manualeasportazionetruciolo cuttingtoolsmanual Informazioni tecniche Technical data
|
|
|
- Costanzo Bianchini
- 6 anni fa
- Visualizzazioni
Transcript
1 6 Informazioni tecniche Technical data
2 Informazioni tecniche Technical data Rivestimenti Coatings Sigla Descrizione Microdurezza HV 0,05 Coefficiente attrito Temperatura max C Applicazione Acronym Description Microhardness HV 0,05 Coefficient friction Max temperature C Application Informazioni tecniche Technical data Rivestimenti Coatings Sigla Descrizione Microdurezza HV 0,05 Coefficiente attrito Temperatura max C Applicazione Acronym Description Microhardness HV 0,05 Coefficient friction Max temperature C Application Lappatura Lappato del tagliente Lapped Cutting edge lapping Lappatura Lappato fine del tagliente Fine lapped Cutting edge lapping VAP Vaporizzazione Vaporization Nero Black TiN Cr Nitrurazione Nitriding Nitruro di titanio Titanium nitride Cromo Chrome ,4 0,4 0, La lappatura dei taglienti viene utilizzata per facilitare lo scorrimento del trucioli durante le lavorazioni di leghe leggere. The cutting edge lapping enables chip flow during light alloys machining. La doppia lappatura dei taglienti viene utilizzata per facilitare lo scorrimento del truciolo durante le lavorazioni di leghe leggere e per migliorare la qualita di finitura delle superfici lavorate. The cutting edge double lapping enables chip flow during light alloys machining and better quality of finishing. Trattamento standard delle superfici che facilita l evacuazione del truciolo. Standard surface treatment for easier chip evacuation. Rivestimento utilizzato per facilitare l evacuazione del truciolo su materiali tenaci di difficile lavorazione; da utilizzare con velocità di taglio medio basse. Coating for easier chip evacuation in tough materials machining; to be used at medium to low cutting speed. Aumenta le prestazioni degli utensili su tutti gli acciai, acciai inossidabili e super leghe. It enhances tools performance on steel, stainless steel and super alloys. Rivestimento utilizzato per facilitare l evacuazione del truciolo su materiali come alluminio, rame, acciai a basso tenore di carbonio; da utilizzare con medie velocità di taglio. Coating for easier chip evacuation in aluminum, copper and low carbon steel machining; to be used at medium cutting speed. TiAIN Nano TiAIN TOP TiAIN T-TiAIN TOP BLU Si Nitruro di titanio e alluminio Titanium and aluminum nitride Nitruro di titanio e alluminio Titanium and aluminum nitride Nitruro di titanio e alluminio Titanium and aluminum nitride Nitruro di titanio e silicio Titanium and silicon nitride Nitruro di cromo ceramicizzato Ceramic chrome nitride Nitruro di titanio e silicio Titanium and silicon nitride ,35 0,3 0,25 0,25 0,35 0, Rivestimento indicato per lavorazioni a secco ad alta velocità di taglio. Coating recommended for dry machining at high cutting speed. Rivestimento ottimo per lavorazioni di foratura e fresatura; basso coefficiente di attrito che facilita lo scorrimento del truciolo Excellent coating for drilling and milling operations; low coefficient of friction that enables chip flow. Rivestimento ottimo per lavorazioni di foratura e fresatura su acciai e ghise a velocita di taglio elevate; basso coefficiente di attrito che facilita lo scorrimento del truciolo. Excellent coating for drilling and milling operations on steel and cast iron at high cutting speed; low coefficient of friction that enables chip flow. Rivestimento ad altissime prestazioni per lavorazioni di fresatura su acciai e ghise, a velocità di taglio ed avanzamenti elevati. Very high performance coating for milling operations on steel and cast iron at high cutting speed and feed rate. Rivestimento per maschiature che trova applicazione su tutti i tipi di acciaio, acciaio inox, leghe leggere e super leghe; da utilizzare con velocità di taglio medio alte. Coating for tapping of all kinds of steel, stainless steel, light alloys and super alloys; to be used at medium to high cutting speed. Rivestimento indicato per materiali abrasivi come la ghisa e per lavorazioni di acciai cementati e acciai inox; utilizzabile solo con velocità di taglio alte. Coating recommended for abrasive materials such as cast iron, for casehardened steel and stainless steel machining; to be used at high cutting speed only. 446
3 Informazioni tecniche Technical data Tabella conversione durezze Hardness conversion table VICKERS BRINELL ROCKWELL SHORE C (HV) (HB) (HRC) (Sh C) Resistenza trazione Tensile strength (N/mm 2 ) 80 76, , , , , , , , , , , , , , , , , , , , , , , , , , , VICKERS BRINELL ROCKWELL SHORE C (HV) (HB) (HRC) (Sh C) Resistenza trazione Tensile strength (N/mm 2 ) , , , , , , , , , (456) 47, (466) 48, (475) 49, (485) 49, (494) 50, (504) 51, (513) 51, (523) 52, (532) 53, (542) 53, (551) 54, (561) 54, (570) 55, (580) 55, (589) 56, (599) 56, (608) 57, (618) 57, , , , , , , , , , , , , , , , , ,
4 Informazioni tecniche Technical data Tabella velocità di taglio Cutting speed table Ø Velocità m/min Speed m/min Utensile Tool , , , , , , , , , , , , , , Informazioni tecniche Technical data Tabella velocità di taglio Cutting speed table V elocità m/min Speed m/min Trasformazioni m/min in numero di giri al minuto Transformation from m/min to rpm Formula per il calcolo del numero di giri Formula for number of revs' calculation = m/min*1000/(ø3,14) N.B.: i parametri di taglio consigliati possono variare in ragione del materiale da lavorare e delle condizioni in cui avvengono le differenti lavorazioni, con valori oscillanti intorno a ± 25% Note: recommended cutting parameters may be different depending on work material and working conditions, with different values around ± 25% 450
5 Punte in HSS e in metallo duro HSS and carbide drills Consigli di utilizzo e risoluzione dei problemi Suggestions and troubleshooting Punte in HSS e in metallo duro HSS and carbide drills Consigli di utilizzo e risoluzione dei problemi Suggestions and troubleshooting Tagliente di riporto Cutting edge build up Sgretolamento degli angoli esterni Crumbling of outer corners bassa velocità di taglio low cutting speed eccessiva levigatura degli spigoli taglienti excessive honing of cutting lip spigoli taglienti lucidi bright finish cutting lip Pesante usura sul fianco Heavy wear at flank condizioni non rigide, insufficiente serraggio del pezzo non rigid conditions, insufficient workpiece clamping deviazione dalla concentricità troppo elevata deviation from concentricity too large taglio interrotto interrupted cut velocità di taglio troppo alta cutting speed too high avanzamento troppo basso feed too low angolo di spoglia troppo piccolo clearance angle too small Sgretolamento degli spigoli taglienti Crumbling on cutting lips condizioni non rigide, insufficiente serraggio del pezzo non rigid conditions, insufficient workpiece clamping taglio interrotto interrupted cut superamento dei valori massimi di usura max. wear values exceeded tipolgia di utensile non corretta incorrect tool type aumentare la velocità di taglio increase cutting speed ridurre la levigatura degli spigoli taglienti reduce cutting lip honing utilizzare un utensile rivestito use coated tool serrare bene il pezzo rigid clamping of workpiece verificare e correggere la concentricità, se possibile check and correct concentricity if possible ridurre l avanzamento reduce feed ridurre la velocità di taglio reduce cutting speed aumentare l avanzamento increase feed aumentare l angolo di spoglia increase clearance angle serrare bene il pezzo rigid clamping of workpiece ridurre l avanzamento reduce feed ridurre gli intervalli di cambio utensile reduce tool change intervals utilizzare utensile adeguato apply suitable tool Zona usurata Land wear condizioni non rigide, insufficiente serraggio del pezzo non rigid conditions, insufficient workpiece clamping deviazione dalla concentricità troppo elevata deviation from concentricity too large rastremazione posteriore troppo piccola back taper too small fluido refrigerante inadatto, refrigerante debole incorrect coolant (oil), coolant too weak Corpo utensile graffiato Scoring on tool body condizioni non rigide, insufficiente serraggio del pezzo non rigid conditions, insufficient workpiece clamping deviazione dalla concentricità troppo elevata deviation from concentricity too large taglio interrotto interrupted cut materiale da lavorare abrasivo abrasive workpiece material Forte usura del tagliente trasversale Heavy chisel edge wear velocità di taglio troppo bassa cutting speed too low avanzamento troppo elevato feed too high eccessiva levigatura degli spigoli interni excessive honing of cutting lip serrare bene il pezzo rigid clamping of workpiece verificare e correggere la concentricità, se possibile check and correct concentricity if possible ridurre gli intervalli di cambio utensile reduce tool change intervals aumentare la forza del refrigerante o utilizzare olio intero increase strength of coolant or use neat oil serrare bene il pezzo rigid clamping of workpiece verificare e correggere la concentricità, se possibile check and correct concentricity if possible aumentare la rastremazione increase back taper aumentare la forza del refrigerante o utilizzare olio intero increase strength of coolant or use neat oil aumentare la velocità di taglio increase cutting speed ridurre l avanzamento reduce feed ridurre la levigatura degli spigoli interni reduce cutting lip honing 452





6 Punte in HSS e in metallo duro HSS and carbide drills Consigli di utilizzo e risoluzione dei problemi Suggestions and troubleshooting Punte in HSS e in metallo duro HSS and carbide drills Consigli di utilizzo e risoluzione dei problemi Suggestions and troubleshooting Sgretolamento all incrocio tra l assottigliamento e gli spigoli interni Crumbling at intersection, web thinning and cutting lip angolo di spoglia troppo piccolo clearance angle too small eccessiva levigatura degli spigoli interni excessive honing of cutting lip tipo di utensile non adeguato incorrect tool type aumentare l angolo di spoglia increase clearance angle ridurre la levigatura degli spigoli interni reduce cutting lip honing utilizzare un utensile adeguato apply suitable tool Evidente sbavatura Heavy burring on breakthrough avanzamento troppo elevato feed too high superamento dei valori massimi di usura max. wear values exceeded eccessiva levigatura degli spigoli interni excessive honing of cutting lip ridurre l avanzamento reduce feed ridurre gli intervalli di cambio utensile reduce tool change intervals ridurre la levigatura degli spigoli interni reduce cutting lip honing Deformazione dell angolo esterno Plastic deformation of outer corner velocità di taglio troppo elevata cutting speed too high lubrorefrigerante insufficiente insufficient coolant volume levigatura all angolo non corretta o mancante incorrect or no honing at corner ridurre la velocità di taglio reduce cutting speed aumentare volume/pressione increase volume/pressure levigatura corretta correct honing Qualità della superficie non soddisfacente Unsatisfactory surface quality condizioni non rigide, insufficiente serraggio del pezzo non rigid conditions, insufficient workpiece clamping deviazione dalla concentricità troppo larga deviation from concentricity too large lubrorefrigerante insufficiente insufficient coolant volume serrare bene il pezzo rigid clamping of workpiece verificare e correggere la concentricità, se possibile check and correct concentricity if possible aumentare volume/pressione increase volume/pressure Disallineamento Misalignment condizioni non rigide, insufficiente serraggio del pezzo non rigid conditions, insufficient workpiece clamping deviazione dalla concentricità troppo larga deviation from concentricity too large zona forata trasversale spotting area transverse tagliente trasversale troppo largo chisel edge too large fissare bene il pezzo rigid clamping of workpiece verificare e correggere la concentricità, se possibile check and correct concentricity if possible utilizzare una fresa (2 taglienti) per forare use milling cutter (2-fluted) for spotting ridurre il tagliente trasversale reduce chisel edge 454



7 Frese in metallo duro Carbide end mills Tolleranza DIN ISO 286 Tolerance to DIN ISO 286 Frese in metallo duro Carbide end mills Indicazioni e consigli di utilizzo Instructions and suggestions of use Serraggio del pezzo da lavorare Workpiece clamping 180 Misure nominali in mm/valori tolleranze in μm Nominal diameter range/tolerances in μm da from 1 oltre over 3 oltre over 6 oltre over 10 oltre over 18 oltre over 30 oltre over 50 oltre over 80 oltre over 120 oltre over a to 3 a to 6 a to 10 a to 18 a to 30 a to 50 a to 80 a to 120 a to 180 a to 250 Perdita di durata o rottura dell utensile causata dal serraggio debole del pezzo lavorato: - serrare di più il pezzo da lavorare per renderlo più stabile In alternativa: - diminuire l avanzamento - ridurre la larghezza o profondità taglio Loss of tool life or tool breakage through unstable clamping: - improve workpiece clamping Alternative: - reduce feed - reduce cutting width or depth Tolleranza: posizione e qualità Tolerance: position and grade Misura esterna External measure d9 d11 e8* f8 f9 h6 h7 h8 h9 h10 h11 h12 js11 js14 js16 k10 k11 k12 k , , Serraggio dell utensile Tool clamping Perdita di durata o rottura dell utensile causata da un attacco utensile labile, con gioco, usurato o troppo piccolo/lungo/sottile: - impiegare un attacco nuovo o più grosso ovvero con maggiore forza di serraggio e precisione di circolarità. In alternativa: - ridurre i valori di taglio - ridurre la lunghezza di inserimento - impiegare utensili con diametro inferiore - verificare l usura delle viti di serraggio Loss of tool life or tool breakage through unstable, worn or too small/long/thin tool holder: - apply new or larger tool holder or holder with increased clamping force and increased concentricity. Alternative: - reduce cutting rates - reduce clamping length - apply tool with smaller diameter - check clamping screws for wear 456 * Frese tolleranza e8 = scanalature per linguette, tolleranza P9 End mills to tolerance e8 = key slots to tolerance P9 with one cut



8 Frese in metallo duro Carbide end mills Indicazioni e consigli di utilizzo Instructions and suggestions of use Qualità delle finiture di superficie Surface quality Frese in metallo duro Carbide end mills Indicazioni e consigli di utilizzo Instructions and suggestions of use Intasamento da trucioli/refrigerazione Chip congestion/cooling Vibrazioni Vibrations Valori di rugosità Ra/Rz troppo alti sulla finitura di superficie sono causati da avanzamenti o velocità di avanzamento troppo alti o da vibrazioni: - migliorare il serraggio del pezzo da lavorare e dell utensile In alternativa: - ridurre avanzamento e velocità di avanzamento - aumentare la velocità di taglio Excessive peak-to-valley height Ra/Rz at the tool surface through excessive feed and feed rates or vibrations: - improve workpiece clamping and tool clamping Alternative: - reduce feed and feed rate - increase cutting speed Le vibrazioni possono causare eccessiva usura dell utensile, cattiva superficie del pezzo e tenuta di misura difettosa: - migliorare il serraggio del pezzo da lavorare e dell utensile - aumentare avanzamento/dente in quanto lo spessore medio dei trucioli è troppo piccolo - modificare il numero di giri - cambiare strategia di fresare, vale a dire: scegliere una differente distribuzione di taglio - scegliere un altra versione di utensili, cioè ridurre il numero dei denti o il passo dell elica. High tool wear, insufficient workpiece surface quality and insufficient dimensional accuracy through vibration: - improve workpiece and tool clamping - increase tooth feed, because the chip centre thickness is too small - modify speed - modify milling strategy, i.e. select alternative cutting distribution - change tool selection, i.e. reduce no. of teeth or spiral Scarico dei trucioli in foratura Pecking when drilling Scarichi difettosi dei trucioli portano a perdite di tempi di impiego, rotture degli spigoli traglienti, formazione di taglienti di riporto od incollamento nelle scanalature: - impiegare frese con fori di refrigerazione in alternativa: - aumentare il volume del flusso - indirizzare il getto di refrigerante in modo mirato - impiegare raffreddamento ad aria compressa (a seconda dell utensile e del materiale da lavorare) - diminuire l avanzamento - modificare distribuzione di taglio Significant reduction in tool life, crumbling on cutting lips, edge build-up or conglutination of flutes through insufficient chip evacuation: - select milling cutters with internal cooling Alternative: - increase volume flow - adjust coolant flow - apply compressed air cooling (according to tool and material) - reduce feed rate - modify cutting distribution Scarichi difettosi dei trucioli e carichi termici portano a perdite di tempi di impiego ed a rotture degli spigoli taglienti: - impiegare frese con fori di refrigerazione - per profondità di foro > 0.5 x D effettuare scarici periodici in alternativa: - aumentare il volume del flusso - indirizzare il getto refrigerante in modo mirato - diminuire l avanzamento Significant reduction in tool life as well as crumbling of cutting lips through insufficient chip evacuation and thermal stresses: - select milling cutter with internal cooling - with drilling depths > 0.5 x D pecking in stages Alternative: - increase volume flow - adjust coolant flow - reduce feed rate 458




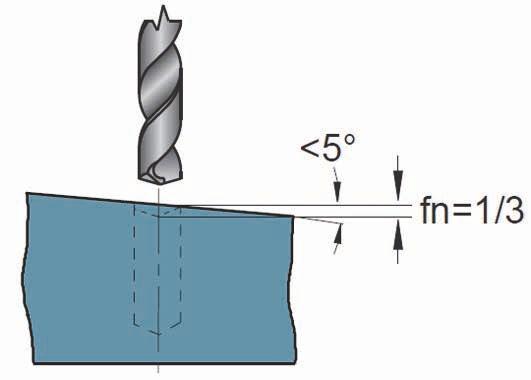
, reduce the feed rate v f (mm/min) in accordance with the illustration on the right.")
9 Frese in metallo duro Carbide end mills Indicazioni e consigli di utilizzo Instructions and suggestions of use Frese in metallo duro Carbide end mills Indicazioni e consigli di utilizzo Instructions and suggestions of use Influssi termici sul materiale da lavorare Thermal influence on materials Adeguamento dell avanzamento: modifica larghezza di taglio Feed rate adjustment: modifying the cutting width Con la saldatura ed i calore di taglio, le proprietà del materiale sulla linea di separazione non corrispondono più a quelle della relativa classe di materiale: - ridurre i parametri di taglio - impiegare utensili per materiale con superiore resistenza alla trazione Through welding or torch cutting, the material characteristics at the parting line do not correspond with the specified material class: - reduce cutting rates - select tool for materials with a higher tensile strength - modificando la larghezza di taglio a e si deve correggere l avanzamento in base al grafico a lato - velocità di taglio o numero di giri rimangono invariati - se si modifica anche la profondità di taglio a p, bisogna fare una doppia riduzione! - when modifying the cutting width a e, the feed rate must be reduced in accordance with the illustration on the right - cutting speed or revolutions remain unchanged - double reduction applies when also modifying the cutting depth a p! Entrata in materiali temprati Entry in hardened materials Nell entrata in materiali temprati con oltre 1400 N/mm 2 (44HRC), ridurre l avanzamento v f (mm/min) come nel grafico qui di lato. For entering materials over 1400 N/mm 2 (44HRC), reduce the feed rate v f (mm/min) in accordance with the illustration on the right. Adeguamento dell avanzamento: modifica profondità di taglio Feed rate adjustment: modifying the cutting depth - modificando la profondità di taglio a p si deve correggere l avanzamento in base al grafico a lato - velocità di taglio o numero di giri rimangono invariati sino a profondità di taglio 3xD e devono essere adeguati solo oltre tale profondità - se si modifica anche la larghezza di taglio a e, bisogna fare una doppia riduzione! - when modifying the cutting depth a p, the feed rate must be reduced in accordance with the illustration on the right - cutting speed or revolutions remain unchanged up to cutting depths of 3 x D, must only be adapted over 3 x D - double reduction applies when also modifying the cutting width a e! Perdita di durata di impiego con tagli interrotti Loss in tool life with interrupted cutting Significative perdite di tempi di impiego lavorando con tagli interrotti (specialmente con angolo di fresatura a 90º): - modificare distribuzione di taglio - ridurre avanzamento in entrata ed uscita - scegliere un angolo ottuso per l entrata Significant loss in tool life through interrupted cutting (especially with milling angles of 90º): - modify cutting distribution - reduce feed rate for entry and exit - reduce approach angle 460

10 Frese in metallo duro Carbide end mills Indicazioni e consigli di utilizzo Instructions and suggestions of use Lavorazione a tuffo Plunging strategies Foratura: - ridurre l avanzamento v f (mm/min) - con profondità di foro > 0.5xD o per passare a lavorazione radiale bisogna anche scaricare Attenzione: pericolo di rottura con repentino aumento di carico! Lavorazione a tuffo inclinata fino a 15 (da preferire): - l avanzamento v f (mm/min) può anche non essere ridotto Lavorazione a tuffo inclinata da 15 a 30 : - ridurre l avanzamento v f (mm/min) in base al grafico qui a lato Lavorazione a tuffo per interpolazione: - per lavorare ad interpolazione/a tuffo elicoidale consigliamo un incremento radiale da 0.1 a 0.2 per giro - ridurre l avanzamento v f (mm/min) in base al grafico qui a lato - scegliere preferibilmente un diamentro del foro di 1.8xD For drilling: - reduce feed rate v f (mm/min.) - additional pecking for drilling depths > 0.5 x D or transition to radial machining Attention: Danger of breakage through abrupt load increase! Oblique plunging up to 15º (preferred): - reduction in feed rate v f (mm/min.) not required Oblique plunging between 15º and 30º: - reduce feed rate vf (mm/min.) in accordance with the illustration on the right Helical plunging: - for helical plunging on a milling cycle, we recommend a feed of 0.1 to 0.2 per cycle - educe feed rate v f (mm/min.) in accordance with the illustration on the right - select preferred hole diameter 1.8 x D 462
11 Tabella prefori di maschiatura Taper holes table Tabella prefori di maschiatura Taper holes table 464 MA M 1 X 0,25 0,75 M 1,1 X 0,25 0,85 M 1,2 X 0,25 0,95 M 1,4 X 0,3 1,1 M 1,6 X 0,35 1,25 M 1,7 X 0,35 1,3 M 1,8 X 0,35 1,45 M 2 X 0,4 1,6 M 2,2 X 0,45 1,75 M 2,3 X 0,4 1,9 M 2,5 X 0,45 2,05 M 2,6 X 0,45 2,1 M 3 X 0,5 2,5 M 3,5 X 0,6 2,9 M 4 X 0,7 3,3 M 4,5 X 0,75 3,7 M 5 X 0,8 4,2 M 6 X 1 5 M 7 X 1 6 M 8 X 1,25 6,8 M 9 X 1,25 7,8 M 10 X 1,5 8,5 M 11 X 1,5 9,5 M 12 X 1,75 10,2 M 14 X 2 12 M 16 X 2 14 M 18 X 2,5 15,5 M 20 X 2,5 17,5 M 22 X 2,5 19,5 M 24 X 3 21 M 27 X 3 24 M 30 X 3,5 26,5 M 33 X 3,5 29,5 M 36 X 4 32 M 39 X 4 35 M 42 X 4,5 37,5 M 45 X 4,5 40,5 M 48 X 5 43 M 52 X 5 47 M 56 X 5,50 50,5 RP (=PS/BSPP) RP 1/16 6,55 RP 1/8 8,6 RP 1/8 11,5 RP 3/8 15 RP 1/2 18,5 RP 3/4 24 RP 1 30,25 RP 1 1/4 39 RP 1 1/2 45 RP 2 56,5 RP 2 1/2 72,5 RP 3 85 MF M 3 X 0,35 2,65 M 3,5 X 0,35 3,15 M 4 X 0,35 3,65 M 4 X 0,5 3,5 M 5 X 0,5 4,5 M 6 X 0,5 5,5 M 6 X 0,75 5,2 M 7 X 0,75 6,2 M 8 X 0,5 7,5 M 8 X 0,75 7,2 M 8 X 1 7 M 9 X 1 8 M 10 X 0,5 9,5 M 10 X 0,75 9,2 M 10 X 1 9 M 10 X 1,25 8,8 M 11 X 1 10 M 12 X 0,75 10,2 M 12 X 1 11 M 12 X 1,25 10,8 M 12 X 1,5 10,5 M 13 X 1 12 M 13 X 1,5 11,5 M 13 X 1,75 11,2 M 14 X 1 13 M 14 X 1,25 12,8 M 14 X 1,5 12,5 M 15 X 1 14 M 15 X 1,5 13,5 M 15 X 2 13 M 16 X 1 15 M 16 X 1,5 14,5 M 18 X 1 17 M 18 X 1,5 16,5 M 18 X 2 16 M 20 X 1 19 M 20 X 1,5 18,5 M 20 X 2 18 M 22 X 1 21 M 22 X 1,5 20,5 M 22 X 2 20 M 24 X 1 23 M 24 X 1,5 22,5 M 24 X 2 22 RC (=PS/BSPP) RC 1/ ,3 RC 1/8-28 8,3 RC 1/ RC 3/ ,5 RC 1/ ,1 RC 3/ ,5 RC ,6 RC 1 1/ RC 1 1/ RC ,5 RC 2 1/ ,1 RC ,6 MF M 25 X 1 24 M 25 X 1,5 23,5 M 26 X 1 25 M 26 X 1,5 24,5 M 27 X 1 26 M 27 X 1,5 25,5 M 27 X 2 25 M 28 X 1,5 26,5 M 28 X 2 26 M 30 X 1 29 M 30 X 1,5 28,5 M 30 X 2 28 M 32 X 1,5 30,5 M 33 X 1,5 31,5 M 33 X 2 31 M 34 X 1,5 32,5 M 35 X 1,5 33,5 M 36 X 1,5 34,5 M 36 X 2 34 M 36 X 3 33 M 38 X 1,5 36,5 M 39 X 1,5 37,5 M 39 X 2 37 M 39 X 3 36 M 40 X 1,5 38,5 M 40 X 2 38 M 40 X 3 37 M 42 X 1,5 40,5 M 42 X 2 40 M 42 X 3 39 M 45 X 1,5 43,5 M 45 X 2 43 M 45 X 3 42 M 48 X 1,5 46,5 M 48 X 2 46 M 48 X 3 45 M 50 X 1,5 48,5 M 50 X 2 48 M 50 X 3 47 M 52 X 1,5 50,5 M 52 X 2 50 M 52 X 3 49 PG PG ,4 PG PG ,5 PG 13, PG ,5 PG PG ,5 PG ,5 PG ,5 PG ,8 UNC No ,55 No ,85 No ,1 No ,35 No ,65 No ,85 No ,5 No ,9 No ,5 1/4-20 5,2 5/ ,6 3/ / ,4 1/ ,8 9/ ,2 5/ ,5 3/ ,5 7/8-9 19, ,25 1 1/ /4-7 28,25 1 3/8-6 30,75 1 1/ /4-5 39,5 2-4, /4-4,5 51,5 2 1/2-4 57,25 2 3/4-4 63, UNF No ,3 No 1-2 1,55 No ,85 No ,15 No ,4 No ,7 No ,95 No ,5 No ,1 No ,6 1/4-28 5,5 5/ ,9 3/8-24 8,5 7/ ,9 1/ ,5 9/ ,9 5/ ,5 3/ ,5 7/ , ,25 1 1/ ,5 1 1/ ,5 1 3/ ,75 1 1/ UNJF No ,25 No ,55 No ,85 No ,1 No ,4 No ,7 No ,95 No ,6 No ,15 No ,7 No 1/4-28 5,6 No 5/ No 3/8-24 8,6 No 7/ No 1/ ,5 No 9/ ,9 No 5/ ,5 UNJC UN No ,5 No ,8 No ,05 No ,3 No ,65 No ,8 No ,5 No ,9 No ,6 No 1/4-20 5,2 No 5/ ,7 No 3/8-16 8,1 No 7/ ,5 No 1/ ,9 No 9/ ,3 No 5/ ,7 No 3/ ,75 UNEF 1/4-32 5,55 5/ ,15 3/8-32 8,7 7/ ,2 1/ ,8 9/ ,2 5/ ,8 1 1/ ,4 3/ ,8 7/ , ,2 1 1/8-8 25,4 1 1/4-8 28,5 1 3/8-8 31,8 1 1/ /8-8 38,1 1 3/4-8 41,3 1 7/8-8 44, ,7 2 1/ BSP BSPT BSW G 1/8-28 8,8 G 1/ ,8 G 3/ ,25 G 1/ G 5/ G 3/ ,5 G 7/ ,25 G ,75 G 1 1/ ,5 G 1 1/ ,5 G 1 3/ ,7 G 1 1/ ,2 G 1 3/ G /8-28 8,20 1/ ,00 3/ ,50 1/ ,00 5/ ,25 3/ ,50 7/ , ,50 1 1/ ,50 1 1/ ,00 W 1/8-40 2,5 W 5/ ,2 W 3/ ,60 W 1/4-20 5,2 W 5/ ,6 W 3/8-16 8,1 W 7/ ,2 W 9/ W 1/ ,5 W 5/ ,5 W 3/ ,25 W 7/8-9 19,5 W W 1 1/8-7 24,50 W 1 1/4-7 27,75 W 1 3/8-6 30,50 W 1 1/2-6 33,50 W 1 5/8-5 35,50 W 1 3/ W 2-4,5 44,50 BSPT 3/ /4-26 5,2 5/ ,6 3/8-20 8,1 7/ ,8 1/ ,2 9/ ,7 5/ / ,5 7/ , ,5 NPT 1/ ,3 1/8-27 8,5 1/ ,2 3/ ,5 1/ / ,3 1-11, /4-11, /2-11, , /2-8 66, ,30 NPTF 1/ ,1 1/8-27 8,4 1/ / ,5 1/ ,5 3/ / /4-11 1/2 37,5 1 1/2-11 1/2 43, / / NPSM 1/8-27 9,1 1/ / ,5 1/ / , /2 30,5 1 1/4-11 1/2 39,5 1 1/2-111/2 45, /2 57,5 2 1/ Prefori di maschiatura - maschi a rullare Taper holes - forming taps MA EG M EG MF M 3 X 0,5 2,80 M 4 X 0,7 3,70 M 5 X 0,8 4,65 M 6 X 1 5,55 M 8 X 1,25 7,45 M 10 X 1,5 9,35 M 12 X 1,75 11,25 M 14 X 2 13,10 M 16 X 2 15,10 M 18 X 2,50 16,85 M 20 X 2,50 18,85 EG M -2,5 2,6 EG M -3 3,2 EG M -3,5 3,7 EG M -4 4,2 EG M -5 5,2 EG M -6 6,3 EG M -8 8,4 EG M ,5 EG M ,5 EG M ,5 EG M ,5 EG M ,75 EG M ,75 EG M ,75 EG M ,75 EG MF 8x1 8,3 EG MF 10x1 10,25 EG MF 10x1,25 10,4 EG MF 12x1,25 12,25 EG MF 12x1,5 12,5 EG MF 14x1,5 14,5 EG MF 16x1,5 16,5 EG MF 18x1,5 18,5 EG MF 18x2 19,5 EG MF 20x1,5 20,5 MF Prefori per maschi helicoil Taper holes for helicoil taps EG UNC EG UNF M 5 X 0,5 4,80 M 6 X 0,75 5,70 M 7 X 0,75 6,70 M 8 X 0,75 7,70 M 8 X 1 7,60 M 9 X 0,75 8,70 M 9 X 1 8,60 M 10 X 0,75 9,70 M 10 X 1 9,60 M 10 X 1,25 9,40 M 11 X 0,75 10,65 M 11 X 1 10,60 M 12 X 1 11,55 M 12 X 1,25 11,45 M 12 X 1,50 11,35 M 14 X 1 13,60 M 14 X 1,25 13,45 M 14 X 1,50 13,35 M 15 X 1 14,60 M 15 X 1,50 14,35 M 16 X 1 15,60 M 16 X 1,50 15,35 EG No ,3 EG No ,7 EG No EG No ,4 EG No ,7 EG No ,4 EG No ,1 EG No ,7 EG 1/4-20 6,7 EG 5/ ,4 EG 3/ EG 7/ ,7 EG 1/ ,3 EG No ,3 EG No ,65 EG No EG No ,3 EG No ,7 EG No ,4 EG No ,1 EG 1/4-28 6,6 EG 5/ ,2 EG 3/8-24 9,8 EG 7/ ,5 EG 1/ ,1

12 Maschi Taps Maschi Taps Indice delle diverse tipologie di maschiatura The Characteristics of different thread types Indice delle diverse tipologie di maschiatura The Characteristics of different thread types M filettatura ISO metrica M ISO-metric thread TR metrica ISO trapezioidale TR ISO-metric trapezoidal thread Regole generali di filettatura DIN 13-1 General standard thread DIN 103 Piano serraggio generale veicoli su binari General, draw collets, rolling stock UNC passo grezzo di filettatura unificata UNC Unified National Coarse Thread ASME B1.1 UN regole generali di filettatura General UN standard thread W filettatura cilindrica Whitworth W Cylindrical Whitworth Thread DIN 477 Tappi laterali e accessori per valvole per bombole a gas Side connector and accessories for gas bottle valves UNEF passo di filettatura in pollice extra fine UNEF Unified National Extra Fine Thread ASME B1.1 UN extra generale filettatura fine General UN Extra Fine Thread NPT filettatura base americana pollice standard conico con liquido di tenuta NPT American Standard Pipe Threads tapered for sealing ANSI/ASME B Filettature Pg e accessori Pipe threads and fittings G Mascho per filettatura Pg cilindrica dove non è richiesta tramite un filetto la tenuta collegati G Cylindrical Pipe Thread without thread sealing connections DIN EN ISO Per filettatura Pg collegamenti Pg e attrezzature Threads for pipes, pipe connections and fittings MF filettatura fine ISO metrica MF ISO-metric fine thread DIN 13-2 to DIN Passi fini in generale General fine thread bullone external thread filiera internal thread gioco play 466



13 Maschi Taps Maschi Taps Indice delle diverse tipologie di maschiatura The Characteristics of different thread types Indice delle diverse tipologie di maschiatura The Characteristics of different thread types UNF filettatura unificata a passo fine Inch UNF Unified National Fine Thread ASME B 1.1 filettatura trapezoidale ISO metrica ASME B1.1 ISO-metric trapezoidal thread UN passi fini in generale General UN Fine Thread W filettatura conica Whitworth W Whitworth Taper Thread DIN477 Tappo di avvitamento e gola della bombola a gas per valvola della bombola a gas Threaded connection in gas cylinder bottles for valves UNS filettatura unificata speciale pollice UNS Unified Special Thread ASME B1.1 UN filettatura speciale generale General UN Special Thread NPTF filettatura base pollice standard americana tenuta conica a secco NPTF American Standard Pipe Thread tapered for dry sealing ANSI B Filettature Pg e accessori Pipe threads and fittings PG filettatura corazzata in Pg acciaio PG steel conduit thread DIN filettatura circolare cilindrica DIN cylindrical round thread Elettrotecnico Electrical engineering BSW filettatura cilindrica Whitworth BSW cylindrical Whitworth thread B.S. 84 Standard britannico B.S. 84 British Standard Filettature per Pg collegamenti base e attrezzature Threads for pipes, pipe connections and fittings S filettatura a dente di sega metrica S metric saw thread DIN 513 Per mandrini regolabili da una parte forze vincolanti When absorbing uni-directional forces BSP filettatura base cilindrica (indentica con G) BSP pipe thread cylindrical (identical to G) B.S. 93 Standard britannico B.S. 93 British Standard Filettature per Pg collegamenti base e attrezzature Threads for pipes, pipe connections and fittings bullone external thread filiera internal thread gioco play 468
 in sostituzione della DIN 2999-1 DIN EN 10226-1")
 MFS MFS DIN 8141 Serrato in Allunimio - leghe di ghisa Interference fits in Aluminium-cast alloys Rc Whitworth filettature Pg filettature interne coniche Rc")
14 Maschi Taps Indice delle diverse tipologie di maschiatura The Characteristics of different thread types Maschi Taps Indice delle diverse tipologie di maschiatura The Characteristics of different thread types R Whitworth filettatura Pg filettatura esterna conica R Whitworth pie thread tapered external thread DIN EN (basata su ISO 7-1) in sostituzione della DIN DIN EN (based on ISO 7-1) replacement for DIN Filettatura esterna per filettature Pg e accessori per ottenere una tenuta tramite filetto collegato External thread for pipe threads and fittings (for in the thread sealing connections) MFS MFS DIN 8141 Serrato in Allunimio - leghe di ghisa Interference fits in Aluminium-cast alloys Rc Whitworth filettature Pg filettature interne coniche Rc Whitworth pipe thread tapered internal thread DIN -EN (in europa verranno proposte sostituibili con filettatura Pg secondo ISO 7-1) DIN ISO (hardly used in Europe, replaceable with pipe threads to ISO 7-1) Filettatura interna per filettature Pg e accessori per ottenere una tenuta tramite filetto collegato Internal thread for pipe threads and fittings (for in the thread sealing connections) BSF Filettatura fine cilindrica Whitworth BSF Whitworth fine thread cylindrical B.S. 84 standard fine britannica B.S. 84 British Standard Fine Per filettatura Pg collegamenti Pg e attrezzature Threads for pipes, pipe connections and fittings MJ filettatura filettatura metrica MJ thread metric thread DIN ISO Per aria e navigazione spaziale For the aerospace industry BSPT filettatura base conica (identica con Rc) BSPT pipe thread tapered (identical to Rc) B.S. 93 Standard britannico B.S. 93 British Standard Filettatura interna per filettatura Pg e accessori Internal thread for pipe threads and fittings Vg filettatura sedi valvole Vg valve thread DIN 7756 Valvole per camera d aria delle vetture scatole cambio valvole Valves for car tyres manifold block Rp filettatura Pg Whitworth filettatura interna cilindrica Rp Whitworth pipe thread cylindrical internal thread DIN EN (basata su ISO -7-1) in sostituzione di DIN DIN EN (based on ISO 7-1) Replacement for DIN Filettatura interna per filettatura Pg e accessori per ottenere una tenuta tramite filetto collegato Internal thread for pipe threads and fittings (for in the thread sealing connections) bullone external thread filiera internal thread gioco play 470
15 Maschi Taps Indice delle diverse tipologie di maschiatura The Characteristics of different thread types RD filettatura circolare cilindrica RD cylindrical round thread DIN 405 Generale, gancio di carico costruzione mineraria e industria alimentare General, load hook, mining, food industry UNJ filettatura filettatura pollice UNJ inch thread ISO 3161 Per aria e navigazione spaziale For the aerospace industry filiera MSG MSG lock nut thread A norma di fabbrica Guhring standard Filettatura autobloccante scatola cambio,etc Self-locking thread transmission housing etc. bullone external thread filiera internal thread gioco play 472
16 Maschi Taps Forme di imbocco a DIN 2197 Chamfer forms to DIN 2197 Maschi Taps Forme di imbocco a DIN 2197 Chamfer forms to DIN 2197 Forme di imbocco a DIN 2197 Chamfer forms to DIN 2197 Forme di imbocco a DIN 2197 Chamfer forms to DIN 2197 Lunghezza di imbocco, per serie di maschi (3 pz.) Chamfer length for taps set (3 pcs.) Lunghezza di imbocco, per serie di maschi (2 pz.) Chamfer length for taps set (2 pcs.) Forma A Form A filetti threads - lunga, 6-8 filetti long, 6-8 threads - per fori passanti corti for short through holes Forma A per sbozzatore Form A, taper tap ca. 6 filetti threads Forma B Form B 3,5...5,5 filetti threads - media, filetti medium, threads - imbocco corretto spiral pointed - per tutti i fori passanti e grosse profondità di filettatura su materiali a truciolo medio-lungo for all through holes on medium and long-chipping materials Forma D per intermedio Form D, second tap ca. 4 filetti threads Forma D per sbozzatore Form D, rougher ca. 5 filetti threads Forma C Form C filetti threads - corta, 2-3 filetti short, 2-3 threads - per fori ciechi e in generale per alluminio, ghisa grigia e ottone for blind holes and generally for aluminum, grey cast iron and brass Forma C per finitore Form C, finishing tap ca. 2 filetti threads Forma C per finitore Form C, finisher ca. 2 filetti threads 3,5...5 filetti threads Forma D Form D - media, filetti medium, threads - per fori passanti corti for short through holes Forma E Form E 1,5...2 filetti threads - molto corta, filetti extremely short, threads - per fori ciechi, con sbocco del filetto molto corto for blind holes with little run-out depth Forma F Form F 1...1,5 filetti threads - molto corta, filetti extremely short, threads - per fori ciechi, con sbocco del filetto molto corto for blind holes with little run-out depth - da evitare, se possibile avoid use if possible 474
17 Maschi Taps Maschiatura: problemi e soluzioni Tapping: trouble shooting Problema Causa Soluzione Problem Possible cause Solution Il filetto diventa troppo grosso Thread too large utensile sbagliato, geometria del maschio non adatta per il lavoro wrong tool, tap geometry not suitable for the application foro di filettatura troppo piccolo tapping hole too small errore nell angolo ovvero nella posizione del foro di filettatura incorrect angle or tapping hole position mandrino macchina assialmente duro machine spindle axially restricted maschio con formazione di saldature a freddo sui fianchi tap with cold welding at the flanks cattiva guida del maschio, per profondità di filettatura insufficiente bad tap lead, due to insufficient thread depth velocità di taglio troppo elevata cutting speed too high lubrificante e/o adduzione insufficiente lubrication and/or coolant supply insufficient le indicazioni di tolleranza del maschio non corrispondono a quelle del disegno o del calibro tap tolerance specifications do not correspond to the one on the drawing or the caliper impiegare il maschio adatto per il materiale da lavorare use proper tap for the material to be machined tenere conto della tabella fori di filettatura, specialmente se si tratta di maschi a rullare osberve the tapping size hole table, especially for forming taps - verificare la correttezza del serraggio check the clamping - utilizzare un mandrino di maschiatura ad assi paralleli use a floating tap holder - controllare la punta usurata per il preforo check the worn drill for the pilot hole - usare avanzamento a macchina use mechanical feed - impiegare mandrino di filettatura con compensazione di lunghezze use tension/compression tap chuck - montare un nuovo maschio use a new tap - impiegare maschio con trattamento di superficie use a coated tap - ottimizzare refrigerazione optimize lubrication - filettare con avanzamento forzato thread with forced feed - impiegare maschio con migliori proprietà di guida use tap with improved lead properties - ridurre la velocità di taglio reduce cutting speed - migliorare la lubrificazione improve cooling badare che l adduzione del lubrificante sia sufficiente ed adatta, verificare la composizione make sure that the coolant supply is sufficient and suitable, and check concentration impiegare il maschio corrispondente alle tolleranze necessarie use proper tap for required tolerances Problema Causa Soluzione Problem Possible cause Solution Maschi Taps Maschiatura: problemi e soluzioni Tapping: trouble shooting Problema Causa Soluzione Problem Possible cause Solution Il filetto diventa troppo stretto Thread too small le indicazioni di tolleranza del maschio non corrispondono a quelle del disegno o del calibro tap tolerance specifications do not correspond to the one on the drawing or the caliper maschio sbagliato wrong tap il maschio non taglia a misura (calibro a tampone) the tap doesn t cut accurately (plug gauge) mandrino duro assialmente machine spindle axially hard geometria tagliente non adatta per l impiego cutting edge geometry not suitable for the application velocità di taglio troppo elevata cutting speed too high refrigerante insufficiente (composizione ed adduzione) insufficient coolant (concentration and supply) intasamento da trucioli chip obstruction foro di filettatura troppo piccolo tapping hole too small con materiali tenaci, carico utensile troppo alto ovvero passo eccessivo with tough materials, tool load or pitch too high taglienti di riporto built-up edges saldature a freddo cold welding impiegare il maschio corrispondente alle tolleranze necessarie use proper tap for required tolerances impiegare il maschio adatto per il materiale da lavorare use proper tap for the material to be machined evitare forti forze assiali durante la filettatura avoid strong axial forces during threading impiegare mandrino di maschiatura con compensazione di lunghezze use tension/compression chuck Problema Causa Soluzione Problem Possible cause Solution La superficie filettata non corrisponde alle esigenze (non pulita) Thread surface not responding to requirements (not clean) impiegare il maschio adatto per il materiale da lavorare use proper tap for the material to be machined - diminuire velocità di taglio reduce cutting speed - ottimizzare lubrificazione optimize lubrication adottare il refrigerante adatto nel quantitativo sufficiente use proper coolant with the sufficient volume impiegare il maschio adatto use proper tap verificare il diametro del foro di filettatura a DIN 336 o norma corrispondente; controllare le tabelle per maschi a rullare check threading hole diameter with DIN 366 or respective standards; follow forming taps tables impiego di serie di maschi use tap sets impiegare maschi con trattamento di superficie use coated taps migliorare adduzione refrigerante improve coolant supply Filettatura con sfrido assiale Thread axially miscut i maschi elicoidali, corrispondenti alla nostra esecuzione, sono impiegati con pressioni troppo alte sull imbocco spiral-fluted taps, corresponding to our design, are used with too high pressures for initial tapping i maschi con imbocco corretto, corrispondenti alle nostre esecuzioni B hanno una pressione di imbocco troppo limitata spiral point taps, corresponding to our form B, have an initial tapping pressure too low con maschi elicoidali, esercitare solo una lieve pressione all imbocco; il maschio deve arrivare subito nel campo di compensazione del mandrino di filettatura with spiral-fluted, a light pressure is needed for initial tapping; the tap should arrive within the tension/compression range con imbocco corretto o maschi sinistri è necessaria una forte pressione assiale nell ingresso del foro; mantenere il maschio nel campo di compensazione del mandrino with spiral point or left hand taps, it is necessary a strong axial pressure; keep the tap within the tension/compression range 476
18 Maschi Taps Maschiatura: problemi e soluzioni Tapping: trouble shooting Problema Causa Soluzione Problem Possible cause Solution Durata di impiego troppo corta Tool life too short superficie foro di filettatura indurita hardened tapping hole surface tutti i motivi indicati nella sezione precedente all the reasons mentioned in the previous section intasamento da trucioli chips obstruction - verificare l usura dell utensile a forare check drilling tool wear - effettuare trattamento termico o di superficie dopo la filettatura tutte le soluzioni indicate nella sezione precedente all the solutions mentioned in the previous section impiegare il maschio adatto user proper tap Problema Causa Soluzione Problem Possible cause Solution Rottura dell utensile in entrata o nella corsa di ritorno Tool breakage during advance or return foro di filettatura troppo piccolo tapping hole too small filetti di imbocco sovraccaricati threads of chamfer overloaded il maschio arriva fino in fondo al foro filettato tap reaches the bottom of the threaded hole - svasatura del foro filettato mancante o sbagliata lack of or wrong chamfer of threaded hole - errore di posizionamento o dell angolo del foro di filettatura wrong positioning or incorrect tapping hole angle - durezza utensile non adatta per il lavoro tool hardness not suitable for the application - geometria tagliente non adatta per il lavoro cutting edge geometry not suitable for the application verificare i diametri dei fori di filettatura a DIN 336 o norma corrispondente check threading hole diameters with DIN 366 or respective standards - controllare lunghezza imbocco (foro cieco o passante) check chamfer length (blind or through hole) - aumentare il numero dei filetti di imbocco con più taglienti increase threads of chamfer with more flutes - impiegare serie di maschi use tap sets - verificare profondità di foro check hole depth - impiegare mandrini di maschiatura con compensazione lunghezza e/o sicurezza sovraccarico momento torcente use tension/compression chucks and/or safety overloaded torque - effettuare la svasatura del foro filettato con l angolo giusto make the chamfer of threaded hole with the correct angle - verificare l esattezza del serraggio check clamping - usare mandrino di maschiatura con oscillazione parallela all asse use a floating tap holder - controllare la punta per preforo check pilot hole drill impiegare il maschio adatto al lavoro use proper tap for the application 478


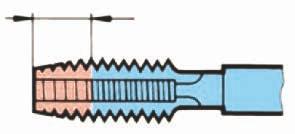
19 Maschi a rullare Forming taps Filettature ottenute con sagomatura a pressione Pressure forming threads Filettature ottenute con sagomatura a pressione I maschi a rullare sono utensili per l esecuzione, senza asportazione di trucioli, di filettature interne. Al contrario della maschiatura, nella quale il materiale viene asportato dal pezzo in lavorazione, nella maschiatura a rullare il pezzo in questione viene modellato a freddo. La filettatura interna è infatti ottenuta tramite un operazione di deformazione per compressione senza formazione di truciolo e senza interrompere il corso della fase. La maschiatura a rullare è definita, secondo DIN 8583, come l impronta del filetto in un pezzo in lavorazione tramite un utensile dotato di una superficie efficace elicoidale. La sezione elicoidale del filetto del maschio, realizzata seguendo una poligonale, viene condotta nel pezzo in lavorazione, precedentemente forato, con un avanzamento adeguato, ovvero proporzionato al passo del filetto. Il profilo del filetto viene gradualmente impresso nel pezzo in lavorazione, partendo dall avvicinamento (imbocco) della sezione del filetto. La tensione supera il limite di deformazione della zona da filettare ed il materiale subisce così deformazione plastica. Il materiale si muove radialmente, scorre lungo il profilo del filetto nella base libera del dente e crea così il diametro di nocciolo della madrevite. Grazie a tale processo di scorrimento, sulle punte dei filetti si formano tasche sagomate (graffe) specifiche del procedimento. Le punte dei filetti che terminano in modo incompleto, in corrispondenza delle parti terminali, sono una caratteristica dei filetti modellati. Con fianchi completamente conformati, esse non hanno alcuna influenza sulla resistenza del filetto. Il grado di deformazione del filetto deve essere, all occorrenza, verificato tramite una prova. Nella maschiatura a rullare è decisivo il ruolo giocato dalla lubrificazione. Essa evita che del materiale si depositi sui dorsi dei filetti e garantisce che il momento torcente, che è fondamentale, non diventi troppo elevato. Per questo la lubrificazione non deve assolutamente mancare. I refrigeranti grafitati oppure gli olii nella maschiatura a rullare, così come nella rullatura, sono i più indicati. Lavorate sempre secondo la filosofia una buona lubrificazione è una maschiatura per metà già completata. I vantaggi della maschiatura a rullare Nessuna asportazione di trucioli Possono essere realizzate con lo stesso utensile filettature in fori passanti e ciechi Si può lavorare un ampia gamma di materiali Non si verifica un accavallamento dei filetti A differenza delle filettature per asportazione non si verificano errori di passo del filetto e di angolo del dorso Filettature interne di rullatura hanno una maggiore resistenza, specialmente nei fianchi dei filetti portanti, grazie al cosiddetto corso ininterrotto della fase ed alla deformazione a freddo Il filetto presenta una migliore qualità di superficie I maschi a rullare possono essere impiegati con velocità di taglio superiori, in quanto la deformabilità di parecchi materiali cresce all aumentare della velocità di sagomatura Limitato pericolo di rottura grazie alla costruzione stabile dell utensile Maschi a rullare Forming taps Filettature ottenute con sagomatura a pressione Pressure forming threads Pressure forming threads Forming taps are tools for internal chipless threading. Unlike the standard tapping, where the material is removed from the workpiece, in forming tapping the piece is cold formed. The internal thread is made with a pressure deformation operation without chip removal and without interruptions. According to DIN 8583, forming tapping is identified as the thread impression in a workpiece through an effective spiral surface tool. The spiral thread section, made by following a polygonal, is carried out in the workpiece, previously drilled, with an adequate feed rate, proportionate to the thread s pitch. Thread profile is gradually pressed in the workpiece, starting from the thread chamfer. The tension exceeds the deformation limit of the threading zone and the material undergoes a plastic deformation. The material moves radially, sliding along the thread profile in tooth free base, creating nut thread core diameter. Thanks to this flow process, typical pockets are formed on the thread tips. Thread tips which end incompletely, matching to the terminal parts, are a feature of forming threads. With the flanks of the threads fully formed, they don t affect the resistance of the thread. If necessary, thread deformation rank has to be checked with a test. Lubrication is very important in forming tapping. The cooling prevents material settling on thread flanks and it ensures that the torque, which is critical, doesn t become too high. This is the reason why lubrication can t be missed. In forming tapping, graphitized coolants or oils are the most suitable. It is recommended to always work according to the philosophy a good cooling is an half completed tapping. Forming tapping advantages No chip formation Threads in through and blind holes can be made with the same tool A wide range of materials can be machined There is no threads overlapping Unlike removal threads, there are no errors in thread pitch or back angle Internal forming threads have higher tensile strength, especially on bearing thread flanks, thanks to the so-called uninterrupted grain flow and to the cold forming process Thread has a better surface quality Forming taps can be used with higher cutting speed, because the deformability of most materials increases with the forming speed Limited breakage risk due to rigid design Metodo di lavoro Process La filettatura interna senza asportazione trucioli (rullatura) raffrontata con la maschiatura standard The production of internal threads without chip removal (thread forming) compared to conventional tapping maschio a rullare forming tap maschio a tagliare conventional tap scanalature di pressione pressure points scanalature flutes canalini di lubrificazione coolant hole materiale rullato formed thread avvicinamento forming lead materiale filettato cut thread imbocco chamfer 480
High Tech Tools. Punte Frese. Drills Mills
 High Tech Tools Punte Frese Drills Mills High Tech Tools Frese alta velocità monotagliente High speed single flute milling cutters d d1 1 elica destra 30 30 right hand helix tagliente destro right hand
High Tech Tools Punte Frese Drills Mills High Tech Tools Frese alta velocità monotagliente High speed single flute milling cutters d d1 1 elica destra 30 30 right hand helix tagliente destro right hand
catalogotaglio02 cuttingtools02 Punte HSS, HSS-Co e ASP HSS-E HSS, HSS Cobalt and HSS-E drills
 7 Punte HSS, HSS-Co e ASP HSS-E HSS, HSS Cobalt and HSS-E drills Punte HSS, HSS-Co e ASP HSS, HSS Cobalt and HSS-E drills Punte con codolo cilindrico Drills with cylindrical shaft 3xD Punte serie extra
7 Punte HSS, HSS-Co e ASP HSS-E HSS, HSS Cobalt and HSS-E drills Punte HSS, HSS-Co e ASP HSS, HSS Cobalt and HSS-E drills Punte con codolo cilindrico Drills with cylindrical shaft 3xD Punte serie extra
La scelta ottimale per le lavorazioni di Acciai inossidabili, Inconel e superleghe resistenti al calore (HRSA), Titanio e sue leghe.
, Titanio e sue leghe.") Slotting up to 3Ø La scelta ottimale per le lavorazioni di Acciai inossidabili, Inconel e superleghe resistenti al calore (HRSA), Titanio e sue leghe. The solution for the machining of Stainless steels,
Slotting up to 3Ø La scelta ottimale per le lavorazioni di Acciai inossidabili, Inconel e superleghe resistenti al calore (HRSA), Titanio e sue leghe. The solution for the machining of Stainless steels,
Lista materiale Rif. RDO n
 Lista materiale Rif. RDO n. 1358220 Punte elicoidali per foratura in HSS universali per forare acciaio fino a 1000N/mm²,DIN 340, taglio destro, autocentranti, con codolo cilindrico gambo dritto, classe
Lista materiale Rif. RDO n. 1358220 Punte elicoidali per foratura in HSS universali per forare acciaio fino a 1000N/mm²,DIN 340, taglio destro, autocentranti, con codolo cilindrico gambo dritto, classe
Frese per Alluminio AL2D-2 AL3D-2 AL4D-2 AL5D-2 ALZ345 AL-3LS ALB225 AL2D-2DLC AL3D-2DLC AL4D-2DLC AL5D-2DLC ALZ345-2DLC ALB225-2DLC
 Frese per Alluminio AL2D-2 AL3D-2 AL4D-2 AL5D-2 ALZ345 AL-3LS ALB225 AL2D-2DLC AL3D-2DLC AL4D-2DLC AL5D-2DLC ALZ345-2DLC ALB225-2DLC Ampliamento gamma frese standard Possibilità di scegliere la AL2D-2
Frese per Alluminio AL2D-2 AL3D-2 AL4D-2 AL5D-2 ALZ345 AL-3LS ALB225 AL2D-2DLC AL3D-2DLC AL4D-2DLC AL5D-2DLC ALZ345-2DLC ALB225-2DLC Ampliamento gamma frese standard Possibilità di scegliere la AL2D-2
GEWINDEFRÄSEN. Gewindefräsen Thread milling Fresatura per filettatura
 GEWINDEFRÄSEN Gewindefräsen Thread milling Fresatura per filettatura Gewindearten Insert preselection Tipi di filettature Thread Milling Program overview Fresatura per filettatura Gamma prodotti Trägerwerkzeuge
GEWINDEFRÄSEN Gewindefräsen Thread milling Fresatura per filettatura Gewindearten Insert preselection Tipi di filettature Thread Milling Program overview Fresatura per filettatura Gamma prodotti Trägerwerkzeuge
1.2. Lame per segatrici a nastro. Band saw blades. Lame bimetalliche. Bimetal blades
 1.2 Lame per segatrici a nastro Lame bimetalliche Le lame a nastro bimetalliche sono costituite da un corpo in acciaio al carbonio e dentatura in acciaio super rapido M42 o M51 con 8% di cobalto, per garantire
1.2 Lame per segatrici a nastro Lame bimetalliche Le lame a nastro bimetalliche sono costituite da un corpo in acciaio al carbonio e dentatura in acciaio super rapido M42 o M51 con 8% di cobalto, per garantire
Pensa con sicurezza, Pensa HSS MASCHIATURA
 Pensa con sicurezza, Pensa HSS MASCHIATURA SOMMARIO UTENSILI PER MASCHIARE 2 Zoom su un maschio 3 Quale HSS per la massima efficienza? 4 Trattamenti superficiali per la migliore prestazione 5 Vocabolario
Pensa con sicurezza, Pensa HSS MASCHIATURA SOMMARIO UTENSILI PER MASCHIARE 2 Zoom su un maschio 3 Quale HSS per la massima efficienza? 4 Trattamenti superficiali per la migliore prestazione 5 Vocabolario
Precision Cutting Tools FRESE IN METALLO DURO + NUOVO PROGRAMMA COMPLETO 2017
 IT Precision Cutting Tools FRESE IN METALLO DURO + NUOVO PROGRAMMA COMPLETO 2017 Codice ISO ISO P M K N S H acciaio, acciaio altamente legato acciaio inossidabile ghisa grigia, ghisa sferoidale e malleabile
IT Precision Cutting Tools FRESE IN METALLO DURO + NUOVO PROGRAMMA COMPLETO 2017 Codice ISO ISO P M K N S H acciaio, acciaio altamente legato acciaio inossidabile ghisa grigia, ghisa sferoidale e malleabile
Excellent performance
 Excellent performance in reaming at high feed rate Excellent performance in reaming at high feed rate part of Caratteristiche tecniche Divisione irregolare per migliorare la rugosità della superficie e
Excellent performance in reaming at high feed rate Excellent performance in reaming at high feed rate part of Caratteristiche tecniche Divisione irregolare per migliorare la rugosità della superficie e
Fresa a candela HIGH FEED
 New Design Migliorare attraverso l'innovazione Fresa a candela HIGH FEED La combinazione tra gli angoli di spoglia ridotti, il tagliente corto ed il raggio sullo spigolo, attenuano l effetto di sbattimento
New Design Migliorare attraverso l'innovazione Fresa a candela HIGH FEED La combinazione tra gli angoli di spoglia ridotti, il tagliente corto ed il raggio sullo spigolo, attenuano l effetto di sbattimento
DATI TECNICI TECHNICAL DATE
 DATI TECNICI TECHNICAL DATE ACCIAI AL CARBONIO E BASSO LEGATI PER FLANGE FORGED CARBON AND LOW AllOY STEEL FOR FLANGES ASTM Ed. 29 MATERIALE MATERIAL Acc. al Carbonio Carbon Stleel A15 ASTM Grado Marca
DATI TECNICI TECHNICAL DATE ACCIAI AL CARBONIO E BASSO LEGATI PER FLANGE FORGED CARBON AND LOW AllOY STEEL FOR FLANGES ASTM Ed. 29 MATERIALE MATERIAL Acc. al Carbonio Carbon Stleel A15 ASTM Grado Marca
MADE BY MASCHIUNIVERSALI
 MADE BY MASHIUNIVERSALI LA Goldrichtig MIGLIOR SELTA Für PER alle TUTTI werkstoffe I MATERIALI Acciai ad alta resistenza Acciai inossidabili e resistenti agli acidi Alluminio e leghe di alluminio Acciai
MADE BY MASHIUNIVERSALI LA Goldrichtig MIGLIOR SELTA Für PER alle TUTTI werkstoffe I MATERIALI Acciai ad alta resistenza Acciai inossidabili e resistenti agli acidi Alluminio e leghe di alluminio Acciai
Filiere tonde per filettature esterne
 Filiere tonde per filettature esterne Le filiere tonde sono utensili per filettare, ancor oggi molto usati, sebbene il loro impiego sia limitato a produzioni di piccole serie. Esistono infatti altri sistemi,
Filiere tonde per filettature esterne Le filiere tonde sono utensili per filettare, ancor oggi molto usati, sebbene il loro impiego sia limitato a produzioni di piccole serie. Esistono infatti altri sistemi,
Filettatura con maschi
 NOMENCLATURA A B C D E F G H I J K L M N O P Q Quadro di trascinamento Diametro del codolo Diametro del collarino Scanalatura Passo Centro (maschio) Diametro esterno Lunghezza imbocco spogliato Lunghezza
NOMENCLATURA A B C D E F G H I J K L M N O P Q Quadro di trascinamento Diametro del codolo Diametro del collarino Scanalatura Passo Centro (maschio) Diametro esterno Lunghezza imbocco spogliato Lunghezza
End mills. for Aluminium machining
 End mills for Aluminium machining La scelta ottimale per le lavorazioni di Alluminio e leghe di Alluminio. The solution for the machining of Aluminium and Aluminium alloys. part of 797ALUCB 797ALUCBIC
End mills for Aluminium machining La scelta ottimale per le lavorazioni di Alluminio e leghe di Alluminio. The solution for the machining of Aluminium and Aluminium alloys. part of 797ALUCB 797ALUCBIC
3 Sono disponibili numerose punte con diverse alternative di montaggio.
 pdrilling Content Scelta della punta corretta Scelta della punta corretta 1 Definizione del diametro del foro e della profondità di foratura Individuare le gae dei diametri e le profondità di foratura
pdrilling Content Scelta della punta corretta Scelta della punta corretta 1 Definizione del diametro del foro e della profondità di foratura Individuare le gae dei diametri e le profondità di foratura
INDICE PAGINE TANOI COMPANY. NOVITÀ PRODOTTI IT-Taflet SL-Taflet MLT-Taflet. PRODOTTI Categorie prodotti
 Catalogo_Tanoi_3-100:Layout 1 8-11-2010 6:53 Pagina 1 INDICE TANOI COMPANY PAGINE 4 NOVITÀ PRODOTTI IT-Taflet SL-Taflet MLT-Taflet 9 15 19 PRODOTTI Categorie prodotti 25 Maschi a macchina - M - MF - UNC
Catalogo_Tanoi_3-100:Layout 1 8-11-2010 6:53 Pagina 1 INDICE TANOI COMPANY PAGINE 4 NOVITÀ PRODOTTI IT-Taflet SL-Taflet MLT-Taflet 9 15 19 PRODOTTI Categorie prodotti 25 Maschi a macchina - M - MF - UNC
PUNTE ELICOIDALI IN HSS TWIST DRILLS IN HSS
 PUNTE ELICOIDALI IN HSS TWIST DRILLS IN HSS SERIE SERIES POINT GRING 1897 extra corta extra short 1,0 13,0 CL 100 338 corta short 0,3 20,0 CL 104 338 corta short Assortimenti in cassette metalliche AS
PUNTE ELICOIDALI IN HSS TWIST DRILLS IN HSS SERIE SERIES POINT GRING 1897 extra corta extra short 1,0 13,0 CL 100 338 corta short 0,3 20,0 CL 104 338 corta short Assortimenti in cassette metalliche AS
Le nuove frese a manicotto FP 140
 Jongen Italia s.r.l. Le nuove frese a manicotto FP 140 con sottoplacchetta L`utensile Le nuove frese a manicotto sono particolarmente adatte per la spianatura di quasi tutti materiali comuni, offrendo
Jongen Italia s.r.l. Le nuove frese a manicotto FP 140 con sottoplacchetta L`utensile Le nuove frese a manicotto sono particolarmente adatte per la spianatura di quasi tutti materiali comuni, offrendo
Utensileria / Tooling
 FRESE A CORONA PER MACCHINE A SUPPORTO MAGNETICO CORE DRILLS FOR MAGNETIC DRILLING MACHINES Utensileria / Tooling FRESE A CORONA HSS + CO - DOPPIA GEOMETRIA DI TAGLIO CHE DETERMINA UN CENTRAGGIO PERFETTO
FRESE A CORONA PER MACCHINE A SUPPORTO MAGNETICO CORE DRILLS FOR MAGNETIC DRILLING MACHINES Utensileria / Tooling FRESE A CORONA HSS + CO - DOPPIA GEOMETRIA DI TAGLIO CHE DETERMINA UN CENTRAGGIO PERFETTO
PUNTE A CENTRARE CENTER DRILLS / ZENTRIERBOHRER / POINTES A CENTRER / BROCAS CENTRADORAS
 PUNTE A CENTRARE CENTER DRILLS / ZENTRIERBOHRER / POINTES A CENTRER / BROCAS CENTRADORAS M.D.I. Punte a centrare Z2 90 HM center drills Z2 90 VHM-zentrierbohrer Z2 90 M.D.I. Pointes a centrer Z2 90 SCR0184
PUNTE A CENTRARE CENTER DRILLS / ZENTRIERBOHRER / POINTES A CENTRER / BROCAS CENTRADORAS M.D.I. Punte a centrare Z2 90 HM center drills Z2 90 VHM-zentrierbohrer Z2 90 M.D.I. Pointes a centrer Z2 90 SCR0184
Jongen Italia s.r.l. La nuova fresa del tipo FP 49. permette un impegno assiale fino a 17 mm
 Jongen Italia s.r.l. La nuova fresa del tipo FP 49 permette un impegno assiale fino a 17 mm GLI UTENSILI F Nuova serie per spallamento retto che garantisce la massima produttività e precisione riducendo
Jongen Italia s.r.l. La nuova fresa del tipo FP 49 permette un impegno assiale fino a 17 mm GLI UTENSILI F Nuova serie per spallamento retto che garantisce la massima produttività e precisione riducendo
- L affilatura a 180 presenta due piani al centro affilati; - The sharpening at 180 has two sharp levels in the middle;
 LISTINO prezzi esecuzioni speciali special executions price list 700-00 MOIFICA AFFILATURA PUNTE ELICOIALI TWIST RILLS SHARPENING MOIFICATION 3 - Modifica affilatura, IN 1412 - Sharpening modification
LISTINO prezzi esecuzioni speciali special executions price list 700-00 MOIFICA AFFILATURA PUNTE ELICOIALI TWIST RILLS SHARPENING MOIFICATION 3 - Modifica affilatura, IN 1412 - Sharpening modification
maschi metallo duro
 maschi metallo duro www.vergnano.com MASCHI VERGNANO IN METALLO DURO L utilizzo degli utensili in metallo duro è aumentato notevolmente negli ultimi anni. Oggi la maggior parte delle lavorazioni di tornitura,
maschi metallo duro www.vergnano.com MASCHI VERGNANO IN METALLO DURO L utilizzo degli utensili in metallo duro è aumentato notevolmente negli ultimi anni. Oggi la maggior parte delle lavorazioni di tornitura,
Food Grade PUSH-IN FITTINGS. Serie AGGIORNAMENTO: 11 APRILE 2012 UPDATED APRIL 11, 2012
 50 70000 Serie 70000 raccordi AD INNESTO AUTOMATICO FOOD GRADE Food Grade PUSH-IN FITTINGS 04.1 Caratteristiche Tecniche / Technical Characteristics Materiali e Componenti / Component Parts and Materials
50 70000 Serie 70000 raccordi AD INNESTO AUTOMATICO FOOD GRADE Food Grade PUSH-IN FITTINGS 04.1 Caratteristiche Tecniche / Technical Characteristics Materiali e Componenti / Component Parts and Materials
PUNTE EXTRA CORTE TWIST DRILLS,STUB LENGHT NEW NEW NEW QUARTZ TITANITE DIN mm/rev. mm/rev. mm/rev. mm/rev. mt/min. mt/min.
 PUNTE EXTRA CORTE TWIST DRILLS,STUB LENGHT NEW NEW NEW PUNTE CORTE TWIST DRILLS,JOBBER LENGHT rpm =( x 1000) / ( D x,1 ) mm/min = x rpm CL100 CL101 CL118 CL10 CL10R CL107 CL108 CL10CR CL106 = 1897 HSS
PUNTE EXTRA CORTE TWIST DRILLS,STUB LENGHT NEW NEW NEW PUNTE CORTE TWIST DRILLS,JOBBER LENGHT rpm =( x 1000) / ( D x,1 ) mm/min = x rpm CL100 CL101 CL118 CL10 CL10R CL107 CL108 CL10CR CL106 = 1897 HSS
Jongen Italia s.r.l. Fresare con la tipologia INSERTO
 Jongen Italia s.r.l. Fresare con la tipologia INSERTO 75 GLI UTENSILI > nuova serie per spallamento retto che garantisce la massima produttività e precisione riducendo il carico sulla fresatrice CARATTERISTICHE
Jongen Italia s.r.l. Fresare con la tipologia INSERTO 75 GLI UTENSILI > nuova serie per spallamento retto che garantisce la massima produttività e precisione riducendo il carico sulla fresatrice CARATTERISTICHE
maschi metallo duro
 maschi metallo duro www.vergnano.com MASCHI VERGNANO IN METALLO DURO L utilizzo degli utensili in metallo duro è aumentato notevolmente negli ultimi anni. Oggi la maggior parte delle lavorazioni di tornitura,
maschi metallo duro www.vergnano.com MASCHI VERGNANO IN METALLO DURO L utilizzo degli utensili in metallo duro è aumentato notevolmente negli ultimi anni. Oggi la maggior parte delle lavorazioni di tornitura,
Dispensa di LAVORAZIONE alle M.U. asportazione del truciolo
 Dispensa di LAVORAZIONE alle M.U. asportazione del truciolo TABELLE PARAMETRI TECNICI ISTRUZIONI AL CALCOLO DEI PARAMETRI TECNICI Redatto da Cipro Massimo 14 Novembre 2005 Ultima revisione: 24/02/2011
Dispensa di LAVORAZIONE alle M.U. asportazione del truciolo TABELLE PARAMETRI TECNICI ISTRUZIONI AL CALCOLO DEI PARAMETRI TECNICI Redatto da Cipro Massimo 14 Novembre 2005 Ultima revisione: 24/02/2011
MASCHI A MANO HSS M12 N MASTER SERIE 2 PZ MASCHI A MANO HSS M13 N MASTER SERIE 3 PZ MASCHI A MANO IN SERIE DI 3 PEZZI UITA
 MASCHI A MANO HSS M12 N MASTER SERIE 2 PZ Maschiatura di acciai e metalli non ferrosi con R
MASCHI A MANO HSS M12 N MASTER SERIE 2 PZ Maschiatura di acciai e metalli non ferrosi con R
Per forare ed allargare lamiere o tubi da 3 a 50 mm. Per acciaio, inox, ferro, ghisa e plastica. Con punta a centrare.
 Frese coniche in Hss Per forare ed allargare lamiere o tubi da 3 a 50. Per acciaio, inox, ferro, ghisa e plastica. Con punta a centrare. Codice Desc. Capacità taglio Gambo Lt 4204400200 0 3-14 58 4204400300
Frese coniche in Hss Per forare ed allargare lamiere o tubi da 3 a 50. Per acciaio, inox, ferro, ghisa e plastica. Con punta a centrare. Codice Desc. Capacità taglio Gambo Lt 4204400200 0 3-14 58 4204400300
Maschi a mano serie 3 pezzi. Maschi a mano serie 2 pezzi. Maschi, filiere, svasatori, punte coniche e a gradino
 Maschi a mano serie 3 pezzi Filettatura metrica a passo grosso (MA). Acciaio al cromo-vanadio UNI 4535. Acciaio HSS-G DIN 352 (alta qualita' - rettificati). Ogni serie e' composta da un maschio sbozzatore,
Maschi a mano serie 3 pezzi Filettatura metrica a passo grosso (MA). Acciaio al cromo-vanadio UNI 4535. Acciaio HSS-G DIN 352 (alta qualita' - rettificati). Ogni serie e' composta da un maschio sbozzatore,
FRESE PANTOGRAFO IN DIAMANTE SAGOMATE SU DISEGNO DIAMOND PROFILED ROUTER CUTTERS
 6029-6030 FRESE PANTOGRAFO IN IAMANTE SAGOMATE SU ISEGNO IAMON PROFIE ROUTER CUTTERS Realizzazione di sagomature di pannelli con profilo a richiesta. Production of different profiles on request. Pantografo
6029-6030 FRESE PANTOGRAFO IN IAMANTE SAGOMATE SU ISEGNO IAMON PROFIE ROUTER CUTTERS Realizzazione di sagomature di pannelli con profilo a richiesta. Production of different profiles on request. Pantografo
M ASCHI A R ULLARE
 www.vergnano.com M ASCHI A R ULLARE La Vergnano da oltre sessant anni progetta e produce utensili di precisione. La qualità dei suoi prodotti è frutto di anni di esperienza e di forti investimenti in
www.vergnano.com M ASCHI A R ULLARE La Vergnano da oltre sessant anni progetta e produce utensili di precisione. La qualità dei suoi prodotti è frutto di anni di esperienza e di forti investimenti in
EPS/TPS. Fresa di precisione per spallamenti retti a 90 effettivi. Inserti con differenti raggi e nuovi corpi fresa con codolo Weldon
 Keeping the Customer First Tungaloy Report No.5-I1 Fresa di precisione per spallamenti retti a 90 effettivi EPS/TPS Inserti con differenti raggi e nuovi corpi fresa con codolo Weldon EPS & TPS Fresa di
Keeping the Customer First Tungaloy Report No.5-I1 Fresa di precisione per spallamenti retti a 90 effettivi EPS/TPS Inserti con differenti raggi e nuovi corpi fresa con codolo Weldon EPS & TPS Fresa di
Punte elicoidali Generalità
 Punte elicoidali Generalità La punta elicoidale è l utensile universalmente usato per praticare fori su qualsiasi materiale. Troppo spesso viene trascurata l importanza che riveste una sua accurata costruzione
Punte elicoidali Generalità La punta elicoidale è l utensile universalmente usato per praticare fori su qualsiasi materiale. Troppo spesso viene trascurata l importanza che riveste una sua accurata costruzione
ANELLI V-RING V-RING SEALS
 ANELLI V-RING V-RING SEALS CATALOGO TECNICO GENERALE GENERAL TECHNICAL CATALOGUE..0 OIL SEALS INDICE INDEX PROFILO PROFIL TIPO TYPE MATERIALE MATERIAL TEMPERATURA C TEMPERATURE C DIAMETRO ALBERO SHAFT
ANELLI V-RING V-RING SEALS CATALOGO TECNICO GENERALE GENERAL TECHNICAL CATALOGUE..0 OIL SEALS INDICE INDEX PROFILO PROFIL TIPO TYPE MATERIALE MATERIAL TEMPERATURA C TEMPERATURE C DIAMETRO ALBERO SHAFT
Riferimenti: Levi/Zompì Tecnologia meccanica cap. 6 Giusti/Santochi Tecnologia meccanica cap. 9
 LAVORAZIONI DI FORATURA - ALESATURA Riferimenti: Levi/Zompì Tecnologia meccanica cap. 6 Giusti/Santochi Tecnologia meccanica cap. 9 1 FORATURA 2 FORATURA a z D/2 Moto di taglio: moto rotatorio dell utensile
LAVORAZIONI DI FORATURA - ALESATURA Riferimenti: Levi/Zompì Tecnologia meccanica cap. 6 Giusti/Santochi Tecnologia meccanica cap. 9 1 FORATURA 2 FORATURA a z D/2 Moto di taglio: moto rotatorio dell utensile
Filettatura con maschi
 NOMENCLATURA A B C D E F G H I J K L M N O P Q Quadro di trascinamento Diametro del codolo Diametro del collarino Scanalatura Passo Centro (maschio) Diametro esterno Lunghezza imbocco spogliato Lunghezza
NOMENCLATURA A B C D E F G H I J K L M N O P Q Quadro di trascinamento Diametro del codolo Diametro del collarino Scanalatura Passo Centro (maschio) Diametro esterno Lunghezza imbocco spogliato Lunghezza
TCGT TORNITURA TURNING TCMT INSERTI TORNITURA TURNING INSERTS ZENIT CODICE-CODE
 TCGT TCGT 090202 5,56 9,6 7 2,38 2,5 TCGT 090204 5,56 9,6 7 2,38 2,5 TCGT 110202 6,35 11 7 2,38 2,8 TCGT 110204 6,35 11 7 2,38 2,8 TCGT 16T304 9,52 16,5 7 3,97 4,4 TCGT 16T308 9,52 16,5 7 3,97 4,4 TCMT
TCGT TCGT 090202 5,56 9,6 7 2,38 2,5 TCGT 090204 5,56 9,6 7 2,38 2,5 TCGT 110202 6,35 11 7 2,38 2,8 TCGT 110204 6,35 11 7 2,38 2,8 TCGT 16T304 9,52 16,5 7 3,97 4,4 TCGT 16T308 9,52 16,5 7 3,97 4,4 TCMT
AM 401 peso/weight ~ kg 0,24
 SERIE AM Accessori per manometri AM 401 Serpentina per basse pressioni attacchi riportati con filettatura G 1/2 B (1/2 Gas o BSP) maschio fisso e femmina girevole, o 1/2-14 NPT (1/2 NPT) maschio e femmina
SERIE AM Accessori per manometri AM 401 Serpentina per basse pressioni attacchi riportati con filettatura G 1/2 B (1/2 Gas o BSP) maschio fisso e femmina girevole, o 1/2-14 NPT (1/2 NPT) maschio e femmina
SCELTA DEL TIPO DI INSERTO/FRESA
 FRESATURA DI SPALLAMENTI RETTI SCELTA DEL TIPO DI INSERTO/FRESA Per l esecuzione di spallamenti retti è necessaria una fresa con un angolo di registrazione di 90. Inoltre, l angolo di 90 permette di limitare
FRESATURA DI SPALLAMENTI RETTI SCELTA DEL TIPO DI INSERTO/FRESA Per l esecuzione di spallamenti retti è necessaria una fresa con un angolo di registrazione di 90. Inoltre, l angolo di 90 permette di limitare
passion for precision Maschi a rullare Lightform Steel Sicura filettatura su acciaio
 passion for precision Maschi a rullare Lightform Steel Sicura filettatura su acciaio Sicurezza di processo massima a costi minimi [ 2 ] Per la realizzazione di filetti, il processo di deformazione plastica
passion for precision Maschi a rullare Lightform Steel Sicura filettatura su acciaio Sicurezza di processo massima a costi minimi [ 2 ] Per la realizzazione di filetti, il processo di deformazione plastica
1)- La maschiatura dei fori generalità
- La maschiatura dei fori generalità") 1)- La maschiatura dei fori generalità Per maschiatura si intende l esecuzione di filettature all interno di un foro, con un utensile speciale che si chiama maschio filettatore. Il processo di formazione
1)- La maschiatura dei fori generalità Per maschiatura si intende l esecuzione di filettature all interno di un foro, con un utensile speciale che si chiama maschio filettatore. Il processo di formazione
Mandrini porta pinza Collet spindles
 catalogo prodotti products catalogue Mandrini porta pinza Collet spindles Mandrini porta pinza con attacco cilindrico; Mandrini porta pinza doppi; Mandrini porta pinza con attacco cono morse; Pinze porta
catalogo prodotti products catalogue Mandrini porta pinza Collet spindles Mandrini porta pinza con attacco cilindrico; Mandrini porta pinza doppi; Mandrini porta pinza con attacco cono morse; Pinze porta
L efficienza dell acciaio sinterizzato
 New Giugno 2017 Prodotti nuovi per i tecnici dell'asportazione truciolo L efficienza dell acciaio sinterizzato La nuova punta HSS-E-PM UNI si interpone tra l accaio rapido HSS e il metallo duro integrale
New Giugno 2017 Prodotti nuovi per i tecnici dell'asportazione truciolo L efficienza dell acciaio sinterizzato La nuova punta HSS-E-PM UNI si interpone tra l accaio rapido HSS e il metallo duro integrale
efi Hartner Multiplexlex è pensare in grande!
 efi Hartner Multiplexlex è pensare in grande! multiplexlex Hartner Foratura a spirale con placchetta intercambiabile Nuova placchetta intercambiabile MP 05 con geometria die taglienti ottimizzata Art.
efi Hartner Multiplexlex è pensare in grande! multiplexlex Hartner Foratura a spirale con placchetta intercambiabile Nuova placchetta intercambiabile MP 05 con geometria die taglienti ottimizzata Art.
Università degli Studi della Calabria. Elementi di Macchine
 Elementi di Macchine Collegamenti smontabili Filettature Bulloneria Chiavette, linguette e profili scanalati I Collegamenti Filettati La stabilità del collegamento è assicurata dall attrito che si sviluppa
Elementi di Macchine Collegamenti smontabili Filettature Bulloneria Chiavette, linguette e profili scanalati I Collegamenti Filettati La stabilità del collegamento è assicurata dall attrito che si sviluppa
Inlet Pressure Required Outlet Pressure. Fluid / Media. Connection (flange / thread) Flow rate (or use) Inlet pressure Pressione di entrata.
 Flow rate (or use) Inlet pressure Pressione di entrata.") P R E S S U R E F O R G A S - C Y L I N D E R To allow us to offer you the regulator that best suits your needs always indicate following information when requesting information or a quotation Per agevolarci
P R E S S U R E F O R G A S - C Y L I N D E R To allow us to offer you the regulator that best suits your needs always indicate following information when requesting information or a quotation Per agevolarci
Jongen Italia s.r.l. VHM.48W & VHM.49W. Le frese per sgrossatura ad alta prestazione. Milling tools made by JONGEN!
 Jongen Italia s.r.l. VHM.48W & VHM.49W Le frese per sgrossatura ad alta prestazione Milling tools made by JONGEN! L`utensile Le frese di metallo duro per sgrossare del tipo VHM.48W +.49W con passaggio
Jongen Italia s.r.l. VHM.48W & VHM.49W Le frese per sgrossatura ad alta prestazione Milling tools made by JONGEN! L`utensile Le frese di metallo duro per sgrossare del tipo VHM.48W +.49W con passaggio
L evoluzione nella fresatura trocoidale
 New Prodotti Luglio 2016 nuovi per i tecnici dell'asportazione truciolo L evoluzione nella fresatura trocoidale Le frese a candela CircularLine riducono i tempi di lavorazione e aumentano la durata utile
New Prodotti Luglio 2016 nuovi per i tecnici dell'asportazione truciolo L evoluzione nella fresatura trocoidale Le frese a candela CircularLine riducono i tempi di lavorazione e aumentano la durata utile
1 Punte - foratura HSS. 3 Punte ad inserti. 4 Alesatori e svasatori. 5 Maschi e filiere HSS. 6 Fresatura circolare e di filetti.
 1 Punte - foratura HSS Foratura 2 Punte - foratura metallo duro integrale 3 Punte ad inserti 4 Alesatori e svasatori 5 Maschi e filiere HSS 6 Fresatura circolare e di filetti 8 Utensili di tornitura Tornitura
1 Punte - foratura HSS Foratura 2 Punte - foratura metallo duro integrale 3 Punte ad inserti 4 Alesatori e svasatori 5 Maschi e filiere HSS 6 Fresatura circolare e di filetti 8 Utensili di tornitura Tornitura
B Filettatura. Maschiatura. Fresatura a filettare. Maschi a tagliare in HSS-E (-PM) Chiave di lettura 132. M Filettatura metrica 133 UNC 139
 Chiave di lettura 132. M Filettatura metrica 133 UNC 139") B Filettatura Maschiatura agina Maschi a tagliare in HSS-E (-M) Chiave di lettura 132 M Filettatura metrica 133 UC 139 B Fresatura a filettare Frese a filettare Chiave di lettura 143 Frese a filettare
B Filettatura Maschiatura agina Maschi a tagliare in HSS-E (-M) Chiave di lettura 132 M Filettatura metrica 133 UC 139 B Fresatura a filettare Frese a filettare Chiave di lettura 143 Frese a filettare
Panoramica sui simboli. Frese a gradini. Descrizione del prodotto HSS. HSSE Co 5. Angolo di passo 90 es. 90º. Angolo di spoglia: 118.
 FRESE A GRADINI 04 04 Panoramica sui simboli Frese a Le nuove frese coniche a Ruko a prestazione elevata, le scanalature e l'affilatura avviene per mezzo del processo BN in materiale pieno temprato. La
FRESE A GRADINI 04 04 Panoramica sui simboli Frese a Le nuove frese coniche a Ruko a prestazione elevata, le scanalature e l'affilatura avviene per mezzo del processo BN in materiale pieno temprato. La
Guida alla fresatura 1/8
 LAVORAZIONE CON FRESE A DISCO Guida alla fresatura 1/8 SCELTA DEL TIPO DI FRESA Troncatura ad esecuzione di cave. Larghezza della fresa: Standard: 5, 6, 8 e 10 mm Speciale: 5,0 12,4 mm Questo tipo di fresa
LAVORAZIONE CON FRESE A DISCO Guida alla fresatura 1/8 SCELTA DEL TIPO DI FRESA Troncatura ad esecuzione di cave. Larghezza della fresa: Standard: 5, 6, 8 e 10 mm Speciale: 5,0 12,4 mm Questo tipo di fresa
 6 7 Meccanismo di funzionamento Il fenomeno fisicoi alla base del funzionamento di un accoppiamento filettato e l ATTRITO. L avvitamento di una vite (sup. esterna) nella madrevite (sup. interna) genera:
6 7 Meccanismo di funzionamento Il fenomeno fisicoi alla base del funzionamento di un accoppiamento filettato e l ATTRITO. L avvitamento di una vite (sup. esterna) nella madrevite (sup. interna) genera:
Tolleranza tubo PA tolerance tube PA. Tolleranza tubo PU tolerance tube PU
 2 LEGENDA CODICE Model designation OTC OTC OTC Codice Code 0 0 0 Diametro Tubo tube diameter Code 0 mm 01 0 mm 02 0 mm 03 1 Size mm mm 1mm R01 G01 Filetto thread size Conico BSPT BSPT thread 0 01 02 03
2 LEGENDA CODICE Model designation OTC OTC OTC Codice Code 0 0 0 Diametro Tubo tube diameter Code 0 mm 01 0 mm 02 0 mm 03 1 Size mm mm 1mm R01 G01 Filetto thread size Conico BSPT BSPT thread 0 01 02 03
Inserto piccolo ma dal robusto bloccagggio a coda di rondine
 ecember 2014 1/9 Inserto piccolo ma dal robusto bloccagggio a coda di rondine 2/9 Inserto piccolo ma dal robusto bloccagggio a coda di rondine TaeguTec è orgogliosa di presentare una nuova linea di prodotti
ecember 2014 1/9 Inserto piccolo ma dal robusto bloccagggio a coda di rondine 2/9 Inserto piccolo ma dal robusto bloccagggio a coda di rondine TaeguTec è orgogliosa di presentare una nuova linea di prodotti
Dischi in fibra e con attacco rapido Fibre discs and quick change discs
 9 Dischi in fibra e con attacco rapido Dischi in fibra e con attacco rapido Dischi in fibra 1070 - al corindone Fibre discs 1070 - aluminium-oxide Dischi in fibra al corindone, adatti a lavorazioni universali
9 Dischi in fibra e con attacco rapido Dischi in fibra e con attacco rapido Dischi in fibra 1070 - al corindone Fibre discs 1070 - aluminium-oxide Dischi in fibra al corindone, adatti a lavorazioni universali
Jongen Italia s.r.l. Le fresette integrali di metallo duro per la lavorazione di alluminio
 Jongen Italia s.r.l. Le fresette integrali di metallo duro per la lavorazione di alluminio Fresette integrali di metallo duro per la lavorazione di alluminio Queste fresette integrali di metallo duro sono
Jongen Italia s.r.l. Le fresette integrali di metallo duro per la lavorazione di alluminio Fresette integrali di metallo duro per la lavorazione di alluminio Queste fresette integrali di metallo duro sono
ENDMILL. frese in metallo duro - carbide end mills. fraise en carbure - VHM fräser - fresas en metal duro
 ENDMILL frese in metallo duro carbide end mills fraise en carbure VHM fräser fresas en metal duro Contents Index Inhaltserzeichnis Indice Indice Endmill rese in Metallo Duro Carbide End Mills raise en
ENDMILL frese in metallo duro carbide end mills fraise en carbure VHM fräser fresas en metal duro Contents Index Inhaltserzeichnis Indice Indice Endmill rese in Metallo Duro Carbide End Mills raise en
Guida alla scelta dell utensile di foratura più adatto
 Forare Back 60 Forare Panoramica Accessori Bosch 11/12 Guida alla scelta dell utensile di foratura più adatto Queste pagine illustrative rappresentano un aiuto per l utilizzatore. Da una parte è possibile
Forare Back 60 Forare Panoramica Accessori Bosch 11/12 Guida alla scelta dell utensile di foratura più adatto Queste pagine illustrative rappresentano un aiuto per l utilizzatore. Da una parte è possibile
FILETTATURA UTENSILI PER FILETTARE CON PROFILO AUTOFRENANTE
 FILETTATURA SELEZIOE DELLA FILETTATURA 278 MICROMASCHI TAGLIETI 286 MICROMASCHI A RULLARE 289 TAMPOI FILETTATI 291 UTESILI PER IL TOURBILLOAGE 293 UTESILI FORA-FILETTA 299 UTESILI PER FILETTARE CO PROFILO
FILETTATURA SELEZIOE DELLA FILETTATURA 278 MICROMASCHI TAGLIETI 286 MICROMASCHI A RULLARE 289 TAMPOI FILETTATI 291 UTESILI PER IL TOURBILLOAGE 293 UTESILI FORA-FILETTA 299 UTESILI PER FILETTARE CO PROFILO
rpm =(mt/min x 1000) / ( D x 3,14 ) mm/tooth (vedi tabella - see table page pag. 196) mt/min FRESE A DUE TAGLIENTI TWO FLUTE END MILLS
 / ( D x 3,14 ) mm/tooth (vedi tabella - see table page pag. 196) mt/min FRESE A DUE TAGLIENTI TWO FLUTE END MILLS") FRESE A DUE TAGLIENTI TWO FLUTE END MILLS rpm =( x 1000) / ( D x,1 ) mm/tooth (vedi tabella - see table page pag. 16) CL11HM CL11HM CL11CRHM CL11CRHM CL11RSHM CL11RSHM CL18HM CL18HM CL12HM CL12HM 652L
FRESE A DUE TAGLIENTI TWO FLUTE END MILLS rpm =( x 1000) / ( D x,1 ) mm/tooth (vedi tabella - see table page pag. 16) CL11HM CL11HM CL11CRHM CL11CRHM CL11RSHM CL11RSHM CL18HM CL18HM CL12HM CL12HM 652L
BX DATI TECNICI DEI RACCORDI AD OGIVA INOX AISI 316 DIN 2353 BX AISI 316 TECHNICAL DATA COMPRESSION FITTINGS DIN 2353
 RACCORDI AD OGIVA INOX AISI 316 DIN 2353 INOX AISI 316 COMPRESSION FITTINGS DIN 2353 DATI TECNICI DEI RACCORDI AD OGIVA INOX AISI 316 DIN 2353 AISI 316 TECHNICAL DATA COMPRESSION FITTINGS DIN 2353 Fluido
RACCORDI AD OGIVA INOX AISI 316 DIN 2353 INOX AISI 316 COMPRESSION FITTINGS DIN 2353 DATI TECNICI DEI RACCORDI AD OGIVA INOX AISI 316 DIN 2353 AISI 316 TECHNICAL DATA COMPRESSION FITTINGS DIN 2353 Fluido
FILETTATURE METRICHE ISO A PROFILO TRIANGOLARE
 FILETTATURE METRICHE ISO A PROFILO TRIANGOLARE 1) FILETTATURA A PASSO GROSSO Grado di tolleranza 6H / 6g - Estratto UNI 5542 - UNI 5543 dimensioni limite Prospetto 1 di 2 MADREVITE ( filettatura interna
FILETTATURE METRICHE ISO A PROFILO TRIANGOLARE 1) FILETTATURA A PASSO GROSSO Grado di tolleranza 6H / 6g - Estratto UNI 5542 - UNI 5543 dimensioni limite Prospetto 1 di 2 MADREVITE ( filettatura interna
APKT 1907 Nuovi inserti e frese
 APKT 1907 Nuovi inserti e frese Bulletin 1/9 è lieta di presentare una nuova linea di frese e inserti APKT della popolare linea CHASEMILL - una famiglia di utensili noti per la loro affidabilità e alte
APKT 1907 Nuovi inserti e frese Bulletin 1/9 è lieta di presentare una nuova linea di frese e inserti APKT della popolare linea CHASEMILL - una famiglia di utensili noti per la loro affidabilità e alte
TESTE ANGOLARI 90 STANDARD 90 STANDARD ANGLE HEADS
 TESTE ANGOLARI 90 STANDARD 90 STANDARD ANGLE HEADS APPLICAZIONE APPLICATION Le teste angolari a 90 per macchine tradizionali a flangiatura manuale ottimizzano la produzione riducendo il tempo ciclo eliminando
TESTE ANGOLARI 90 STANDARD 90 STANDARD ANGLE HEADS APPLICAZIONE APPLICATION Le teste angolari a 90 per macchine tradizionali a flangiatura manuale ottimizzano la produzione riducendo il tempo ciclo eliminando
Frese sferiche 2 taglienti scaricate per nervature "hard" Frese sferiche 2 taglienti "hard" Serie Mugen Coating Premium
 Frese sferiche taglienti scaricate per nervature "hard" Frese sferiche taglienti "hard" Serie Mugen Coating Premium Serie Mugen Coating Premium Nuova Gamma. Rivestimento Mugen Coating Premium adatto per
Frese sferiche taglienti scaricate per nervature "hard" Frese sferiche taglienti "hard" Serie Mugen Coating Premium Serie Mugen Coating Premium Nuova Gamma. Rivestimento Mugen Coating Premium adatto per
RACCORDI A COMPRESSIONE IN OTTONE brass compression fittings. applications. materials used. tubes used
 ierre 1 RACCORDI A COMPRESSIONE IN OONE brass compression fittings LEGENDA CODICE Model designation 3R 1 Codice code Filetto thread size Conico BSP BSP thread 1 3 1 3 R1/" R1/" R3/" R1/2" Cilindrico BSPP
ierre 1 RACCORDI A COMPRESSIONE IN OONE brass compression fittings LEGENDA CODICE Model designation 3R 1 Codice code Filetto thread size Conico BSP BSP thread 1 3 1 3 R1/" R1/" R3/" R1/2" Cilindrico BSPP
A very warm welcome (Arial, 24-point bold font) Discover what's under the surface (Arial, 20-point bold font in italics)
 Discover what's under the surface (Arial, 20-point bold font in italics)") A very warm welcome (Arial, 24-point bold font) Discover what's under the surface (Arial, 20-point bold font in italics) HORN Technology Days 2015 Fresatura di cave e scanalatura in fresatura Nuove opportunità
A very warm welcome (Arial, 24-point bold font) Discover what's under the surface (Arial, 20-point bold font in italics) HORN Technology Days 2015 Fresatura di cave e scanalatura in fresatura Nuove opportunità
catalogotaglio02 cuttingtools02 Utensili di filettatura Threading tools Utensili di scanalatura e taglio Grooving and parting tools
 3 Utensili di filettatura Threading tools Utensili di scanalatura e taglio Grooving and parting tools Utensili di filettatura Threading tools Utensili di scanalatura e taglio Grooving and parting tools
3 Utensili di filettatura Threading tools Utensili di scanalatura e taglio Grooving and parting tools Utensili di filettatura Threading tools Utensili di scanalatura e taglio Grooving and parting tools
TV SERIES SERIE TV. TV 426 anodized aluminium V-shaped casing; rigid stem; ranges included between -100 and +650 C.
 SINCE 878 SERIE TV TV SERIES Termometri di vetro TV 44 custodia rettangolare a tenuta stagna di alluminio verniciato; a gambo rigido o a gambo snodato; campi di misura compresi fra -30 e +600 C. TV 46
SINCE 878 SERIE TV TV SERIES Termometri di vetro TV 44 custodia rettangolare a tenuta stagna di alluminio verniciato; a gambo rigido o a gambo snodato; campi di misura compresi fra -30 e +600 C. TV 46
Le frese cilindrico-frontali in metallo duro
 Le frese cilindrico-frontali in metallo duro Le frese cilindrico-frontali fanno parte di una vastissima categoria di utensili impiegati diffusamente in ogni tipo di lavorazione meccanica. Questi utensili
Le frese cilindrico-frontali in metallo duro Le frese cilindrico-frontali fanno parte di una vastissima categoria di utensili impiegati diffusamente in ogni tipo di lavorazione meccanica. Questi utensili
La nuova generazione di frese frontali per lavorazioni generiche ad alta efficienza.
 Serie frese frontali per il controllo delle vibrazioni SHV, MHV Nuova serie di frese frontali TAR. La nuova generazione di frese frontali per lavorazioni generiche ad alta efficienza. Update2012.04 B199I
Serie frese frontali per il controllo delle vibrazioni SHV, MHV Nuova serie di frese frontali TAR. La nuova generazione di frese frontali per lavorazioni generiche ad alta efficienza. Update2012.04 B199I
3 x D 5xD senza ic. Punta elicoidale in metallo duro. Punte in metallo duro integrale rivestite TiAlN (senza adduzione interna del refrigerante)
") Punte in metallo duro integrale rivestite TiAlN (senza adduzione interna del refrigerante) 3 x D 5xD Durezza [N/mm 2 ] 1~3 3~5 5~8 8~10 10~12 12~14 14~20 f [mm/u] f [mm/u] f [mm/u] f [mm/u] f [mm/u] f
Punte in metallo duro integrale rivestite TiAlN (senza adduzione interna del refrigerante) 3 x D 5xD Durezza [N/mm 2 ] 1~3 3~5 5~8 8~10 10~12 12~14 14~20 f [mm/u] f [mm/u] f [mm/u] f [mm/u] f [mm/u] f
BUSSOLE CONICHE DI SERRAGGIO - DATI TECNICI TAPER BUSHES - THECNICAL DATA
 BUSSOLE CONICHE DI SERRAGGIO - DATI TECNICI TAPER BUSHES - THECNICAL DATA Caratteristiche / Characteristics Le bussole coniche permettono di allineare o bloccare pulegge, pignoni dentati o giunti all albero
BUSSOLE CONICHE DI SERRAGGIO - DATI TECNICI TAPER BUSHES - THECNICAL DATA Caratteristiche / Characteristics Le bussole coniche permettono di allineare o bloccare pulegge, pignoni dentati o giunti all albero
Alesare. MAPAL MonoReam. Varietà d impiego con sistema NEW
 Alesare MAPAL MonoReam Varietà d impiego con sistema NEW MAPAL MonoReam Con i nuovi alesatori multitaglienti, sviluppati da MAPAL, MonoReam modello 600, 700 ed 800 si offre un nuovo sistema di alesatura
Alesare MAPAL MonoReam Varietà d impiego con sistema NEW MAPAL MonoReam Con i nuovi alesatori multitaglienti, sviluppati da MAPAL, MonoReam modello 600, 700 ed 800 si offre un nuovo sistema di alesatura
Frese per filettare super veloci METRICO. Soluzioni avanzate per filettare
 Frese per filettare super veloci METRICO Soluzioni avanzate per filettare Nuova gamma di frese per filettare Con l'ampia gamma di frese Vardex multi inserto a fissaggio meccanico (MiTM) puoi ridurre il
Frese per filettare super veloci METRICO Soluzioni avanzate per filettare Nuova gamma di frese per filettare Con l'ampia gamma di frese Vardex multi inserto a fissaggio meccanico (MiTM) puoi ridurre il
PROMO 2014 IMPORTATORE ESCLUSIVO PER L ITALIA
 PROMO 2014 Uso universale per moltissimi materiali: Acciai fino a 1.000 N/ 2 Acciai inossidabili Ghise Alluminio e sue leghe Materiali non ferrosi SET DI PUNTE ART.71221 IN BOX SET DI PUNTE ART.71221 IN
PROMO 2014 Uso universale per moltissimi materiali: Acciai fino a 1.000 N/ 2 Acciai inossidabili Ghise Alluminio e sue leghe Materiali non ferrosi SET DI PUNTE ART.71221 IN BOX SET DI PUNTE ART.71221 IN
Cuscinetti assiali orientabili a rulli. Self-aligning thrust roller bearings
 Cuscinetti assiali orientabili a rulli Self-aligning thrust roller bearings Cuscinetti assiali orientabili a rulli Spherical roller thrust bearings I cuscinetti IS assiali orientabili a rulli (Fig. 1)
Cuscinetti assiali orientabili a rulli Self-aligning thrust roller bearings Cuscinetti assiali orientabili a rulli Spherical roller thrust bearings I cuscinetti IS assiali orientabili a rulli (Fig. 1)
R4133. Regolatore di pressione con corpo in alluminio, organi interni e campana in acciaio inox 316L, idoneo per ammoniaca
 Strada dei Boschi, 40 20852 Villasanta (MB) Italia tel. +39 039 302035 info@idinsertdeal.com www.idinsertdeal.com R4133 Regolatore di pressione con corpo in alluminio, organi interni e campana in acciaio
Strada dei Boschi, 40 20852 Villasanta (MB) Italia tel. +39 039 302035 info@idinsertdeal.com www.idinsertdeal.com R4133 Regolatore di pressione con corpo in alluminio, organi interni e campana in acciaio
EL.01. Solid Carbide Circular saw blades. Lame Circolari in metallo duro integrale
 EL.01 Solid Carbide Circular saw blades Lame Circolari in metallo duro integrale II di copertina CIRCULAR SAW BLADES Solid Carbide Circular saw blades Lame Circolari in metallo duro integrale CIRCULAR
EL.01 Solid Carbide Circular saw blades Lame Circolari in metallo duro integrale II di copertina CIRCULAR SAW BLADES Solid Carbide Circular saw blades Lame Circolari in metallo duro integrale CIRCULAR
Panoramica sui simboli. Punte speciali DIN 1897 HSS. HSSE Co 5. h8 Tolleranza: h8. Superficie lucida. Acciaio rapido.
 PUTE SPECIALI 02 02 Panoramica sui simboli Punte speciali Fresa per punti di saldatura Per togliere i punti di saldatura su lamiere. Le frese tagliano da ambo le parti e sono intercambiabili. La profondità
PUTE SPECIALI 02 02 Panoramica sui simboli Punte speciali Fresa per punti di saldatura Per togliere i punti di saldatura su lamiere. Le frese tagliano da ambo le parti e sono intercambiabili. La profondità
ANP. Inserti PENTA 24 per filettatura con 5 taglienti e formatruciolo sinterizzato. Annuncio Nuovi Prodotti FILETTATURA B FEBBRAIO 2015
 ANP Annuncio Nuovi Prodotti Pagina 1 / 8 Inserti PENTA per filettatura con 5 taglienti e formatruciolo sinterizzato Pagina 2 / 8 Caratteristiche ISCA ha ampliato la linea PENTACUT introducendo gli economici
ANP Annuncio Nuovi Prodotti Pagina 1 / 8 Inserti PENTA per filettatura con 5 taglienti e formatruciolo sinterizzato Pagina 2 / 8 Caratteristiche ISCA ha ampliato la linea PENTACUT introducendo gli economici
VALVOLA DI SFIORO PER MEDIA PRESSIONE IN AISI 316L
 Strada dei Boschi, 40 20852 Villasanta (MB) Italia tel. +39 039 30 2035 info@idinsertdeal.com www.idinsertdeal.com VALVOLA DI SFIORO PER MEDIA PRESSIONE IN AISI 316L Valvole di sfioro per media pressione
Strada dei Boschi, 40 20852 Villasanta (MB) Italia tel. +39 039 30 2035 info@idinsertdeal.com www.idinsertdeal.com VALVOLA DI SFIORO PER MEDIA PRESSIONE IN AISI 316L Valvole di sfioro per media pressione
CORE LINE CBN GAMMA FRESE CBN
 CORE LINE CBN GAMMA FRESE CBN GAMMA Frese CBN CBN End Mill Series Performante nelle lunghe operazioni di finitura dell'acciaio temprato Suitable for long finishing operation in hardened steels Gamma frese
CORE LINE CBN GAMMA FRESE CBN GAMMA Frese CBN CBN End Mill Series Performante nelle lunghe operazioni di finitura dell'acciaio temprato Suitable for long finishing operation in hardened steels Gamma frese
italfitting Valvole Valves
 99 Valvole Valves Caratteristiche Tecniche 100 VALVOLE A SFERA MINI Mini valvola a sfera con comando manuale ON/OFF con maniglietta Funzionamento: Direzione flusso: Impiego: Si chiude e si apre girando
99 Valvole Valves Caratteristiche Tecniche 100 VALVOLE A SFERA MINI Mini valvola a sfera con comando manuale ON/OFF con maniglietta Funzionamento: Direzione flusso: Impiego: Si chiude e si apre girando
Mandrino automatico porta-pinze da barra Power operated collet chuck for bar machining. Attacco cilindrico - Plain back mounting
 Mandrini porta-pinze da barra serie PPBE Collet chucks for bar machining PPBE series PPBE Mandrino automatico porta-pinze da barra Power operated collet chuck for bar machining Attacco cilindrico - Plain
Mandrini porta-pinze da barra serie PPBE Collet chucks for bar machining PPBE series PPBE Mandrino automatico porta-pinze da barra Power operated collet chuck for bar machining Attacco cilindrico - Plain
Applicazioni. Materiali utilizzati. Filettature. Massima pressione d esercizio Temperature d utilizzo Tubo da utilizzare.
 INNESTI RAPIDI INOX AISI 3 push-in fittings inox AISI 3 LEGENDA CICE - model designation SXC A 0 B 0 C A CICE - model B DIAMETRO TUBO - tube diameter Diametro Tubo tube diameter Misura filetto thread size
INNESTI RAPIDI INOX AISI 3 push-in fittings inox AISI 3 LEGENDA CICE - model designation SXC A 0 B 0 C A CICE - model B DIAMETRO TUBO - tube diameter Diametro Tubo tube diameter Misura filetto thread size
TM Solid. Frese in metallo duro integrale METRICO
 TM Solid Frese in metallo duro integrale METRICO Un utensile per tutte le filettature! Guarda Filettature di piccoli fori MilliPro & MilliPro MilliPro E a M1.6x0.35 (1-72UNF) Filettature lunghe Filettature
TM Solid Frese in metallo duro integrale METRICO Un utensile per tutte le filettature! Guarda Filettature di piccoli fori MilliPro & MilliPro MilliPro E a M1.6x0.35 (1-72UNF) Filettature lunghe Filettature
Frese a filettare Max Thread
 Frese a filettare Max Thread La linea di frese per filettare MaxThread TM in metallo duro sono prodotte sia senza che con foro di refrigerazione centrale. Questi utensili sono rivestiti TiAlN di serie
Frese a filettare Max Thread La linea di frese per filettare MaxThread TM in metallo duro sono prodotte sia senza che con foro di refrigerazione centrale. Questi utensili sono rivestiti TiAlN di serie
FRESATURA STAMPI MOULD & DIE
 MAXY17 I MAXY17 è l'evoluzione del programma MAXY. Questa nuova fresa può arrivare ad un'altezza di lavorazione di 15mm ottenendo un'ottima finitura con grossa asportazione di truciolo garantita dalla
MAXY17 I MAXY17 è l'evoluzione del programma MAXY. Questa nuova fresa può arrivare ad un'altezza di lavorazione di 15mm ottenendo un'ottima finitura con grossa asportazione di truciolo garantita dalla
Una nuova gamma di frese per filettare e nuove frese Vardex multitaglienti (MiTM), riducono il tempo ciclo di lavorazione di filettature con inserti l
, riducono il tempo ciclo di lavorazione di filettature con inserti l") Frese multitaglienti ad inserto soluzioni per filettare Metrica Una nuova gamma di frese per filettare e nuove frese Vardex multitaglienti (MiTM), riducono il tempo ciclo di lavorazione di filettature
Frese multitaglienti ad inserto soluzioni per filettare Metrica Una nuova gamma di frese per filettare e nuove frese Vardex multitaglienti (MiTM), riducono il tempo ciclo di lavorazione di filettature
CUSCINETTI A RULLINI NEEDLE ROLLER BEARINGS
 CUSCINETTI A RULLINI NEELE ROLLER BEARINGS Cuscinetti a rullini Needle roller bearings I cuscinetti a rullini NBS sono composti da corpi volventi di forma cilindrica, ed anello esterno e/o interno hanno
CUSCINETTI A RULLINI NEELE ROLLER BEARINGS Cuscinetti a rullini Needle roller bearings I cuscinetti a rullini NBS sono composti da corpi volventi di forma cilindrica, ed anello esterno e/o interno hanno
High performance machine TAPS - HSSE MASCHI a macchina di alto rendimento
 High performance machine TAS - MASCHI a macchina di alto rendimento MKT 2012 GAETANO CAORALI S.r.l. Via Bizet 23/25 20092 Cinisello Balsamo (MI) ITALY tel. +39 02 66 01 27 28 E-mail: info@caporali.net
High performance machine TAS - MASCHI a macchina di alto rendimento MKT 2012 GAETANO CAORALI S.r.l. Via Bizet 23/25 20092 Cinisello Balsamo (MI) ITALY tel. +39 02 66 01 27 28 E-mail: info@caporali.net
passion for precision Fresa ad alto rendimento NX-NVD
 passion for precision Fresa ad alto rendimento NX-NVD Alto rendimento universale con doppia scanalatura ed elica variabile [ 2 ] Le frese ad alto rendimento del tipo NX-NVD con geometria a doppia scanalatura
passion for precision Fresa ad alto rendimento NX-NVD Alto rendimento universale con doppia scanalatura ed elica variabile [ 2 ] Le frese ad alto rendimento del tipo NX-NVD con geometria a doppia scanalatura
RACCORDI IN ACCIAIO INOX AISI 316 L AD INNESTO AUTOMATICO STAINLESS STEEL PUSH-IN FITTINGS SERIE 60000
 RORDI IN IIO INOX ISI 316 D INNESTO UTOMTIO STINESS STEE PUSH-IN FITTINGS SERIE 60000 aratteristiche Tecniche / Technical haracteristics Materiali e omponenti / omponent Parts and Materials 1 orpo in cciaio
RORDI IN IIO INOX ISI 316 D INNESTO UTOMTIO STINESS STEE PUSH-IN FITTINGS SERIE 60000 aratteristiche Tecniche / Technical haracteristics Materiali e omponenti / omponent Parts and Materials 1 orpo in cciaio
 Gli housing sono contenitori idonei per l alloggiamento di più cartucce filtranti di profondità del tipo DOE (Double Open End) da 20, 30 e 40. Hanno corpi in acciaio inox AISI 316 trattato, dispongono
Gli housing sono contenitori idonei per l alloggiamento di più cartucce filtranti di profondità del tipo DOE (Double Open End) da 20, 30 e 40. Hanno corpi in acciaio inox AISI 316 trattato, dispongono