TECNICHE DI SALDATURA
|
|
|
- Federico Amore
- 7 anni fa
- Visualizzazioni
Transcript
1 TECNICHE DI SALDATURA
2 GENERALITÀ La SALDATURA è una tecnica di giunzione che realizza l unione permanente di due pezzi metallici con o senza apporto di materiale (metallo d apporto) e sotto l azione del calore. La scelta di un procedimento di saldatura rispetto ad un altro dipende da molti fattori: tipo di lega da saldare, spessore delle parti da saldare, posizione di saldatura, dal tipo di produzione (in serie o no), dalle attrezzature disponibili in officina.
3 GENERALITÀ quando il materiale base fonde e prende parte alla composizione del giunto quando il metallo base non prende parte alla formazione del giunto. Il cordone di saldatura è formato dal solo metallo d apporto, sempre presente, diverso dal metallo base e con temperatura di fusione inferiore.
4 GENERALITÀ Vol.1 Capitolo 9 SALDATURE PER FUSIONE quando i pezzi vengono uniti allo stato liquido. In base a come viene prodotto il calore necessario per portare a fusione il metallo si distinguono saldature a gas o ad arco. SALDATURE A PRESSIONE quando i pezzi vengono collegati non allo stato fuso, ma quando si trovano in uno stato pastoso. Tale stato viene raggiunto, generalmente, per effetto Joule, dal passaggio di una corrente elettrica.
5 GENERALITÀ Temperatura di fusione < 400 c Temperatura di fusione c SALDOBRASATURE quando i lembi dei pezzi vengono preparati con cianfrinature. Il metallo d apporto fondendo riempie il cianfrino costituendo il cordone di saldatura. BRASATURE quando i pezzi da saldare sono semplicemente appoggiati l uno sull altro: lo spazio capillare che rimane tra i due viene riempito dal metallo d apporto fuso. In questo caso il giunto è costituito da uno strato sottilissimo di metallo d apporto che ha formato una lega col metallo base.
6 SALDATURA OSSIGAS Utilizza come sorgente di calore la fiamma ottenuta dalla combustione tra un gas combustibile (idrogeno, metano, propano, butano, acetilene) ed un gas comburente (l ossigeno). COMBUSTIBILE FIAMMA TEMPERATURA idrogeno ossidrica 2500 C metano ossimetanica 2750 C propano ossipropanica 2750 C butano ossibutanica 2850 C acetilene ossioacetilenica 3200 C La fiamma viene prodotta all estremità di un cannello nel quale i due gas si combinano in opportuni rapporti ottimali, tali da produrre la cosiddetta FIAMMA NEUTRA. Il cannello deve essere dimensionato in modo che la velocità della miscela dei due gas sia superiore alla velocità di propagazione della fiamma, così da evitare accensioni nella parte interna del cannello.
7 RITORNO DI FIAMMA Quanto detto significa che VELOCITÀ DI EFFLUSSO DELLA MISCELA > VELOCITÀ DI AVANZAMENTO FIAMMA Distacco della fiamma VELOCITÀ DI EFFLUSSO DELLA MISCELA < VELOCITÀ DI AVANZAMENTO FIAMMA Ritorno di fiamma PERICOLO
8 LA FIAMMA OSSIOACETILENICA: IL DARDO La prima zona è costituita dal DARDO, di colore bianco abbagliante, sulla cui superficie inizia la combustione, cioè avviene la seguente reazione esotermica C 2 H 2 + O 2 2CO + H KJ Acetilene+ossigeno Monossido di carbonio + idrogeno + calore
9 LA FIAMMA OSSIOACETILENICA: LA ZONA RIDUTTRICE La seconda zona è detta riduttrice o della combustione secondaria ed è quella dove avviene il processo di saldatura. In questa si combinano i prodotti della combustione: ossido di carbonio (CO) e idrogeno (H) con l ossigeno dell aria (O), secondo le seguenti reazioni esotermiche secondarie 2CO + O 2 2CO KJ Ossido di carbonio + ossigeno anidride carbonica + calore e H 2 + ½O H 2 O KJ idrogeno+ ossigeno vapore acqueo + calore Come si può intuire è necessario che i lembi dei pezzi da saldare si trovino nella zona della fiamma di saldatura o RIDUCENTE, non tanto per motivi di alta temperatura (3120 C) ma per motivi di reattività chimica.
10 Schema di funzionamento di un cannello a bassa pressione L acetilene e l ossigeno giungono separatamente al cannello dal quale escono insieme dopo essersi intimamente mescolati. La formazione della miscela acetilene-ossigeno è favorita dalla presenza di un elemento denominato eiettore o iniettore per i cannelli detti a bassa pressione (ove cioè l acetilene giunge a pressioni decisamente inferiori a quelle dell ossigeno) ) o dalla geometria dei condotti nel caso dei cannelli ad altra pressione Schema di un cannello ad alta pressione
11 Ossigeno
12 Acetilene
13
14 LA FIAMMA OSSIOACETILENICA: IL FIOCCO Il FIOCCO o PENNACCHIO è costituito dai prodotti finali della combustione che si trovano a temperatura più bassa.
15 LA FIAMMA NEUTRA Il saldatore deve regolare la composizione della miscela (52% acetilene, 48% ossigeno) in modo da avere la fiamma neutra. La fiamma neutra è impiegata per quasi tutte le applicazioni e si ottiene regolando manualmente il cannello
16 LA FIAMMA CARBURANTE Un eccesso di acetilene nella miscela provoca una FIAMMA CARBURANTE che presenta un dardo più lungo e un fiocco color giallo; tali condizioni possono provocare formazione di carburi (composti di carbonio + metallo) nel giunto saldato. I carburi metallici sono sempre molto duri e quindi fragili, pertanto sono indesiderati. Questo tipo di fiamma si può usare per la saldatura di ghisa o di acciaio al alto tenore di carbonio.
17 LA FIAMMA OSSIDANTE Un eccesso di ossigeno nella miscela provoca una FIAMMA OSSIDANTE che presenta un dardo molto piccolo e un fiocco color azzurro, con temperature di fiamma maggiori; tali condizioni possono bruciare il metallo, cioè possono portare alla formazione di ossidi diffusi anche all interno del metallo. Questo tipo di fiamma si usa per la saldatura di ottoni e bronzi.

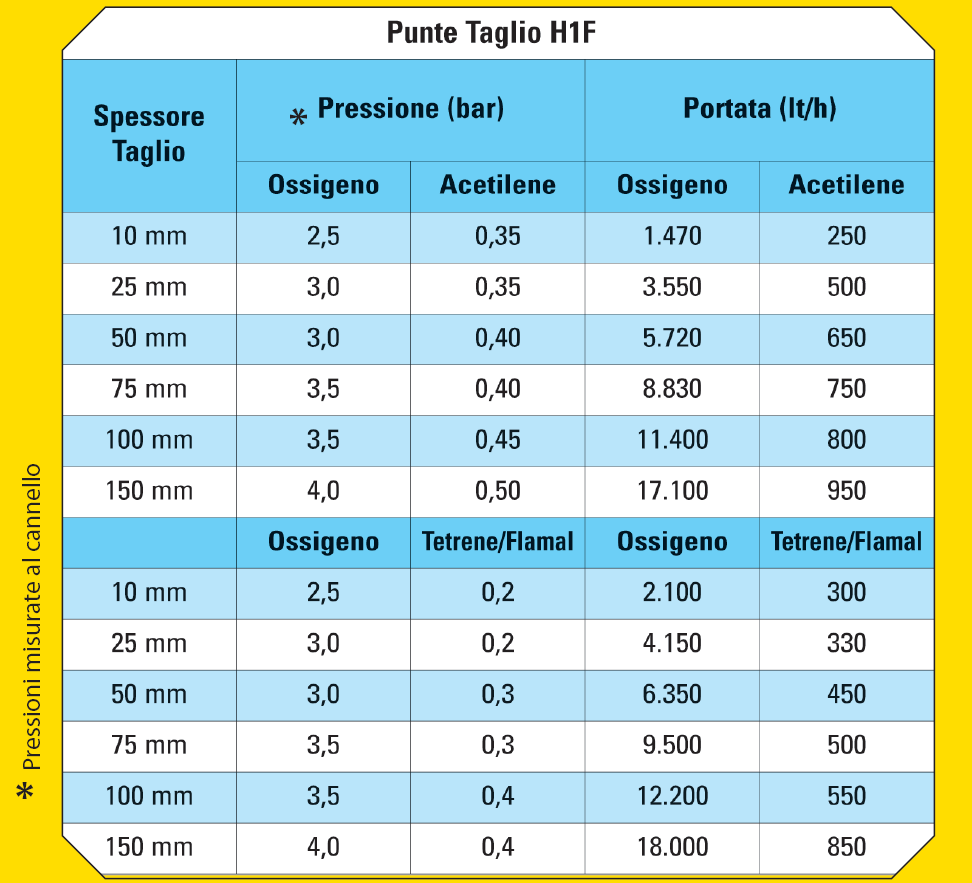
18 LE PRESSIONI In centrale di decompressione ITIS Ossigeno 7,50 bar Acetilene 0,75 bar
19 LE VALVOLE DI SICUREZZA
20 I VARI TIPI DI CANNELLO


21 LA SALDATURA AD ARCO ELETTRICO CON ELETTRODO RIVESTITO È il procedimento di saldatura manuale più diffuso. Il calore necessario alla fusione del materiale base è prodotto da un arco elettrico che scocca tra un elettrodo metallico e il metallo base. Il saldatore tenendo in mano la pinza porta elettrodo, dirige e guida l arco, che viene innescato toccando il metallo base con la punta dell elettrodo e subito ritirandolo ad una distanza di qualche millimetro. Filmato: come si salda elettrodo

22 LA SALDATURA AD ARCO ELETTRICO CON ELETTRODO RIVESTITO Al momento del contatto scorre nel circuito elettrico una corrente di elevata intensità (di CORTO CIRCUITO) che surriscalda notevolmente elettrodo e metallo base; inoltre provoca una ionizzazione dell aria circostante con innesco dell arco elettrico. Il trasferimento del metallo d apporto avviene sotto forma di gocce che passano attraverso l arco. Le forze che provocano questo passaggio sono: peso proprio, forze elettromagnetiche, azione dei gas che si sviluppano dal rivestimento. Filmato: cavo rame in gomma

 protegge l arco e il cratere di fusione.")
23 GLI ELETTRODI L elettrodo fusibile ha un anima di materiale metallurgicamente simile al metallo base ed è ricoperto da un opportuno rivestimento che sviluppando gas (idrogeno, anidride carbonica) protegge l arco e il cratere di fusione. Filmato: elettrodi da saldatura

24 GLI ELETTRODI

25 GLI ELETTRODI
26 SALDATURA IN ARCO SOMMERSO È un PROCEDIMENTO AUTOMATICO d impiego molto diffuso nella esecuzione di SALDATURE IN SERIE, in quanto permette di ridurre notevolmente i tempi di saldatura, su una vasta gamma di spessori. La saldatura viene eseguita generando un moto relativo tra la testa di saldatura e i pezzi da saldare, che normalmente sono in posizione piana. L elettrodo è costituito da un filo metallurgicamente simile al metallo base; il suo diametro varia da 2 a 8 mm, in funzione dello spessore da saldare; inoltre è ramato per migliorare il passaggio di corrente. Il filo costituisce il metallo d apporto, è avvolto su un aspo e un gruppo motorizzato di rulli di trascinamento provvede al suo avanzamento a velocità controllata.
27 SALDATURA IN ARCO SOMMERSO L arco, che scocca tra il filo e il metallo base, è ricoperto da una sostanza granulare chiamata FLUSSO; quest ultimo viene distribuito da una tramoggia che fa parte della testa di saldatura. Durante la saldatura sia l arco elettrico che il bagno di fusione sono continuamente ricoperti dal flusso, pertanto l arco non è visibile dall esterno (ARCO SOMMERSO). Il FLUSSO è composto da una miscela di ossidi, carbonato, silicati e ferroleghe; le sue funzioni sono: proteggere il metallo fuso dal contatto con l atmosfera, così da limitare al minimo i fenomeni di ossidazione e di nitrurazione; limitare la velocità di raffreddamento del cordone con vantaggi metallurgici; può reagire chimicamente con le impurezze del metallo base (generalmente zolfo e fosforo) trasformandolo in scoria
28 SALDATURA IN ARCO SOMMERSO Parte di questo flusso fonde e solidifica sopra il cordone: quella parte che rimane granulare viene recuperata tramite aspirazione e riutilizzata. IL RISULTATO DI TUTTO CIÒ È UN CORDONE DI ELEVATA QUALITÀ E DI FORMA REGOLARE. Le LEGHE SALDABILI con questo procedimento sono: gli acciai non legati, o debolmente legati, o mediamente legati; gli acciai inossidabili; il nichel e le sue leghe. Non vengono solitamente saldate le leghe leggere, la ghisa e gli acciai fortemente legati. Il procedimento di saldatura è caratterizzato da alta penetrazione ed elevata deposizione oraria, cosi da permettere anche la saldatura di grossi spessori in tempi modesti. La posizione di saldatura, causa la presenza del flusso, è limitata a quella in piano o d angolo. Il giunto che si ottiene è di elevata qualità; il cordone di saldatura è liscio, uniforme, grazie alla completa automazione del metodo. Le deformazioni dei pezzi sono ridotti al minimo per l elevata velocità di saldatura e per l elevata concentrazione del calore.
29 SALDATURA IN ARCO SOMMERSO Le APPLICAZIONI TIPICHE per questo metodo sono: realizzazione di giunti longitudinali e circonferenziali in recipienti che devono sopportare elevate pressioni (caldaie, bombole); saldature di grossi elementi nel settore della carpenteria; saldatura di tubi sia del tipo elicoidale che longitudinale; saldature su grandi pannelli nel settore navale.
30 SALDATURA MIG-MAG Viene in gergo definita SALDATURA A FILO CONTINUO in quanto utilizza come metallo d apporto un elettrodo fusibile sotto forma di filo avvolto in una bobina. Rispetto alla saldatura con elettrodo rivestito presenta i vantaggi di: essere più semplice e veloce da realizzare; di avere una maggiore penetrazione della saldatura; di non richiedere ulteriori interventi di rimozione della scoria; di poter automatizzare il processo. Per contro le macchine sono costose, meno portatili e più complesse. Filmato: saldatura MIG-MAG
, acciai inossidabili, leghe leggere, leghe del rame.")
31 SALDATURA MIG-MAG Si possono avere due diverse metodologie: MIG (Metal Inert Gas) dove a protezione della zona di saldatura si utilizza l argon o l elio che garantiscono buoni risultati ma hanno l inconveniente di essere piuttosto costosa ed è particolarmente indicata per acciai per impieghi strutturali (carpenteria), acciai inossidabili, leghe leggere, leghe del rame. MAG (Metal Active Gas) che, rispetto alla precedente, può utilizzare l anidride carbonica (CO2), molto economica, la miscela Shutgas (80% argon, 15% CO2, 5% ossigeno), più costosa, ma che garantisce risultati migliori. La saldatura MAG viene in genere impiegata per acciai per impieghi strutturali (carpenteria) soprattutto per ragioni economiche. Filmato: installazione MIG Filmato: come si salda MIG
32 SALDATURA TIG TIG Tungsten Inert Gas. È un metodo di saldatura ad arco elettrico in atmosfera inerte L arco, che scocca tra l elettrodo e il metallo base, è protetto dal gas (ARGON, o ELIO, o una miscela dei due gas) che fuoriesce dalla pistola, dalla cui estremità sporge l elettrodo. L ARCO viene acceso da una scintilla pilota che provocando la ionizzazione del gas protettivo, lo rende conduttore. Il METALLO D APPORTO è necessario se lo spessore dei pezzi è maggiore di 1 mm circa, viene immesso nella zona dell arco elettrico e fondendo andrà a costituire il cordone di saldatura.
33 SALDATURA TIG Per l alta temperatura di fusione del tungsteno, l elettrodo non fonde (SALDATURA CON ELETTRODO INFUSIBILE) per cui non prende parte al processo di fusione. L ELETTRODO può essere costituito: da TUNGSTENO PURO, usato nelle saldature meno critiche, dove è sopportabile il rischio di contaminazione del cordone di saldatura; sono tra gli elettrodi utilizzati quelli più economici; da UNA LEGA DI TUNGSTENO CON 0,15-0,4 % DI ZIRCONIO, usato quando è necessario saldare con correnti più basse e con un arco più stabile (saldatura di spessori sottili); da una LEGA DI TUNGSTENO CON 1-2 % DI TORIO, usato quando si salda in corrente alternata; questi elettrodi hanno caratteristiche intermedie fra i primi due citati.
34 SALDATURA PER PUNTI Questi tipi di saldature utilizzano il CALORE PRODOTTO PER EFFETTO JOULE dal passaggio di una corrente elettrica. I due lembi del giunto vengono premuti l uno contro l altro e il passaggio di corrente fa elevare la temperatura, in una zona localizzata, fino a quella di fusione del metallo base. La saldatura avviene per fusione localizzata del metallo base, senza metallo d apporto. Questa categoria di saldature è riservata alla produzione in serie per i brevi tempi richiesti per la lavorazione e per l elevato costo delle macchine.
35 SALDATURA PER PUNTI Le lamiere vengono accostate l una sull altra nella posizione in cui si vogliono saldare; due elettrodi in rame (o lega di rame) vengono premuti da una pinza contro le lamiere. Il serraggio della pinza avviene con un dispositivo pneumatico o idraulico. La macchina elettrica fa passare una corrente di elevata intensità ( ,000 A) per un tempo breve (frazioni di secondo), che sviluppa nella zona di contatto delle lamiere, una quantità di calore (il calore prodotto dipende dalla resistenza elettrica del metallo base e dal quadrato della intensità di corrente) tale da portare a fusione localizzata il metallo base.
36 SALDATURA PER PUNTI La fusione del metallo base avviene solo all interno, nella zona di contatto delle lamiere per i seguenti motivi: la resistenza nella zona di contatto delle lamiere è maggiore e quindi per effetto Joule si sviluppa una maggiore quantità di calore; gli elettrodi di rame sono raffreddati e l asportazione di calore limita l innalzamento della temperatura.
37 SALDATURA PER PUNTI Il processo avviene in tre fasi successive: AVVICINAMENTO degli elettrodi ai due lembi da saldare portandolo a stretto contatto l uno all altro; PASSAGGIO DELLA CORRENTE ELETTRICA con conseguente fusione localizzata del nocciolo che andrà poi a formare, una volta raffreddato il punto di saldatura; MANTENIMENTO periodo dnel quale i due elettrodi continuano ad esercitare un forza tra le due lamiere mentre queste si raffreddano. I tre periodi sono impostabili sul pannello di comando della puntatrice in termini di numero di cicli (un ciclo = 0.02 secondi) o di tempo.
38 SALDATURA PER PUNTI
39 SALDATURA A RULLI Analoga alla saldatura per punti, permette però di avere un cordone di saldatura continuo grazie all azione dei rulli sulla lamiera: Può essere con disposizione a rulli: Frontali; Longitudinali.
40 SALDATURA A RULLI Teste porta rullo con cuscinetti volventi, contatti a strisciamento argentati opportunamente lavorati a macchine utensile per assicurare un adeguato contatto elettrico per la corrente di saldatura, raffreddate mediante circolazione del liquido di raffreddamento. La movimentazione di tale teste viene servita da motore asincrono trifase azionato da inverter per la regolazione fine della velocità e del moto di saldatura. Trasformatore di saldatura raffreddato ad acqua impregnato sotto vuoto per garantire un ottima continuità di puntatura. Controllo di saldatura digitale.
41 SALDOBRASATURA È una saldatura ETEROGENEA, pertanto il metallo base non prende parte alla formazione del giunto e quindi la temperatura dei lembi dei pezzi da saldare deve essere sempre inferiore al suo punto di fusione. Il metallo d apporto, sempre presente, ha una temperatura di fusione minore di quella del metallo base. I lembi dei pezzi vengono opportunamente cianfrinati, come per le saldature autogene, e puliti. Quindi si riscaldano con fiamma ossiacetilenica o in forno a induzione, fino alla temperatura di fusione del metallo d apporto, che immesso in questa zona (generalmente sotto forma di filo o di barrette) fonde e solidificando riempie il cianfrino.
42 SALDOBRASATURA Il giunto saldato è formato dal metallo d apporto e da una zona di interfaccia con il metallo base composta da una lega o da un composto intermetallico formato tra il metallo base e quello d apporto (LEGA DI TRANSIZIONE). Il metallo d apporto solitamente utilizzato è una lega di ottone (60% Cu, 40% Zn) con tracce di silicio (meno utilizzati sono il rame e l argento), che fonde ad una temperatura di circa 800 C. Le caratteristiche principali del metallo d apporto sono: basso punto di fusione (ma sempre maggiore di 450 C), buona scorrevolezza, buona resistenza meccanica ed elasticità, capacità di bagnare il metallo base, cioè di distendersi sulle superfici dei giunti, senza raccogliersi su se stesso sotto forma di gocce (questa capacità è migliorata dall elevata temperatura dei lembi, dal fatto che sono stati puliti prima dell operazione e dall uso di disossidanti). MATERIALE BASE MATERIALE D APPORTO Temperatura di Fusione Acciaio al C Leghe Ag-Cu-Zn Leghe Cu-Zn-Si Leghe Cu-Zn-Ni Leghe Sn-Ag 800 C 880 C 900 C 230 C Acciaio INOX Leghe Sn-Ag Leghe Cu-Zn-Ni 230 C 900 C Rame Leghe Cu-P-Ag Leghe Cu-P Leghe Ag-Cu-Zn 710 C 740 C 800 C Alluminio Leghe Al-Si 550 C
43 SALDOBRASATURA IL GIUNTO COSÌ OTTENUTO È RESISTENTE ED ELASTICO COME IL METALLO D APPORTO: per questo motivo è anche possibile saldare leghe diverse tra loro e specialmente leghe poco elastiche che possono rompersi durante il raffreddamento (per esempio riparazione di getti di ghisa). I materiali normalmente saldabili con questo metodo sono gli acciai a basso tenore di carbonio e il bronzo. Non viene utilizzata per leghe leggere e ottoni. Un esempio di saldobrasatura è riportato in figura dove è rappresentato il fissaggio di una placchetta di metallo duro sulla testa di un utensile da tornio
44 BRASATURA BRASATURA È simile alla saldobrasatura con l eccezione della cianfrinatura dei lembi dei pezzi da saldare. Infatti in questo caso i pezzi sono semplicemente appoggiati l uno sull altro: lo spazio capillare che rimane tra i due viene riempito dal metallo d apporto fuso, che ha una grande scorrevolezza e capacità di bagnare il metallo base. Il giunto è costituito quindi da uno strato sottilissimo di metallo d apporto che ha formato una lega di superficie col metallo base. Per tale motivo il giunto ha scarsa elasticità e resistenza meccanica.
45 BRASATURA In funzione della temperatura di fusione del metallo d apporto le brasature possono essere: DOLCI, nel caso di uso di leghe con Temp. di FUSIONE < 400 C. Si usano leghe di stagno e piombo con piccole percentuali di antimonio (la presenza di stagno aumenta andando dai lavori grossolani a quelli meglio finiti) FORTI, nel caso di uso di leghe con Temp. di FUSIONE = C. Si usano leghe di rame e argento per brasature su acciai e leghe del rame, o anche rame puro nel caso di acciai.
46 SALDABILITÀ Contrariamente a quanto si può pensare non tutti i materiali sono facilmente saldabili. Nelle slide che seguono vengono fornite alcune indicazioni di massima per i materiali più comuni.
47 SALDABILITÀ: ACCIAI DOLCI contengono poco carbonio (acciai dolci) sono facilmente saldabili per pressione o altro metodo; Nel caso di saldatura ossiacetilenica vengono utilizzati acciai dolci e come metallo d apporto acciaio a bassissimo tenore di carbonio, esente da zolfo. Per gli acciai dolci non occorrono disossidanti poiché l ossido fonde a temperatura più bassa dell acciaio ed ha massa volumica minore. Le proprietà meccaniche vengono migliorate sottoponendo il giunto ad una leggera martellatura a caldo. Per annullare le tensioni interne che si originano nella zona saldata durante il raffreddamento si sottopongono i pezzi a normalizzazione.
48 SALDABILITÀ: ACCIAI DURI contengono molto carbonio (acciai duri) si saldano con difficoltà perché sono soggetti al surriscaldamento (penetrazione in superficie degli ossidi). L aggiunta di 0,6 0,7% di manganese nell acciaio elimina l ossidazione del carbonio a vantaggio della saldabilità. Per tale ragione è conveniente verificare preventivamente la saldabilità di un materiale mediante la determinazione del carbonio equivalente mediante la formula che segue. A valori bassi di carbonio equivalente corrisponderà una maggior saldabilità del materiale
49 SALDABILITÀ: LA GHISA La saldatura risulta difficoltosa perché fonde senza attraversare uno stato pastoso e per il notevole ritiro al raffreddamento. La saldatura viene limitata alla riparazione di oggetti ottenuti per fusione. Per evitare rotture conseguenti alle tensioni interne prodotte dal ritiro è necessario preriscaldare i pezzi a 700 /800 C e farli raffreddare lentamente in forno. Nel caso di saldatura ossiacetilenica si usa come materiale d apporto ghisa grigia ad alto tenore di silicio che ostacola la formazione della ghisa bianca (molto dura e fragile) e come disossidante miscele a base di carbonato di sodio, silicio, borace. La ghisa bianca non è saldabile.
50 SALDABILITÀ: RAME OTTONE - BRONZO Il RAME si salda meglio quello che non contiene ossigeno, perché l ossido di rame che si forma durante l operazione di saldatura determina delle zone scarsamente resistenti alla corrosione. È consigliabile adottare tecniche di saldatura veloci (TIG) o ad arco elettrico con elettrodo rivestito. Si consiglia di preriscaldare il materiale prima dell operazione e per aumentare la resistenza martellare i cordoni a saldatura ultimata. Nel caso di saldatura ossiacetilenica si usano cannelli potenti (il rame ha elevata conducibilità termica) e come disossidanti si usano miscugli di cloruro di sodio e borace. Per L OTTONE bisogna operare con rapidità per evitare la volatilizzazione dello zinco. Come disossidante usare borace. Per il BRONZO bisogna preriscaldare (circa 650 C) ed operare con rapidità per evitare la separazione dello stagno. Come disossidante usare miscele di borace e cloruro di sodio.
51 SALDABILITÀ: L ALLUMINIO ALLUMINIO la saldatura è difficoltosa per la formazione dell ossido d alluminio che ha maggiore massa volumica dell alluminio e fonde a temperatura molto più elevata del metallo (circa 2200 C). Tale ossido rimane incluso nel bagno rendendo difettosa la saldatura. Per tale motivo si impiegano disossidanti a base di miscele di cloruri e fluoruri. Le superfici da saldare esigono un accurata pulizia e un preriscaldamento a circa 250 C. Dopo il raffreddamento, le superfici vanno accuratamente lavate con acqua bollente e soda caustica per eliminare i residui della polvere disossidante che favorirebbe la corrosione. Per aumentare la resistenza si procede alla martellatura del giunto, operando con moderazione. Nel caso di saldatura ossiacetilenica, la potenza del cannello deve essere grande per l elevata conducibilità termica dell alluminio. Come metallo d apporto si utilizza alluminio purissimo.
52 TAGLIO AL PLASMA
53 OSSITAGLIO
54 Non usare lenti a contatto Cellulari ecc vedi video
GENERALITÀ calore. dipende da molti fattori
 GENERALITÀ La SALDATURA è una tecnica di giunzione che realizza l unione permanente di due pezzi metallici con o senza apporto di materiale (metallo d apporto) e sotto l azione del calore. La scelta di
GENERALITÀ La SALDATURA è una tecnica di giunzione che realizza l unione permanente di due pezzi metallici con o senza apporto di materiale (metallo d apporto) e sotto l azione del calore. La scelta di
la saldatura è il processo che realizza l unione di elementi mediante l azione del calore, con o senza materiale d apporto.
 LA la saldatura è il processo che realizza GENERALITA : l unione di elementi mediante l azione del calore, con o senza materiale d apporto. Vi sono moltissime tecniche di saldatura che si possono raggruppare
LA la saldatura è il processo che realizza GENERALITA : l unione di elementi mediante l azione del calore, con o senza materiale d apporto. Vi sono moltissime tecniche di saldatura che si possono raggruppare
SALDATURA CON ELETTRODO RUTILE
 SALDATURA CON ELETTRODO RUTILE Indicazioni generali L innesco e l accensione di un arco elettrico avvengono per contatto tra un polo positivo ed un polo negativo (cortocircuito). Il calore dell arco elettrico
SALDATURA CON ELETTRODO RUTILE Indicazioni generali L innesco e l accensione di un arco elettrico avvengono per contatto tra un polo positivo ed un polo negativo (cortocircuito). Il calore dell arco elettrico
TIPI DI SALDATURA: Le saldature possono essere eseguite secondo tre procedimenti fondamentali:
 ELEMENTI FONDAMENTALI DI UN GIUNTO SALDATO: Giunto saldato: comunemente detto "saldatura", indica la zona di collegamento dei due pezzi. E' originato dal processo di fusione-solidificazione dei lembi contigui
ELEMENTI FONDAMENTALI DI UN GIUNTO SALDATO: Giunto saldato: comunemente detto "saldatura", indica la zona di collegamento dei due pezzi. E' originato dal processo di fusione-solidificazione dei lembi contigui
DISPOSITIVI PER SALDATURA
 Scheda 15 Lavorazione: Macchina: SALDATURA DISPOSITIVI PER SALDATURA La saldatura è un processo con il quale vengono realizzati accoppiamenti permanenti di due parti metalliche. È un procedimento che porta
Scheda 15 Lavorazione: Macchina: SALDATURA DISPOSITIVI PER SALDATURA La saldatura è un processo con il quale vengono realizzati accoppiamenti permanenti di due parti metalliche. È un procedimento che porta
PLUS LA GAMMA COMPLETA DI GAS E MISCELE PER LA SALDATURA
 PLUS LA GAMMA COMPLETA DI GAS E MISCELE PER LA SALDATURA PLUS La linea PLUS di Sapio è l offerta completa di gas e miscele a elevato valore aggiunto per i moderni processi di saldatura. Fanno parte della
PLUS LA GAMMA COMPLETA DI GAS E MISCELE PER LA SALDATURA PLUS La linea PLUS di Sapio è l offerta completa di gas e miscele a elevato valore aggiunto per i moderni processi di saldatura. Fanno parte della
Cenni Generali Giunti Saldati
 GENERALITÀ La saldatura è un processo che consente di unire due pezzi metallici, mediante l'azione del calore, realizzandone la continuità. La saldatura può essere ottenuta con o senza materiale di apporto,
GENERALITÀ La saldatura è un processo che consente di unire due pezzi metallici, mediante l'azione del calore, realizzandone la continuità. La saldatura può essere ottenuta con o senza materiale di apporto,
Industrial Design Manufacturing&Plants
 Industrial Design Manufacturing&Plants Le Tecnologie Marco Raimondi (mraimondi@liuc.it) La saldatura LIUC - UNIVERSITA CARLO CATTANEO La saldatura È un processo di unione permanente di due componenti meccanici
Industrial Design Manufacturing&Plants Le Tecnologie Marco Raimondi (mraimondi@liuc.it) La saldatura LIUC - UNIVERSITA CARLO CATTANEO La saldatura È un processo di unione permanente di due componenti meccanici
Saldatura TIG. SALDATURA ELETTRICA AD ARCO (tungsten inert gas TIG)
") SALDATURA ELETTRICA AD ARCO (tungsten inert gas TIG) GENERALITA Il processo di saldatura TIG, è un processo di saldatura per fusione, autogeno. L'arco elettrico scocca tra l'elettrodo infusibile, che si
SALDATURA ELETTRICA AD ARCO (tungsten inert gas TIG) GENERALITA Il processo di saldatura TIG, è un processo di saldatura per fusione, autogeno. L'arco elettrico scocca tra l'elettrodo infusibile, che si
SALDATURA Tecnologia Meccanica Prof.ssa Paola Rotondaro
 Tecnologia Meccanica Prof.ssa Paola Rotondaro Generalità La SALDATURA è una tecnica di giunzione che permette, sotto l azione del calore, l unione permanente di due pezzi metallici con o senza apporto
Tecnologia Meccanica Prof.ssa Paola Rotondaro Generalità La SALDATURA è una tecnica di giunzione che permette, sotto l azione del calore, l unione permanente di due pezzi metallici con o senza apporto
BRASATURA E SALDOBRASATURA
 BRASATURA E SALDOBRASATURA Il termine brasatura indica l unione di due metalli, simili o diversi, senza fusione degli stessi, mediante l apporto di una terza parte detta lega, composta generalmente da
BRASATURA E SALDOBRASATURA Il termine brasatura indica l unione di due metalli, simili o diversi, senza fusione degli stessi, mediante l apporto di una terza parte detta lega, composta generalmente da
CORSO DISEGNO SALDATURA
 CORSO DISEGNO SALDATURA INDICE 1.0 CLASSIFICAZIONE DEI PROCEDIMENTI DI SALDATURA pag. 2 1.2 CONSIDERAZIONI DI CONFRONTO DELLA SALDATURA CON ALTRI SISTEMI DI UNIONE NON SCOMPONIBILI pag. 4 1.3 TIPI DI GIUNTI
CORSO DISEGNO SALDATURA INDICE 1.0 CLASSIFICAZIONE DEI PROCEDIMENTI DI SALDATURA pag. 2 1.2 CONSIDERAZIONI DI CONFRONTO DELLA SALDATURA CON ALTRI SISTEMI DI UNIONE NON SCOMPONIBILI pag. 4 1.3 TIPI DI GIUNTI
Saldatura alla Fiamma Ossiacetilenica
 Di seguito verranno trattati i principali processi di saldatura, in manuale e parzialmente meccanizzato. SALDATURA (PER FUSIONE A GAS) OSSIACETILENICA GENERALITA' E' un processo di saldatura autogena tramite
Di seguito verranno trattati i principali processi di saldatura, in manuale e parzialmente meccanizzato. SALDATURA (PER FUSIONE A GAS) OSSIACETILENICA GENERALITA' E' un processo di saldatura autogena tramite
Difettologia Cause: Soluzioni:
 Cause: Soluzioni: Gas prodotti per reazioni chimiche nel fuso Accurata scelta degli elettrodi e della composizione del filler Gas o vapori risultanti dal filler Preriscaldamento Gas o vapori prodotti da
Cause: Soluzioni: Gas prodotti per reazioni chimiche nel fuso Accurata scelta degli elettrodi e della composizione del filler Gas o vapori risultanti dal filler Preriscaldamento Gas o vapori prodotti da
IMATERIALI METALLICI NON FERROSI. Le principali proprietà meccaniche, dopo un trattamento termico di ricottura a 650 [ C], sono le seguenti:
![IMATERIALI METALLICI NON FERROSI. Le principali proprietà meccaniche, dopo un trattamento termico di ricottura a 650 [ C], sono le seguenti:](/thumbs/47/23603410.jpg "IMATERIALI METALLICI NON FERROSI. Le principali proprietà meccaniche, dopo un trattamento termico di ricottura a 650 [ C], sono le seguenti:") IMATERIALI METALLICI NON FERROSI Rame e sue leghe Le principali proprietà meccaniche, dopo un trattamento termico di ricottura a 650 [ C], sono le seguenti: - R = 250 [N/mm 2 ] - A = 30 % - K = 80 [J/cm
IMATERIALI METALLICI NON FERROSI Rame e sue leghe Le principali proprietà meccaniche, dopo un trattamento termico di ricottura a 650 [ C], sono le seguenti: - R = 250 [N/mm 2 ] - A = 30 % - K = 80 [J/cm
Codice Desc. D mm Codice Desc. D mm Codice Desc.
 ad elettrodo e TIG Elettrodi rutilici per acciai comuni Elettrodo con rivestimento rutile di medio spessore. Tipo di facile impiego, scorrevolissimo e di grande estetica. Arco dolce e silenzioso, spruzzi
ad elettrodo e TIG Elettrodi rutilici per acciai comuni Elettrodo con rivestimento rutile di medio spessore. Tipo di facile impiego, scorrevolissimo e di grande estetica. Arco dolce e silenzioso, spruzzi
Tecnologia Meccanica. Processi di collegamento 1
 Processi di collegamento 1 1. Processi di collegamento Fonti Giusti M., Santochi F., e studi di fabbricazione, Casa Editrice Ambrosiana Cap.6 I processi di saldatura a taglio Gabrielli F., Ippolito R.,
Processi di collegamento 1 1. Processi di collegamento Fonti Giusti M., Santochi F., e studi di fabbricazione, Casa Editrice Ambrosiana Cap.6 I processi di saldatura a taglio Gabrielli F., Ippolito R.,
LEGHE AD ALTO CONTENUTO D ARGENTO
 LEGHE AD ALTO CONTENUTO D ARGENTO The Harris Products Group produce una linea completa di leghe per brasatura ad alto contenuto d argento, senza cadmio. Per la produzione vengono utilizzati solo i metalli
LEGHE AD ALTO CONTENUTO D ARGENTO The Harris Products Group produce una linea completa di leghe per brasatura ad alto contenuto d argento, senza cadmio. Per la produzione vengono utilizzati solo i metalli
Tecnologia delle saldature 372
 Saldatura Tecnologia delle saldature 372 La saldatura è un processo di giunzione che permette di unire permanentemente parti solide, realizzandola continuità del materiale Posizioni di saldatura Tecnologia
Saldatura Tecnologia delle saldature 372 La saldatura è un processo di giunzione che permette di unire permanentemente parti solide, realizzandola continuità del materiale Posizioni di saldatura Tecnologia
I METALLI. SCUOLA SEC DI PRIMO GRADO CORSO DI TECNOLOGIA Prof. Giovanni Lucchin
 SCUOLA SEC DI PRIMO GRADO CORSO DI TECNOLOGIA Prof. Giovanni Lucchin METALLI: Sono elementi chimici con ottime proprietà fisiche, meccaniche e tecnologiche. Generalmente molto resistenti, lucenti e buoni
SCUOLA SEC DI PRIMO GRADO CORSO DI TECNOLOGIA Prof. Giovanni Lucchin METALLI: Sono elementi chimici con ottime proprietà fisiche, meccaniche e tecnologiche. Generalmente molto resistenti, lucenti e buoni
REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA
 REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA QUALIFICAZIONE PROFESSIONALE Denominazione qualificazione Addetto alle operazioni di attrezzaggio delle macchine, di saldatura e di
REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA QUALIFICAZIONE PROFESSIONALE Denominazione qualificazione Addetto alle operazioni di attrezzaggio delle macchine, di saldatura e di
Lezione PONTI E GRANDI STRUTTURE. Prof. Pier Paolo Rossi Università degli Studi di Catania
 Lezione PONTI E GRANDI STRUTTURE Prof. Pier Paolo Rossi Università degli Studi di Catania Collegamenti saldati Procedimenti di saldatura Sorgente termica che produce alta temperatura in modo localizzato
Lezione PONTI E GRANDI STRUTTURE Prof. Pier Paolo Rossi Università degli Studi di Catania Collegamenti saldati Procedimenti di saldatura Sorgente termica che produce alta temperatura in modo localizzato
PROCESSI DI GIUNZIONE DEI MATERIALI
 PROCESSI DI GIUNZIONE DEI MATERIALI Quando una struttura o una costruzione meccanica, composta da lamiere, profilati ecc. si deve unire per mezzo di due lembi sovrapposti, possono presentarsi due casi:
PROCESSI DI GIUNZIONE DEI MATERIALI Quando una struttura o una costruzione meccanica, composta da lamiere, profilati ecc. si deve unire per mezzo di due lembi sovrapposti, possono presentarsi due casi:
Materiali strutturali
 Materiali strutturali Requisiti richiesti: Nel campo delle costruzioni elettriche e elettroniche i materiali con funzioni strutturali sono quelli usati principalmente per la costruzione delle parti meccaniche
Materiali strutturali Requisiti richiesti: Nel campo delle costruzioni elettriche e elettroniche i materiali con funzioni strutturali sono quelli usati principalmente per la costruzione delle parti meccaniche
Saldature a Resistenza
 Saldature a Resistenza Principio di funzionamento Nella saldatura elettrica a resistenza o in corto circuito, il calore necessario per riscaldare il metallo fino allo stato plastico viene prodotto dal
Saldature a Resistenza Principio di funzionamento Nella saldatura elettrica a resistenza o in corto circuito, il calore necessario per riscaldare il metallo fino allo stato plastico viene prodotto dal
PROCESSI DI GIUNZIONE DEI MATERIALI
 PROCESSI DI GIUNZIONE DEI MATERIALI Quando una struttura o una costruzione meccanica, composta da lamiere, profilati ecc. si deve unire per mezzo di due lembi sovrapposti, possono presentarsi due casi:
PROCESSI DI GIUNZIONE DEI MATERIALI Quando una struttura o una costruzione meccanica, composta da lamiere, profilati ecc. si deve unire per mezzo di due lembi sovrapposti, possono presentarsi due casi:
Guida pratica. Saldatura TIG.
 Guida pratica. Saldatura TIG. Indice: 1. Gas di copertura 2. Impianto di saldatura/scelta della corrente 3. Elettrodi di tungsteno 4. Indicazioni pratiche 5. Prevenzione degli errori 1. Gas di copertura
Guida pratica. Saldatura TIG. Indice: 1. Gas di copertura 2. Impianto di saldatura/scelta della corrente 3. Elettrodi di tungsteno 4. Indicazioni pratiche 5. Prevenzione degli errori 1. Gas di copertura
Gas di protezione per saldatura
 Gas di protezione per le esigenze più elevate Gas di protezione per saldatura In base alla loro composizione i gas di protezione hanno delle proprietà diverse e dunque influiscono diversamente sul processo
Gas di protezione per le esigenze più elevate Gas di protezione per saldatura In base alla loro composizione i gas di protezione hanno delle proprietà diverse e dunque influiscono diversamente sul processo
scuola secondaria di primo grado istituto gianelli Tecnologia prof. diego guardavaccaro i metalli u.d. 03
 scuola secondaria di primo grado istituto gianelli Tecnologia prof. diego guardavaccaro i metalli u.d. 03 11 i metalli minerale del ferro e altoforno Il ferro è il metallo più abbondante all'interno della
scuola secondaria di primo grado istituto gianelli Tecnologia prof. diego guardavaccaro i metalli u.d. 03 11 i metalli minerale del ferro e altoforno Il ferro è il metallo più abbondante all'interno della
1 Tecnologie Innovative
 1 Tecnologie Innovative Saldatura Processo di unione permanente di due componenti meccanici Metallo d apporto Sorgente di calore Cordone di saldatura Lembi Metallo base Giunto saldato 2 Tecnologie Innovative
1 Tecnologie Innovative Saldatura Processo di unione permanente di due componenti meccanici Metallo d apporto Sorgente di calore Cordone di saldatura Lembi Metallo base Giunto saldato 2 Tecnologie Innovative
Cannello a lance intercambiabili. Lance per saldare e saldobrasare. Punte di ricambio per lance da saldatura. Lancia da taglio con rubinetto
 COMPOSIZIONE PER SALDARE Cannello a lance intercambiabili IMPIEGO UNIVERSALE PER SALDATURA, SALDOBRASATURA E TAGLIO DI SPESSORI DA 0,4-175 mm. CORPO MONOBLOCCO IN ALLUMINIO STAMPATO. PORTAGOMMA SMONTABILI
COMPOSIZIONE PER SALDARE Cannello a lance intercambiabili IMPIEGO UNIVERSALE PER SALDATURA, SALDOBRASATURA E TAGLIO DI SPESSORI DA 0,4-175 mm. CORPO MONOBLOCCO IN ALLUMINIO STAMPATO. PORTAGOMMA SMONTABILI
Codice Desc Per acetilene. Per impugnatura n/s art
 Ossigas Cannello a lance intercambiabili Impiego universale. Per saldatura, saldobrasatura e taglio di spessori da 0,4-175. Corpo monoblocco in alluminio stampato. Portagoa smontabili per tubo 6 10. Codice
Ossigas Cannello a lance intercambiabili Impiego universale. Per saldatura, saldobrasatura e taglio di spessori da 0,4-175. Corpo monoblocco in alluminio stampato. Portagoa smontabili per tubo 6 10. Codice
Brasatura leghe e disossidanti
 Brasatura leghe e disossidanti www.stella-welding.com Termoidraulica Condizionamento Refrigerazione Meccanica generale Hobbistica Nasce STARBRAZE, la nuova linea di prodotti dedicata ai professionisti
Brasatura leghe e disossidanti www.stella-welding.com Termoidraulica Condizionamento Refrigerazione Meccanica generale Hobbistica Nasce STARBRAZE, la nuova linea di prodotti dedicata ai professionisti
Guida pratica. Brasatura al cannello con la fiamma acetilenica.
 Guida pratica. Brasatura al cannello con la fiamma acetilenica. Indice: 1. Procedimento 2. Presupposti per la brasatura alla fiamma 3. Varianti del procedimento 4. Procedimento di brasatura 5. Brasatura
Guida pratica. Brasatura al cannello con la fiamma acetilenica. Indice: 1. Procedimento 2. Presupposti per la brasatura alla fiamma 3. Varianti del procedimento 4. Procedimento di brasatura 5. Brasatura
Guida pratica. Formatura. Cordone di saldatura senza protezione della radice. Cordone di saldatura con protezione della radice
 Guida pratica. Formatura. Indice: 1. Perché formatura? 2. Forming gas materiali 3. Dispositivi per la formatura 4. Note applicative 5. Sicurezza del lavoro Cordone di saldatura senza protezione della radice
Guida pratica. Formatura. Indice: 1. Perché formatura? 2. Forming gas materiali 3. Dispositivi per la formatura 4. Note applicative 5. Sicurezza del lavoro Cordone di saldatura senza protezione della radice
Codice Desc Per acetilene. Per impugnatura n/s art
 Ossigas Cannello a lance intercambiabili Impiego universale. Per saldatura, saldobrasatura e taglio di spessori da 0,4-175. Corpo monoblocco in alluminio stampato. Portagoa smontabili per tubo 6 10. 4020002700
Ossigas Cannello a lance intercambiabili Impiego universale. Per saldatura, saldobrasatura e taglio di spessori da 0,4-175. Corpo monoblocco in alluminio stampato. Portagoa smontabili per tubo 6 10. 4020002700
GAS TECNICI, ALIMENTARI E REFRIGERANTI. Riduttori di pressione. Gas compressi in bombole e pacchi bombole
 GAS TECNICI, ALIMENTARI E REFRIGERANTI Gas compressi in bombole e pacchi bombole OSSIGENO ACETILENE e PROPANO (GPL) AZOTO ARGON ARGON/CO2 CO2 (diossido di carbonio) IDROGENO ELIO ARIA COMPRESSA ARIA SUPERPURA
GAS TECNICI, ALIMENTARI E REFRIGERANTI Gas compressi in bombole e pacchi bombole OSSIGENO ACETILENE e PROPANO (GPL) AZOTO ARGON ARGON/CO2 CO2 (diossido di carbonio) IDROGENO ELIO ARIA COMPRESSA ARIA SUPERPURA
Mondial Costruzioni S.p.A. Via Appia Antica Roma (Roma) DATA: 07/11/2017 REVISIONE: R1 MOTIVAZIONE: PRIMA EMISSIONE. in collaborazione con
 DATA: 07/11/2017 REVISIONE: R1 MOTIVAZIONE: PRIMA EMISSIONE. in collaborazione con") Mondial Costruzioni S.p.A. Via Appia Antica - 00179 Roma (Roma) VALUTAZIONE DEL RISCHIO ROA (operazioni di saldatura) relazione sulla valutazione del rischio derivante dall'esposizione a radiazioni ottiche
Mondial Costruzioni S.p.A. Via Appia Antica - 00179 Roma (Roma) VALUTAZIONE DEL RISCHIO ROA (operazioni di saldatura) relazione sulla valutazione del rischio derivante dall'esposizione a radiazioni ottiche
N. Ind. / _ N. riga storia lavorativa padre _ madre _ SALDATURA. Quali altre attività erano presenti oltre a quella principale dell unità produttiva:
 SALDATURA Può descriverci ora con parole sue la mansione che svolgeva? Con quale frequenza svolgeva queste operazioni? Le svolgeva ogni: giorno _ n ore settimana _ n ore mese _ n ore non so _ Quali altre
SALDATURA Può descriverci ora con parole sue la mansione che svolgeva? Con quale frequenza svolgeva queste operazioni? Le svolgeva ogni: giorno _ n ore settimana _ n ore mese _ n ore non so _ Quali altre
SALDATURA ELETTRICA AD ARCO
 SALDATURA ELETTRICA AD ARCO ( Metal inert gas MIG Metal active gas MAG ) GENERALITA La saldatura MIG (Metal-arc Inert Gas) o MAG (Metal-arc Active Gas) (l'unica differenza fra le due è il gas che viene
SALDATURA ELETTRICA AD ARCO ( Metal inert gas MIG Metal active gas MAG ) GENERALITA La saldatura MIG (Metal-arc Inert Gas) o MAG (Metal-arc Active Gas) (l'unica differenza fra le due è il gas che viene
Corso di Tecnologia Meccanica ( ING/IND16) CF 8. Saldature. Sistemi di Produzione/ Tecnologia Meccanica
 CF 8. Saldature. Sistemi di Produzione/ Tecnologia Meccanica") Corso di Tecnologia ( ING/IND16) CF 8 Saldature Saldatura: Processo di unione permanente di due componenti meccanici. Variabili principali: Lega da saldare Spessore delle parti Posizione di saldatura Produzione
Corso di Tecnologia ( ING/IND16) CF 8 Saldature Saldatura: Processo di unione permanente di due componenti meccanici. Variabili principali: Lega da saldare Spessore delle parti Posizione di saldatura Produzione
I metodi. di saldatura e di giunzione
 I metodi di saldatura e di giunzione Processi di Saldatura ad arco Gas Inerte Tungsteno (TIG), Gas Inerte Metallo (MIG), Gas Attivo Metallo ( MAG ), Arco-plasma (PAW), Micro-Plasma Processi Power Beam
I metodi di saldatura e di giunzione Processi di Saldatura ad arco Gas Inerte Tungsteno (TIG), Gas Inerte Metallo (MIG), Gas Attivo Metallo ( MAG ), Arco-plasma (PAW), Micro-Plasma Processi Power Beam
DISCOVERY 300 T. Italiano SYN. 2,5KHz
 SYN DISCOVERY 300 T 2,5KHz Italiano 300 T: Applicazioni Le dimensioni ed il rapporto pesopotenza erogata/ciclo termico lo rendono la migliore scelta sul mercato. Facile da trasportare, solo 19,0 kg, risulta
SYN DISCOVERY 300 T 2,5KHz Italiano 300 T: Applicazioni Le dimensioni ed il rapporto pesopotenza erogata/ciclo termico lo rendono la migliore scelta sul mercato. Facile da trasportare, solo 19,0 kg, risulta
UTENSILERIA. Realizzare. una saldatura a gas
 UTENSILERIA 01 Realizzare una saldatura a gas 1 I diversi tipi di saldatura La brasatura Saldatura di due pezzi di metallo per fusione grazie ad un metallo di apporto. Questo vale a dire che il metallo
UTENSILERIA 01 Realizzare una saldatura a gas 1 I diversi tipi di saldatura La brasatura Saldatura di due pezzi di metallo per fusione grazie ad un metallo di apporto. Questo vale a dire che il metallo
PRINCIPI DELLA BRASATURA
 ITALBRAS SpA Strada Del Balsego, 6 36100 Vicenza Telefono: 0039 0444 347500 Fax: 0039 0444 347501 Email: info@italbras.it Internet: www.italbras.it PRINCIPI DELLA BRASATURA 1) I Principi della Brasatura
ITALBRAS SpA Strada Del Balsego, 6 36100 Vicenza Telefono: 0039 0444 347500 Fax: 0039 0444 347501 Email: info@italbras.it Internet: www.italbras.it PRINCIPI DELLA BRASATURA 1) I Principi della Brasatura
Taglio PLASMA. Introduzione pag. 54. Tecnologia Inverter. SHARP 10 K pag. 58. Capitolo 4. SHARP 22 pag. 59. Tecnologia a trasformatore
 Capitolo Taglio Introduzione pag. Impianti per il taglio manuale Tecnologia Inverter SHARP 0 pag. 7 SHARP 0 K pag. 8 SHARP pag. 9 Tecnologia a trasformatore SHARP M pag. 0 SHARP 0 M pag. Taglio SCHEMA
Capitolo Taglio Introduzione pag. Impianti per il taglio manuale Tecnologia Inverter SHARP 0 pag. 7 SHARP 0 K pag. 8 SHARP pag. 9 Tecnologia a trasformatore SHARP M pag. 0 SHARP 0 M pag. Taglio SCHEMA
Filo per saldatura di acciai generici. Filo per saldatura di acciaio inox AISI Saldatura a filo
 Filo per saldatura di acciai generici Filo per saldatura di tipo sg2 con esterno ramato di impiego universale indicato per acciai generici, tipo ad esempio FE45.52. Indicato per l'utilizzo in ogni settore
Filo per saldatura di acciai generici Filo per saldatura di tipo sg2 con esterno ramato di impiego universale indicato per acciai generici, tipo ad esempio FE45.52. Indicato per l'utilizzo in ogni settore
Guida pratica. Spianatura alla fiamma.
 Guida pratica. Spianatura alla fiamma. Indice: 1. Procedimento 2. Corretta esecuzione 3. Tipi di riscaldamento 4. Equipaggiamento 5. Ausili meccanici 6. Regole di lavoro 1. Procedimento Per la spianatura
Guida pratica. Spianatura alla fiamma. Indice: 1. Procedimento 2. Corretta esecuzione 3. Tipi di riscaldamento 4. Equipaggiamento 5. Ausili meccanici 6. Regole di lavoro 1. Procedimento Per la spianatura
DISCOVERY 220 T. P. F. C. Power Factor Corrector. Italiano
 DISCOVERY 220 T P. F. C. Power Factor Corrector Italiano Discovery 220T 220 T: Applicazioni Le dimensioni ed il rapporto pesopotenza erogata/ciclo termico lo rendono la migliore scelta sul mercato. Facile
DISCOVERY 220 T P. F. C. Power Factor Corrector Italiano Discovery 220T 220 T: Applicazioni Le dimensioni ed il rapporto pesopotenza erogata/ciclo termico lo rendono la migliore scelta sul mercato. Facile
Funzione Commessa Tipo Rev. 00 Numero Progressivo
 Il sistema informatico prevede la firma elettronica pertanto l'indicazione delle strutture e dei nominativi delle persone associate certifica l'avvenuto controllo. Elaborato del 01/10/2015 Pag. 1 di 10
Il sistema informatico prevede la firma elettronica pertanto l'indicazione delle strutture e dei nominativi delle persone associate certifica l'avvenuto controllo. Elaborato del 01/10/2015 Pag. 1 di 10
Guida pratica. Gas per la saldatura e la formatura.
 Guida pratica. Gas per la saldatura e la formatura. Indice: 1. Saldatura MAG 2. Saldatura MIG 3. Saldatura TIG 4. Saldatura al plasma 5. Formatura 6. Brasatura in atmosfera di gas inerte Gas di copertura
Guida pratica. Gas per la saldatura e la formatura. Indice: 1. Saldatura MAG 2. Saldatura MIG 3. Saldatura TIG 4. Saldatura al plasma 5. Formatura 6. Brasatura in atmosfera di gas inerte Gas di copertura
A completamento delle proposte Oxyturbo per la saldatura, non poteva mancare in catalogo tutto l'occorrente per la saldatura TIG.
 A completamento delle proposte Oxyturbo per la saldatura, non poteva mancare in catalogo tutto l'occorrente per la saldatura TIG. Saldatura TIG È un metodo di saldatura ad arco elettrico in atmosfera inerte.
A completamento delle proposte Oxyturbo per la saldatura, non poteva mancare in catalogo tutto l'occorrente per la saldatura TIG. Saldatura TIG È un metodo di saldatura ad arco elettrico in atmosfera inerte.
IL FERRO E LE SUE LEGHE
 IL FERRO E LE SUE LEGHE Il ferro e le sue leghe (ghise e acciai) costituiscono circa il 95% della produzione di metalli nel mondo, grazie al basso costo e alle ottime caratteristiche di resistenza. Vengono
IL FERRO E LE SUE LEGHE Il ferro e le sue leghe (ghise e acciai) costituiscono circa il 95% della produzione di metalli nel mondo, grazie al basso costo e alle ottime caratteristiche di resistenza. Vengono
TIG Una tecnica da scoprire
 TIG Una tecnica da scoprire Manuele Dabalà Dip. Ingegneria Industriale Università di Padova Introduzione Il TIG, Tungsten Inert Gas, è una tecnica di saldatura ottenuta mediante un arco elettrico tra un
TIG Una tecnica da scoprire Manuele Dabalà Dip. Ingegneria Industriale Università di Padova Introduzione Il TIG, Tungsten Inert Gas, è una tecnica di saldatura ottenuta mediante un arco elettrico tra un
Profili laminati di alta qualità
 L'acciaio antiusura Profili laminati di alta qualità STEEL FOR LIFE WARRANTY ESTRONG è un acciaio legato a basso contenuto di Carbonio e con elevati tenori di Boro, Molibdeno e Nichel, tali da ottimizzare
L'acciaio antiusura Profili laminati di alta qualità STEEL FOR LIFE WARRANTY ESTRONG è un acciaio legato a basso contenuto di Carbonio e con elevati tenori di Boro, Molibdeno e Nichel, tali da ottimizzare
LE OPERAZIONI DI SALDATURA
 asdf LE OPERAZIONI DI SALDATURA 17 December 2011 L'intento di questo articolo è quello di esporre, come sempre in via panoramica, un argomento studiato ai corsi che è quello delle saldature. Cosa è la
asdf LE OPERAZIONI DI SALDATURA 17 December 2011 L'intento di questo articolo è quello di esporre, come sempre in via panoramica, un argomento studiato ai corsi che è quello delle saldature. Cosa è la
Codice Desc. D mm 4020000300 513 2 250 4020000400 521 2.5 260 4020000500 539 3.25 360. Codice Desc. D mm 4020002100 616 2 300 4020002200 624 2.
 Elettrodi rutilici per acciai comuni Elettrodo con rivestimento rutile di medio spessore. Tipo di facile impiego, scorrevolissimo e di grande estetica. Arco dolce e silenzioso, spruzzi pressoche inesistenti,
Elettrodi rutilici per acciai comuni Elettrodo con rivestimento rutile di medio spessore. Tipo di facile impiego, scorrevolissimo e di grande estetica. Arco dolce e silenzioso, spruzzi pressoche inesistenti,
MATERIALI METALLICI. Piombo ( Pb ) Nichel ( Ni ) al carbonio o comuni
 Nichel ( Ni ) al carbonio o comuni") MATERIALI METALLICI Sono i materiali costituiti da metalli e loro leghe, ricavati dalla lavorazione di minerali attraverso dei processi metallurgici. Sono caratterizzati da una struttura chimica cristallina
MATERIALI METALLICI Sono i materiali costituiti da metalli e loro leghe, ricavati dalla lavorazione di minerali attraverso dei processi metallurgici. Sono caratterizzati da una struttura chimica cristallina
Lezione 4 acciaio: L acciaio da costruzione i collegamenti fra elementi
 Temec Acciaio Lezione 4 acciaio: L acciaio da costruzione i collegamenti fra elementi Prof. Maria Chiara Torricelli Università di Firenze Collegamenti per chiodatura, bullonatura, saldatura 03/12/2015
Temec Acciaio Lezione 4 acciaio: L acciaio da costruzione i collegamenti fra elementi Prof. Maria Chiara Torricelli Università di Firenze Collegamenti per chiodatura, bullonatura, saldatura 03/12/2015
A cura di: Marco Braghin
 POLISTUDIO A cura di: Marco Braghin Saldatura - Rischi Salute e Sicurezza v.01 1 Programma della giornata TEORIA Incidenza malattie professionali per i saldatori Processi di saldatura Il rischio chimico
POLISTUDIO A cura di: Marco Braghin Saldatura - Rischi Salute e Sicurezza v.01 1 Programma della giornata TEORIA Incidenza malattie professionali per i saldatori Processi di saldatura Il rischio chimico
Fusione nucleare: strutture resistenti al calore
 Fusione nucleare: strutture resistenti al calore I componenti del divertore nel tokamak direttamente affacciati al plasma si chiamano Plasma Facing Units (PFU) Essi sono costituiti da tubi di rame in cui
Fusione nucleare: strutture resistenti al calore I componenti del divertore nel tokamak direttamente affacciati al plasma si chiamano Plasma Facing Units (PFU) Essi sono costituiti da tubi di rame in cui
I METALLI E LE LEGHE. Materie prime (minerali), caratteristiche e principali impieghi. Proprietà. Leghe metalliche.
, caratteristiche e principali impieghi. Proprietà. Leghe metalliche.") I METALLI E LE LEGHE Materie prime (minerali), caratteristiche e principali impieghi. Proprietà. Leghe metalliche. Dai minerali ai metalli I METALLI sono elementi (chimici) che si trovano in natura sotto
I METALLI E LE LEGHE Materie prime (minerali), caratteristiche e principali impieghi. Proprietà. Leghe metalliche. Dai minerali ai metalli I METALLI sono elementi (chimici) che si trovano in natura sotto
Codice Desc. D mm 4020000300 513 2 250 4020000400 521 2.5 260 4020000500 539 3.25 360. Codice Desc. D mm 4020002100 616 2 300 4020002200 624 2.
 Elettrodi rutilici per acciai comuni Elettrodo con rivestimento rutile di medio spessore. Tipo di facile impiego, scorrevolissimo e di grande estetica. Arco dolce e silenzioso, spruzzi pressoche inesistenti,
Elettrodi rutilici per acciai comuni Elettrodo con rivestimento rutile di medio spessore. Tipo di facile impiego, scorrevolissimo e di grande estetica. Arco dolce e silenzioso, spruzzi pressoche inesistenti,
CICLO DI PRODUZIONE DELL ACCIAIO
 CICLO DI PRODUZIONE DELL ACCIAIO PRODUZIONE DELL ACCIAIO L acciaio è una lega ferro-carbonio nella quale il carbonio è contenuto in percentuali variabili tra 0,08% e 2,06% Oltre a questi elementi principali
CICLO DI PRODUZIONE DELL ACCIAIO PRODUZIONE DELL ACCIAIO L acciaio è una lega ferro-carbonio nella quale il carbonio è contenuto in percentuali variabili tra 0,08% e 2,06% Oltre a questi elementi principali
Il bronzo e l ottone per le facciate metalliche
 Il bronzo e l ottone per le facciate metalliche Tra le leghe di rame, il bronzo e l ottone presentano caratteristiche e finiture di grande attualità Tra i metalli utilizzati in edilizia bronzo e ottone,
Il bronzo e l ottone per le facciate metalliche Tra le leghe di rame, il bronzo e l ottone presentano caratteristiche e finiture di grande attualità Tra i metalli utilizzati in edilizia bronzo e ottone,
LEGHE RAME FOSFORO RISPARMIA CON HARRIS USANDO LE SUE LEGHE DI RAME CON CONTENUTO CONTROLLATO DI FOSFORO. Qualità standard Harris
 The Harris Products Group è l unica azienda all avanguardia nella tecnologia sul controllo del contenuto di fosforo nelle leghe per saldobrasatura. L intervallo di fusione delle leghe è talmente preciso
The Harris Products Group è l unica azienda all avanguardia nella tecnologia sul controllo del contenuto di fosforo nelle leghe per saldobrasatura. L intervallo di fusione delle leghe è talmente preciso
Introduzione. Durezza HB N/mm 2 Valore minimo
 Sommario L alluminio sta progressivamente acquisendo sempre maggiore importanza nelle applicazioni industriali di ogni genere. L alluminio e le sue leghe possono essere unite tramite il processo di brasatura
Sommario L alluminio sta progressivamente acquisendo sempre maggiore importanza nelle applicazioni industriali di ogni genere. L alluminio e le sue leghe possono essere unite tramite il processo di brasatura
Profili laminati di alta qualità
 L'acciaio antiusura Profili laminati di alta qualità ESTRONG è un acciaio legato a basso contenuto di Carbonio e con elevati tenori di Boro, Molibdeno e Nichel, tali da ottimizzare le caratteristiche meccaniche
L'acciaio antiusura Profili laminati di alta qualità ESTRONG è un acciaio legato a basso contenuto di Carbonio e con elevati tenori di Boro, Molibdeno e Nichel, tali da ottimizzare le caratteristiche meccaniche
LA FORMAZIONE DEL TRUCIOLO. Forza di strappamento (o Forza di taglio) e Sforzo di strappamento
 e Sforzo di strappamento") LA FORMAZIONE DEL TRUCIOLO Forza di strappamento (o Forza di taglio) e Sforzo di strappamento La forza necessaria per l asportazione del truciolo è detta Forza di strappamento (o Forza di taglio): F s
LA FORMAZIONE DEL TRUCIOLO Forza di strappamento (o Forza di taglio) e Sforzo di strappamento La forza necessaria per l asportazione del truciolo è detta Forza di strappamento (o Forza di taglio): F s
SALDATURA E TAGLIO DEI METALLI
 PATENTINO PER PERFORATORE DI POZZI PER ACQUA TECNICHE E PROCEDURE PER LA COSTRUZIONE IN SICUREZZA DI POZZI PER ACQUA SALDATURA E TAGLIO DEI METALLI 2 LA SALDATURA OSSI-ACETILENICA REGOLAZIONE RIDUTTORE
PATENTINO PER PERFORATORE DI POZZI PER ACQUA TECNICHE E PROCEDURE PER LA COSTRUZIONE IN SICUREZZA DI POZZI PER ACQUA SALDATURA E TAGLIO DEI METALLI 2 LA SALDATURA OSSI-ACETILENICA REGOLAZIONE RIDUTTORE
I METALLI: ELEMENTI NATURALI
 I METALLI: ELEMENTI NATURALI Gli elementi che si trovano in natura possono essere classificati come: METALLI NON METALLI SEMI METALLI ESEMPI: Oro, argento, rame, ferro, alluminio, mercurio... CARATTERISTICHE:
I METALLI: ELEMENTI NATURALI Gli elementi che si trovano in natura possono essere classificati come: METALLI NON METALLI SEMI METALLI ESEMPI: Oro, argento, rame, ferro, alluminio, mercurio... CARATTERISTICHE:
AGENTI CHIMICI E CANCEROGENI GENERATI DALLE DIVERSE TECNICHE DI SALDATURA
 AGENTI CHIMICI E CANCEROGENI GENERATI DALLE DIVERSE TECNICHE DI SALDATURA 1 Saldatura In metalmeccanica, giunzione di pezzi di metallo (metallo base) resi plastici o liquidi: dal calore, dalla pressione
AGENTI CHIMICI E CANCEROGENI GENERATI DALLE DIVERSE TECNICHE DI SALDATURA 1 Saldatura In metalmeccanica, giunzione di pezzi di metallo (metallo base) resi plastici o liquidi: dal calore, dalla pressione
Il ferro Il ferro in natura minerali di ferro Il ferro (Fe) minerali ferrosi Magnetite Ematite rossa Limonite Siderite Pirite
 minerali ferrosi Magnetite Ematite rossa Limonite Siderite Pirite") Le leghe ferrose Il Ferro I termini ferro, acciaio e ghisa definiscono tre prodotti siderurgici assai diversi per aspetto e proprietà tecnologiche, ma molto simili per composizione chimica. FERRO Il ferro
Le leghe ferrose Il Ferro I termini ferro, acciaio e ghisa definiscono tre prodotti siderurgici assai diversi per aspetto e proprietà tecnologiche, ma molto simili per composizione chimica. FERRO Il ferro
Saldatura. Lezioni di Tecnologia Meccanica. Prof. Sanna Luciano
 Saldatura Introduzione Con il termine saldatura si intende un processo di unione di pezzi metallici, con o senza metallo d'apporto, mediante fusione graduale del metallo di base. Nel caso della saldatura
Saldatura Introduzione Con il termine saldatura si intende un processo di unione di pezzi metallici, con o senza metallo d'apporto, mediante fusione graduale del metallo di base. Nel caso della saldatura
Catalogo Elettrodi DESCRIZIONE ELETTRODI RUTILI E BASICI PER ACCIAI NON LEGATI E DEBOLMENTE LEGATI.
 Catalogo Elettrodi TIPO 30 S 49 DESCRIZIONE ELETTRODI RUTILI E BASICI PER ACCIAI NON LEGATI E DEBOLMENTE LEGATI. Elettrodo rutil-cellulosico universale. Tutte posizioni. Indicato per verticale discendente
Catalogo Elettrodi TIPO 30 S 49 DESCRIZIONE ELETTRODI RUTILI E BASICI PER ACCIAI NON LEGATI E DEBOLMENTE LEGATI. Elettrodo rutil-cellulosico universale. Tutte posizioni. Indicato per verticale discendente
Ferro e le sue leghe
 Ferro e le sue leghe Il ferro è uno dei metalli più abbondanti sulla terra e anche il più importante. Si trova sotto forma di minerale, legato a altri elementi e quindi deve essere estratto con processi
Ferro e le sue leghe Il ferro è uno dei metalli più abbondanti sulla terra e anche il più importante. Si trova sotto forma di minerale, legato a altri elementi e quindi deve essere estratto con processi
SALDATURA AD ARCO SOMMERSO
 SALDATURA SALDATURA AD ARCO SOMMERSO La saldatura ad arco sommerso (SAW - Submerged Arc Welding nella terminologia AWS) è un saldatura ad arco a filo continuo sotto protezione di scoria. Il fatto che l
SALDATURA SALDATURA AD ARCO SOMMERSO La saldatura ad arco sommerso (SAW - Submerged Arc Welding nella terminologia AWS) è un saldatura ad arco a filo continuo sotto protezione di scoria. Il fatto che l
Verifica dei Concetti 11.1
 Verifica dei Concetti 11.1 Domanda: Spiegare brevemente perché gli acciai inossidabili austenitici e ferritici non si possono trattare termicamente. Suggerisce di consultare la prima parte della Sezione
Verifica dei Concetti 11.1 Domanda: Spiegare brevemente perché gli acciai inossidabili austenitici e ferritici non si possono trattare termicamente. Suggerisce di consultare la prima parte della Sezione
Discovery 220T TIG - MMA. Led presenza tensione sulle uscite. Led comando a distanza. Led allarme generale. Encoder: corrente di saldatura/parametri
 ITA TIG - MMA Led presenza tensione sulle uscite Led comando a distanza Led allarme generale Q START DYNAMIC ARC MULTI-TACK Encoder: corrente di saldatura/parametri Tasto gestione Job Tasto per selezione
ITA TIG - MMA Led presenza tensione sulle uscite Led comando a distanza Led allarme generale Q START DYNAMIC ARC MULTI-TACK Encoder: corrente di saldatura/parametri Tasto gestione Job Tasto per selezione
FUMI DA SALDATURA AL PLASMA FUMI DA SALDATURA "MAG" POLVERI METALLICHE AERODISPERSE DOCENTI FUMI DA OSSITAGLIO...
 SCHEDE DI VALUTAZIONE DEL RISCHIO CHIMICO PRESSO IL LABORATORIO DI SALDATURA 1 INDICE STUDENTI... 3 FUMI DA OSSITAGLIO... 3 FUMI DA SALDATURA AL PLASMA... 5 FUMI DA SALDATURA "MAG"... 7 POLVERI METALLICHE
SCHEDE DI VALUTAZIONE DEL RISCHIO CHIMICO PRESSO IL LABORATORIO DI SALDATURA 1 INDICE STUDENTI... 3 FUMI DA OSSITAGLIO... 3 FUMI DA SALDATURA AL PLASMA... 5 FUMI DA SALDATURA "MAG"... 7 POLVERI METALLICHE
NUOVO! Dischi fibrati COMBICLICK un sistema brevettato di attacco rapido ed autoraffreddante
 un sistema brevettato di attacco rapido ed autoraffreddante NUOVO! Fino al 25% in più di asportazione. Fino al 30% in meno di usura dell utensile. Fino al 30% in meno di riscaldamento del pezzo. Tempi
un sistema brevettato di attacco rapido ed autoraffreddante NUOVO! Fino al 25% in più di asportazione. Fino al 30% in meno di usura dell utensile. Fino al 30% in meno di riscaldamento del pezzo. Tempi
Saldatura MAG di acciai inox.
 Guida pratica. Saldatura MAG di acciai inox. Indice: 1. Gas di copertura 2. Impianto di saldatura 3. Regolazioni 4. Predisposizione della saldatura attuazione del procedimento 5. Garanzia della resistenza
Guida pratica. Saldatura MAG di acciai inox. Indice: 1. Gas di copertura 2. Impianto di saldatura 3. Regolazioni 4. Predisposizione della saldatura attuazione del procedimento 5. Garanzia della resistenza
PRINCIPALI LAVORAZIONI MECCANICHE
 di Tecnologia Meccanica PRINCIPALI LAVORAZIONI MECCANICHE A cura dei proff. Morotti Giovanni e Santoriello Sergio GENERALITA Si intende per lavorazione meccanica una operazione eseguita manualmente o facendo
di Tecnologia Meccanica PRINCIPALI LAVORAZIONI MECCANICHE A cura dei proff. Morotti Giovanni e Santoriello Sergio GENERALITA Si intende per lavorazione meccanica una operazione eseguita manualmente o facendo
SALDAMENTE T U T T O Q U E L L O C H E T I S E R V E P E R S A L D A R E
 SALDAMENTE TUTTO QUELLO CHE TI SERVE PER SALDARE I N T R O D U Z I O N E Finalmente ci siamo! Dopo mesi di duro lavoro il corso è completo. Ho voluto realizzare questo PDF per darti l'idea di come sarà
SALDAMENTE TUTTO QUELLO CHE TI SERVE PER SALDARE I N T R O D U Z I O N E Finalmente ci siamo! Dopo mesi di duro lavoro il corso è completo. Ho voluto realizzare questo PDF per darti l'idea di come sarà
Corso di Tecnologia Meccanica
 Corso di Tecnologia Meccanica Modulo 5 Tecnologie di saldatura LIUC - Ingegneria Gestionale 1 La saldatura È un processo di unione permanente di due componenti meccanici effettuabile con diversi procedimenti
Corso di Tecnologia Meccanica Modulo 5 Tecnologie di saldatura LIUC - Ingegneria Gestionale 1 La saldatura È un processo di unione permanente di due componenti meccanici effettuabile con diversi procedimenti
per tagliare tubi con pareti spesse senza lavorazioni successive
 TAGLIATUBI per tagliare tubi con pareti spesse senza lavorazioni successive Macchina Tagliatubi estremamente leggera Serraggio e orientamento facili e sicuri Lavorazione più precisa per una saldatura perfetta
TAGLIATUBI per tagliare tubi con pareti spesse senza lavorazioni successive Macchina Tagliatubi estremamente leggera Serraggio e orientamento facili e sicuri Lavorazione più precisa per una saldatura perfetta
per tagliare tubi con pareti spesse senza lavorazioni successive
 TAGLIATUBI per tagliare tubi con pareti spesse senza lavorazioni successive Macchina Tagliatubi estremamente leggera Serraggio e orientamento facili e sicuri Lavorazione più precisa per una saldatura perfetta
TAGLIATUBI per tagliare tubi con pareti spesse senza lavorazioni successive Macchina Tagliatubi estremamente leggera Serraggio e orientamento facili e sicuri Lavorazione più precisa per una saldatura perfetta
SALDATRICI PER RESISTENZA A MEDIA FREQUENZA IN CORRENTE CONTINUA CON ALIMENTAZIONE TRIFASE
 SALDATRICI PER RESISTENZA A MEDIA FREQUENZA IN CORRENTE CONTINUA CON ALIMENTAZIONE TRIFASE Le puntatrici della serie, con inverter a media frequenza, rappresentano la risposta più adeguata alle sempre
SALDATRICI PER RESISTENZA A MEDIA FREQUENZA IN CORRENTE CONTINUA CON ALIMENTAZIONE TRIFASE Le puntatrici della serie, con inverter a media frequenza, rappresentano la risposta più adeguata alle sempre
Università degli Studi di Trieste. Saldatura Taglio
 Saldatura Taglio Generalità Saldatura: introduzione Introduzione La saldatura è un procedimento tecnologico che permette di aumentare la massa complessiva di un componente mediante l unione permanente
Saldatura Taglio Generalità Saldatura: introduzione Introduzione La saldatura è un procedimento tecnologico che permette di aumentare la massa complessiva di un componente mediante l unione permanente
Elettrodi per Acciai al Carbonio
 Elettrodi per Acciai al Carbonio LA/6013 AWS A5.1: E 6013 - EN 2560-A: E 42 0 RR 12 Elettrodo con rivestimento rutilico di impiego generale, adatto all unione di acciai da costruzione non legati. Da utilizzarsi
Elettrodi per Acciai al Carbonio LA/6013 AWS A5.1: E 6013 - EN 2560-A: E 42 0 RR 12 Elettrodo con rivestimento rutilico di impiego generale, adatto all unione di acciai da costruzione non legati. Da utilizzarsi
Domanda: Ci si potrebbe aspettare che il ferro si corroda in acqua di elevata purezza? Perché o perché no?
 Verifica dei Concetti 17.1 Domanda: Ci si potrebbe aspettare che il ferro si corroda in acqua di elevata purezza? Perché o perché no? Risposta: Il ferro potrebbe non corrodersi in acqua di elevata purezza
Verifica dei Concetti 17.1 Domanda: Ci si potrebbe aspettare che il ferro si corroda in acqua di elevata purezza? Perché o perché no? Risposta: Il ferro potrebbe non corrodersi in acqua di elevata purezza
Produzione di titanio metallico puro.
 Leghe di Titanio Produzione di titanio metallico puro. Il titanio e le sue leghe sono classificati in tre grandi categorie in base alle fasi predominanti presenti nella microstruttura a temperatura ambiente.
Leghe di Titanio Produzione di titanio metallico puro. Il titanio e le sue leghe sono classificati in tre grandi categorie in base alle fasi predominanti presenti nella microstruttura a temperatura ambiente.
Refrattari. Catalogo SEPR
 Refrattari Il forno è costruito su una struttura in carpenteria metallica sovrapponendo a secco i mattoni refrattari. La tenuta è garantita da cornici metalliche che tengono premuti assieme i mattoni.
Refrattari Il forno è costruito su una struttura in carpenteria metallica sovrapponendo a secco i mattoni refrattari. La tenuta è garantita da cornici metalliche che tengono premuti assieme i mattoni.
I materiali e le loro proprietà. Materiali
 Materiali I materiali e le loro proprietà Materiali 2. Le proprietà dei materiali LE PROPRIETÀ DEI MATERIALI SI DIVIDONO IN: proprietà fisiche e chimiche proprietà meccaniche proprietà tecnologiche 3.
Materiali I materiali e le loro proprietà Materiali 2. Le proprietà dei materiali LE PROPRIETÀ DEI MATERIALI SI DIVIDONO IN: proprietà fisiche e chimiche proprietà meccaniche proprietà tecnologiche 3.
COMBICLICK -Dischi fibrati con sistema brevettato a serraggio rapido ed autoraffreddante
 con sistema brevettato a serraggio rapido ed autoraffreddante COOL QUICK COMBICLICK Riduzione del carico termico di utensile e pezzo Capacità di asportazione eccellente ed ottima durata Superficie uniforme
con sistema brevettato a serraggio rapido ed autoraffreddante COOL QUICK COMBICLICK Riduzione del carico termico di utensile e pezzo Capacità di asportazione eccellente ed ottima durata Superficie uniforme