Classi di precisione dei creatori
|
|
|
- Antonina Nigro
- 5 anni fa
- Visualizzazioni
Transcript
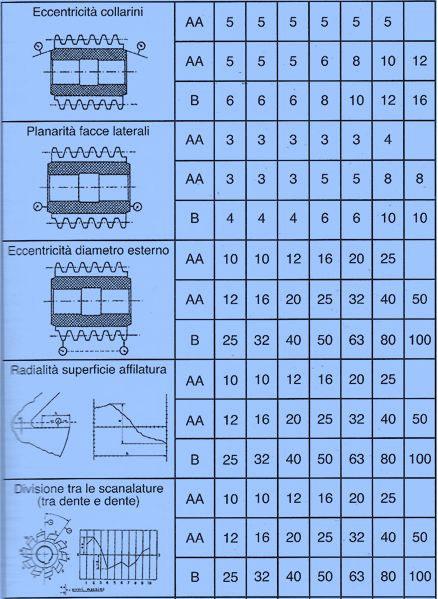
1 Classi di precisione dei creatori La tabella DIN 3968 indica gli errori dimensionali sui creatori ad un principio. Questa normalizzazione è quella universalmente riconosciuta come valida per i creatori per il taglio degli ingranaggi cilindrici. I creatori sono tuttora divisi in 4 classi di precisione anche se in pratica si commercializzano solo le prime due più la classe AAA di cui non ci sono al momento delle tabelle disponibili.: Classe AA: I creatori definiti con questa classe hanno il profilo rettificato di grande precisione. Sono raccomandati nei casi in cui si vuole ottenere un ingranaggio con errori molto contenuti che non richiedono ulteriori operazioni di finitura. Anche i creatori pre-rasatura è opportuno che siano di classe AA, perché è noto che questa operazione non riesce ad eliminare completamente certi errori presenti sul prezzo sgrossato. Classe A : I creatori di questa classe hanno il profilo rettificato di precisione. Questo tipo di creatore è più che sufficiente nel caso di taglio di ingranaggi destinati ad essere finiti con un operazione di rettifica, dove il soprametallo si aggira sui 0,10 mm. Classe B : In questo caso si definiscono come creatori con profilo rettificato normale. Gli errori ammessi sono sensibilmente superiori a quelli delle due classi precedenti, tuttavia anche questo tipo di creatori potrebbe essere usato senza problemi per la preparazione di ingranaggi che devono essere rettificati. In qualche caso hanno il profilo finito d utensile, ma i problemi che si devono superare per gestire le deformazioni del trattamento termico sono tali che si perde il vantaggio del risparmio dell operazione di rettifica del profilo. Inoltre il loro rendimento è pessimo perché durante il trattamento termico si ha la tendenza alla decarburazione superficiale con perdita delle caratteristiche di durezza e di resistenza all usura. Infine non è possibile ricoprirli con TiN. Classe C : hanno il profilo finito d utensile e la loro precisione è scarsa. Servono per eseguire dentature di scarsa precisione, specie per ingranaggi destinati a meccanismi non soggetti a rotazione. E difficile trovare questo tipo di creatori in commercio. Classe D: Si tratta di creatori con profilo finito d utensile ma che hanno tolleranze molto ampie ed in pratica non vengono commercializzati. Le tabelle riportate in questa pubblicazione non tengono conto di questa classe. E lasciata la scelta al costruttore del procedimento di finitura dei creatori delle varie classi. Qualche anno fa esisteva una apprezzabile differenza di prezzo tra i creatori in classe AA, in classe A ed in classe B, infatti tutte le macchine rettificatrici erano manuali e di vecchia concezione. Oggi la produzione standard con le moderne rettifiche a controllo numerico è quella di classe AA e quindi non esiste più una grande differenza di prezzo fra queste tre classi di precisione. Normalmente il maggior costo dei creatori di classe AA rispetto a quelli di classe A (circa 5%) dipende da una maggior attenzione nell esecuzione del foro, delle facciate e dei collarini, nonché in un controllo più accurato di tutti i parametri costruttivi. La tabella DIN 3968, come si è detto, si riferisce a creatori ad un principio e non considera inoltre le tolleranze sui profili speciali, come quelli con protuberanza, con semitopping ecc. Si riferisce quindi ai soli creatori standard. Nell uso comune i creatori a più principi, agli effetti delle tolleranze di costruzione, sono considerati come quelli ad un principio. Talvolta, come si è detto, vengono richiesti creatori in classe AAA, anche se non è prevista dalle norme DIN. La Samputensili SpA considera valide, per questa classe, il 67% delle tolleranze della classe AA. Qualche altro costruttore riduce invece le tolleranze al 75% di quelle di classe AA.

2 La precisione ottenibile sugli ingranaggi dentati con i creatori delle diverse classi dipendono da molti fattori ed in special modo dal tipo e dallo stato della dentatrice, dall accuratezza del montaggio e dalle caratteristiche di lavoro. Inoltre non tutti i vari errori sono allo stesso livello di qualità. Può essere per esempio che l elica ed il passo siano di una classe più elevata del profilo se si usano macchine a CN in buono stato. Se si considerano le norme DIN 3962 ed AGMA , in linea generale si può dire che le precisioni ottenibili sono le seguenti e che esse possono innalzarsi di una classe in particolari condizioni di impiego. Creatori classe AA: dentano ingranaggi di qualità DIN 8 (AGMA 11) Creatori classe A : dentano ingranaggi di qualità DIN 9 (AGMA 12) Creatori classe B : dentano ingranaggi di qualità DIN 10 (AGMA 9) Nelle tabelle seguenti sono riportate le tolleranze dei creatori riprese dalle tabelle DIN 3968 solo per le classi AA A B, si sono escluse le classi C e D in quanto nella pratica non sono più in uso. Inoltre per alcuni elementi non previsti dalle norme DIN, le tabelle riportano le tolleranze in uso presso la Samputensili SpA. (segue)
3 (segue)

4 (segue)

5 (fine)
Fubri fornisce le soluzioni ottimali per ogni tipo di utensile per la lavorazione degli ingranaggi
 Fubri fornisce le soluzioni ottimali per ogni tipo di utensile per la lavorazione degli ingranaggi L azienda Oltre 50 anni di esperienza 25 anni negli utensili per la lavorazione degli ingranaggi Da 5
Fubri fornisce le soluzioni ottimali per ogni tipo di utensile per la lavorazione degli ingranaggi L azienda Oltre 50 anni di esperienza 25 anni negli utensili per la lavorazione degli ingranaggi Da 5
La finitura con i creatori: qualche considerazione
 La finitura con i creatori: qualche considerazione Tra i molti sistemi di finitura degli ingranaggi sta venendo alla ribalta quello eseguito direttamente con i creatori. Sarebbe più esatto dire che sta
La finitura con i creatori: qualche considerazione Tra i molti sistemi di finitura degli ingranaggi sta venendo alla ribalta quello eseguito direttamente con i creatori. Sarebbe più esatto dire che sta
IL TAGLIO ORBITALE DELLE VITI SENZA FINE UNA TECNOLOGIA ECOSOSTENIBILE
 IL TAGLIO ORBITALE DELLE VITI SENZA FINE UNA TECNOLOGIA ECOSOSTENIBILE Marco Benincasa (Benincasa Meccanica) Giampaolo Giacomozzi (Varvel SpA) Massimiliano Turci (Studio Tecnico Turci) Riduttori a vite
IL TAGLIO ORBITALE DELLE VITI SENZA FINE UNA TECNOLOGIA ECOSOSTENIBILE Marco Benincasa (Benincasa Meccanica) Giampaolo Giacomozzi (Varvel SpA) Massimiliano Turci (Studio Tecnico Turci) Riduttori a vite
RUOTE DENTATE CILINDRICHE A DENTI DIRITTI E CREMAGLIERE
 RUOTE DENTATE CILINDRICHE A DENTI DIRITTI E CREMAGLIERE Gli ingranaggi cilindrici e le cremagliere sono gli elementi classici per la trasmissione meccanica dei movimenti di rotazione e di traslazione tra
RUOTE DENTATE CILINDRICHE A DENTI DIRITTI E CREMAGLIERE Gli ingranaggi cilindrici e le cremagliere sono gli elementi classici per la trasmissione meccanica dei movimenti di rotazione e di traslazione tra
La dentatura di micro ingranaggi
 La dentatura di micro ingranaggi Il settore della meccanica che si interessa della produzione di ingranaggi molto piccoli presenta delle caratteristiche interessanti che solo aziende fortemente specializzate
La dentatura di micro ingranaggi Il settore della meccanica che si interessa della produzione di ingranaggi molto piccoli presenta delle caratteristiche interessanti che solo aziende fortemente specializzate
Punte elicoidali Generalità
 Punte elicoidali Generalità La punta elicoidale è l utensile universalmente usato per praticare fori su qualsiasi materiale. Troppo spesso viene trascurata l importanza che riveste una sua accurata costruzione
Punte elicoidali Generalità La punta elicoidale è l utensile universalmente usato per praticare fori su qualsiasi materiale. Troppo spesso viene trascurata l importanza che riveste una sua accurata costruzione
Frese a modulo per ingranaggi cilindrici
 Frese a modulo per ingranaggi cilindrici Il taglio diretto degli ingranaggi cilindrici è il sistema più antico e nello stesso tempo il più intuitivo, perché consiste nel ricavare direttamente il vano del
Frese a modulo per ingranaggi cilindrici Il taglio diretto degli ingranaggi cilindrici è il sistema più antico e nello stesso tempo il più intuitivo, perché consiste nel ricavare direttamente il vano del
CORONE ASA 35 CORONE ASA 40. Passo 3/8 x 3/16. Passo 1/2 x 5/16 CORONE CORONA CATENA CORONE CORONA CATENA
 Passo 3/8 x 3/16 DIN 8188 - IO/R 606 - ANI B 29.1 AA 35 Z d e d p D 1 D 2 D 3 RAGGIO DENTE r 3 10 mm LARGHEZZA RAGGIO C 1.2 mm LARGHEZZA DENTE B 1 4.4 mm LARGHEZZA DENTE b 1 4.3 mm LARGHEZZA DENTE B 2
Passo 3/8 x 3/16 DIN 8188 - IO/R 606 - ANI B 29.1 AA 35 Z d e d p D 1 D 2 D 3 RAGGIO DENTE r 3 10 mm LARGHEZZA RAGGIO C 1.2 mm LARGHEZZA DENTE B 1 4.4 mm LARGHEZZA DENTE b 1 4.3 mm LARGHEZZA DENTE B 2
Rif. Bibliografico: Giusti/Santochi Tecnologia meccanica cap.9
 LAVORAZIONI DI RETTIFICA Rif. Bibliografico: Giusti/Santochi Tecnologia meccanica cap.9 1 Rettifica - le lavorazioni Foto copertina 2 Rettifica - le lavorazioni 3 Rettifica - le lavorazioni Rettifica in
LAVORAZIONI DI RETTIFICA Rif. Bibliografico: Giusti/Santochi Tecnologia meccanica cap.9 1 Rettifica - le lavorazioni Foto copertina 2 Rettifica - le lavorazioni 3 Rettifica - le lavorazioni Rettifica in
I creatori di grande modulo a doppia dentatura
 I creatori di grande modulo a doppia dentatura In questo articolo vengono illustrati alcuni dati relativi ai creatori impiegati nella produzione di grossi ingranaggi. La scelta dell utensile corretto,
I creatori di grande modulo a doppia dentatura In questo articolo vengono illustrati alcuni dati relativi ai creatori impiegati nella produzione di grossi ingranaggi. La scelta dell utensile corretto,
INGRANAGGI CILINDRICI e CREMAGLIERE. INGRANAGGI CILINDRICI CON MOZZO LATERALE pag. 4 INGRANAGGI CILINDRICI SENZA MOZZO pag. 7 CREMAGLIERE pag.
 INGRANAGGI CILINDRICI e CREMAGLIERE INGRANAGGI CILINDRICI CON MOZZO LATERALE pag. 4 INGRANAGGI CILINDRICI SENZA MOZZO pag. 7 CREMAGLIERE pag. 9 INGRANAGGI CILINDRICI E CREMAGLIERE INGRANAGGI CILINDRICI
INGRANAGGI CILINDRICI e CREMAGLIERE INGRANAGGI CILINDRICI CON MOZZO LATERALE pag. 4 INGRANAGGI CILINDRICI SENZA MOZZO pag. 7 CREMAGLIERE pag. 9 INGRANAGGI CILINDRICI E CREMAGLIERE INGRANAGGI CILINDRICI
I creatori di grande modulo
 I creatori di grande modulo Un grande creatore, cioè un creatore con modulo superiore a 12 15 mm, è un utensile impegnativo, costoso e di difficile costruzione. Tra le altre cose deve avere un grado di
I creatori di grande modulo Un grande creatore, cioè un creatore con modulo superiore a 12 15 mm, è un utensile impegnativo, costoso e di difficile costruzione. Tra le altre cose deve avere un grado di
Calcolo degli elementi del profilo
 Calcolo degli elementi del profilo In questo capitolo si esporranno i calcoli più comuni che servono per definire il profilo del dente del creatore. Queste formule assumono sempre più un carattere storico,
Calcolo degli elementi del profilo In questo capitolo si esporranno i calcoli più comuni che servono per definire il profilo del dente del creatore. Queste formule assumono sempre più un carattere storico,
Coltelli stozzatori rettilinei tipo Maag
 Coltelli stozzatori rettilinei tipo Maag Generalità Questo tipo di utensile è ancora usato in molte officine, anche se non è adatto per produzioni di grandi serie. Un tempo era una valida alternativa al
Coltelli stozzatori rettilinei tipo Maag Generalità Questo tipo di utensile è ancora usato in molte officine, anche se non è adatto per produzioni di grandi serie. Un tempo era una valida alternativa al
INGRANAGGI CILINDRICI e CREMAGLIERE
 INGRANAGGI CILINDRICI e CREMAGLIERE INGRANAGGI CILINDRICI CON MOZZO LATERALE pag. 4 INGRANAGGI CILINDRICI SENZA MOZZO LATERALE 7 CREMAGLIERE 1 INGRANAGGI CILINDRICI E CREMAGLIERE INGRANAGGI CILINDRICI
INGRANAGGI CILINDRICI e CREMAGLIERE INGRANAGGI CILINDRICI CON MOZZO LATERALE pag. 4 INGRANAGGI CILINDRICI SENZA MOZZO LATERALE 7 CREMAGLIERE 1 INGRANAGGI CILINDRICI E CREMAGLIERE INGRANAGGI CILINDRICI
Il ciclo di lavorazione. Che cosa è un ciclo di lavorazione?
 Il ciclo di lavorazione Che cosa è un ciclo di lavorazione? Che cos e un ciclo di lavorazione? IL CICLO DI LAVORAZIONE Il ciclo di lavorazione (o ciclo tecnologico) è l insieme delle operazioni necessarie
Il ciclo di lavorazione Che cosa è un ciclo di lavorazione? Che cos e un ciclo di lavorazione? IL CICLO DI LAVORAZIONE Il ciclo di lavorazione (o ciclo tecnologico) è l insieme delle operazioni necessarie
La smussatura di ingranaggi con grande modulo
 La smussatura di ingranaggi con grande modulo I metodi di smussatura normalmente usati per ingranaggi di modulo fino a 6-8 mm prodotti in lotti non troppo piccoli, usano utensili che lavorano per compressione
La smussatura di ingranaggi con grande modulo I metodi di smussatura normalmente usati per ingranaggi di modulo fino a 6-8 mm prodotti in lotti non troppo piccoli, usano utensili che lavorano per compressione
Il master per il controllo degli ingranaggi
 Il master per il controllo degli ingranaggi Il master è uno speciale ingranaggio che viene accoppiato con l ingranaggio da controllare per mettere in evidenza eventuali errori di costruzione o gravi imperfezioni
Il master per il controllo degli ingranaggi Il master è uno speciale ingranaggio che viene accoppiato con l ingranaggio da controllare per mettere in evidenza eventuali errori di costruzione o gravi imperfezioni
Il ciclo di lavorazione. Industrializzazione prodotto
 Il ciclo di lavorazione Il ciclo di lavorazione definizioni FASE: insieme ordinato di operazioni realizzate presso il medesimo posto di lavoro con o senza lo smontaggio e riposizionamento del pezzo SOTTO-FASE:
Il ciclo di lavorazione Il ciclo di lavorazione definizioni FASE: insieme ordinato di operazioni realizzate presso il medesimo posto di lavoro con o senza lo smontaggio e riposizionamento del pezzo SOTTO-FASE:
PIGNONI E CORONE PER CATENE A RULLI
 E PER CATENE A RULLI L assortimento di pignoni e ruote per catene da noi prodotti, costituisce una risposta globale alle esigenze dell industria nel settore delle trasmissioni meccaniche flessibili e rappresenta
E PER CATENE A RULLI L assortimento di pignoni e ruote per catene da noi prodotti, costituisce una risposta globale alle esigenze dell industria nel settore delle trasmissioni meccaniche flessibili e rappresenta
POLITECNICO DI TORINO TECNOLOGIA MECCANICA IL CICLO DI LAVORAZIONE
 POLITECNICO DI TORINO TECNOLOGIA MECCANICA IL CICLO DI LAVORAZIONE DEFINIZIONE Il ciclo di lavorazione è, in senso lato, la successione logica di tutte le operazioni necessarie per trasformare un pezzo
POLITECNICO DI TORINO TECNOLOGIA MECCANICA IL CICLO DI LAVORAZIONE DEFINIZIONE Il ciclo di lavorazione è, in senso lato, la successione logica di tutte le operazioni necessarie per trasformare un pezzo
L affilatura dei creatori
 L affilatura dei creatori Da una corretta affilatura dei creatori dipende in gran parte la precisione della dentatura eseguita dal creatore, ma anche il rendimento dei creatori stessi è fortemente influenzato
L affilatura dei creatori Da una corretta affilatura dei creatori dipende in gran parte la precisione della dentatura eseguita dal creatore, ma anche il rendimento dei creatori stessi è fortemente influenzato
I creatori ad inserti per la dentatura di grandi ingranaggi
 I creatori ad inserti per la dentatura di grandi ingranaggi La dentatura di grandi ingranaggi, cioè di ingranaggi con diametri oltre il metro di diametro e con moduli da 15 a 50 mm, è sempre stata un operazione
I creatori ad inserti per la dentatura di grandi ingranaggi La dentatura di grandi ingranaggi, cioè di ingranaggi con diametri oltre il metro di diametro e con moduli da 15 a 50 mm, è sempre stata un operazione
Le frese cilindrico-frontali in metallo duro
 Le frese cilindrico-frontali in metallo duro Le frese cilindrico-frontali fanno parte di una vastissima categoria di utensili impiegati diffusamente in ogni tipo di lavorazione meccanica. Questi utensili
Le frese cilindrico-frontali in metallo duro Le frese cilindrico-frontali fanno parte di una vastissima categoria di utensili impiegati diffusamente in ogni tipo di lavorazione meccanica. Questi utensili
ESAME DI STATO DI ISTITUTO TECNICO INDUSTRIALE Indirizzo: MECCANICA. Tema di: DISEGNO, PROGETTAZIONE ED ORGANIZZAZIONE INDUSTRIALE
 ESAME DI STATO DI ISTITUTO TECNICO INDUSTRIALE Indirizzo: MECCANICA Tema di: DISEGNO, PROGETTAZIONE ED ORGANIZZAZIONE INDUSTRIALE L'albero conduttore di un piccolo cambio a due velocità deve trasmettere
ESAME DI STATO DI ISTITUTO TECNICO INDUSTRIALE Indirizzo: MECCANICA Tema di: DISEGNO, PROGETTAZIONE ED ORGANIZZAZIONE INDUSTRIALE L'albero conduttore di un piccolo cambio a due velocità deve trasmettere
Finitura degli ingranaggi con la levigatura esterna
 Finitura degli ingranaggi con la levigatura esterna La levigatura esterna o, se si vuole, l honing esterno, consiste nel finire i fianchi dei denti dell ingranaggio con un utensile abrasivo simile, nella
Finitura degli ingranaggi con la levigatura esterna La levigatura esterna o, se si vuole, l honing esterno, consiste nel finire i fianchi dei denti dell ingranaggio con un utensile abrasivo simile, nella
α angolo di pressione normale z 2 numero denti della ruota Creatori per corone elicoidali per vite senza fine Fig. N 1 x - x sezione normale
 Creatori per corone elicoidali per vite senza fine Il creatore per corone elicoidali per viti senza fine necessita di una analisi dettagliata a causa delle sue peculiari caratteristiche delle quali il
Creatori per corone elicoidali per vite senza fine Il creatore per corone elicoidali per viti senza fine necessita di una analisi dettagliata a causa delle sue peculiari caratteristiche delle quali il
Processi per asportazione C.N. Processi per asportazione C.N. Generalità sui parametri di taglio. La tornitura. Foratura, fresatura e rettifica
 Processi per asportazione C.N. Processi per asportazione C.N. Generalità sui parametri di taglio La tornitura Il controllo numerico (C.N.) Ottimizzazione del processo 2 2006 Politecnico di Torino 1 Obiettivi
Processi per asportazione C.N. Processi per asportazione C.N. Generalità sui parametri di taglio La tornitura Il controllo numerico (C.N.) Ottimizzazione del processo 2 2006 Politecnico di Torino 1 Obiettivi
(90MnCrV8)
") 1.2842 (90MnCrV8) F1 AISI O2, BS BO2, AFNOR 90 M V 8 Acciaio da utensili per lavorazioni a freddo adatto alla realizzazione di utensili, calibri, dispositivi, dime, guide e componenti costruttivi di qualsiasi
1.2842 (90MnCrV8) F1 AISI O2, BS BO2, AFNOR 90 M V 8 Acciaio da utensili per lavorazioni a freddo adatto alla realizzazione di utensili, calibri, dispositivi, dime, guide e componenti costruttivi di qualsiasi
RUOTE DENTATE = ' MECCANICA APPLICATA ALLE MACCHINE LM. ρ 2. γ 2. γ 1
 Università degli Studi di Bologna Scuola di Ingegneria e Architettura Dipartimento di Ingegneria Industriale Corso di aurea Magistrale in INGEGNERIA MECCANICA sede di Forlì Il rapporto di trasmissione
Università degli Studi di Bologna Scuola di Ingegneria e Architettura Dipartimento di Ingegneria Industriale Corso di aurea Magistrale in INGEGNERIA MECCANICA sede di Forlì Il rapporto di trasmissione
Tecnologia dei Processi di Produzione. Tecnologie di Lavorazione Meccanica ad asportazione di truciolo
 Tecnologia dei Processi di Produzione Tecnologie di Lavorazione Meccanica ad asportazione di truciolo Lavorazioni ad asportazione di truciolo: Dalla piallatura in falegnameria... Truciolo alla tornitura
Tecnologia dei Processi di Produzione Tecnologie di Lavorazione Meccanica ad asportazione di truciolo Lavorazioni ad asportazione di truciolo: Dalla piallatura in falegnameria... Truciolo alla tornitura
INGRANAGGI CILINDRICI E CREMAGLIERE
 INGRANAGGI CILINDRICI E CREMAGLIERE INGRANAGGI CILINDRICI CON MOZZO LATERALE pag. 4 INGRANAGGI CILINDRICI SENZA MOZZO pag. 7 CREMAGLIERE pag. 9 INGRANAGGI CILINDRICI E CREMAGLIERE INGRANAGGI CILINDRICI
INGRANAGGI CILINDRICI E CREMAGLIERE INGRANAGGI CILINDRICI CON MOZZO LATERALE pag. 4 INGRANAGGI CILINDRICI SENZA MOZZO pag. 7 CREMAGLIERE pag. 9 INGRANAGGI CILINDRICI E CREMAGLIERE INGRANAGGI CILINDRICI
INDICE. 1
 www.asnord.com 1 www.asnord.com 2 INDICE COMPOSIZIONE DI UNA CATENA A RULLI CATENE STANDARD CATENE A PIASTRE PIANE / A PASSO LUNGO CATENE NON UNIFICATE CATENE RINFORZATE CATENE ANTICORROSIONE CATENE SIDE
www.asnord.com 1 www.asnord.com 2 INDICE COMPOSIZIONE DI UNA CATENA A RULLI CATENE STANDARD CATENE A PIASTRE PIANE / A PASSO LUNGO CATENE NON UNIFICATE CATENE RINFORZATE CATENE ANTICORROSIONE CATENE SIDE
Utensili rullatori. Tecnologia della rullatura. Vantaggi della rullatura DREX -TOOLS UTENSILI RULLATORI
 Utensili rullatori La DREX -TOOLS vanta sin dal 1980 una solida esperienza nel settore della rullatura. L azienda, con il supporto di personale tecnico di vasta esperienza, ha creato una nuova linea di
Utensili rullatori La DREX -TOOLS vanta sin dal 1980 una solida esperienza nel settore della rullatura. L azienda, con il supporto di personale tecnico di vasta esperienza, ha creato una nuova linea di
PIGNONI E CORONE PER CATENE A RULLI
 PIGNONI E CORONE PER CATENE A RULLI 2 L assortimento di pignoni e ruote per catene da noi prodotti, costituisce una risposta globale alle esigenze dell industria nel settore delle trasmissioni meccaniche
PIGNONI E CORONE PER CATENE A RULLI 2 L assortimento di pignoni e ruote per catene da noi prodotti, costituisce una risposta globale alle esigenze dell industria nel settore delle trasmissioni meccaniche
Per macchina utensile (esempio 1, esempio 2) si intende una macchina operatrice con la quale è possibile eseguire su un pezzo (barra, sbozzato,
 si intende una macchina operatrice con la quale è possibile eseguire su un pezzo (barra, sbozzato,") Macchine utensili Definizione Per macchina utensile (esempio 1, esempio 2) si intende una macchina operatrice con la quale è possibile eseguire su un pezzo (barra, sbozzato, getto, ), metallico o no, alcune
Macchine utensili Definizione Per macchina utensile (esempio 1, esempio 2) si intende una macchina operatrice con la quale è possibile eseguire su un pezzo (barra, sbozzato, getto, ), metallico o no, alcune
9. Frese da taglio. swiss made
 9. Frese da taglio 1 2 Louis Bélet SA produce da più di 10 anni creatori per il taglio di ruote dentate. I nostri creatori ORIGIN sono noti e famosi principalmente nel settore dell alta orologeria svizzera.
9. Frese da taglio 1 2 Louis Bélet SA produce da più di 10 anni creatori per il taglio di ruote dentate. I nostri creatori ORIGIN sono noti e famosi principalmente nel settore dell alta orologeria svizzera.
Master. Ingranaggi master
 Master Ingranaggi master Master - Anelli di azzeramento MG è in grado di fornire master per l azzeramento di strumenti per comparazione (con sensori elettronici o comparatori) monoquota e multiquota. Trattasi
Master Ingranaggi master Master - Anelli di azzeramento MG è in grado di fornire master per l azzeramento di strumenti per comparazione (con sensori elettronici o comparatori) monoquota e multiquota. Trattasi
PIGNONI E CORONE PER CATENE A RULLI
 E CORONE PER CATENE A RULLI L assortimento di pignoni e ruote per catene da noi prodotti, costituisce una risposta globale alle esigenze dell industria nel settore delle trasmissioni meccaniche flessibili
E CORONE PER CATENE A RULLI L assortimento di pignoni e ruote per catene da noi prodotti, costituisce una risposta globale alle esigenze dell industria nel settore delle trasmissioni meccaniche flessibili
Tecnologia Meccanica. Cicli di Lavorazione
 OR 1 OR Generalità Si dice CICLO LAORAZIONE tutto l insieme di operazioni necessarie a fabbricare un singolo elemento attraverso una successione di processi tecnologici (fusione, stampaggio, lavorazioni
OR 1 OR Generalità Si dice CICLO LAORAZIONE tutto l insieme di operazioni necessarie a fabbricare un singolo elemento attraverso una successione di processi tecnologici (fusione, stampaggio, lavorazioni
Esame di Stato di Istituto Tecnico Industriale Seconda prova scritta
 Esame di Stato di Istituto Tecnico Industriale Seconda prova scritta L'albero conduttore di un piccolo cambio a due velocità deve trasmettere una potenza di 4kW a 78rad/s. Due ruote dentate cilindriche
Esame di Stato di Istituto Tecnico Industriale Seconda prova scritta L'albero conduttore di un piccolo cambio a due velocità deve trasmettere una potenza di 4kW a 78rad/s. Due ruote dentate cilindriche
Il ciclo di lavorazione
 Il ciclo di lavorazione Si definisce ciclo di lavorazione la successione delle operazioni da compiere per la produzione di un particolare meccanico,nel rispetto delle indicazioni fornite da disegno esecutivo.
Il ciclo di lavorazione Si definisce ciclo di lavorazione la successione delle operazioni da compiere per la produzione di un particolare meccanico,nel rispetto delle indicazioni fornite da disegno esecutivo.
METROLOGIA. metrologia Vittore Carassiti - INFN FE 1
 metrologia Vittore Carassiti - INFN FE 1 La costruzione di un pezzo è una successione ordinata di operazioni; Il procedere della costruzione è verificato effettuando misure e controlli; La scelta degli
metrologia Vittore Carassiti - INFN FE 1 La costruzione di un pezzo è una successione ordinata di operazioni; Il procedere della costruzione è verificato effettuando misure e controlli; La scelta degli
Norme in Vigore. pag. 1/6
 Elenco Norme Abbonamento UNICOU970001 Macchine utensili - Macchine utensili - Prove e collaudi delle macchine utensili Totale norme 109 di cui 59 in lingua inglese Aggiornato al 08/12/2018 22:15:04
Elenco Norme Abbonamento UNICOU970001 Macchine utensili - Macchine utensili - Prove e collaudi delle macchine utensili Totale norme 109 di cui 59 in lingua inglese Aggiornato al 08/12/2018 22:15:04
Sphero-XP con tolleranza radiale di +/ Lavorazione di super finitura su acciai temprati con la nuova sfera ad altissima precisione
 passion for precision Sphero-XP con tolleranza radiale di +/ 0.003 Lavorazione di super finitura su acciai temprati con la nuova sfera ad altissima precisione Sphero-XP Finitura a fresa su acciai temprati
passion for precision Sphero-XP con tolleranza radiale di +/ 0.003 Lavorazione di super finitura su acciai temprati con la nuova sfera ad altissima precisione Sphero-XP Finitura a fresa su acciai temprati
CRIVELLIN PROGETTAZIONI S.r.l. Allegato a GEAR-1 Luglio 2016
 1 CRIVELLIN PROGETTAZIONI s.r.l Via Euclide. milano 23 2042 Bra (CN) Sito Web : www.crivellin.com E-mail: progettazioni.crivellin@gmail.com Allegato a GEAR -1 Dimensionamento di una coppia di ingranaggi
1 CRIVELLIN PROGETTAZIONI s.r.l Via Euclide. milano 23 2042 Bra (CN) Sito Web : www.crivellin.com E-mail: progettazioni.crivellin@gmail.com Allegato a GEAR -1 Dimensionamento di una coppia di ingranaggi
Riepilogo calcolo ruote dentate a dentatura diritta Verifica a rottura per flessione
 Riepilogo calcolo ruote dentate a dentatura diritta Verifica a rottura per flessione 2 M corr σ MAX = m 3 X v Z 1 y Problema di progetto MAX ams 3 2 M corr m σ ams X v Z 1 y Dove Xv coefficiente di maggiorazione
Riepilogo calcolo ruote dentate a dentatura diritta Verifica a rottura per flessione 2 M corr σ MAX = m 3 X v Z 1 y Problema di progetto MAX ams 3 2 M corr m σ ams X v Z 1 y Dove Xv coefficiente di maggiorazione
Asportazione di truciolo. LIUC - Ingegneria Gestionale 1
 Asportazione di truciolo LIUC - Ingegneria Gestionale 1 L asportazione di truciolo Per asportazione di truciolo (taglio e rimozione del materiale) si lavorano a freddo grezzi di fonderia e semilavorati
Asportazione di truciolo LIUC - Ingegneria Gestionale 1 L asportazione di truciolo Per asportazione di truciolo (taglio e rimozione del materiale) si lavorano a freddo grezzi di fonderia e semilavorati
Tolleranze per Barre Finite a Freddo
 Tolleranze per Barre Finite a Freddo ASTM A 108-03 TAB. A 1.1 Barre in acciaio pollici / millimetri CONTENUTO DI CARBONIO MAX 0,28 % O MINORE CONTENUTO DI CARBONIO OLTRE 0,28 % FINO A 0,55% INCLUSO SEZIONE
Tolleranze per Barre Finite a Freddo ASTM A 108-03 TAB. A 1.1 Barre in acciaio pollici / millimetri CONTENUTO DI CARBONIO MAX 0,28 % O MINORE CONTENUTO DI CARBONIO OLTRE 0,28 % FINO A 0,55% INCLUSO SEZIONE
Condizioni di lavoro nella dentatura con creatore
 Condizioni di lavoro nella dentatura con creatore Poiché il rendimento del creatore dipende da un numero molto grande di variabili che, a volte, interagiscono tra loro, è praticamente impossibile dare
Condizioni di lavoro nella dentatura con creatore Poiché il rendimento del creatore dipende da un numero molto grande di variabili che, a volte, interagiscono tra loro, è praticamente impossibile dare
TOLLERANZE PER BARRE FINITE A FREDDO
 Azienda METALLURGICA VENETA TOLLERANZE PER BARRE FINITE A FREDDO astm a 108-03 TAB. A 1.1 Barre in acciaio pollici / MilliMeTri contenuto di carbonio MaX 0,28 % o Minore contenuto di carbonio oltre 0,28
Azienda METALLURGICA VENETA TOLLERANZE PER BARRE FINITE A FREDDO astm a 108-03 TAB. A 1.1 Barre in acciaio pollici / MilliMeTri contenuto di carbonio MaX 0,28 % o Minore contenuto di carbonio oltre 0,28
LE TOLLERANZE DIMENSIONALI. Corso di tecnologia e disegno tecnico Prof. Ilaria Gallitelli
 LE TOLLERANZE DIMENSIONALI Corso di tecnologia e disegno tecnico Prof. Ilaria Gallitelli A cosa servono le tolleranze dimensionali? Lo studio delle tolleranze nasce dall esigenza della produzione in serie
LE TOLLERANZE DIMENSIONALI Corso di tecnologia e disegno tecnico Prof. Ilaria Gallitelli A cosa servono le tolleranze dimensionali? Lo studio delle tolleranze nasce dall esigenza della produzione in serie
I P A R PROGETTO o VERIFICA INGRANAGGI PARALLELI - Dati generali pag. 1
 IPAR/IDIS Si tratta di un esempio del calcolo geometrico di una coppia di ingranaggi cilindrici elicoidali con interasse di funzionamento di 200 mm, modulo 5, angolo d'elica 13 e rettifica finale sia del
IPAR/IDIS Si tratta di un esempio del calcolo geometrico di una coppia di ingranaggi cilindrici elicoidali con interasse di funzionamento di 200 mm, modulo 5, angolo d'elica 13 e rettifica finale sia del
1)- La maschiatura dei fori generalità
- La maschiatura dei fori generalità") 1)- La maschiatura dei fori generalità Per maschiatura si intende l esecuzione di filettature all interno di un foro, con un utensile speciale che si chiama maschio filettatore. Il processo di formazione
1)- La maschiatura dei fori generalità Per maschiatura si intende l esecuzione di filettature all interno di un foro, con un utensile speciale che si chiama maschio filettatore. Il processo di formazione
Piastre di scorrimento autolubrificanti P1303
 Piastre di scorrimento autolubrificanti P1303 Materiale: Bronzo con inserti in grafite ideali come piastre di scorrimento in aiuto ai carrelli. Rif. ordine: P1303(vedi tabella) H D 1 VITI 20 100 60 25
Piastre di scorrimento autolubrificanti P1303 Materiale: Bronzo con inserti in grafite ideali come piastre di scorrimento in aiuto ai carrelli. Rif. ordine: P1303(vedi tabella) H D 1 VITI 20 100 60 25
SFU (DIN FORMA B)
") Indice 1.1 Tipo di ricircolo pag. 4 1.2 Profilo del filetto pag. 4 2.1 Materiali pag. 5 2.2 Lubrificazione pag. 5 2.3 Protezione del filetto pag. 5 3.1 Classi di precisione pag. 6 3.2 Tolleranze geometriche
Indice 1.1 Tipo di ricircolo pag. 4 1.2 Profilo del filetto pag. 4 2.1 Materiali pag. 5 2.2 Lubrificazione pag. 5 2.3 Protezione del filetto pag. 5 3.1 Classi di precisione pag. 6 3.2 Tolleranze geometriche
RUOTE DENTATE CILINDRICHE A DENTI DIRITTI E CREMAGLIERE
 RUOTE DENTATE CILINDRICHE A DENTI DIRITTI E CREMAGLIERE Gli ingranaggi cilindrici e le cremagliere sono gli elementi classici per la trasmissione meccanica dei movimenti di rotazione e di traslazione tra
RUOTE DENTATE CILINDRICHE A DENTI DIRITTI E CREMAGLIERE Gli ingranaggi cilindrici e le cremagliere sono gli elementi classici per la trasmissione meccanica dei movimenti di rotazione e di traslazione tra
Istruzioni per il montaggio
 Istruzioni per il montaggio Indicazioni importanti sulle Istruzioni per il montaggio VOSS Per ottenere dai prodotti VOSS un rendimento ottimale e la massima sicurezza di funzionamento, è importante rispettare
Istruzioni per il montaggio Indicazioni importanti sulle Istruzioni per il montaggio VOSS Per ottenere dai prodotti VOSS un rendimento ottimale e la massima sicurezza di funzionamento, è importante rispettare
G U I D A I N T E L L I G E N T E
 GUIDA INTELLIGENTE Benvenuti nell'affascinante mondo della lavorazione dei metalli con gli utensili da taglio HSS! Benvenuti nella nostra Guida intelligente degli utensili in acciaio rapido. Perché intelligente?
GUIDA INTELLIGENTE Benvenuti nell'affascinante mondo della lavorazione dei metalli con gli utensili da taglio HSS! Benvenuti nella nostra Guida intelligente degli utensili in acciaio rapido. Perché intelligente?
INGRANAGGI PARALLELI
 INGRANAGGI PARALLELI Sono composti da ruote ad assi paralleli. Consentono di trasmettere le massime potenze di interesse industriale con velocità periferiche che possono arrivare a 80 m/s ed oltre. Sono
INGRANAGGI PARALLELI Sono composti da ruote ad assi paralleli. Consentono di trasmettere le massime potenze di interesse industriale con velocità periferiche che possono arrivare a 80 m/s ed oltre. Sono
I CICLI DI LAVORAZIONE
 Generalità I CICLI DI LAVORAZIONE Si dice CICLO DI LAVORAZIONE tutto l insieme di operazioni necessarie a fabbricare un singolo elemento attraverso una successione di processi tecnologici (fusione, stampaggio,
Generalità I CICLI DI LAVORAZIONE Si dice CICLO DI LAVORAZIONE tutto l insieme di operazioni necessarie a fabbricare un singolo elemento attraverso una successione di processi tecnologici (fusione, stampaggio,
FP 85 per la lavorazione di alluminio
 I nuovi utensili FP 85 per la lavorazione di alluminio Jongen Italia s.r.l. 1.) Caratteristiche Tempi di lavorazione minimi impiegando alti parametri di taglio Alte prestazioni di taglio grazie all ottima
I nuovi utensili FP 85 per la lavorazione di alluminio Jongen Italia s.r.l. 1.) Caratteristiche Tempi di lavorazione minimi impiegando alti parametri di taglio Alte prestazioni di taglio grazie all ottima
SHAPESMART NP3+ SMART MACHINE SMART GRINDING
 SHAPESMART NP3+ SMART MACHINE SMART GRINDING IT SHAPESMART NP3+ Evoluzione tecnologica e prestazioni ineguagliate La ShapeSmart NP3+ è una notevole evoluzione dei modelli precedenti di rettificatrice cilindrica
SHAPESMART NP3+ SMART MACHINE SMART GRINDING IT SHAPESMART NP3+ Evoluzione tecnologica e prestazioni ineguagliate La ShapeSmart NP3+ è una notevole evoluzione dei modelli precedenti di rettificatrice cilindrica
(X100CrMoV5-1)
") 1.2363 (X100CrMoV5-1) I1 AISI A2, BS BA2, AFNOR Z 100 CDV 5 Acciaio da utensili per lavorazioni a freddo adatto alla realizzazioni di utensili da taglio, rulli per filettare nonché lame di cesoie e guide
1.2363 (X100CrMoV5-1) I1 AISI A2, BS BA2, AFNOR Z 100 CDV 5 Acciaio da utensili per lavorazioni a freddo adatto alla realizzazioni di utensili da taglio, rulli per filettare nonché lame di cesoie e guide
TRASMISSIONI MEDIANTE RUOTE DENTATE
 Le trasmissioni Una trasmissione meccanica è il complesso degli organi che servono per trasmettere potenza in un sistema meccanico La scelta del tipo di trasmissione più adatto per ogni singola applicazione
Le trasmissioni Una trasmissione meccanica è il complesso degli organi che servono per trasmettere potenza in un sistema meccanico La scelta del tipo di trasmissione più adatto per ogni singola applicazione
Scheda. Descrizione della macchina. chiamato: fresa (figura 1).
.") Scheda 5 Lavorazione: Macchina: FRESATURA FRESATRICE Descrizione della macchina Le frese sono macchine utensili destinate alla lavorazione di superfici piane, di scanalature a profilo semplice o complesso,
Scheda 5 Lavorazione: Macchina: FRESATURA FRESATRICE Descrizione della macchina Le frese sono macchine utensili destinate alla lavorazione di superfici piane, di scanalature a profilo semplice o complesso,
Evolventimetri di alta classe
 Evolventimetri di alta classe Il controllo degli ingranaggi è un settore particolare della metrologia in cui sono utilizzate apparecchiature specifiche altamente sofisticate. Ogni azienda produttrice di
Evolventimetri di alta classe Il controllo degli ingranaggi è un settore particolare della metrologia in cui sono utilizzate apparecchiature specifiche altamente sofisticate. Ogni azienda produttrice di
Studio di massima dell albero e prototipazione del compressore per un gruppo di sovralimentazione ad altissimo rapporto di compressione
 Studio di massima dell albero e prototipazione del compressore per un gruppo di sovralimentazione ad altissimo rapporto di compressione Tesi di laurea di Marco Lambertini Questo lavoro si inserisce in
Studio di massima dell albero e prototipazione del compressore per un gruppo di sovralimentazione ad altissimo rapporto di compressione Tesi di laurea di Marco Lambertini Questo lavoro si inserisce in
Trasmissioni a cinghia dentata BLACKHAWK Pd. Sezioni 8M - 14M. Descrizione
 Trasmissioni a cinghia dentata BLACKHAWK Pd Sezioni 8M - 14M Descrizione La cinghia dentata BLACKHAWK Pd offre prestazioni di assoluto rilievo grazie alla sua straordinaria resistenza ed alla tecnologia
Trasmissioni a cinghia dentata BLACKHAWK Pd Sezioni 8M - 14M Descrizione La cinghia dentata BLACKHAWK Pd offre prestazioni di assoluto rilievo grazie alla sua straordinaria resistenza ed alla tecnologia
Controllo degli ingranaggi
 Sugli ingranaggi si eseguono controlli: Controllo degli ingranaggi 1) prima della lavorazione, sui lingotti o sulle barre da cui si ricaverà la ruota - sono prove tecnologiche e meccaniche quali la fucinabilità,
Sugli ingranaggi si eseguono controlli: Controllo degli ingranaggi 1) prima della lavorazione, sui lingotti o sulle barre da cui si ricaverà la ruota - sono prove tecnologiche e meccaniche quali la fucinabilità,
THRUST BEARINGS CUSCINETTI ASSIALI
 CUSCINETTI ASSIALI THRUST BEARINGS CUSCINETTI ASSIALI Gabbie assiali a rullini e ralle assiali Tipologie................................. 116 Esecuzioni............................... 116 Montaggio...............................
CUSCINETTI ASSIALI THRUST BEARINGS CUSCINETTI ASSIALI Gabbie assiali a rullini e ralle assiali Tipologie................................. 116 Esecuzioni............................... 116 Montaggio...............................
Rugosità e zigrinatura
 Istituto Istruzione Superiore G. Boris Giuliano" Via Carducci, 13-94015 Piazza Armerina (En) Corso di Tecnologie Meccaniche e Applicazioni Rugosità e zigrinatura Corso di Tecn. Mecc. ed Appl. 1 * Tutte
Istituto Istruzione Superiore G. Boris Giuliano" Via Carducci, 13-94015 Piazza Armerina (En) Corso di Tecnologie Meccaniche e Applicazioni Rugosità e zigrinatura Corso di Tecn. Mecc. ed Appl. 1 * Tutte
CICLO DI LAVORAZIONE
 di Tecnologia Meccanica CICLO DI LAVORAZIONE A cura dei proff. Morotti Giovanni e Santoriello Sergio Vogliamo adesso occuparci dei principali problemi che si affrontano nella progettazione di un ciclo
di Tecnologia Meccanica CICLO DI LAVORAZIONE A cura dei proff. Morotti Giovanni e Santoriello Sergio Vogliamo adesso occuparci dei principali problemi che si affrontano nella progettazione di un ciclo
Rettificatura di dentature in una nuova dimensione
 Dr. Frank Reichel Direttore tecnico di Niles GmbH Rettificatura di dentature in una nuova dimensione L'azienda NILES Werkzeugmaschinen GmbH di Berlino è conosciuta nel mondo come principale fornitore die
Dr. Frank Reichel Direttore tecnico di Niles GmbH Rettificatura di dentature in una nuova dimensione L'azienda NILES Werkzeugmaschinen GmbH di Berlino è conosciuta nel mondo come principale fornitore die
Massima affidabilità per la troncatura profonda
 Massima affidabilità per la troncatura profonda I principali requisiti dell utente...... per le operazioni di troncatura profonda sono stati considerati già nelle fasi iniziali di sviluppo della nuova
Massima affidabilità per la troncatura profonda I principali requisiti dell utente...... per le operazioni di troncatura profonda sono stati considerati già nelle fasi iniziali di sviluppo della nuova
THIELENHAUS MICROFINISH. MICROFINISH risolve i vostri problemi MICROFINISH è sinonimo di qualità La qualità è la strada del successo.
 THIELENHAUS MICROFINISH risolve i vostri problemi MICROFINISH è sinonimo di qualità La qualità è la strada del successo L azienda La Thielenhaus è stata fondata nel lontano 1939, si è specializzata in
THIELENHAUS MICROFINISH risolve i vostri problemi MICROFINISH è sinonimo di qualità La qualità è la strada del successo L azienda La Thielenhaus è stata fondata nel lontano 1939, si è specializzata in
Lavorazioni per asportazione di truciolo.
 Lavorazioni per asportazione di truciolo carmelo.demaria@unipi.it Asportazione di materiale Dalla piallatura in falegnameria... Truciolo alla tornitura in officina Asportazione di materiale Taglio Abrasivi
Lavorazioni per asportazione di truciolo carmelo.demaria@unipi.it Asportazione di materiale Dalla piallatura in falegnameria... Truciolo alla tornitura in officina Asportazione di materiale Taglio Abrasivi
Cuscinetti a rulli cilindrici
 Cuscinetti a rulli cilindrici Cuscinetti a rulli cilindrici 292 Definizione ed attitudini 292 Serie 292 Varianti 293 Tolleranze e giochi 294 Elementi di calcolo 296 Elementi di montaggio 297 Suffissi 297
Cuscinetti a rulli cilindrici Cuscinetti a rulli cilindrici 292 Definizione ed attitudini 292 Serie 292 Varianti 293 Tolleranze e giochi 294 Elementi di calcolo 296 Elementi di montaggio 297 Suffissi 297
Pastiglie zigrinate tonde e quadrate con riporto in metallo duro EH
 Componenti per macchine e attrezzature Componenti per macchine e attrezzature Pastiglie zigrinate tonde e quadrate con riporto in metallo duro EH 60. Grazie al foro filettato sono adatte alla costruzione
Componenti per macchine e attrezzature Componenti per macchine e attrezzature Pastiglie zigrinate tonde e quadrate con riporto in metallo duro EH 60. Grazie al foro filettato sono adatte alla costruzione
VITI A RICIRCOLO DI SFERE
 VITI A RICIRCOLO DI SFERE Indice 1.1 Tipo di ricircolo pag. 4 1.2 Profilo del filetto pag. 4 2.1 Materiali pag. 5 2.2 Lubrificazione pag. 5 2.3 Protezione del filetto pag. 5 3.1 Classi di precisione pag.
VITI A RICIRCOLO DI SFERE Indice 1.1 Tipo di ricircolo pag. 4 1.2 Profilo del filetto pag. 4 2.1 Materiali pag. 5 2.2 Lubrificazione pag. 5 2.3 Protezione del filetto pag. 5 3.1 Classi di precisione pag.
Macchine Utensili Intelligenti
 Macchine Utensili Intelligenti Relatore: Marco Sortino 24 marzo 2017 16:00 #Sharing3FVG Webinar realizzato da IALFVG e parte degli 80 di #Sharing3FVG, progetto cofinanziato dal Fondo Sociale Europeo nell'ambito
Macchine Utensili Intelligenti Relatore: Marco Sortino 24 marzo 2017 16:00 #Sharing3FVG Webinar realizzato da IALFVG e parte degli 80 di #Sharing3FVG, progetto cofinanziato dal Fondo Sociale Europeo nell'ambito
Classificazione e nomenclatura degli utensili monotaglienti
 Classificazione e nomenclatura degli utensili monotaglienti L utensile più diffuso per asportare materiale sotto forma di truciolo è l utensile monotagliente, detto anche utensile a punta singola. Esso
Classificazione e nomenclatura degli utensili monotaglienti L utensile più diffuso per asportare materiale sotto forma di truciolo è l utensile monotagliente, detto anche utensile a punta singola. Esso
Macro per tornitura filettature a dente di sega. Controllo numerico: Fanuc T serie 0/16/18/21/31
 Macro per tornitura filettature a dente di sega Controllo numerico: Fanuc T serie 0/16/18/21/31 CAMPO DI APPLICAZIONE La macro per controlli Fanuc esegue la sgrossatura e la finitura di filettature a dente
Macro per tornitura filettature a dente di sega Controllo numerico: Fanuc T serie 0/16/18/21/31 CAMPO DI APPLICAZIONE La macro per controlli Fanuc esegue la sgrossatura e la finitura di filettature a dente
Allargatori per fori cilindrici
 Allargatori per fori cilindrici Generalità sulla finitura dei fori I fori eseguiti con la punta elicoidale presentano caratteristiche mediocri di finitura e non sono perciò idonei ad essere utilizzati
Allargatori per fori cilindrici Generalità sulla finitura dei fori I fori eseguiti con la punta elicoidale presentano caratteristiche mediocri di finitura e non sono perciò idonei ad essere utilizzati
Angoli caratteristici delle frese a lame riportate
 Angoli caratteristici delle frese a lame riportate Le frese a lame riportate sono costituite da un corpo in acciaio su cui sono fissate, in apposite sedi, le lame di acciaio rapido o di metallo duro che
Angoli caratteristici delle frese a lame riportate Le frese a lame riportate sono costituite da un corpo in acciaio su cui sono fissate, in apposite sedi, le lame di acciaio rapido o di metallo duro che
RAS : Viti rullate in acciaio a profilo Tondo
 RAS : Viti rullate in acciaio a profilo Tondo COSTRUTTIVE E PRESTAZIONALI DELLA FILETTATURA RULLATA VITI A PROFILO DI FILETTO ARROTONDATO : IMPIEGHI CONSIGLIATI E VANTAGGI La filettatura rullata è un processo
RAS : Viti rullate in acciaio a profilo Tondo COSTRUTTIVE E PRESTAZIONALI DELLA FILETTATURA RULLATA VITI A PROFILO DI FILETTO ARROTONDATO : IMPIEGHI CONSIGLIATI E VANTAGGI La filettatura rullata è un processo
Affilatura delle punte elicoidali
 Affilatura delle punte elicoidali Per ottenere un buon rendimento da una punta elicoidale è necessario che l affilatura sia eseguita correttamente, con ciò si intende che tutti gli angoli e le lunghezze
Affilatura delle punte elicoidali Per ottenere un buon rendimento da una punta elicoidale è necessario che l affilatura sia eseguita correttamente, con ciò si intende che tutti gli angoli e le lunghezze
UNIVERSITA DEGLI STUDI DI BERGAMO Facoltà di Ingegneria
 UNIVERSITA DEGLI STUDI DI BERGAMO Facoltà di Ingegneria COSTRUZIONE DI MACCHINE prof. Sergio Baragetti Allievi del corso di Laurea in Ingegneria Meccanica Testi delle esercitazioni per l Anno Accademico
UNIVERSITA DEGLI STUDI DI BERGAMO Facoltà di Ingegneria COSTRUZIONE DI MACCHINE prof. Sergio Baragetti Allievi del corso di Laurea in Ingegneria Meccanica Testi delle esercitazioni per l Anno Accademico
Istruzioni per il montaggio
 Istruzioni per il montaggio Indicazioni importanti sulle Istruzioni per il montaggio VOSS Per ottenere dai prodotti VOSS un rendimento ottimale e la massima sicurezza di funzionamento, è importante rispettare
Istruzioni per il montaggio Indicazioni importanti sulle Istruzioni per il montaggio VOSS Per ottenere dai prodotti VOSS un rendimento ottimale e la massima sicurezza di funzionamento, è importante rispettare
SISTEMI DI BLOCCAGGIO DEL PEZZO SULLA MACCHINA
 SISTEMI DI BLOCCAGGIO DEL PEZZO SULLA MACCHINA SONO DIVERSISSIMI. E opportuno conoscere quelli tipici di più largo impiego. IN OGNI CASO IL BLOCCAGGIO SCELTO DEVE ASSICURARCI: la stabilità del pezzo che
SISTEMI DI BLOCCAGGIO DEL PEZZO SULLA MACCHINA SONO DIVERSISSIMI. E opportuno conoscere quelli tipici di più largo impiego. IN OGNI CASO IL BLOCCAGGIO SCELTO DEVE ASSICURARCI: la stabilità del pezzo che
F.P.Officina Meccanica S.r.l Via Arrigo Boito n Soliera (MO) Tel.059/ Fax.059/
 Tel.059/ Fax.059/") F.P.Officina Meccanica S.r.l Via Arrigo Boito n.337-41057 Soliera (MO) Tel.059/858296 Fax.059/854413 - info@brocciatura.it 1 2 UTENSILI CNC L'utensile REV BROACHING TOOL per brocciatura su CNC è realizzato
F.P.Officina Meccanica S.r.l Via Arrigo Boito n.337-41057 Soliera (MO) Tel.059/858296 Fax.059/854413 - info@brocciatura.it 1 2 UTENSILI CNC L'utensile REV BROACHING TOOL per brocciatura su CNC è realizzato
Istruzioni per il montaggio
 Istruzioni per il montaggio Indicazioni importanti sulle Istruzioni per il montaggio VOSS Per ottenere dai prodotti VOSS un rendimento ottimale e la massima sicurezza di funzionamento, è importante rispettare
Istruzioni per il montaggio Indicazioni importanti sulle Istruzioni per il montaggio VOSS Per ottenere dai prodotti VOSS un rendimento ottimale e la massima sicurezza di funzionamento, è importante rispettare
Tolleranze dimensionali e Rugosità
 Knowledge Aided Engineering Manufacturing and Related Technologies DISEGNO TECNICO INDUSTRIALE Tolleranze dimensionali e Rugosità Prof. Giorgio Colombo Dipartimento di Meccanica POLITECNICO DI MILANO 1...
Knowledge Aided Engineering Manufacturing and Related Technologies DISEGNO TECNICO INDUSTRIALE Tolleranze dimensionali e Rugosità Prof. Giorgio Colombo Dipartimento di Meccanica POLITECNICO DI MILANO 1...
Serie TE per diametri esterni. Caratteristiche tecniche. Struttura dell utensile DREX -TOOLS UTENSILI RULLATORI
 Serie TE per diametri esterni Diametri esterni senza spallamento tipo TEH da diametro a 8 mm Diametri esterni contro spallamento tipo TEB da diametro a 8 mm Caratteristiche tecniche I rullatori per diametri
Serie TE per diametri esterni Diametri esterni senza spallamento tipo TEH da diametro a 8 mm Diametri esterni contro spallamento tipo TEB da diametro a 8 mm Caratteristiche tecniche I rullatori per diametri
Foratura. Moto di taglio utensile rotatorio. Moto di avanzamento utensile. Moto di registrazione pezzo. lavorazioni. Asportazione di truciolo 120
 Foratura Moto di taglio utensile rotatorio Moto di avanzamento utensile rettilineo Moto di registrazione utensile pezzo Moto di lavoro elicoidale lavorazioni Asportazione di truciolo 120 Struttura trapani
Foratura Moto di taglio utensile rotatorio Moto di avanzamento utensile rettilineo Moto di registrazione utensile pezzo Moto di lavoro elicoidale lavorazioni Asportazione di truciolo 120 Struttura trapani
nota la cinematica: rapporto di trasmissione, numeri di denti, angolo di pressione e angolo d elica,
 Tipologia 2 1 Progettazione nota la cinematica: rapporto di trasmissione, numeri di denti, angolo di pressione e angolo d elica, Il dimensionamento si effettua determinando il modulo normale m; la larghezza
Tipologia 2 1 Progettazione nota la cinematica: rapporto di trasmissione, numeri di denti, angolo di pressione e angolo d elica, Il dimensionamento si effettua determinando il modulo normale m; la larghezza
(X38CrMoV5-1) ESU. Codice cromatico: rosso / nero (1.2343) rosso / verde ( ESU)
 ESU. Codice cromatico: rosso / nero (1.2343) rosso / verde ( ESU)") 1.2343 (X38CrMoV5-1) O1 AISI H11, BS BH 11, AFNOR Z 38 CDV 5 Acciaio per lavorazioni a caldo per la produzione di utensili per lavorazioni a caldo fortemente sollecitati, stampi per estrusione a caldo,
1.2343 (X38CrMoV5-1) O1 AISI H11, BS BH 11, AFNOR Z 38 CDV 5 Acciaio per lavorazioni a caldo per la produzione di utensili per lavorazioni a caldo fortemente sollecitati, stampi per estrusione a caldo,