Via degli Andreani, Sasso Marconi (BO) Tel: Fax:
|
|
|
- Veronica Serafini
- 5 anni fa
- Visualizzazioni
Transcript

")


1 Via degli Andreani, Sasso Marconi (BO) Tel: Fax: info@tecnimetal-tm.com
2


3 PRINCIPI DELLA RULLATURA Le lavorazioni superficiali a freddo sono utilizzate per: 1. Migliorare la finitura superficiale 2. Incrementare le caratteristiche di resistenza 3. Migliorare la calibrazione dimensionale L idea di base è provocare una deformazione plastica nel materiale applicando una pressione relativamente bassa così da ottenere un indurimento superficiale. Ogni superficie lavorata con utensili ad asportazione di truciolo ha una tipica finitura influenzata dalla geometria del tagliente e dall avanzamento. La qualità, la rugosità e la durezza della superficie sono notevolmente migliorabili con la rullatura. La rullatura è una lavorazione senza asportazione di materiale con la quale la rugosità della superficie viene diminuita grazie alla deformazione plastica del materiale data dalla pressione esercitata dai rulli. La rullatura è un metodo di lavorazione a deformazione plastica in uso fin dagli anni 70. Nel corso del tempo sono stati documentati miglioramenti nella durata, resistenza alla corrosione e minori rotture nei particolari rullati, inoltre sono stati stabiliti parametri per la minimizzazione della rugosità e/o massimizzazione della durezza superficiale e sviluppati modelli per la determinazione degli stress residui dopo il processo di deformazione. Il principio della rullatura è di trasferire la forza applicata ad un rullo sulla superficie secondo una certa traiettoria. Durante la rotazione l area di contatto è così piccola che sulla superficie di contatto viene applicata una pressione a frequenza che richiede poca energia e forza volvente. Nella figura 1 si vede lo schema di un processo di rullatura con rullo sferico. (A) primo contatto con la superficie lavorata. (B) superamento del punto di snervamento e conseguente deformazione plastica. (D) profondità della pressione. Dopo che il materiale è stato sottoposto al massimo stress di compressione nella sezione (C) comincia il ritorno elastico. (E) Superficie rullata, superficie liscia e stress residuo di compressione. Lo stress di compressione raggiunge la profondità di circa 1mm incrementando la durezza superficiale. EFFETTI DELLA RULLATURA Rugosità superficiale di µm(Ra) (ISON2, N3) Tolleranze di 0.01mm o meglio Incremento durezza superficiale HBR dal 30% al 70% Oltre il 300% di incremento nella resistenza da rotture per affaticamento Eliminazione di fattori di stress, corrosione e rotture Incremento della resistenza alla corrosione Eliminazione dei segni di lavorazione, graffi e porosità Riduzione dell attrito di oltre il 35% Riduzione del livello di rumorosità CAMPI DI UTILIZZO DEI RULLATORI La rullatura può essere eseguita su tutte le superfici sia interne che esterne che abbiano una simmetria di rotazione (fori, cilindri, coni, ecc) ed anche su piani. Si esegue dopo le lavorazioni meccaniche di foratura, alesatura, barenatura, tornitura, rettifica, ecc. VANTAGGI DELLA RULLATURA RISPETTO AI METODI DI LAVORAZIONE TRADIZIONALI L utensile ha un costo ridotto rapportato alla sua durata Nessuna asportazione di truciolo. Abbassamento dei valori di rugosità (vengono schiacciate le creste e riempite le valli) per cui si ottengono superfici estremamente lisce. Estrema velocità di lavorazione: mm/giro per gli utensili multirullo, mm/giro per quelli monorullo Vantaggi di natura meccanica: incremento della resistenza alla corrosione e durezza superficiale Il rullatore non è soggetto a modifica delle misure per usura, quindi ha una funzione di calibratore delle tolleranze di lavorazione e permette di ottenere risultati costanti per tutto il lotto di produzione. Il rullatore è utilizzabile su macchine convenzionali, manuali o CNC. La durata dell utensile è estremamente lunga, si possono lavorare dai ai pezzi senza manutenzione dell utensile, è sufficiente sostituire i rullini quando necessario.

4 STRUTTURA DEL RULLATORE TESTA: vi sono dei rulli di acciaio temprato trattenuti da una gabbia, all interno della testa si trova un mandrino conico anche esso di acciaio temprato. CORPO: All interno del corpo vi è un meccanismo micrometrico che tramite lo spostamento del mandrino consente la regolazione in + o del diametro di rullatura con salti di 2.5µm (0.0025mm) entro un campo di azione che in genere è di 1mm per i rullatori f/passante e 0.5mm per quelli f/cieco. GAMBO: il gambo consente l attacco del rullatore ad un qualsiasi mandrino. Può essere cono morse, cilindrico, cilindrico weldon oppure speciale. RULLATORE PER ESTERNI 1. RULLI 2. CONO 3. GABBIA 4. CORPO 5. GHIERA 6. GAMBO RULLATORE PER INTERNI 1. RULLI 2. TESTA 3. GABBIA 4. CORPO 5. GAMBO 6. GHIERA AVANZAMENTO FORO REGOLAZIONE Vi sono rullatori per foro cieco o passante. Nei modelli per foro passante si può scegliere la configurazione per avanzamento a macchina per uso su CNC o autoavanzamento per utilizzo manuale. Diametro Rullatore (mm) Sovrametallo (mm) I valori sono approssimativi e dipendono da variabili quali tipologia e durezza del materiale, finitura prima della rullatura, ecc E necessario fare attenzione a che la finitura e dimensione del particolare da rullare siano il più costanti possibile per evitare fenomeni di sfogliamento del materiale che pregiudicherebbero anche la durata del rullatore. Ø mm Velocità rotazione g/min INTERNI Rullatore Rotazione Pezzo Fermo ESTERNI Pezzo Rotazione Rullatore Fermo INTERNI Pezzo Rotazione Rullatore Fermo ESTERNI Rullatore Rotazione Pezzo Fermo Avanzamento mm/giro , , , , , , , , , , , , , , , , , , , , , , ,50 MATERIALI Con l aumentare della durezza diminuisce la possibilità di deformazione plastica del materiale, la rullatura può essere eseguita fino a valori di durezza di max HRc Si possono eseguire indifferentemente lavorazioni in cui il particolare è fermo ed è il rullatore a ruotare o viceversa. E disponibile un campo di regolazione standard, ma a richiesta è anche possibile avere un campo di regolazione speciale. PARAMETRI LAVORAZIONE La rullatura non provoca cambiamenti di volume nei particolari, in quanto non vi è asportazione di materiale. Il materiale viene ridistribuito, quindi si può verificare una leggera alterazione di diametro dovuta allo schiacciamento delle creste, per questo motivo dalle precedenti lavorazioni è necessario lasciare un sovrametallo variabile a seconda del diametro e del grado di finitura. RULLATURA & FLEX-HONE Prima della rullatura di interni è possibile preparare la superficie con il Flex-Hone, questa lavorazione uniforma la finitura eliminando i picchi troppo elevati e libera la microstruttura del metallo da eventuali residui che altrimenti verrebbero spalmati dai rulli per poi distaccarsi durante l uso dei particolari. Il Flex-Hone può essere anche utilizzato dopo la rullatura, se la superficie risulta troppo liscia e si hanno problemi di incollaggio degli O-ring o parti in scorrimento. Il Flex-Hone, rispettando le dimensioni e mantenendo o migliorando la rugosità superficiale, conferisce una finitura a tratti incrociati per una migliore ritenzione del film lubrificante ed un aumento delle prestazioni in termini di scorrimento, tenuta O-ring, durata.

5 Ra Spianatura Foratura Fresatura Alesatura Tornitura Rullatura Rettifica Levigatura Lappatura Valori di norma Valori meno frequenti Materiale Acciaio Inox Ghisa Alluminio Bronzo D. mm Sovrametallo mm Ra Prima della Rullatura Ra Dopo la Rullatura Durezza BHN Da 212 a % Da 230 a % Da 180 a % Da 100 a % Da 134 a % Durezza HRc Da 14 a % Da 20 a % Da 6 a % / /
 mm Cono Morse Ø a mm L. Utile di Rullatura mm F/Passante F/Cieco L. Fuori Pinza L. Fuori Pinza mm mm 0a 3.0 4.25-0.")







6 RULLATORI PER INTERNI Ingombro Fuori Pinza Ø a Utile di Rullatura Mod Foro Ø mm Foro Passante Av. Macchina Campo di Regolazione Rulli Foro Cieco Av. Macchina Foro Passante Auto Avanzamento Rulli No Mod. No Mod. Gambo Cil. (Øe x L) mm Cono Morse Ø a mm L. Utile di Rullatura mm F/Passante F/Cieco L. Fuori Pinza L. Fuori Pinza mm mm 0a / / x50-26 A richiesta - - 0a / / x50 CM1 30 A richiesta - - Ia / / / x50 CM Ia / / / x50 CM Ia / / / x50 CM Ia / / / x50 CM Ia / / / x50 CM Ia / / / x50 CM Ia / / / x50 CM Ia / / / x50 CM Ia / / / x50 CM Ib / / / x50 CM Ib / / / x50 CM Ic / / / x50 CM Id / / / x50 CM Id / / / x50 CM Id / / / x50 CM IIa / / / x50 CM2 30 illimitato IIa / / / x50 CM2 30 illimitato IIIb / / / x50 CM2 30 illimitato IIIb / / / x50 CM2 30 illimitato III / / / x56 CM3 48 illimitato III / / / x56 CM3 48 illimitato III / / / x56 CM3 48 illimitato III / / / x56 CM3 48 illimitato IV / / / x60 CM4 62 illimitato IV / / / x60 CM4 62 illimitato IV / / / x60 CM4 62 illimitato IV / / / x60 CM4 62 illimitato IV / / / x60 CM4 62 illimitato V / / / x60 CM4 62 illimitato V / / / x60 CM4 62 illimitato V / / / x60 CM4 62 illimitato V / / / x60 CM4 62 illimitato V / / / x60 CM4 62 illimitato V / / / x80 CM5 89 illimitato A RICHIESTA POSSIAMO REALIZZARE UTENSILI OLTRE Ø300mm O LUNGHEZZE SPECIALI PER ORDINARE UN RULLATORE COMUNICATECI: DIAMETRO DI LAVORO SE FORO PASSANTE O CIECO (O FINO A BATTUTA SE LAVORAZIONE DI ESTERNI) MATERIALE E SPESSORE DI PARETE TIPO DI GAMBO DESIDERATO POSSIAMO REALIZZARE IN TEMPI BREVI UTENSILI SPECIALI PER LA VOSTRA SPECIFICA ESIGENZA
 (Øe xl xøin mm) Macchina Avanzamento Av.Macc. (mm) (L mm) Numero Rulli Ø a mm Ø b mm C (mm) 3 5 +0.1/-0.2 +0.1/-0.25 +0.0/-0.2 - CM2 (78.")
 Ø25x56 Ø40x70xØ28 5 66 74 100 110 18 21 +0.1/-0.4 +0.1/-0.5 +0.0/-0.2 78 CM3 (98) Ø25x56 Ø40x70xØ28 6 66 74 100 110 22 25 +0.1/-0.4 +0.1/-0.5 +0.0/-0.2 78 CM3 (98) Ø25x56 Ø40x70xØ28 7 66 74 100 110 26 38 +0.")
 Ø40x70 Ø110x110xØ88 13 138 149 130 143 86 95 +0.1/-0.6 +0.1/-0.7 +0.0/-0.2 125 CM5 (155.5) Ø50x80 Ø150x120xØ113 9 177 192 140 153 96 105 +0.1/-0.6 +0.1/-0.7 +0.0/-0.2 125 CM5 (155.5) Ø50x80 Ø150x120xØ113 11 177 192 140 153 106 110 +0.")
7 RULLATORI PER ESTERNI Mod S1 S2 S3 S4 S5 Foro Ø mm Campo di Regolazione Gambo non Passante Gambo Passante Passante Passante Fino a Campo Cono Cilindrico Cilindrico Av. Auto Battuta Lavoro Morse (mm) (Øe xl xøin mm) Macchina Avanzamento Av.Macc. (mm) (L mm) Numero Rulli Ø a mm Ø b mm C (mm) / / / CM2 (78.5) - Ø25x56xØ / / / CM2 (78.5) - Ø25x56xØ / / / CM2 (78.5) - Ø25x56xØ / / / CM2 (78.5) - Ø25x56xØ / / / CM3 (98) Ø25x56 Ø40x70xØ / / / CM3 (98) Ø25x56 Ø40x70xØ / / / CM3 (98) Ø25x56 Ø40x70xØ / / / CM4 (123) Ø40x70 Ø80x90xØ / / / CM4 (123) Ø40x70 Ø80x90xØ / / / CM4 (123) Ø40x70 Ø110x110xØ / / / CM4 (123) Ø40x70 Ø110x110xØ / / / CM5 (155.5) Ø50x80 Ø150x120xØ / / / CM5 (155.5) Ø50x80 Ø150x120xØ / / / CM5 (155.5) Ø50x80 Ø150x120xØ PER ORDINARE UN RULLATORE COMUNICATECI: DIAMETRO DI LAVORO SE FORO PASSANTE O CIECO (O FINO A BATTUTA SE LAVORAZIONE DI ESTERNI) MATERIALE E SPESSORE DI PARETE TIPO DI GAMBO DESIDERATO POSSIAMO REALIZZARE UTENSILI SPECIALI PER LA VOSTRA SPECIFICA ESIGENZA min max




8 RULLATORI ANGOLARI E PER SUPERFICI PIANE RULLATORI PER RAGGI




9 SERIE MICRO - RULLATORI PER FANTINA MOBILE Rullatori per interni, esterni ed a singolo rullo in versione compatta per l utilizzo su fantina mobile. Le ridotte dimensioni fuori pinza li rendono utilizzabili direttamente in macchina evitando costose lavorazioni in ripresa spesso necessarie a causa dell impossibilità ad installare i normali rullatori nei limitati spazi disponibili sui torni a fantina mobile. Alcune delle dimensioni indicate possono essere variate a richiesta, per venire incontro alle specifiche esigenze dell applicazione o della macchina. SRHB Singolo Rullo MicroMOD - Esterni Diametri: 1-10mm Passante o fino a battuta A richiesta si possono fornire diametri, lunghezze e dimensioni speciali MicroID - Interni Diametri: 6-10mm Lunghezze: 15-65mm Foro cieco o passante A richiesta si possono fornire diametri, lunghezze e dimensioni speciali MicroMIC - Coni Diametro: da 2.0mm Angolo: da 60

 MATERIALI Tutti i materiali con durezza fino a 45Hrc.")



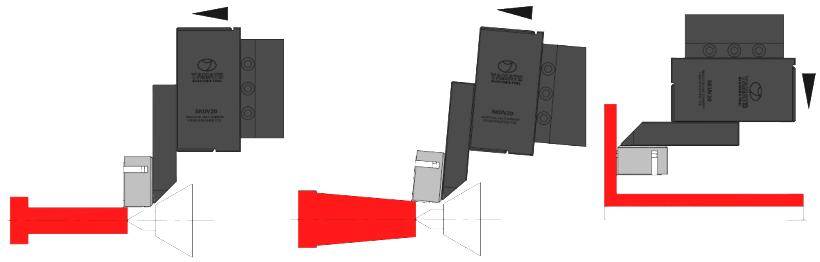
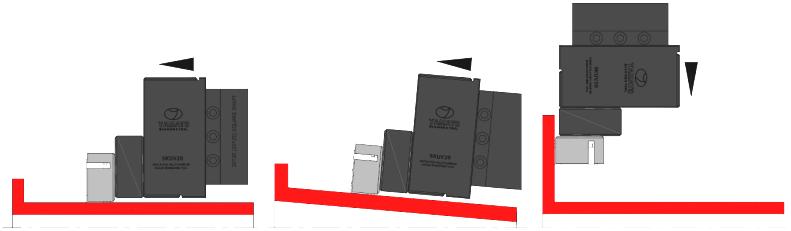
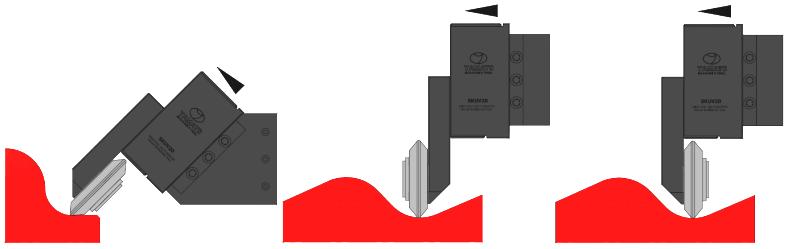
10 SKUV UTENSILE MODULARE A SINGOLO RULLO GEOMETRIA DEI PARTICOLARI DA LAVORARE SKUV può essere utilizzato su: Diametri esterni ed interni cilindrici Conicità Superfici piane, curve, sferiche o semisferiche Raggi di raccordo. TIPOLOGIA DELLE MACCHINE SKUV deve essere utilizzato su macchine che prevedono la rotazione del particolare da lavorare (torni classici, autoapprendimento o CNC) MATERIALI Tutti i materiali con durezza fino a 45Hrc. LUBRIFICAZIONE Per ottenere i migliori risultati e non usurare precocemente i rulli è richiesta lubrificazione. Possono essere utilizzati lubrorefrigeranti o oli interi sia minerali che sintetici. PARAMETRI DI LAVORO Materiale da Lavorare Acciaio al carbonio, Leghe di acciaio, Inox, Ghisa Alluminio, Velocità Periferica m/min Avanzamento mm/giro Carico N 50 ~ 150 0,05 ~ 1, ~ ~ 200 0,05 ~ 1, ~ 500 Leghe di rame Durante le operazioni di rullatura solo 1 rullo è in uso, gli altri sono di ricambio e possono essere ruotati in posizione di lavoro in modo facile e veloce. SISTEMA MODULARE SKUV TESTA DI ADATTATORE CORPO ATTACCO RULLATURA PRIMA DELLA RULLATURA DOPO LA RULLATURA PERCORSO DI AVVICINAMENTO NELLE CONFIGURAZIONI A 90 E A 45



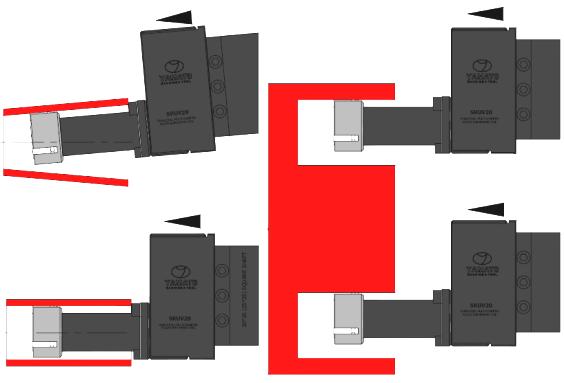
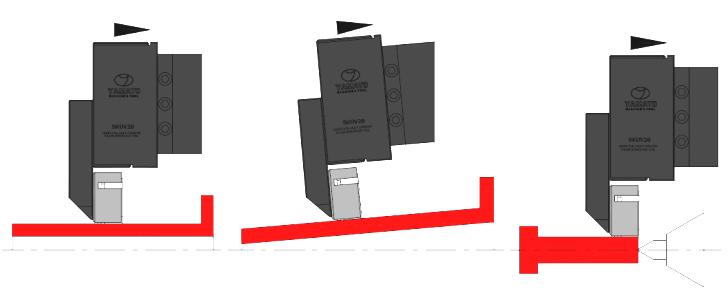
11 DIFFERENTI CONFIGURAZIONI DELLO SVKUV20 SKUV SKUV SKUV




12 SKUV SKUV SKUV20-2.5R80-001






13 Alcuni Esempi di SKUV-20 Speciali

14 SKUV30 - Rullatura Pesante Lo SKUV30 è studiato per applicazioni di rullatura pesante di superfici e raggi di raccordo su particolari soggetti ad elevati carichi come assali, assili, alberi di trasmissione, alberi di turbine per generazione, ecc Lo SKUV30 arriva a sviluppare oltre 7KN di pressione nell utilizzo con adattatore a 90 e oltre 4KN nell utilizzo con adattatore a 45, con una lunga durata del rullo. Incremento nella resistenza meccanica indotto dagli stress residui di compressione superficiale Incremento durezza superficiale Rugosità superficiale migliorata Eliminazione di fattori di stress, corrosione e rotture Incremento della resistenza alla corrosione Eliminazione dei segni di lavorazione, graffi e porosità Riduzione dell attrito Riduzione del livello di rumorosità


15 BSBT Rullatore a singolo rullo per Centro di Lavoro o Alesatrice Sistema modulare BSBT con bracci intercambiabili per adattarsi a differenti diametri. Fornibile con mandrino TC-DIN69871, BT-MAS, HSK, ecc




16 BSBT Bareno a singolo rullo per Tornio Il BSBT è un utensile rullatore a singolo rullo con sistema di prolunghe, le velocità sono le medesime dei modelli SKUV-20. GRV Rullatore a singolo rullo bidirezionale Il GRV è un rullatore a singolo rullo la cui prerogativa è quella di poter lavorare in due direzioni, con questo utensile si riescono quindi ad eseguire lavorazioni per cui generalmente sono necessari due utensili. Il GRV è fornibile in differenti configurazioni a seconda dell applicazione.



17 YDB RULLATORE DIAMANTATO L'YDB può lavorare agevolmente i materiali più disparati con durezza fino a oltre 60/65Hrc. Si utilizza in passata come un utensile. Va utilizzato con refrigerazione. La finitura ottenibile dipende da vari fattori quali la tipologia di materiale, la sua durezza e la finitura prima della rullatura, nonché dalla velocità e pressione di lavoro, ma generalmente si ottengono valori di Ra da 0.3 fino a L YDB come standard è fornito in due differenti configurazioni di testina installabile ed adattabile alla maggior parte delle applicazioni, vi è poi la possibilità di studiare modelli di YDB speciali a seconda dell applicazione e particolare esigenza del cliente. PARAMETRI DI LAVORO Velocità di taglio: 100/250 m/min Avanzamento: mm/giro Pressione di lavoro: Taglio continuo: mm (max 0.1mm) Taglio interrotto: 0.02mm (max 0.05mm) N.B. vanno utilizzati con refrigerazione (emulsione) se il diamante supera i 650 diventa grafite. YDB Testina Standard r2.5 YDB Testina Mini r2.5
.")




18 CMID RULLATORE A COMPENSAZIONE AUTOMATICA Il CMID è utilizzato dove vi è l esigenza di una elevata finitura superficiale e non si riesce ad avere una costanza dimensionale sul diametro da lavorare (tolleranza dimensionale molto ampia oppure leggera conicità). Il CMID è dotato di un sistema di controllo della pressione che gli consente di adattarsi al diametro di lavoro mantenendo costante la forza di rullatura. Il CMID è utilizzabile su CNC, utensili motorizzati, manualmente su trapano a colonna, ecc ESEMPIO CMID DA D A 13.45mm RULLATORI PER POMPE E MOTORI IDRAULICI Serie di rullatori studiati per la lavorazione dei cilindri di pompe e motori idraulici a pistoni assiali. La particolare conformazione di questi rullatori consente di abbassare il valore di Ra mantenendo la tolleranza di cilindricità ottenuta con la precedente alesatura di precisione. Il microindurimento ottenuto con la rullatura produce inoltre una superficie con migliori caratteristiche di resistenza. Possono essere utilizzati in tutte le applicazioni con spessore di parete sottile o non uniforme dove è richiesta una elevata precisione di rotondità. REALIZZAZIONE DI UTENSILI SPECIALI IN TEMPI BREVI Si possono fornire modelli speciali per la risoluzione della Vs. particolare esigenza e/o problematica di lavorazione, tra le possibilità di scelta più comuni vi possono essere: Campo di regolazione personalizzato Gambo speciale Rullatori per pareti sottili Rullatori per taglio interrotto Rullatori Extra corti o Extra lunghi Rullatori con dimensioni oltre d.300mm di diametro Utensili compatti per eventuali problemi di spazio all interno del CNC Attrezzature di rullatura Siamo in grado proporre soluzioni personalizzate in grado di risolvere uno specifico problema di rullatura e passare all eventuale realizzazione e consegna dell utensile entro tempi molto brevi che nella maggior parte dei casi sono inferiori a due settimane dalla definizione e conferma dell utensile da parte del cliente.








19 RULLATRICE PER ESTERNI Miglioramento rugosità - Produzione di massa Elimina le lavorazioni di rettifica e lappatura OPEM è una rullatrice automatica per esterni usata per la finitura superficiale di spine, alberame, alberi di ammortizzatori, ecc. E utilizzabile su tutti i particolari ove richiesta una finitura superficiale a specchio. OPEM è ad auto-avanzamento, può rullare alberi di ogni lunghezza senza che sia richiesta un automazione esterna per l avanzamento, un eventuale automazione esterna è richiesta solo per il carico e lo scarico dei pezzi in applicazioni di produzione di massa. OPEM riduce notevolmente i costi di produzione eliminando i vari passaggi necessari per ottenere una finitura speculare (rettifica e diversi passaggi in lappatura). ESEMPI DI APPLICAZIONI Alberi per stampanti, Alberi di motori elettrici, Pistoncini dei freni Alberi per ammortizzatori Coils, fili, ecc DIAMETRI LAVORABILI: 1 25mm LUNGHEZZA ILLIMITATA VELOCITA : mm/sec MOTORIZZAZIONE: AC220V 1.5KW UNITA DI LUBRIFICAZIONE MIPEM - RULLATRICE PER ESTERNI Stesse caratteristiche della OPEM, ma maggiore versatilità per le ridotte dimensioni. Facilmente integrabile. EXPANDER
20
Utensili rullatori. Tecnologia della rullatura. Vantaggi della rullatura DREX -TOOLS UTENSILI RULLATORI
 Utensili rullatori La DREX -TOOLS vanta sin dal 1980 una solida esperienza nel settore della rullatura. L azienda, con il supporto di personale tecnico di vasta esperienza, ha creato una nuova linea di
Utensili rullatori La DREX -TOOLS vanta sin dal 1980 una solida esperienza nel settore della rullatura. L azienda, con il supporto di personale tecnico di vasta esperienza, ha creato una nuova linea di
Questo documento spiega come raggiungere l'accuratezza dimensionale e la finitura desiderata attraverso le tre fasi.
 Sovrametallo Sovrametallo Sovrametallo Rullatori La lavorazione di rullatura si svolge in tre fasi: 1. Lavorazione pre rullatura 2. Settaggio del rullatore 3. Applicazione e lavorazione Questo documento
Sovrametallo Sovrametallo Sovrametallo Rullatori La lavorazione di rullatura si svolge in tre fasi: 1. Lavorazione pre rullatura 2. Settaggio del rullatore 3. Applicazione e lavorazione Questo documento
Serie TE per diametri esterni. Caratteristiche tecniche. Struttura dell utensile DREX -TOOLS UTENSILI RULLATORI
 Serie TE per diametri esterni Diametri esterni senza spallamento tipo TEH da diametro a 8 mm Diametri esterni contro spallamento tipo TEB da diametro a 8 mm Caratteristiche tecniche I rullatori per diametri
Serie TE per diametri esterni Diametri esterni senza spallamento tipo TEH da diametro a 8 mm Diametri esterni contro spallamento tipo TEB da diametro a 8 mm Caratteristiche tecniche I rullatori per diametri
FDT Utensili a compensazione per sbavatura su CNC o robot, con o senza motore pneumatico
 SMT PMT HMT Utensili marcatori per CNC o robot Marcatura a graffio o micropercussione ad aria o refrigerante FDT Utensili a compensazione per sbavatura su CNC o robot, con o senza motore pneumatico Utensile
SMT PMT HMT Utensili marcatori per CNC o robot Marcatura a graffio o micropercussione ad aria o refrigerante FDT Utensili a compensazione per sbavatura su CNC o robot, con o senza motore pneumatico Utensile
******************************************************************************************************************* LEGGERE CON ATTENZIONE QUESTO
 ******************************************************************************************************************* LEGGERE CON ATTENZIONE QUESTO MANUALE PRIMA DI UTILIZZARE L UTENSILE *******************************************************************************************************************
******************************************************************************************************************* LEGGERE CON ATTENZIONE QUESTO MANUALE PRIMA DI UTILIZZARE L UTENSILE *******************************************************************************************************************
Aumentare la produttività in assoluto silenzio. Silent Tools
 Aumentare la produttività in assoluto silenzio Silent Tools Godetevi il silenzio Silent Tools è da lungo tempo un marchio affermato per una famiglia di utensili antivibranti per tornitura, fresatura, barenatura
Aumentare la produttività in assoluto silenzio Silent Tools Godetevi il silenzio Silent Tools è da lungo tempo un marchio affermato per una famiglia di utensili antivibranti per tornitura, fresatura, barenatura
le lavorazioni a freddo asportazione di
 le lavorazioni a freddo asportazione di le lavorazioni ad asportazione di truciolo la struttura truciolo delle macchine utensili lo studio del processo di asportazione di truciolo riveste un importanza
le lavorazioni a freddo asportazione di le lavorazioni ad asportazione di truciolo la struttura truciolo delle macchine utensili lo studio del processo di asportazione di truciolo riveste un importanza
UTENSILI & MACCHINE per RULLATURA PELATURA-RULLATURA RULLATURA PROFONDA
 UTENSILI & MACCHINE per RULLATURA PELATURA-RULLATURA RULLATURA PROFONDA Direzione di avanzamento Senso di Rotazione Senso di Rotazione Pezzo in lavorazione Tecnologia della Rullatura Pag. 2-3 INDICE Tipo
UTENSILI & MACCHINE per RULLATURA PELATURA-RULLATURA RULLATURA PROFONDA Direzione di avanzamento Senso di Rotazione Senso di Rotazione Pezzo in lavorazione Tecnologia della Rullatura Pag. 2-3 INDICE Tipo
LE LAVORAZIONI INDUSTRIALI
 LE LAVORAZIONI INDUSTRIALI Tornitura Foratura Fresatura Rettifica Altre lavorazioni 1 LAVORAZIONI INDUSTRIALI Nelle lavorazioni industriali per asportazione di truciolo sono sempre presenti: Pezzo Grezzo
LE LAVORAZIONI INDUSTRIALI Tornitura Foratura Fresatura Rettifica Altre lavorazioni 1 LAVORAZIONI INDUSTRIALI Nelle lavorazioni industriali per asportazione di truciolo sono sempre presenti: Pezzo Grezzo
YGI-0319 DREAM DRILLS FLAT BOTTOM
 YGI-0319 DREAM DRILLS FLAT BOTTOM Flat Bottom senza fori di refrigerazione (2XD) SERIE CORTA FOTO DESCRIZIONE MIN DIM. MAX PAG. Flat Bottom 2xD senza fori di refrigerazione CORTA D3.0 D20.0 4 Parametri
YGI-0319 DREAM DRILLS FLAT BOTTOM Flat Bottom senza fori di refrigerazione (2XD) SERIE CORTA FOTO DESCRIZIONE MIN DIM. MAX PAG. Flat Bottom 2xD senza fori di refrigerazione CORTA D3.0 D20.0 4 Parametri
REV MANDRINI CAPTO
 REV 01 2018 MANDRINI CAPTO Indice MANDRINO PORTAFRESE FISSO 7 MANDRINO PORTAFRESE FISSO 7 MANDRINO PORTAFRESE COMBINATO 8 MANDRINO PORTAFRESE COMBINATO 8 MANDRINO 9 MANDRINO DI RIDUZIONE 9 MANDRINO PORTAPUNTE
REV 01 2018 MANDRINI CAPTO Indice MANDRINO PORTAFRESE FISSO 7 MANDRINO PORTAFRESE FISSO 7 MANDRINO PORTAFRESE COMBINATO 8 MANDRINO PORTAFRESE COMBINATO 8 MANDRINO 9 MANDRINO DI RIDUZIONE 9 MANDRINO PORTAPUNTE
******************************************************************************************************************* LEGGERE CON ATTENZIONE QUESTO
 ******************************************************************************************************************* LEGGERE CON ATTENZIONE QUESTO MANUALE PRIMA DI UTILIZZARE L UTENSILE *******************************************************************************************************************
******************************************************************************************************************* LEGGERE CON ATTENZIONE QUESTO MANUALE PRIMA DI UTILIZZARE L UTENSILE *******************************************************************************************************************
Rullatura a freddo di trasmissioni cardaniche
 Rullatura a freddo di trasmissioni cardaniche 1. Rullatura a freddo di trasmissioni cardaniche... 1 1.1 Dentature... 1 1.2 Materiali... 1 1.3 Precisione di dentatura... 2 1.4 Modulo... 2 1.5 Esempio velocità
Rullatura a freddo di trasmissioni cardaniche 1. Rullatura a freddo di trasmissioni cardaniche... 1 1.1 Dentature... 1 1.2 Materiali... 1 1.3 Precisione di dentatura... 2 1.4 Modulo... 2 1.5 Esempio velocità
efi Hartner Multiplexlex è pensare in grande!
 efi Hartner Multiplexlex è pensare in grande! multiplexlex Hartner Foratura a spirale con placchetta intercambiabile Nuova placchetta intercambiabile MP 05 con geometria die taglienti ottimizzata Art.
efi Hartner Multiplexlex è pensare in grande! multiplexlex Hartner Foratura a spirale con placchetta intercambiabile Nuova placchetta intercambiabile MP 05 con geometria die taglienti ottimizzata Art.
Silent Tools. Aumentare la produttività in assoluto silenzio
 Silent Tools Aumentare la produttività in assoluto silenzio Godetevi il silenzio Silent Tools è da lungo tempo un marchio affermato per una famiglia di utensili antivibranti per tornitura, fresatura, barenatura
Silent Tools Aumentare la produttività in assoluto silenzio Godetevi il silenzio Silent Tools è da lungo tempo un marchio affermato per una famiglia di utensili antivibranti per tornitura, fresatura, barenatura
Jongen Italia s.r.l. Jongen UNI-MILL Punte in metallo duro VHB DR20. 5xD
 Jongen Italia s.r.l. Jongen UNI-MILL Punte in metallo duro VHB 55505 DR20 5xD 1 Gli utensili Il programma di punte in metallo duro della Jongen é stata concepita per la foratura universale su diversi tipi
Jongen Italia s.r.l. Jongen UNI-MILL Punte in metallo duro VHB 55505 DR20 5xD 1 Gli utensili Il programma di punte in metallo duro della Jongen é stata concepita per la foratura universale su diversi tipi
Trapani
 DRILL 20-25-35 Capacità foratura Dist. Colonna mandrino Cono mandrino Numero giri/velocità Diametro colonna Corsa canotto Dist. Mandrino-base Dimensione tavola Altezza della macchina Motore DRILL 20 20
DRILL 20-25-35 Capacità foratura Dist. Colonna mandrino Cono mandrino Numero giri/velocità Diametro colonna Corsa canotto Dist. Mandrino-base Dimensione tavola Altezza della macchina Motore DRILL 20 20
Riferimenti: Levi/Zompì Tecnologia meccanica cap. 6 Giusti/Santochi Tecnologia meccanica cap. 9
 LAVORAZIONI DI FORATURA - ALESATURA Riferimenti: Levi/Zompì Tecnologia meccanica cap. 6 Giusti/Santochi Tecnologia meccanica cap. 9 1 FORATURA 2 FORATURA a z D/2 Moto di taglio: moto rotatorio dell utensile
LAVORAZIONI DI FORATURA - ALESATURA Riferimenti: Levi/Zompì Tecnologia meccanica cap. 6 Giusti/Santochi Tecnologia meccanica cap. 9 1 FORATURA 2 FORATURA a z D/2 Moto di taglio: moto rotatorio dell utensile
Asportazione di truciolo. LIUC - Ingegneria Gestionale 1
 Asportazione di truciolo LIUC - Ingegneria Gestionale 1 L asportazione di truciolo Per asportazione di truciolo (taglio e rimozione del materiale) si lavorano a freddo grezzi di fonderia e semilavorati
Asportazione di truciolo LIUC - Ingegneria Gestionale 1 L asportazione di truciolo Per asportazione di truciolo (taglio e rimozione del materiale) si lavorano a freddo grezzi di fonderia e semilavorati
Serie Modular da 1.45 a 6.4mm. Serie Autolock da 6.5 a 26mm
 Sbavatura in spinta e/o trazione - Lunga durata, elevata qualità dei componenti Studiati per produzioni con elevati volumi - Minori costi di gestione, minore costo per foro Regolazione della lama effettuabile
Sbavatura in spinta e/o trazione - Lunga durata, elevata qualità dei componenti Studiati per produzioni con elevati volumi - Minori costi di gestione, minore costo per foro Regolazione della lama effettuabile
SINCRO. Maschi per maschiatura sincronizzata.
 SINCRO Maschi per maschiatura sincronizzata www.vergnano.com SINCRO - Maschi per maschiatura sincronizzata MASCHI PER MASCHIATURA SINCRONIZZATA La gamma di maschi Vergnano per maschiatura sincronizzata
SINCRO Maschi per maschiatura sincronizzata www.vergnano.com SINCRO - Maschi per maschiatura sincronizzata MASCHI PER MASCHIATURA SINCRONIZZATA La gamma di maschi Vergnano per maschiatura sincronizzata
Tecnologia Meccanica. Esercizi Asportazione di Truciolo 1
 Esercizi Asportazione di Truciolo 1 Esercizi sull asportazione di truciolo Dettaglio 1) Esercizio 1 2) Esercizio 2 3) Esercizio 3 : A) : I) II) 4) Esercizio 4 5) Esercizio 5 6) Esercizio 6 B) : 1) 2) 3)
Esercizi Asportazione di Truciolo 1 Esercizi sull asportazione di truciolo Dettaglio 1) Esercizio 1 2) Esercizio 2 3) Esercizio 3 : A) : I) II) 4) Esercizio 4 5) Esercizio 5 6) Esercizio 6 B) : 1) 2) 3)
DIMENSIONI PICCOLISSIME
 Super Drill Le più piccole punte ad inserti a partir 4 taglienti per inserto. Lo stesso inserto può essere usato sia centrale che periferico Ø10 ~ Ø30 DIMENSIONI PICCOLISSIME 3xD : Ø10 to Ø30 mm. 4xD :
Super Drill Le più piccole punte ad inserti a partir 4 taglienti per inserto. Lo stesso inserto può essere usato sia centrale che periferico Ø10 ~ Ø30 DIMENSIONI PICCOLISSIME 3xD : Ø10 to Ø30 mm. 4xD :
Lavorazione di fresatura su alluminio
 Lavorazione di fresatura su alluminio Milling tools made by Jongen UTENSILI PER LA LAVORAZIONE DELL'ALLUMINIO Questi utensili di alta qualitá sono progettati per la lavorazione in spianatura e spallamento
Lavorazione di fresatura su alluminio Milling tools made by Jongen UTENSILI PER LA LAVORAZIONE DELL'ALLUMINIO Questi utensili di alta qualitá sono progettati per la lavorazione in spianatura e spallamento
FRESATURA TANGENZIALE IN PCD E CBN
 FRESATURA TANGENZIALE IN PCD E HIGHLIGHTS HIGHLIGHTS è studiata per tutte le lavorazioni che vanno dalla cubatura alla superfinitura. CARATTERISTICHE: Adatta per lavorazioni ad alta velocità Basse forze
FRESATURA TANGENZIALE IN PCD E HIGHLIGHTS HIGHLIGHTS è studiata per tutte le lavorazioni che vanno dalla cubatura alla superfinitura. CARATTERISTICHE: Adatta per lavorazioni ad alta velocità Basse forze
Indicazione importanti
 Indicazione importanti Condizioni di fornitura generali - Condizioni di fornitura per utensili speciali - Condizioni di fornitura per piccoli quantitativi Panoramica unità di confezionamento Punte a centrare
Indicazione importanti Condizioni di fornitura generali - Condizioni di fornitura per utensili speciali - Condizioni di fornitura per piccoli quantitativi Panoramica unità di confezionamento Punte a centrare
Rif. Bibliografico: Giusti/Santochi Tecnologia meccanica cap.9
 LAVORAZIONI DI RETTIFICA Rif. Bibliografico: Giusti/Santochi Tecnologia meccanica cap.9 1 Rettifica - le lavorazioni Foto copertina 2 Rettifica - le lavorazioni 3 Rettifica - le lavorazioni Rettifica in
LAVORAZIONI DI RETTIFICA Rif. Bibliografico: Giusti/Santochi Tecnologia meccanica cap.9 1 Rettifica - le lavorazioni Foto copertina 2 Rettifica - le lavorazioni 3 Rettifica - le lavorazioni Rettifica in
Lavorazioni per asportazione di truciolo.
 Lavorazioni per asportazione di truciolo carmelo.demaria@unipi.it Asportazione di materiale Dalla piallatura in falegnameria... Truciolo alla tornitura in officina Asportazione di materiale Taglio Abrasivi
Lavorazioni per asportazione di truciolo carmelo.demaria@unipi.it Asportazione di materiale Dalla piallatura in falegnameria... Truciolo alla tornitura in officina Asportazione di materiale Taglio Abrasivi
Tecnologia dei Processi di Produzione. Tecnologie di Lavorazione Meccanica ad asportazione di truciolo
 Tecnologia dei Processi di Produzione Tecnologie di Lavorazione Meccanica ad asportazione di truciolo Lavorazioni ad asportazione di truciolo: Dalla piallatura in falegnameria... Truciolo alla tornitura
Tecnologia dei Processi di Produzione Tecnologie di Lavorazione Meccanica ad asportazione di truciolo Lavorazioni ad asportazione di truciolo: Dalla piallatura in falegnameria... Truciolo alla tornitura
Il ciclo di lavorazione
 Il ciclo di lavorazione Analisi critica del disegno di progetto Riprogettazione del componente (ove necessario) Determinazione dei processi tecnologici e scelta delle macchine utensili Stesura del ciclo
Il ciclo di lavorazione Analisi critica del disegno di progetto Riprogettazione del componente (ove necessario) Determinazione dei processi tecnologici e scelta delle macchine utensili Stesura del ciclo
RULLATORE AD UN RULLINO MANUALE UGW-8
 RULLATORE AD UN RULLINO MANUALE UGW-8 Sommario 1. Indicazioni di sicurezza 2. Descrizione 2.1 Rullatura 2.2 Materiali 2.3 Lubrificazione 2.4 Dati di impiego 3. Struttura 4. Preparazione 4.1 Valori indicativi
RULLATORE AD UN RULLINO MANUALE UGW-8 Sommario 1. Indicazioni di sicurezza 2. Descrizione 2.1 Rullatura 2.2 Materiali 2.3 Lubrificazione 2.4 Dati di impiego 3. Struttura 4. Preparazione 4.1 Valori indicativi
FORATURA PUNTE PER METALLO
 Da più di 30 anni l azienda olandese Labor International BV si è specializzata nella creazione e nella produzione di punte da trapano per svariate applicazioni e di una vasta gamma di accessori ad esse
Da più di 30 anni l azienda olandese Labor International BV si è specializzata nella creazione e nella produzione di punte da trapano per svariate applicazioni e di una vasta gamma di accessori ad esse
A S M Aluminium Special Machinery. Catalogo generale
 A S M Catalogo generale A S M Centro di lavoro a 4 assi Centro di lavoro a 4 assi controllati QUATER Centro di lavoro a 4 assi CNC a portale mobile per effettuare operazioni di foratura e fresatura su
A S M Catalogo generale A S M Centro di lavoro a 4 assi Centro di lavoro a 4 assi controllati QUATER Centro di lavoro a 4 assi CNC a portale mobile per effettuare operazioni di foratura e fresatura su
Utensili con codolo ERICKSON
 Utensili con codolo Introduzione.............................................................B2 Produttività..............................................................B3 Guide alle selezioni...................................................b4
Utensili con codolo Introduzione.............................................................B2 Produttività..............................................................B3 Guide alle selezioni...................................................b4
Alesare. MAPAL MonoReam. Varietà d impiego con sistema NEW
 Alesare MAPAL MonoReam Varietà d impiego con sistema NEW MAPAL MonoReam Con i nuovi alesatori multitaglienti, sviluppati da MAPAL, MonoReam modello 600, 700 ed 800 si offre un nuovo sistema di alesatura
Alesare MAPAL MonoReam Varietà d impiego con sistema NEW MAPAL MonoReam Con i nuovi alesatori multitaglienti, sviluppati da MAPAL, MonoReam modello 600, 700 ed 800 si offre un nuovo sistema di alesatura
Tipo SDP. Punta SumiDrill Power Estensione Programma. La nuova frontiera della foratura
 TOOLING NEWS I-116 P M K N S H Punta SumiDrill Power Estensione Programma La nuova frontiera della foratura - Foratura ad elevata efficienza in un ampio range applicativo - Per applicazioni generiche -
TOOLING NEWS I-116 P M K N S H Punta SumiDrill Power Estensione Programma La nuova frontiera della foratura - Foratura ad elevata efficienza in un ampio range applicativo - Per applicazioni generiche -
IL TAGLIO ORBITALE DELLE VITI SENZA FINE UNA TECNOLOGIA ECOSOSTENIBILE
 IL TAGLIO ORBITALE DELLE VITI SENZA FINE UNA TECNOLOGIA ECOSOSTENIBILE Marco Benincasa (Benincasa Meccanica) Giampaolo Giacomozzi (Varvel SpA) Massimiliano Turci (Studio Tecnico Turci) Riduttori a vite
IL TAGLIO ORBITALE DELLE VITI SENZA FINE UNA TECNOLOGIA ECOSOSTENIBILE Marco Benincasa (Benincasa Meccanica) Giampaolo Giacomozzi (Varvel SpA) Massimiliano Turci (Studio Tecnico Turci) Riduttori a vite
OMI FAST Fori Alesati e Lappati dal Pieno
 OMI FAST 2008 Fori Alesati e Lappati dal Pieno Indice Punte alesatrici corte OVDS pag. 4-5 Punte alesatrici lunghe OVDL pag. 6-7 Alesatori corti OVRS pag. 8 Alesatori lunghi OVRL pag. 9 Svasatori per punte
OMI FAST 2008 Fori Alesati e Lappati dal Pieno Indice Punte alesatrici corte OVDS pag. 4-5 Punte alesatrici lunghe OVDL pag. 6-7 Alesatori corti OVRS pag. 8 Alesatori lunghi OVRL pag. 9 Svasatori per punte
Jongen Italia s.r.l. La nuova fresa del tipo FP 49. permette un impegno assiale fino a 17 mm
 Jongen Italia s.r.l. La nuova fresa del tipo FP 49 permette un impegno assiale fino a 17 mm GLI UTENSILI F Nuova serie per spallamento retto che garantisce la massima produttività e precisione riducendo
Jongen Italia s.r.l. La nuova fresa del tipo FP 49 permette un impegno assiale fino a 17 mm GLI UTENSILI F Nuova serie per spallamento retto che garantisce la massima produttività e precisione riducendo
Formulario Tecnologia Meccanica
 Formulario Tecnologia Meccanica Marcello Miccio U n i S A 1 4 / 0 7 / 0 1 0 Relazioni Meccanismo Formazione del Truciolo. - Rapporto di taglio: - Fattore di ricalcamento: - Spessore di taglio: sin - Spessore
Formulario Tecnologia Meccanica Marcello Miccio U n i S A 1 4 / 0 7 / 0 1 0 Relazioni Meccanismo Formazione del Truciolo. - Rapporto di taglio: - Fattore di ricalcamento: - Spessore di taglio: sin - Spessore
Processi per asportazione C.N. Processi per asportazione C.N. Generalità sui parametri di taglio. La tornitura. Foratura, fresatura e rettifica
 Processi per asportazione C.N. Processi per asportazione C.N. Generalità sui parametri di taglio La tornitura Il controllo numerico (C.N.) Ottimizzazione del processo 2 2006 Politecnico di Torino 1 Obiettivi
Processi per asportazione C.N. Processi per asportazione C.N. Generalità sui parametri di taglio La tornitura Il controllo numerico (C.N.) Ottimizzazione del processo 2 2006 Politecnico di Torino 1 Obiettivi
MultiDrill Super serie XHGS
 TOOLING NEWS I-138 Punte in metallo duro integrale ad alta efficienza per l esecuzione di fori profondi serie XHGS Maggiore efficienza nell esecuzione di fori profondi: 12D, 15D, 20D, 25D, 30D Bassa resistenza
TOOLING NEWS I-138 Punte in metallo duro integrale ad alta efficienza per l esecuzione di fori profondi serie XHGS Maggiore efficienza nell esecuzione di fori profondi: 12D, 15D, 20D, 25D, 30D Bassa resistenza
Hartner. FU500 DZ per utilizzo universale. Caratteristica/Codice Profondità di foratura Lunghezza dell'elica.
 Novità FU500 DZ per utilizzo universale Caratteristica/Codice 84802 84804 Profondità di foratura Lunghezza dell'elica Materiale/Rivestimento 5xD DIN338 HSS-E TIN nessuno Affilatura/Assottigliamento Profilo
Novità FU500 DZ per utilizzo universale Caratteristica/Codice 84802 84804 Profondità di foratura Lunghezza dell'elica Materiale/Rivestimento 5xD DIN338 HSS-E TIN nessuno Affilatura/Assottigliamento Profilo
Super. Line SUPER PREZZI SUPER QUALITÀ SUPER DISPONIBILITÀ
 Super Line SUPER PREZZI SUPER QUALITÀ SUPER DISPONIBILITÀ Edizione 2018 Utensili hightech a PREZZI SUPER ottimo rapporto prezzo-rendimento eccellente qualità disponibilità in tempi brevi service che soddisfa
Super Line SUPER PREZZI SUPER QUALITÀ SUPER DISPONIBILITÀ Edizione 2018 Utensili hightech a PREZZI SUPER ottimo rapporto prezzo-rendimento eccellente qualità disponibilità in tempi brevi service che soddisfa
Lavorazioni per asportazione di truciolo.
 Lavorazioni per asportazione di truciolo carmelo.demaria@unipi.it Asportazione di materiale Dalla piallatura in falegnameria... Truciolo alla tornitura in officina Asportazione di materiale Taglio Abrasivi
Lavorazioni per asportazione di truciolo carmelo.demaria@unipi.it Asportazione di materiale Dalla piallatura in falegnameria... Truciolo alla tornitura in officina Asportazione di materiale Taglio Abrasivi
SINCRO. M a n d r i n i p e r m a s c h i a t u r a sincronizzata.
 SINCRO M a n d r i n i p e r m a s c h i a t u r a sincronizzata www.vergnano.com Mandrini Vergnano Sincro La gamma di prodotti Vergnano Sincro viene oggi arricchita con i nuovi mandrini per maschiatura
SINCRO M a n d r i n i p e r m a s c h i a t u r a sincronizzata www.vergnano.com Mandrini Vergnano Sincro La gamma di prodotti Vergnano Sincro viene oggi arricchita con i nuovi mandrini per maschiatura
Attacco Descrizione Codice Codice EAN
 94 ACCESSORI PER TRAPANI Capacità (Ø mm) Attacco Descrizione MANDRINI AUTOSERRANTI 0,5 10 1/2 x 20 ghiera singola in plastica adatto ad utensili con sistema di blocco dell albero 1 HFAM862152 3537598621708
94 ACCESSORI PER TRAPANI Capacità (Ø mm) Attacco Descrizione MANDRINI AUTOSERRANTI 0,5 10 1/2 x 20 ghiera singola in plastica adatto ad utensili con sistema di blocco dell albero 1 HFAM862152 3537598621708
HR 500 T. Alesatore con testa in Metallo Duro int. Ø mm. Made by Gühring
 T Alesatore con testa in Metallo Duro int. Ø 16-38 mm e come p o nib il a rd o r a dis e stand u te n sil Made by Gühring T Testina in MD integrale R 500 T Con l T Gühring fornisce una testina in MD integrale
T Alesatore con testa in Metallo Duro int. Ø 16-38 mm e come p o nib il a rd o r a dis e stand u te n sil Made by Gühring T Testina in MD integrale R 500 T Con l T Gühring fornisce una testina in MD integrale
Vogel W. S.r.l. NOI PER VOI
 NOI PER VOI un utensile di precisione estremamente versatile. Nel levigatore flessibile FLEX-HONE ogni singola sferetta d abrasivo è a sospensione indipendente, per creare un utensile di superfinitura
NOI PER VOI un utensile di precisione estremamente versatile. Nel levigatore flessibile FLEX-HONE ogni singola sferetta d abrasivo è a sospensione indipendente, per creare un utensile di superfinitura
ASC 320 TM Punte Integrali in metallo duro
 ASC 320 TM Punte Integrali in metallo duro La linea di punte ASC 320 TM è stata progettata per garantire le migliori prestazioni di foratura e vita utensile su Acciaio Inossidabile, Inconel, Hastelloy
ASC 320 TM Punte Integrali in metallo duro La linea di punte ASC 320 TM è stata progettata per garantire le migliori prestazioni di foratura e vita utensile su Acciaio Inossidabile, Inconel, Hastelloy
per tagliare tubi con pareti spesse senza lavorazioni successive
 TAGLIATUBI per tagliare tubi con pareti spesse senza lavorazioni successive Macchina Tagliatubi estremamente leggera Serraggio e orientamento facili e sicuri Lavorazione più precisa per una saldatura perfetta
TAGLIATUBI per tagliare tubi con pareti spesse senza lavorazioni successive Macchina Tagliatubi estremamente leggera Serraggio e orientamento facili e sicuri Lavorazione più precisa per una saldatura perfetta
CATALOGO STRUTTURA CARATTERISTICHE. 1 Possono lavorare per lungo periodo senza nessun lubrificante
 CATALOGO JDB JFB JTW JFB-A JFB-B JFB-C JQB JDB-A JFB-C, JFB-D JSP JSP-A JSP-B STRUTTURA Il materiale di base è bronzo colato con inserti di speciali lubrificanti solidi. Possono lavorare senza alcuna lubrificazione
CATALOGO JDB JFB JTW JFB-A JFB-B JFB-C JQB JDB-A JFB-C, JFB-D JSP JSP-A JSP-B STRUTTURA Il materiale di base è bronzo colato con inserti di speciali lubrificanti solidi. Possono lavorare senza alcuna lubrificazione
per tagliare tubi con pareti spesse senza lavorazioni successive
 TAGLIATUBI per tagliare tubi con pareti spesse senza lavorazioni successive Macchina Tagliatubi estremamente leggera Serraggio e orientamento facili e sicuri Lavorazione più precisa per una saldatura perfetta
TAGLIATUBI per tagliare tubi con pareti spesse senza lavorazioni successive Macchina Tagliatubi estremamente leggera Serraggio e orientamento facili e sicuri Lavorazione più precisa per una saldatura perfetta
POLITECNICO DI TORINO TECNOLOGIA MECCANICA IL CICLO DI LAVORAZIONE
 POLITECNICO DI TORINO TECNOLOGIA MECCANICA IL CICLO DI LAVORAZIONE DEFINIZIONE Il ciclo di lavorazione è, in senso lato, la successione logica di tutte le operazioni necessarie per trasformare un pezzo
POLITECNICO DI TORINO TECNOLOGIA MECCANICA IL CICLO DI LAVORAZIONE DEFINIZIONE Il ciclo di lavorazione è, in senso lato, la successione logica di tutte le operazioni necessarie per trasformare un pezzo
Caratteristiche. Punte da Centro ad Inserti >>
 Punte da Centro ad Inserti >> è un marchio registrato Nine9, l ideatore della prima punta da centro ad inserto a fissaggio meccanico (brevettata). Offrendo per la prima volta un sistema con inserto intercambiabile
Punte da Centro ad Inserti >> è un marchio registrato Nine9, l ideatore della prima punta da centro ad inserto a fissaggio meccanico (brevettata). Offrendo per la prima volta un sistema con inserto intercambiabile
DREAM DRILLS FLAT BOTTOM
 YGI-0217 Migliorare attraverso l'innovazione - 180 degree point angle enables drilling of flat, inclined and curved surfaces. For holes on various angled surfaces. - L'angolo di punta di 180 consente forature
YGI-0217 Migliorare attraverso l'innovazione - 180 degree point angle enables drilling of flat, inclined and curved surfaces. For holes on various angled surfaces. - L'angolo di punta di 180 consente forature
Punte elicoidali Generalità
 Punte elicoidali Generalità La punta elicoidale è l utensile universalmente usato per praticare fori su qualsiasi materiale. Troppo spesso viene trascurata l importanza che riveste una sua accurata costruzione
Punte elicoidali Generalità La punta elicoidale è l utensile universalmente usato per praticare fori su qualsiasi materiale. Troppo spesso viene trascurata l importanza che riveste una sua accurata costruzione
BROCCIATRICI brocciatrici broccia brocce di spinta brocce di trazione.
 BROCCIATRICI Le brocciatrici sono macchine utensili destinate alla lavorazione di superfici interne passanti o esterne con profilo qualsiasi, aventi asportazione di truciolo rettilinea, continua e progressiva.
BROCCIATRICI Le brocciatrici sono macchine utensili destinate alla lavorazione di superfici interne passanti o esterne con profilo qualsiasi, aventi asportazione di truciolo rettilinea, continua e progressiva.
A very warm welcome (Arial, 24-point bold font) Discover what's under the surface (Arial, 20-point bold font in italics)
 Discover what's under the surface (Arial, 20-point bold font in italics)") A very warm welcome (Arial, 24-point bold font) Discover what's under the surface (Arial, 20-point bold font in italics) HORN Technology Days 2015 Lavorazioni su torni a fantina mobile Produzione di particolari
A very warm welcome (Arial, 24-point bold font) Discover what's under the surface (Arial, 20-point bold font in italics) HORN Technology Days 2015 Lavorazioni su torni a fantina mobile Produzione di particolari
Serraggio dei pezzi Parte 1
 Serraggio dei pezzi Parte 1 In questa prima parte dedicata al tema Serraggio dei pezzi vengono spiegati i criteri per la selezione della modalità di serraggio corretta e viene presentato il Serraggio tra
Serraggio dei pezzi Parte 1 In questa prima parte dedicata al tema Serraggio dei pezzi vengono spiegati i criteri per la selezione della modalità di serraggio corretta e viene presentato il Serraggio tra
ø20 ø58 ø46 ø20 Collegamento aria G1/8 ø20 ø72 ø30 ø16 Inclinazione max. 5 mm Angolo di inclinazione max. 5 Inclinazione max.
 ø20 50 ø58 ø46 ø20 77 110 Inclinazione max. 5 mm Angolo di inclinazione max. 5 ø20 Collegamento aria G1/8 50 ø72 100 180 219 ø30 ø16 Inclinazione max. 15 mm Angolo di inclinazione max. 5 50 ø20 ø44
ø20 50 ø58 ø46 ø20 77 110 Inclinazione max. 5 mm Angolo di inclinazione max. 5 ø20 Collegamento aria G1/8 50 ø72 100 180 219 ø30 ø16 Inclinazione max. 15 mm Angolo di inclinazione max. 5 50 ø20 ø44
Vite regolazione lama. Leva estrazione lama Lama a cambio rapido
 Sbavatura in spinta e/o trazione - Lunga durata, elevata qualità dei componenti Studiati per produzioni con elevati volumi - Minori costi di gestione, minore costo per foro Regolazione della lama effettuabile
Sbavatura in spinta e/o trazione - Lunga durata, elevata qualità dei componenti Studiati per produzioni con elevati volumi - Minori costi di gestione, minore costo per foro Regolazione della lama effettuabile
edizione 10/06 RULLATORI
 U T E N S I I P E R S U P E R F I N I T U R edizione 10/0 RUTORI 02 cos è la rullatura Per rullatura si intende un metodo di superfinitura superficiale mediante il quale, senza asportazione di truciolo,
U T E N S I I P E R S U P E R F I N I T U R edizione 10/0 RUTORI 02 cos è la rullatura Per rullatura si intende un metodo di superfinitura superficiale mediante il quale, senza asportazione di truciolo,
Il ciclo di lavorazione
 Il ciclo di lavorazione Analisi critica del disegno di progetto Riprogettazione del componente (ove necessario) Determinazione dei processi tecnologici e scelta delle macchine utensili Stesura del ciclo
Il ciclo di lavorazione Analisi critica del disegno di progetto Riprogettazione del componente (ove necessario) Determinazione dei processi tecnologici e scelta delle macchine utensili Stesura del ciclo
High Feed Cutting HFC XFeed e XFeed-R. passion for precision
 High Feed Cutting HFC XFeed e XFeed-R passion for precision XFeed e XFeed-R Speciali per la lavorazione ad alto avanzamento [ 2 ] Le frese ad alto avanzamento XFeed e XFeed-R sono state sviluppate per
High Feed Cutting HFC XFeed e XFeed-R passion for precision XFeed e XFeed-R Speciali per la lavorazione ad alto avanzamento [ 2 ] Le frese ad alto avanzamento XFeed e XFeed-R sono state sviluppate per
CARBOTOOL S FRESE IN METALLO DURO RIVESTITE DIAMANTE PER LA LAVORAZIONE DELLA GRAFITE
 CARBOTOOL S FRESE IN METALLO DURO RIVESTITE DIAMANTE PER LA LAVORAZIONE DELLA GRAFITE LA GRAFITE DIVENTA SEMPRE PIÙ IMPORTANTE IN EUROPA COME MATERIALE PER ELETTROEROSIONE Rispetto al rame la grafite
CARBOTOOL S FRESE IN METALLO DURO RIVESTITE DIAMANTE PER LA LAVORAZIONE DELLA GRAFITE LA GRAFITE DIVENTA SEMPRE PIÙ IMPORTANTE IN EUROPA COME MATERIALE PER ELETTROEROSIONE Rispetto al rame la grafite
Lista materiale Rif. RDO n
 Lista materiale Rif. RDO n. 1358220 Punte elicoidali per foratura in HSS universali per forare acciaio fino a 1000N/mm²,DIN 340, taglio destro, autocentranti, con codolo cilindrico gambo dritto, classe
Lista materiale Rif. RDO n. 1358220 Punte elicoidali per foratura in HSS universali per forare acciaio fino a 1000N/mm²,DIN 340, taglio destro, autocentranti, con codolo cilindrico gambo dritto, classe
PROGRAMMA DI PRODUZIONE
 PROGRAMMA DI PRODUZIONE I NUOVI TRAGUARDI DI PRODUTTIVITÀ, AFFIDABILITÀ E PRECISIONE 03 B545 B565 CENTRI DI TORNITURA CNC Linea di centri di tornitura compatti di elevata versatilità e prestazioni concepita
PROGRAMMA DI PRODUZIONE I NUOVI TRAGUARDI DI PRODUTTIVITÀ, AFFIDABILITÀ E PRECISIONE 03 B545 B565 CENTRI DI TORNITURA CNC Linea di centri di tornitura compatti di elevata versatilità e prestazioni concepita
FP 85 per la lavorazione di alluminio
 I nuovi utensili FP 85 per la lavorazione di alluminio Jongen Italia s.r.l. 1.) Caratteristiche Tempi di lavorazione minimi impiegando alti parametri di taglio Alte prestazioni di taglio grazie all ottima
I nuovi utensili FP 85 per la lavorazione di alluminio Jongen Italia s.r.l. 1.) Caratteristiche Tempi di lavorazione minimi impiegando alti parametri di taglio Alte prestazioni di taglio grazie all ottima
ADMX. Nuova generazione di frese con inserti ADMX 11. Vasta area di applicazioni Migliore qualita di superfici Elevata vita utensile
 ADMX Nuova generazione di frese con inserti ADMX 11 Vasta area di applicazioni Migliore qualita di superfici Elevata vita utensile NUOVI INSERTI E UTENSILI PER FRESATURA 11 Geometrie altamente positive
ADMX Nuova generazione di frese con inserti ADMX 11 Vasta area di applicazioni Migliore qualita di superfici Elevata vita utensile NUOVI INSERTI E UTENSILI PER FRESATURA 11 Geometrie altamente positive
Jongen Italia s.r.l. PowerMill. by Jongen
 Jongen Italia s.r.l. PowerMill by Jongen Caratteristiche: Altissimi avanzamenti con impegno assiale ap fino a 2,5/3,5 mm Posizionamento assiale del inserto permette un taglio positivo Le forze di taglio
Jongen Italia s.r.l. PowerMill by Jongen Caratteristiche: Altissimi avanzamenti con impegno assiale ap fino a 2,5/3,5 mm Posizionamento assiale del inserto permette un taglio positivo Le forze di taglio
Corso di Tecnologia Meccanica
 Corso di Tecnologia Meccanica Modulo 3.3 Deformazione plastica LIUC - Ingegneria Gestionale 1 Estrusione LIUC - Ingegneria Gestionale 2 Processo di estrusione Consiste nel processo di compressione di un
Corso di Tecnologia Meccanica Modulo 3.3 Deformazione plastica LIUC - Ingegneria Gestionale 1 Estrusione LIUC - Ingegneria Gestionale 2 Processo di estrusione Consiste nel processo di compressione di un
-7b - FRESATURA FRESATURA
 -7b - FRESATURA 1 FRESATURA La fresatura è una lavorazione per asportazione di materiale che consente di ottenere una vasta gamma di superfici (piani, scanalature, spallamenti, ecc.) mediante l azione
-7b - FRESATURA 1 FRESATURA La fresatura è una lavorazione per asportazione di materiale che consente di ottenere una vasta gamma di superfici (piani, scanalature, spallamenti, ecc.) mediante l azione
Utensili di sbavatura e smussatura
 Alesatore di sbavatura EWR 500 ovità bavatore a forcella EW 100 G Alesatore di sbavatura EWR 500 bavatore con scanalature elicoidali EW 100 Frese di fasatura bavatori per entrata/uscita bavatori sferici
Alesatore di sbavatura EWR 500 ovità bavatore a forcella EW 100 G Alesatore di sbavatura EWR 500 bavatore con scanalature elicoidali EW 100 Frese di fasatura bavatori per entrata/uscita bavatori sferici
THIELENHAUS MICROFINISH. MICROFINISH risolve i vostri problemi MICROFINISH è sinonimo di qualità La qualità è la strada del successo.
 THIELENHAUS MICROFINISH risolve i vostri problemi MICROFINISH è sinonimo di qualità La qualità è la strada del successo L azienda La Thielenhaus è stata fondata nel lontano 1939, si è specializzata in
THIELENHAUS MICROFINISH risolve i vostri problemi MICROFINISH è sinonimo di qualità La qualità è la strada del successo L azienda La Thielenhaus è stata fondata nel lontano 1939, si è specializzata in
Mandrini Pneumatici Mandrini Robotici
 Mandrini Pneumatici Mandrini Robotici Made in Germany Modelli in INOX 3D.stp disponibili su: www.mannesmann-demag.com DISTRIBUITO DA: Via degli Andreani, 9-40037 Sasso Marconi (BO) Tel: 051 735744 - Fax:
Mandrini Pneumatici Mandrini Robotici Made in Germany Modelli in INOX 3D.stp disponibili su: www.mannesmann-demag.com DISTRIBUITO DA: Via degli Andreani, 9-40037 Sasso Marconi (BO) Tel: 051 735744 - Fax:
INDICE PAGINE TANOI COMPANY. NOVITÀ PRODOTTI IT-Taflet SL-Taflet MLT-Taflet. PRODOTTI Categorie prodotti
 Catalogo_Tanoi_3-100:Layout 1 8-11-2010 6:53 Pagina 1 INDICE TANOI COMPANY PAGINE 4 NOVITÀ PRODOTTI IT-Taflet SL-Taflet MLT-Taflet 9 15 19 PRODOTTI Categorie prodotti 25 Maschi a macchina - M - MF - UNC
Catalogo_Tanoi_3-100:Layout 1 8-11-2010 6:53 Pagina 1 INDICE TANOI COMPANY PAGINE 4 NOVITÀ PRODOTTI IT-Taflet SL-Taflet MLT-Taflet 9 15 19 PRODOTTI Categorie prodotti 25 Maschi a macchina - M - MF - UNC
Prodotti esclusivi scelti per voi dai Tecnici WNT. Inserto di sgrossatura con il nuovo rompitruciolo -CB3. TOTAL TOOLING=QUALITÀ x SERVIZIO 2
 Maggio 2017 Selezione Prootti esclusivi scelti per voi ai Tecnici WNT Massimo volume truciolo nella lavorazione ell alluminio Inserto i sgrossatura con il nuovo rompitruciolo -CB3 TOTAL TOOLING=QUALITÀ
Maggio 2017 Selezione Prootti esclusivi scelti per voi ai Tecnici WNT Massimo volume truciolo nella lavorazione ell alluminio Inserto i sgrossatura con il nuovo rompitruciolo -CB3 TOTAL TOOLING=QUALITÀ
Frese generazione VHC
 Jongen Italia s.r.l. Frese generazione VHC Fresatura trocoidale di altissimo livello Frese generazione VHC La fresatura trocoidale sia quella statica come anche quella dinamica è una combinazione di fresatura
Jongen Italia s.r.l. Frese generazione VHC Fresatura trocoidale di altissimo livello Frese generazione VHC La fresatura trocoidale sia quella statica come anche quella dinamica è una combinazione di fresatura
Fresa finitrice Multicut XF Surface Master new!
 passion for precision Fresa finitrice Multicut XF Surface Master new! Multicut XF EXtreme Finishing [ 2 ] La nuova Multicut XF viene utilizzata in tutti i casi in cui si è in presenza di requisiti esigenti
passion for precision Fresa finitrice Multicut XF Surface Master new! Multicut XF EXtreme Finishing [ 2 ] La nuova Multicut XF viene utilizzata in tutti i casi in cui si è in presenza di requisiti esigenti
FRESE ROTATIVE IN HARTMETALL CON DENTATURA MZ
 FRESE ROTATIVE IN HARTMETALL CON DENTATURA MZ Simile 8032 / 8033 Le frese con dentatura MZ vengono preferite per effettuare lavori di rifinitura su fori fino ad un Ø 12mm e per lavori di finitura su materiali
FRESE ROTATIVE IN HARTMETALL CON DENTATURA MZ Simile 8032 / 8033 Le frese con dentatura MZ vengono preferite per effettuare lavori di rifinitura su fori fino ad un Ø 12mm e per lavori di finitura su materiali
Teste per rullare tangenziali
 Teste per rullare tangenziali Per impiego con pezzo rotante Questo tipo di teste viene impiegato prevalentemente su torni automatici mono e plurimandrino e su macchine CNC. Particolarmente adatte per lavorazioni:
Teste per rullare tangenziali Per impiego con pezzo rotante Questo tipo di teste viene impiegato prevalentemente su torni automatici mono e plurimandrino e su macchine CNC. Particolarmente adatte per lavorazioni:
Parti Normalizzate per la Costruzione di Stampi
 L2 Parti Normalizzate per la Costruzione di Stampi L3 Contenuto 2442.12. L10 3111.10. L15 Centraggio conica Colonna di guida 2442.13. L10 3111.20. L16-19 Centraggio conica, a piani inclinati Colonna di
L2 Parti Normalizzate per la Costruzione di Stampi L3 Contenuto 2442.12. L10 3111.10. L15 Centraggio conica Colonna di guida 2442.13. L10 3111.20. L16-19 Centraggio conica, a piani inclinati Colonna di
ASPORTAZIONE DI TRUCIOLO - 4 DURATA DEL TAGLIENTE
 LAVORAZIONI PER SEPARAZIONE ASPORTAZIONE DI TRUCIOLO - 4 DURATA DEL TAGLIENTE Vittore Carassiti - INFN FE 1 INTRODUZIONE La velocità di taglio e gli altri parametri di lavorazione Alla velocità di taglio
LAVORAZIONI PER SEPARAZIONE ASPORTAZIONE DI TRUCIOLO - 4 DURATA DEL TAGLIENTE Vittore Carassiti - INFN FE 1 INTRODUZIONE La velocità di taglio e gli altri parametri di lavorazione Alla velocità di taglio
Serie V16/18 V22 V25 V30 R32 R40 R45 TCS DIGIT AUTOMAX F22 F28. SerieHT TCS TCS E DIGIT DIGIT E AUTOMAX CFL
 Serie V16/18 V22 V25 V30 F22 F28 R32 R40 R45 TCS DIGIT AUTOMAX SerieHT TCS TCS E DIGIT DIGIT E AUTOMAX CFL Trapano Fresa serie High-Tech Asse mandrino filettato per bloccaggio utensile CM4 Standard: Discesa
Serie V16/18 V22 V25 V30 F22 F28 R32 R40 R45 TCS DIGIT AUTOMAX SerieHT TCS TCS E DIGIT DIGIT E AUTOMAX CFL Trapano Fresa serie High-Tech Asse mandrino filettato per bloccaggio utensile CM4 Standard: Discesa
[ significa: Design to Cost. EMCOTURN E25. Tornio CNC per lavorazioni da barra fino a Ø 25 mm e da autocentrante
 [ E[M]CONOMY] significa: Design to Cost. EMCOTURN E25 Tornio CNC per lavorazioni da barra fino a Ø 25 mm e da autocentrante EMCOTURN E25 [ Campo di lavoro] - Caduta libera di trucioli - Migliore ergonomia
[ E[M]CONOMY] significa: Design to Cost. EMCOTURN E25 Tornio CNC per lavorazioni da barra fino a Ø 25 mm e da autocentrante EMCOTURN E25 [ Campo di lavoro] - Caduta libera di trucioli - Migliore ergonomia
it #1 Categoria UTENSILERIA MANDRINO ISO30 PORTA PINZA ER25 L=50+COD Materiale Lavorato Alluminio / PVC PORTAUTENSILI codice:
 it #1 MANDRINO ISO30 PORTA PINZA ER25 L=50+COD Categoria UTENSILERIA Materiale Lavorato Alluminio / PVC codice: 255611 I coni portautensili Emmegi assicurano il perfetto bloccaggio delle fresa; la maggiore
it #1 MANDRINO ISO30 PORTA PINZA ER25 L=50+COD Categoria UTENSILERIA Materiale Lavorato Alluminio / PVC codice: 255611 I coni portautensili Emmegi assicurano il perfetto bloccaggio delle fresa; la maggiore
Jongen Italia s.r.l. Le fresette integrali di metallo duro per la lavorazione di alluminio
 Jongen Italia s.r.l. Le fresette integrali di metallo duro per la lavorazione di alluminio Fresette integrali di metallo duro per la lavorazione di alluminio Queste fresette integrali di metallo duro sono
Jongen Italia s.r.l. Le fresette integrali di metallo duro per la lavorazione di alluminio Fresette integrali di metallo duro per la lavorazione di alluminio Queste fresette integrali di metallo duro sono
Foratura e lavorazioni complementari. LIUC - Ingegneria Gestionale 1
 Foratura e lavorazioni complementari LIUC - Ingegneria Gestionale 1 Foratura È la più comune delle operazioni effettuate mediante il trapano e serve per ottenere fori di precisione grossolana LIUC - Ingegneria
Foratura e lavorazioni complementari LIUC - Ingegneria Gestionale 1 Foratura È la più comune delle operazioni effettuate mediante il trapano e serve per ottenere fori di precisione grossolana LIUC - Ingegneria
2D, 3D, 4D, 5D. Punte con inserti a fissaggio meccanico. Nuova linea di foratura
 2D, 3D, 4D, 5D Punte con inserti a fissaggio meccanico Si cambia Nuova linea di foratura Programma punte a inserti Profondità di foratura Foto Refrigerante Pagina 3 4 7 8 Punta 802D 803D 804D 805D Tolleranza
2D, 3D, 4D, 5D Punte con inserti a fissaggio meccanico Si cambia Nuova linea di foratura Programma punte a inserti Profondità di foratura Foto Refrigerante Pagina 3 4 7 8 Punta 802D 803D 804D 805D Tolleranza
TECNOLOGIA MECCANICA. Parte 11
 TECNOLOGIA MECCANICA Parte 11 Con la fresatura si o=engono numerose @pologie di superfici: piane o complesse, scanalatura semplici e complesse, smussi, sedi di lingue=e e chiave=e, ruote dentate. I mo@
TECNOLOGIA MECCANICA Parte 11 Con la fresatura si o=engono numerose @pologie di superfici: piane o complesse, scanalatura semplici e complesse, smussi, sedi di lingue=e e chiave=e, ruote dentate. I mo@
 Tecnologia Meccanica 2 Tecnologie e Sistemi di Lavorazione Lavorazione di tornitura Lavorazione che ha lo scopo di ottenere superfici di rivoluzione variamente conformate. Moti caratteristici Moto di taglio
Tecnologia Meccanica 2 Tecnologie e Sistemi di Lavorazione Lavorazione di tornitura Lavorazione che ha lo scopo di ottenere superfici di rivoluzione variamente conformate. Moti caratteristici Moto di taglio
SUPERFICI OTTIMIZZATE TRAMITE LUCIDATURA A RULLO E LEVIGATURA
 SUPERFICI OTTIMIZZATE TRAMITE LUCIDATURA A RULLO E LEVIGATURA Superficie della massima qualità con una maggiore resistenza e durezza del pezzo INDICE: UTENSILI DI LUCIDATURA A RULLO SINGOLO 4 UTENSILI
SUPERFICI OTTIMIZZATE TRAMITE LUCIDATURA A RULLO E LEVIGATURA Superficie della massima qualità con una maggiore resistenza e durezza del pezzo INDICE: UTENSILI DI LUCIDATURA A RULLO SINGOLO 4 UTENSILI
PUNTE ALESATRICI ED ALESATORI OMI
 SEFCARBIDE PUNTE ALESATRICI ED ALESATORI OMI Applicazioni ad alto rendimento La precisione dal 1948. Dalla ricostruzione del dopoguerra all applicazione diffusa dei sistemi informatici: un ascesa tecnologica
SEFCARBIDE PUNTE ALESATRICI ED ALESATORI OMI Applicazioni ad alto rendimento La precisione dal 1948. Dalla ricostruzione del dopoguerra all applicazione diffusa dei sistemi informatici: un ascesa tecnologica
COMPITO DI TECNOLOGIA MECCANICA
 COMPIO DI ECNOLOGIA MECCANICA 1) Ipotizzando di dover lavorare un grezzo (ø120 x 150) di acciaio con carico di rottura di 850 N/mm 2 con i seguenti vincoli riportati si calcoli per ogni operazione il tempo
COMPIO DI ECNOLOGIA MECCANICA 1) Ipotizzando di dover lavorare un grezzo (ø120 x 150) di acciaio con carico di rottura di 850 N/mm 2 con i seguenti vincoli riportati si calcoli per ogni operazione il tempo
highlights Highlights
 TORNIO A FANTINA MOBILE manurhin k mx 726 EVO / 732 EVO 03 Highlights highlights 1 2 3 4 I torni a fantina mobile a CNC della gamma K MX EVO, con passaggi barra fino a 26 mm (modello 726 EVO) e fino a
TORNIO A FANTINA MOBILE manurhin k mx 726 EVO / 732 EVO 03 Highlights highlights 1 2 3 4 I torni a fantina mobile a CNC della gamma K MX EVO, con passaggi barra fino a 26 mm (modello 726 EVO) e fino a
passion for precision Maschi a rullare Lightform Steel Sicura filettatura su acciaio
 passion for precision Maschi a rullare Lightform Steel Sicura filettatura su acciaio Sicurezza di processo massima a costi minimi [ 2 ] Per la realizzazione di filetti, il processo di deformazione plastica
passion for precision Maschi a rullare Lightform Steel Sicura filettatura su acciaio Sicurezza di processo massima a costi minimi [ 2 ] Per la realizzazione di filetti, il processo di deformazione plastica
CLASSIFICAZIONI DELLE LAVORAZIONI MECCANICHE
 CLASSIFICAZIONI DELLE LAVORAZIONI MECCANICHE Le lavorazioni meccaniche possono essere classificate secondo diversi criteri. Il criterio che verrà esposto si è dimostrato quello più utile a chiarire tale
CLASSIFICAZIONI DELLE LAVORAZIONI MECCANICHE Le lavorazioni meccaniche possono essere classificate secondo diversi criteri. Il criterio che verrà esposto si è dimostrato quello più utile a chiarire tale
FAG PTB Power Tool Bearings. Cuscinetti speciali per utensili motorizzati
 FAG Power Tool Bearings Cuscinetti speciali per utensili motorizzati Cuscinetti speciali per utensili motorizzati FAG Power Tool Bearings Esempio d ordinazione: 7198-F-T-P4S-UL I cuscinetti convincono
FAG Power Tool Bearings Cuscinetti speciali per utensili motorizzati Cuscinetti speciali per utensili motorizzati FAG Power Tool Bearings Esempio d ordinazione: 7198-F-T-P4S-UL I cuscinetti convincono
Le nuove frese a manicotto FP 140
 Jongen Italia s.r.l. Le nuove frese a manicotto FP 140 con sottoplacchetta L`utensile Le nuove frese a manicotto sono particolarmente adatte per la spianatura di quasi tutti materiali comuni, offrendo
Jongen Italia s.r.l. Le nuove frese a manicotto FP 140 con sottoplacchetta L`utensile Le nuove frese a manicotto sono particolarmente adatte per la spianatura di quasi tutti materiali comuni, offrendo