POLITECNICO DI TORINO TECNOLOGIA MECCANICA IL CICLO DI LAVORAZIONE
|
|
|
- Cristoforo Fantini
- 7 anni fa
- Visualizzazioni
Transcript
1 POLITECNICO DI TORINO TECNOLOGIA MECCANICA IL CICLO DI LAVORAZIONE
2 DEFINIZIONE Il ciclo di lavorazione è, in senso lato, la successione logica di tutte le operazioni necessarie per trasformare un pezzo grezzo o un semilavorato in un prodotto finito
3 OPERAZIONI Fusione Stampaggio Lavorazioni per asportazione di truciolo Trattamenti Termici Operazioni di trasporto Operazioni di collaudo (controllo qualità)

4 OPERAZIONI POSSIBILI (1/3)

5 OPERAZIONI POSSIBILI (2/3)

6 OPERAZIONI POSSIBILI (3/3)
7 IL CICLO DI LAVORAZIONE E un fattore importante per la produttività e la competitività dell industria meccanica Pianificazione Razionale: le operazioni costituiscono un insieme ordinato per arrivare in passi successivi alla forma finale del particolare Problema a più soluzioni: esperienza degli addetti ai lavori
8 STESURA DEL CICLO 1. - Analisi del disegno del pezzo 2. - Scelta dei processi 3. - Raggruppamento in sottofasi 4. - Scelta della sequenza di operazioni 5. - Scelta utensili 6. - Scelta dei parametri di taglio 7. - Attrezzature per posizionamento 8. - Controllo 9. - Stesura dei fogli di lavorazione
9 ANALISI DEL DISEGNO a. - Quote b. - Tolleranze dimensionali e geometriche c. - Rugosità superficiali d. - Caratteristiche meccaniche e. - Numero di pezzi da produrre f. - Connessione con altri elementi
10
11 TOLLERANZE E RUGOSITA
")
12 RUGOSITA (1/2)
13 RUGOSITA (2/2)
14 MODIFICHE AL DISEGNO Esempio: Problema di foratura 1.- Possibili soluzioni da disegno 2. - Utilizzo maschera di foratura
15 STESURA DEL CICLO 1. - Analisi del disegno del pezzo 2. - Scelta dei processi 3. - Raggruppamento in sottofasi 4. - Scelta della sequenza di operazioni 5. - Scelta utensili 6. - Scelta dei parametri di taglio 7. - Attrezzature per posizionamento 8. - Controllo 9. - Stesura dei fogli di lavorazione
16 MACCHINE UTENSILI (1/2)

17 MACCHINE UTENSILI (2/2)
18 Ciclo di lavorazione FASI e SOTTOFASI FASI SOTTOFASI 1 a Sottofase Tornitura 2 a Sottofase OPER. ELEMENT. Sfacciatura Tornitura Cilindrica Sfacciatura Tornitura Cilindrica Centratura Foratura Alesatura Fresatura Spianatura Contornatura Rettificatura Rettificatura Cilindrica Interna
19 STESURA DEL CICLO 1. - Analisi del disegno del pezzo 2. - Scelta dei processi 3. - Raggruppamento in sottofasi 4. - Scelta della sequenza di operazioni 5. - Scelta utensili 6. - Scelta dei parametri di taglio 7. - Attrezzature per posizionamento 8. - Controllo 9. - Stesura dei fogli di lavorazione
20 SEQUENZA DELLE OPERAZIONI 1. - Raggruppamento operazioni per MU 2. - Evitare ripetuti montaggi/smontaggi 3. - Valutare operazioni indispensabili 4. - Prima creare superfici di riferimento 5. - Filettature e dentature a fine ciclo
21 STESURA DEL CICLO 1. - Analisi del disegno del pezzo 2. - Scelta dei processi 3. - Raggruppamento in sottofasi 4. - Scelta della sequenza di operazioni 5. - Scelta utensili 6. - Scelta dei parametri di taglio 7. - Attrezzature per posizionamento 8. - Controllo 9. - Stesura dei fogli di lavorazione
22 SCELTA DELL UTENSILE 1. - Materiale Materiale pezzo Parametri di taglio Costi 2. - Dimensioni e geometria Angoli caratteristici Raggio di punta
23 MATERIALI PER UTENSILI PROPRIETA' FINITURA COSTO RESISTENZA SHOCK TERMICI RESISTENZA USURA VELOCITA' DI TAGLIO TENACITA' RESISTENZA DUREZZA A CALDO ACCIAI AL CARBONIO HSS WC WC RIVESTITI CERAMICA CBN DIAMANTE RUGOSA RUGOSA BUONA BUONA MOLTO BUONA MOLTO BUONA ECCELLENTE
24 Vt (m/min) VELOCITA e AVANZAMENTO f (mm/giro)

25 GEOMETRIA INSERTI
 Sgrossatura")
26 GEOMETRIA INSERTI Inserti romboidali (a copiare) Sgrossatura Finitura
 Angolo piccolo:")

27 ANGOLO DI REGISTRAZIONE (1/3) Angolo piccolo: maggior durata del tagliente Angolo grande: minor potenza richiesta

28 ANGOLO DI REGISTRAZIONE (2/3) Tornitura Esterna Tornitura Interna

29 ANGOLO DI REGISTRAZIONE (3/3) Tornitura Esterna Tornitura Interna

30 RAGGIO DI PUNTA (1/3) Valori standard: mm

31 RAGGIO DI PUNTA (2/3) Ra a 32 2 r ε a max 0.8 r e Sgrossatura: Raggio grande Avanzamento elevato Finitura: Raggio grande Rugosità minore

32 RAGGIO DI PUNTA (3/3)
33 UTENSILE DA CATALOGO


34 CORREZIONE DUREZZA
35 RUGOSITA 6
36 CORREZIONE RUGOSITA


37 RUGOSITA 4
38 CORREZIONE DATI DI TAGLIO

39 GOLE

40 DATI DI TAGLIO PER SCANALATURE

41 CENTRATURA

42 DATI DI TAGLIO PER FILETTATURE
43 STESURA DEL CICLO 1. - Analisi del disegno del pezzo 2. - Scelta dei processi 3. - Raggruppamento in sottofasi 4. - Scelta della sequenza di operazioni 5. - Scelta utensili 6. - Scelta dei parametri di taglio 7. - Attrezzature per posizionamento 8. - Controllo 9. - Stesura dei fogli di lavorazione
44 MONTAGGIO DEL PEZZO Con attrezzature standard Con attrezzature speciali o dedicate Evitare vibrazioni Evitare deformazioni plastiche Rispettare le tolleranze di disegno

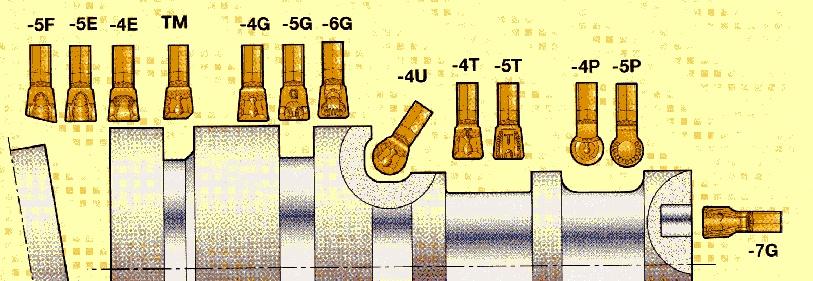
45 LAVORAZIONI CON UTENSILI MOTORIZZATI
46
47
48
49
50
51
52
53 RIBALTAMENTO
54
55
56
57
58
59
60
61 ESEMPIO DI CARTELLINO (1/2)
62 ESEMPIO DI CARTELLINO (2/2)
63 BIBLIOGRAFIA Giusti F., Santochi M., Tecnologia Meccanica e Studi di Fabbricazione, Editrice Ambrosiana Signorino S., Tornincasa S., Esercitazioni di Tecnologia Meccanica, Levrotto & Bella Chirone E., Tornincasa S., Disegno Tecnico Industriale, Il Capitello Secciani A., Villani G., Produzione Metalmeccanica, Vol. 2, Cappelli Editore Catalogo Utensili di Tornitura della SANDVIK Coromant
Il ciclo di lavorazione
 INTRODUZIONE AI CICLI DI LAVORAZIONE 1 Il ciclo di lavorazione DEFINIZIONE: Si dice CICLO DI LAVORAZIONE tutto l insieme di operazioni necessarie a fabbricare un singolo elemento attraverso una successione
INTRODUZIONE AI CICLI DI LAVORAZIONE 1 Il ciclo di lavorazione DEFINIZIONE: Si dice CICLO DI LAVORAZIONE tutto l insieme di operazioni necessarie a fabbricare un singolo elemento attraverso una successione
Processi per asportazione C.N. Processi per asportazione C.N. Generalità sui parametri di taglio. La tornitura. Foratura, fresatura e rettifica
 Processi per asportazione C.N. Processi per asportazione C.N. Generalità sui parametri di taglio La tornitura Il controllo numerico (C.N.) Ottimizzazione del processo 2 2006 Politecnico di Torino 1 Obiettivi
Processi per asportazione C.N. Processi per asportazione C.N. Generalità sui parametri di taglio La tornitura Il controllo numerico (C.N.) Ottimizzazione del processo 2 2006 Politecnico di Torino 1 Obiettivi
Processi per asportazione C.N. Processi per asportazione C.N. Generalità sui parametri di taglio
 Processi per asportazione C.N. Processi per asportazione C.N. La tornitura Foratura, fresatura e rettifica Il controllo numerico (C.N.) Ottimizzazione del processo 2 2006 Politecnico di Torino 1 Obiettivi
Processi per asportazione C.N. Processi per asportazione C.N. La tornitura Foratura, fresatura e rettifica Il controllo numerico (C.N.) Ottimizzazione del processo 2 2006 Politecnico di Torino 1 Obiettivi
I CICLI DI LAVORAZIONE
 Generalità I CICLI DI LAVORAZIONE Si dice CICLO DI LAVORAZIONE tutto l insieme di operazioni necessarie a fabbricare un singolo elemento attraverso una successione di processi tecnologici (fusione, stampaggio,
Generalità I CICLI DI LAVORAZIONE Si dice CICLO DI LAVORAZIONE tutto l insieme di operazioni necessarie a fabbricare un singolo elemento attraverso una successione di processi tecnologici (fusione, stampaggio,
Il ciclo di lavorazione
 Il ciclo di lavorazione Analisi critica del disegno di progetto Riprogettazione del componente (ove necessario) Determinazione dei processi tecnologici e scelta delle macchine utensili Stesura del ciclo
Il ciclo di lavorazione Analisi critica del disegno di progetto Riprogettazione del componente (ove necessario) Determinazione dei processi tecnologici e scelta delle macchine utensili Stesura del ciclo
SECONDO CICLO DI LAVORAZIONE PER LA PRODUZIONE DI UN
 Tecnologia Meccanica I SECONDO CICLO DI LAVORAZIONE PER LA PRODUZIONE DI UN PARTICOLARE MECCANICO Dipartimento di Sistemi di produzione ed economia dell Azienda =8 Ciclo di lavorazione = 3.2 Mat. : C40
Tecnologia Meccanica I SECONDO CICLO DI LAVORAZIONE PER LA PRODUZIONE DI UN PARTICOLARE MECCANICO Dipartimento di Sistemi di produzione ed economia dell Azienda =8 Ciclo di lavorazione = 3.2 Mat. : C40
Il ciclo di lavorazione
 Il ciclo di lavorazione Analisi critica del disegno di progetto Riprogettazione del componente (ove necessario) Determinazione dei processi tecnologici e scelta delle macchine utensili Stesura del ciclo
Il ciclo di lavorazione Analisi critica del disegno di progetto Riprogettazione del componente (ove necessario) Determinazione dei processi tecnologici e scelta delle macchine utensili Stesura del ciclo
Il ciclo di lavorazione
 Il ciclo di lavorazione Analisi critica del disegno di progetto Riprogettazione del componente (ove necessario) Determinazione dei processi tecnologici e scelta delle macchine utensili Stesura del ciclo
Il ciclo di lavorazione Analisi critica del disegno di progetto Riprogettazione del componente (ove necessario) Determinazione dei processi tecnologici e scelta delle macchine utensili Stesura del ciclo
Processi per asportazione C.N. Processi per asportazione C.N. Generalità sui parametri di taglio. La tornitura
 Processi per asportazione C.N. Processi per asportazione C.N. Generalità sui parametri di taglio Foratura, fresatura e rettifica Il controllo numerico (C.N.) Ottimizzazione del processo 2 2006 Politecnico
Processi per asportazione C.N. Processi per asportazione C.N. Generalità sui parametri di taglio Foratura, fresatura e rettifica Il controllo numerico (C.N.) Ottimizzazione del processo 2 2006 Politecnico
Il ciclo di lavorazione
 INTRODUZIONE AI CICLI DI LAVORAZIONE Rif. Bibliografico: Giusti-Santochi TECNOLOGIA MECCANICA e studi di fabbricazione Capitolo 9 1 Il ciclo di lavorazione DEFINIZIONE: Si dice CICLO DI LAVORAZIONE tutto
INTRODUZIONE AI CICLI DI LAVORAZIONE Rif. Bibliografico: Giusti-Santochi TECNOLOGIA MECCANICA e studi di fabbricazione Capitolo 9 1 Il ciclo di lavorazione DEFINIZIONE: Si dice CICLO DI LAVORAZIONE tutto
LA REALIZZAZIONE DI UN PROGETTO
 LA REALIZZAZIONE DI UN PROGETTO Nuovo prodotto Progettazione Programmazione CICLO Operazione Descrizione nnonnononoonono noninininiluludodo Produzione ITI San Zeno (Vr) 1 CICLO 1 Il ciclo nel processo
LA REALIZZAZIONE DI UN PROGETTO Nuovo prodotto Progettazione Programmazione CICLO Operazione Descrizione nnonnononoonono noninininiluludodo Produzione ITI San Zeno (Vr) 1 CICLO 1 Il ciclo nel processo
COMPITO DI TECNOLOGIA MECCANICA
 COMPIO DI ECNOLOGIA MECCANICA 1) Ipotizzando di dover lavorare un grezzo (ø120 x 150) di acciaio con carico di rottura di 850 N/mm 2 con i seguenti vincoli riportati si calcoli per ogni operazione il tempo
COMPIO DI ECNOLOGIA MECCANICA 1) Ipotizzando di dover lavorare un grezzo (ø120 x 150) di acciaio con carico di rottura di 850 N/mm 2 con i seguenti vincoli riportati si calcoli per ogni operazione il tempo
 Tecnologia Meccanica 2 Tecnologie e Sistemi di Lavorazione Lavorazione di tornitura Lavorazione che ha lo scopo di ottenere superfici di rivoluzione variamente conformate. Moti caratteristici Moto di taglio
Tecnologia Meccanica 2 Tecnologie e Sistemi di Lavorazione Lavorazione di tornitura Lavorazione che ha lo scopo di ottenere superfici di rivoluzione variamente conformate. Moti caratteristici Moto di taglio
ASPORTAZIONE DI TRUCIOLO - 4 DURATA DEL TAGLIENTE
 LAVORAZIONI PER SEPARAZIONE ASPORTAZIONE DI TRUCIOLO - 4 DURATA DEL TAGLIENTE Vittore Carassiti - INFN FE 1 INTRODUZIONE La velocità di taglio e gli altri parametri di lavorazione Alla velocità di taglio
LAVORAZIONI PER SEPARAZIONE ASPORTAZIONE DI TRUCIOLO - 4 DURATA DEL TAGLIENTE Vittore Carassiti - INFN FE 1 INTRODUZIONE La velocità di taglio e gli altri parametri di lavorazione Alla velocità di taglio
PROGRAMMA SVOLTO Anno Scolastico:2016/2017 MATERIA : TECNOLOGIA MECCANICA DI PRODOTTO E DI PROCESSO MECCANICI /DIURNO CLASSE: 4 C MECCATRONICA
 Anno Scolastico:2016/2017 Pagine 1 di 5 MATERIA : TECNOLOGIA MECCANICA DI PRODOTTO E DI PROCESSO MECCANICI /DIURNO CLASSE: 4 C MECCATRONICA Prof.: Fortunato LAURIA 15 giugno 2017 DOC F. Lauria 15 giugno
Anno Scolastico:2016/2017 Pagine 1 di 5 MATERIA : TECNOLOGIA MECCANICA DI PRODOTTO E DI PROCESSO MECCANICI /DIURNO CLASSE: 4 C MECCATRONICA Prof.: Fortunato LAURIA 15 giugno 2017 DOC F. Lauria 15 giugno
Classificazione delle lavorazioni per asportazione di truciolo
 Classificazione delle lavorazioni per asportazione di truciolo Classificazione secondo i movimenti Moto di taglio Moto di avanzamento Moto di registrazione - rettilineo - alternativo - rotatorio - continuo
Classificazione delle lavorazioni per asportazione di truciolo Classificazione secondo i movimenti Moto di taglio Moto di avanzamento Moto di registrazione - rettilineo - alternativo - rotatorio - continuo
LE LAVORAZIONI INDUSTRIALI
 LE LAVORAZIONI INDUSTRIALI Tornitura Foratura Fresatura Rettifica Altre lavorazioni 1 LAVORAZIONI INDUSTRIALI Nelle lavorazioni industriali per asportazione di truciolo sono sempre presenti: Pezzo Grezzo
LE LAVORAZIONI INDUSTRIALI Tornitura Foratura Fresatura Rettifica Altre lavorazioni 1 LAVORAZIONI INDUSTRIALI Nelle lavorazioni industriali per asportazione di truciolo sono sempre presenti: Pezzo Grezzo
Asportazione di truciolo. LIUC - Ingegneria Gestionale 1
 Asportazione di truciolo LIUC - Ingegneria Gestionale 1 L asportazione di truciolo Per asportazione di truciolo (taglio e rimozione del materiale) si lavorano a freddo grezzi di fonderia e semilavorati
Asportazione di truciolo LIUC - Ingegneria Gestionale 1 L asportazione di truciolo Per asportazione di truciolo (taglio e rimozione del materiale) si lavorano a freddo grezzi di fonderia e semilavorati
Foratura e lavorazioni complementari. LIUC - Ingegneria Gestionale 1
 Foratura e lavorazioni complementari LIUC - Ingegneria Gestionale 1 Foratura È la più comune delle operazioni effettuate mediante il trapano e serve per ottenere fori di precisione grossolana LIUC - Ingegneria
Foratura e lavorazioni complementari LIUC - Ingegneria Gestionale 1 Foratura È la più comune delle operazioni effettuate mediante il trapano e serve per ottenere fori di precisione grossolana LIUC - Ingegneria
Le lavorazioni: la formatura. Le lavorazioni: la formatura. Le lavorazioni industriali
 Le lavorazioni: la formatura Le lavorazioni: la formatura Il processo di fusione La fusione in forma transitoria La fusione in forma permanente La formatura dei polimeri Esercizi sulla fusione 2 2006 Politecnico
Le lavorazioni: la formatura Le lavorazioni: la formatura Il processo di fusione La fusione in forma transitoria La fusione in forma permanente La formatura dei polimeri Esercizi sulla fusione 2 2006 Politecnico
Riferimenti: Levi/Zompì Tecnologia meccanica cap. 6 Giusti/Santochi Tecnologia meccanica cap. 9
 LAVORAZIONI DI FORATURA - ALESATURA Riferimenti: Levi/Zompì Tecnologia meccanica cap. 6 Giusti/Santochi Tecnologia meccanica cap. 9 1 FORATURA 2 FORATURA a z D/2 Moto di taglio: moto rotatorio dell utensile
LAVORAZIONI DI FORATURA - ALESATURA Riferimenti: Levi/Zompì Tecnologia meccanica cap. 6 Giusti/Santochi Tecnologia meccanica cap. 9 1 FORATURA 2 FORATURA a z D/2 Moto di taglio: moto rotatorio dell utensile
Corso di Tecnologia Meccanica
 Corso di Tecnologia Meccanica Programma del corso LIUC - Ingegneria Gestionale 1 Modulo 1 - prove tecnologiche e meccaniche Prova di trazione Prova di compressione Prova di durezza (Brinell, Vickers, Rockwell)
Corso di Tecnologia Meccanica Programma del corso LIUC - Ingegneria Gestionale 1 Modulo 1 - prove tecnologiche e meccaniche Prova di trazione Prova di compressione Prova di durezza (Brinell, Vickers, Rockwell)
SERVIZI A VALORE AGGIUNTO PER LA COMPETITIVITA DEL CLIENTE
 SERVIZI A VALORE AGGIUNTO PER LA COMPETITIVITA DEL CLIENTE PROGRAMMA DEI CORSI RISERVATI AI CLIENTI DELL UTENSILERIA LUGHESE PRESENTAZIONE L Utensileria Lughese, da sempre attenta all evoluzione delle
SERVIZI A VALORE AGGIUNTO PER LA COMPETITIVITA DEL CLIENTE PROGRAMMA DEI CORSI RISERVATI AI CLIENTI DELL UTENSILERIA LUGHESE PRESENTAZIONE L Utensileria Lughese, da sempre attenta all evoluzione delle
Insert :HQGHVFKQHLGSODWWHQ Inserti
 Inserti Grade Selection Ghisa Nodulare Ghisa Materiale da lavorare Più restente all'usura Tenacita' Ceramici Whiskers Nitruro di silicio Triossido di alluminio Più restente all'usura Acciai temprati Cilindri
Inserti Grade Selection Ghisa Nodulare Ghisa Materiale da lavorare Più restente all'usura Tenacita' Ceramici Whiskers Nitruro di silicio Triossido di alluminio Più restente all'usura Acciai temprati Cilindri
TECNOLOGIA MECCANICA
 TECNOLOGIA MECCANICA Docente F. Veniali Tutori I. Libri, A. Ruggiero ORARIO Lezioni: lunedì 8:30-10:00 Aula 8 mercoledì 8:30-10:00 Esercitazioni: venerdì 8:30-10:00 Aula 8 Question time: sabato 18 febbraio,
TECNOLOGIA MECCANICA Docente F. Veniali Tutori I. Libri, A. Ruggiero ORARIO Lezioni: lunedì 8:30-10:00 Aula 8 mercoledì 8:30-10:00 Esercitazioni: venerdì 8:30-10:00 Aula 8 Question time: sabato 18 febbraio,
La fig. 1 rappresenta un utensile dritto per sgrossatura con le relative parti che lo caratterizzano e gli angoli caratteristici dei taglienti.
 La Tornitura Utensili da tornio Gli utensili da tornio sono generalmente a punta singola con tagliente in acciaio o con placchetta di carburi metallici riportata su di uno stelo di acciaio (al carbonio
La Tornitura Utensili da tornio Gli utensili da tornio sono generalmente a punta singola con tagliente in acciaio o con placchetta di carburi metallici riportata su di uno stelo di acciaio (al carbonio
TECNOLOGIA MECCANICA
 TECNOLOGIA MECCANICA Ing. Produzione Industriale - Tecnologia Meccanica - Introduzione al corso - 1 TECNOLOGIE DI PRODUZIONE La tecnologia meccanica ha a che fare con il mondo del produrre. L insegnamento
TECNOLOGIA MECCANICA Ing. Produzione Industriale - Tecnologia Meccanica - Introduzione al corso - 1 TECNOLOGIE DI PRODUZIONE La tecnologia meccanica ha a che fare con il mondo del produrre. L insegnamento
Tecnologia Meccanica TECNOLOGIA MECCANICA. Introduzione 0
 TECNOLOGIA MECCANICA Introduzione 0 TECNOLOGIA MECCANICA Docente F. Veniali ORARIO Lezioni: mercoledì 10:15 11:45 Aula 40 giovedì 8:30 11:45 venerdì 8:30 10:00 Question time: Sabato xxxxx Sabato xxxxx
TECNOLOGIA MECCANICA Introduzione 0 TECNOLOGIA MECCANICA Docente F. Veniali ORARIO Lezioni: mercoledì 10:15 11:45 Aula 40 giovedì 8:30 11:45 venerdì 8:30 10:00 Question time: Sabato xxxxx Sabato xxxxx
SGROSSATURA con soprametallo per finitura FINITURA 1/9
 INTRODUZIONE ALLA PIANIFICAZIONE DEI PROCESSI PRODUTTIVI: IL CICLO DI LAVORAZIONE Il ciclo di lavorazione costituisce una delle attività di pianificazione del processo di produzione che si rende necessaria
INTRODUZIONE ALLA PIANIFICAZIONE DEI PROCESSI PRODUTTIVI: IL CICLO DI LAVORAZIONE Il ciclo di lavorazione costituisce una delle attività di pianificazione del processo di produzione che si rende necessaria
Foratura. Moto di taglio utensile rotatorio. Moto di avanzamento utensile. Moto di registrazione pezzo. lavorazioni. Asportazione di truciolo 120
 Foratura Moto di taglio utensile rotatorio Moto di avanzamento utensile rettilineo Moto di registrazione utensile pezzo Moto di lavoro elicoidale lavorazioni Asportazione di truciolo 120 Struttura trapani
Foratura Moto di taglio utensile rotatorio Moto di avanzamento utensile rettilineo Moto di registrazione utensile pezzo Moto di lavoro elicoidale lavorazioni Asportazione di truciolo 120 Struttura trapani
funzionale tecnologica di collaudo quote di grandezza quote di posizione in serie in parallelo combinata con quote sovrapposte in coordinate
 QUOTATURA PARTE 2 Prof. Caterina Rizzi CLASSIFICAZIONE punto di vista geometrico quote di grandezza quote di posizione quote di accoppiamento disposizione: sistemi di quotatura in serie in parallelo combinata
QUOTATURA PARTE 2 Prof. Caterina Rizzi CLASSIFICAZIONE punto di vista geometrico quote di grandezza quote di posizione quote di accoppiamento disposizione: sistemi di quotatura in serie in parallelo combinata
SISTEMI DI BLOCCAGGIO DEL PEZZO SULLA MACCHINA
 SISTEMI DI BLOCCAGGIO DEL PEZZO SULLA MACCHINA SONO DIVERSISSIMI. E opportuno conoscere quelli tipici di più largo impiego. IN OGNI CASO IL BLOCCAGGIO SCELTO DEVE ASSICURARCI: la stabilità del pezzo che
SISTEMI DI BLOCCAGGIO DEL PEZZO SULLA MACCHINA SONO DIVERSISSIMI. E opportuno conoscere quelli tipici di più largo impiego. IN OGNI CASO IL BLOCCAGGIO SCELTO DEVE ASSICURARCI: la stabilità del pezzo che
Tecnologia dei Processi di Produzione. Tecnologie di Lavorazione Meccanica ad asportazione di truciolo
 Tecnologia dei Processi di Produzione Tecnologie di Lavorazione Meccanica ad asportazione di truciolo Lavorazioni ad asportazione di truciolo: Dalla piallatura in falegnameria... Truciolo alla tornitura
Tecnologia dei Processi di Produzione Tecnologie di Lavorazione Meccanica ad asportazione di truciolo Lavorazioni ad asportazione di truciolo: Dalla piallatura in falegnameria... Truciolo alla tornitura
TECNOLOGIA DEI PROCESSI PRODUTTIVI
 TECNOLOGIA DEI PROCESSI PRODUTTIVI Docente F. Veniali Tutor A. Gisario ORARIO Lezioni: Martedì 8:30-10:55 Aula 1 Venerdì 8:30-10:55 Question time: Sabato 24 Ottobre, 28 Novembre Altro?? Ricevimento: Martedì
TECNOLOGIA DEI PROCESSI PRODUTTIVI Docente F. Veniali Tutor A. Gisario ORARIO Lezioni: Martedì 8:30-10:55 Aula 1 Venerdì 8:30-10:55 Question time: Sabato 24 Ottobre, 28 Novembre Altro?? Ricevimento: Martedì
Il ciclo di lavorazione
 Il ciclo di lavorazione Analisi critica del disegno di progetto Riprogettazione del componente (ove necessario) Determinazione dei processi tecnologici e scelta delle macchine utensili Stesura del ciclo
Il ciclo di lavorazione Analisi critica del disegno di progetto Riprogettazione del componente (ove necessario) Determinazione dei processi tecnologici e scelta delle macchine utensili Stesura del ciclo
Tornitura aerospaziale
 Tornitura aerospaziale per le più moderne leghe ed applicazioni Un nuovo gruppo di utensili versatili Inserti rotondi Gli inserti rotondi offrono interessanti vantaggi per la lavorazione di leghe aerospaziali
Tornitura aerospaziale per le più moderne leghe ed applicazioni Un nuovo gruppo di utensili versatili Inserti rotondi Gli inserti rotondi offrono interessanti vantaggi per la lavorazione di leghe aerospaziali
Tecnologia Meccanica. Esercitazione
 OR 1 OR Esercizi sull asportazione di truciolo 1) Esercizio 1 2) Esercizio 2 3) Esercizio 3 : A) : I) II) 4) Esercizio 4 5) Esercizio 5 6) Esercizio 6 B) : 1) 2) 3) 4) ornitura Fresatura Foratura Ciclo
OR 1 OR Esercizi sull asportazione di truciolo 1) Esercizio 1 2) Esercizio 2 3) Esercizio 3 : A) : I) II) 4) Esercizio 4 5) Esercizio 5 6) Esercizio 6 B) : 1) 2) 3) 4) ornitura Fresatura Foratura Ciclo
La deformazione plastica. La deformazione plastica. Lavorazioni per deformazione. Il processo di laminazione Estrusione e trafilatura.
 La deformazione plastica La deformazione plastica Lavorazioni per deformazione Il processo di laminazione Estrusione e trafilatura La formatura della lamiera 2 2006 Politecnico di Torino 1 Obiettivi della
La deformazione plastica La deformazione plastica Lavorazioni per deformazione Il processo di laminazione Estrusione e trafilatura La formatura della lamiera 2 2006 Politecnico di Torino 1 Obiettivi della
Tornitura. angolo di spoglia superiore C materiale da lavorare parametri di lavorazione interazione tra truciolo ed utensile
 Tornitura Le lavorazioni eseguite al tornio sono lavorazioni basate sull' asportazione di truciolo ad opera di un utensile la cui geometria ed il materiale con cui viene realizzato dipendono dal materiale
Tornitura Le lavorazioni eseguite al tornio sono lavorazioni basate sull' asportazione di truciolo ad opera di un utensile la cui geometria ed il materiale con cui viene realizzato dipendono dal materiale
REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA
 REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA SETTORE ECONOMICO PROFESSIONALE 1 SETTORE MECCANICA; PRODUZIONE E MANUTENZIONE DI MACCHINE; IMPIANTISTICA Processo Lavorazioni Meccaniche
REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA SETTORE ECONOMICO PROFESSIONALE 1 SETTORE MECCANICA; PRODUZIONE E MANUTENZIONE DI MACCHINE; IMPIANTISTICA Processo Lavorazioni Meccaniche
Tecnologia Meccanica TECNOLOGIA MECCANICA. Introduzione 0
 TECNOLOGIA MECCANICA Introduzione 0 TECNOLOGIA MECCANICA Docente F. Veniali ORARIO Lezioni: lunedì 8:30 10:00 Aula 38 martedì 8:30 10:00 Aula 1 giovedì 8:30 10:00 Aula 1 venerdì 8:30 10:00 Aula 38 Question
TECNOLOGIA MECCANICA Introduzione 0 TECNOLOGIA MECCANICA Docente F. Veniali ORARIO Lezioni: lunedì 8:30 10:00 Aula 38 martedì 8:30 10:00 Aula 1 giovedì 8:30 10:00 Aula 1 venerdì 8:30 10:00 Aula 38 Question
Tecnologia Meccanica TECNOLOGIA MECCANICA. Introduzione 0
 TECNOLOGIA MECCANICA Introduzione 0 TECNOLOGIA MECCANICA A. Boschetto L. Bottini ORARIO Lezioni ed lunedì 9.30 13.30 esercitazioni giovedì 9.30 13.30 INDIRIZZI Latina: Roma: Telefono: 0773476517 / 39517
TECNOLOGIA MECCANICA Introduzione 0 TECNOLOGIA MECCANICA A. Boschetto L. Bottini ORARIO Lezioni ed lunedì 9.30 13.30 esercitazioni giovedì 9.30 13.30 INDIRIZZI Latina: Roma: Telefono: 0773476517 / 39517
ADMX. Nuova generazione di frese con inserti ADMX 11. Vasta area di applicazioni Migliore qualita di superfici Elevata vita utensile
 ADMX Nuova generazione di frese con inserti ADMX 11 Vasta area di applicazioni Migliore qualita di superfici Elevata vita utensile NUOVI INSERTI E UTENSILI PER FRESATURA 11 Geometrie altamente positive
ADMX Nuova generazione di frese con inserti ADMX 11 Vasta area di applicazioni Migliore qualita di superfici Elevata vita utensile NUOVI INSERTI E UTENSILI PER FRESATURA 11 Geometrie altamente positive
passion for precision Sphero-X finitura e sgrossatura per metalli con gamma di durezza di HRC
 passion for precision Sphero-X finitura e sgrossatura per metalli con gamma di durezza di 40 70 Sphero-X finitura e sgrossatura per metalli con gamma di durezza di 40 70 [ 2 ] Sphero-X rappresenta la nuova
passion for precision Sphero-X finitura e sgrossatura per metalli con gamma di durezza di 40 70 Sphero-X finitura e sgrossatura per metalli con gamma di durezza di 40 70 [ 2 ] Sphero-X rappresenta la nuova
Tecnologia Meccanica
 Università di Bergamo Facoltà di Ingegneria Corso di Laurea in Ingegneria Gestionale Anno Accademico 2008-09 1 La TECNOLOGIA MECCANICA, o meglio le TECNOLOGIE DI LAVORAZIONE MECCANICA, costituiscono l
Università di Bergamo Facoltà di Ingegneria Corso di Laurea in Ingegneria Gestionale Anno Accademico 2008-09 1 La TECNOLOGIA MECCANICA, o meglio le TECNOLOGIE DI LAVORAZIONE MECCANICA, costituiscono l
MODULO PREREQUISITI OBIETTIVI (CONOSCENZE E COMPETENZE) METODOLOGIA. Norme e comportamenti antinfortunistici nei luoghi di lavoro Vie di fuga.
 METODOLOGIA. Norme e comportamenti antinfortunistici nei luoghi di lavoro Vie di fuga.") Sicurezza e salute sui luoghi di lavoro MATERIA: LTE (Laboratorio Tecnologico ed Esercitazioni) CLASSE: 4 curvatura manutentori di apparati meccanici (3 ore settimanali programmate su 30 settimane annuali
Sicurezza e salute sui luoghi di lavoro MATERIA: LTE (Laboratorio Tecnologico ed Esercitazioni) CLASSE: 4 curvatura manutentori di apparati meccanici (3 ore settimanali programmate su 30 settimane annuali
-7b - FRESATURA FRESATURA
 -7b - FRESATURA 1 FRESATURA La fresatura è una lavorazione per asportazione di materiale che consente di ottenere una vasta gamma di superfici (piani, scanalature, spallamenti, ecc.) mediante l azione
-7b - FRESATURA 1 FRESATURA La fresatura è una lavorazione per asportazione di materiale che consente di ottenere una vasta gamma di superfici (piani, scanalature, spallamenti, ecc.) mediante l azione
TECNOLOGIA MECCANICA. Parte 11
 TECNOLOGIA MECCANICA Parte 11 Con la fresatura si o=engono numerose @pologie di superfici: piane o complesse, scanalatura semplici e complesse, smussi, sedi di lingue=e e chiave=e, ruote dentate. I mo@
TECNOLOGIA MECCANICA Parte 11 Con la fresatura si o=engono numerose @pologie di superfici: piane o complesse, scanalatura semplici e complesse, smussi, sedi di lingue=e e chiave=e, ruote dentate. I mo@
Classificazione delle lavorazioni per asportazione di truciolo
 Classificazione delle lavorazioni per asportazione di truciolo Classificazione secondo i movimenti Moto di taglio Moto di avanzamento Moto di registrazione - rettilineo - alternativo - rotatorio - continuo
Classificazione delle lavorazioni per asportazione di truciolo Classificazione secondo i movimenti Moto di taglio Moto di avanzamento Moto di registrazione - rettilineo - alternativo - rotatorio - continuo
le lavorazioni a freddo asportazione di
 le lavorazioni a freddo asportazione di le lavorazioni ad asportazione di truciolo la struttura truciolo delle macchine utensili lo studio del processo di asportazione di truciolo riveste un importanza
le lavorazioni a freddo asportazione di le lavorazioni ad asportazione di truciolo la struttura truciolo delle macchine utensili lo studio del processo di asportazione di truciolo riveste un importanza
Giugno /8 CFRP. Nuove soluzioni per la lavorazione dei materiali compositi
 Giugno 2016 1/8 CFRP Nuove soluzioni per la lavorazione dei materiali compositi 2/8 Caratteristiche Con l'aumento nel mercato dell'utilizzo dei materiali compositi, TaeguTec ha il piacere di introdurre
Giugno 2016 1/8 CFRP Nuove soluzioni per la lavorazione dei materiali compositi 2/8 Caratteristiche Con l'aumento nel mercato dell'utilizzo dei materiali compositi, TaeguTec ha il piacere di introdurre
ASPORTAZIONE DI TRUCIOLO - 3 FORMAZIONE E DISTACCO
 LAVORAZIONI PER SEPARAZIONE ASPORTAZIONE DI TRUCIOLO - 3 FORMAZIONE E DISTACCO Vittore Carassiti - INFN FE 1 FORMAZIONE E DISTACCO DEL TRUCIOLO Vittore Carassiti - INFN FE 2 FATTORI DI INFLUENZA I principali
LAVORAZIONI PER SEPARAZIONE ASPORTAZIONE DI TRUCIOLO - 3 FORMAZIONE E DISTACCO Vittore Carassiti - INFN FE 1 FORMAZIONE E DISTACCO DEL TRUCIOLO Vittore Carassiti - INFN FE 2 FATTORI DI INFLUENZA I principali
FRESATURA. Fresatura 1
 FRESATURA -FR Fresatura 1 FRESATURA La fresatura è una lavorazione per asportazione di materiale che consente di ottenere una vasta gamma di superfici (piani, scanalature, spallamenti, ecc.) mediante l
FRESATURA -FR Fresatura 1 FRESATURA La fresatura è una lavorazione per asportazione di materiale che consente di ottenere una vasta gamma di superfici (piani, scanalature, spallamenti, ecc.) mediante l
PROGRAMMAZIONE DIDATTICA DIPARTIMENTO MECCANICO TECNICHE DI PRODUZIONE E ORGANIZZAZIONE. Classe 5 PMA A.S
 Progettazione Disciplinare PROGRAMMAZIONE DIDATTICA DIPARTIMENTO MECCANICO TECNICHE DI PRODUZIONE E ORGANIZZAZIONE Classe 5 PMA A.S. 2016 2017 Rev. 0 del 08-03-04 pag. 1 di 9 Progettazione Disciplinare
Progettazione Disciplinare PROGRAMMAZIONE DIDATTICA DIPARTIMENTO MECCANICO TECNICHE DI PRODUZIONE E ORGANIZZAZIONE Classe 5 PMA A.S. 2016 2017 Rev. 0 del 08-03-04 pag. 1 di 9 Progettazione Disciplinare
Classificazione e nomenclatura degli utensili monotaglienti
 Classificazione e nomenclatura degli utensili monotaglienti L utensile più diffuso per asportare materiale sotto forma di truciolo è l utensile monotagliente, detto anche utensile a punta singola. Esso
Classificazione e nomenclatura degli utensili monotaglienti L utensile più diffuso per asportare materiale sotto forma di truciolo è l utensile monotagliente, detto anche utensile a punta singola. Esso
A very warm welcome (Arial, 24-point bold font) Discover what's under the surface (Arial, 20-point bold font in italics)
 Discover what's under the surface (Arial, 20-point bold font in italics)") A very warm welcome (Arial, 24-point bold font) Discover what's under the surface (Arial, 20-point bold font in italics) HORN Technology Days 2015 Technical presentation: Il ruolo dell'utensile combinato
A very warm welcome (Arial, 24-point bold font) Discover what's under the surface (Arial, 20-point bold font in italics) HORN Technology Days 2015 Technical presentation: Il ruolo dell'utensile combinato
FRESATURA. Fresatura periferica
 FRESATURA La fresatura è una lavorazione per asportazione di materiale che consente di ottenere una vasta gamma di superfici (piani, spallamenti, scanalature, ecc.) mediante l azione di un utensile pluritagliente
FRESATURA La fresatura è una lavorazione per asportazione di materiale che consente di ottenere una vasta gamma di superfici (piani, spallamenti, scanalature, ecc.) mediante l azione di un utensile pluritagliente
Lavorazioni per abrasione (rettifica)
") Lavorazioni per abrasione (rettifica) Moto di taglio utensile rotatorio Moto di avanzamento utensile / pezzo Moto di registrazione utensile rettilineo curvilineo Moto di lavoro (cicloidale) rettilineo
Lavorazioni per abrasione (rettifica) Moto di taglio utensile rotatorio Moto di avanzamento utensile / pezzo Moto di registrazione utensile rettilineo curvilineo Moto di lavoro (cicloidale) rettilineo
Corso di Tecnologia Meccanica
 Corso di Tecnologia Meccanica Prof. Gianluca D Urso Prof. Claudio Giardini 1 CFU Il corso TMG è da 8 CFU 1 CFU aggiuntivo è riconosciuto come: Tirocini formativi e di orientamento [22056] ed è verificato
Corso di Tecnologia Meccanica Prof. Gianluca D Urso Prof. Claudio Giardini 1 CFU Il corso TMG è da 8 CFU 1 CFU aggiuntivo è riconosciuto come: Tirocini formativi e di orientamento [22056] ed è verificato
CLASSIFICAZIONI DELLE LAVORAZIONI MECCANICHE
 CLASSIFICAZIONI DELLE LAVORAZIONI MECCANICHE Le lavorazioni meccaniche possono essere classificate secondo diversi criteri. Il criterio che verrà esposto si è dimostrato quello più utile a chiarire tale
CLASSIFICAZIONI DELLE LAVORAZIONI MECCANICHE Le lavorazioni meccaniche possono essere classificate secondo diversi criteri. Il criterio che verrà esposto si è dimostrato quello più utile a chiarire tale
Corso di Tecnologia Meccanica
 Corso di Tecnologia Meccanica Modulo 6.1 Ciclo di lavorazione LIUC - Ingegneria Gestionale 1 Il ciclo di lavoro LIUC - Ingegneria Gestionale 2 Finitura Bonifica, tempra.. Lavorazioni di semifinitura Distensione
Corso di Tecnologia Meccanica Modulo 6.1 Ciclo di lavorazione LIUC - Ingegneria Gestionale 1 Il ciclo di lavoro LIUC - Ingegneria Gestionale 2 Finitura Bonifica, tempra.. Lavorazioni di semifinitura Distensione
Punte elicoidali Supradrill U. passion for precision
 passion for precision per la lavorazione di foratura su acciai [ 2 ] Le punte elicoidali del tipo Supradrill U sono realizzate integralmente in metallo duro e sviluppate specificamente per la lavorazione
passion for precision per la lavorazione di foratura su acciai [ 2 ] Le punte elicoidali del tipo Supradrill U sono realizzate integralmente in metallo duro e sviluppate specificamente per la lavorazione
ESAME DI STATO 2014/2015 INDIRIZZO ITMM MECCANICA MECCATRONICA ED ENERGIA TEMA DI : DISEGNO, PROGETTAZIONE E ORGANIZZAZIONE INDUSTRIALE
 ESAME DI STATO 2014/2015 INDIRIZZO ITMM MECCANICA MECCATRONICA ED ENERGIA Prima parte TEMA DI : DISEGNO, PROGETTAZIONE E ORGANIZZAZIONE INDUSTRIALE A) Dimensionamento dell albero L albero rappresentato
ESAME DI STATO 2014/2015 INDIRIZZO ITMM MECCANICA MECCATRONICA ED ENERGIA Prima parte TEMA DI : DISEGNO, PROGETTAZIONE E ORGANIZZAZIONE INDUSTRIALE A) Dimensionamento dell albero L albero rappresentato
Gradi imbattibili per produttività ultra
 Gradi imbattibili per produttività ultra Inserti tangenziali positivi per la fresatura di Acciai 3 1 4 08 13 16 2 Esclusivo inserto con 6 taglienti per Avanzamenti Super 2 3 5 6 1 4 Angoli di attacco positivi
Gradi imbattibili per produttività ultra Inserti tangenziali positivi per la fresatura di Acciai 3 1 4 08 13 16 2 Esclusivo inserto con 6 taglienti per Avanzamenti Super 2 3 5 6 1 4 Angoli di attacco positivi
efi Hartner Multiplexlex è pensare in grande!
 efi Hartner Multiplexlex è pensare in grande! multiplexlex Hartner Foratura a spirale con placchetta intercambiabile Nuova placchetta intercambiabile MP 05 con geometria die taglienti ottimizzata Art.
efi Hartner Multiplexlex è pensare in grande! multiplexlex Hartner Foratura a spirale con placchetta intercambiabile Nuova placchetta intercambiabile MP 05 con geometria die taglienti ottimizzata Art.
Punte elicoidali Supradrill U. passion for precision
 passion for precision per la lavorazione di foratura su acciai [ 2 ] Le punte elicoidali del tipo Supradrill U sono realizzate integralmente in metallo duro e sviluppate specifi camente per la lavorazione
passion for precision per la lavorazione di foratura su acciai [ 2 ] Le punte elicoidali del tipo Supradrill U sono realizzate integralmente in metallo duro e sviluppate specifi camente per la lavorazione
CICLO DI LAVORAZIONE
 di Tecnologia Meccanica CICLO DI LAVORAZIONE A cura dei proff. Morotti Giovanni e Santoriello Sergio Vogliamo adesso occuparci dei principali problemi che si affrontano nella progettazione di un ciclo
di Tecnologia Meccanica CICLO DI LAVORAZIONE A cura dei proff. Morotti Giovanni e Santoriello Sergio Vogliamo adesso occuparci dei principali problemi che si affrontano nella progettazione di un ciclo
Disegno di Macchine. corso per I anno della laurea in ing. meccanica Docente: ing. Francesca Campana
 Disegno di Macchine corso per I anno della laurea in ing. meccanica Docente: ing. Francesca Campana Lezione n 13 I processi di lavorazione per compone nti meccanici. Cenni sui processi di fonderia e di
Disegno di Macchine corso per I anno della laurea in ing. meccanica Docente: ing. Francesca Campana Lezione n 13 I processi di lavorazione per compone nti meccanici. Cenni sui processi di fonderia e di
PARAMETRI DI PROCESSO
 PARAMETRI DI PROCESSO Elettrici Corrente: I Tensione: V t on t off t on /(t on +t off ) = duty cycle Polarità Geometrici Ampiezza del gap: d g Fisici Tipo di dielettrico Cinematici Velocità del dielettrico
PARAMETRI DI PROCESSO Elettrici Corrente: I Tensione: V t on t off t on /(t on +t off ) = duty cycle Polarità Geometrici Ampiezza del gap: d g Fisici Tipo di dielettrico Cinematici Velocità del dielettrico
TORNITURA A GRADINI. Ciclo di lavoro
 TORNITURA A GRADINI Ciclo di lavoro PEZZO DA REALIZZARE Dimensione del grezzo: Materiale: Macchine utensili utilizzate: Ø 50x102 mm 9S Mn 28 UNI 4838 Tornio parallelo FASE N 00: PRELIEVO E CONTROLLO DIMENSIONALE
TORNITURA A GRADINI Ciclo di lavoro PEZZO DA REALIZZARE Dimensione del grezzo: Materiale: Macchine utensili utilizzate: Ø 50x102 mm 9S Mn 28 UNI 4838 Tornio parallelo FASE N 00: PRELIEVO E CONTROLLO DIMENSIONALE
PROCESSO DELL ASPORTAZIONE DEL METALLO
 PROCESSO DELL ASPORTAZIONE DEL METALLO Formazione del truciolo La lavorazione meccanica di un elemento, ha lo scopo di mutarne la forma e le dimensioni per ottenere un particolare meccanico conforme alle
PROCESSO DELL ASPORTAZIONE DEL METALLO Formazione del truciolo La lavorazione meccanica di un elemento, ha lo scopo di mutarne la forma e le dimensioni per ottenere un particolare meccanico conforme alle
UTENSILI PER TORNIRE
 di Tecnologia Meccanica UTENSILI PER TORNIRE A cura dei proff. Morotti Giovanni e Santoriello Sergio Utensili per tornire Gli utensili impiegati sul tornio sono numerosi, in relazione alle molteplici operazioni
di Tecnologia Meccanica UTENSILI PER TORNIRE A cura dei proff. Morotti Giovanni e Santoriello Sergio Utensili per tornire Gli utensili impiegati sul tornio sono numerosi, in relazione alle molteplici operazioni
Debito formativo di Officina Meccanica
 IL LAVORO DEVE ESSERE SVOLTO IN UN QUADERNO A QUADRETTI FORMATO A4, QUELLO UTILIZZATO PER IL CONTROLLO NUMERICO 1) relazioni: 1) Fare una relazione sul calibro ventesimale e sua lettura. 2) Fare una relazione
IL LAVORO DEVE ESSERE SVOLTO IN UN QUADERNO A QUADRETTI FORMATO A4, QUELLO UTILIZZATO PER IL CONTROLLO NUMERICO 1) relazioni: 1) Fare una relazione sul calibro ventesimale e sua lettura. 2) Fare una relazione
Operatore meccanico: lavorazioni, tecnologie, macchinari
 Operatore meccanico: lavorazioni, tecnologie, macchinari Obiettivi Il programma didattico consente di approfondire in maniera adeguata la materia focus del percorso: la meccanica e tutte le specificità
Operatore meccanico: lavorazioni, tecnologie, macchinari Obiettivi Il programma didattico consente di approfondire in maniera adeguata la materia focus del percorso: la meccanica e tutte le specificità
Stage Estivo 2002 INFN-Laboratori Nazionali di Frascati SSCR-Officina Meccanica
 Stage Estivo 2002 INFN-Laboratori Nazionali di Frascati SSCR-Officina Meccanica Stagisti: Fabrizio Pacchetti Fulvio Ricci Tutori: Giovanni Bisogni Alberto De Paolis Durante lo svolgimento dello stage presso
Stage Estivo 2002 INFN-Laboratori Nazionali di Frascati SSCR-Officina Meccanica Stagisti: Fabrizio Pacchetti Fulvio Ricci Tutori: Giovanni Bisogni Alberto De Paolis Durante lo svolgimento dello stage presso
ESAME DI STATO DI ISTITUTO TECNICO INDUSTRIALE Indirizzo: MECCANICA. Tema di: DISEGNO, PROGETTAZIONE ED ORGANIZZAZIONE INDUSTRIALE
 ESAME DI STATO DI ISTITUTO TECNICO INDUSTRIALE Indirizzo: MECCANICA Tema di: DISEGNO, PROGETTAZIONE ED ORGANIZZAZIONE INDUSTRIALE L'albero conduttore di un piccolo cambio a due velocità deve trasmettere
ESAME DI STATO DI ISTITUTO TECNICO INDUSTRIALE Indirizzo: MECCANICA Tema di: DISEGNO, PROGETTAZIONE ED ORGANIZZAZIONE INDUSTRIALE L'albero conduttore di un piccolo cambio a due velocità deve trasmettere
LAVORAZIONI INDUSTRIALI
 TORNITURA 1 LAVORAZIONI INDUSTRIALI Nelle lavorazioni industriali per asportazione di truciolo sono sempre presenti: Pezzo Grezzo Macchina Utensile Utensile Attrezzatura 2 1 TORNITURA 3 TORNITURA Obiettivo:
TORNITURA 1 LAVORAZIONI INDUSTRIALI Nelle lavorazioni industriali per asportazione di truciolo sono sempre presenti: Pezzo Grezzo Macchina Utensile Utensile Attrezzatura 2 1 TORNITURA 3 TORNITURA Obiettivo:
LA FORMAZIONE DEL TRUCIOLO. Forza di strappamento (o Forza di taglio) e Sforzo di strappamento
 e Sforzo di strappamento") LA FORMAZIONE DEL TRUCIOLO Forza di strappamento (o Forza di taglio) e Sforzo di strappamento La forza necessaria per l asportazione del truciolo è detta Forza di strappamento (o Forza di taglio): F s
LA FORMAZIONE DEL TRUCIOLO Forza di strappamento (o Forza di taglio) e Sforzo di strappamento La forza necessaria per l asportazione del truciolo è detta Forza di strappamento (o Forza di taglio): F s
Profili laminati di alta qualità
 L'acciaio antiusura Profili laminati di alta qualità STEEL FOR LIFE WARRANTY ESTRONG è un acciaio legato a basso contenuto di Carbonio e con elevati tenori di Boro, Molibdeno e Nichel, tali da ottimizzare
L'acciaio antiusura Profili laminati di alta qualità STEEL FOR LIFE WARRANTY ESTRONG è un acciaio legato a basso contenuto di Carbonio e con elevati tenori di Boro, Molibdeno e Nichel, tali da ottimizzare
Formulario Tecnologia Meccanica
 Formulario Tecnologia Meccanica Marcello Miccio U n i S A 1 4 / 0 7 / 0 1 0 Relazioni Meccanismo Formazione del Truciolo. - Rapporto di taglio: - Fattore di ricalcamento: - Spessore di taglio: sin - Spessore
Formulario Tecnologia Meccanica Marcello Miccio U n i S A 1 4 / 0 7 / 0 1 0 Relazioni Meccanismo Formazione del Truciolo. - Rapporto di taglio: - Fattore di ricalcamento: - Spessore di taglio: sin - Spessore
passion for precision Fresa ad alto rendimento NX-NVD
 passion for precision Fresa ad alto rendimento NX-NVD Alto rendimento universale con doppia scanalatura ed elica variabile [ 2 ] Le frese ad alto rendimento del tipo NX-NVD con geometria a doppia scanalatura
passion for precision Fresa ad alto rendimento NX-NVD Alto rendimento universale con doppia scanalatura ed elica variabile [ 2 ] Le frese ad alto rendimento del tipo NX-NVD con geometria a doppia scanalatura
La deformazione plastica. La deformazione plastica. Lavorazioni per deformazione. Il processo di laminazione. Estrusione e trafilatura La forgiatura
 a deformazione plastica a deformazione plastica avorazioni per deformazione Estrusione e trafilatura a forgiatura a formatura della lamiera 006 Politecnico di Torino 1 Obiettivi della lezione Evidenziare
a deformazione plastica a deformazione plastica avorazioni per deformazione Estrusione e trafilatura a forgiatura a formatura della lamiera 006 Politecnico di Torino 1 Obiettivi della lezione Evidenziare
Programmazione di Dipartimento. Laboratori tecnologici ed esercitazioni
 Programmazione di Dipartimento Laboratori tecnologici ed esercitazioni CLASSE 3^PMA a.s. 2016/17 Rev. 0 del 08-03-04 pag. 1 di 5 n 1 REALIZZARE PARTICOLARI E COMPLESSIVI MECCANICI UTILIZZANDO IL TORNIO
Programmazione di Dipartimento Laboratori tecnologici ed esercitazioni CLASSE 3^PMA a.s. 2016/17 Rev. 0 del 08-03-04 pag. 1 di 5 n 1 REALIZZARE PARTICOLARI E COMPLESSIVI MECCANICI UTILIZZANDO IL TORNIO
IL TAGLIO ORBITALE DELLE VITI SENZA FINE UNA TECNOLOGIA ECOSOSTENIBILE
 IL TAGLIO ORBITALE DELLE VITI SENZA FINE UNA TECNOLOGIA ECOSOSTENIBILE Marco Benincasa (Benincasa Meccanica) Giampaolo Giacomozzi (Varvel SpA) Massimiliano Turci (Studio Tecnico Turci) Riduttori a vite
IL TAGLIO ORBITALE DELLE VITI SENZA FINE UNA TECNOLOGIA ECOSOSTENIBILE Marco Benincasa (Benincasa Meccanica) Giampaolo Giacomozzi (Varvel SpA) Massimiliano Turci (Studio Tecnico Turci) Riduttori a vite
A very warm welcome (Arial, 24-point bold font) Discover what's under the surface (Arial, 20-point bold font in italics)
 Discover what's under the surface (Arial, 20-point bold font in italics)") A very warm welcome (Arial, 24-point bold font) Discover what's under the surface (Arial, 20-point bold font in italics) HORN Technology Days 2015 Lavorazioni su torni a fantina mobile Produzione di particolari
A very warm welcome (Arial, 24-point bold font) Discover what's under the surface (Arial, 20-point bold font in italics) HORN Technology Days 2015 Lavorazioni su torni a fantina mobile Produzione di particolari
Rettificatura. LIUC - Ingegneria Gestionale 1
 Rettificatura LIUC - Ingegneria Gestionale 1 Rettificatura Consiste in un asportazione di sovrametallo in piccolissimi trucioli mediante utensili detti mole formate da grani abrasivi uniti da un legante
Rettificatura LIUC - Ingegneria Gestionale 1 Rettificatura Consiste in un asportazione di sovrametallo in piccolissimi trucioli mediante utensili detti mole formate da grani abrasivi uniti da un legante
Compositi. Soluzioni di lavorazione. In collaborazione con
 Compositi Soluzioni di lavorazione In collaborazione con Lavorazione dei compositi un programma per migliorare la competitività ed i risultati Sandvik Coromant e Precorp.. offrono prodotti ed assistenza
Compositi Soluzioni di lavorazione In collaborazione con Lavorazione dei compositi un programma per migliorare la competitività ed i risultati Sandvik Coromant e Precorp.. offrono prodotti ed assistenza
! 2 Definire le condizioni di lavoro (condizioni favorevoli, sfavorevoli
 Tornitura: guida alla scelta dei parametri di taglio Per scegliere correttamente i parametri di taglio in tornitura, ci si può attenere al metodo sotto riportato, (nella tabella i valori noti sono contraddistinti
Tornitura: guida alla scelta dei parametri di taglio Per scegliere correttamente i parametri di taglio in tornitura, ci si può attenere al metodo sotto riportato, (nella tabella i valori noti sono contraddistinti
Università degli Studi di Enna Kore Facoltà di Ingegneria ed Architettura Anno Accademico
 Facoltà di Ingegneria ed Architettura Anno Accademico 2015 2016 A.A. Settore Scientifico Disciplinare CFU Insegnamento Ore di aula Mutuazione 2015/16 ING-IND/15 DISEGNO E METODI DELL'INGEGNERIA INDUSTRIALE
Facoltà di Ingegneria ed Architettura Anno Accademico 2015 2016 A.A. Settore Scientifico Disciplinare CFU Insegnamento Ore di aula Mutuazione 2015/16 ING-IND/15 DISEGNO E METODI DELL'INGEGNERIA INDUSTRIALE
Debito formativo di Officina Meccanica Anno scolastico 2015-2016
 Allievo. Debito formativo di Officina Meccanica Anno scolastico 2015-2016 IL LAVORO DEVE ESSERE SVOLTO IN UN QUADERNO A QUADRETTI FORMATO A4, QUELLO UTILIZZATO PER IL CONTROLLO NUMERICO 1) relazioni: 1)
Allievo. Debito formativo di Officina Meccanica Anno scolastico 2015-2016 IL LAVORO DEVE ESSERE SVOLTO IN UN QUADERNO A QUADRETTI FORMATO A4, QUELLO UTILIZZATO PER IL CONTROLLO NUMERICO 1) relazioni: 1)
Tecnologia Meccanica FRESATURA. Tecnologia Meccanica FRESATURA
 FRESATURA 1 FRESATURA La fresatura è una lavorazione per asportazione di materiale che consente di ottenere una vasta gamma di superfici (piani, scanalature, spallamenti, ecc.) mediante l azione di un
FRESATURA 1 FRESATURA La fresatura è una lavorazione per asportazione di materiale che consente di ottenere una vasta gamma di superfici (piani, scanalature, spallamenti, ecc.) mediante l azione di un
Ministero dell Istruzione, dell Università e della Ricerca
 Pag.1/5 Sessione ordinaria 2017 IPIE ESAME DI STATO DI ISTRUZIONE SECONDARIA SUPERIORE Indirizzo: IPIE PRODUZIONI INDUSTRIALI E ARTIGIANALI ARTICOLAZIONE INDUSTRIA CURVATURA MECCANICA Tema di: TECNICHE
Pag.1/5 Sessione ordinaria 2017 IPIE ESAME DI STATO DI ISTRUZIONE SECONDARIA SUPERIORE Indirizzo: IPIE PRODUZIONI INDUSTRIALI E ARTIGIANALI ARTICOLAZIONE INDUSTRIA CURVATURA MECCANICA Tema di: TECNICHE
PAS _ A020_UNIPD_2015. Didattica delle tecnologie meccaniche di processo e di prodotto. Professore Domenico Fernando Antonucci
 PAS _ A020_UNIPD_2015 Didattica delle tecnologie meccaniche di processo e di prodotto. Professore Domenico Fernando Antonucci PAS _ A020_UNIPD_2015 Didattica delle tecnologie meccaniche di processo e di
PAS _ A020_UNIPD_2015 Didattica delle tecnologie meccaniche di processo e di prodotto. Professore Domenico Fernando Antonucci PAS _ A020_UNIPD_2015 Didattica delle tecnologie meccaniche di processo e di
TECNOLOGIA DI FRESATURA FRESE PASSO VARIABILE
 1 TECNOLOGIA DI FRESATURA FRESE PASSO VARIABILE e DIVISIONE IRREGOLARE IG7 CATALOGO e LISTINO 2015 2 Una nuova geometria per una maggiore produttività Nelle lavorazioni di fresatura il tagliente entra
1 TECNOLOGIA DI FRESATURA FRESE PASSO VARIABILE e DIVISIONE IRREGOLARE IG7 CATALOGO e LISTINO 2015 2 Una nuova geometria per una maggiore produttività Nelle lavorazioni di fresatura il tagliente entra
Matteo Strano - Tecnologia Meccanica Processi di fonderia - 2 FONDERIA
 Matteo Strano - Tecnologia Meccanica Processi di fonderia - 1 Matteo Strano - Tecnologia Meccanica Processi di fonderia - 2 FONDERIA Nella tecnica di fonderia il metallo, fuso nei forni, viene colato o
Matteo Strano - Tecnologia Meccanica Processi di fonderia - 1 Matteo Strano - Tecnologia Meccanica Processi di fonderia - 2 FONDERIA Nella tecnica di fonderia il metallo, fuso nei forni, viene colato o
Massima affidabilità per la troncatura profonda
 Massima affidabilità per la troncatura profonda I principali requisiti dell utente...... per le operazioni di troncatura profonda sono stati considerati già nelle fasi iniziali di sviluppo della nuova
Massima affidabilità per la troncatura profonda I principali requisiti dell utente...... per le operazioni di troncatura profonda sono stati considerati già nelle fasi iniziali di sviluppo della nuova
La soluzione a tutti i vostri problemi di taglio M I R C O N A
 IUT 0058I La soluzione a tutti i vostri problemi di taglio M I R C O N A MIRCONA è una società svedese con sede centrale nella città di Gävle. Lʼattività principale della società è sempre stata sin dalla
IUT 0058I La soluzione a tutti i vostri problemi di taglio M I R C O N A MIRCONA è una società svedese con sede centrale nella città di Gävle. Lʼattività principale della società è sempre stata sin dalla
Esame di Stato di Istituto Tecnico Industriale Seconda prova scritta
 Esame di Stato di Istituto Tecnico Industriale Seconda prova scritta L'albero conduttore di un piccolo cambio a due velocità deve trasmettere una potenza di 4kW a 78rad/s. Due ruote dentate cilindriche
Esame di Stato di Istituto Tecnico Industriale Seconda prova scritta L'albero conduttore di un piccolo cambio a due velocità deve trasmettere una potenza di 4kW a 78rad/s. Due ruote dentate cilindriche
Progetto di tecnologia meccanica. Plan selection Gruppo 26
 Progetto di tecnologia meccanica. Plan selection Gruppo 26 Analisi del CICLO DI LAVORO consegnatoci dal gruppo n.7 Il pezzo da lavorare è il particolare n.12 Il ciclo proposto prevede 1 unica fase e 2
Progetto di tecnologia meccanica. Plan selection Gruppo 26 Analisi del CICLO DI LAVORO consegnatoci dal gruppo n.7 Il pezzo da lavorare è il particolare n.12 Il ciclo proposto prevede 1 unica fase e 2
Alternative. Fresa CoroMill con inserti rotondi R200
 Quotazioni rapide Semplice da ordinare Consegne veloci Più possibilità grazie alle versioni Su Misura! Se non trovate ciò che vi occorre nel nostro programma standard è possibile ordinarlo Su Misura specificando
Quotazioni rapide Semplice da ordinare Consegne veloci Più possibilità grazie alle versioni Su Misura! Se non trovate ciò che vi occorre nel nostro programma standard è possibile ordinarlo Su Misura specificando