in funzione dell angolo γ in funzione della velocità di taglio Ft serve principalmente per la determinazione della potenza di taglio
|
|
|
- Benvenuto Locatelli
- 8 anni fa
- Visualizzazioni
Transcript
 alla potenza di taglio Fr determina principalmente l inflessione del pezzo e quindi le tolleranze di lavorazione non contribuisce alla potenza di")
1 in funzione dell angolo γ Ft serve principalmente per la determinazione della potenza di taglio in funzione della velocità di taglio Fa influenza inflessione utensile, contribuisce (poco) alla potenza di taglio Fr determina principalmente l inflessione del pezzo e quindi le tolleranze di lavorazione non contribuisce alla potenza di taglio 21

2 Potenza di lavorazione Potenza di taglio: - Velocità di taglio - Forza di taglio ( P = L / t = F s / t = F V ) Potenza di avanzamento: - Velocità di avanzamento - Forza di avanzamento Potenza di repulsione: - Velocità di repulsione - Forza di repulsione Dati noti: Vt, Ft, Va, Vr inoltre: Fr = % Ft Fa = 20-30% Ft P = Vt Ft + Va Fa 22

3 Parametri di lavorazione Utensile Forma dell utensile - angolo di spoglia frontale γ diminuisce F t truciolo fluente migliora finitura superficiale minori potenze minore usura utensile utensile meno robusto sgrossatura max 6 finitura fino a 20 (alluminio) - angolo di spoglia dorsale α evita strisciamento del dorso dell utensile evita danneggiamento superficie lavorata deve essere - piccolo per non indebolire l utensile - grande per non causare strisciamento - grande se E è piccolo (alluminio) acciai 6-8 Al
 acciai 6-8 Al")
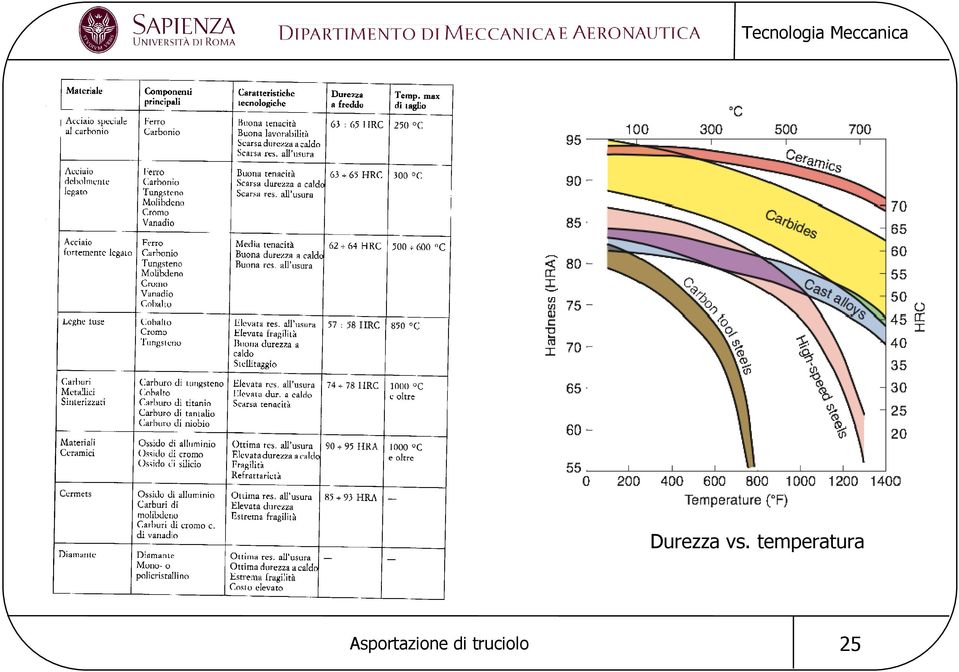
4 Materiali dell utensile - Effetti termici - Effetti meccanici - Usura - Durezza alta temperatura - Elevata resistenza meccanica statica e dinamica ad alta temperatura - Resistenza all abrasione I materiali per utensili nella storia 24

5 Durezza vs. temperatura 25
6 durezza a caldo vs. tenacità 26

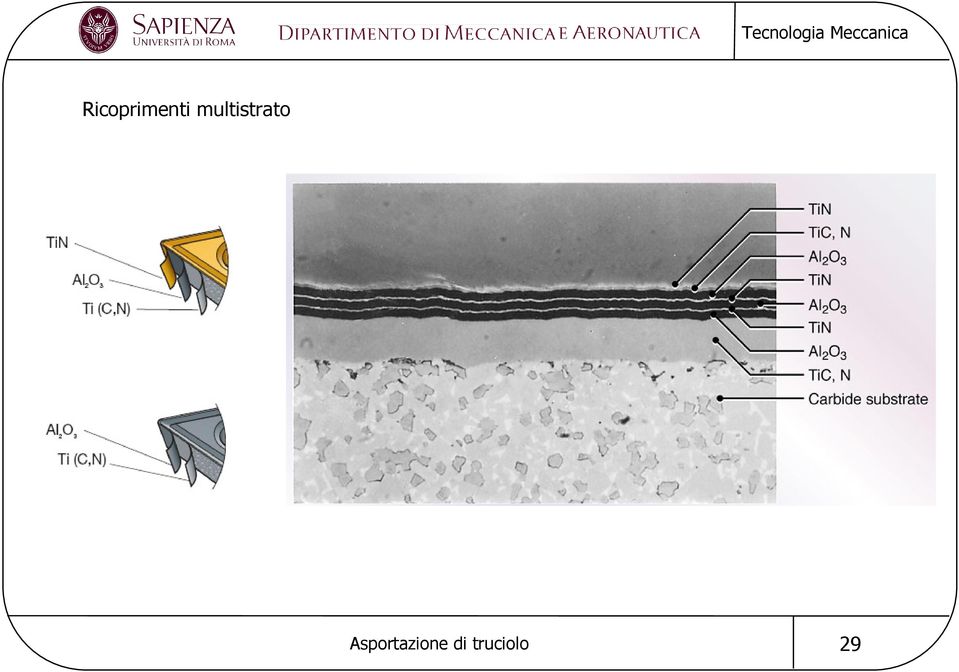
7 Acciai alto legati medio carbonio (0.7) alto contenuto di elementi di lega (W 18%, 4 Cr, 2.5 Co, 1 V) adeguato TT --> formazione di WC e CrC grani fini (Cr) resistenza all usura (V 4 C 3 ) durezza a caldo (Co in soluzione) fucinatura (900 C) tempra (1250 C) rinvenimento (580 C) X75W18KUTF X80WCo1818KUTF Vt 80 m / min Carburi sinterizzati WC (>90%), Co (legante, <10%) TiC resistenza all usura TaC resistenza alla craterizzazione NbC tenacità, durezza a caldo Vt 200 m / min Carburi ricoperti TiN TiC Al 2 O 3 TiCN ZrN ottima resistenza all usura, buona tenacità 27
 TiC resistenza all usura TaC resistenza alla craterizzazione NbC tenacità, durezza a caldo Vt 200 m / min Carburi ricoperti TiN TiC Al")
8 Produzione inserti sinterizzati in WC 28

9 Ricoprimenti multistrato 29
10 Utilizzo inserti sinterizzati Rompi-truciolo Porta-utensili 30

11 Tipi di bloccaggio 31

12 Materiale in lavorazione Lavorabilità attitudine del materiale ad essere lavorato per asportazione di truciolo (truciolabilità?) criteri per valutare la lavorabilità di un materiale finitura superficiale vita utensile forze e potenze evacuazione del truciolo Le prove per determinare la lavorabilità devono necessariamente essere di tipo tecnologico: usura utensile (microscopia), forze di taglio (dinamometri), finitura superficiale (rugosimetri) determinati nelle condizioni di lavoro, per certi set di parametri tecnologici 32
, finitura superficiale (rugosimetri) determinati nelle condizioni di lavoro, per certi set di parametri")
13 Dipende da varie caratteristiche - del materiale - composizione chimica - lavorazioni / trattamenti deformazione plastica subiti in precedenza incrudimento ricristallizzazione trattamenti termici - caratteristiche strutturali fasi dimensioni dei grani orientazione dei grani - della tecnologia / lavorazione sgrossatura / finitura fresatura concorde / discorde lubro-refrigerazione - dell utensile materiale angoli di spoglia rompitruciolo 33

14 Acciai al piombo (particelle lubrificanti) Ghise fragili allo zolfo (particelle infragilizzanti) truciolo corto al calcio (particelle desossidanti) abrasività cementite al carbonio (vedi HB -> Ks) inox - tenacità (austenitici) Compositi sollecitazioni variabili - abrasività (martensitici) urti/usura/vibrazioni Alluminio bassa HB Ottone truciolo corto buona finitura superficiale lunga durata utensili alta Vt Magnesio basso Ks Leghe Ni alta R ad alta temperatura incrudimento / tenacità Titanio bassa conducibilità termica / alto Ks 34

15 Cause: - deformazione plastica zona primaria - attrito utensile truciolo - deformazione zona secondaria Dipende da: - Vt velocità di taglio - Ks energia specifica di taglio - ho spessore truciolo - c calore specifico - λ conducibilità termica Temperatura di taglio Si ripartisce: - utensile - pezzo - truciolo R Q = Q + Q pezzo utensile truciolo R aumenta se λ u / λ m aumenta T V h a t b 0 a b HSS WC

16 36

17 Stima della temperatura Analisi sperimentale utensile può: essere toccato essere visto non essere toccato né visto isolante contatto elettrico I caso mercuri o 37

18 II caso pirometro fresa pezzo macchina utensile 38

19 III caso termocoppia pirometro 39

20 Analisi numerica modellazione del processo, ad esempio con Equazioni di Fourier sulla trasmissione del calore Analisi dimensionale assumendo come variabili del processo di taglio 1. V t (m / min) velocità di taglio [ L t -1 ] 2. A (mm 2 ) sezione del truciolo [ L 2 ] 3. k s (J / mm2) energia specifica di taglio [ M L -1 t -2 ] 4. λ (W / m K) conducibilità termica del materiale [ M L t -3 T -1 ] 5. ρc (J / mm 3 K) calore specifico (per unità di volume) [ M L -1 t -2 T -1 ] 6. T temperatura [ T ] 40
![A (mm 2 ) sezione del truciolo [ L 2 ] 3. k s (J / mm2) energia specifica di taglio [ M L -1 t -2 ] 4.](/docs-images/46/10138266/images/page_20.jpg "λ (W / m K) conducibilità termica del materiale [ M L t -3 T -1 ] 5.")
21 si determinano le 2 grandezze adimensionali: 1 2 (,,,, ) (,,,, ) Q = f V λ ρc K T = V K λ ρc T a b c d t s t s Q = f V λ ρc K A = V K λ ρc A e f g i t s t s affinché le grandezze siano adimensionali la somma degli esponenti di tutte le dimensioni devono essere = a a b b 2b c c 3c c d d d 2d Q = L t M L t M L t T M L T t T e e f f 2 f g g 3g g i i i 2i 2 Q = L t M L t M L t T M L T t L L a b + c d = 0 L e f + g 1+ 2 = 0 a = 0 e = 2 M b c d 0 M f g i 0 b = + + = = f = 0, t a 2b 3c 2d = 0 t e 2 f 3g 2i = 0 c = 0 g = 2 T c d 1 0 T g i 0 d 1 + = = = i = 2 41
22 quindi: Q 1 = T Ks ρc Q V A λ 2 t 2 = 2 ( ρc) 2 Sperimentalmente si trova fra Q 1 e Q 2 una relazione empirica: Log Q 1 Q 1 = C 0 Q 2 n per gli acciai : C 0 = 0.4 n = 0.3 (0.5) quindi (per n = 0.3): Log Q 2 Τ = C o K s V t 0.6 A 0.3 / λ 0.6 (ρc)

23 Formazione del tagliente di riporto Built Up Edge (BUE) Truciolo Deposito Tagliente di riporto Utensile Deposito Pezzo 43
24 Riduzione del tagliente di riporto: Aumento della temperatura all interfaccia + velocità di taglio Miglioramento delle condizione di attrito - velocità di taglio + temperuta ambiente + angolo di spoglia frontale + lubrificazione 44
25 Meccanismi di fuori servizio utensile deformazioni plastiche rottura fragile usura progressiva modifica forma utensile improvvisa progressiva angoli di taglio dimensioni 45
26 Usura utensili Meccanismi di usura: - adesione - abrasione - diffusione - fatica Modifica forma utensile: - cratere di usura - labbro di usura Conseguenze: - aumento di Ft - aumento di T - indebolimento utensile 46
27 Principali forme di Usura degli utensili Usura sul fianco Craterizzazione Deformazione plastica Intaglio sul tagliente secondario Microfessurazione termica Criccatura da fatica meccanica Scheggiatura Rottura Tagliente di riporto 47
28 Misura dell usura diretta - microscopio - rugosimetro - fotografia (analisi di immagini) - pesate differenziali indiretta - isotopi radioattivi - finitura superficiale - misura delle forze - misura della temperatura - vibrazioni 48
29 Usura dorsale labbro d usura VB VB VB a: rottura del filo tagliente b: usura progressiva a V costante c: aumento catastrofico A B C Tempo di contatto 49
30 Usura progressiva Vb [mm] Tem po di lavorazione [s] Utensile WC non rivestito Materiale: Al6061 con 10% Al 2 O 3 50
31 Usura frontale Volume del cratere volume cratere V t adesione, tagliente di riporto diffusione, reazioni chimiche tempo di contatto velocità di craterizzazione acciaio superrapido carburo C temperatura superficie utensile 51
32 Criteri di usura Un utensile deve essere cambiato quando: - la lavorazione supera i limiti di tolleranza - la rugosità supera i valori ammissibili - il labbro di usura è troppo grande Labbro di usura il petto dell utensile presenta un cratere troppo grande Cratere di usura KT / KM 0.1 KT f 52
33 Durata utensili Influenzata da - materiale da lavorare - spessore truciolo - angolo di spoglia frontale - velocità di taglio - lubrorefrigerazione Ln D u approccio sperimentale Ln V t 53
34 Relazione di Taylor ottenuta empiricamente con ripetute prove, con diversi materiali, diversi angoli, diverse condizioni di taglio V t x D u n = C 0.28 WC n 0.12 HSS 0.70 Ceramici C dipende da criterio di usura geometria utensile rapporto di forma del truciolo tipo di lavorazione materiale in lavorazione 54
35 Vita utensile per varie velocità di taglio e vari criteri di usura In un certo (limitato) campo la relazione è lineare 55
36 matematicamente graficamente 1 1 ln Du = lnvt + ln C n n ln D u 1 θ = arctan n θ Relazione di Taylor ottenuta empiricamente con ripetute prove, con diversi materiali, diversi angoli, diverse condizioni di taglio ln V t V t x D u n = C n dipende da materiale dell utensile 0.28 WC 0.12 HSS 0.70 Ceramici C dipende da criterio di usura geometria utensile rapporto di forma del truciolo tipo di lavorazione materiale in lavorazione è la V t alla quale l utensile dura 1 minuto 56
37 57
38 Legge di Taylor generalizzata 1. criterio : VB max 2. variabili della lavorazione : V t h, b, VB 3. tipo di relazione: c V D = VB h b n VB t u x y m m = 0.44 x = 0.66 HSS 0.4 WC y = 0.46 HSS 0.21 WC NB: y < x e x - y =
39 Relazione di Kronemberg Du = 60 G acciai f 0.20 ghise 0.1 non ferrosi 0.14 acciai g 0.1 ghise 0.1 non ferrosi V t q A f c VB g A = b * h G = b / h q carburo - acciaio ghisa 0.25 HSS - acciaio ghisa
40 Ottimizzazione delle condizioni di taglio cosa ottimizziamo? tempo di produzione t p costo di produzione tasso di profitto c p p r vincoli potenza deformazione del pezzo deformazione dell utensile min / max f V t rugosità R a = k f 2 / r strumenti relazioni vita utensile relazioni forze / potenze relazioni parametri / produzione 60
41 Asportazione di materiale l c volume da asportare V = l c d d tempo di contatto l c tc = ncorse tcorsa = b V t velocità di asportazione V l c d Z = = = b Vt d = A V t l c c b V t t 61
42 Funzioni obiettivo Tempo di produzione t p = t o + t contatto + t cambio utensili = = t o + V / Z + V / Z D u * t cu = t o + V / Z ( 1 + t cu / D u ) t o = tempi passivi (avviamento, carico / scarico, ritorno utensile, etc.) t c = tempo di contatto t cu = tempo cambio utensile Costo di produzione c p = c o + c lavorazione + c utensili = = c o + c m t p + c ut V / Z D u = = c o + c m t o + c m V / Z + c m V / Z D u * t cu + c ut V / Z D u = = c o + c m V / Z [1 + (t cu + c ut / c m ) * 1 / D u ] c o = costo di attrezzaggio (controlli, materiali, avviamento) c m = costo orario (macchina, personale) c ut = costo utensili Tasso di profitto Pr = ( R - c p ) / t p R = ricavi 62
43 Ricordando che Z = A * V t si ottiene k F = k + + k V ovvero Vt 1 n n t F = k k k V cioè 1 1 n t Vt con t p c p k 0 t o c o + c m t o k 1 V/A c m V/A k 2 t cu V/(A*C 1/n ) c m (t cu + c ut / c m ) V/(A*C 1/n ) k 3 k 2 / k 1 n esponente della Taylor C costante della Taylor A sezione del truciolo V volume da asportare t p = f ( V t ) c p = f ( V t ) Ambedue le funzioni hanno un termine costante un termine crescente con V t un termine decrescente con V t 63
44 graficamente Costo Tempo Costo o Tempo (totale) Costo o Tempo (lavorazione) Costo o Tempo (utensili) Costo o Tempo (passivi) V t 64
45 Ricerca dei minimi Funzione Derivata prima Derivata seconda F = k k k V 1 1 n t Vt 1 n k1 n + ( 1+ n) k3v t F = V nv 2 t t 1 2 n k1 2 ( 1 )( 1 2 ) 2 n + + n + n k3v t F = Vt n Vt n 1 n < n + > n > Velocità ottima V ottima n = ( 1 n) k 3 n Durata alla velocità ottima 1 1 n n Duottima = k3 C n 65
46 Tempo Costo Velocità ottima V ottima 1 n C n = ( 1 n) tcu n > V ottima 1 n 1 n n C ncm C n = = ( 1 n)( Cut + Cmtcu ) C ut ( 1 n) + tcu Cm n t C ut cu < + tcu Cm Durata alla velocità ottima D uottima 1 n = t n cu < D uottima ( 1 )( ) ( 1 n) ut + tcu n Cut + Cmtcu Cm = = nc m C n 66
47 considerazioni Ln D u n< Ln V t D ( acciaio) u ottima ( carburo) u ottima 1 n t cu n acciaio = = 8 1 n tcu n 2 ipotizzando D carburo t cu acciaio = 3 t cu carburi C acciaio = 0.3 C carburi n acciao = 0.12 n carburo =
48 3 strategie c p t p t p c p zona di massima redditività V t opt costo V t opt tempo V t 68
Lavorazioni per asportazione di truciolo
 Lavorazioni per asportazione di truciolo Distacco di alcune parti di materiale dal pezzo attraverso l interazione con utensili che agiscono in maniera progressiva - cinematica del taglio - meccanica del
Lavorazioni per asportazione di truciolo Distacco di alcune parti di materiale dal pezzo attraverso l interazione con utensili che agiscono in maniera progressiva - cinematica del taglio - meccanica del
Usura utensili. Meccanismi di usura: - adesione - abrasione - diffusione - fatica. Modifica forma utensile: - cratere di usura - labbro di usura
 Usura utensili Meccanismi di usura: - adesione - abrasione - diffusione - fatica Modifica forma utensile: - cratere di usura - labbro di usura Conseguenze: - aumento di Ft - aumento di T - indebolimento
Usura utensili Meccanismi di usura: - adesione - abrasione - diffusione - fatica Modifica forma utensile: - cratere di usura - labbro di usura Conseguenze: - aumento di Ft - aumento di T - indebolimento
a cura di Massimo Reboldi MATERIALI PER UTENSILI
 MATERIALI PER UTENSILI Gli utensili 2 Il comportamento di un utensile influenza in maniera determinante la: Qualità del prodotto finito; Costo parti lavorate; Gli utensili 3 Nelle due principali fasi devono
MATERIALI PER UTENSILI Gli utensili 2 Il comportamento di un utensile influenza in maniera determinante la: Qualità del prodotto finito; Costo parti lavorate; Gli utensili 3 Nelle due principali fasi devono
Materiali per utensili da taglio: usura e durata degli utensili
 Materiali per utensili da taglio: usura e durata degli utensili Riferimenti: Levi/Zompì cap. 4 Santochi/Giusti cap. 8 1 Introduzione Il comportamento di un utensile influenza in maniera determinante la
Materiali per utensili da taglio: usura e durata degli utensili Riferimenti: Levi/Zompì cap. 4 Santochi/Giusti cap. 8 1 Introduzione Il comportamento di un utensile influenza in maniera determinante la
Lavorazioni per asportazione di truciolo
 Lavorazioni per asportazione di truciolo Distacco di alcune parti di materiale dal pezzo attraverso l interazione con utensili che agiscono in maniera progressiva - cinematica del taglio - meccanica del
Lavorazioni per asportazione di truciolo Distacco di alcune parti di materiale dal pezzo attraverso l interazione con utensili che agiscono in maniera progressiva - cinematica del taglio - meccanica del
Lavorazioni per asportazione di truciolo
 Lavorazioni per asportazione di truciolo Distacco di alcune parti di materiale dal pezzo attraverso l interazione con utensili che agiscono in maniera progressiva - cinematica del taglio - meccanica del
Lavorazioni per asportazione di truciolo Distacco di alcune parti di materiale dal pezzo attraverso l interazione con utensili che agiscono in maniera progressiva - cinematica del taglio - meccanica del
Lavorazioni per asportazione di truciolo
 Lavorazioni per asportazione di truciolo Distacco di alcune parti di materiale dal pezzo attraverso l interazione con utensili che agiscono in maniera progressiva - cinematica del taglio - meccanica del
Lavorazioni per asportazione di truciolo Distacco di alcune parti di materiale dal pezzo attraverso l interazione con utensili che agiscono in maniera progressiva - cinematica del taglio - meccanica del
MATERIALI PER UTENSILI CARATTERISTICHE PRINCIPALI
 MATERIALI PER UTENSILI CARATTERISTICHE PRINCIPALI - Durezza a freddo (elementi di lega, trattamenti termici ) - Durezza a caldo (alte velocità di taglio) - Tenacità (frese, taglio interrotto ) - Resistenza
MATERIALI PER UTENSILI CARATTERISTICHE PRINCIPALI - Durezza a freddo (elementi di lega, trattamenti termici ) - Durezza a caldo (alte velocità di taglio) - Tenacità (frese, taglio interrotto ) - Resistenza
Il ciclo di lavorazione
 Il ciclo di lavorazione Analisi critica del disegno di progetto Riprogettazione del componente (ove necessario) Determinazione dei processi tecnologici e scelta delle macchine utensili Stesura del ciclo
Il ciclo di lavorazione Analisi critica del disegno di progetto Riprogettazione del componente (ove necessario) Determinazione dei processi tecnologici e scelta delle macchine utensili Stesura del ciclo
Lavorazioni per asportazione di truciolo
 Lavorazioni per asportazione di truciolo Distacco di alcune parti di materiale dal pezzo attraverso l interazione con utensili che agiscono in maniera progressiva - cinematica del taglio - meccanica del
Lavorazioni per asportazione di truciolo Distacco di alcune parti di materiale dal pezzo attraverso l interazione con utensili che agiscono in maniera progressiva - cinematica del taglio - meccanica del
--- durezza --- trazione -- resilienza
 Proprietà meccaniche Necessità di conoscere il comportamento meccanico di un certo componente di una certa forma in una certa applicazione prove di laboratorio analisi del comportamento del componente
Proprietà meccaniche Necessità di conoscere il comportamento meccanico di un certo componente di una certa forma in una certa applicazione prove di laboratorio analisi del comportamento del componente
ASPORTAZIONE DI TRUCIOLO ASPORTAZIONE DI TRUCIOLO
 ASPORTAZIONE DI TRUCIOLO ASPORTAZIONE DI TRUCIOLO Distacco di alcune parti di materiale dal pezzo attraverso l interazione con utensili che agiscono in maniera progressiva truciolo utensile - cinematica
ASPORTAZIONE DI TRUCIOLO ASPORTAZIONE DI TRUCIOLO Distacco di alcune parti di materiale dal pezzo attraverso l interazione con utensili che agiscono in maniera progressiva truciolo utensile - cinematica
SCELTA DEL TIPO DI FRESA
 LAVORAZIONE CON FRESE A CANDELA SCELTA DEL TIPO DI FRESA La scelta del tipo di fresa a candela dipende dal grado di tolleranza e finitura superficiale richiesti. Utilizzare una fresa riaffilabile per applicazioni
LAVORAZIONE CON FRESE A CANDELA SCELTA DEL TIPO DI FRESA La scelta del tipo di fresa a candela dipende dal grado di tolleranza e finitura superficiale richiesti. Utilizzare una fresa riaffilabile per applicazioni
Classificazione degli acciai da lavorare Scelta della punta in funzione del materiale da lavorare Parametri di taglio
 Materiali delle punte elicoidali Processi produttivi delle punte elicoidali Standard normativi Tipologia di affilatura Rivestimenti superficiali degli utensili Durezze Rockwell e Vickers Classificazione
Materiali delle punte elicoidali Processi produttivi delle punte elicoidali Standard normativi Tipologia di affilatura Rivestimenti superficiali degli utensili Durezze Rockwell e Vickers Classificazione
perforazione Durata Versatilità Precisione Affidabilità
 Durata Versatilità Precisione Affidabilità Tabella per la scelta delle punte in funzione del materiale da lavorare MATERIALE DA LAVORARE QUALITA VELOCITA DIAMETRO PUNTA REFRIGERANTE PUNTA PERIFERICA mt
Durata Versatilità Precisione Affidabilità Tabella per la scelta delle punte in funzione del materiale da lavorare MATERIALE DA LAVORARE QUALITA VELOCITA DIAMETRO PUNTA REFRIGERANTE PUNTA PERIFERICA mt
Guida alla fresatura Spianatura 1/24
 SPIANATURA Guida alla fresatura Spianatura 1/24 SCELTA INSERTO/FRESA Una fresa con un angolo di registrazione inferiore a 90 agevola il deflusso dei trucioli aumentando la resistenza del tagliente. Gli
SPIANATURA Guida alla fresatura Spianatura 1/24 SCELTA INSERTO/FRESA Una fresa con un angolo di registrazione inferiore a 90 agevola il deflusso dei trucioli aumentando la resistenza del tagliente. Gli
METALLI FERROSI GHISA ACCIAIO
 METALLI FERROSI I metalli ferrosi sono i metalli e le leghe metalliche che contengono ferro. Le leghe ferrose più importanti sono l acciaio e la ghisa. ACCIAIO: lega metallica costituita da ferro e carbonio,
METALLI FERROSI I metalli ferrosi sono i metalli e le leghe metalliche che contengono ferro. Le leghe ferrose più importanti sono l acciaio e la ghisa. ACCIAIO: lega metallica costituita da ferro e carbonio,
G. M. La Vecchia Dipartimento di Ingegneria Meccanica Università di Brescia
 G. M. La Vecchia Dipartimento di Ingegneria Meccanica Università di Brescia Solubilizzazione Cementazione Nitrurazione Tempra di soluzione ed invecchiamento Coltre bianca cementato Nitrurazione 550 C x
G. M. La Vecchia Dipartimento di Ingegneria Meccanica Università di Brescia Solubilizzazione Cementazione Nitrurazione Tempra di soluzione ed invecchiamento Coltre bianca cementato Nitrurazione 550 C x
MATERIALI DEGLI UTENSILI PER TORNIRE
 di Tecnologia Meccanica MATERIALI DEGLI UTENSILI PER TORNIRE A cura dei proff. Morotti Giovanni e Santoriello Sergio Materiali degli utensili per tornire Gli utensili da tornio vengono costruiti con i
di Tecnologia Meccanica MATERIALI DEGLI UTENSILI PER TORNIRE A cura dei proff. Morotti Giovanni e Santoriello Sergio Materiali degli utensili per tornire Gli utensili da tornio vengono costruiti con i
LAVORAZIONI PER ASPORTAZIONE DI TRUCIOLO LA FORMAZIONE DEL TRUCIOLO
 LAVORAZIONI PER ASPORTAZIONE DI TRUCIOLO LA FORMAZIONE DEL TRUCIOLO Perché si abbia la formazione del truciolo deve esserci un moto relativo utensile pezzo Sforzo di compressione dell utensile sul pezzo
LAVORAZIONI PER ASPORTAZIONE DI TRUCIOLO LA FORMAZIONE DEL TRUCIOLO Perché si abbia la formazione del truciolo deve esserci un moto relativo utensile pezzo Sforzo di compressione dell utensile sul pezzo
I MATERIALI SCELTA DEL MATERIALE SCELTA DEL MATERIALE FUNZIONALITÀ
 SCELTA DEL MATERIALE I MATERIALI LA SCELTA DEL MATERIALE PER LA COSTRUZIONE DI UN PARTICOLARE MECCANICO RICHIEDE: LA CONOSCENZA DELLA FORMA E DELLE DIMEN- SIONI DELL OGGETTO LA CONOSCENZA DEL CICLO DI
SCELTA DEL MATERIALE I MATERIALI LA SCELTA DEL MATERIALE PER LA COSTRUZIONE DI UN PARTICOLARE MECCANICO RICHIEDE: LA CONOSCENZA DELLA FORMA E DELLE DIMEN- SIONI DELL OGGETTO LA CONOSCENZA DEL CICLO DI
UTENSILI PER ASPORTAZIONE DI TRUCIOLO. Classe IV M A.S. 2011-2013 Prof. Giovanni Fatucchi
 UTENSILI PER ASPORTAZIONE DI TRUCIOLO Classe IV M A.S. 2011-2013 Prof. Giovanni Fatucchi Definizioni Testa: parte dell utensile sulla quale sono ricavate le parti attive e i taglienti. Stelo: parte dell
UTENSILI PER ASPORTAZIONE DI TRUCIOLO Classe IV M A.S. 2011-2013 Prof. Giovanni Fatucchi Definizioni Testa: parte dell utensile sulla quale sono ricavate le parti attive e i taglienti. Stelo: parte dell
Corso di Tecnologia Meccanica
 Corso di Tecnologia Meccanica Modulo 4.1 Lavorazioni per asportazione di truciolo LIUC - Ingegneria Gestionale 1 Il principio del taglio dei metalli LIUC - Ingegneria Gestionale 2 L asportazione di truciolo
Corso di Tecnologia Meccanica Modulo 4.1 Lavorazioni per asportazione di truciolo LIUC - Ingegneria Gestionale 1 Il principio del taglio dei metalli LIUC - Ingegneria Gestionale 2 L asportazione di truciolo
asportazione del truciolo - 5 Vittore Carassiti - INFN FE
 Vittore Carassiti - INFN FE 1 INTRODUZIONE L ottimizzazione secondo ISO E definita come un procedimento il cui scopo consiste nel far assumere, ad una o più variabili, nella maniera migliore possibile,
Vittore Carassiti - INFN FE 1 INTRODUZIONE L ottimizzazione secondo ISO E definita come un procedimento il cui scopo consiste nel far assumere, ad una o più variabili, nella maniera migliore possibile,
Lezione 11 Trattamenti termici
 Lezione 11 Gerardus Janszen Dipartimento di Tel 02 2399 8366 janszen@aero.polimi.it . IL TRATTAMENTO TERMICO CONSISTE IN UN CICLO TERMICO CHE SERVE A MODIFICARE LA STRUTTURA DEL MATERIALE PER LA VARIAZIONE
Lezione 11 Gerardus Janszen Dipartimento di Tel 02 2399 8366 janszen@aero.polimi.it . IL TRATTAMENTO TERMICO CONSISTE IN UN CICLO TERMICO CHE SERVE A MODIFICARE LA STRUTTURA DEL MATERIALE PER LA VARIAZIONE
Gli Acciai Inossidabili
 Gli Acciai Inossidabili Bibliografia: Metals Handbook, vol. 1, IX ed. Gli acciai inossidabili G. Di Caprio Bib. Tec. Hoepli UNI-Euronorm Inossidabile? La resistenza alla corrosione degli acciai è funzione
Gli Acciai Inossidabili Bibliografia: Metals Handbook, vol. 1, IX ed. Gli acciai inossidabili G. Di Caprio Bib. Tec. Hoepli UNI-Euronorm Inossidabile? La resistenza alla corrosione degli acciai è funzione
Gradi. Prodotti. Utensili e metallo duro Tungaloy
 Utensili e metallo duro Tungaloy 2 4 5 6 Prodotti Selezione dei gradi... rivestiti CVD... rivestiti PVD... Cermet... PCBN (T-CBN)... PCD (T-DIA)... Ceramici... Metalli duri non rivestiti... Metalli duri
Utensili e metallo duro Tungaloy 2 4 5 6 Prodotti Selezione dei gradi... rivestiti CVD... rivestiti PVD... Cermet... PCBN (T-CBN)... PCD (T-DIA)... Ceramici... Metalli duri non rivestiti... Metalli duri
Pensa al rendimento del costo, Pensa HSS SEGATURA
 Pensa al rendimento del costo, Pensa HSS SEGATURA SOMMARIO SEGA A NASTRO 2 Le basi della sega a nastro 3 HSS e rivestimenti 4 Il concetto bimetallico 5 Affilatura del dente 6 Passo e forme del dente 7
Pensa al rendimento del costo, Pensa HSS SEGATURA SOMMARIO SEGA A NASTRO 2 Le basi della sega a nastro 3 HSS e rivestimenti 4 Il concetto bimetallico 5 Affilatura del dente 6 Passo e forme del dente 7
Fresatura. Moto di taglio utensile rotatorio. Moto di avanzamento pezzo lineare rettilineo o meno. Moto di registrazione pezzo lineare discontinuo
 Fresatura Moto di taglio utensile rotatorio Moto di avanzamento pezzo lineare rettilineo o meno Moto di registrazione pezzo lineare discontinuo Moto di lavoro cicloidale Periferica asse fresa // superficie
Fresatura Moto di taglio utensile rotatorio Moto di avanzamento pezzo lineare rettilineo o meno Moto di registrazione pezzo lineare discontinuo Moto di lavoro cicloidale Periferica asse fresa // superficie
TRATTAMENTI TERMICI IMPORTANZA DI ESEGUIRE IL TRATTAMENTO TERMICO NEL MOMENTO OPPORTUNO DEL PROCESSO DI REALIZZAZIONE DEL PEZZO
 TRATTAMENTI TERMICI IL TRATTAMENTO TERMICO CONSISTE IN UN CICLO TERMICO CHE SERVE A MODIFICARE LA STRUTTURA DEL MATERIALE PER LA VARIAZIONE DELLE SUE CARATTERISTICHE MECCANICHE: RESISTENZA DEFORMABILITA
TRATTAMENTI TERMICI IL TRATTAMENTO TERMICO CONSISTE IN UN CICLO TERMICO CHE SERVE A MODIFICARE LA STRUTTURA DEL MATERIALE PER LA VARIAZIONE DELLE SUE CARATTERISTICHE MECCANICHE: RESISTENZA DEFORMABILITA
Ceramiche. Per lavorazioni efficienti e ad alta produttività delle superleghe
 Ceramiche Per lavorazioni efficienti e ad alta produttività delle superleghe Lavorazioni con la ceramica Applicazioni Le qualità in ceramica possono essere adottate per un ampia gamma di applicazioni e
Ceramiche Per lavorazioni efficienti e ad alta produttività delle superleghe Lavorazioni con la ceramica Applicazioni Le qualità in ceramica possono essere adottate per un ampia gamma di applicazioni e
Indice. Fabbrica Italiana Utensili Diamanti Industriali
 DM PCD Indice Descrizione inserti secondo codice ISO CBN informazioni sul materiale da taglio PCD informazioni sul materiale da taglio CBN inserti negativi CBN inserti positivi PCD inserti positivi DM
DM PCD Indice Descrizione inserti secondo codice ISO CBN informazioni sul materiale da taglio PCD informazioni sul materiale da taglio CBN inserti negativi CBN inserti positivi PCD inserti positivi DM
La disciplina di Tecnologia Meccanica ed Esercitazioni è coinvolta nel progetto di Sperimentazione Meccatronica,
 PROGRAMMA MINIMO COMUNE DI TECNOLOGIA MECCANICA ED ESERCITAZIONI ANNO SCOLASTICO 2010/2011 La disciplina di Tecnologia Meccanica ed Esercitazioni è coinvolta nel progetto di Sperimentazione Meccatronica,
PROGRAMMA MINIMO COMUNE DI TECNOLOGIA MECCANICA ED ESERCITAZIONI ANNO SCOLASTICO 2010/2011 La disciplina di Tecnologia Meccanica ed Esercitazioni è coinvolta nel progetto di Sperimentazione Meccatronica,
Politecnico di Torino Dipartimento di Meccanica DAI PROVINI AI COMPONENTI
 DAI PROVINI AI COMPONENTI Vi sono molti fattori che influenzano la resistenza a fatica; fra i fattori che riguardano il componente hanno particolare importanza: le dimensioni (C S ) la presenza di intagli
DAI PROVINI AI COMPONENTI Vi sono molti fattori che influenzano la resistenza a fatica; fra i fattori che riguardano il componente hanno particolare importanza: le dimensioni (C S ) la presenza di intagli
iglidur V400: Resistenza chimica e alle alte temperature
 iglidur : Resistenza chimica e alle alte temperature Produzione standard a magazzino Eccellente resistenza all usura anche con alberi teneri e temperature fino a +200 C Ottima resistenza agli agenti chimici
iglidur : Resistenza chimica e alle alte temperature Produzione standard a magazzino Eccellente resistenza all usura anche con alberi teneri e temperature fino a +200 C Ottima resistenza agli agenti chimici
Gradi imbattibili per produttività ultra
 Gradi imbattibili per produttività ultra Inserti tangenziali positivi per la fresatura di Acciai 3 1 4 08 13 16 2 Esclusivo inserto con 6 taglienti per Avanzamenti Super 2 3 5 6 1 4 Angoli di attacco positivi
Gradi imbattibili per produttività ultra Inserti tangenziali positivi per la fresatura di Acciai 3 1 4 08 13 16 2 Esclusivo inserto con 6 taglienti per Avanzamenti Super 2 3 5 6 1 4 Angoli di attacco positivi
FILIERA PRODUTTIVA COMPLETA
 2 FILIERA PRODUTTIVA COMPLETA TRATTAMENTO TERMICO LAVORAZIONI MECCANICHE LAMINAZIONE VERNICIATURA PRODUZIONE ACCIAIO MAGAZZINO L unione tra Esti e Acciaierie Venete ha dato luogo ad una nuova realtà, unica
2 FILIERA PRODUTTIVA COMPLETA TRATTAMENTO TERMICO LAVORAZIONI MECCANICHE LAMINAZIONE VERNICIATURA PRODUZIONE ACCIAIO MAGAZZINO L unione tra Esti e Acciaierie Venete ha dato luogo ad una nuova realtà, unica
LAVORAZIONI INDUSTRIALI
 TORNITURA 1 LAVORAZIONI INDUSTRIALI Nelle lavorazioni industriali per asportazione di truciolo sono sempre presenti: Pezzo Grezzo Macchina Utensile Utensile Attrezzatura 2 1 TORNITURA 3 TORNITURA Obiettivo:
TORNITURA 1 LAVORAZIONI INDUSTRIALI Nelle lavorazioni industriali per asportazione di truciolo sono sempre presenti: Pezzo Grezzo Macchina Utensile Utensile Attrezzatura 2 1 TORNITURA 3 TORNITURA Obiettivo:
Cos è l acciaio inossidabile? Fe Cr > 10,5% C < 1,2%
 Cr > 10,5% C < 1,2% Cos è l acciaio inossidabile? Lega ferrosa con contenuti di cromo 10,5% e di carbonio 1,2% necessari per costituire, a contatto dell ossigeno dell aria o dell acqua, uno strato superficiale
Cr > 10,5% C < 1,2% Cos è l acciaio inossidabile? Lega ferrosa con contenuti di cromo 10,5% e di carbonio 1,2% necessari per costituire, a contatto dell ossigeno dell aria o dell acqua, uno strato superficiale
MATERIALI SINTERIZZATI
 MATERIALI SINTERIZZATI Sono ottenuti con la cosiddetta Metallurgia delle polveri, che consiste nella compattazione e trasformazione di materiali ridotti in polvere in un composto indivisibile. Sono utilizzati
MATERIALI SINTERIZZATI Sono ottenuti con la cosiddetta Metallurgia delle polveri, che consiste nella compattazione e trasformazione di materiali ridotti in polvere in un composto indivisibile. Sono utilizzati
1.3.1 SALDATURA DI ACCIAI LEGATI, ACCIAI DISSIMILI E DI COMPOSIZIONE SCONOSCIUTA
 1.3 BACCHETTE CASTOTIG 1.3.1 SALDATURA DI ACCIAI LEGATI, ACCIAI DISSIMILI E DI COMPOSIZIONE SCONOSCIUTA 45507W Ø 1.0-1.2-1.6-2.0 Bacchetta TIG per riparazione e ricarica di acciai, unione di acciai dissimili,
1.3 BACCHETTE CASTOTIG 1.3.1 SALDATURA DI ACCIAI LEGATI, ACCIAI DISSIMILI E DI COMPOSIZIONE SCONOSCIUTA 45507W Ø 1.0-1.2-1.6-2.0 Bacchetta TIG per riparazione e ricarica di acciai, unione di acciai dissimili,
MATRICE DELLE COMPETENZE DI SCIENZE E TECNOLIE APPLICATE INDIRIZZO DI MECCANICA, MECCATRONICA ED ENERGIA
 MATRICE DELLE COMPETENZE DI SCIENZE E TECNOLIE APPLICATE INDIRIZZO DI MECCANICA, MECCATRONICA ED ENERGIA Competenze in esito al quinquennio (dall Allegato C del Regolamento) 1. Individuare le proprietà
MATRICE DELLE COMPETENZE DI SCIENZE E TECNOLIE APPLICATE INDIRIZZO DI MECCANICA, MECCATRONICA ED ENERGIA Competenze in esito al quinquennio (dall Allegato C del Regolamento) 1. Individuare le proprietà
Per ingranaggi, alberi scanalati e cremagliere
 VA R D E X S o l u z i o n i p e r l i n d u s t r i a METRO S o l u z i o n i a v a n z a t e p e r f i l e t t a r e Tecnologie avanzate per la realizzazione di ingranaggi, alberi scanalati e cremagliere
VA R D E X S o l u z i o n i p e r l i n d u s t r i a METRO S o l u z i o n i a v a n z a t e p e r f i l e t t a r e Tecnologie avanzate per la realizzazione di ingranaggi, alberi scanalati e cremagliere
INTRODUZIONE ALLE MACCHINE UTENSILI
 di Tecnologia Meccanica INTRODUZIONE ALLE MACCHINE UTENSILI A cura dei proff. Morotti Giovanni e Santoriello Sergio INTRODUZIONE ALLE MACCHINE UTENSILI Si dicono macchine utensili quelle che consentono
di Tecnologia Meccanica INTRODUZIONE ALLE MACCHINE UTENSILI A cura dei proff. Morotti Giovanni e Santoriello Sergio INTRODUZIONE ALLE MACCHINE UTENSILI Si dicono macchine utensili quelle che consentono
BXD. Frese multifunzionali. Serie di frese BXD per la lavorazione ad alte prestazioni delle leghe di alluminio e di materiali resistenti al calore.
 Per alluminio e materiali difficili da tagliare B027I Frese multifunzionali Serie di frese per la lavorazione ad alte prestazioni delle leghe di alluminio e di materiali resistenti al calore. Nuovo tipo
Per alluminio e materiali difficili da tagliare B027I Frese multifunzionali Serie di frese per la lavorazione ad alte prestazioni delle leghe di alluminio e di materiali resistenti al calore. Nuovo tipo
MATERIALI. Introduzione
 MATERIALI 398 Introduzione Gli acciai sono leghe metalliche costituite da ferro e carbonio, con tenore di carbonio (in massa) non superiore al 2%. Attenzione: la normazione sugli acciai è in fase di armonizzazione
MATERIALI 398 Introduzione Gli acciai sono leghe metalliche costituite da ferro e carbonio, con tenore di carbonio (in massa) non superiore al 2%. Attenzione: la normazione sugli acciai è in fase di armonizzazione
Gli elettrodi nell EDM. G. Fantoni Università di Pisa
 Gli elettrodi nell EDM G. Fantoni Università di Pisa Erodibilità di diversi materiali metallici PURI T fus. -MRR Ma Ag, Cu anomali infatti erodibilità dipende anche da conducibilità termica, capacità
Gli elettrodi nell EDM G. Fantoni Università di Pisa Erodibilità di diversi materiali metallici PURI T fus. -MRR Ma Ag, Cu anomali infatti erodibilità dipende anche da conducibilità termica, capacità
CLASSIFICAZIONE DELLE LAVORAZIONI MECCANICHE
 CLASSIFICAZIONE DELLE LAVORAZIONI MECCANICHE Le lavorazioni meccaniche possono essere classificate secondo diversi criteri. Il criterio che si è dimostrato più utile, in quanto ha permesso di considerare
CLASSIFICAZIONE DELLE LAVORAZIONI MECCANICHE Le lavorazioni meccaniche possono essere classificate secondo diversi criteri. Il criterio che si è dimostrato più utile, in quanto ha permesso di considerare
Il partner industriale
 Il partner industriale Progettazione e produzione di macchine ad elevata automazione per il packaging primario e secondario di prodotti alimentari e farmaceutici 3700 collaboratori 24 siti produttivi Clienti
Il partner industriale Progettazione e produzione di macchine ad elevata automazione per il packaging primario e secondario di prodotti alimentari e farmaceutici 3700 collaboratori 24 siti produttivi Clienti
Gli Ingredienti della Qualità
 Gli Ingredienti della Qualità Utensili CFB 2 CFB Fresa semisferica a 3 Tagli Caratteristiche tecniche - Nocciolo scaricato - 3 tagli al centro - Ampi vani truciolo - Ricopertura UT-Coat - Lavorazioni a
Gli Ingredienti della Qualità Utensili CFB 2 CFB Fresa semisferica a 3 Tagli Caratteristiche tecniche - Nocciolo scaricato - 3 tagli al centro - Ampi vani truciolo - Ricopertura UT-Coat - Lavorazioni a
DALLE FUNZIONI AL PRODOTTO
 DALLE FUNZIONI AL PRODOTTO Funzioni PROGETTAZIONE Specifiche Materie prime / Componenti PRODUZIONE Prodotto DALLE FUNZIONI AL PRODOTTO Progettazione del componente: materiale macro geometria micro geometria
DALLE FUNZIONI AL PRODOTTO Funzioni PROGETTAZIONE Specifiche Materie prime / Componenti PRODUZIONE Prodotto DALLE FUNZIONI AL PRODOTTO Progettazione del componente: materiale macro geometria micro geometria
Per ingranaggi, alberi scanalati e cremagliere
 METRO Tecnologie avanzate per la realizzazione di ingranaggi, alberi scanalati e cremagliere Guardatele in azione Il sistema Gear MIlling VARDEX Tecnologia avanzata di frese multidente con inserti a fissaggio
METRO Tecnologie avanzate per la realizzazione di ingranaggi, alberi scanalati e cremagliere Guardatele in azione Il sistema Gear MIlling VARDEX Tecnologia avanzata di frese multidente con inserti a fissaggio
I CRITERI DI SCELTA E DI TRATTAMENTO DEGLI ACCIAI DA COSTRUZIONE E DA UTENSILI di Cibaldi Dr. Cesare
 di Cibaldi Dr. Cesare METALLURGIA DI BASE Volume I edito da AQM SRL Volume II (Parte Prima) Il primo volume della nuova collana I criteri di scelta e di trattamenti degli acciai da costruzione e da utensili.
di Cibaldi Dr. Cesare METALLURGIA DI BASE Volume I edito da AQM SRL Volume II (Parte Prima) Il primo volume della nuova collana I criteri di scelta e di trattamenti degli acciai da costruzione e da utensili.
Trasportatori a nastro
 Trasportatori a nastro Realizzano un trasporto di tipo continuo, in orizzontale o in pendenza, di materiali alla rinfusa e di carichi concentrati leggeri. incastellatura di sostegno Trasporti interni 1
Trasportatori a nastro Realizzano un trasporto di tipo continuo, in orizzontale o in pendenza, di materiali alla rinfusa e di carichi concentrati leggeri. incastellatura di sostegno Trasporti interni 1
INFORMAZIONE RIVENDITORI I.R. n 52-01-08. Tungaloy Italia S.p.A. FRESE A CANDELA DI PICCOLO DIAMETRO. EPH Hybrid TAC MILL
 INFORMAZIONE RIVENDITORI I.R. n 52-01-08 Tungaloy Italia S.p.A. FRESE A CANDELA DI PICCOLO DIAMETRO EPH Hybrid TAC MILL Caratteristiche della fresa a candela TAC TAC mini mini con con tagliente lungo Maneggevole
INFORMAZIONE RIVENDITORI I.R. n 52-01-08 Tungaloy Italia S.p.A. FRESE A CANDELA DI PICCOLO DIAMETRO EPH Hybrid TAC MILL Caratteristiche della fresa a candela TAC TAC mini mini con con tagliente lungo Maneggevole
Corrado Patriarchi 1
 CorradoPatriarchi 1 2 PROGETTAZIONE SCELTA DELL ACCIAIO APPLICAZIONE QUALITA DELL ACCIAIO ESECUZIONE SUPERFICIALE 3 Per trattamento termico si intende una successione di operazioni mediante le quali una
CorradoPatriarchi 1 2 PROGETTAZIONE SCELTA DELL ACCIAIO APPLICAZIONE QUALITA DELL ACCIAIO ESECUZIONE SUPERFICIALE 3 Per trattamento termico si intende una successione di operazioni mediante le quali una
tecnologia PROPRIETÀ DEI METALLI Scuola secondaria primo grado. classi prime Autore: Giuseppe FRANZÈ
 tecnologia PROPRIETÀ DEI METALLI Scuola secondaria primo grado. classi prime Autore: Giuseppe FRANZÈ LE PROPRIETÀ DEI MATERIALI DA COSTRUZIONE Si possono considerare come l'insieme delle caratteristiche
tecnologia PROPRIETÀ DEI METALLI Scuola secondaria primo grado. classi prime Autore: Giuseppe FRANZÈ LE PROPRIETÀ DEI MATERIALI DA COSTRUZIONE Si possono considerare come l'insieme delle caratteristiche
Anno Scolastico 2014-2015. INDIRIZZO: Manutenzione e assistenza tecnica Sez.A. DISCIPLINA: Tecnologie meccaniche e applicazioni
 ISTITUTO PROFESSIONALE PER L INDUSTRIA E L ARTIGIANATO E. BERNARDI PADOVA Anno Scolastico 2014-2015 INDIRIZZO: Manutenzione e assistenza tecnica Sez.A DISCIPLINA: Tecnologie meccaniche e applicazioni CLASSI:
ISTITUTO PROFESSIONALE PER L INDUSTRIA E L ARTIGIANATO E. BERNARDI PADOVA Anno Scolastico 2014-2015 INDIRIZZO: Manutenzione e assistenza tecnica Sez.A DISCIPLINA: Tecnologie meccaniche e applicazioni CLASSI:
Acciaio per lavorazioni a caldo
 Acciaio per lavorazioni a caldo Generalità BeyLos 2329 è un acciaio legato progettato per la realizzazione di matrici, stampi o punzoni o altri particolari che devono lavorare a temperature elevate. I
Acciaio per lavorazioni a caldo Generalità BeyLos 2329 è un acciaio legato progettato per la realizzazione di matrici, stampi o punzoni o altri particolari che devono lavorare a temperature elevate. I
Le seghe a nastro. Figura N 1 Esempio di nastri per seghe. Larghezza
 Le seghe a nastro Generalità La lama da sega a nastro è adatta per ogni genere di taglio; essa taglia ininterrottamente senza movimenti discontinui come invece avviene nelle seghe alternative. Con le seghe
Le seghe a nastro Generalità La lama da sega a nastro è adatta per ogni genere di taglio; essa taglia ininterrottamente senza movimenti discontinui come invece avviene nelle seghe alternative. Con le seghe
QUALITÀ E TRATTAMENTO DELL ACQUA DEL CIRCUITO CHIUSO
 QUALITÀ E TRATTAMENTO DELL ACQUA DEL CIRCUITO CHIUSO (PARTE 1) FOCUS TECNICO Gli impianti di riscaldamento sono spesso soggetti a inconvenienti quali depositi e incrostazioni, perdita di efficienza nello
QUALITÀ E TRATTAMENTO DELL ACQUA DEL CIRCUITO CHIUSO (PARTE 1) FOCUS TECNICO Gli impianti di riscaldamento sono spesso soggetti a inconvenienti quali depositi e incrostazioni, perdita di efficienza nello
I METALLI. I metalli sono materiali strutturali costituiti ciascuno da un singolo elemento. Hanno tra loro proprietà molto simili.
 M et 1 all I METALLI I metalli sono materiali strutturali costituiti ciascuno da un singolo elemento. Hanno tra loro proprietà molto simili. Proprietà Le principali proprietà dei metalli sono le seguenti:
M et 1 all I METALLI I metalli sono materiali strutturali costituiti ciascuno da un singolo elemento. Hanno tra loro proprietà molto simili. Proprietà Le principali proprietà dei metalli sono le seguenti:
La forza Q che esercita la puleggia sull albero può essere approssimata, per cinghie trapezoidali da:
 SOLUZIONE La presente soluzione verrà redatta facendo riferimento al manuale: Caligaris, Fava, Tomasello Manuale di Meccanica Hoepli. - Modellazione dell albero e calcolo delle forze L albero è sollecitato
SOLUZIONE La presente soluzione verrà redatta facendo riferimento al manuale: Caligaris, Fava, Tomasello Manuale di Meccanica Hoepli. - Modellazione dell albero e calcolo delle forze L albero è sollecitato
LA QUALITÀ DI SERIE LE LAME INDUSTRIALI LUTZ PER L INDUSTRIA AUTOMOBILISTICA
 AUTOMOBILE Estratto dall assortimento altri modelli su richiesta! LA QUALITÀ DI SERIE LE LAME INDUSTRIALI LUTZ PER L INDUSTRIA AUTOMOBILISTICA LAME SPECIALI PELLICOLE TECNOFIBRE E FIBRE DI VETRO MEDICINA
AUTOMOBILE Estratto dall assortimento altri modelli su richiesta! LA QUALITÀ DI SERIE LE LAME INDUSTRIALI LUTZ PER L INDUSTRIA AUTOMOBILISTICA LAME SPECIALI PELLICOLE TECNOFIBRE E FIBRE DI VETRO MEDICINA
Le graniglie sono classificabili, secondo il materiale di cui sono composte, come segue :
 Cos è la graniglia? L utensile della granigliatrice : la graniglia La graniglia è praticamente l utensile della granigliatrice: si presenta come una polvere costituita da un gran numero di particelle aventi
Cos è la graniglia? L utensile della granigliatrice : la graniglia La graniglia è praticamente l utensile della granigliatrice: si presenta come una polvere costituita da un gran numero di particelle aventi
LABORATORIO MUSP. Manufacturing ad alte prestazioni. Macchine Utensili e Sistemi di Produzione. Prof. Michele Monno
 LABORATORIO MUSP Macchine Utensili e Sistemi di Produzione Manufacturing ad alte prestazioni Prof. Michele Monno 28/03/2014 2 Associazioni Imprese Istituzioni Università 3 MUSP: Insieme per fare sistema
LABORATORIO MUSP Macchine Utensili e Sistemi di Produzione Manufacturing ad alte prestazioni Prof. Michele Monno 28/03/2014 2 Associazioni Imprese Istituzioni Università 3 MUSP: Insieme per fare sistema
CLASSIFICAZIONE DUREZZA
 PROVE DI DUREZZA ING. FABBRETTI FLORIANO 1 INDICE CLASSIFICAZIONE DUREZZA TIPOLOGIE DUREZZE DUREZZA BRINELL DUREZZA VICKERS DUREZZA ROCKWELL MICRODUREZZA VICKERS MICRODUREZZA KNOOP ING. FABBRETTI FLORIANO
PROVE DI DUREZZA ING. FABBRETTI FLORIANO 1 INDICE CLASSIFICAZIONE DUREZZA TIPOLOGIE DUREZZE DUREZZA BRINELL DUREZZA VICKERS DUREZZA ROCKWELL MICRODUREZZA VICKERS MICRODUREZZA KNOOP ING. FABBRETTI FLORIANO
IL PROBLEMA DEL PRODURRE
 IL PROBLEMA DEL PRODURRE IL CICLO TECNOLOGICO E I PROCESSI PRIMARI E SECONDARI Ing. Produzione Industriale - Tecnologia Meccanica Processi primari e secondari - 1 IL CICLO TECNOLOGICO Il ciclo tecnologico
IL PROBLEMA DEL PRODURRE IL CICLO TECNOLOGICO E I PROCESSI PRIMARI E SECONDARI Ing. Produzione Industriale - Tecnologia Meccanica Processi primari e secondari - 1 IL CICLO TECNOLOGICO Il ciclo tecnologico
Materiali per alte temperature
 Materiali per alte temperature Prof. Barbara Rivolta Dipartimento di Meccanica Politecnico di Milano 14 Novembre 2013, Lecco Fenomeni metallurgici ad alta temperatura 2 Fenomeni meccanici: sovrasollecitazioni
Materiali per alte temperature Prof. Barbara Rivolta Dipartimento di Meccanica Politecnico di Milano 14 Novembre 2013, Lecco Fenomeni metallurgici ad alta temperatura 2 Fenomeni meccanici: sovrasollecitazioni
Keeping the Customer First. Tungaloy Report No. 40-I1. Fresa ad alti avanzamenti NEW. Sgrossatura e semi-finitura ad alti avanzamenti
 Keeping the Customer First Tungaloy Report No. 40-I1 Fresa ad alti avanzamenti T U N G A L O Y NEW Sgrossatura e semi-finitura ad alti avanzamenti Una nuova generazione di frese ad alti avanzamenti, ideali
Keeping the Customer First Tungaloy Report No. 40-I1 Fresa ad alti avanzamenti T U N G A L O Y NEW Sgrossatura e semi-finitura ad alti avanzamenti Una nuova generazione di frese ad alti avanzamenti, ideali
= 0,375 cioè ω = 136
 Il controllo della durezza Nel settore della meccanica ci si incontra spesso con il concetto di durezza ; ed infatti la durezza è una caratteristica fondamentale per giudicare se un certo materiale è idoneo
Il controllo della durezza Nel settore della meccanica ci si incontra spesso con il concetto di durezza ; ed infatti la durezza è una caratteristica fondamentale per giudicare se un certo materiale è idoneo
Progettazione Robusta
 Progettazione Robusta Perdita Consumatore qualità = f 1 (perdita Perdite di reputazione e quote di mercato Costi di garanzia per il produttore La qualità di un prodotto è la (minima perdita impartita alla
Progettazione Robusta Perdita Consumatore qualità = f 1 (perdita Perdite di reputazione e quote di mercato Costi di garanzia per il produttore La qualità di un prodotto è la (minima perdita impartita alla
Corso di tecnologia Scuola media a.s. 2010-2011 PROF. NICOLA CARIDI
 Corso di tecnologia Scuola media a.s. 2010-2011 PROF. NICOLA CARIDI ARGOMENTI TRATTATI: Oggetti materiali e tecnologie Classificazione dei materiali Proprietà dei materiali Proprietà chimico/fisico Proprietà
Corso di tecnologia Scuola media a.s. 2010-2011 PROF. NICOLA CARIDI ARGOMENTI TRATTATI: Oggetti materiali e tecnologie Classificazione dei materiali Proprietà dei materiali Proprietà chimico/fisico Proprietà
Classe 4^ - Tecnologie mecc. di proc. e prod. - UdA n 2: Taglio dei metalli - Fluidi da taglio FLUIDI DA TAGLIO
 FLUIDI DA TAGLIO Il calore che si sviluppa durante l asportazione di truciolo é causato da: - lavoro di deformazione del materiale - lavoro di attrito 1) Il calore dovuto alla deformazione dipende dalle
FLUIDI DA TAGLIO Il calore che si sviluppa durante l asportazione di truciolo é causato da: - lavoro di deformazione del materiale - lavoro di attrito 1) Il calore dovuto alla deformazione dipende dalle
finalizzate allo sviluppo di film sottili con proprietà antiusura e anticorrosione Federico Cartasegna Environment Park S.p.A.
 PVD - Applicazioni del plasma finalizzate allo sviluppo di film sottili con proprietà antiusura e anticorrosione i Federico Cartasegna Environment Park S.p.A. I processi PVD Proprietà dei rivestimenti
PVD - Applicazioni del plasma finalizzate allo sviluppo di film sottili con proprietà antiusura e anticorrosione i Federico Cartasegna Environment Park S.p.A. I processi PVD Proprietà dei rivestimenti
Il nuovo acciaio pre-bonificato per stampi di medie e grandi dimensioni
 Il nuovo acciaio pre-bonificato per stampi di medie e grandi dimensioni Generalità Analisi chimica KeyLos UP nasce dalla pluriennale esperienza di Lucchini RS nella produzione degli acciai dedicati al
Il nuovo acciaio pre-bonificato per stampi di medie e grandi dimensioni Generalità Analisi chimica KeyLos UP nasce dalla pluriennale esperienza di Lucchini RS nella produzione degli acciai dedicati al
Analisi Chimica. AISI: 410 EN: 1,4006 C max: 0,08 0,15 Mn max: 1,5 P max: 0,04 S max: 0,015 Si max: 1 Cr: 11,5 13,5 Ni: 0,75 Mo: - Altri: -
 410 AISI: 410 EN: 1,4006 C max: 0,08 0,15 Cr: 11,5 13,5 Ni: 0,75 Acciaio inossidabile a struttura martensitica al Cr di uso generale. Il trattamento di bonifi ca migliora la resistenza alla corrosione
410 AISI: 410 EN: 1,4006 C max: 0,08 0,15 Cr: 11,5 13,5 Ni: 0,75 Acciaio inossidabile a struttura martensitica al Cr di uso generale. Il trattamento di bonifi ca migliora la resistenza alla corrosione
1 A DISEGNO PROGETTAZIONE ORGANIZZAZIONE INDUSTRIALE. T n. =C, con C = 366 ed n = 0.25, Motore
 Disegno, Progettazione ed rganizzazione Industriale esame 03 DISEGN PRGETTZINE RGNIZZZINE INDUSTRILE Sessione ordinaria 03 L albero di trasmissione rappresentato in figura trasmette una potenza P = 5 kw
Disegno, Progettazione ed rganizzazione Industriale esame 03 DISEGN PRGETTZINE RGNIZZZINE INDUSTRILE Sessione ordinaria 03 L albero di trasmissione rappresentato in figura trasmette una potenza P = 5 kw
Macchine per la stabilizzazione delle terre Napoli 18 aprile 2012
 Macchine per la stabilizzazione delle terre Napoli 18 aprile 2012 LE MACCHINE NECESSARIE Spandilegante Stabilizzatrice Rulli Grader Scegliere la stabilizzatrice adeguata per ogni situazione STABILIZZAZIONE
Macchine per la stabilizzazione delle terre Napoli 18 aprile 2012 LE MACCHINE NECESSARIE Spandilegante Stabilizzatrice Rulli Grader Scegliere la stabilizzatrice adeguata per ogni situazione STABILIZZAZIONE
Polysorb Molle a tazza. Polysorb. Tel. +39-039-59061 Fax +39-039 - 59 06 222. Compensazione del gioco assiale e degli errori di lavorazione
 Tel. +39-039-59061 Molle a tazza mm Compensazione del gioco assiale e degli errori di lavorazione Eccellenti capacità ammortizzanti Insonorizzanti Inossidabili Leggere Isolamento elettrico e termico 36.1
Tel. +39-039-59061 Molle a tazza mm Compensazione del gioco assiale e degli errori di lavorazione Eccellenti capacità ammortizzanti Insonorizzanti Inossidabili Leggere Isolamento elettrico e termico 36.1
Trattamenti termici degli acciai al carbonio
 Trattamenti termici Il trattamento termico è una lavorazione attuata mediante un ciclo termico, su un metallo o una sua lega, allo stato solido, al fine di variarne le proprietà e renderle adatte alla
Trattamenti termici Il trattamento termico è una lavorazione attuata mediante un ciclo termico, su un metallo o una sua lega, allo stato solido, al fine di variarne le proprietà e renderle adatte alla
ISTITUTO TECNICO INDUSTRIALE STATALE "G. MARCONI" Via Milano n. 51-56025 PONTEDERA (PI) DIPARTIMENTO: Discipline Meccaniche e Grafiche
 DIPARTIMENTO: Discipline Meccaniche e Grafiche") PROGRAMMAZIONE COORDINATA TEMPORALMENTE Monte ore annuo 132 Libro di Testo vol1 Pandolfo Degli Espositi Ed. Calderini Le principali unità di misura nel S.I., S.T., S.A. Metrologia Tolleranze dimensionali
PROGRAMMAZIONE COORDINATA TEMPORALMENTE Monte ore annuo 132 Libro di Testo vol1 Pandolfo Degli Espositi Ed. Calderini Le principali unità di misura nel S.I., S.T., S.A. Metrologia Tolleranze dimensionali
ANPT. Ampliamento della Linea SWISSCUT INNOVAL. Annuncio Nuovi Prodotti TORNI-SCAN. B-15-005 MAGGIO 2015. Pagina 1 / 10
 ANPT Pagina 1 / 10 Ampliamento della Linea SWISSCUT INNOVAL Caratteristiche Pagina 2 / 10 Utensili per refrigerazione ad elevata pressione Nuova geometria per tornitura in tirata Nuovi inserti per torni-scanalatura,
ANPT Pagina 1 / 10 Ampliamento della Linea SWISSCUT INNOVAL Caratteristiche Pagina 2 / 10 Utensili per refrigerazione ad elevata pressione Nuova geometria per tornitura in tirata Nuovi inserti per torni-scanalatura,
Frese a candela in metallo duro ad alte prestazioni per alluminio
 Frese a candela in metallo duro ad alte prestazioni per alluminio Grazie alla vasta selezione di tipologie disponibili è possibile scegliere l'utensile più adatto al lavoro da eseguire. Per applicazioni
Frese a candela in metallo duro ad alte prestazioni per alluminio Grazie alla vasta selezione di tipologie disponibili è possibile scegliere l'utensile più adatto al lavoro da eseguire. Per applicazioni
LEZIONE 3. PROGETTO DI COSTRUZIONI IN ACCIAIO Parte I. Caratteristiche generali. Corso di TECNICA DELLE COSTRUZIONI Chiara CALDERINI A.A.
 Corso di TECNICA DELLE COSTRUZIONI Chiara CALDERINI A.A. 2007-2008 Facoltà di Architettura Università degli Studi di Genova LEZIONE 3 PROGETTO DI COSTRUZIONI IN ACCIAIO Parte I. Caratteristiche generali
Corso di TECNICA DELLE COSTRUZIONI Chiara CALDERINI A.A. 2007-2008 Facoltà di Architettura Università degli Studi di Genova LEZIONE 3 PROGETTO DI COSTRUZIONI IN ACCIAIO Parte I. Caratteristiche generali
Energia e Lavoro. In pratica, si determina la dipendenza dallo spazio invece che dal tempo
 Energia e Lavoro Finora abbiamo descritto il moto dei corpi (puntiformi) usando le leggi di Newton, tramite le forze; abbiamo scritto l equazione del moto, determinato spostamento e velocità in funzione
Energia e Lavoro Finora abbiamo descritto il moto dei corpi (puntiformi) usando le leggi di Newton, tramite le forze; abbiamo scritto l equazione del moto, determinato spostamento e velocità in funzione
Optimum Lubrication and cooling system Kw
 è un prodotto: PATENTED Optimum Lubrication and cooling system Kw Produttività Qualità Ecologia in Un Prodotto distribuito da: S.p.A. TOOLS ENGINEERING & MANUFACTURING Sistema Kw: principio di funzionamento
è un prodotto: PATENTED Optimum Lubrication and cooling system Kw Produttività Qualità Ecologia in Un Prodotto distribuito da: S.p.A. TOOLS ENGINEERING & MANUFACTURING Sistema Kw: principio di funzionamento
ROLLED FORGED COLD DRAWN PEELED STAINLESS CHROMIUM PLATED CUTTING FREE
 BETTINELLI ACCIAI Gamma Prodotti HOT ROLLED FORGED COLD DRAWN PEELED STAINLESS CHROMIUM PLATED CUTTING FREE dal 1958 GAMMA PRODOTTI S235JR (FE 360 B) Piatto Angolare 2-100 mm 8x2-300x50 5-100 Caratteristiche:
BETTINELLI ACCIAI Gamma Prodotti HOT ROLLED FORGED COLD DRAWN PEELED STAINLESS CHROMIUM PLATED CUTTING FREE dal 1958 GAMMA PRODOTTI S235JR (FE 360 B) Piatto Angolare 2-100 mm 8x2-300x50 5-100 Caratteristiche:
Lavorazione lamiera III
 Lavorazione lamiera III Imbutitura (deep drawing) Deformabilità delle lamiere Macchinari per la formatura delle lamiere Progettazione Considerazioni economiche Imbutitura (Deep Drawing) Nata nel 1700 non
Lavorazione lamiera III Imbutitura (deep drawing) Deformabilità delle lamiere Macchinari per la formatura delle lamiere Progettazione Considerazioni economiche Imbutitura (Deep Drawing) Nata nel 1700 non
CLASSIFICAZIONE DEI MATERIALI
 I MATERIALI La tecnologia è quella scienza che studia: i materiali la loro composizione le loro caratteristiche le lavorazioni necessarie e le trasformazioni che possono subire e il loro impiego. I materiali
I MATERIALI La tecnologia è quella scienza che studia: i materiali la loro composizione le loro caratteristiche le lavorazioni necessarie e le trasformazioni che possono subire e il loro impiego. I materiali
Cuscinetti radiali rigidi a sfere ad una corona Generation C. Informazione tecnica
 Cuscinetti radiali rigidi a sfere ad una corona Generation C Informazione tecnica Indice Caratteristiche 2 Vantaggi dei cuscinetti FAG radiali rigidi a sfere Generation C 2 Tenuta e lubrificazione 2 Temperatura
Cuscinetti radiali rigidi a sfere ad una corona Generation C Informazione tecnica Indice Caratteristiche 2 Vantaggi dei cuscinetti FAG radiali rigidi a sfere Generation C 2 Tenuta e lubrificazione 2 Temperatura
Lezione. Tecnica delle Costruzioni
 Lezione Tecnica delle Costruzioni 1 Materiali Caratteristiche dell acciaio Acciaio = lega ferro-carbonio Caratteristiche importanti: resistenza duttilità = capacità di deformarsi plasticamente senza rompersi
Lezione Tecnica delle Costruzioni 1 Materiali Caratteristiche dell acciaio Acciaio = lega ferro-carbonio Caratteristiche importanti: resistenza duttilità = capacità di deformarsi plasticamente senza rompersi
Mtll Metallurgia Acciai e ghise
 Acciai e ghise Mtll Metallurgia Acciai e ghise Prof. Studio: piano terra Facoltà di Ingegneria, stanza 25 Orario di ricevimento: i Mercoledì 14.00-16.00 Tel. 07762993681 E-mail: iacoviello@unicas.itit
Acciai e ghise Mtll Metallurgia Acciai e ghise Prof. Studio: piano terra Facoltà di Ingegneria, stanza 25 Orario di ricevimento: i Mercoledì 14.00-16.00 Tel. 07762993681 E-mail: iacoviello@unicas.itit
Trattamenti termici dei metalli
 Trattamenti termici dei metalli TRATTAMENTI TERMICI Trasformazioni di fase: termodinamica vs cinetica Trattamenti che portano le leghe verso le condizioni di equilibrio (es: ricottura) Trattamenti che
Trattamenti termici dei metalli TRATTAMENTI TERMICI Trasformazioni di fase: termodinamica vs cinetica Trattamenti che portano le leghe verso le condizioni di equilibrio (es: ricottura) Trattamenti che
Il nuovo acciaio per stampi di medie e grandi dimensioni ad alte prestazioni.
 Il nuovo acciaio per stampi di medie e grandi dimensioni ad alte prestazioni. Generalità KeyLos Plus è un nuovo acciaio dedicato allo stampaggio delle materie plastiche che Lucchini RS propone ai clienti
Il nuovo acciaio per stampi di medie e grandi dimensioni ad alte prestazioni. Generalità KeyLos Plus è un nuovo acciaio dedicato allo stampaggio delle materie plastiche che Lucchini RS propone ai clienti
PROGRAMMAZIONE DISCIPLINARE ( modulo redatto da prof. A. Rossi)
") DISCIPLINA: TECNOLOGIA MECCANICA A.S. 2012/2013 di dipartimento individuale del/i docente/i...... per la/e classe/i 4^ TIM 1) PREREQUISITI Possedere conoscenze relative alle proprietà chimico-strutturali,
DISCIPLINA: TECNOLOGIA MECCANICA A.S. 2012/2013 di dipartimento individuale del/i docente/i...... per la/e classe/i 4^ TIM 1) PREREQUISITI Possedere conoscenze relative alle proprietà chimico-strutturali,
GEB01. Cuscinetti compositi multistrato autolubrificanti. Caratteristiche strutturali e applicazioni. Prestazioni fisiche e meccaniche
 GEB01 Cuscinetti compositi multistrato autolubrificanti Profi lo Strutturale PTFE+ altro polimero Strato in lega di bronzo poroso sinterizzato Strato base di acciaio Strato di placcatura GEB01 (cfr. immagine
GEB01 Cuscinetti compositi multistrato autolubrificanti Profi lo Strutturale PTFE+ altro polimero Strato in lega di bronzo poroso sinterizzato Strato base di acciaio Strato di placcatura GEB01 (cfr. immagine
UNIVERSITA DEGLI STUDI DI BRESCIA
 UNIVERSITA DEGLI STUDI DI BRESCIA ESAME DI STATO DI ABILITAZIONE ALL'ESERCIZIO DELLA PROFESSIONE DI INGEGNERE (Lauree di primo livello D.M. 509/99 e D.M. 270/04 e Diploma Universitario) SEZIONE B - Prima
UNIVERSITA DEGLI STUDI DI BRESCIA ESAME DI STATO DI ABILITAZIONE ALL'ESERCIZIO DELLA PROFESSIONE DI INGEGNERE (Lauree di primo livello D.M. 509/99 e D.M. 270/04 e Diploma Universitario) SEZIONE B - Prima
www.rodacciai.it PROVA DI TRAZIONE L 0 = 5.65 S 0 PROVE MECCANICHE
 PROVA DI TRAZIONE La prova, eseguita a temperatura ambiente o più raramente a temperature superiori o inferiori, consiste nel sottoporre una provetta a rottura per mezzo di uno sforzo di trazione generato
PROVA DI TRAZIONE La prova, eseguita a temperatura ambiente o più raramente a temperature superiori o inferiori, consiste nel sottoporre una provetta a rottura per mezzo di uno sforzo di trazione generato
Capacità di assorbire una deformazione plastica senza rompersi: alta=duttile (es. oro) bassa=fragile (es. vetro)
 bassa=fragile (es. vetro)") Capacità di assorbire una deformazione plastica senza rompersi: alta=duttile (es. oro) bassa=fragile (es. vetro) E dipendente dalla temperatura:capacità di riposizionamento di difetti ed atomi (diffusione
Capacità di assorbire una deformazione plastica senza rompersi: alta=duttile (es. oro) bassa=fragile (es. vetro) E dipendente dalla temperatura:capacità di riposizionamento di difetti ed atomi (diffusione