termica che si trasferisce da un oggetto a temperatura più alta a un oggetto con temperatura più bassa. Il flusso di calore è dovuto alla
Solaio contro terra. lezione 6. sicuro. non cedevole. non sdrucciolevole. deve isolare dall umidità ed evitare le dispersioni di calore
 Solaio contro terra lezione 6 1 Solaio contro terra: requisiti sicuro non cedevole non sdrucciolevole deve isolare dall umidità ed evitare le dispersioni di calore 2 1 Strati che compongono il solaio Strato
Solaio contro terra lezione 6 1 Solaio contro terra: requisiti sicuro non cedevole non sdrucciolevole deve isolare dall umidità ed evitare le dispersioni di calore 2 1 Strati che compongono il solaio Strato
Diffusori in tessuto SquAireTex
 Tailor-made Air Ducting&Diffusers Diffusori in tessuto SquAireTex Italian version I diffusori in tessuto SquAireTex rappresentano sistemi di distribuzione dell aria ad alta induzione e sono destinati ad
Tailor-made Air Ducting&Diffusers Diffusori in tessuto SquAireTex Italian version I diffusori in tessuto SquAireTex rappresentano sistemi di distribuzione dell aria ad alta induzione e sono destinati ad
UGELLI PRESSA CON OTTURATORE
 UGELLI PRESSA CON OTTURATORE Tipo P Attuatore a pistone Tipo M Attuatore a molla SCHEDA TECNICA FEPA Srl via Monsagnasco 1B 10090 Villarbasse (TO) Tel.: +39 011 952.84.72 Fax: +39 011 952.048 info@fepa.it
UGELLI PRESSA CON OTTURATORE Tipo P Attuatore a pistone Tipo M Attuatore a molla SCHEDA TECNICA FEPA Srl via Monsagnasco 1B 10090 Villarbasse (TO) Tel.: +39 011 952.84.72 Fax: +39 011 952.048 info@fepa.it
SCHEDA 4A: ADEGUAMENTO DEI TRATTORI A RUOTE A CARREGGIATA STANDARD MODELLO SAME MINITAURO
 SCHEDA 4A: ADEGUAMENTO DEI TRATTORI A RUOTE A CARREGGIATA STANDARD MODELLO SAME MINITAURO Il presente documento è stato realizzato nell ambito dell attività di ricerca prevista: dalla convenzione stipulata
SCHEDA 4A: ADEGUAMENTO DEI TRATTORI A RUOTE A CARREGGIATA STANDARD MODELLO SAME MINITAURO Il presente documento è stato realizzato nell ambito dell attività di ricerca prevista: dalla convenzione stipulata
Diagramma di fase f(p,v,t)=0
=0") Diagramma di fase f(p,v,t)=0 Taglio P(V) (per diversi valori di T) Prospetto P(T) Prospetto P(T): variazione di volume alla fusione Congelando si contrae Es: anidride carbonica Congelando si espande
Diagramma di fase f(p,v,t)=0 Taglio P(V) (per diversi valori di T) Prospetto P(T) Prospetto P(T): variazione di volume alla fusione Congelando si contrae Es: anidride carbonica Congelando si espande
SFASAMENTO DELLE COPERTURE IN LEGNO E DI STRUTTURE LEGGERE. Ing. Michele Locatelli - Direttore Tecnico Esse Solai S.r.l.
 SFASAMENTO DELLE COPERTURE IN LEGNO E DI STRUTTURE LEGGERE Ing. Michele Locatelli - Direttore Tecnico Esse Solai S.r.l. PECULIARITA DELLE STRUTTURE LEGGERE DI CHIUSURA DELL INVOLUCRO EDILIZIO Negli ultimi
SFASAMENTO DELLE COPERTURE IN LEGNO E DI STRUTTURE LEGGERE Ing. Michele Locatelli - Direttore Tecnico Esse Solai S.r.l. PECULIARITA DELLE STRUTTURE LEGGERE DI CHIUSURA DELL INVOLUCRO EDILIZIO Negli ultimi
MATERIALI CERAMICI Classificazione e caratteristiche generali
 MATERIALI CERAMICI Classificazione e caratteristiche generali I materiali ceramici sono materiali inorganici non metallici, costituiti da elementi metallici e non metalici legati fra loro prevalentemente
MATERIALI CERAMICI Classificazione e caratteristiche generali I materiali ceramici sono materiali inorganici non metallici, costituiti da elementi metallici e non metalici legati fra loro prevalentemente
Corso di Informatica
 CdLS in Odontoiatria e Protesi Dentarie Corso di Informatica Prof. Crescenzio Gallo crescenzio.gallo@unifg.it Immagini in movimento 2 Immagini in movimento Memorizzazione mediante sequenze di fotogrammi.
CdLS in Odontoiatria e Protesi Dentarie Corso di Informatica Prof. Crescenzio Gallo crescenzio.gallo@unifg.it Immagini in movimento 2 Immagini in movimento Memorizzazione mediante sequenze di fotogrammi.
QUOTATURA. Affinché un qualsiasi oggetto disegnato possa essere esattamente realizzato deve essere perfettamente individuato in forma e dimensioni
 QUOTATURA Affinché un qualsiasi oggetto disegnato possa essere esattamente realizzato deve essere perfettamente individuato in forma e dimensioni Il disegno di un oggetto è quindi completo se descrive
QUOTATURA Affinché un qualsiasi oggetto disegnato possa essere esattamente realizzato deve essere perfettamente individuato in forma e dimensioni Il disegno di un oggetto è quindi completo se descrive
Chimica. Lezione 1 La materia
 Chimica Lezione 1 La materia Materia Tutte le sostanze che costituiscono l universo Infinita varietà di forme Classificazione a seconda dello stato FISICO (solido, liquido, gassoso) o della COMPOSIZIONE
Chimica Lezione 1 La materia Materia Tutte le sostanze che costituiscono l universo Infinita varietà di forme Classificazione a seconda dello stato FISICO (solido, liquido, gassoso) o della COMPOSIZIONE
CAPITOLO 2 CICLO BRAYTON TURBINE A GAS
 CAPITOLO 2 CICLO BRAYTON TURBINE A GAS 1 CICLO BRAYTON IL CICLO TERMODINAMICO BRAYTON E COMPOSTO DA QUATTRO TRASFORMAZIONI PRINCIPALI (COMPRESSIONE, RISCALDAMENTO, ESPANSIONE E RAFFREDDAMENTO), PIÙ ALTRE
CAPITOLO 2 CICLO BRAYTON TURBINE A GAS 1 CICLO BRAYTON IL CICLO TERMODINAMICO BRAYTON E COMPOSTO DA QUATTRO TRASFORMAZIONI PRINCIPALI (COMPRESSIONE, RISCALDAMENTO, ESPANSIONE E RAFFREDDAMENTO), PIÙ ALTRE
L incremento naturale della. Produttività
 L incremento naturale della Produttività L incremento naturale della produttività Pulsato HS è una speciale funzione della saldatura in modalità MIG/MAG Pulsato, caratterizzata da un arco molto corto e
L incremento naturale della Produttività L incremento naturale della produttività Pulsato HS è una speciale funzione della saldatura in modalità MIG/MAG Pulsato, caratterizzata da un arco molto corto e
1.6-CUSCINETTI. Cuscinetto per scambi con piastra di scorrimento autolubrificante. Tecnoteam s.r.l. Via Cà dei Lunghi, Borgo Maggiore
 Tecnoteam s.r.l. Via Cà dei Lunghi, 16-47893 - Borgo Maggiore - Repubblica di San Marino 1.6-CUSCINETTI 01/2013 REV.01 tel:0549.980374 - fax: 0549 944893 - email: Codice Operatore (P.iva) SM 06912 1.6-CUSCINETTI
Tecnoteam s.r.l. Via Cà dei Lunghi, 16-47893 - Borgo Maggiore - Repubblica di San Marino 1.6-CUSCINETTI 01/2013 REV.01 tel:0549.980374 - fax: 0549 944893 - email: Codice Operatore (P.iva) SM 06912 1.6-CUSCINETTI
Produzione di titanio metallico puro.
 Leghe di Titanio Produzione di titanio metallico puro. Il titanio e le sue leghe sono classificati in tre grandi categorie in base alle fasi predominanti presenti nella microstruttura a temperatura ambiente.
Leghe di Titanio Produzione di titanio metallico puro. Il titanio e le sue leghe sono classificati in tre grandi categorie in base alle fasi predominanti presenti nella microstruttura a temperatura ambiente.
EFFICIENZA DI FUNZIONAMENTO
 Pompa di calore Design intelligente e all'avanguardia. Ampia gamma da 8HP a HP con incremento di 2HP Percentuale della portata delle unità interne collegabili fino a 150% 8, 10, 12HP 14, 16HP Caratteristiche
Pompa di calore Design intelligente e all'avanguardia. Ampia gamma da 8HP a HP con incremento di 2HP Percentuale della portata delle unità interne collegabili fino a 150% 8, 10, 12HP 14, 16HP Caratteristiche
AIPEF Aziende Italiane Poliuretani Espansi Flessibili
 AIPEF Aziende Italiane Poliuretani Espansi Flessibili le qualità del poliuretano espanso flessibile www.aipef.it numero 43 Febbraio 2013 il Materiale Comodità 1 il Materiale Permeabilità 2 la Tecnologia
AIPEF Aziende Italiane Poliuretani Espansi Flessibili le qualità del poliuretano espanso flessibile www.aipef.it numero 43 Febbraio 2013 il Materiale Comodità 1 il Materiale Permeabilità 2 la Tecnologia
IL PROCESSO SIDERURGICO INTEGRALE
 IL PROCESSO SIDERURGICO INTEGRALE Vediamo ora la produzione e l'uso di un metallo tra i più usati e diffusi: il ferro. Il ferro è il principale componente di due materiali molto usati: la GHISA e l' ACCIAIO.
IL PROCESSO SIDERURGICO INTEGRALE Vediamo ora la produzione e l'uso di un metallo tra i più usati e diffusi: il ferro. Il ferro è il principale componente di due materiali molto usati: la GHISA e l' ACCIAIO.
Problemi di massimo e minimo
 Problemi di massimo e minimo 1. Da un quadrato di cartone di lato 9dm si vuole ricavare, ritagliando e ripiegando opportunamente i lembi, una scatola aperta, a base quadrata, di capacità massima. Determinare
Problemi di massimo e minimo 1. Da un quadrato di cartone di lato 9dm si vuole ricavare, ritagliando e ripiegando opportunamente i lembi, una scatola aperta, a base quadrata, di capacità massima. Determinare
residenza la luna Capitolato delle opere Treviolo (Bg) Via Paganini
 Via Paganini") residenza la luna 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 Muratura a cassa vuota costituita da una doppia parete in laterizio e intercapedine areata di 5/6 cm di spessore. Il riscaldamento a
residenza la luna 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 Muratura a cassa vuota costituita da una doppia parete in laterizio e intercapedine areata di 5/6 cm di spessore. Il riscaldamento a
Il legno. Prof. Marco Torella mercoledì 21 ottobre 2015
 Il legno Prof. Marco Torella mercoledì 21 ottobre 2015 IL LEGNO IL LEGNO IL LEGNO IL LEGNO LA STRUTTURA DEL TRONCO LA PRODUZIONE DEL LEGNAME LA PRODUZIONE DEL LEGNAME LA PRODUZIONE DEL LEGNAME LA PRODUZIONE
Il legno Prof. Marco Torella mercoledì 21 ottobre 2015 IL LEGNO IL LEGNO IL LEGNO IL LEGNO LA STRUTTURA DEL TRONCO LA PRODUZIONE DEL LEGNAME LA PRODUZIONE DEL LEGNAME LA PRODUZIONE DEL LEGNAME LA PRODUZIONE
Attrito statico e attrito dinamico
 Forza di attrito La presenza delle forze di attrito fa parte dell esperienza quotidiana. Se si tenta di far scorrere un corpo su una superficie, si sviluppa una resistenza allo scorrimento detta forza
Forza di attrito La presenza delle forze di attrito fa parte dell esperienza quotidiana. Se si tenta di far scorrere un corpo su una superficie, si sviluppa una resistenza allo scorrimento detta forza
ELETTROPOMPE MONOFASE CME
 ELETTROPOMPE MONOFASE CME B C A A B C ELETTROPOMPA CME VALVOLE DOSATRICI DISTRIBUTORI ELETTROPOMPE MONOFASE CME Questa serie di elettropompe e stata progettata per rispondere alle piu svariate esigenze
ELETTROPOMPE MONOFASE CME B C A A B C ELETTROPOMPA CME VALVOLE DOSATRICI DISTRIBUTORI ELETTROPOMPE MONOFASE CME Questa serie di elettropompe e stata progettata per rispondere alle piu svariate esigenze
Generalità. contenimento del fabbisogno energetico; - riduzione delle emissioni di CO 2 per tutta la durata di vita dell edificio.
 Sede e Amm.ne: Generalità. La direttiva 2002/91/CE, adottata dalla Comunità Europea sul rendimento energetico nell edilizia, è stata recepita in Italia con il Decreto Legislativo n. 192 del 19 Agosto 2005
Sede e Amm.ne: Generalità. La direttiva 2002/91/CE, adottata dalla Comunità Europea sul rendimento energetico nell edilizia, è stata recepita in Italia con il Decreto Legislativo n. 192 del 19 Agosto 2005
Il TU 81/2008 con le modifiche del D.lgs 39/2016
 Il TU 81/2008 con le modifiche del D.lgs 39/2016 Titolo IX Il D.lgs 39/2016 entrato in vigore il 29 marzo 2016, modifica così il Testo Unico Sicurezza Riferimento TU Testo ante modifiche Testo modificato
Il TU 81/2008 con le modifiche del D.lgs 39/2016 Titolo IX Il D.lgs 39/2016 entrato in vigore il 29 marzo 2016, modifica così il Testo Unico Sicurezza Riferimento TU Testo ante modifiche Testo modificato
ESERCITAZIONI FISICA PER FARMACIA A.A. 2012/2013 ELETTROMAGNETISMO - OTTICA
 ESERCITAZIONI FISICA PER FARMACIA A.A. 2012/2013 ELETTROMAGNETISMO - OTTICA Esercizio 1 Due cariche q 1 e q 2 sono sull asse x, una nell origine e l altra nel punto x = 1 m. Si trovi il campo elettrico
ESERCITAZIONI FISICA PER FARMACIA A.A. 2012/2013 ELETTROMAGNETISMO - OTTICA Esercizio 1 Due cariche q 1 e q 2 sono sull asse x, una nell origine e l altra nel punto x = 1 m. Si trovi il campo elettrico