- 3 - I PROCESSI TECNOLOGICI DI BASE - FONDERIA -
|
|
|
- Gianpiero Longhi
- 6 anni fa
- Visualizzazioni
Transcript

1 - 3 - I PROCESSI TECNOLOGICI DI BASE - FONDERIA - 1 Fusione La fusione è una tra le tecniche più antiche per la produzione di manufatti metallici (fin dal 3000 a.c.). L obiettivo è dare al metallo una determinata forma partendo dallo stato liquido. La colata è l operazione con la quale il metallo liquido viene versato nella forma dove assume la forma della cavità relativa e si solidifica. 2





2 Fusione Al termine dalla solidificazione esso viene estratto dalla forma (che può essere o meno a perdere, ovvero distrutta) fornendo così un grezzo avente la forma della cavità riempita con il metallo fuso. Si chiama getto e può essere un semilavorato o un prodotto finito. 3 Alcuni esempi 4



; mantenere una sufficiente omogeneità")

3 Fusione Non tutti i materiali sono adatti ad essere impiegati in fonderia. Occorre verificarne le proprietà tecnologiche che sono: fusibilità e colabilità. Le prerogative di materiali adatti ad essere fusi sono: fondere a temperature relativamente basse (buona fusibilità, max C); riempire completamente la forma (buona fluidità o colabilità o scorrevolezza); mantenere una sufficiente omogeneità strutturale durante la solidificazione (niente o minima segregazione); fornire getti sani esenti da difetti. 5 Un impianto automatizzato Alla fine dell 800 la fonderia ha assunto un carattere industriale con il perfezionamento degli impianti, con lo sviluppo della ricerca sui materiali e con il progresso tecnologico 6

4 Fusione in terra Il procedimento in pratica consiste nel preparare una cavità, detta forma, che è il negativo del pezzo che si vuole ottenere, in staffe con terra nella quale colare poi il metallo o la lega metallica fusi scelti per la realizzazione del pezzo. 7 Sequenza di formatura Getto da ottenere NB: è forato Modello scomponibile Cassa d anima Produzione dell anima 8
 Non a perdere (forma permanente) Forma transitoria Colata in terra Formatura a guscio Cold-box Microfusione o a cera persa Con")
5 Sequenza di formatura Formatura staffa di base Semi modello inferiore Semi modello superiore Forma completa con canali C: canale di colata M: materozze Anima Forma allestita per la colata 9 Tipologie di forme La forma può essere di due tipi: A perdere (forma transitoria) Non a perdere (forma permanente) Forma transitoria Colata in terra Formatura a guscio Cold-box Microfusione o a cera persa Con modello a perdere TIPI DI FORMATURA Forma permanente In conchiglia: - per gravità, - sottovuoto, - pressofusione Colata centrifuga 10




6 La fonderia presenta il vantaggio della rapidità di esecuzione e della convenienza economica nella realizzazione di pezzi la cui forma renderebbe troppo costoso o difficile la lavorazione con altri metodi 11 Fase di solidificazione e raffreddamento E importante studiare come si comporta il metallo durante la solidificazione Solidificazione isoterma: vale per un metallo puro Per una lega la solidificazione avviene a temperatura non costante (a) Metallo puro (b) Lega 12
 13 Fase")

 columnar dendritic; (b) equiaxed dendritic; and (c)")
7 Fase di solidificazione e raffreddamento Andamento delle temperature e della solidificazione per una lega (solidificazione non isoterma) 13 Fase di solidificazione e raffreddamento Per effetto delle isoterme di raffreddamento e delle caratteristiche del materiale, è possibile ottenere strutture differenti non equivalenti in termini di caratteristiche comportamentali (a) columnar dendritic; (b) equiaxed dendritic; and (c) equiaxed nondendritic 14

8 Fase di solidificazione e raffreddamento La solidificazione non avviene quindi contemporaneamente nella forma ma progressivamente dall esterno verso l interno Relazione di Chvorinov fondamentale per dimensionare il canale di colata! 15 Fenomeni che hanno luogo durante solidificazione e raffreddamento Per quanto visto, durante la fase di solidificazione hanno origine alcuni fenomeni che vanno presi in considerazione per poter progettare il modello realizzare la forma garantire getti sani Questi fenomeni sono (li vedremo uno per uno): Ritiro Cavità di ritiro Tensioni di ritiro Formazione di cricche a caldo 16

9 Ulteriori elementi di cui tenere conto Oltre a questi fenomeni occorre considerare che il modello deve presentare alcune modifiche di geometria rispetto al pezzo finito per poter garantire: l estrazione dalla forma che la forma stessa non si distrugga Angoli di sformo o spoglie Raccordi sugli spigoli ed angoli Accorgimenti per la realizzazione di fori Accorgimenti per la realizzazione di sottosquadri Oltre questo, se il pezzo deve essere successivamente lavorato, è necessario prevedere un opportuno sovrametallo. 17 Effetti del ritiro sulle dimensioni Le dimensioni del getto subiscono delle riduzioni che possono essere calcolate nel seguente modo: l = l 0 α T l = l 0 rit% 18


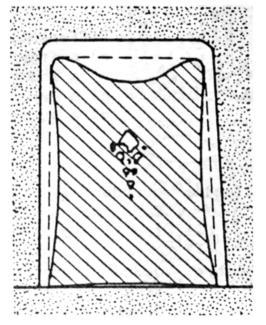




10 Cavità di ritiro Andamento delle isoterme di raffreddamento Come visto porta ad una solidificazione che procede dall esterno verso l interno 19 Questi pezzi sono scarti! 20


11 Cavità di ritiro 21 Le materozze Per eliminare questo problema occorre spostare il baricentro termico (ovvero l ultima parte che solidifica) predisponendo materozze che forniscono materiale liquido al pezzo durante la solidificazione (alimentatori). 22


12 Coibentatori Le materozze possono anche essere coibentate o impiegate con polveri con reazione esotermica. 23 Raffreddatori Nelle zone più critiche possono essere impiegati i raffreddatori. 24
13 Dimensionamento delle materozze Le materozze sono dimensionate sulla base del modulo di solidificazione definito come: M S V Superficie Volume di raffreddam ento Una parte (1) del pezzo può funzionare da alimentazione per la successiva (2) se: M 1 1,1 M 2 Mentre per la materozza deve valere: M mat 1,2 1,3 M 2 25 Dimensionamento delle materozze Metodo dei cerchi inscritti 26

14 Tensioni di ritiro Come visto si hanno nel getto diverse velocità di raffreddamento e quindi diverse temperature locali e conseguenti diversi livelli di ritiro del materiale Esempio: Le barrette A e B hanno diverse velocità di raffreddamento, ma essendo vincolate devono ridurre la lunghezza della stessa quantità tensioni interne 27 Prima di t 0 Effetti Dopo t 0 28


15 Cricche a caldo Il ritiro ostacolato dalla forma può dare origine alla formazione di cricche dove siano presenti spigoli vivi e conseguenti concentrazioni di sforzi. Ampi raggi di raccordo evitano tale pericolo 29 Sovrametallo Ha lo scopo di prevedere del materiale di riserva sulle superfici da lavorare tramite successive operazioni di asportazione di truciolo. 30


16 Spoglie e sformi L estrazione del modello dalla terra può essere effettuata senza distruggere la forma solo se sono presenti adeguati angoli di spoglia. Questi dipendono dal materiale del modello e dalla profondità dell impronta. 31 Raccordi su angoli e spigoli Come già indicato è necessario sostituire agli spigoli ed agli angoli adeguati raggi di raccordo che permettano: un contenimento delle tensioni locali un migliore andamento delle isoterme di raffreddamento una migliore tenuta della terra costituente la forma Per gli angoli il valore di tali raggi è suggerito dalla pratica industriale funzione degli spessori delle parti da collegare Per gli spigoli si suggerisce un valore pari al sovrametallo 32


17 Getti con fori - Anime Modello intero con portate d anima Anima Forma in terra con anima inserita 33 Sottosquadri 34


18 Sottosquadri 35 Esempi di anime Le anime sono ottenute in un reparto dedicato o addirittura date a terzisti ed immagazzinate fino al momento di impiegarle. L ottenimento è realizzato tramite le casse d anima nelle quali è formata una terra apposita (terra per anime). 36

19 Canale di colata Questo tipo di colata si definisce in gravità perché il riempimento della forma è garantito dal solo peso del metallo liquido. Il profilo è tronco-conico per compensare l aumento della velocità del metallo liquido. Se così non fosse si correrebbe il rischio di ottenere l inglobamento di bolle d aria nella vena fluida. 37 Tipi di colata Colata diretta Il canale di colata si apre direttamente nella parte più alta della forma Problema delle gocce fredde Problema della erosione della forma Colata in sorgente Il canale di colata si apre sul fondo della forma Riempimento più graduale Minore erosione della forma Solitamente, per semplicità, l attacco di colata avviene in corrispondenza del piano di divisione delle staffe in maniera perpendicolare o tangenziale rispetto al getto. 38





20 Colata in diretta Colata in sorgente Colata in piano 39 Attacchi di colata Se si utilizza la colata in piano si possono avere attacchi normali, tangenziali o con distributori a pettine 40


21 Esempi di colata in gravità Esegui il filmato cliccando sull immagine Esegui il filmato cliccando sull immagine 41 Criteri di dimensionamento dei canali di colata e degli attacchi di colata Il canale di colata deve essere dimensionato in modo da garantire il riempimento della forma prima: Che il metallo liquido inizi a solidificare tempo di inizio solidificazione Che la terra inizi a cedere per cottura in seguito alla esposizione all irraggiamento del metallo fuso tempo critico La sezione deve essere tale da garantire quindi una corretta portata. Inoltre il canale di colata può terminare in più attacchi o in attacchi tangenziali in modo da garantire un migliore riempimento della forma. 42
22 Riepilogando Fenomeni che hanno luogo durante la fase di raffreddamento Ritiro Cavità di ritiro Alimentazione Tensioni di ritiro Formazione di cricche a caldo Materozze - Dimensionamento Raffreddatori Attenzione alle variazioni di spessore Raccordi - Dimensionamento Aspetti geometrici del modello e sua realizzabilità Altri elementi Sovrametallo Angoli di spoglia Raccordi Scomposizione in più parti Fori Sottosquadri Canale e attacchi di colata Filtri - Trappole - Sfiati Lavorazioni successive Estraibilità del modello dalla forma Riduzione tensioni Aumento resistenza forma Anime e portate d anima Dimensionamento Spinta metallostatica 43 Esercizio: progetto di modello per fusione in terra 44

23 Usiamo un modello scomponibile Quando è possibile, e quando la stabilità non venga compromessa, conviene realizzare modelli scomponibili secondo le superfici di separazione della forma; l esatto accoppiamento è assicurato con perni in legno o in metallo 45 Cosa considerare Un modello, rispetto al pezzo finito che si vuole ottenere, presenta modifiche dimensionali e di forma in quanto occorre tenere conto di: ritiro sovrametallo angoli di spoglia raccordi scomposizione in più parti eventuali portate d anima eventuali sottosquadri 46


24 Forma allestita per la colata Modello quotato Si deve inoltre disegnare e quotare l anima 47 Getto ottenuto 48
25 Terre da fonderia Caratteristiche della terra da fonderia sono: Plasticità: per riprodurre fedelmente l impronta del modello Coesione: per conservare la forma dell impronta anche sotto la spinta (notevole) del liquido Refrattarietà: per resistere alle sollecitazioni termiche e mantenere le sue caratteristiche anche ad alta temperatura Permeabilità: per consentire lo sfogo dell aria contenuta nella forma durante la colata e del vapore che si forma per l alta temperatura a cui la terra (umida) è portata 49 Terre da fonderia Sono quindi composte da: Sabbia di quarzo 83 % Argilloide 8,5 % Additivi (nero fumo) 5 % Acqua 3,5 % Questaterra è rigenerabile purché si reintegrino le parti esauste (legante ed acqua) Per prima cosa si frantumano le zolle dopo di che si separano ed eliminano le frazioni di legante e polvere; si provvede poi ad essiccare la terra e la si reintegra con i componenti del caso 50
26 Caratteristiche dei componenti Sabbia Si differenzia a seconda della dimensione e della forma dei grani di sabbia. Grani grossi favoriscono la permeabilità mentre giocano a sfavore della finitura superficiale. A favore della distribuzione e dell efficacia del legante gioca invece la forma (meglio se tondeggiante) Argilloide Bentonite: ha la funzione e conferisce alla terra la plasticità e la coesione (si dispone attorno ai grani di sabbia). E composta da ossidi di Al e Si con atomi di Ca e Na. Troppo argilloide rende la terra poco permeabile. Addittivi Nerofumo: migliora le caratteristiche di refrattarietà evitando il contatto tra sabbia e metallo (problema vetrificazione della sabbia). 51 Terre per anime La terra per anime è costituta da sabbia argillosa legata con oli autoessicanti. L indurimento vero e proprio avviene a C grazie all ossidazione e polimerizzazione delle sostanze. Le anime così ottenute sono cotte. Per realizzazione automatica delle anime si richiede una maggiore fluidità o scorrevolezza; in questo senso la composizione caratteristica è: 100 kg di sabbia quarzifera 1 kg di bentonite 1 kg di plastificante 2 kg di acqua 2,5 kg di olio per anime Altri tipi di formatura sono: Sabbia silicato (basso costo) Hot box Cold box 52
 formatura in sabbia-silicato hot box cold box formatura a guscio shell moulding formatura in sabbia-cemento 53 Shell")
27 Fonderia con forme a perdere La formatura con forma a perdere può essere effettuata in diversi modi: formatura in terra a verde (quella vista fin qui) formatura in sabbia-silicato hot box cold box formatura a guscio shell moulding formatura in sabbia-cemento 53 Shell molding 54



28 Cera persa 55 Cera persa 56




29 Cera persa 57 Formatura con modello a perdere In altri casi è possibile lavorare con modello a perdere in polistirolo espanso. 58


30 59 Blocco motore ottenuto con metodo lost-foam 60



31 Placche modello Per la formatura automatica sono impiegate macchine formatrici che necessitano di modelli intercambiabili completi di getto da ottenere, materozze, canali di colata e quant altro. 61 Fonderia con forme permanenti La formatura con forme permanenti può essere effettuata in diversi modi: colata in conchiglia pressofusione camera calda pressofusione camera fredda colata in bassa pressione fusione sotto vuoto (depressione) colata centrifuga 62
32 Fonderia con forme permanenti Le problematiche sono le stesse viste per la formatura in terra, ovvero sformi, ritiro, sovrametallo, La forma è ottenuta all interno di stampi in metallo che quindi possono essere utilizzati più e più volte. La colata può ancora avvenire per semplice immissione del metallo liquido nella forma (colata in conchiglia), oppure tramite spinta del metallo stesso tramite una pressione sul liquido (pressofusione a camera calda o fredda). 63 Vantaggi della colata con forma permanente Complessità delle forme (se sotto pressione) Cadenze produttive elevate Riproducibilità perfetta Automatizzazione - robotizzazione Piccole medie grandi e grandissime serie 64

33 Esempio di stampo 65 Colata in conchiglia 66


34 Colata sotto vuoto (depressione) 67 Colata in bassa pressione 68
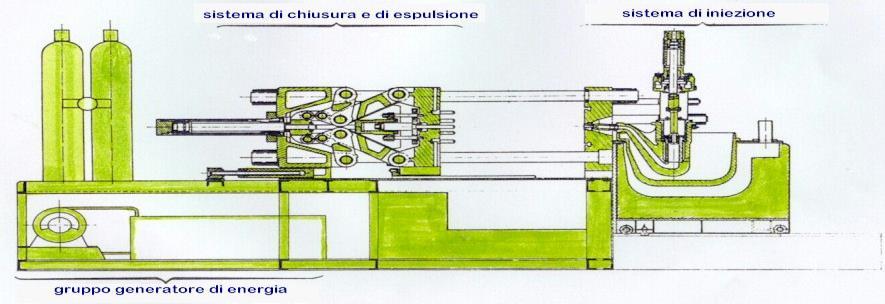



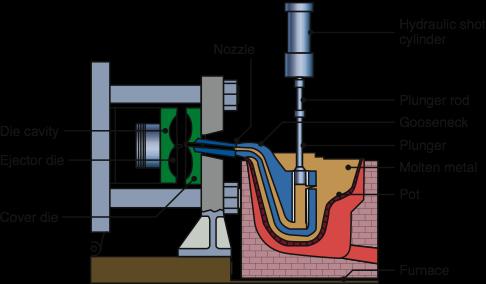
35 Pressofusione Camera calda Camera fredda 69 Macchina di pressocolata a camera calda 70

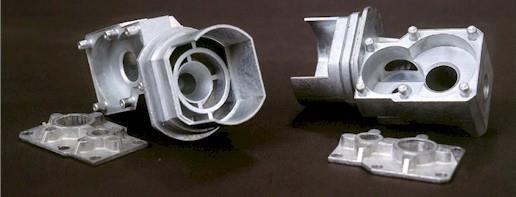



36 Macchina di pressocolata a camera fredda 71 Esempi di pezzi pressocolati 72






37 73 74

38 Aspetti economici Economic comparison of making a part by two different casting processes. Note that because of the high cost of equipment, die casting is economical mainly for large production runs. 75
- 3b - ESERCIZIO. Progetto di modello per fusione in terra
 - 3b - ESERCIZIO Progetto di modello per fusione in terra 1 Problema Si tratta di progettare il modello e di disegnare la forma pronta per la colata (in terra) di un particolare meccanico fornite le caratteristiche
- 3b - ESERCIZIO Progetto di modello per fusione in terra 1 Problema Si tratta di progettare il modello e di disegnare la forma pronta per la colata (in terra) di un particolare meccanico fornite le caratteristiche
FONDERIA. Corso di Tecnologie Speciali I prof. Luigi Carrino
 FONDERIA Nella tecnica di fonderia il metallo, fuso nei forni, viene colato in una forma cava della quale, solidificando, assume la configurazione e le dimensioni. FONDERIA La fabbricazione per fusione
FONDERIA Nella tecnica di fonderia il metallo, fuso nei forni, viene colato in una forma cava della quale, solidificando, assume la configurazione e le dimensioni. FONDERIA La fabbricazione per fusione
Le lavorazioni: la formatura. Le lavorazioni: la formatura. Le lavorazioni industriali. Il processo di fusione. La fusione in forma transitoria
 Le lavorazioni: la formatura Le lavorazioni: la formatura Le lavorazioni industriali Il processo di fusione La fusione in forma permanente La formatura dei polimeri Esercizi sulla fusione 2 2006 Politecnico
Le lavorazioni: la formatura Le lavorazioni: la formatura Le lavorazioni industriali Il processo di fusione La fusione in forma permanente La formatura dei polimeri Esercizi sulla fusione 2 2006 Politecnico
Tolleranze di processo
 Tolleranze di processo In base alle tolleranze ottenibili dal processo è possibile stabilire se è necessario aggiungere materiale per ottenere le tolleranze richieste successivamente per asportazione di
Tolleranze di processo In base alle tolleranze ottenibili dal processo è possibile stabilire se è necessario aggiungere materiale per ottenere le tolleranze richieste successivamente per asportazione di
Esercitazione Fonderia
 Esercitazione Fonderia PROPORZIONAMENTO DI UN GETTO IN TERRA VERDE -Componente da finire alle macchine utensili -Materiale: Ghisa grigia (peso specificoγ g =73 N/dm 3 ) -Processo di colata in terra a verde
Esercitazione Fonderia PROPORZIONAMENTO DI UN GETTO IN TERRA VERDE -Componente da finire alle macchine utensili -Materiale: Ghisa grigia (peso specificoγ g =73 N/dm 3 ) -Processo di colata in terra a verde
Tecnologia Meccanica. Esercitazione di fonderia
 A.A. 2011/2012 Tecnologia Meccanica Esercitazione di fonderia Università degli Studi di Napoli Federico II Dipartimento di Ingegneria dei Materiali e della Produzione Esercizio: Proporzionamento di un
A.A. 2011/2012 Tecnologia Meccanica Esercitazione di fonderia Università degli Studi di Napoli Federico II Dipartimento di Ingegneria dei Materiali e della Produzione Esercizio: Proporzionamento di un
Indice moduli. Indice lezioni del modulo B 19/02/2013. Sistemi di Produzione. A: I materiali B: Formatura. C: Deformazione.
 Sistemi di Produzione Dario Antonelli DIGEP Politecnico di Torino Indice moduli A: I materiali B: Formatura C: Deformazione D: Taglio E: Processi non convenzionali Indice lezioni del modulo B La produzione
Sistemi di Produzione Dario Antonelli DIGEP Politecnico di Torino Indice moduli A: I materiali B: Formatura C: Deformazione D: Taglio E: Processi non convenzionali Indice lezioni del modulo B La produzione
Matteo Strano - Tecnologia Meccanica Processi di fonderia - 2 FONDERIA
 Matteo Strano - Tecnologia Meccanica Processi di fonderia - 1 Matteo Strano - Tecnologia Meccanica Processi di fonderia - 2 FONDERIA Nella tecnica di fonderia il metallo, fuso nei forni, viene colato o
Matteo Strano - Tecnologia Meccanica Processi di fonderia - 1 Matteo Strano - Tecnologia Meccanica Processi di fonderia - 2 FONDERIA Nella tecnica di fonderia il metallo, fuso nei forni, viene colato o
Le lavorazioni: la formatura. Le lavorazioni: la formatura. Le lavorazioni industriali. Il processo di fusione La fusione in forma transitoria
 Le lavorazioni: la formatura Le lavorazioni: la formatura Le lavorazioni industriali Il processo di fusione La fusione in forma transitoria La fusione in forma permanente La formatura dei polimeri 006
Le lavorazioni: la formatura Le lavorazioni: la formatura Le lavorazioni industriali Il processo di fusione La fusione in forma transitoria La fusione in forma permanente La formatura dei polimeri 006
LA COLATA CENTRIFUGA
 LA COLATA CENTRIFUGA Rientra nella categoria dei processi fusori per colata sotto pressione: Colata centrifuga Pressofusione La colata avviene introducendo il metallo liquido nella forma con l ausilio
LA COLATA CENTRIFUGA Rientra nella categoria dei processi fusori per colata sotto pressione: Colata centrifuga Pressofusione La colata avviene introducendo il metallo liquido nella forma con l ausilio
Esercitazione n 4 fonderia
 Esercitazione n 4 fonderia Si deve produrre un lotto composto da 100 pezzi della flangia in acciaio riportata in Figura 1. La tecnologia scelta è fonderia in terra + lavorazione per asportazione di truciolo.
Esercitazione n 4 fonderia Si deve produrre un lotto composto da 100 pezzi della flangia in acciaio riportata in Figura 1. La tecnologia scelta è fonderia in terra + lavorazione per asportazione di truciolo.
Esercitazione n 2 Fonderia
 Esercitazione n Fonderia Si deve produrre un lotto composto da n pezzi del coperchio flangiato riportato nell allegato disegno del finito. La tecnologia scelta è fonderia in terra + lavorazione per asportazione
Esercitazione n Fonderia Si deve produrre un lotto composto da n pezzi del coperchio flangiato riportato nell allegato disegno del finito. La tecnologia scelta è fonderia in terra + lavorazione per asportazione
Fonderia. Ottenimento di un componente nella sua forma finale attraverso la colata di metallo liquido in un adeguato contenitore
 Ottenimento di un componente nella sua forma finale attraverso la colata di metallo liquido in un adeguato contenitore lingotti colata continua in forma - transitoria - permanente 1 Attitudine dei materiali
Ottenimento di un componente nella sua forma finale attraverso la colata di metallo liquido in un adeguato contenitore lingotti colata continua in forma - transitoria - permanente 1 Attitudine dei materiali
Le lavorazioni: la formatura. Le lavorazioni: la formatura. Le lavorazioni industriali. Il processo di fusione La fusione in forma transitoria
 Le lavorazioni: la formatura Le lavorazioni: la formatura Le lavorazioni industriali Il processo di fusione La fusione in forma transitoria La formatura dei polimeri Esercizi sulla fusione 2 2006 Politecnico
Le lavorazioni: la formatura Le lavorazioni: la formatura Le lavorazioni industriali Il processo di fusione La fusione in forma transitoria La formatura dei polimeri Esercizi sulla fusione 2 2006 Politecnico
ESERCITAZIONE Fonderia
 Tecnologia Meccanica Università di Facoltà di Ingegneria Corso di Laurea in Ingegneria Gestionale Anno Accademico 010-011 ESERCITAZIONE Fonderia Tecnologia Meccanica Università degli Studi di Prof. Gianluca
Tecnologia Meccanica Università di Facoltà di Ingegneria Corso di Laurea in Ingegneria Gestionale Anno Accademico 010-011 ESERCITAZIONE Fonderia Tecnologia Meccanica Università degli Studi di Prof. Gianluca
FORMATURA IN FORMA PERMANENTE
 Matteo Strano - Tecnologia Meccanica Processi di fonderia - 92 Meccanismo di indurimento termico Microfusione Matteo Strano - Tecnologia Meccanica Processi di fonderia - 93 FORMATURA IN FORMA PERMANENTE
Matteo Strano - Tecnologia Meccanica Processi di fonderia - 92 Meccanismo di indurimento termico Microfusione Matteo Strano - Tecnologia Meccanica Processi di fonderia - 93 FORMATURA IN FORMA PERMANENTE
LE LAVORAZIONI PER FUSIONE
 LE LAVORAZIONI PER FUSIONE 1 FONDERIA MU Automobilistico Meccanica 2 1 La fusione è una tra le tecniche più antiche per la produzione di manufatti metallici (fin dal 3000 a.c.). L obiettivo è dare al metallo
LE LAVORAZIONI PER FUSIONE 1 FONDERIA MU Automobilistico Meccanica 2 1 La fusione è una tra le tecniche più antiche per la produzione di manufatti metallici (fin dal 3000 a.c.). L obiettivo è dare al metallo
FONDERIA IN FORMA TRANSITORIA
 Matteo Strano - Tecnologia Meccanica Processi di fonderia - 73 FONDERIA IN FORMA TRANSITORIA Terra sintetica meccanico In fossa Meccanismo di indurimento forma chimico Processo al CO 2 Processo sabbiacemento
Matteo Strano - Tecnologia Meccanica Processi di fonderia - 73 FONDERIA IN FORMA TRANSITORIA Terra sintetica meccanico In fossa Meccanismo di indurimento forma chimico Processo al CO 2 Processo sabbiacemento
Esercizio B6.1 Il processo di fusione
 Esercizio B6.1 Il processo di fusione i vuole dimensionare il processo di fonderia necessario a realizzare il seguente pezzo: φ 190 φ 50 φ 90 0 0 170 Il modello tridimensionale del pezzo: 006 Politecnico
Esercizio B6.1 Il processo di fusione i vuole dimensionare il processo di fonderia necessario a realizzare il seguente pezzo: φ 190 φ 50 φ 90 0 0 170 Il modello tridimensionale del pezzo: 006 Politecnico
Processo di fonderia. LIUC - Ingegneria Gestionale 1
 Processo di fonderia LIUC - Ingegneria Gestionale 1 Processo di fonderia 1. Progettazione del getto ottenibile per fusione Esistono una serie di indicazioni specifiche per questo particolare processo tecnologico
Processo di fonderia LIUC - Ingegneria Gestionale 1 Processo di fonderia 1. Progettazione del getto ottenibile per fusione Esistono una serie di indicazioni specifiche per questo particolare processo tecnologico
Fonderia. Ottenimento di un componente nella sua forma finale attraverso la colata di metallo liquido in un adeguato contenitore
 Fonderia Ottenimento di un componente nella sua forma finale attraverso la colata di metallo liquido in un adeguato contenitore lingotti colata continua in forma - transitoria - permanente Fonderia 1 Lingotti
Fonderia Ottenimento di un componente nella sua forma finale attraverso la colata di metallo liquido in un adeguato contenitore lingotti colata continua in forma - transitoria - permanente Fonderia 1 Lingotti
TECNICHE DI FONDERIA
 TECNICHE DI FONDERIA La fonderia è probabilmente la tecnica più antica di formatura dei metalli e consiste nell immettere un metallo fuso in una cavità; dopo il raffreddamento del metallo si ottiene un
TECNICHE DI FONDERIA La fonderia è probabilmente la tecnica più antica di formatura dei metalli e consiste nell immettere un metallo fuso in una cavità; dopo il raffreddamento del metallo si ottiene un
Corso di Tecnologia Meccanica
 Corso di Tecnologia Meccanica Modulo 2.2 Tecniche di fonderia LIUC - Ingegneria Gestionale 1 La solidificazione del getto LIUC - Ingegneria Gestionale 2 Volume dei materiali e temperatura Tutti i materiali
Corso di Tecnologia Meccanica Modulo 2.2 Tecniche di fonderia LIUC - Ingegneria Gestionale 1 La solidificazione del getto LIUC - Ingegneria Gestionale 2 Volume dei materiali e temperatura Tutti i materiali
Esercitazione n 4 FONDERIA
 Esercitazione n 4 FONDERIA Si deve produrre un lotto composto da P pezzi della flangia riportata nella figura di pagina successiva. La tecnologia scelta è fonderia in terra + lavorazione per asportazione
Esercitazione n 4 FONDERIA Si deve produrre un lotto composto da P pezzi della flangia riportata nella figura di pagina successiva. La tecnologia scelta è fonderia in terra + lavorazione per asportazione
Corso di Tecnologia Meccanica
 Corso di Tecnologia Meccanica Modulo 2.4 Tecniche di fonderia LIUC - Ingegneria Gestionale 1 Fonderia in forme permanenti LIUC - Ingegneria Gestionale 2 Fusioni in forma permanente La forma è realizzata
Corso di Tecnologia Meccanica Modulo 2.4 Tecniche di fonderia LIUC - Ingegneria Gestionale 1 Fonderia in forme permanenti LIUC - Ingegneria Gestionale 2 Fusioni in forma permanente La forma è realizzata
Le lavorazioni: la formatura. Le lavorazioni: la formatura. Le lavorazioni industriali
 Le lavorazioni: la formatura Le lavorazioni: la formatura Il processo di fusione La fusione in forma transitoria La fusione in forma permanente La formatura dei polimeri Esercizi sulla fusione 2 2006 Politecnico
Le lavorazioni: la formatura Le lavorazioni: la formatura Il processo di fusione La fusione in forma transitoria La fusione in forma permanente La formatura dei polimeri Esercizi sulla fusione 2 2006 Politecnico
Corso di Tecnologia Meccanica
 Corso di Tecnologia Meccanica Modulo 2.3 Tecniche di fonderia LIUC - Ingegneria Gestionale 1 Fonderia in forme transitorie LIUC - Ingegneria Gestionale 2 Fusioni in forme transitorie Processo: 1. Progettazione
Corso di Tecnologia Meccanica Modulo 2.3 Tecniche di fonderia LIUC - Ingegneria Gestionale 1 Fonderia in forme transitorie LIUC - Ingegneria Gestionale 2 Fusioni in forme transitorie Processo: 1. Progettazione
Anno accademico 2005-06
 Università degli Studi di Firenze Dipartimento di Meccanica e Tecnologie Industriali CORSO DI: DISEGNO MECCANICO (FI) CORSO DI: DISEGNO TECNICO IND.LE (PO) Anno accademico 2005-06 Modulo 4: Tecnologie
Università degli Studi di Firenze Dipartimento di Meccanica e Tecnologie Industriali CORSO DI: DISEGNO MECCANICO (FI) CORSO DI: DISEGNO TECNICO IND.LE (PO) Anno accademico 2005-06 Modulo 4: Tecnologie
Processo di fonderia. LIUC - Ingegneria Gestionale 1
 Processo di fonderia LIUC - Ingegneria Gestionale 1 Materiali e caratteristiche Proprietà dei metalli e leghe ferrose: Fondere a temperature relativamente basse (limite superiore 1500-1600 C) Possedere
Processo di fonderia LIUC - Ingegneria Gestionale 1 Materiali e caratteristiche Proprietà dei metalli e leghe ferrose: Fondere a temperature relativamente basse (limite superiore 1500-1600 C) Possedere
Processo di fonderia. LIUC - Ingegneria Gestionale 1
 Processo di fonderia LIUC - Ingegneria Gestionale 1 Forme permanenti LIUC - Ingegneria Gestionale 2 Fusioni in forma permanente La forma è realizzata in lega metallica (acciai legati o ghise speciali)
Processo di fonderia LIUC - Ingegneria Gestionale 1 Forme permanenti LIUC - Ingegneria Gestionale 2 Fusioni in forma permanente La forma è realizzata in lega metallica (acciai legati o ghise speciali)
IL PRODOTTO DA REALIZZARE
 IL PRODOTTO DA REALIZZARE Produzione metalmeccanica 1 Parte 1: analisi della funzionalità del prodotto La trancia Una cinghia cui viene impresso un moto rotatorio da un motore esterno è collegata alla
IL PRODOTTO DA REALIZZARE Produzione metalmeccanica 1 Parte 1: analisi della funzionalità del prodotto La trancia Una cinghia cui viene impresso un moto rotatorio da un motore esterno è collegata alla
Fonderia La solidificazione di metalli
 Fonderia La solidificazione di metalli Meccanismi di solidificazione T Metalli puri T Leghe T s T i s T f s t t 1 Meccanismi di solidificazione Metallo puro: formazione dei grani con fronte piano t 0 alto
Fonderia La solidificazione di metalli Meccanismi di solidificazione T Metalli puri T Leghe T s T i s T f s t t 1 Meccanismi di solidificazione Metallo puro: formazione dei grani con fronte piano t 0 alto
Disegno di Macchine. corso per I anno della laurea in ing. meccanica Docente: ing. Francesca Campana
 Disegno di Macchine corso per I anno della laurea in ing. meccanica Docente: ing. Francesca Campana Lezione n 13 I processi di lavorazione per compone nti meccanici. Cenni sui processi di fonderia e di
Disegno di Macchine corso per I anno della laurea in ing. meccanica Docente: ing. Francesca Campana Lezione n 13 I processi di lavorazione per compone nti meccanici. Cenni sui processi di fonderia e di
Tecnologia Meccanica
 Tecnologia Meccanica Corso di Laurea in Ingegneria Meccanica Università di Bergamo Facoltà di Ingegneria Anno Accademico 2005-06 Osvaldo Carpina Docente Osvaldo.Carpina@unibg.it Orari ricevimento: Venerdì
Tecnologia Meccanica Corso di Laurea in Ingegneria Meccanica Università di Bergamo Facoltà di Ingegneria Anno Accademico 2005-06 Osvaldo Carpina Docente Osvaldo.Carpina@unibg.it Orari ricevimento: Venerdì
CLASSIFICAZIONE DEI PROCESSI DI FORMATURA PLASTICA
 CLASSIFICAZIONE DEI PROCESSI DI FORMATURA PLASTICA 1 CLASSIFICAZIONE DEI PROCESSI DI FORMATURA PLASTICA Condotta facendo riferimento ad alcuni elementi caratteristici dei processi: temperatura alla quale
CLASSIFICAZIONE DEI PROCESSI DI FORMATURA PLASTICA 1 CLASSIFICAZIONE DEI PROCESSI DI FORMATURA PLASTICA Condotta facendo riferimento ad alcuni elementi caratteristici dei processi: temperatura alla quale
Le TECNOLOGIE. di PRODUZIONE. dei MATERIALI COMPOSITI
 Le TECNOLOGIE di PRODUZIONE dei MATERIALI COMPOSITI Al fine di ottenere determinate geometrie e proprietà fisiche e meccaniche (densità, resistenza, conducibilità termica), si agisce in fase progettuale
Le TECNOLOGIE di PRODUZIONE dei MATERIALI COMPOSITI Al fine di ottenere determinate geometrie e proprietà fisiche e meccaniche (densità, resistenza, conducibilità termica), si agisce in fase progettuale
Processo CORDIS. Sistema legante inorganico per azzerare le emissioni in formatura e in colata. Dr. MINGARDI Cesare
 Processo CORDIS Sistema legante inorganico per azzerare le emissioni in formatura e in colata SUPERNOVA Brescia - 2 ottobre 2015 Introduzione I sistemi leganti utilizzati in fonderia per la formatura delle
Processo CORDIS Sistema legante inorganico per azzerare le emissioni in formatura e in colata SUPERNOVA Brescia - 2 ottobre 2015 Introduzione I sistemi leganti utilizzati in fonderia per la formatura delle
Introduzione. Motivazione dello studio
 Introduzione Motivazione dello studio Le tecniche di fonderia sono le più antiche e versatili per la produzione di greggi o di semilavorati destinati alle lavorazioni successive (generalmente per deformazione
Introduzione Motivazione dello studio Le tecniche di fonderia sono le più antiche e versatili per la produzione di greggi o di semilavorati destinati alle lavorazioni successive (generalmente per deformazione
INFLUENZA DELLA MODIFICA ALLO STRONZIO E DELLA CONDIZIONE DI SOLIDIFICAZIONE SULLA MICROSTRUTTURA IN LEGHE ALLUMINIO-SILICIO DA FONDERIA
 INFLUENZA DELLA MODIFICA ALLO STRONZIO E DELLA CONDIZIONE DI SOLIDIFICAZIONE SULLA MICROSTRUTTURA IN LEGHE ALLUMINIO-SILICIO DA FONDERIA Andrea Manente Email. manente.a64@gmail.com Cell. 3454198583 Pag.1
INFLUENZA DELLA MODIFICA ALLO STRONZIO E DELLA CONDIZIONE DI SOLIDIFICAZIONE SULLA MICROSTRUTTURA IN LEGHE ALLUMINIO-SILICIO DA FONDERIA Andrea Manente Email. manente.a64@gmail.com Cell. 3454198583 Pag.1
FONDERIA FONDERIA. Modulo di Tecnologia Meccanica I
 FONDERIA FONDERIA La fabbricazione per fusione rappresenta una delle tecniche più antiche e versatili per la realizzazione di greggi destinati alle lavorazioni per asportazione di truciolo 1 FONDERIA La
FONDERIA FONDERIA La fabbricazione per fusione rappresenta una delle tecniche più antiche e versatili per la realizzazione di greggi destinati alle lavorazioni per asportazione di truciolo 1 FONDERIA La
Tecnologie di Produzione di Parti in Materiale Composito. Corso di Tecnologie dei Materiali non Convenzionali - Prof.
 di Produzione di Parti in Materiale Composito Corso di Tecnologie dei Materiali non Convenzionali - Prof. Luigi Carrino 1 Al fine di ottenere determinate geometrie e proprietà fisiche e meccaniche (densità,
di Produzione di Parti in Materiale Composito Corso di Tecnologie dei Materiali non Convenzionali - Prof. Luigi Carrino 1 Al fine di ottenere determinate geometrie e proprietà fisiche e meccaniche (densità,
Fonderia. Ottenimento di un componente nella sua forma finale attraverso la colata di metallo liquido in un adeguato contenitore
 Ottenimento di un componente nella sua forma finale attraverso la colata di metallo liquido in un adeguato contenitore lingotti colata continua in forma -transitoria -permanente 1 Attitudine dei materiali
Ottenimento di un componente nella sua forma finale attraverso la colata di metallo liquido in un adeguato contenitore lingotti colata continua in forma -transitoria -permanente 1 Attitudine dei materiali
E per comprendere meglio cos'è una conchiglia si osservi la seguente figura che illustra il caso di una pressofusione:
 PERCHE' LA FONDERIA La fonderia presenta il vantaggio della rapidità di esecuzione e della convenienza economica nella realizzazione di pezzi la cui forma renderebbe troppo costosa o difficile la lavorazione
PERCHE' LA FONDERIA La fonderia presenta il vantaggio della rapidità di esecuzione e della convenienza economica nella realizzazione di pezzi la cui forma renderebbe troppo costosa o difficile la lavorazione
Tecnologia Meccanica
 Tecnologia Meccanica Università di Bergamo Facoltà di Ingegneria Corso di Laurea in Ingegneria Gestionale Anno Accademico 2008-09 Gianluca D Urso Docente E-mail: gianluca.d-urso@unibg.it durso@unibg.it
Tecnologia Meccanica Università di Bergamo Facoltà di Ingegneria Corso di Laurea in Ingegneria Gestionale Anno Accademico 2008-09 Gianluca D Urso Docente E-mail: gianluca.d-urso@unibg.it durso@unibg.it
Tecnologie dei vetri e dei
 Tecnologie dei vetri e dei polimeri organici PROPRIETA DEI VETRI Per i processi di formatura è importante conoscere il comportamento viscositàtemperatura del vetro. La lavorabilità del vetro dipende dalla
Tecnologie dei vetri e dei polimeri organici PROPRIETA DEI VETRI Per i processi di formatura è importante conoscere il comportamento viscositàtemperatura del vetro. La lavorabilità del vetro dipende dalla
TECNOLOGIA MECCANICA. Parte 5
 TECNOLOGIA MECCANICA Parte 5 La fabbricazione per fusione è una delle tecniche più anache, versaali ed ualizzata per la produzione di greggi desanaa alla lavorazione per asportazione di truciolo. In linea
TECNOLOGIA MECCANICA Parte 5 La fabbricazione per fusione è una delle tecniche più anache, versaali ed ualizzata per la produzione di greggi desanaa alla lavorazione per asportazione di truciolo. In linea
PROGETTAZIONE E INDUSTRIALIZZAZIONE DEL BASAMENTO DI UNA TRANCIA: dal prodotto al processo
 PROGETTAZIONE E INDUSTRIALIZZAZIONE DEL BASAMENTO DI UNA TRANCIA: dal prodotto al processo Parte 1: analisi della funzionalità del prodotto Parte 2: realizzazione del disegno del finito Parte 3: scelta
PROGETTAZIONE E INDUSTRIALIZZAZIONE DEL BASAMENTO DI UNA TRANCIA: dal prodotto al processo Parte 1: analisi della funzionalità del prodotto Parte 2: realizzazione del disegno del finito Parte 3: scelta
TRATTAMENTI TERMICI DEI MATERIALI FERROSI
 TRATTAMENTI TERMICI DEI MATERIALI FERROSI Tempra Processi di tempra A seconda di come viene eseguito il trattamento, consentono di ottenere: un cambiamento di struttura totale a temperatura ambiente con
TRATTAMENTI TERMICI DEI MATERIALI FERROSI Tempra Processi di tempra A seconda di come viene eseguito il trattamento, consentono di ottenere: un cambiamento di struttura totale a temperatura ambiente con
Tecnologie Materie Plastiche. Bibliografia De Filippi A.M., Fabbricazione di componenti in materiali polimerici
 ITIS Giulio Natta Istituto Tecnico Industriale per la meccanica e le materie plastiche - Liceo Scientifico Tecnologico Via XX settembre 14/A - Rivoli TO Tecnologie Materie Plastiche Modulo6 TERMOFORMATURA
ITIS Giulio Natta Istituto Tecnico Industriale per la meccanica e le materie plastiche - Liceo Scientifico Tecnologico Via XX settembre 14/A - Rivoli TO Tecnologie Materie Plastiche Modulo6 TERMOFORMATURA
RIGENERAZIONE DELLA SABBIA DI ANIME SPARATE CON SISTEMA LEGANTE INORGANICO
 RIGENERAZIONE DELLA SABBIA DI ANIME SPARATE CON SISTEMA LEGANTE INORGANICO RELATORI: Dott. Cesare MINGARDI Ing. Mauro FAVINI 20/12/2014 Congresso Assofond Brescia - 21/22 novembre 2014 1 SISTEMA LEGANTE
RIGENERAZIONE DELLA SABBIA DI ANIME SPARATE CON SISTEMA LEGANTE INORGANICO RELATORI: Dott. Cesare MINGARDI Ing. Mauro FAVINI 20/12/2014 Congresso Assofond Brescia - 21/22 novembre 2014 1 SISTEMA LEGANTE
Corso di Tecnologia Meccanica
 Corso di Tecnologia Meccanica Programma del corso LIUC - Ingegneria Gestionale 1 Modulo 1 - prove tecnologiche e meccaniche Prova di trazione Prova di compressione Prova di durezza (Brinell, Vickers, Rockwell)
Corso di Tecnologia Meccanica Programma del corso LIUC - Ingegneria Gestionale 1 Modulo 1 - prove tecnologiche e meccaniche Prova di trazione Prova di compressione Prova di durezza (Brinell, Vickers, Rockwell)
PRINCIPALI LAVORAZIONI MECCANICHE
 di Tecnologia Meccanica PRINCIPALI LAVORAZIONI MECCANICHE A cura dei proff. Morotti Giovanni e Santoriello Sergio GENERALITA Si intende per lavorazione meccanica una operazione eseguita manualmente o facendo
di Tecnologia Meccanica PRINCIPALI LAVORAZIONI MECCANICHE A cura dei proff. Morotti Giovanni e Santoriello Sergio GENERALITA Si intende per lavorazione meccanica una operazione eseguita manualmente o facendo
Le lavorazioni: la formatura. Le lavorazioni: la formatura. Le lavorazioni industriali
 Le lavorazioni: la formatura Le lavorazioni: la formatura Le lavorazioni industriali Il processo di fusione La fusione in forma transitoria La fusione in forma permanente Esercizi sulla fusione 2 2006
Le lavorazioni: la formatura Le lavorazioni: la formatura Le lavorazioni industriali Il processo di fusione La fusione in forma transitoria La fusione in forma permanente Esercizi sulla fusione 2 2006
CLASSIFICAZIONE DEI PROCESSI DI FORMATURA
 CLASSIFICAZIONE DEI PROCESSI DI FORMATURA 3 1. Classificazione in funzione della temperatura di processo 2. Classificazione secondo forma e dimensioni del semilavorato 3. Altre metodologie di classificazione
CLASSIFICAZIONE DEI PROCESSI DI FORMATURA 3 1. Classificazione in funzione della temperatura di processo 2. Classificazione secondo forma e dimensioni del semilavorato 3. Altre metodologie di classificazione
LAVORAZIONE DEI POLIMERI I processi per trasformare granuli e pastiglie in prodotti finiti sono numerosi.
 LAVORAZIONE DEI POLIMERI I processi per trasformare granuli e pastiglie in prodotti finiti sono numerosi. Generalmente i polimeri non vengono trasformati allo stato puro, ma miscelati con additivi che
LAVORAZIONE DEI POLIMERI I processi per trasformare granuli e pastiglie in prodotti finiti sono numerosi. Generalmente i polimeri non vengono trasformati allo stato puro, ma miscelati con additivi che
Politecnico di Torino - DIGEP A.A. 2012-2013. Esercitazione 2. Per dimensionare il diametro, si inizi a calcolare la velocità di caduta della ghisa:
 Esercitazione 2 15. Analisi del processo di fonderia Si deve fabbricare un getto in ghisa del peso di 50 kg e densità pari a 7,2 kg/dm 3. Dimensionare il diametro del canale di colata sapendo che il dislivello
Esercitazione 2 15. Analisi del processo di fonderia Si deve fabbricare un getto in ghisa del peso di 50 kg e densità pari a 7,2 kg/dm 3. Dimensionare il diametro del canale di colata sapendo che il dislivello
Pressocolati in aluminio con anime ceramiche a perdere: l approccio innovativo della simulazione
 Pressocolati in aluminio con anime ceramiche a perdere: l approccio innovativo della simulazione Andrea Panvini PiQ 2 s.r.l. Brescia, ITALY a.panvini@piq2.com PiQ2 srl 25123 Brescia Via Branze, 45 T +39
Pressocolati in aluminio con anime ceramiche a perdere: l approccio innovativo della simulazione Andrea Panvini PiQ 2 s.r.l. Brescia, ITALY a.panvini@piq2.com PiQ2 srl 25123 Brescia Via Branze, 45 T +39
Tecnologia Meccanica prof. Luigi Carrino. Solidificazione e
 Solidificazione e Difetti Cristallini nei Solidi FONDERIA Nella tecnica di fonderia il metallo, fuso nei forni, viene colato in una forma cava della quale, solidificando, assume la configurazione e le
Solidificazione e Difetti Cristallini nei Solidi FONDERIA Nella tecnica di fonderia il metallo, fuso nei forni, viene colato in una forma cava della quale, solidificando, assume la configurazione e le
Corso di Tecnologia Meccanica
 Corso di Tecnologia Meccanica Modulo 3.3 Deformazione plastica LIUC - Ingegneria Gestionale 1 Estrusione LIUC - Ingegneria Gestionale 2 Processo di estrusione Consiste nel processo di compressione di un
Corso di Tecnologia Meccanica Modulo 3.3 Deformazione plastica LIUC - Ingegneria Gestionale 1 Estrusione LIUC - Ingegneria Gestionale 2 Processo di estrusione Consiste nel processo di compressione di un
Un approccio innovativo alla progettazione degli stampi
 Un approccio innovativo alla progettazione degli stampi Andrea Panvini Università degli Studi di Brescia PiQ 2 Tommaso Botter PiQ 2 info@piq2.com IL CLIENTE RICHIEDE: Maggiore complessità dei prodotti
Un approccio innovativo alla progettazione degli stampi Andrea Panvini Università degli Studi di Brescia PiQ 2 Tommaso Botter PiQ 2 info@piq2.com IL CLIENTE RICHIEDE: Maggiore complessità dei prodotti
TECNOLOGIA MECCANICA
 TECNOLOGIA MECCANICA Ing. Produzione Industriale - Tecnologia Meccanica - Introduzione al corso - 1 TECNOLOGIE DI PRODUZIONE La tecnologia meccanica ha a che fare con il mondo del produrre. L insegnamento
TECNOLOGIA MECCANICA Ing. Produzione Industriale - Tecnologia Meccanica - Introduzione al corso - 1 TECNOLOGIE DI PRODUZIONE La tecnologia meccanica ha a che fare con il mondo del produrre. L insegnamento
Fabbricazione per fusione. Temperature di fusione. Solidificazione dei metalli. Lavorazioni per Fusione. Tecnologia Meccanica I modulo. a.a.
 Fabbricazione per fusione Lavorazioni per Fusione Tecnologia Meccanica I modulo a.a. 2015-2016 E una delle tecniche più antiche e versatili per la realizzazione di GREGGI destinati a successive lavorazioni.
Fabbricazione per fusione Lavorazioni per Fusione Tecnologia Meccanica I modulo a.a. 2015-2016 E una delle tecniche più antiche e versatili per la realizzazione di GREGGI destinati a successive lavorazioni.
FONDERIE DI SECONDA FUSIONE
 FONDERIE DI SECONDA FUSIONE Può descriverci ora con parole sue la mansione che svolgeva? Con quale frequenza svolgeva queste operazioni? Le svolgeva ogni: giorno _ n ore settimana _ n ore mese _ n ore
FONDERIE DI SECONDA FUSIONE Può descriverci ora con parole sue la mansione che svolgeva? Con quale frequenza svolgeva queste operazioni? Le svolgeva ogni: giorno _ n ore settimana _ n ore mese _ n ore
Tecnologia meccanica Fabbricazione per fusione
 Tecnologia meccanica Fabbricazione per fusione Corso dell A.A. 2005-2006 Docente di riferimento DMRN Dip. dei Materiali e delle Risorse Naturali Università di Trieste nscuor@units.it Phone: +39 040 5583449
Tecnologia meccanica Fabbricazione per fusione Corso dell A.A. 2005-2006 Docente di riferimento DMRN Dip. dei Materiali e delle Risorse Naturali Università di Trieste nscuor@units.it Phone: +39 040 5583449
INOTEC. Nuovo legante inorganico per la produzione di Anime. Congresso Assofond Ottobre 2012 Vicenza
 INOTEC Nuovo legante inorganico per la produzione di Anime Congresso Assofond Ottobre 2012 Vicenza Agenda Introduzione Descrizione del sistema Vantaggi Caso di studio Qualità del Getto 29.10.2012 INOTEC
INOTEC Nuovo legante inorganico per la produzione di Anime Congresso Assofond Ottobre 2012 Vicenza Agenda Introduzione Descrizione del sistema Vantaggi Caso di studio Qualità del Getto 29.10.2012 INOTEC
QUOTATURA. Prof. Daniele Regazzoni
 CdL in INGEGNERIA DELLE TECNOLOGIE PER LA SALUTE QUOTATURA Prof. Daniele Regazzoni University of Bergamo Department of Management, Information and Production Engineering... IN QUESTA LEZIONE Quotatura
CdL in INGEGNERIA DELLE TECNOLOGIE PER LA SALUTE QUOTATURA Prof. Daniele Regazzoni University of Bergamo Department of Management, Information and Production Engineering... IN QUESTA LEZIONE Quotatura
QUOTATURA. Ing. Davide Russo Dipartimento di Ingegneria Industriale
 QUOTATURA Ing. Davide Russo Dipartimento di Ingegneria Industriale ... NELLA PRECEDENTE LEZIONE Sezioni Introduzione al problema Definizione Indicazioni convenzionali come si eseguono Classificazione 2
QUOTATURA Ing. Davide Russo Dipartimento di Ingegneria Industriale ... NELLA PRECEDENTE LEZIONE Sezioni Introduzione al problema Definizione Indicazioni convenzionali come si eseguono Classificazione 2
Corso di Tecnologia Meccanica
 Corso di Tecnologia Meccanica Modulo 2.1 Tecniche di fonderia LIUC - Ingegneria Gestionale 1 Forni fusori LIUC - Ingegneria Gestionale 2 Materiali e caratteristiche Proprietà dei metalli e leghe ferrose:
Corso di Tecnologia Meccanica Modulo 2.1 Tecniche di fonderia LIUC - Ingegneria Gestionale 1 Forni fusori LIUC - Ingegneria Gestionale 2 Materiali e caratteristiche Proprietà dei metalli e leghe ferrose:
efi Hartner Multiplexlex è pensare in grande!
 efi Hartner Multiplexlex è pensare in grande! multiplexlex Hartner Foratura a spirale con placchetta intercambiabile Nuova placchetta intercambiabile MP 05 con geometria die taglienti ottimizzata Art.
efi Hartner Multiplexlex è pensare in grande! multiplexlex Hartner Foratura a spirale con placchetta intercambiabile Nuova placchetta intercambiabile MP 05 con geometria die taglienti ottimizzata Art.
TECNOLOGIA MECCANICA. Parte 7
 TECNOLOGIA MECCANICA Parte 7 La principale differenza è legata alle forme che sono generalmente faae in leghe metalliche (acciai legac) in modo da essere uclizzate per un numero elevato di geg. Si uclizzano
TECNOLOGIA MECCANICA Parte 7 La principale differenza è legata alle forme che sono generalmente faae in leghe metalliche (acciai legac) in modo da essere uclizzate per un numero elevato di geg. Si uclizzano
Indice. Capitolo 4 Elementi sulla struttura cristallina Introduzione Reticoli cristallini Indici di Miller...
 Capitolo 1 Tensioni e deformazioni... 1 1.1 Concetto di tensione.... 1 1.2 Relazioni tra le componenti della tensione agente su un piano... 4 1.3 Tensioni e direzioni principali... 6 1.4 Stato piano di
Capitolo 1 Tensioni e deformazioni... 1 1.1 Concetto di tensione.... 1 1.2 Relazioni tra le componenti della tensione agente su un piano... 4 1.3 Tensioni e direzioni principali... 6 1.4 Stato piano di
ESERCITAZIONE STAMPAGGIO. Tecnologia Meccanica 1
 ESERCITAZIONE STAMPAGGIO Tecnologia Meccanica 1 Vi è chiesto di studiare la realizzazione del componente descritto nel disegno (allegato 1), ottenuto mediante stampaggio a caldo nelle seguenti fasi: preformatura
ESERCITAZIONE STAMPAGGIO Tecnologia Meccanica 1 Vi è chiesto di studiare la realizzazione del componente descritto nel disegno (allegato 1), ottenuto mediante stampaggio a caldo nelle seguenti fasi: preformatura
Corso di Laurea in Ingegneria Edile
 Dip. di Ingegneria Chimica, dei Materiali e della Produzione Industriale Università Federico II di Napoli Corso di Laurea in Ingegneria Edile Corso di Tecnologia dei Materiali e Chimica Applicata (Prof.
Dip. di Ingegneria Chimica, dei Materiali e della Produzione Industriale Università Federico II di Napoli Corso di Laurea in Ingegneria Edile Corso di Tecnologia dei Materiali e Chimica Applicata (Prof.
LA COTTURA VARI METODI PER LA COTTURA DELLA CERAMICA
 LA COTTURA VARI METODI PER LA COTTURA DELLA CERAMICA PRINCIPI Nel processo di cottura avviene la trasformazione di alcuni materiali in altri, detti di neoformazione, che impartiscono le proprietà al manufatto
LA COTTURA VARI METODI PER LA COTTURA DELLA CERAMICA PRINCIPI Nel processo di cottura avviene la trasformazione di alcuni materiali in altri, detti di neoformazione, che impartiscono le proprietà al manufatto
Esempio di ciclo di fusione in forma transitoria in terra con staffe
 Esempio di ciclo di fusione in forma transitoria in terra con staffe Puleggia: disegno di definizione Informazioni d insieme dal disegno di definizione Il pezzo è assialsimmetrico: molti problemi possono
Esempio di ciclo di fusione in forma transitoria in terra con staffe Puleggia: disegno di definizione Informazioni d insieme dal disegno di definizione Il pezzo è assialsimmetrico: molti problemi possono
REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA
 REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA SETTORE ECONOMICO PROFESSIONALE 1 SETTORE MECCANICA;PRODUZIONE E MANUTENZIONE DI MACCHINE;IMPIANTISTICA Processo Metallurgia Sequenza
REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA SETTORE ECONOMICO PROFESSIONALE 1 SETTORE MECCANICA;PRODUZIONE E MANUTENZIONE DI MACCHINE;IMPIANTISTICA Processo Metallurgia Sequenza
INDICE. 1 Introduzione e panoramica. 3 proprietà dei materiali industriali. 2 materiali per applicazioni industriali. e proprietà dei prodotti
 INDICE Prefazione XI I revisori XII 1 Introduzione e panoramica della produzione 1.1 Che cos è la produzione? 4 1.1.1 La definizione della produzione 4 1.1.2 Industrie manifatturiere e prodotti 4 1.1.3
INDICE Prefazione XI I revisori XII 1 Introduzione e panoramica della produzione 1.1 Che cos è la produzione? 4 1.1.1 La definizione della produzione 4 1.1.2 Industrie manifatturiere e prodotti 4 1.1.3
Simulazione numerica, e sua validazione sperimentale, del rendimento termico dei crogioli impiegati nella fonderia di alluminio
 ASSOFOND Federazione Nazionale Fonderie XXXI Congresso di Fonderia Convegno Tecnico - Fonderia e nuovi scenari: competitività e tecnologia, le sfide del futuro Vicenza, 26 e 27 Ottobre 2012 Simulazione
ASSOFOND Federazione Nazionale Fonderie XXXI Congresso di Fonderia Convegno Tecnico - Fonderia e nuovi scenari: competitività e tecnologia, le sfide del futuro Vicenza, 26 e 27 Ottobre 2012 Simulazione
LAVORAZIONI PER FUSIONE
 LAVORAZIONI PER FUSIONE Il procedimento tecnologico più antico é quello per Fusione che, col perfezionamento dei mezzi di indagine, delle attrezzature e degli impianti, ha assunto via via carattere industriale.
LAVORAZIONI PER FUSIONE Il procedimento tecnologico più antico é quello per Fusione che, col perfezionamento dei mezzi di indagine, delle attrezzature e degli impianti, ha assunto via via carattere industriale.
struttura interna composizione chimica meccaniche e tecnologiche
 Un trattamento termico è un insieme di operazioni fatte su un materiale solido per modificarne la struttura interna, la composizione chimica e le proprietà meccaniche e tecnologiche E composto da: 1. Fase
Un trattamento termico è un insieme di operazioni fatte su un materiale solido per modificarne la struttura interna, la composizione chimica e le proprietà meccaniche e tecnologiche E composto da: 1. Fase
Un caloroso benvenuto!
 Un caloroso benvenuto! Ger Tecnologia EVACTHERM : Il moderno trattamento di sabbie legate a bentonite nelle fonderie Gerald Feuerstein, Maschinenfabrik Gustav Eirich GmbH & Co KG 1 EIRICH si presenta Maschinenfabrik
Un caloroso benvenuto! Ger Tecnologia EVACTHERM : Il moderno trattamento di sabbie legate a bentonite nelle fonderie Gerald Feuerstein, Maschinenfabrik Gustav Eirich GmbH & Co KG 1 EIRICH si presenta Maschinenfabrik
DAL GETTO STAMPATO AL PEZZO TRANCIATO
 NUOVO APPROCCIO DI VIRTUALIZZAZIONE IN PRESSOCOLATA: Cristian Viscardi Lorenzo Valente ECOTRE VALENTE srl www.ecotre.it Ruggero Pederzoli MECCANICA PI.ERRE srl www.meccanicapierre.it 1 2 3 COMPONENTE:
NUOVO APPROCCIO DI VIRTUALIZZAZIONE IN PRESSOCOLATA: Cristian Viscardi Lorenzo Valente ECOTRE VALENTE srl www.ecotre.it Ruggero Pederzoli MECCANICA PI.ERRE srl www.meccanicapierre.it 1 2 3 COMPONENTE:
PRODUZIONE E CARATTERIZZAZIONE DI PER LA PRESSOCOLATA IN SEMISOLIDO
 1 Forum Nazionale dei Giovani Ricercatori di Scienza e Ingegneria dei Materiali Parma 15-16 giugno 2006 PRODUZIONE E CARATTERIZZAZIONE DI NUOVE LEGHE D ALLUMINIO D TIXOTROPICHE PER LA PRESSOCOLATA IN SEMISOLIDO
1 Forum Nazionale dei Giovani Ricercatori di Scienza e Ingegneria dei Materiali Parma 15-16 giugno 2006 PRODUZIONE E CARATTERIZZAZIONE DI NUOVE LEGHE D ALLUMINIO D TIXOTROPICHE PER LA PRESSOCOLATA IN SEMISOLIDO
Dipartimento di Ingegneria Meccanica e Industriale. Fonderia
 Fonderia Ottenimento di un componente nella sua forma finale attraverso la colata di metallo liquido in un adeguato contenitore lingotti colata continua in forma - transitoria - permanente Fonderia 1 Attitudine
Fonderia Ottenimento di un componente nella sua forma finale attraverso la colata di metallo liquido in un adeguato contenitore lingotti colata continua in forma - transitoria - permanente Fonderia 1 Attitudine
Ottimo raffreddamento dello stampo. Missione impossibile? Parliamone! SLM - Tecnologia Selective Laser Melting 100% degli obiettivi raggiunti
 Ottimo raffreddamento dello stampo. Missione impossibile? Parliamone! SLM - Tecnologia Selective Laser Melting 100% degli obiettivi raggiunti La Tecnologia SLM: Selective Laser Melting La tecnologia di
Ottimo raffreddamento dello stampo. Missione impossibile? Parliamone! SLM - Tecnologia Selective Laser Melting 100% degli obiettivi raggiunti La Tecnologia SLM: Selective Laser Melting La tecnologia di
Processi produttivi da fuso
 Processi produttivi da fuso Fasi fondamentali - preparazione della carica e miscelazione - fusione - affinazione e omogeneizzazione - formatura - raffreddamento Le fasi fondamentali per la produzione di
Processi produttivi da fuso Fasi fondamentali - preparazione della carica e miscelazione - fusione - affinazione e omogeneizzazione - formatura - raffreddamento Le fasi fondamentali per la produzione di
LE DIVERSE FAMIGLIE DEI MATERIALI
 LE DIVERSE FAMIGLIE DEI MATERIALI MATERIALE Assumono il nome di materiale, tutte le materie prime che vengono utilizzate nella fabbricazione di un artefatto o nella costruzione di un opera (ponti, edifici,
LE DIVERSE FAMIGLIE DEI MATERIALI MATERIALE Assumono il nome di materiale, tutte le materie prime che vengono utilizzate nella fabbricazione di un artefatto o nella costruzione di un opera (ponti, edifici,
Matteo Pesci Arizzi Fonderie S. Giorgio S.p.A. XXXII Congresso di Fonderia - Brescia, 21/11/2014
 Matteo Pesci Arizzi Fonderie S. Giorgio S.p.A. OBIETTIVO DEL PROGETTO Sfruttare le capacità autoalimentanti della ghisa sferoidale Calibrare il simulatore in funzione dei parametri reali di processo (analisi
Matteo Pesci Arizzi Fonderie S. Giorgio S.p.A. OBIETTIVO DEL PROGETTO Sfruttare le capacità autoalimentanti della ghisa sferoidale Calibrare il simulatore in funzione dei parametri reali di processo (analisi
Tecnologie Materie Plastiche Modulo1 Materiali Lezione 01. Marzo 08 - Pag 1/12
 ITIS Giulio Natta Istituto Tecnico Industriale per la meccanica e le materie plastiche - Liceo Scientifico Tecnologico Via XX settembre 14/A - Rivoli TO Tecnologie Materie Plastiche Modulo1 Materiali Lezione
ITIS Giulio Natta Istituto Tecnico Industriale per la meccanica e le materie plastiche - Liceo Scientifico Tecnologico Via XX settembre 14/A - Rivoli TO Tecnologie Materie Plastiche Modulo1 Materiali Lezione
STAMPAGGIO PER COMPRESSIONE o COMPRESSION MOLDING
 Tecnologie a Stampo Chiuso STAMPAGGIO PER COMPRESSIONE o COMPRESSION MOLDING SCHEMATIZZAZIONE VANTAGGI SVANTAGGI tempi ciclo alquanto bassi (tipici da 1 a 6 minuti) elevati volumi di produzione qualità
Tecnologie a Stampo Chiuso STAMPAGGIO PER COMPRESSIONE o COMPRESSION MOLDING SCHEMATIZZAZIONE VANTAGGI SVANTAGGI tempi ciclo alquanto bassi (tipici da 1 a 6 minuti) elevati volumi di produzione qualità
scuola secondaria di primo grado istituto gianelli Tecnologia prof. diego guardavaccaro i metalli u.d. 03
 scuola secondaria di primo grado istituto gianelli Tecnologia prof. diego guardavaccaro i metalli u.d. 03 11 i metalli minerale del ferro e altoforno Il ferro è il metallo più abbondante all'interno della
scuola secondaria di primo grado istituto gianelli Tecnologia prof. diego guardavaccaro i metalli u.d. 03 11 i metalli minerale del ferro e altoforno Il ferro è il metallo più abbondante all'interno della
LE PROVE TECNOLOGICHE SUI MATERIALI METALLICI 1
 asdf LE PROVE TECNOLOGICHE SUI MATERIALI METALLICI 7 December 2011 Introduzione Le prove tecnologiche vengono eseguite allo scopo di determinare l'attitudine dei materiali a subire determinati processi
asdf LE PROVE TECNOLOGICHE SUI MATERIALI METALLICI 7 December 2011 Introduzione Le prove tecnologiche vengono eseguite allo scopo di determinare l'attitudine dei materiali a subire determinati processi
FOCUS GROUP Materiali per la progettazione meccanica MATERIALI METALLICI. Focus Group InnovaBologna
 FOCUS GROUP Materiali per la progettazione meccanica MATERIALI METALLICI Perché il MATMECH Proprietà Struttura Componenti ottimizzati in termini di proprietà e costi Processo MATERIALI METALLICI RESISTENZA
FOCUS GROUP Materiali per la progettazione meccanica MATERIALI METALLICI Perché il MATMECH Proprietà Struttura Componenti ottimizzati in termini di proprietà e costi Processo MATERIALI METALLICI RESISTENZA
Formatura in guscio. Fonderia. Tecnologia Meccanica. Shell Molding o processo Crowning - sabbia di quarzo a grani tondi prerivestita
 Formatura in guscio Shell Molding o processo Crowning - sabbia di quarzo a grani tondi prerivestita - resina termoindurente (es. fenolica) Vantaggi - buone tolleranze - buona finitura - spessori sottili
Formatura in guscio Shell Molding o processo Crowning - sabbia di quarzo a grani tondi prerivestita - resina termoindurente (es. fenolica) Vantaggi - buone tolleranze - buona finitura - spessori sottili
ATTREZZATURE PER ESTRAZIONE CON SOLVENTE LIQUIDO/LIQUIDO,
 ISTITUTO TECNICO INDUSTRIALE «G. MARCONI» FORLI Tecnologie chimiche industriali CLASSE V ATTREZZATURE PER ESTRAZIONE CON SOLVENTE LIQUIDO/LIQUIDO, Prof. Roberto Riguzzi ESTRAZIONE LIQUIDO/LIQUIDO L estrattore
ISTITUTO TECNICO INDUSTRIALE «G. MARCONI» FORLI Tecnologie chimiche industriali CLASSE V ATTREZZATURE PER ESTRAZIONE CON SOLVENTE LIQUIDO/LIQUIDO, Prof. Roberto Riguzzi ESTRAZIONE LIQUIDO/LIQUIDO L estrattore
Rettificatura. LIUC - Ingegneria Gestionale 1
 Rettificatura LIUC - Ingegneria Gestionale 1 Rettificatura Consiste in un asportazione di sovrametallo in piccolissimi trucioli mediante utensili detti mole formate da grani abrasivi uniti da un legante
Rettificatura LIUC - Ingegneria Gestionale 1 Rettificatura Consiste in un asportazione di sovrametallo in piccolissimi trucioli mediante utensili detti mole formate da grani abrasivi uniti da un legante
Nel nostro Webshop potete Lunghezza: mm
 PräziPlan acciaio piatto di precisione (a norma DIN 59350) Esecuzione: Spessore rettificato, larghezza lavorata di precisione / rettificata, lavorazione senza decarburazione su tutti i lati Tolleranze:
PräziPlan acciaio piatto di precisione (a norma DIN 59350) Esecuzione: Spessore rettificato, larghezza lavorata di precisione / rettificata, lavorazione senza decarburazione su tutti i lati Tolleranze:
VERNICIATURA PROCESSO DI VERNICIATURA
 PROCESSO DI VERNICIATURA A richiesta l aspetto estetico dei prodotti Carpal può essere migliorato attraverso un elaborata operazione di verniciatura eseguita a polveri poliestere. Il processo di verniciatura
PROCESSO DI VERNICIATURA A richiesta l aspetto estetico dei prodotti Carpal può essere migliorato attraverso un elaborata operazione di verniciatura eseguita a polveri poliestere. Il processo di verniciatura
Studio di massima dell albero e prototipazione del compressore per un gruppo di sovralimentazione ad altissimo rapporto di compressione
 Studio di massima dell albero e prototipazione del compressore per un gruppo di sovralimentazione ad altissimo rapporto di compressione Tesi di laurea di Marco Lambertini Questo lavoro si inserisce in
Studio di massima dell albero e prototipazione del compressore per un gruppo di sovralimentazione ad altissimo rapporto di compressione Tesi di laurea di Marco Lambertini Questo lavoro si inserisce in
Esercitazione: ciclo di stampaggio
 Esercitazione: ciclo di stampaggio Disegno di definizione: flangia Informazioni generali dal disegno di definizione: Pezzo assialsimmetrico N di pezzi da fabbricare Materiale:C15 Ingombri: 126x70mm Superfici
Esercitazione: ciclo di stampaggio Disegno di definizione: flangia Informazioni generali dal disegno di definizione: Pezzo assialsimmetrico N di pezzi da fabbricare Materiale:C15 Ingombri: 126x70mm Superfici