Flexible manufacturing systems. LIUC - Ingegneria Gestionale 1
|
|
|
- Irene Franco
- 5 anni fa
- Visualizzazioni
Transcript
1 Flexible manufacturing systems LIUC - Ingegneria Gestionale 1
2 Componenti di un FMS LIUC - Ingegneria Gestionale 2
3 Il controllo numerico Con il termine controllo numerico (CN) si vuole intendere che il funzionamento della macchine è controllato direttamente da un computer locale (unità di governo) Il controllo numerico consente di trasmettere alla macchina utensile informazioni dalle quali conseguono tutti le azioni compiute dalla macchina stessa Con il Controllo Numerico si sfruttano l informatica e l elettronica per migliorare prestazioni e flessibilità delle macchine utensili LIUC - Ingegneria Gestionale 3
4 Il controllo numerico Le macchine dotate di controllo numerico necessitano di un operatività da parte dell uomo completamente diversa rispetto alla macchina tradizionale Le prime macchine a CN furono costruite nella metà circa degli anni 50 ma la loro diffusione su larga scala ebbe inizio negli anni 70. La prima macchina in assoluto è stata costruita negli USA nel 1947 per l industria aeronautica per rispondere alla necessità di ottenere superfici complesse in tempi ragionevoli. LIUC - Ingegneria Gestionale 4
5 Evoluzione tecnologica Macchina tradizionale Tempi passivi (taglio aria e fermo macchina) consistenti Maggiori possibilità di errori Produttività dipendente anche dall abilità dell operatore Macchina CN Tempi passivi molto ridotti legati anche alle attrezzature delle quali è dotata la macchina Errori possibili praticamente solo in fase di programmazione Risultato sostanzialmente svincolato dalle capacità operative dell operatore Produttività dipendente in larga parte dal livello tecnologico della macchina LIUC - Ingegneria Gestionale 5
6 Interfaccia uomo-macchina Macchina tradizionale Analisi del disegno Attività mnemoniche per l individuazione della sequenza delle operazioni Fissaggio pezzo Fissaggio utensili Impostazione dei parametri di lavorazione Esecuzione delle operazioni Macchina CN Preparazione off-line del programma su calcolatore Trasferimento del programma alla macchina Fissaggio pezzo Caricamento utensili Avvio lavorazione Supervisione delle operazioni LIUC - Ingegneria Gestionale 6
7 Opportunità e problemi Opportunità Elevata automazione Elevata flessibilità Riduzione tempi passivi Aumento produttività Miglioramento della qualità Riduzione scarti Riduzione manodopera Aumento versatilità Problemi Costi elevati connessi con: Gli investimenti di acquisto La manutenzione L assistenza La programmazione dei cicli di lavorazione LIUC - Ingegneria Gestionale 7
8 Caratteristiche macchine CN Un motore per ogni asse controllato (movimenti sincronizzati e simultanei) Organi in movimento dotati di trasduttori che riconoscono continuamente la posizione degli assi Potenze installate notevoli Velocità dei movimenti di posizionamento molto elevate Meccanismi portautensili per il cambio veloci degli utensili Dispositivi portapallet per la sostituzione rapida dei pezzi lavorati con i pezzi da lavorare Convogliatori tali da facilitare la raccolta e l evacuazione dei trucioli Barriere scorrevoli a delimitare l area di lavoro per la sicurezza degli operatori LIUC - Ingegneria Gestionale 8
9 MM: motore mandrino TRN: trasduttore velocità angolare MZ: motore asse Z TRSDZ: trasduttore asse Z MX: motore asse X TRASDX: trasduttore asse X Schema esemplificativo di un tornio CN LIUC - Ingegneria Gestionale 9
10 Centro di lavoro (machining centre) È una macchina multiscopo altamente flessibile sulla quale è possibile effettuare un elevato numero di operazioni (alesatura, foratura, fresatura, filettatura,.) Principali caratteristiche tecniche del centro di lavoro: Campo operativo o cubo di lavoro Orientamento dell asse di rotazione del mandrino (p.e.: orizzontale) Numero di assi controllati Massima velocità di rotazione del mandrino Massima velocità di traslazione degli assi a vuoto Potenza installata e disponibile LIUC - Ingegneria Gestionale 10
11 Centri di lavoro a 3,4 e 5 assi LIUC - Ingegneria Gestionale 11

12 LIUC - Ingegneria Gestionale 12

13 LIUC - Ingegneria Gestionale 13
14 Magazzini utensili Tutti gli utensili necessari per la lavorazione di un pezzo e/o di un set di pezzi devono essere posizionati nel magazzino portautensili della macchina utensile prima dell inizio delle lavorazioni Prima del loro posizionamento, gli utensili sono presettati off-line (determinazione delle loro dimensioni rispetto a un punto di riferimento fisso). I dati di presetting devono essere memorizzati nell unità di governo in modo da poter eseguire correttamente le lavorazioni. La capacità dei magazzini utensili può arrivare a qualche centinaio di utensili presenti contemporaneamente LIUC - Ingegneria Gestionale 14
15 Magazzino utensili di macchina LIUC - Ingegneria Gestionale 15
16 Cambio automatico dell utensile LIUC - Ingegneria Gestionale 16

17 Magazzino utensili di sistema LIUC - Ingegneria Gestionale 17

18 Sistema di cambio utensili con AGV LIUC - Ingegneria Gestionale 18
19 Sistemi di cambio pezzo Il cambio del pezzo deve risultare il più rapido possibile per poter evitare perdite di tempo nelle fasi di lavorazione. Viene utilizzata una tavola porta-pezzo (pallet) movimentata da un sistema automatico Diversi centri CN possono essere collegati tra loro e prevedere sistemi di trasporto di pallet portapezzo tra un centro e l altro LIUC - Ingegneria Gestionale 19
20 Scambiatori di pallet: rotante a due posti T, tavola portapezzo F, pallet con pezzo finito P, pallet con pezzo da lavorare S, sistema per lo scambio dei pallet LIUC - Ingegneria Gestionale 20

21 Tavola rotante Carosello di pallet LIUC - Ingegneria Gestionale 21


22 Testa mobile Tavola pendolare LIUC - Ingegneria Gestionale 22

23 Shuttle LIUC - Ingegneria Gestionale 23
24 Buffer di sistema o interoperazionale LIUC - Ingegneria Gestionale 24

25 Convogliatore a rulliera LIUC - Ingegneria Gestionale 25

26 Trasporto su rotaie LIUC - Ingegneria Gestionale 26

27 Automated Guided Vehicle (AGV) LIUC - Ingegneria Gestionale 27
28 Sistema di guida di un AGV (1)
29 Sistema di guida di un AGV (2) LIUC - Ingegneria Gestionale 29

30 Sistema di guida di un AGV (3) LIUC - Ingegneria Gestionale 30

31 Profilo di velocità di un AGV

32 Controllo dimensionale LIUC - Ingegneria Gestionale 32

33 Tastatore multitesta LIUC - Ingegneria Gestionale 33

34 Sistema gantry per il controllo dimensionale LIUC - Ingegneria Gestionale 34

35 Automated Storage/Retrieval System - ASRS - (Ingersol-Rand)

36 Automated Storage/Retrieval System - ASRS - (Caterpillar)
37 Focus su macchine a CN LIUC - Ingegneria Gestionale 37
38 LIUC - Ingegneria Gestionale 38
39 Elementi della programmazione Nel part program devono essere contenute tutte le informazioni necessarie per l esecuzione delle lavorazioni, ovvero: In merito alla traiettoria dell utensile rispetto al pezzo, sia di tipo geometrico che relative alle modalità di movimento (di avanzamento, di taglio, di posizionamento, ) Riguardanti i parametri tecnologici scelti (velocità, avanzamento,.) Altre informazioni ausiliarie quali: Selezione dell utensile Uso di fluidi di taglio Carico/scarico dei pallet LIUC - Ingegneria Gestionale 39
40 Un semplice programma nel linguaggio delle macchine a controllo numerico LIUC - Ingegneria Gestionale 40
41 La lavorazione Il programma di lavorazione è caricato nella memoria dell unità di governo È richiamato quando si dovranno lavorare i pezzi Prima di cominciare qualunque lavorazione occorre individuare lo zero macchina che costituirà l origine di partenza di tutte le istruzioni di movimento Si esegue un ciclo programma a vuoto (completo o parziale) per verificare l assenza di errori di programmazione Si posizionano i pezzi Si lancia il programma LIUC - Ingegneria Gestionale 41
42 Sistemi CAM Computer Aided Manufacturing I sistemi CAD possono essere integrati con il relativo pacchetto CAM che permette di creare, a partire dal disegno, il part program con i percorsi utensile da passare direttamente alla macchina CN per realizzare le operazioni di lavorazione LIUC - Ingegneria Gestionale 42
43 Controllo numerico: conclusioni I due parametri fondamentali e qualificanti di qualunque sistema produttivo sono le caratteristiche contrastanti di: Produttività: ovvero capacità di lavorare una quantità elevata di pezzi in un tempo assegnato rispettando livelli prefissati di qualità e di costo Flessibilità: ovvero capacità di adattarsi velocemente a lavorare un gran numero di pezzi dalle caratteristiche diverse e mutevoli Le macchine CN rispondono ottimamente alle caratteristiche citate in quanto garantiscono: Tempi ridotti di esecuzione (produttività) Tempi passivi minimi (flessibilità) LIUC - Ingegneria Gestionale 43
44 Controllo numerico: conclusioni Lavorazioni ove offrono particolari vantaggi: di pezzi di forma complessa di pezzi che richiedono numerosi utensili controllo continuo delle velocità di taglio Impiego di operatori non altamente qualificati Oltre all applicazione principe del CN nell ambito dell asportazione di truciolo, esistono altri ambiti applicativi, quali: I robot Le macchine di misura I centri per la lavorazione della lamiera I sistemi di taglio con laser, water jet,. di semilavorati piani L insieme di più macchine a CN compongono i sistemi FMS Flexible Manufacturing Systems basati sul collegamento informatico delle singole unità con un PC centrale che gestisce lo smistamento dei lavori da svolgere sulle diverse macchine LIUC - Ingegneria Gestionale 44
45 Robot LIUC - Ingegneria Gestionale 45
46 I robot universali di Rossum (K. Capek), 1920 In questo dramma teatrale si usò per la prima volta il termine da robota = lavoro forzato o pesante LIUC - Ingegneria Gestionale 46
47 Le leggi della robotica (I. Asimov), 1942 A robot may not injure a human being or, through inaction, allow a human being to come to harm A robot must obey any orders given to it by human beings, except where such orders will conflict with the First Law A robot must protect ist own existence as long as such protection does not conflict with the First or Second Law LIUC - Ingegneria Gestionale 47



48 Principali tipologie di robot cartesiano antropomorfo SCARA LIUC - Ingegneria Gestionale 48
 o di end effector mano standard mano di grande apertura LIUC - Ingegneria")
49 Elementi costitutivi dei robot: la mano La mano può svolgere funzioni di presa (gripper) o di end effector mano standard mano di grande apertura LIUC - Ingegneria Gestionale 49
50 Elementi costitutivi dei robot: la mano La mano può svolgere funzioni di presa (gripper) o di end effector mano a dita allineanti mano autocentrante LIUC - Ingegneria Gestionale 50
51 Elementi costitutivi dei robot: la mano La mano può svolgere funzioni di presa (gripper) o di end effector mano con camme mano con camme con ganasce interne e esterne LIUC - Ingegneria Gestionale 51
52 Elementi costitutivi dei robot: la mano La mano può svolgere funzioni di presa (gripper) o di end effector mano per pezzi di diverse dimensioni mano speciale per tubi di vetro LIUC - Ingegneria Gestionale 52
53 Elementi costitutivi dei robot: la mano La mano può svolgere funzioni di presa (gripper) o di end effector torcia per saldatura ad arco mano con siviera LIUC - Ingegneria Gestionale 53
54 Elementi costitutivi dei robot: la mano La mano può svolgere funzioni di presa (gripper) o di end effector pistola per saldatura per punti chiave pneumatica LIUC - Ingegneria Gestionale 54
55 FMS schema concettuale e esempi LIUC - Ingegneria Gestionale 55
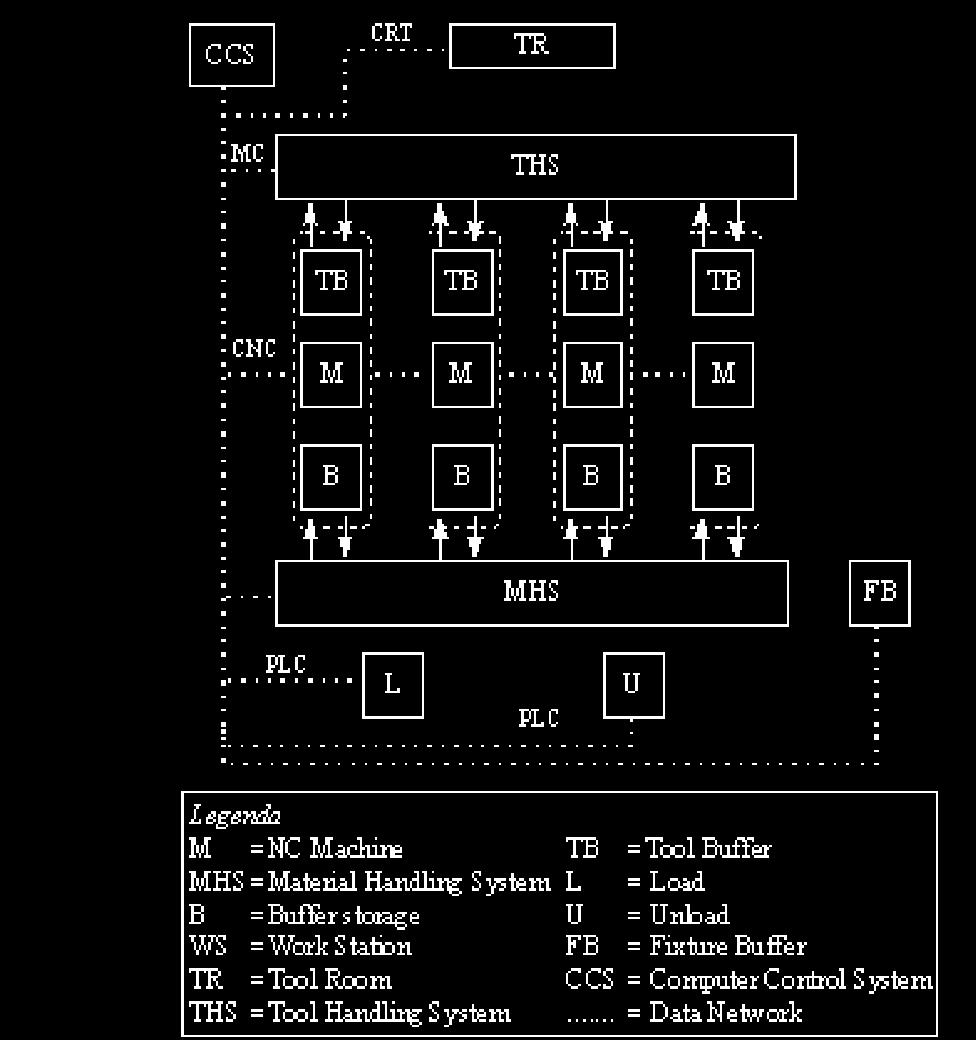
56 Sistema logico-concettuale di un FMS
57 Il sistema MAX MAKINO
58 Attività di programmazione di breve termine PROGRAMMAZIONE AZIENDALE PIANO MENSILE Piano congelato 15g PROGRAMMAZIONE OPERATIVA STP: fase 1 (dettaglio settimanale) PROGRAMMAZIONE OPERATIVA STP : fase 2 (dettaglio turno di lavoro) Piano previsionale 15g Production Planning System che effettua l'attività di Short Term Planning del FMS PIANO PREPARAZIONE ATTREZZATURE PIANO PREPARAZIONE UTENSILI PIANO CARICAMENTO GREZZI PIANO STAFFAGGI PIANO ESECUTIVO PIANO DISTAFFAGGI R T C S LAN DI FABBRICA
59 Orizzonte temporale pianificato PPS - FASE 1 PPS - FASE 2 RTCS istante corrente Piano rilasciato Turno pronto a partire in esecuzione x ore Turno pronto a partire x ore Turno Turno Turno Turno congelato congelato previsionale previsionale 14h Settimana x Settimana x+1 congelata congelata PIANI DI TURNO CONGELATO 15gg previsionali PIANI SETTIMANALI CONGELATI Piano Caricamento Pezzi Piano staffaggio PIANO ESECUTIVO CONGELATO tempo
60 Architettura del sistema di gestione M P S livello 1 - livello di fabbrica orizzonte temporale lungo (12-24 mesi) Master Production Schedule n settimane M R P livello 2 - livello di impianto orizzonte temporale medio ( 3-12 mesi ) ore / giorni C R P Medium Term Planning (tipicamente costituito dalle fasi MRP - Material Requirement Planning e CRP - Capacity Requirement Planning) min / ore Tempo fisico di interazione tra i diversi livelli gerarchici FMS / FAS PPS R T C S FMS / FAS Work Center Plan livello 3 - livello di area orizzonte temporale breve (15 gg) Short Term Planning (PPS = Production Planning System del sistema automatico) livello 4 - tempo reale orizzonte temporale corrente Real Time Scheduling FMS / FAS Hardware System

61 Il sistema SCAMP

62 Il sistema SCAMP

63 Esempio di cella di produzione

64 Cella della Badger Meter
65 Cella della Badger Meter
66 FMS della FANUC
Il controllo numerico. LIUC - Ingegneria Gestionale 1
 Il controllo numerico LIUC - Ingegneria Gestionale 1 La lavorazione ed il controllo Le prime macchine a controllo numerico CN furono costruite nella metà circa degli anni 50 ma la loro diffusione su larga
Il controllo numerico LIUC - Ingegneria Gestionale 1 La lavorazione ed il controllo Le prime macchine a controllo numerico CN furono costruite nella metà circa degli anni 50 ma la loro diffusione su larga
Robot Industriali MT
 Robot Industriali I Robot Il termine robot deriva dal termine ceco robota, che significa "lavoro pesante" o "lavoro forzato". L'introduzione o di questo termine e si deve allo scrittore ceco Karel Čapek,
Robot Industriali I Robot Il termine robot deriva dal termine ceco robota, che significa "lavoro pesante" o "lavoro forzato". L'introduzione o di questo termine e si deve allo scrittore ceco Karel Čapek,
Corso di Automazione Industriale 1. Capitolo 2
 Simona Sacone - DIST Corso di Automazione Industriale 1 Capitolo 2 Aspetti tecnologici Simona Sacone - DIST 2 Evoluzione tecnologica NC machine PLC CC machine o Machine Center Numerical Control machine
Simona Sacone - DIST Corso di Automazione Industriale 1 Capitolo 2 Aspetti tecnologici Simona Sacone - DIST 2 Evoluzione tecnologica NC machine PLC CC machine o Machine Center Numerical Control machine
Processi per asportazione C.N. Processi per asportazione C.N. Generalità sui parametri di taglio. La tornitura Foratura, fresatura e rettifica
 Processi per asportazione C.N. Processi per asportazione C.N. Generalità sui parametri di taglio La tornitura Foratura, fresatura e rettifica Ottimizzazione del processo 2 2006 Politecnico di Torino 1
Processi per asportazione C.N. Processi per asportazione C.N. Generalità sui parametri di taglio La tornitura Foratura, fresatura e rettifica Ottimizzazione del processo 2 2006 Politecnico di Torino 1
Caratteristiche generali degli F.M.S.
 Caratteristiche generali degli F.M.S. 1 Definizione di F.M.S. Flexible Manufacturing System (sistema flessibile di lavorazione) F.M.S. è un gruppo di M.U. automatizzate collegate da un sistema automatico
Caratteristiche generali degli F.M.S. 1 Definizione di F.M.S. Flexible Manufacturing System (sistema flessibile di lavorazione) F.M.S. è un gruppo di M.U. automatizzate collegate da un sistema automatico
Chi siamo. 280 Impiegati in Delemont. 6 Filiali nel mondo Germania Cina India USA & Canada Russia Italia ( 30 Impiegati ) 160 macchine all anno
 160 macchine all anno") 1 Chi siamo 280 Impiegati in Delemont 6 Filiali nel mondo Germania Cina India USA & Canada Russia Italia ( 30 Impiegati ) Delemont Basilea 40 Km Delemont Ginevra 200 Km Delemont Zurigo 120 Km Delemont
1 Chi siamo 280 Impiegati in Delemont 6 Filiali nel mondo Germania Cina India USA & Canada Russia Italia ( 30 Impiegati ) Delemont Basilea 40 Km Delemont Ginevra 200 Km Delemont Zurigo 120 Km Delemont
Fondamenti per la Programmazione delle Macchine a Controllo Numerico
 Fondamenti per la Programmazione delle Macchine a Controllo Numerico Sistemi di Coordinate I sistemi di coordinate, permettono al programmatore di definire i punti caratteristici del profilo da lavorare.
Fondamenti per la Programmazione delle Macchine a Controllo Numerico Sistemi di Coordinate I sistemi di coordinate, permettono al programmatore di definire i punti caratteristici del profilo da lavorare.
REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA
 REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA QUALIFICAZIONE PROFESSIONALE Denominazione qualificazione Operatore meccanico 3 Settore Economico Professionale Area di Attività Processo
REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA QUALIFICAZIONE PROFESSIONALE Denominazione qualificazione Operatore meccanico 3 Settore Economico Professionale Area di Attività Processo
Vogliamo essere il partner ideale nel campo della produzione e fornitura di martinetti oleodinamici.
 Vogliamo essere il partner ideale nel campo della produzione e fornitura di martinetti oleodinamici. Affidabilità Alti standard nella qualità del servizio e del prodotto Fiducia Trasparenza nei rapporti
Vogliamo essere il partner ideale nel campo della produzione e fornitura di martinetti oleodinamici. Affidabilità Alti standard nella qualità del servizio e del prodotto Fiducia Trasparenza nei rapporti
REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA
 REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA SETTORE ECONOMICO PROFESSIONALE 1 SETTORE MECCANICA; PRODUZIONE E MANUTENZIONE DI MACCHINE; IMPIANTISTICA Processo Lavorazioni Meccaniche
REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA SETTORE ECONOMICO PROFESSIONALE 1 SETTORE MECCANICA; PRODUZIONE E MANUTENZIONE DI MACCHINE; IMPIANTISTICA Processo Lavorazioni Meccaniche
Il ciclo di lavorazione. Industrializzazione prodotto
 Il ciclo di lavorazione Il ciclo di lavorazione definizioni FASE: insieme ordinato di operazioni realizzate presso il medesimo posto di lavoro con o senza lo smontaggio e riposizionamento del pezzo SOTTO-FASE:
Il ciclo di lavorazione Il ciclo di lavorazione definizioni FASE: insieme ordinato di operazioni realizzate presso il medesimo posto di lavoro con o senza lo smontaggio e riposizionamento del pezzo SOTTO-FASE:
MACCHINA TRANSFER AD ALTE PRESTAZIONI
 INDICE: TRANSFER - Componenti - Moduli - Tecnologia L evoluzione tecnologica, le nuove normative sugli ottoni senza piombo, la necessità sempre presente di aumentare efficienza e produttività delle nostre
INDICE: TRANSFER - Componenti - Moduli - Tecnologia L evoluzione tecnologica, le nuove normative sugli ottoni senza piombo, la necessità sempre presente di aumentare efficienza e produttività delle nostre
Il ciclo di lavorazione. Che cosa è un ciclo di lavorazione?
 Il ciclo di lavorazione Che cosa è un ciclo di lavorazione? Che cos e un ciclo di lavorazione? IL CICLO DI LAVORAZIONE Il ciclo di lavorazione (o ciclo tecnologico) è l insieme delle operazioni necessarie
Il ciclo di lavorazione Che cosa è un ciclo di lavorazione? Che cos e un ciclo di lavorazione? IL CICLO DI LAVORAZIONE Il ciclo di lavorazione (o ciclo tecnologico) è l insieme delle operazioni necessarie
ITS MAKER Modulo industrializzazione di prodotto. Modena, febbraio 2017
 ITS MAKER Modulo industrializzazione di prodotto Modena, febbraio 2017 Layout degli impianti-definizioni Si definisce lay-out degli impianti la disposizione plani-volumetrica dei reparti produttivi, con
ITS MAKER Modulo industrializzazione di prodotto Modena, febbraio 2017 Layout degli impianti-definizioni Si definisce lay-out degli impianti la disposizione plani-volumetrica dei reparti produttivi, con
Corso di Automazione industriale
 Corso di Automazione industriale Lezione 10 Macchine utensili e controllo numerico Introduzione Università degli Studi di Bergamo, Automazione Industriale, A.A. 2016/2017, A. L. Cologni 1 Introduzione
Corso di Automazione industriale Lezione 10 Macchine utensili e controllo numerico Introduzione Università degli Studi di Bergamo, Automazione Industriale, A.A. 2016/2017, A. L. Cologni 1 Introduzione
SBZ 151 Edition 90 Centro di lavoro
 SBZ 151 Edition 90 Centro di lavoro - 14-05-2019 - Pagina 1/6 SBZ 151 Edition 90 Centro di lavoro Centri di lavoro Descrizione Centro di lavoro a 5 assi Concepito per lavorare in modo flessibile ed efficiente
SBZ 151 Edition 90 Centro di lavoro - 14-05-2019 - Pagina 1/6 SBZ 151 Edition 90 Centro di lavoro Centri di lavoro Descrizione Centro di lavoro a 5 assi Concepito per lavorare in modo flessibile ed efficiente
Fresatura. Taglio e rifilatura. modelli e stampi. materiale composito. Carteggiatura
 è una società di ingegneria specializzata in automazione industriale e robotica. Per il settore della nautica e del materiale composito, offre servizi di consulenza e progettazione di macchine per l'automazione
è una società di ingegneria specializzata in automazione industriale e robotica. Per il settore della nautica e del materiale composito, offre servizi di consulenza e progettazione di macchine per l'automazione
Il ciclo di lavorazione
 INTRODUZIONE AI CICLI DI LAVORAZIONE 1 Il ciclo di lavorazione DEFINIZIONE: Si dice CICLO DI LAVORAZIONE tutto l insieme di operazioni necessarie a fabbricare un singolo elemento attraverso una successione
INTRODUZIONE AI CICLI DI LAVORAZIONE 1 Il ciclo di lavorazione DEFINIZIONE: Si dice CICLO DI LAVORAZIONE tutto l insieme di operazioni necessarie a fabbricare un singolo elemento attraverso una successione
Programmazione della produzione nei sistemi automatizzati
 Programmazione della produzione nei sistemi automatizzati 1 Programmazione della produzione Pianificazione di lungo periodo: quali prodotti collocare sul mercato (livello strategico) Pianificazione aggregata
Programmazione della produzione nei sistemi automatizzati 1 Programmazione della produzione Pianificazione di lungo periodo: quali prodotti collocare sul mercato (livello strategico) Pianificazione aggregata
CHRONO PRODUTTIVITA E FLESSIBILITA
 CARATTERISTICHE TECNICHE GENERALI Numero di centri di Lavoro N 2 / 3 / 4 Numero di tavole porta pezzo ( una carico - scarico pezzo ) N 3 / 4 / 5 Ingombro massimo Diametro x Altezza mm 490 x 300 Carico
CARATTERISTICHE TECNICHE GENERALI Numero di centri di Lavoro N 2 / 3 / 4 Numero di tavole porta pezzo ( una carico - scarico pezzo ) N 3 / 4 / 5 Ingombro massimo Diametro x Altezza mm 490 x 300 Carico
IL RAPPORTO TRA L UOMO E LA TECNOLOGIA NELL ERA DELL INDUSTRIA 4.0
 IL RAPPORTO TRA L UOMO E LA TECNOLOGIA NELL ERA DELL INDUSTRIA 4.0 NON SI PUO ENTRARE NELL ERA 4.0 SENZA PASSARE DALLA 3.0 LE OPPORTUNITA E I CAMBIAMENTI INTRODOTTI DALLA QUARTA RIVOLUZIONE INDUSTRIALE
IL RAPPORTO TRA L UOMO E LA TECNOLOGIA NELL ERA DELL INDUSTRIA 4.0 NON SI PUO ENTRARE NELL ERA 4.0 SENZA PASSARE DALLA 3.0 LE OPPORTUNITA E I CAMBIAMENTI INTRODOTTI DALLA QUARTA RIVOLUZIONE INDUSTRIALE
AUTOMAZIONE INDUSTRIALE. Prof. Maria Pia Fanti Dipartimento di Elettrotecnica ed Elettronica Politecnico di Bari
 AUTOMAZIONE INDUSTRIALE Prof. Maria Pia Fanti Dipartimento di Elettrotecnica ed Elettronica Politecnico di Bari Contenuti - I sistemi di produzione - Alcuni cenni storici - La produzione di tipo discreto
AUTOMAZIONE INDUSTRIALE Prof. Maria Pia Fanti Dipartimento di Elettrotecnica ed Elettronica Politecnico di Bari Contenuti - I sistemi di produzione - Alcuni cenni storici - La produzione di tipo discreto
COMBYAX L EVOLUZIONE DEL TRANSFER
 INDICE: COMBYAX - Componenti - Moduli tradizionali - Moduli caratteristici - Tecnologia L evoluzione tecnologica, le nuove normative sugli ottoni senza piombo, la necessità sempre presente di aumentare
INDICE: COMBYAX - Componenti - Moduli tradizionali - Moduli caratteristici - Tecnologia L evoluzione tecnologica, le nuove normative sugli ottoni senza piombo, la necessità sempre presente di aumentare
09/2008 GOLDEN PLUS DIAMANTE 18 DIAMANTE PLUS CENTRI DI LAVORO A CONTROLLO NUMERICO A 3 E 4 ASSI INTERPOLATI + TESTA INCLINABILE
 09/2008 GOLDEN PLUS DIAMANTE 18 DIAMANTE PLUS CENTRI DI LAVORO A CONTROLLO NUMERICO A 3 E 4 ASSI INTERPOLATI + TESTA INCLINABILE STONECAM 3D, il programma cad-cam facile ed intuitivo Per l utilizzo dei
09/2008 GOLDEN PLUS DIAMANTE 18 DIAMANTE PLUS CENTRI DI LAVORO A CONTROLLO NUMERICO A 3 E 4 ASSI INTERPOLATI + TESTA INCLINABILE STONECAM 3D, il programma cad-cam facile ed intuitivo Per l utilizzo dei
I CICLI DI LAVORAZIONE
 Generalità I CICLI DI LAVORAZIONE Si dice CICLO DI LAVORAZIONE tutto l insieme di operazioni necessarie a fabbricare un singolo elemento attraverso una successione di processi tecnologici (fusione, stampaggio,
Generalità I CICLI DI LAVORAZIONE Si dice CICLO DI LAVORAZIONE tutto l insieme di operazioni necessarie a fabbricare un singolo elemento attraverso una successione di processi tecnologici (fusione, stampaggio,
A S M Aluminium Special Machinery. Catalogo generale
 A S M Catalogo generale A S M Centro di lavoro a 4 assi Centro di lavoro a 4 assi controllati QUATER Centro di lavoro a 4 assi CNC a portale mobile per effettuare operazioni di foratura e fresatura su
A S M Catalogo generale A S M Centro di lavoro a 4 assi Centro di lavoro a 4 assi controllati QUATER Centro di lavoro a 4 assi CNC a portale mobile per effettuare operazioni di foratura e fresatura su
U.C. Capacità 3 anno 2 anno 1 anno riconoscere le. 1. Approntamento
 U.C. Capacità 3 anno 2 anno 1 anno 1. Approntamento macchine utensili 1.01 riconoscere le macchine utensili (tradizionali, a controllo numerico computerizzato, centri di lavoro, sistemi FMS) da utilizzare
U.C. Capacità 3 anno 2 anno 1 anno 1. Approntamento macchine utensili 1.01 riconoscere le macchine utensili (tradizionali, a controllo numerico computerizzato, centri di lavoro, sistemi FMS) da utilizzare
UN AZIENDA FATTA DI PERSONE
 UN AZIENDA FATTA DI PERSONE L'AZIENDA La ditta SALA, nata negli anni 50 come studio di progettazione meccanica, ha iniziato fin dai primi anni 60 la costruzione di macchine di tornitura di precisione.
UN AZIENDA FATTA DI PERSONE L'AZIENDA La ditta SALA, nata negli anni 50 come studio di progettazione meccanica, ha iniziato fin dai primi anni 60 la costruzione di macchine di tornitura di precisione.
Capitolo 2. Le attività primarie. La produzione
 Capitolo 2 Le attività primarie La produzione 1 Attività di produzione Trasformazione di input in output non tutte le attività prevedono una trasformazione chimico-fisica Differenze tra produzione di beni
Capitolo 2 Le attività primarie La produzione 1 Attività di produzione Trasformazione di input in output non tutte le attività prevedono una trasformazione chimico-fisica Differenze tra produzione di beni
C N C M A C H I N I N G
 C N C M A C H I N I N G C N C M A C H I N I N G M E C C A N I C A D I P R E C I S I O N E Il nostro Parco Macchine si sviluppa su di una superfice coperta di oltre 10.000 mq e ci permette di offrire una
C N C M A C H I N I N G C N C M A C H I N I N G M E C C A N I C A D I P R E C I S I O N E Il nostro Parco Macchine si sviluppa su di una superfice coperta di oltre 10.000 mq e ci permette di offrire una
Addetto programmazione e lavorazioni macchine utensili (cn)
") Addetto programmazione e lavorazioni macchine utensili (cn) PROFILO FORMATIVO ADDETTO PROGRAMMAZIONE E LAVORAZIONI MACCHINE UTENSILI (CN) Prestazione chiave/ UC Prestazioni componenti/elementari ME101
Addetto programmazione e lavorazioni macchine utensili (cn) PROFILO FORMATIVO ADDETTO PROGRAMMAZIONE E LAVORAZIONI MACCHINE UTENSILI (CN) Prestazione chiave/ UC Prestazioni componenti/elementari ME101
PROGRAMMAZIONE DIDATTICA DIPARTIMENTO MECCANICO TECNICHE DI PRODUZIONE E ORGANIZZAZIONE. Classe 5 PMA A.S
 Progettazione Disciplinare PROGRAMMAZIONE DIDATTICA DIPARTIMENTO MECCANICO TECNICHE DI PRODUZIONE E ORGANIZZAZIONE Classe 5 PMA A.S. 2016 2017 Rev. 0 del 08-03-04 pag. 1 di 9 Progettazione Disciplinare
Progettazione Disciplinare PROGRAMMAZIONE DIDATTICA DIPARTIMENTO MECCANICO TECNICHE DI PRODUZIONE E ORGANIZZAZIONE Classe 5 PMA A.S. 2016 2017 Rev. 0 del 08-03-04 pag. 1 di 9 Progettazione Disciplinare
- 7 - MACCHINE UTENSILI A CONTROLLO NUMERICO
 - 7 - MACCHINE UTENSILI A CONTROLLO NUMERICO 1 Evoluzione delle macchine a CN Su macchine tradizionali si hanno problemi di: mancanza di flessibilità manodopera specializzata necessità di riconfigurazione
- 7 - MACCHINE UTENSILI A CONTROLLO NUMERICO 1 Evoluzione delle macchine a CN Su macchine tradizionali si hanno problemi di: mancanza di flessibilità manodopera specializzata necessità di riconfigurazione
Il centro di lavoro. Lez. 3 - Centri di lavorazione meccanica 2. Macchina utensile. Il centro di lavoro. Il centro di lavoro è una macchina utensile
 Centri di lavorazione meccanica Il centro di lavoro Gli elementi secondari Gli utensili Il mandrino Il centro di lavoro Lez. 3 - Centri di lavorazione meccanica 1 Il centro di lavoro Il centro di lavoro
Centri di lavorazione meccanica Il centro di lavoro Gli elementi secondari Gli utensili Il mandrino Il centro di lavoro Lez. 3 - Centri di lavorazione meccanica 1 Il centro di lavoro Il centro di lavoro
ARGOMENTI DELLA LEZIONE ALESATRICE
 ARGOMENTI DELLA LEZIONE - le trapanatrici e la quotatura di elementi ottenuti mediante foratura - le alesatrici e la quotatura di elementi ottenuti per alesatura - le brocciatrici e la quotatura di elementi
ARGOMENTI DELLA LEZIONE - le trapanatrici e la quotatura di elementi ottenuti mediante foratura - le alesatrici e la quotatura di elementi ottenuti per alesatura - le brocciatrici e la quotatura di elementi
SMIMec Company Profile
 SMIMec Company Profile 2 8 Macchine Forerunner 3 Dati chiave: Forerunner N. 1 centro di lavoro CNC (Computerized Numerical Control) in linea FMS (Flexible Manufacturing System) formato da 8 macchine Forerunner
SMIMec Company Profile 2 8 Macchine Forerunner 3 Dati chiave: Forerunner N. 1 centro di lavoro CNC (Computerized Numerical Control) in linea FMS (Flexible Manufacturing System) formato da 8 macchine Forerunner
Prof. Ing. Maria Pia Fanti Dipartimento di Elettrotecnica ed Elettronica Politecnico di Bari AUTOMAZIONE INDUSTRIALE
 Prof. Ing. Maria Pia Fanti Dipartimento di Elettrotecnica ed Elettronica Politecnico di Bari AUTOMAZIONE INDUSTRIALE Contenuti - Le funzioni di controllo - Funzionamento di un FMS - Pianificazione e scheduling
Prof. Ing. Maria Pia Fanti Dipartimento di Elettrotecnica ed Elettronica Politecnico di Bari AUTOMAZIONE INDUSTRIALE Contenuti - Le funzioni di controllo - Funzionamento di un FMS - Pianificazione e scheduling
EQF TRAGUARDO INTERMEDIO ABILITA CONOSCENZE ASSI DISCIPLINARI COINVOLTI Sapere interpretare le informazioni
 Competenza n 3: Realizzare e presentare modelli fisici e/o virtuali, valutando la loro rispondenza agli standard qualitativi previsti dalle specifiche di progettazione. EQF TRAGUARDO INTERMEDIO ABILITA
Competenza n 3: Realizzare e presentare modelli fisici e/o virtuali, valutando la loro rispondenza agli standard qualitativi previsti dalle specifiche di progettazione. EQF TRAGUARDO INTERMEDIO ABILITA
SBZ 150 Centro di lavoro
 SBZ 150 Centro di lavoro - 01-07-2019 - Pagina 1/5 SBZ 150 Centro di lavoro Centri di lavoro Descrizione Centro di lavoro a 5 assi Concepito per lavorare in modo redditizio e razionale profili in alluminio
SBZ 150 Centro di lavoro - 01-07-2019 - Pagina 1/5 SBZ 150 Centro di lavoro Centri di lavoro Descrizione Centro di lavoro a 5 assi Concepito per lavorare in modo redditizio e razionale profili in alluminio
Programmazione della produzione MT MT
 Programmazione della produzione Architettura gerarchica del processo di programmazione M P S livello 1 - livello di fabbrica orizzonte temporale lungo (12-24 mesi) Master Production Schedule n settimane
Programmazione della produzione Architettura gerarchica del processo di programmazione M P S livello 1 - livello di fabbrica orizzonte temporale lungo (12-24 mesi) Master Production Schedule n settimane
CENTRO DI LAVORO ORIZZONTALE ZPS H 1000
 CENTRO DI LAVORO ORIZZONTALE ZPS H 1000 CARATTERISTICHE TECNICHE CORSE E AVANZAMENTI Asse X (montante) 1400 mm Asse Y (testa-mandrino) 1050 mm Asse Z (tavola) 1200 mm Avanzamento di lavoro assi X,Y,Z 50
CENTRO DI LAVORO ORIZZONTALE ZPS H 1000 CARATTERISTICHE TECNICHE CORSE E AVANZAMENTI Asse X (montante) 1400 mm Asse Y (testa-mandrino) 1050 mm Asse Z (tavola) 1200 mm Avanzamento di lavoro assi X,Y,Z 50
highlights Highlights
 TORNIO A FANTINA MOBILE manurhin k mx 726 EVO / 732 EVO 03 Highlights highlights 1 2 3 4 I torni a fantina mobile a CNC della gamma K MX EVO, con passaggi barra fino a 26 mm (modello 726 EVO) e fino a
TORNIO A FANTINA MOBILE manurhin k mx 726 EVO / 732 EVO 03 Highlights highlights 1 2 3 4 I torni a fantina mobile a CNC della gamma K MX EVO, con passaggi barra fino a 26 mm (modello 726 EVO) e fino a
CENTRO DI LAVORO ORIZZONTALE ZPS H 1000
 CENTRO DI LAVORO ORIZZONTALE ZPS H 1000 CARATTERISTICHE TECNICHE CORSE E AVANZAMENTI Asse X (montante) 1400 mm Asse Y (testa-mandrino) 1050 mm Asse Z (tavola) 1200 mm Avanzamento di lavoro assi X,Y,Z 50
CENTRO DI LAVORO ORIZZONTALE ZPS H 1000 CARATTERISTICHE TECNICHE CORSE E AVANZAMENTI Asse X (montante) 1400 mm Asse Y (testa-mandrino) 1050 mm Asse Z (tavola) 1200 mm Avanzamento di lavoro assi X,Y,Z 50
Mikron XT-one. Doppio mandrino, 5 assi, centro di lavoro flessibile
 Mikron XT-one Doppio mandrino, 5 assi, centro di lavoro flessibile 1 Mikron XT-one Doppio mandrino, 5 assi, centro di lavoro flessibile Il centro di lavoro Mikron XT-one è tra le macchine più versatili
Mikron XT-one Doppio mandrino, 5 assi, centro di lavoro flessibile 1 Mikron XT-one Doppio mandrino, 5 assi, centro di lavoro flessibile Il centro di lavoro Mikron XT-one è tra le macchine più versatili
CENTRO DI LAVORO MULTIFUNZIONALE A PORTALE TM 1250
 CENTRO DI LAVORO MULTIFUNZIONALE A PORTALE TM 1250 TURNMILL 1250 è un centro di lavoro a portale con traversa mobile. La versione standard della macchina ha 4 assi controllati: - asse X - longitudinale
CENTRO DI LAVORO MULTIFUNZIONALE A PORTALE TM 1250 TURNMILL 1250 è un centro di lavoro a portale con traversa mobile. La versione standard della macchina ha 4 assi controllati: - asse X - longitudinale
Macchine Utensili Intelligenti
 Macchine Utensili Intelligenti Relatore: Marco Sortino 24 marzo 2017 16:00 #Sharing3FVG Webinar realizzato da IALFVG e parte degli 80 di #Sharing3FVG, progetto cofinanziato dal Fondo Sociale Europeo nell'ambito
Macchine Utensili Intelligenti Relatore: Marco Sortino 24 marzo 2017 16:00 #Sharing3FVG Webinar realizzato da IALFVG e parte degli 80 di #Sharing3FVG, progetto cofinanziato dal Fondo Sociale Europeo nell'ambito
oikos centro di lavoro a 6 assi per travi e moduli parete oikos
 oikos centro di lavoro a 6 assi per travi e moduli parete oikos oikos centro di lavoro a 6 assi per travi e moduli pareti. Centro di lavoro a 6 assi, soluzione tecnologica ottimale per la lavorazione di
oikos centro di lavoro a 6 assi per travi e moduli parete oikos oikos centro di lavoro a 6 assi per travi e moduli pareti. Centro di lavoro a 6 assi, soluzione tecnologica ottimale per la lavorazione di
MACCHINE UTENSILI & STRUMENTI DI MISURA
 MACCHINE UTENSILI & STRUMENTI DI MISURA ALBERTO TREVISAN amministratore unico Alberto Trevisan, titolare di Iron Max, commercializza macchinari per la tornitura, la fresatura e la metrologia in tutto il
MACCHINE UTENSILI & STRUMENTI DI MISURA ALBERTO TREVISAN amministratore unico Alberto Trevisan, titolare di Iron Max, commercializza macchinari per la tornitura, la fresatura e la metrologia in tutto il
Il controllo numerico. LIUC - Ingegneria Gestionale 1
 Il controllo numerico LIUC - Ingegneria Gestionale 1 La lavorazione ed il controllo Le prime macchine a controllo numerico CN furono costruite nella metà circa degli anni 50 ma la loro diffusione su larga
Il controllo numerico LIUC - Ingegneria Gestionale 1 La lavorazione ed il controllo Le prime macchine a controllo numerico CN furono costruite nella metà circa degli anni 50 ma la loro diffusione su larga
Sistemi di taglio laser integrati in celle di produzione flessibili: impatti sui principali indicatori aziendali
 Sistemi di taglio laser integrati in celle di produzione flessibili: impatti sui principali indicatori aziendali L EVOLUZIONE DEI SISTEMI PRODUTTIVI SALVAGNINI E INDUSTRIA 4.0 SISTEMI INTELLIGENTI automatici
Sistemi di taglio laser integrati in celle di produzione flessibili: impatti sui principali indicatori aziendali L EVOLUZIONE DEI SISTEMI PRODUTTIVI SALVAGNINI E INDUSTRIA 4.0 SISTEMI INTELLIGENTI automatici
REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA
 REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA SETTORE ECONOMICO PROFESSIONALE 1 SETTORE MECCANICA; PRODUZIONE E MANUTENZIONE DI MACCHINE; IMPIANTISTICA Processo Lavorazioni Meccaniche
REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA SETTORE ECONOMICO PROFESSIONALE 1 SETTORE MECCANICA; PRODUZIONE E MANUTENZIONE DI MACCHINE; IMPIANTISTICA Processo Lavorazioni Meccaniche
CNC CORSO BASE DI PROGRAMMAZIONE
 1 LORENZO RAUSA CNC CORSO BASE DI PROGRAMMAZIONE Per tornio e fresa CNC Corso base di programmazione 2 Copyright CNC Web School 2018 Milano (Italy) info@cncwebschool.com www.cncwebschool.com Tutti i diritti
1 LORENZO RAUSA CNC CORSO BASE DI PROGRAMMAZIONE Per tornio e fresa CNC Corso base di programmazione 2 Copyright CNC Web School 2018 Milano (Italy) info@cncwebschool.com www.cncwebschool.com Tutti i diritti
romi G 550 romi G 550M CeNTri Di TOrNiTUrA Serie G Romi
 ROMI G 550 ROMI G 550M CENTRI DI TORNITURA Serie G Romi Vista del sito industriale ROMI, a Santa Bárbara d Oeste - SP, Brasile INNOVAZIONE + QUALITÀ ROMI: prodotti di alta qualità sin dal 1930. Sin dalla
ROMI G 550 ROMI G 550M CENTRI DI TORNITURA Serie G Romi Vista del sito industriale ROMI, a Santa Bárbara d Oeste - SP, Brasile INNOVAZIONE + QUALITÀ ROMI: prodotti di alta qualità sin dal 1930. Sin dalla
QUOTATURA PARTE 2. î IN QUESTA LEZIONE PROF. CATERINA RIZZI DIPARTIMENTO DI INGEGNERIA GESTIONALE,
 QUOTATURA PARTE 2 PROF. CATERINA RIZZI DIPARTIMENTO DI INGEGNERIA GESTIONALE, DELL INFORMAZIONE E DELLA PRODUZIONE î IN QUESTA LEZIONE CLASSIFICAZIONE punto di vista geometrico quote di grandezza quote
QUOTATURA PARTE 2 PROF. CATERINA RIZZI DIPARTIMENTO DI INGEGNERIA GESTIONALE, DELL INFORMAZIONE E DELLA PRODUZIONE î IN QUESTA LEZIONE CLASSIFICAZIONE punto di vista geometrico quote di grandezza quote
OPPORTUNITA Macchine utensili per la lavorazione delle superfici Macchine per la movimentazione industriale, logistica, AGV, magazzini ecc.
 La legge di bilancio n232 del 11 Dicembre 2016 ha confermato l ammortamento al 140% per i beni strumentali e ha introdotto il super-ammortamento al 250% per gli interventi nell ambito dell automazione
La legge di bilancio n232 del 11 Dicembre 2016 ha confermato l ammortamento al 140% per i beni strumentali e ha introdotto il super-ammortamento al 250% per gli interventi nell ambito dell automazione
Sistemi di Produzione Macchine utensili a controllo numerico Introduzione
 Sistemi di Produzione Macchine utensili a controllo numerico Introduzione Ing. Giulia Bruno Politecnico di Torino Dipartimento di Ingegneria Gestionale e della Produzione (DIGEP) e-mail: giulia.bruno@polito.it
Sistemi di Produzione Macchine utensili a controllo numerico Introduzione Ing. Giulia Bruno Politecnico di Torino Dipartimento di Ingegneria Gestionale e della Produzione (DIGEP) e-mail: giulia.bruno@polito.it
POLITECNICO DI TORINO TECNOLOGIA MECCANICA IL CICLO DI LAVORAZIONE
 POLITECNICO DI TORINO TECNOLOGIA MECCANICA IL CICLO DI LAVORAZIONE DEFINIZIONE Il ciclo di lavorazione è, in senso lato, la successione logica di tutte le operazioni necessarie per trasformare un pezzo
POLITECNICO DI TORINO TECNOLOGIA MECCANICA IL CICLO DI LAVORAZIONE DEFINIZIONE Il ciclo di lavorazione è, in senso lato, la successione logica di tutte le operazioni necessarie per trasformare un pezzo
TECNICO SUPERIORE PER L AUTOMAZIONE INDUSTRIALE
 UNITA CAPITALIZZABILI PER LA FIGURA PROFESSIONALE TECNICO SUPERIORE PER L AUTOMAZIONE INDUSTRIALE ISTRUZIONE E FORMAZIONE TECNICA SUPERIORE 73 74 ISTRUZIONE E FORMAZIONE TECNICA SUPERIORE UNITÀ CAPITALIZZABILE
UNITA CAPITALIZZABILI PER LA FIGURA PROFESSIONALE TECNICO SUPERIORE PER L AUTOMAZIONE INDUSTRIALE ISTRUZIONE E FORMAZIONE TECNICA SUPERIORE 73 74 ISTRUZIONE E FORMAZIONE TECNICA SUPERIORE UNITÀ CAPITALIZZABILE
Tornitura e automazione integrata:
 T O R N I V E R T I C A L I C N C BV-M-Y BV5-M-Y Tornitura e automazione integrata: La nuova gamma di centri di tornitura verticali ad automazione integrata BV nasce dalla sintesi della grande tradizione
T O R N I V E R T I C A L I C N C BV-M-Y BV5-M-Y Tornitura e automazione integrata: La nuova gamma di centri di tornitura verticali ad automazione integrata BV nasce dalla sintesi della grande tradizione
CIM Computer Integrated Manufacturing
 INDICE CIM IN CONFIGURAZIONE BASE CIM IN CONFIGURAZIONE AVANZATA CIM IN CONFIGURAZIONE COMPLETA DL CIM A DL CIM B DL CIM C DL CIM C DL CIM A DL CIM B Il Computer Integrated Manufacturing (CIM) è un metodo
INDICE CIM IN CONFIGURAZIONE BASE CIM IN CONFIGURAZIONE AVANZATA CIM IN CONFIGURAZIONE COMPLETA DL CIM A DL CIM B DL CIM C DL CIM C DL CIM A DL CIM B Il Computer Integrated Manufacturing (CIM) è un metodo
CENTRO DI LAVORO FRESATURA/TORNITURA EC5-52
 Instant Catalogue 04.04.2014 Meccaniche Arrigo Pecchioli Via di Scandicci 221-50143 Firenze (Italy) - Tel. (+39) 055 70 07 1 - Fax (+39) 055 700 623 e-mail: pear@pear.it - www.pear.it Tipologia di lavorazioni
Instant Catalogue 04.04.2014 Meccaniche Arrigo Pecchioli Via di Scandicci 221-50143 Firenze (Italy) - Tel. (+39) 055 70 07 1 - Fax (+39) 055 700 623 e-mail: pear@pear.it - www.pear.it Tipologia di lavorazioni
CMM-3D BANCO PER IL CONTROLLO DIMENSIONALE
 Descrizione generale Il CMM 3D è un banco robotizzato per il controllo dimensionale di particolari plastici e meccanici. Il banco non è una macchina di misura assoluta, ma bensì un banco di controllo per
Descrizione generale Il CMM 3D è un banco robotizzato per il controllo dimensionale di particolari plastici e meccanici. Il banco non è una macchina di misura assoluta, ma bensì un banco di controllo per
UTENSILI MOTORIZZATI ALLESTIMENTO UTENSILI CAPTO MANDRINI HAINBUCH
 UTENSILI MOTORIZZATI ALLESTIMENTO UTENSILI CAPTO MANDRINI HAINBUCH Area di lavoro Max. diametro rotante su Z mm 827 Max. diametro tornibile mm 356 Max. diametro rotante sulle guide mm 745 Max. lunghezza
UTENSILI MOTORIZZATI ALLESTIMENTO UTENSILI CAPTO MANDRINI HAINBUCH Area di lavoro Max. diametro rotante su Z mm 827 Max. diametro tornibile mm 356 Max. diametro rotante sulle guide mm 745 Max. lunghezza
FLESSIBILITÀ E PRODUZIONE PER SOLUZIONI DI PRECISIONE
 FLESSIBILITÀ E PRODUZIONE PER SOLUZIONI DI PRECISIONE REV. n. 2: 19.01.2017 MC FLEX MC FLEX: produzione flessibile Con MC FLEX non vogliamo identificare una macchina ben precisa ma una categoria, una linea
FLESSIBILITÀ E PRODUZIONE PER SOLUZIONI DI PRECISIONE REV. n. 2: 19.01.2017 MC FLEX MC FLEX: produzione flessibile Con MC FLEX non vogliamo identificare una macchina ben precisa ma una categoria, una linea
That s E[M]CONOMY: Apprendere sviluppando applicazioni CONCEPT MILL 450. Il CNC con prestazioni industriali per la formazione
![That s E[M]CONOMY: Apprendere sviluppando applicazioni CONCEPT MILL 450. Il CNC con prestazioni industriali per la formazione](/thumbs/66/55901540.jpg "That s E[M]CONOMY: Apprendere sviluppando applicazioni CONCEPT MILL 450. Il CNC con prestazioni industriali per la formazione") [ That s ] E[M]CONOMY: Apprendere sviluppando applicazioni CONCEPT MILL 450 Il CNC con prestazioni industriali per la formazione Concept MILL 450 Concept MILL 450 è una potente e versatile macchina di
[ That s ] E[M]CONOMY: Apprendere sviluppando applicazioni CONCEPT MILL 450 Il CNC con prestazioni industriali per la formazione Concept MILL 450 Concept MILL 450 è una potente e versatile macchina di
Tornio verticale YOU JI VTL 1600 ATC+C Matricola : 1VTL160TC00379 Rif Anno : 2009
 Tornio verticale YOU JI VTL 1600 ATC+C Matricola : 1VTL160TC00379 Rif. 2089018 Anno : 2009 usato Foto originali Condizioni di fornitura Disponibilità : febbraio 2016 Trasporto : incluso Montaggio : incluso
Tornio verticale YOU JI VTL 1600 ATC+C Matricola : 1VTL160TC00379 Rif. 2089018 Anno : 2009 usato Foto originali Condizioni di fornitura Disponibilità : febbraio 2016 Trasporto : incluso Montaggio : incluso
TORNIO A CNC CON UTENSILI MOTORIZZATI EQUIPAGGIATO CON CNC FANUC Oi-TC. Modello MT 300-6
 TORNIO A CNC CON UTENSILI MOTORIZZATI EQUIPAGGIATO CON CNC FANUC Oi-TC Modello MT 300-6 CARATTERISTICHE TECNICHE GENERALI 1 Basamento monolitico in ghisa inclinato a 30 con struttura di tipo alveolare
TORNIO A CNC CON UTENSILI MOTORIZZATI EQUIPAGGIATO CON CNC FANUC Oi-TC Modello MT 300-6 CARATTERISTICHE TECNICHE GENERALI 1 Basamento monolitico in ghisa inclinato a 30 con struttura di tipo alveolare
Norme in Vigore. pag. 1/6
 Elenco Norme Abbonamento UNICOU970001 Macchine utensili - Macchine utensili - Prove e collaudi delle macchine utensili Totale norme 109 di cui 59 in lingua inglese Aggiornato al 08/12/2018 22:15:04
Elenco Norme Abbonamento UNICOU970001 Macchine utensili - Macchine utensili - Prove e collaudi delle macchine utensili Totale norme 109 di cui 59 in lingua inglese Aggiornato al 08/12/2018 22:15:04
MODELLO DI PROGRAMMAZIONE DISCIPLINARE
 MODELLO DI PROGRAMMAZIONE DISCIPLINARE ISTITUTO IIS SILVIO CECCATO ANNO SCOLASTICO 2017-2018 INDIRIZZO ITT MECCANICA E MECCATRONICA CLASSE 5 a SEZIONE BM DISCIPLINA DOCENTE TECNOLOGIE MECCANICHE DI PROCESSO
MODELLO DI PROGRAMMAZIONE DISCIPLINARE ISTITUTO IIS SILVIO CECCATO ANNO SCOLASTICO 2017-2018 INDIRIZZO ITT MECCANICA E MECCATRONICA CLASSE 5 a SEZIONE BM DISCIPLINA DOCENTE TECNOLOGIE MECCANICHE DI PROCESSO
Alex Signorini Sales Office Phone: SMIMec Company Profile
 Alex Signorini Sales Office Phone: 0345.40.742 e-mail: alex.signorini@smigroup.net SMIMec Company Profile 2 8 macchine Forerunner 3 Dati chiave: Forerunner N. 1 centro di lavoro CNC (Computerized Numerical
Alex Signorini Sales Office Phone: 0345.40.742 e-mail: alex.signorini@smigroup.net SMIMec Company Profile 2 8 macchine Forerunner 3 Dati chiave: Forerunner N. 1 centro di lavoro CNC (Computerized Numerical
AUTOMAZIONE INDUSTRIALE
 AUTOMAZIONE INDUSTRIALE Lo schema seguente descrive l evoluzione dei sistemi di produzione industriale con l avvento dell automazione. Vengono presi in considerazione la lavorazione alle macchine utensili,
AUTOMAZIONE INDUSTRIALE Lo schema seguente descrive l evoluzione dei sistemi di produzione industriale con l avvento dell automazione. Vengono presi in considerazione la lavorazione alle macchine utensili,
cellule di piegatura automatizzate catalogo generale
 cellule di piegatura automatizzate catalogo generale E nata la cella dalle svariate configurazioni produttive, piu una. La vostra. automated electric press brake Tempi di programmazione ridotti Grazie
cellule di piegatura automatizzate catalogo generale E nata la cella dalle svariate configurazioni produttive, piu una. La vostra. automated electric press brake Tempi di programmazione ridotti Grazie
Una società di HOMAG Group
 MARTINI-werbeagentur.de 04/2015 I dati tecnici e le foto non sono vincolanti in tutti i loro dettagli. Ci riserviamo espressamente il diritto di apportare modifiche volte ad un miglioramento del prodotto.
MARTINI-werbeagentur.de 04/2015 I dati tecnici e le foto non sono vincolanti in tutti i loro dettagli. Ci riserviamo espressamente il diritto di apportare modifiche volte ad un miglioramento del prodotto.
Centri di lavoro multifunzionali ad alte prestazioni
 gy aving ys rg er En e Machine Tool b r e t o n.i t /e n Centri di lavoro multifunzionali ad alte prestazioni Driven by Innovation IT Centri di lavoro multifunzionali ad alte prestazioni I centri di lavoro
gy aving ys rg er En e Machine Tool b r e t o n.i t /e n Centri di lavoro multifunzionali ad alte prestazioni Driven by Innovation IT Centri di lavoro multifunzionali ad alte prestazioni I centri di lavoro
Tornio verticale a 2 assi con sistema di caricamento automatico
 MINGANTI TORNIO VERTICALE MV3 Tornio verticale a 2 assi con sistema di caricamento automatico PRIMA della ristrutturazione DOPO la ristrutturazione (esempio senza self-loading) PRODUCIAMO VALORE WWW.OVERMC.IT
MINGANTI TORNIO VERTICALE MV3 Tornio verticale a 2 assi con sistema di caricamento automatico PRIMA della ristrutturazione DOPO la ristrutturazione (esempio senza self-loading) PRODUCIAMO VALORE WWW.OVERMC.IT
PROGRAMMAZIONE EIA/ISO Macchine Utensili CNC
 PROGRAMMAZIONE EIA/ISO Macchine Utensili CNC A cura di Massimo Reboldi La programmazione EIA/ISO! Introduzione! Assi e Riferimenti! Linguaggio di programmazione! Grammatica;! Lessico;! Funzioni N, G, M,
PROGRAMMAZIONE EIA/ISO Macchine Utensili CNC A cura di Massimo Reboldi La programmazione EIA/ISO! Introduzione! Assi e Riferimenti! Linguaggio di programmazione! Grammatica;! Lessico;! Funzioni N, G, M,
le lavorazioni a freddo asportazione di
 le lavorazioni a freddo asportazione di le lavorazioni ad asportazione di truciolo la struttura truciolo delle macchine utensili lo studio del processo di asportazione di truciolo riveste un importanza
le lavorazioni a freddo asportazione di le lavorazioni ad asportazione di truciolo la struttura truciolo delle macchine utensili lo studio del processo di asportazione di truciolo riveste un importanza
TORNITURA E FRESATURA INTEGRATA SMART TURN
 TORNITURA E FRESATURA INTEGRATA SMART TURN Tornitura e fresatura integrata. SMART TURN 2-3 Tecnologia innovativa multifunzione. La nuova famiglia di centri di tornitura-fresatura multifunzione SMART TURN,
TORNITURA E FRESATURA INTEGRATA SMART TURN Tornitura e fresatura integrata. SMART TURN 2-3 Tecnologia innovativa multifunzione. La nuova famiglia di centri di tornitura-fresatura multifunzione SMART TURN,
CROESUS srl Via S. Pertini, San Bellino (RO) Tel Fax
 Tel Fax") CROESUS srl Via S. Pertini, 19-45020 San Bellino (RO) Tel 0425 703336 - Fax 0425 703403 E-mail: info@croesusmeccanica.it www.croesusmeccanica.it LA STORIA Croesus Meccanica è nata nel 2002 come evoluzione
CROESUS srl Via S. Pertini, 19-45020 San Bellino (RO) Tel 0425 703336 - Fax 0425 703403 E-mail: info@croesusmeccanica.it www.croesusmeccanica.it LA STORIA Croesus Meccanica è nata nel 2002 come evoluzione
Non solo formazione: vera produzione! CONCEPT MILL 250
 [ E[M]CONOMY ] significa: Non solo formazione: vera produzione! CONCEPT MILL 250 Il CNC con prestazioni industriali per la formazione professionale Concept MILL 250 Con questa macchina potrete conseguire
[ E[M]CONOMY ] significa: Non solo formazione: vera produzione! CONCEPT MILL 250 Il CNC con prestazioni industriali per la formazione professionale Concept MILL 250 Con questa macchina potrete conseguire
Perché? SCOPRI COME I SISTEMI DI AVVITATURA FIAM
 SCOPRI COME I SISTEMI DI AVVITATURA FIAM RIENTRANO nel piano nazionale industria 4.0 Perché? I sistemi di avvitatura CB rispettano i diversi parametri indicati nella circolare N.4/E del 30/03/2017 dell
SCOPRI COME I SISTEMI DI AVVITATURA FIAM RIENTRANO nel piano nazionale industria 4.0 Perché? I sistemi di avvitatura CB rispettano i diversi parametri indicati nella circolare N.4/E del 30/03/2017 dell
I sistemi manifatturieri
 Sistemi di produzione discreti Sistemi manifatturieri Sistemi di Sistemi di movimentazione Robot industriali I sistemi manifatturieri I sistemi manifatturieri sono impianti dedicati alla lavorazione e
Sistemi di produzione discreti Sistemi manifatturieri Sistemi di Sistemi di movimentazione Robot industriali I sistemi manifatturieri I sistemi manifatturieri sono impianti dedicati alla lavorazione e
Programmazione di Dipartimento. Laboratori tecnologici ed esercitazioni
 Programmazione di Dipartimento Laboratori tecnologici ed esercitazioni CLASSE 5^PMA Rev. 0 del 08-03-04 pag. 1 di 7 MODULO N 1 (Sicurezza e prevenzione degli infortuni) Il modulo è inerente alla conoscenza
Programmazione di Dipartimento Laboratori tecnologici ed esercitazioni CLASSE 5^PMA Rev. 0 del 08-03-04 pag. 1 di 7 MODULO N 1 (Sicurezza e prevenzione degli infortuni) Il modulo è inerente alla conoscenza
Dimensionamento degli FMS MT MT
 Dimensionamento degli FMS Progettazione di FMS: strategie generali (1) Architettura fisica delle macchine: parallela (in cui le macchine sono tutte uguali); seriale (in cui le macchine sono tutte diverse);
Dimensionamento degli FMS Progettazione di FMS: strategie generali (1) Architettura fisica delle macchine: parallela (in cui le macchine sono tutte uguali); seriale (in cui le macchine sono tutte diverse);
AFFIDABILITÀ E MACCHINE UTENSILI SPECIAL PRICE PROMOZIONE SPECIALE PRODOTTI
 AFFIDABILITÀ E MACCHINE UTENSILI SPECIAL PRICE PROMOZIONE SPECIALE PRODOTTI HYUNDAI WIA 2017 Centro di Lavoro a CNC F400 8.000 giri e 103.130,00 e 59.900,00* 12.000 giri e 113.620,00 e 67.900,00* F400
AFFIDABILITÀ E MACCHINE UTENSILI SPECIAL PRICE PROMOZIONE SPECIALE PRODOTTI HYUNDAI WIA 2017 Centro di Lavoro a CNC F400 8.000 giri e 103.130,00 e 59.900,00* 12.000 giri e 113.620,00 e 67.900,00* F400
Centro di lavoro Venture 10 e Venture 11
 Centro di lavoro e Tutto ciò di cui l artigianato può avere bisogno e Dotazione di serie di primo ordine La dotazione dei centri di lavoro e risponde esattamente alle esigenze degli artigiani. Garantisce
Centro di lavoro e Tutto ciò di cui l artigianato può avere bisogno e Dotazione di serie di primo ordine La dotazione dei centri di lavoro e risponde esattamente alle esigenze degli artigiani. Garantisce
PUNTO ZERO SISTEMA DI BLOCCAGGIO PUNTO ZERO EASYLOCK. Pallettizzazione e strumenti di serraggio da una unica fonte
 PUNTO ZERO SISTEMA DI BLOCCAGGIO PUNTO ZERO EASYLOCK Pallettizzazione e strumenti di serraggio da una unica fonte BLOCCAGGIO PUNTO ZERO EASYLOCK Il serraggio del pezzo può essere un fattore dispendioso
PUNTO ZERO SISTEMA DI BLOCCAGGIO PUNTO ZERO EASYLOCK Pallettizzazione e strumenti di serraggio da una unica fonte BLOCCAGGIO PUNTO ZERO EASYLOCK Il serraggio del pezzo può essere un fattore dispendioso
SMM - Cos è. Piattaforma Software per modellizzare gli scenari delle fabbriche.
 SMM - Cos è Piattaforma Software per modellizzare gli scenari delle fabbriche. Lo scopo è quello di integrare le varie Lo scopo è quello di integrare le varie isole di lavoro, permettendo la condivisione
SMM - Cos è Piattaforma Software per modellizzare gli scenari delle fabbriche. Lo scopo è quello di integrare le varie Lo scopo è quello di integrare le varie isole di lavoro, permettendo la condivisione
SHAPESMART NP3+ SMART MACHINE SMART GRINDING
 SHAPESMART NP3+ SMART MACHINE SMART GRINDING IT SHAPESMART NP3+ Evoluzione tecnologica e prestazioni ineguagliate La ShapeSmart NP3+ è una notevole evoluzione dei modelli precedenti di rettificatrice cilindrica
SHAPESMART NP3+ SMART MACHINE SMART GRINDING IT SHAPESMART NP3+ Evoluzione tecnologica e prestazioni ineguagliate La ShapeSmart NP3+ è una notevole evoluzione dei modelli precedenti di rettificatrice cilindrica
Produzioni Manifatturiere (per parti)
") Produzioni Manifatturiere (per parti) Produzione per parti (Classificazione Impiantistica) Produzione per parti Fabbricazione Montaggio (assemblaggio) Job Shop Celle di fabbricazione Linee transfer A posto
Produzioni Manifatturiere (per parti) Produzione per parti (Classificazione Impiantistica) Produzione per parti Fabbricazione Montaggio (assemblaggio) Job Shop Celle di fabbricazione Linee transfer A posto
Quotatura. Prof. Giorgio Colombo Dipartimento di Meccanica III FACOLTA DI ARCHITETTURA DISEGNO INDUSTRIALE POLITECNICO DI MILANO 1
 Knowledge Aided Engineering Manufacturing and Related Technologies DISEGNO TECNICO INDUSTRIALE Quotatura Prof. Giorgio Colombo Dipartimento di Meccanica POLITECNICO DI MILANO 1... nella precedente lezione
Knowledge Aided Engineering Manufacturing and Related Technologies DISEGNO TECNICO INDUSTRIALE Quotatura Prof. Giorgio Colombo Dipartimento di Meccanica POLITECNICO DI MILANO 1... nella precedente lezione
LE LAVORAZIONI INDUSTRIALI
 LE LAVORAZIONI INDUSTRIALI Tornitura Foratura Fresatura Rettifica Altre lavorazioni 1 LAVORAZIONI INDUSTRIALI Nelle lavorazioni industriali per asportazione di truciolo sono sempre presenti: Pezzo Grezzo
LE LAVORAZIONI INDUSTRIALI Tornitura Foratura Fresatura Rettifica Altre lavorazioni 1 LAVORAZIONI INDUSTRIALI Nelle lavorazioni industriali per asportazione di truciolo sono sempre presenti: Pezzo Grezzo
BROCHURE. RM-RoboCut3D-Stone MACCHINE CNC MACCHINE INDUSTRIALI IMPIANTI ROBOTIZZATI
 BROCHURE RM-RoboCut3D-Stone MACCHINE CNC MACCHINE INDUSTRIALI IMPIANTI ROBOTIZZATI RM-ROBOCUT3D - Stone Impianto robotizzato per la fresatura 3D www.ronchinimassimo.com IMPIANTO ROBOTIZZATO PER LA SCULTURA
BROCHURE RM-RoboCut3D-Stone MACCHINE CNC MACCHINE INDUSTRIALI IMPIANTI ROBOTIZZATI RM-ROBOCUT3D - Stone Impianto robotizzato per la fresatura 3D www.ronchinimassimo.com IMPIANTO ROBOTIZZATO PER LA SCULTURA