LASER E PRODUZIONE: CARATTERISTICHE, APPLICAZIONI E TENDENZE FUTURE
|
|
|
- Marcellino Durante
- 6 anni fa
- Visualizzazioni
Transcript



1 Università degli Studi di L Aquila Dipartimento di Ingegneria Meccanica, Energetica e Gestionale UCIMU-SISTEMI PER PRODURRE Associazione Costruttori Italiani Macchine Utensili, Robot e Automazione LASER E PRODUZIONE: CARATTERISTICHE, APPLICAZIONI E TENDENZE FUTURE Indagine sperimentale sulla tempra superficiale di Prof. Antoniomaria Di Ilio
2 Principio della tempra laser A P a t i = b/v HAZ T AC3 = 770 C T Vista del processo dall alto Fascio laser b Velocità del pezzo K, D, T a z v a Pezzo in lavorazione 2
3 OBIETTIVI Studiare l influenza dei parametri di processo sulla durezza del materiale Analisi degli effetti delle passate adiacenti Modellazione del processo per la previsione della profondità di trattamento 3



4 Sistema Laser a Diodi utilizzato per le prove λ = 940 mn P max = 1050 W Dimensioni dello spot laser: 3.6 mm Vs 0.6 mm Pezzo montato su tavola X-Y comandata da PC 4


5 Materiali esaminati: C45, X210Cr13, X150CrMo12 Dimensioni dei provini: 20 mm x 20 mm x 120 mm Per valutare la durezza e la profondità indurita impresse dal trattamento laser sono state effettuate delle prove di microdurezza su una superficie perpendicolare alla superficie trattata Superficie lappata su cui sono state effettuate le misure di microdurezza 5
6 CONDIZIONI PER IL CORRETTO TRATTAMENTO E necessario individuare le condizioni per cui il trattamento avviene correttamente in quanto è possibile avere: Mancato trattamento del materiale per velocità di lavorazione troppo elevate Fusione del materiale trattato per velocità di lavorazione troppo basse 6

7 Esempio sperimentale P = 300 W V = 5 mm/s 7

8 Esempio sperimentale P = 500 W V = 26 mm/s 8
9 Zona termicamente alterata vs velocità 9
10 Modellazione analitica del processo Ipotesi 1: - Conducibilità termica, K - Diffusività termica, D - Densità, ρ - Calore specifico, C p Dipendenti dalla temperatura, T T=T(z,t) Ipotesi 2: Pezzo in lavorazione considerato come solido semi-infinito D 2 T z ( z,t ) T ( z,t ) 2 = t t = t i = tempo di interazione materiale-fascio laser T( z, t = 0) = T 0 condizione iniziale del primo tipo (o di Dirichlet) Q(z = 0, t ) = Q con t [0,t*] condizione al contorno di secondo tipo (o di Neumann) 10

11 T( z,t Indagine sperimentale sulla tempra superficiale di Modellazione della profondità indurita Effetti della variabilità delle proprietà termiche ) T 0 = z 2 2Q Dt 4Dt K π *e Andamento della conducibilità termica con la temperatura Qz K *erfc 2 z Dt Andamento del calore specifico con la temperatura T < 800 T > T T T T








12 Effetti della variabilità della conducibilità termica e del calore specifico Previsioni più aderenti ai risultati sperimentali 12
13 13
14 Effetto delle passate adiacenti Materiale C45 Piano sperimentale P [ W ] v [mm/s] ov % P v ov %

15 Schema per la mappatura della microdurezza μm 15


16 Tempra convenzionale 600 HV W 55 mm/s 15 % O,1 mm 540 0,25 mm HV ,75 mm 0,5 mm Zone con durezza minima Provino non trattato 0 0,3 0,6 0,9 1,2 1,5 1,8 2,1 2,4 2,7 Posizione [mm] 16

17 Effetto della velocità L aumento della velocità comporta una diminuzione della durezza ed una migliore omogeneità, più evidenti per P = 950 W 17

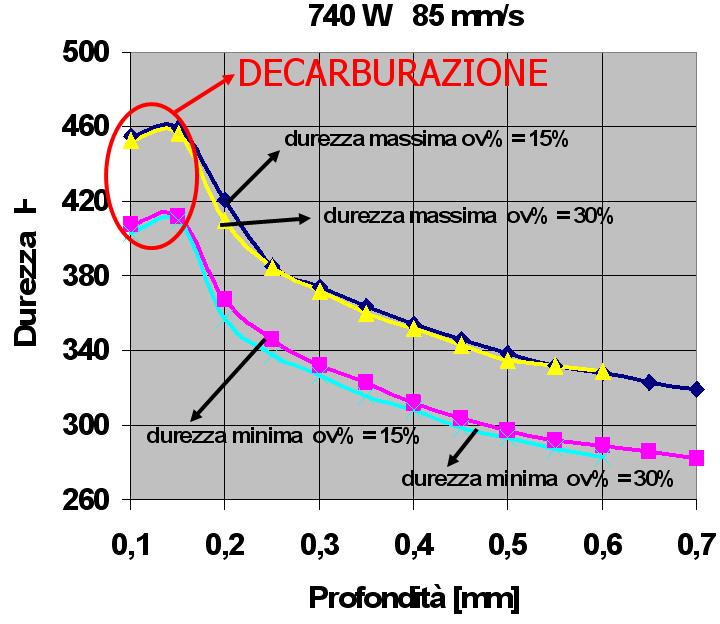
18 Effetto della % sovrapposizione Per ov%=30% si ha maggiore omogeneità, inoltre, per P = 740 W con ov%=30 % si hanno anche maggiori valori della durezza 18
19 DUREZZA [HV] DUREZZA [HV] DUREZZA [HV] Effetto delle passate successive PROVINO 55 PASSATA SINGOLA 0 0,5 1 1,5 2 2,5 3 3,5 4 4,5 5 PROVINO 55 PASSATA DOPPIA Aumento della durezza Aumento della disomogeneità 0 0,5 1 1,5 2 2,5 3 3,5 4 4,5 5 ANDAMENTO LONGITUDINALE DUREZZA passat passat Aumento della profondità del trattamento 0 0,2 0,4 0,6 0,8 1 1,2 PROFONDITA' [mm] DUREZZA PROVINO 85 PASSATA SINGOLA mm 0 0,5 1 1,5 2 2,5 3 3,5 4 4,5 5 5,5 DUREZZA[HV] Aumento della disomogeneità PROVINO 85 PASSATA DOPPIA Aumento della durezza 0 0,5 1 1,5 2 2,5 3 3,5 4 4,5 5 5,5 mm 19
20 20





21 Effetti del gas di assistenza 21





22 Effetto del gas di assistenza Fascio laser α Gas Fascio laser Direzione trattamento Gas α s = 10 mm Direzione trattamento 22

23 Caso applicativo Superficie da trattare con fascio laser. Tempra laser selettiva della zona del tagliente del coltello destinato al taglio di etichette per prodotti igienico-sanitari. 23

24 Sono stati ipotizzati 3 differenti posizionamenti del pezzo rispetto al fascio laser per la realizzazione della tempra del tagliente. Fascio laser perpendicolare ad una superficie Posizionamento 1 Pezzo in lavorazione 24
25 Fascio laser verticale (perpendicolare all apice del tagliente) Posizionamento 2 Pezzo in lavorazione 25
26 Posizionamento 3 Fascio laser perpendicolare all asse del coltello Pezzo in lavorazione 26


27 Punta del tagliente prima dell operazione di tempra Laser perpendicolare ad una superficie 800 W, 30 mm/s Si nota un pronunciato arrotondamento della punta del tagliente per effetto termico. 27



28 Laser in posizione simmetrica Si nota un forte arrotondamento della punta del tagliente La fusione del materiale provoca la deformazione del dorso del tagliente 28

29 Laser perpendicolare all asse del coltello Caso migliore: l arrotondamento della punta del tagliente risulta meno pronunciato rispetto agli altri due casi.
30 Futuri sviluppi Ulteriori indagini su: - effetto del gas di assistenza - passate successive - effetto sulla finitura superficiale - estensione ad altri acciai Applicazioni: - ulteriori indagini in corso sul trattamento di utensili affilati
Tempra laser di 40CrMnMo7 pre-nitrurato in plasma Influenza delle condizioni di trattamento
 Tempra laser di 40CrMnMo7 pre-nitrurato in plasma Influenza delle condizioni di trattamento E. Colombini, G. Poli, R. Sola, P. Veronesi, Dipartimento di Ingegneria dei Materiali Enzo Ferrari, Università
Tempra laser di 40CrMnMo7 pre-nitrurato in plasma Influenza delle condizioni di trattamento E. Colombini, G. Poli, R. Sola, P. Veronesi, Dipartimento di Ingegneria dei Materiali Enzo Ferrari, Università
Proprietà meccaniche e microstruttura indotte da tempra laser nell acciaio
 Proprietà meccaniche e microstruttura indotte da tempra laser nell acciaio 1.2311 R. Sola, G. Poli, R. Giovanardi, P. Veronesi Università degli Studi di Modena e Reggio Emilia G. Parigi STAV srl, Saldobrasature
Proprietà meccaniche e microstruttura indotte da tempra laser nell acciaio 1.2311 R. Sola, G. Poli, R. Giovanardi, P. Veronesi Università degli Studi di Modena e Reggio Emilia G. Parigi STAV srl, Saldobrasature
Rif. Bibliografico: Giusti/Santochi Tecnologia meccanica cap.9
 LAVORAZIONI DI RETTIFICA Rif. Bibliografico: Giusti/Santochi Tecnologia meccanica cap.9 1 Rettifica - le lavorazioni Foto copertina 2 Rettifica - le lavorazioni 3 Rettifica - le lavorazioni Rettifica in
LAVORAZIONI DI RETTIFICA Rif. Bibliografico: Giusti/Santochi Tecnologia meccanica cap.9 1 Rettifica - le lavorazioni Foto copertina 2 Rettifica - le lavorazioni 3 Rettifica - le lavorazioni Rettifica in
Lavorazioni non convenzionali
 Lavorazioni non convenzionali Lavorazioni non convezionali Le lavorazioni non convezionali sono quei processi che utilizzano tecniche di rimozione del materiale per via meccanica, elettrica, termica e
Lavorazioni non convenzionali Lavorazioni non convezionali Le lavorazioni non convezionali sono quei processi che utilizzano tecniche di rimozione del materiale per via meccanica, elettrica, termica e
ATTIVITA di RICERCA. nel settore Tecnologie e Sistemi di Lavorazione
 ATTIVITA di RICERCA nel settore Gruppo di ricerca Antoniomaria Di Ilio (prof. ordinario) Alfonso Paoletti (prof. associato) Renza Santilli (dottoranda) Enrico Panaccio (dottorando) PRINCIPALI TEMATICHE
ATTIVITA di RICERCA nel settore Gruppo di ricerca Antoniomaria Di Ilio (prof. ordinario) Alfonso Paoletti (prof. associato) Renza Santilli (dottoranda) Enrico Panaccio (dottorando) PRINCIPALI TEMATICHE
Comportamento dei metalli: che cos è la HAZ o zona termicamente alterata?
 Comportamento dei metalli: che cos è la HAZ o zona termicamente alterata? La HAZ o zona termicamente alterata è un fenomeno che pone problemi di resistenza meccanica e corrosione nel taglio dell'acciaio.
Comportamento dei metalli: che cos è la HAZ o zona termicamente alterata? La HAZ o zona termicamente alterata è un fenomeno che pone problemi di resistenza meccanica e corrosione nel taglio dell'acciaio.
Il processo di Friction Stir Welding
 Il processo di Friction Stir Welding Fasi di saldatura 1) Avvicinamento PIN SHOULDER Fasi di saldatura 2) Penetrazione Fasi di saldatura 3) Avanzamento ADVANCING SIDE RETREATING SIDE Fasi di saldatura
Il processo di Friction Stir Welding Fasi di saldatura 1) Avvicinamento PIN SHOULDER Fasi di saldatura 2) Penetrazione Fasi di saldatura 3) Avanzamento ADVANCING SIDE RETREATING SIDE Fasi di saldatura
POLITECNICO DI TORINO TECNOLOGIA MECCANICA IL CICLO DI LAVORAZIONE
 POLITECNICO DI TORINO TECNOLOGIA MECCANICA IL CICLO DI LAVORAZIONE DEFINIZIONE Il ciclo di lavorazione è, in senso lato, la successione logica di tutte le operazioni necessarie per trasformare un pezzo
POLITECNICO DI TORINO TECNOLOGIA MECCANICA IL CICLO DI LAVORAZIONE DEFINIZIONE Il ciclo di lavorazione è, in senso lato, la successione logica di tutte le operazioni necessarie per trasformare un pezzo
Lavorazioni per asportazione di truciolo
 Lavorazioni per asportazione di truciolo Distacco di alcune parti di materiale dal pezzo attraverso l interazione con utensili che agiscono in maniera progressiva - cinematica del taglio - meccanica del
Lavorazioni per asportazione di truciolo Distacco di alcune parti di materiale dal pezzo attraverso l interazione con utensili che agiscono in maniera progressiva - cinematica del taglio - meccanica del
Processi per asportazione C.N. Processi per asportazione C.N. Generalità sui parametri di taglio
 Processi per asportazione C.N. Processi per asportazione C.N. La tornitura Foratura, fresatura e rettifica Il controllo numerico (C.N.) Ottimizzazione del processo 2 2006 Politecnico di Torino 1 Obiettivi
Processi per asportazione C.N. Processi per asportazione C.N. La tornitura Foratura, fresatura e rettifica Il controllo numerico (C.N.) Ottimizzazione del processo 2 2006 Politecnico di Torino 1 Obiettivi
Università degli Studi di Modena e Reggio Emilia Dipartimento di Ingegneria E. Ferrari
 Effetto del trattamento preliminare sulle proprietà dell acciaio AISI M2 sottoposto a trattamento criogenico R. Sola, R. Giovanardi, P. Veronesi, A. Forti Università di Modena e Reggio Emilia G. Parigi
Effetto del trattamento preliminare sulle proprietà dell acciaio AISI M2 sottoposto a trattamento criogenico R. Sola, R. Giovanardi, P. Veronesi, A. Forti Università di Modena e Reggio Emilia G. Parigi
THIXOESTRUSIONE DI LEGHE DI ALLUMINIO
 UNIVERSITA DEGLI STUDI DI BRESCIA FACOLTA DI INGEGNERIA CORSO DI LAUREA IN INGEGNERIA DEI MATERIALI THIXOESTRUSIONE DI LEGHE DI ALLUMINIO Relatore: Ing. ANNALISA POLA Correlatore: Ing. ALBERTO ARRIGHINI
UNIVERSITA DEGLI STUDI DI BRESCIA FACOLTA DI INGEGNERIA CORSO DI LAUREA IN INGEGNERIA DEI MATERIALI THIXOESTRUSIONE DI LEGHE DI ALLUMINIO Relatore: Ing. ANNALISA POLA Correlatore: Ing. ALBERTO ARRIGHINI
Stato di tensione residua di rullatura su elementi per prove di fatica da fretting con collegamento forzato albero mozzo
 Stato di tensione residua di rullatura su elementi per prove di fatica da fretting con collegamento forzato albero mozzo Autori: Prof. M. Beghini, Ing. B.D. Monelli, Ing. C. Santus Università di Pisa 1/24
Stato di tensione residua di rullatura su elementi per prove di fatica da fretting con collegamento forzato albero mozzo Autori: Prof. M. Beghini, Ing. B.D. Monelli, Ing. C. Santus Università di Pisa 1/24
PROCESSO DELL ASPORTAZIONE DEL METALLO
 PROCESSO DELL ASPORTAZIONE DEL METALLO Formazione del truciolo La lavorazione meccanica di un elemento, ha lo scopo di mutarne la forma e le dimensioni per ottenere un particolare meccanico conforme alle
PROCESSO DELL ASPORTAZIONE DEL METALLO Formazione del truciolo La lavorazione meccanica di un elemento, ha lo scopo di mutarne la forma e le dimensioni per ottenere un particolare meccanico conforme alle
FRESATURA. Fresatura periferica
 FRESATURA La fresatura è una lavorazione per asportazione di materiale che consente di ottenere una vasta gamma di superfici (piani, spallamenti, scanalature, ecc.) mediante l azione di un utensile pluritagliente
FRESATURA La fresatura è una lavorazione per asportazione di materiale che consente di ottenere una vasta gamma di superfici (piani, spallamenti, scanalature, ecc.) mediante l azione di un utensile pluritagliente
ASPORTAZIONE DI TRUCIOLO ASPORTAZIONE DI TRUCIOLO
 ASPORTAZIONE DI TRUCIOLO ASPORTAZIONE DI TRUCIOLO Distacco di alcune parti di materiale dal pezzo attraverso l interazione con utensili che agiscono in maniera progressiva truciolo utensile - cinematica
ASPORTAZIONE DI TRUCIOLO ASPORTAZIONE DI TRUCIOLO Distacco di alcune parti di materiale dal pezzo attraverso l interazione con utensili che agiscono in maniera progressiva truciolo utensile - cinematica
Padova, Il calcolo semplificato della deriva termica nel terreno A. Capozza
 Padova, 5 12 2012 Il calcolo semplificato della deriva termica nel terreno A. Capozza Modello matematico sonda verticale: ipotesi Terreno: proprietà costanti e omogenee Sorgente: lineare e infinita (no
Padova, 5 12 2012 Il calcolo semplificato della deriva termica nel terreno A. Capozza Modello matematico sonda verticale: ipotesi Terreno: proprietà costanti e omogenee Sorgente: lineare e infinita (no
IL TAGLIO ORBITALE DELLE VITI SENZA FINE UNA TECNOLOGIA ECOSOSTENIBILE
 IL TAGLIO ORBITALE DELLE VITI SENZA FINE UNA TECNOLOGIA ECOSOSTENIBILE Marco Benincasa (Benincasa Meccanica) Giampaolo Giacomozzi (Varvel SpA) Massimiliano Turci (Studio Tecnico Turci) Riduttori a vite
IL TAGLIO ORBITALE DELLE VITI SENZA FINE UNA TECNOLOGIA ECOSOSTENIBILE Marco Benincasa (Benincasa Meccanica) Giampaolo Giacomozzi (Varvel SpA) Massimiliano Turci (Studio Tecnico Turci) Riduttori a vite
Lavorazioni per asportazione di truciolo.
 Lavorazioni per asportazione di truciolo carmelo.demaria@unipi.it Asportazione di materiale Dalla piallatura in falegnameria... Truciolo alla tornitura in officina Asportazione di materiale Taglio Abrasivi
Lavorazioni per asportazione di truciolo carmelo.demaria@unipi.it Asportazione di materiale Dalla piallatura in falegnameria... Truciolo alla tornitura in officina Asportazione di materiale Taglio Abrasivi
Università del Salento Facoltà di Ingegneria Costruzione di Macchine
 Università del Salento Facoltà di Ingegneria Costruzione di Macchine Lezione 3 Prova di trazione a cura del prof. ing. Vito Dattoma e dell ing. Riccardo Nobile 1 Prove di caratterizzazione meccanica Prova
Università del Salento Facoltà di Ingegneria Costruzione di Macchine Lezione 3 Prova di trazione a cura del prof. ing. Vito Dattoma e dell ing. Riccardo Nobile 1 Prove di caratterizzazione meccanica Prova
LA SIMULAZIONE A SUPPORTO DELLA PROGETTAZIONE DEGLI IMPIANTI INDUSTRIALI
 Seminario tecnico Hygienic Design delle apparecchiature alimentari 11 Giugno 2010, Centro Santa Elisabetta c/o Campus Universitario di Parma LA SIMULAZIONE A SUPPORTO DELLA PROGETTAZIONE DEGLI IMPIANTI
Seminario tecnico Hygienic Design delle apparecchiature alimentari 11 Giugno 2010, Centro Santa Elisabetta c/o Campus Universitario di Parma LA SIMULAZIONE A SUPPORTO DELLA PROGETTAZIONE DEGLI IMPIANTI
Lavorazioni per abrasione (rettifica)
") Lavorazioni per abrasione (rettifica) Moto di taglio utensile rotatorio Moto di avanzamento utensile / pezzo Moto di registrazione utensile rettilineo curvilineo Moto di lavoro (cicloidale) rettilineo
Lavorazioni per abrasione (rettifica) Moto di taglio utensile rotatorio Moto di avanzamento utensile / pezzo Moto di registrazione utensile rettilineo curvilineo Moto di lavoro (cicloidale) rettilineo
ALBERI DI PRECISIONE
 ALBERI DI PRECISIONE Protezione e imballaggi Lavorazioni meccaniche alberi Chi siamo Gli alberi di precisione SAMEC in acciaio, vengono protetti contro l ossidazione da uno speciale olio antiruggine. L
ALBERI DI PRECISIONE Protezione e imballaggi Lavorazioni meccaniche alberi Chi siamo Gli alberi di precisione SAMEC in acciaio, vengono protetti contro l ossidazione da uno speciale olio antiruggine. L
Quotatura. Prof. Giorgio Colombo Dipartimento di Meccanica III FACOLTA DI ARCHITETTURA DISEGNO INDUSTRIALE POLITECNICO DI MILANO 1
 Knowledge Aided Engineering Manufacturing and Related Technologies DISEGNO TECNICO INDUSTRIALE Quotatura Prof. Giorgio Colombo Dipartimento di Meccanica POLITECNICO DI MILANO 1... nella precedente lezione
Knowledge Aided Engineering Manufacturing and Related Technologies DISEGNO TECNICO INDUSTRIALE Quotatura Prof. Giorgio Colombo Dipartimento di Meccanica POLITECNICO DI MILANO 1... nella precedente lezione
XILITE WINDOW CORREZIONE TERMICA DEL CONTORNO FINESTRA
 XILITE WINDOW CORREZIONE TERMICA DEL CONTORNO FINESTRA Xilite è utilizzata efficacemente anche nell ambito della correzione dei ponti termici in corrispondenza delle aperture. Infatti, grazie alla elevata
XILITE WINDOW CORREZIONE TERMICA DEL CONTORNO FINESTRA Xilite è utilizzata efficacemente anche nell ambito della correzione dei ponti termici in corrispondenza delle aperture. Infatti, grazie alla elevata
QUOTATURA. Prof. Daniele Regazzoni
 CdL in INGEGNERIA DELLE TECNOLOGIE PER LA SALUTE QUOTATURA Prof. Daniele Regazzoni University of Bergamo Department of Management, Information and Production Engineering... IN QUESTA LEZIONE Quotatura
CdL in INGEGNERIA DELLE TECNOLOGIE PER LA SALUTE QUOTATURA Prof. Daniele Regazzoni University of Bergamo Department of Management, Information and Production Engineering... IN QUESTA LEZIONE Quotatura
Foratura. Moto di taglio utensile rotatorio. Moto di avanzamento utensile. Moto di registrazione pezzo. lavorazioni. Asportazione di truciolo 120
 Foratura Moto di taglio utensile rotatorio Moto di avanzamento utensile rettilineo Moto di registrazione utensile pezzo Moto di lavoro elicoidale lavorazioni Asportazione di truciolo 120 Struttura trapani
Foratura Moto di taglio utensile rotatorio Moto di avanzamento utensile rettilineo Moto di registrazione utensile pezzo Moto di lavoro elicoidale lavorazioni Asportazione di truciolo 120 Struttura trapani
Asportazione di truciolo. LIUC - Ingegneria Gestionale 1
 Asportazione di truciolo LIUC - Ingegneria Gestionale 1 L asportazione di truciolo Per asportazione di truciolo (taglio e rimozione del materiale) si lavorano a freddo grezzi di fonderia e semilavorati
Asportazione di truciolo LIUC - Ingegneria Gestionale 1 L asportazione di truciolo Per asportazione di truciolo (taglio e rimozione del materiale) si lavorano a freddo grezzi di fonderia e semilavorati
Classificazione delle lavorazioni per asportazione di truciolo
 Classificazione delle lavorazioni per asportazione di truciolo Classificazione secondo i movimenti Moto di taglio Moto di avanzamento Moto di registrazione - rettilineo - alternativo - rotatorio - continuo
Classificazione delle lavorazioni per asportazione di truciolo Classificazione secondo i movimenti Moto di taglio Moto di avanzamento Moto di registrazione - rettilineo - alternativo - rotatorio - continuo
Foratura e lavorazioni complementari. LIUC - Ingegneria Gestionale 1
 Foratura e lavorazioni complementari LIUC - Ingegneria Gestionale 1 Foratura È la più comune delle operazioni effettuate mediante il trapano e serve per ottenere fori di precisione grossolana LIUC - Ingegneria
Foratura e lavorazioni complementari LIUC - Ingegneria Gestionale 1 Foratura È la più comune delle operazioni effettuate mediante il trapano e serve per ottenere fori di precisione grossolana LIUC - Ingegneria
M.Z.F. srl Acciai Speciali per Utensili Internet: Tel Fax
 Acciai per Utensili BLU TOOL Linea per Materie plastiche ACCIAIO BONIFICAT0 HB 300 Le leghe: BLU EXTRA BLU TOOL - BLU HARD - BLACK - FASTER - AZZUR - POLAR ESR - COBRAL ESR AVANT ESR -THOR ESR --------------------------------------------------------------------------------------------------------------------------------------------------------------
Acciai per Utensili BLU TOOL Linea per Materie plastiche ACCIAIO BONIFICAT0 HB 300 Le leghe: BLU EXTRA BLU TOOL - BLU HARD - BLACK - FASTER - AZZUR - POLAR ESR - COBRAL ESR AVANT ESR -THOR ESR --------------------------------------------------------------------------------------------------------------------------------------------------------------
alternativi di grandi dimensioni Fabio FRANCO, Design Manager Design Team, Technical Service Service Wärtsilä Italia S.p.A TORINO, 05/11/2008
 Fatica ad alto numero di cicli per motori alternativi di grandi dimensioni Fabio FRANCO, Design Manager Design Team, Technical Service Service Wärtsilä Italia S.p.A TORINO, 05/11/2008 Wärtsilä Italia Azienda
Fatica ad alto numero di cicli per motori alternativi di grandi dimensioni Fabio FRANCO, Design Manager Design Team, Technical Service Service Wärtsilä Italia S.p.A TORINO, 05/11/2008 Wärtsilä Italia Azienda
Matrici metalliche innovative per utensili da taglio diamantati ed in metallo duro
 Matrici metalliche innovative per utensili da taglio diamantati ed in metallo duro Pietro Appendino, Silvia Spriano, Politecnico di Torino Dipartimento di Scienza dei Materiali e Ingegneria Chimica Corso
Matrici metalliche innovative per utensili da taglio diamantati ed in metallo duro Pietro Appendino, Silvia Spriano, Politecnico di Torino Dipartimento di Scienza dei Materiali e Ingegneria Chimica Corso
TRATTAMENTI TERMICI DEI MATERIALI FERROSI
 TRATTAMENTI TERMICI DEI MATERIALI FERROSI Tempra Processi di tempra A seconda di come viene eseguito il trattamento, consentono di ottenere: un cambiamento di struttura totale a temperatura ambiente con
TRATTAMENTI TERMICI DEI MATERIALI FERROSI Tempra Processi di tempra A seconda di come viene eseguito il trattamento, consentono di ottenere: un cambiamento di struttura totale a temperatura ambiente con
QUOTATURA. Ing. Davide Russo Dipartimento di Ingegneria Industriale
 QUOTATURA Ing. Davide Russo Dipartimento di Ingegneria Industriale ... NELLA PRECEDENTE LEZIONE Sezioni Introduzione al problema Definizione Indicazioni convenzionali come si eseguono Classificazione 2
QUOTATURA Ing. Davide Russo Dipartimento di Ingegneria Industriale ... NELLA PRECEDENTE LEZIONE Sezioni Introduzione al problema Definizione Indicazioni convenzionali come si eseguono Classificazione 2
Il ciclo di lavorazione
 Il ciclo di lavorazione Analisi critica del disegno di progetto Riprogettazione del componente (ove necessario) Determinazione dei processi tecnologici e scelta delle macchine utensili Stesura del ciclo
Il ciclo di lavorazione Analisi critica del disegno di progetto Riprogettazione del componente (ove necessario) Determinazione dei processi tecnologici e scelta delle macchine utensili Stesura del ciclo
Processi per asportazione C.N. Processi per asportazione C.N. Generalità sui parametri di taglio. La tornitura. Foratura, fresatura e rettifica
 Processi per asportazione C.N. Processi per asportazione C.N. Generalità sui parametri di taglio La tornitura Il controllo numerico (C.N.) Ottimizzazione del processo 2 2006 Politecnico di Torino 1 Obiettivi
Processi per asportazione C.N. Processi per asportazione C.N. Generalità sui parametri di taglio La tornitura Il controllo numerico (C.N.) Ottimizzazione del processo 2 2006 Politecnico di Torino 1 Obiettivi
Prove sperimentali a rottura di travi rettangolari in cemento armato con staffatura tipo Spirex e staffatura tradizionale
 Università degli Studi di Firenze DIPARTIMENTO DI INGEGNERIA CIVILE E AMBIENTALE LABORATORIO PROVE STRUTTURE E MATERIALI Via di Santa Marta, 3-50139 Firenze Prove sperimentali a rottura di travi rettangolari
Università degli Studi di Firenze DIPARTIMENTO DI INGEGNERIA CIVILE E AMBIENTALE LABORATORIO PROVE STRUTTURE E MATERIALI Via di Santa Marta, 3-50139 Firenze Prove sperimentali a rottura di travi rettangolari
Docente: Ing. P.Zanetti
 Torniturar Docente: Ing. P.Zanetti 1. Introduzione all operazione di tornitura Il moto di taglio (rotatorio) è affidato al pezzo Il moto di avanzamento è affidato all utensile Si ottengono solo pezzi caratterizzati
Torniturar Docente: Ing. P.Zanetti 1. Introduzione all operazione di tornitura Il moto di taglio (rotatorio) è affidato al pezzo Il moto di avanzamento è affidato all utensile Si ottengono solo pezzi caratterizzati
LE LAVORAZIONI INDUSTRIALI
 LE LAVORAZIONI INDUSTRIALI Tornitura Foratura Fresatura Rettifica Altre lavorazioni 1 LAVORAZIONI INDUSTRIALI Nelle lavorazioni industriali per asportazione di truciolo sono sempre presenti: Pezzo Grezzo
LE LAVORAZIONI INDUSTRIALI Tornitura Foratura Fresatura Rettifica Altre lavorazioni 1 LAVORAZIONI INDUSTRIALI Nelle lavorazioni industriali per asportazione di truciolo sono sempre presenti: Pezzo Grezzo
DUREZZA Nelle prime prove scala empirica qualitativa Mohs
 DUREZZA È la misura della resistenza opposta da un materiale alla deformazione plastica, ovvero a un penetratore o incisore. Nelle prime prove di durezza si usavano minerali naturali, la cui durezza era
DUREZZA È la misura della resistenza opposta da un materiale alla deformazione plastica, ovvero a un penetratore o incisore. Nelle prime prove di durezza si usavano minerali naturali, la cui durezza era
L utensile da tornio (Nomenclatura secondo UNI )
") L utensile da tornio (Nomenclatura secondo UNI 3401-3406) L utensile da tornio è costituito da uno stelo e da una testa (o nasello). In particolare nella testa si distinguono le seguenti parti: - il petto
L utensile da tornio (Nomenclatura secondo UNI 3401-3406) L utensile da tornio è costituito da uno stelo e da una testa (o nasello). In particolare nella testa si distinguono le seguenti parti: - il petto
UNIVERSITA DEGLI STUDI DI NAPOLI FEDERICO II
 UNIVERSITA DEGLI STUDI DI NAPOLI FEDERICO II Facoltà di Ingegneria Corso di prof. Fabrizio CAPECE MINUTOLO prof. Luigi CARRINO Anno accademico 2011-2012 II semestre dal 27.02.2012 al 08.06.2012 finestra
UNIVERSITA DEGLI STUDI DI NAPOLI FEDERICO II Facoltà di Ingegneria Corso di prof. Fabrizio CAPECE MINUTOLO prof. Luigi CARRINO Anno accademico 2011-2012 II semestre dal 27.02.2012 al 08.06.2012 finestra
Riferimenti: Levi/Zompì Tecnologia meccanica cap. 6 Giusti/Santochi Tecnologia meccanica cap. 9
 LAVORAZIONI DI FORATURA - ALESATURA Riferimenti: Levi/Zompì Tecnologia meccanica cap. 6 Giusti/Santochi Tecnologia meccanica cap. 9 1 FORATURA 2 FORATURA a z D/2 Moto di taglio: moto rotatorio dell utensile
LAVORAZIONI DI FORATURA - ALESATURA Riferimenti: Levi/Zompì Tecnologia meccanica cap. 6 Giusti/Santochi Tecnologia meccanica cap. 9 1 FORATURA 2 FORATURA a z D/2 Moto di taglio: moto rotatorio dell utensile
VALUTAZIONE DELLO SPESSORE DI NITROCARBURAZIONE CON METODO NON DISTRUTTIVO
 19 Convegno nazionale trattamenti termici Salsomaggiore, 20-22 maggio 3 VALUTAZIONE DELLO SPESSORE DI NITROCARBURAZIONE CON METODO NON DISTRUTTIVO G.Pasello - Pasello Trattamenti Termici srl R.Ricciardelli
19 Convegno nazionale trattamenti termici Salsomaggiore, 20-22 maggio 3 VALUTAZIONE DELLO SPESSORE DI NITROCARBURAZIONE CON METODO NON DISTRUTTIVO G.Pasello - Pasello Trattamenti Termici srl R.Ricciardelli
QUOTATURA PARTE 2. î IN QUESTA LEZIONE PROF. CATERINA RIZZI DIPARTIMENTO DI INGEGNERIA GESTIONALE,
 QUOTATURA PARTE 2 PROF. CATERINA RIZZI DIPARTIMENTO DI INGEGNERIA GESTIONALE, DELL INFORMAZIONE E DELLA PRODUZIONE î IN QUESTA LEZIONE CLASSIFICAZIONE punto di vista geometrico quote di grandezza quote
QUOTATURA PARTE 2 PROF. CATERINA RIZZI DIPARTIMENTO DI INGEGNERIA GESTIONALE, DELL INFORMAZIONE E DELLA PRODUZIONE î IN QUESTA LEZIONE CLASSIFICAZIONE punto di vista geometrico quote di grandezza quote
REFRASUD INTERNATIONAL S.R.L.
 Pagina 1 di 8 REFRASUD INTERNATIONAL S.R.L. Pagina 2 di 8 L'INNOVAZIONE TECNOLOGIA: CARBONXIDE La Refrasud International S.r.l. (in seguito denominata Refrasud), opera nel campo dei refrattari che fornisce
Pagina 1 di 8 REFRASUD INTERNATIONAL S.R.L. Pagina 2 di 8 L'INNOVAZIONE TECNOLOGIA: CARBONXIDE La Refrasud International S.r.l. (in seguito denominata Refrasud), opera nel campo dei refrattari che fornisce
ESERCITAZIONE -- ASTA PORTACOMPARATORE
 ESERCITAZIONE -- ASTA PORTACOMPARATORE 1 Progettare l asta di un comparatore (determinarne diametro e materiale) OBIETTIVO minimizzare il costo F VINCOLI FUNZIONALI freccia massima di inflessione, tolleranza
ESERCITAZIONE -- ASTA PORTACOMPARATORE 1 Progettare l asta di un comparatore (determinarne diametro e materiale) OBIETTIVO minimizzare il costo F VINCOLI FUNZIONALI freccia massima di inflessione, tolleranza
NOTA TECNICA : Temprabilità
 NOTA TECNICA : Temprabilità 0 1. TEMPRABILITA 1.1 DEFINIZIONE GENERALE : Profondità di trasformazione martensitica 1 La temprabilità definisce quindi la penetrazione della durezza ed il suo andamento decrescente
NOTA TECNICA : Temprabilità 0 1. TEMPRABILITA 1.1 DEFINIZIONE GENERALE : Profondità di trasformazione martensitica 1 La temprabilità definisce quindi la penetrazione della durezza ed il suo andamento decrescente
PROGRAMMAZIONE DIDATTICA DIPARTIMENTO MECCANICO TECNOLOGIE APPLICATE AI MATERIALI E AI PROCESSI PRODUTTIVI. CLASSE :
 PROGRAMMAZIONE DIDATTICA DIPARTIMENTO MECCANICO TECNOLOGIE APPLICATE AI MATERIALI E AI PROCESSI PRODUTTIVI. CLASSE : 3 O PMA Rev. 0 del 08-03-04 pag. 1 di 6 Antinfortunistica N 1 Sviluppo cronologico:
PROGRAMMAZIONE DIDATTICA DIPARTIMENTO MECCANICO TECNOLOGIE APPLICATE AI MATERIALI E AI PROCESSI PRODUTTIVI. CLASSE : 3 O PMA Rev. 0 del 08-03-04 pag. 1 di 6 Antinfortunistica N 1 Sviluppo cronologico:
Pillole di Fluidodinamica e breve introduzione alla CFD
 Pillole di Fluidodinamica e breve introduzione alla CFD ConoscereLinux - Modena Linux User Group Dr. D. Angeli diego.angeli@unimore.it Sommario 1 Introduzione 2 Equazioni di conservazione 3 CFD e griglie
Pillole di Fluidodinamica e breve introduzione alla CFD ConoscereLinux - Modena Linux User Group Dr. D. Angeli diego.angeli@unimore.it Sommario 1 Introduzione 2 Equazioni di conservazione 3 CFD e griglie
Modellazione numerica del comportamento dinamico di una fresatrice a 5 assi
 Modellazione numerica del comportamento dinamico di una fresatrice a 5 assi Relatore: Antonio Scippa antonio.scippa@unifi.it Dipartimento di Meccanica e Tecnologie Industriali Agenda - Presentazione del
Modellazione numerica del comportamento dinamico di una fresatrice a 5 assi Relatore: Antonio Scippa antonio.scippa@unifi.it Dipartimento di Meccanica e Tecnologie Industriali Agenda - Presentazione del
struttura interna composizione chimica meccaniche e tecnologiche
 Un trattamento termico è un insieme di operazioni fatte su un materiale solido per modificarne la struttura interna, la composizione chimica e le proprietà meccaniche e tecnologiche E composto da: 1. Fase
Un trattamento termico è un insieme di operazioni fatte su un materiale solido per modificarne la struttura interna, la composizione chimica e le proprietà meccaniche e tecnologiche E composto da: 1. Fase
LE SCHIUME METALLICHE
 Corso di Tecnologie Speciali I LE SCHIUME METALLICHE Dipartimento di Ingegneria dei Materiali e della Produzione Università degli Studi di Napoli Federico II Definizione di schiuma metallica Una dispersione
Corso di Tecnologie Speciali I LE SCHIUME METALLICHE Dipartimento di Ingegneria dei Materiali e della Produzione Università degli Studi di Napoli Federico II Definizione di schiuma metallica Una dispersione
FORM 2000 HP FORM 3000 HP
 FORM 2000 HP FORM 3000 HP Applicazioni FORM 2000 HP e FORM 3000 HP per la massima precisione in applicazioni complesse iq di GF AgieCharmilles, una tecnologia rivoluzionaria La tecnologia iq offre enorme
FORM 2000 HP FORM 3000 HP Applicazioni FORM 2000 HP e FORM 3000 HP per la massima precisione in applicazioni complesse iq di GF AgieCharmilles, una tecnologia rivoluzionaria La tecnologia iq offre enorme
Trattamento ad ultrasuoni in tazza per migliorare la qualità dei getti colati in conchiglia
 Trattamento ad ultrasuoni in tazza per migliorare la qualità dei getti colati in conchiglia L. Montesano 1, M. Tocci 1, D. Cosio 2, A. Pola 1 1 Università degli Studi di Brescia DIMI 2 Ghial Spa, Castegnato
Trattamento ad ultrasuoni in tazza per migliorare la qualità dei getti colati in conchiglia L. Montesano 1, M. Tocci 1, D. Cosio 2, A. Pola 1 1 Università degli Studi di Brescia DIMI 2 Ghial Spa, Castegnato
Potenziale aumento delle caratteristiche meccaniche di recenti leghe di magnesio da fonderia
 Potenziale aumento delle caratteristiche meccaniche di recenti leghe di magnesio da fonderia Mario Rosso a,ildiko Peter a,christian Castella a, Giuseppe Riontino b, Roberto Doglione b, a Politecnico di
Potenziale aumento delle caratteristiche meccaniche di recenti leghe di magnesio da fonderia Mario Rosso a,ildiko Peter a,christian Castella a, Giuseppe Riontino b, Roberto Doglione b, a Politecnico di
UTENSILI PER TORNIRE
 di Tecnologia Meccanica UTENSILI PER TORNIRE A cura dei proff. Morotti Giovanni e Santoriello Sergio Utensili per tornire Gli utensili impiegati sul tornio sono numerosi, in relazione alle molteplici operazioni
di Tecnologia Meccanica UTENSILI PER TORNIRE A cura dei proff. Morotti Giovanni e Santoriello Sergio Utensili per tornire Gli utensili impiegati sul tornio sono numerosi, in relazione alle molteplici operazioni
Profili laminati di alta qualità
 L'acciaio antiusura Profili laminati di alta qualità STEEL FOR LIFE WARRANTY ESTRONG è un acciaio legato a basso contenuto di Carbonio e con elevati tenori di Boro, Molibdeno e Nichel, tali da ottimizzare
L'acciaio antiusura Profili laminati di alta qualità STEEL FOR LIFE WARRANTY ESTRONG è un acciaio legato a basso contenuto di Carbonio e con elevati tenori di Boro, Molibdeno e Nichel, tali da ottimizzare
INFLUENZA DELLA GRAFITE CHUNKY SULLE
 UNIVERSITA DEGLI STUDI DI BRESCIA XXXII Congresso di Fonderia Brescia, 21-22 Novembre 2014 INFLUENZA DELLA GRAFITE CHUNKY SULLE PROPRIETÀ MECCANICHE E SUL COMPORTAMENTO A FATICA DI UNA GHISA SFEROIDALE
UNIVERSITA DEGLI STUDI DI BRESCIA XXXII Congresso di Fonderia Brescia, 21-22 Novembre 2014 INFLUENZA DELLA GRAFITE CHUNKY SULLE PROPRIETÀ MECCANICHE E SUL COMPORTAMENTO A FATICA DI UNA GHISA SFEROIDALE
Ottimo raffreddamento dello stampo. Missione impossibile? Parliamone! SLM - Tecnologia Selective Laser Melting 100% degli obiettivi raggiunti
 Ottimo raffreddamento dello stampo. Missione impossibile? Parliamone! SLM - Tecnologia Selective Laser Melting 100% degli obiettivi raggiunti La Tecnologia SLM: Selective Laser Melting La tecnologia di
Ottimo raffreddamento dello stampo. Missione impossibile? Parliamone! SLM - Tecnologia Selective Laser Melting 100% degli obiettivi raggiunti La Tecnologia SLM: Selective Laser Melting La tecnologia di
CHE COS È IL CELENIT?
 CHE COS È IL CELENIT? CERTIFICAZIONE ANAB ICEA Conformità ai requisiti dello Standard ANAB dei Materiali per la Bioedilizia: RISORSE VEGINI RINNOVABILI: Legno da foreste gestite in modo sostenibile SALUTE
CHE COS È IL CELENIT? CERTIFICAZIONE ANAB ICEA Conformità ai requisiti dello Standard ANAB dei Materiali per la Bioedilizia: RISORSE VEGINI RINNOVABILI: Legno da foreste gestite in modo sostenibile SALUTE
Applicazione del trattamento di nichelatura chimica in conformità alla norma UNI EN ISO 4527
 DIREZIONE INGEGNERIA SICUREZZA E QUALITA DI SISTEMA Viale Spartaco Lavagnini, 58 50129 FIRENZE Identificazione n 307736 Esp. 03 Pagina 1 di 13 Applicazione del trattamento di nichelatura chimica in Il
DIREZIONE INGEGNERIA SICUREZZA E QUALITA DI SISTEMA Viale Spartaco Lavagnini, 58 50129 FIRENZE Identificazione n 307736 Esp. 03 Pagina 1 di 13 Applicazione del trattamento di nichelatura chimica in Il
Università di Roma Tor Vergata
 Università di Roma Tor Vergata Facoltà di Ingegneria Dipartimento di Ingegneria Industriale Corso di: TERMOTECNICA TRASMISSIONE DEL CALORE: RESISTENZA DI CONTATTO Ing. G. Bovesecchi gianluigi.bovesecchi@gmail.com
Università di Roma Tor Vergata Facoltà di Ingegneria Dipartimento di Ingegneria Industriale Corso di: TERMOTECNICA TRASMISSIONE DEL CALORE: RESISTENZA DI CONTATTO Ing. G. Bovesecchi gianluigi.bovesecchi@gmail.com
I materiali. I materiali. Introduzione al corso. Tecnologia di produzione I materiali. La misura della durezza
 I materiali I materiali Introduzione al corso Tecnologia di produzione I materiali Le prove meccaniche distruttive Prove non distruttive La meccanica dei materiali 006 Politecnico di Torino 1 Obiettivi
I materiali I materiali Introduzione al corso Tecnologia di produzione I materiali Le prove meccaniche distruttive Prove non distruttive La meccanica dei materiali 006 Politecnico di Torino 1 Obiettivi
Le frese cilindrico-frontali in metallo duro
 Le frese cilindrico-frontali in metallo duro Le frese cilindrico-frontali fanno parte di una vastissima categoria di utensili impiegati diffusamente in ogni tipo di lavorazione meccanica. Questi utensili
Le frese cilindrico-frontali in metallo duro Le frese cilindrico-frontali fanno parte di una vastissima categoria di utensili impiegati diffusamente in ogni tipo di lavorazione meccanica. Questi utensili
FATTORI DI INFLUENZA PROVA DI RESILIENZA
 L'importanza della prova di resilienza è ormai da tutti riconosciuta, ma occorre tenere presente che i valori che se ne ricavano non hanno di per sé alcun significato assoluto, in quanto essi risentono
L'importanza della prova di resilienza è ormai da tutti riconosciuta, ma occorre tenere presente che i valori che se ne ricavano non hanno di per sé alcun significato assoluto, in quanto essi risentono
Università dell Aquila - Ingegneria Prova Scritta di Fisica Generale I - 03/07/2015 Nome Cognome N. Matricola CFU
 Università dell Aquila - Ingegneria Prova Scritta di Fisica Generale I - 03/07/2015 Nome Cognome N. Matricola CFU............ Tempo a disposizione (tre esercizi) 2 ore e 30 1 esercizio (esonero) 1 ora
Università dell Aquila - Ingegneria Prova Scritta di Fisica Generale I - 03/07/2015 Nome Cognome N. Matricola CFU............ Tempo a disposizione (tre esercizi) 2 ore e 30 1 esercizio (esonero) 1 ora
Applicazioni Industriali
 Applicazioni Industriali Stampaggio a freddo - Tranciatura Marco Raimondi e-mail: mraimondi@liuc.it Lavorazione a freddo delle lamiere È il processo più diffuso per la produzione di grande serie di componentistica
Applicazioni Industriali Stampaggio a freddo - Tranciatura Marco Raimondi e-mail: mraimondi@liuc.it Lavorazione a freddo delle lamiere È il processo più diffuso per la produzione di grande serie di componentistica
Acciaio per lavorazioni a caldo
 Acciaio per lavorazioni a caldo Generalità BeyLos 2344 è un acciaio legato al cromo molibdeno, vanadio progettato per la realizzazione di matrici, stampi o punzoni o altri particolari che devono lavorare
Acciaio per lavorazioni a caldo Generalità BeyLos 2344 è un acciaio legato al cromo molibdeno, vanadio progettato per la realizzazione di matrici, stampi o punzoni o altri particolari che devono lavorare
Sistemi geotermici a bassa entalpia a ciclo aperto: modellazione dell'impatto termico nel sottosuolo
 Sistemi geotermici a bassa entalpia a ciclo aperto: modellazione dell'impatto termico nel sottosuolo Torino, 9-10 Ottobre 2013 Stefano LO RUSSO DIATI Dipartimento di Ingegneria dell Ambiente, del Territorio
Sistemi geotermici a bassa entalpia a ciclo aperto: modellazione dell'impatto termico nel sottosuolo Torino, 9-10 Ottobre 2013 Stefano LO RUSSO DIATI Dipartimento di Ingegneria dell Ambiente, del Territorio
UDDEHOLM ROYALLOY TM
 UDDEHOLM ROYALLOY TM Uddeholm RoyAlloy è appositamente prodotto dalla Edro Specially Steels, Inc., una Divisione del Gruppo voestalpine. RoyAlloy è brevettato da Edro Patents #6,045,633 e #6,358,344. Queste
UDDEHOLM ROYALLOY TM Uddeholm RoyAlloy è appositamente prodotto dalla Edro Specially Steels, Inc., una Divisione del Gruppo voestalpine. RoyAlloy è brevettato da Edro Patents #6,045,633 e #6,358,344. Queste
o I I I I I I UTET LIBRERIA
 o I I I I I I UTET LIBRERIA IUAV-VENEZIA H 9813 BIBLIOTECA CENTRALE I.. FABRIZIA CAIAZZO Università degli Studi Salerno VINCENZO SERGI Università degli Studi Salerno TECNOLOGIE GENERALI DEI MATERIALI ISTITUTO
o I I I I I I UTET LIBRERIA IUAV-VENEZIA H 9813 BIBLIOTECA CENTRALE I.. FABRIZIA CAIAZZO Università degli Studi Salerno VINCENZO SERGI Università degli Studi Salerno TECNOLOGIE GENERALI DEI MATERIALI ISTITUTO
TAGLIO E SALDATURA LASER
 TAGLIO E SALDATURA LASER Ultimo aggiornamento: 18/9/08 Prof. Gino Dini Università di Pisa Lavorazioni tramite energia termica Laser Beam Machining (LBM) fotoni gas d apporto lente di focalizzazione pezzo
TAGLIO E SALDATURA LASER Ultimo aggiornamento: 18/9/08 Prof. Gino Dini Università di Pisa Lavorazioni tramite energia termica Laser Beam Machining (LBM) fotoni gas d apporto lente di focalizzazione pezzo
ASPORTAZIONE DI TRUCIOLO - 4 DURATA DEL TAGLIENTE
 LAVORAZIONI PER SEPARAZIONE ASPORTAZIONE DI TRUCIOLO - 4 DURATA DEL TAGLIENTE Vittore Carassiti - INFN FE 1 INTRODUZIONE La velocità di taglio e gli altri parametri di lavorazione Alla velocità di taglio
LAVORAZIONI PER SEPARAZIONE ASPORTAZIONE DI TRUCIOLO - 4 DURATA DEL TAGLIENTE Vittore Carassiti - INFN FE 1 INTRODUZIONE La velocità di taglio e gli altri parametri di lavorazione Alla velocità di taglio
L incremento naturale della. Produttività
 L incremento naturale della Produttività L incremento naturale della produttività Pulsato HS è una speciale funzione della saldatura in modalità MIG/MAG Pulsato, caratterizzata da un arco molto corto e
L incremento naturale della Produttività L incremento naturale della produttività Pulsato HS è una speciale funzione della saldatura in modalità MIG/MAG Pulsato, caratterizzata da un arco molto corto e
MECCANICA COMPUTAZIONALE DELLE STRUTTURE
 MECCANICA COMPUTAZIONALE DELLE STRUTTURE Elio Sacco Dipartimento di Meccanica Strutture Ambiente Territorio Università di Cassino Tel: 776.993659 Email: sacco@unicas.it Fenomeno in natura Leggi della fisica
MECCANICA COMPUTAZIONALE DELLE STRUTTURE Elio Sacco Dipartimento di Meccanica Strutture Ambiente Territorio Università di Cassino Tel: 776.993659 Email: sacco@unicas.it Fenomeno in natura Leggi della fisica
Perché un aereo vola? Prof. G. Graziani Dipartimento Ingegneria Meccanica e Aerospaziale Sapienza Università di Roma
 Perché un aereo vola? Prof. G. Graziani Dipartimento Ingegneria Meccanica e Aerospaziale Sapienza Università di Roma Domanda: Perché un aeroplano dal peso di molte tonnellate riesce a volare? Ø L aerodinamica
Perché un aereo vola? Prof. G. Graziani Dipartimento Ingegneria Meccanica e Aerospaziale Sapienza Università di Roma Domanda: Perché un aeroplano dal peso di molte tonnellate riesce a volare? Ø L aerodinamica
Ricottura. rimozione degli sforzi residui. genesi di sforzi residui. coeff. di dilatazione termica. temperatura media
 Ricottura rimozione degli sforzi residui coeff. di dilatazione termica genesi di sforzi residui raffreddamento Fig.1 riscaldamento Fig.2 temperatura media Introduction to ceramics, W. D. Kingery, H. K.
Ricottura rimozione degli sforzi residui coeff. di dilatazione termica genesi di sforzi residui raffreddamento Fig.1 riscaldamento Fig.2 temperatura media Introduction to ceramics, W. D. Kingery, H. K.
ASPORTAZIONE DI TRUCIOLO - 3 FORMAZIONE E DISTACCO
 LAVORAZIONI PER SEPARAZIONE ASPORTAZIONE DI TRUCIOLO - 3 FORMAZIONE E DISTACCO Vittore Carassiti - INFN FE 1 FORMAZIONE E DISTACCO DEL TRUCIOLO Vittore Carassiti - INFN FE 2 FATTORI DI INFLUENZA I principali
LAVORAZIONI PER SEPARAZIONE ASPORTAZIONE DI TRUCIOLO - 3 FORMAZIONE E DISTACCO Vittore Carassiti - INFN FE 1 FORMAZIONE E DISTACCO DEL TRUCIOLO Vittore Carassiti - INFN FE 2 FATTORI DI INFLUENZA I principali
Nel nostro Webshop potete Lunghezza: mm
 PräziPlan acciaio piatto di precisione (a norma DIN 59350) Esecuzione: Spessore rettificato, larghezza lavorata di precisione / rettificata, lavorazione senza decarburazione su tutti i lati Tolleranze:
PräziPlan acciaio piatto di precisione (a norma DIN 59350) Esecuzione: Spessore rettificato, larghezza lavorata di precisione / rettificata, lavorazione senza decarburazione su tutti i lati Tolleranze:
SCHEDA TECNICA. Prodotto da azienda certificata con sistema di qualità ISO 9001, avente la marcatura di conformità CE su tutta la gamma
 Pag. 1/5 DESCRIZIONE STIFERITE è un pannello sandwich costituito dal prodotto STIFERITE GTC, un componente in schiuma polyiso, espansa senza l'impiego di CFC o HCFC, rivestito su entrambe le facce con
Pag. 1/5 DESCRIZIONE STIFERITE è un pannello sandwich costituito dal prodotto STIFERITE GTC, un componente in schiuma polyiso, espansa senza l'impiego di CFC o HCFC, rivestito su entrambe le facce con
COPERTURA IN LEGNO CASTELLO DI XXXXXXX
 COPERTURA IN LEGNO CASTELLO DI XXXXXXX RILIEVO - INDAGINI DI LABORATORIO - VERIFICHE STRUTTURALI PROVA N. 3541 / GE Committente: Tecnico Comunale: Consulenti: Relatori: Comune di XXXXXX arch. XXXXXXXX
COPERTURA IN LEGNO CASTELLO DI XXXXXXX RILIEVO - INDAGINI DI LABORATORIO - VERIFICHE STRUTTURALI PROVA N. 3541 / GE Committente: Tecnico Comunale: Consulenti: Relatori: Comune di XXXXXX arch. XXXXXXXX
Spoglia superiore negativa Considerazioni tecniche
 Spoglia superiore negativa Considerazioni tecniche Negli utensili a punta singola si è sempre più affermato l utilizzo della spoglia superiore negativa, che indubbiamente porta dei vantaggi in termini
Spoglia superiore negativa Considerazioni tecniche Negli utensili a punta singola si è sempre più affermato l utilizzo della spoglia superiore negativa, che indubbiamente porta dei vantaggi in termini
CARATTERIZZAZIONE DEL FLUSSO DELLA GALLERIA DEL VENTO DALLARA. G.V. Iungo, G. Lombardi
 CARATTERIAIONE DEL FLSSO DELLA GALLERIA DEL VENTO DALLARA G.V. Iungo, G. Lombardi DDIA 2008-3 Marzo 2008 Indice Pagina 1 Misure d anemometro a filo caldo e di Pitot statico 2 1.1 Set-up 2 1.2 Analisi dei
CARATTERIAIONE DEL FLSSO DELLA GALLERIA DEL VENTO DALLARA G.V. Iungo, G. Lombardi DDIA 2008-3 Marzo 2008 Indice Pagina 1 Misure d anemometro a filo caldo e di Pitot statico 2 1.1 Set-up 2 1.2 Analisi dei
Durezza. La geometria che caratterizza l indentatore determina il particolare tipo di prova
 Durezza Obiettivo della lezione: definire le modalità delle prove di durezza La durezza di un materiale è definita come la pressione di equilibrio che la superficie del solido riesce a sopportare a seguito
Durezza Obiettivo della lezione: definire le modalità delle prove di durezza La durezza di un materiale è definita come la pressione di equilibrio che la superficie del solido riesce a sopportare a seguito
Pressofusione. Acciai ad alte prestazioni per pressofusione
 Pressofusione Acciai ad alte prestazioni per pressofusione Campi di applicazione della pressofusione Campi di applicazione La pressofusione è un processo di fabbricazione per la produzione di parti in
Pressofusione Acciai ad alte prestazioni per pressofusione Campi di applicazione della pressofusione Campi di applicazione La pressofusione è un processo di fabbricazione per la produzione di parti in
Tecnologia Meccanica. Il Ciclo di Lavorazione 1
 ERGATA PARTIMENTO INGEGNERIA 1 ERGATA PARTIMENTO INGEGNERIA 1. Fonti Giusti M., Santochi F., e studi di fabbricazione, Casa Editrice Ambrosiana Cap.9 2 ERGATA PARTIMENTO INGEGNERIA Generalità Si dice CICLO
ERGATA PARTIMENTO INGEGNERIA 1 ERGATA PARTIMENTO INGEGNERIA 1. Fonti Giusti M., Santochi F., e studi di fabbricazione, Casa Editrice Ambrosiana Cap.9 2 ERGATA PARTIMENTO INGEGNERIA Generalità Si dice CICLO
Corso di Progetto di Strutture. POTENZA, a.a Pareti in c.a.
 Corso di Progetto di Strutture POTENZA, a.a. 2012 2013 Pareti in c.a. Dott. Marco VONA Scuola di Ingegneria, Università di Basilicata marco.vona@unibas.it http://www.unibas.it/utenti/vona/ PARETI La parete
Corso di Progetto di Strutture POTENZA, a.a. 2012 2013 Pareti in c.a. Dott. Marco VONA Scuola di Ingegneria, Università di Basilicata marco.vona@unibas.it http://www.unibas.it/utenti/vona/ PARETI La parete
Il ciclo di lavorazione
 INTRODUZIONE AI CICLI DI LAVORAZIONE 1 Il ciclo di lavorazione DEFINIZIONE: Si dice CICLO DI LAVORAZIONE tutto l insieme di operazioni necessarie a fabbricare un singolo elemento attraverso una successione
INTRODUZIONE AI CICLI DI LAVORAZIONE 1 Il ciclo di lavorazione DEFINIZIONE: Si dice CICLO DI LAVORAZIONE tutto l insieme di operazioni necessarie a fabbricare un singolo elemento attraverso una successione
MATERIALI STRUTTURALI PER L EDILIZIA: ACCIAIO, LATERIZIO E VETRO STRUTTURALE
 MATERIALI PER L EDILIZIA Prof. L. Coppola MATERIALI STRUTTURALI PER L EDILIZIA: ACCIAIO, LATERIZIO E VETRO STRUTTURALE Coffetti Denny PhD Candidate Dipartimento di Ingegneria e Scienze Applicate Università
MATERIALI PER L EDILIZIA Prof. L. Coppola MATERIALI STRUTTURALI PER L EDILIZIA: ACCIAIO, LATERIZIO E VETRO STRUTTURALE Coffetti Denny PhD Candidate Dipartimento di Ingegneria e Scienze Applicate Università
INTRODUZIONE ALLE MACCHINE UTENSILI
 INTRODUZIONE ALLE MACCHINE UTENSILI Definizione di M.U. Moti di taglio e avanzamento Velocità di taglio Utensili monotaglienti e a più taglienti Il truciolo DEFINIZIONE Si definiscono macchine utensili
INTRODUZIONE ALLE MACCHINE UTENSILI Definizione di M.U. Moti di taglio e avanzamento Velocità di taglio Utensili monotaglienti e a più taglienti Il truciolo DEFINIZIONE Si definiscono macchine utensili
Problemi Termici nelle Strutture. Introduzione agli Elementi Finiti
 Problemi Termici nelle Strutture Introduzione agli Elementi Finiti INTRODUZIONE agli ELEMENTI FINITI Gli elementi finiti nascono per risolvere problemi nell ambito dell ingegneria delle strutture. Tale
Problemi Termici nelle Strutture Introduzione agli Elementi Finiti INTRODUZIONE agli ELEMENTI FINITI Gli elementi finiti nascono per risolvere problemi nell ambito dell ingegneria delle strutture. Tale
UNIVERSITA DEGLI STUDI DI BRESCIA CORSO DI LAUREA IN INGEGNERIA GESTIONALE
 UNIVERSITA DEGLI STUDI DI BRESCIA CORSO DI LAUREA IN INGEGNERIA GESTIONALE STUDIO DEGLI EFFETTI DEI TRATTAMENTI TERMICI SU LEGHE D ALLUMINIO THIXOCOLATE CONTENENTI ARGENTO Relatore: Ing. Annalisa Pola
UNIVERSITA DEGLI STUDI DI BRESCIA CORSO DI LAUREA IN INGEGNERIA GESTIONALE STUDIO DEGLI EFFETTI DEI TRATTAMENTI TERMICI SU LEGHE D ALLUMINIO THIXOCOLATE CONTENENTI ARGENTO Relatore: Ing. Annalisa Pola
Proprietà meccaniche. elasticità. resistenza. densità di legami chimici forza del legame
 Proprietà meccaniche elasticità r 0 resistenza densità di legami chimici forza del legame Anche le proprietà meccaniche dipendono sostanzialmente dai legami chimici presenti nel materiale. La curva che
Proprietà meccaniche elasticità r 0 resistenza densità di legami chimici forza del legame Anche le proprietà meccaniche dipendono sostanzialmente dai legami chimici presenti nel materiale. La curva che
(16MnCr5) (21MnCr5)
 (21MnCr5)") P1 AISI 5115, BS 527 A 19, AFNOR 16 MC 5 Acciaio da cementazione per la produzione di componenti fortemente sollecitati e resistenti all'usura di qualsiasi tipo. Codice cromatico: verde chiaro (1.7131)
P1 AISI 5115, BS 527 A 19, AFNOR 16 MC 5 Acciaio da cementazione per la produzione di componenti fortemente sollecitati e resistenti all'usura di qualsiasi tipo. Codice cromatico: verde chiaro (1.7131)
Corrado Patriarchi 1
 CorradoPatriarchi 1 2 PROGETTAZIONE SCELTA DELL ACCIAIO APPLICAZIONE QUALITA DELL ACCIAIO ESECUZIONE SUPERFICIALE 3 Per trattamento termico si intende una successione di operazioni mediante le quali una
CorradoPatriarchi 1 2 PROGETTAZIONE SCELTA DELL ACCIAIO APPLICAZIONE QUALITA DELL ACCIAIO ESECUZIONE SUPERFICIALE 3 Per trattamento termico si intende una successione di operazioni mediante le quali una
UNIVERSITA DEGLI STUDI DI BERGAMO Facoltà di Ingegneria
 UNIVERSITA DEGLI STUDI DI BERGAMO Facoltà di Ingegneria COSTRUZIONE DI MACCHINE prof. Sergio Baragetti Allievi del corso di Laurea in Ingegneria Meccanica Testi delle esercitazioni per l Anno Accademico
UNIVERSITA DEGLI STUDI DI BERGAMO Facoltà di Ingegneria COSTRUZIONE DI MACCHINE prof. Sergio Baragetti Allievi del corso di Laurea in Ingegneria Meccanica Testi delle esercitazioni per l Anno Accademico
Tecnologie di Produzione di Parti in Materiale Composito. Corso di Tecnologie dei Materiali non Convenzionali - Prof.
 di Produzione di Parti in Materiale Composito Corso di Tecnologie dei Materiali non Convenzionali - Prof. Luigi Carrino 1 Al fine di ottenere determinate geometrie e proprietà fisiche e meccaniche (densità,
di Produzione di Parti in Materiale Composito Corso di Tecnologie dei Materiali non Convenzionali - Prof. Luigi Carrino 1 Al fine di ottenere determinate geometrie e proprietà fisiche e meccaniche (densità,
DIAMETRO mm Peso Kg/Mt SPECIFICHE TECNICHE
 CROMATO C45 E.N. 10083 UNI 7845 CROMATO C45 D. 5 f7 0,15 CROMATO C45 D. 6 f7 0,22 CROMATO C45 D. 8 f7 0,4 CROMATO C45 D. 10 f7 0,62 CROMATO C45 D. 12 f7 0,89 SPESSORE DEL CROMO CROMATO C45 D. 14 f7 1,21
CROMATO C45 E.N. 10083 UNI 7845 CROMATO C45 D. 5 f7 0,15 CROMATO C45 D. 6 f7 0,22 CROMATO C45 D. 8 f7 0,4 CROMATO C45 D. 10 f7 0,62 CROMATO C45 D. 12 f7 0,89 SPESSORE DEL CROMO CROMATO C45 D. 14 f7 1,21