******************************************************************************************************************* LEGGERE CON ATTENZIONE QUESTO
|
|
|
- Umberto Arena
- 5 anni fa
- Visualizzazioni
Transcript



1 ******************************************************************************************************************* LEGGERE CON ATTENZIONE QUESTO MANUALE PRIMA DI UTILIZZARE L UTENSILE *******************************************************************************************************************
2

3 RULLATORI MODELLO SKUV-20 TIPO DI MACCHINA UTENSILE Lo SKUV può essere utilizzato su macchine dove è il pezzo da lavorare a ruotare, torni NC e CNC MATERIALI Tutti i materiali fino a 40-45Hrc di durezza LUBRIFICAZIONE & RAFFREDDAMENTO Prima della rullatura i trucioli devono essere rimossi dal particolare da lavorare E richiesto l utilizzo di refrigerante per ottenere buoni risultati in lavorazione ed una vita utile dell utensile lunga. Possono essere usati lubrorefrigeranti emulsionabili sintetici e non o oli interi. E raccomandato fornire all utensile un flusso di refrigerante filtrato a 5-10µm VELOCITA ED AVANZAMENTO MATERIALE Velocità - metri/min. Avanzamento - mm/giro Carico Newton Acciai al carbonio e legati Inox Ghisa Alluminio / Rame / ecc Per calcolare i g/min usare la seguente formula: ØD = diametro del pezzo da lavorare in mm Vc = velocità m/min valore da 50m/min a max 200m/min Vc * 1000 g/min = * ØD Esempio: ØD=85mm Vc= 50 o 200m/min 50 * 1000 g/min = = * * 1000 g/min = = * 85 Dopo un periodo di utilizzo il rullo si usura e deve essere sostituito. Per ottenere Ra molto basse lavorare con basso numero di giri ed avanzamento lento






4 CONFIGURAZIONE UTENSILE - SISTEMA MODULARE SKUV TESTA DI RULLATURA ADATTATORE CORPO ATTACCO SKUV SKUV SKUV SKUV

 installato sullo SKUV vi può essere un differente angolo fra l asse del rullo ed l asse")


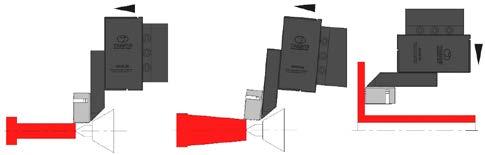
5 SKUV SKUV20-2.5R MONTAGGIO IN MACCHINA Lo SKUV è fornito con attacco quadro Può essere montato in macchina come un normale utensile da taglio. Senza ulteriori aggiustamenti l utensile segue l angolo di rullatura con accuratezza. A seconda dell apparato (gambo) installato sullo SKUV vi può essere un differente angolo fra l asse del rullo ed l asse del pezzo da lavorare OPERAZIONI Il pezzo può ruotare sia in senso orario che antiorario indifferentemente Apparato inclinato Lo SKUV deve approcciare il pezzo con un angolo inclinato (possibilmente uguale all inclinazione dell apparato gambo). Un approccio dalla destra, sinistra o dall alto può causare un contatto rigido che può danneggiare l utensile, il pezzo o la macchina utensile. L approccio con angolo uguale a quello dell apparato gambo garantisce che la molla operi nel giusto modo evitando il contatto rigido. ESEMPIO CON APPARATO GAMBO A 45 ERRATO APPROCCIO CORRETTO APPROCCIO
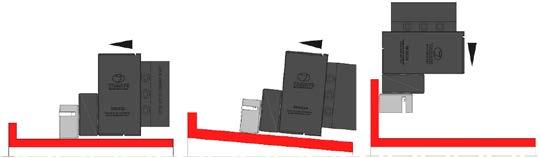
6 Apparato 90 Lo SKUV deve approcciare il pezzo con un angolo di 90 Un approccio dalla destra, sinistra o può causare un contatto rigido che può danneggiare l utensile, il pezzo o la macchina utensile. L approccio dall alto garantisce che la molla operi nel giusto modo evitando il contatto rigido. CORRETTO APPROCCIO ERRATO APPROCCIO ERRATO APPROCCIO CORRETTO APPROCCIO Nel caso si utilizzi una versione di SKUV con rullo singolo per la rullatura di superfici curve, il rullo ha un raggio di punta predefinito che è importante per la compensazione del raggio di rullatura. E importante che il rullo segua la geometria per particolare da lavorare. La compensazione del raggio è un fattore vitale per consentire all utensile dei seguire il corretto profilo superficiale del pezzo. Questo dettaglio verrà spiegato più avanti nel manuale. FORZA DI RULLATURA La forza di rullatura è data dalla molla all interno del corpo utensile. Ogni utensile è regolato con un precarico predefinito. Se il valore di precarico standard e la forza di compressione applicata non sono sufficienti per la vostra applicazione o materiale, incrementate la forza di rullatura aumentando il precarico della molla tramite l apposita vite. Massima pressione: 5mm contro il particolare da lavorare (10mm sul diametro) Per la regolazione della forza: o Allentare la vite di compressione della molla o Riavvitare fino a che arriva a contatto con la molla o Precaricare di 2 giri, questo è il valore di partenza raccomandato. Avvitando la vite si aumenta il precarico della molla e di conseguenza la forza, svitandola il contrario. Ogni giro completo equivale a 1mm di compressione della molla. NON eccedere i valori indicati o potrebbero danneggiarsi sia lo SKUV che il particolare da lavorare. MOLLA VALORI DI CARICO Newton/mm FORZA MASSIMA Newton DEFLESSIONE CONSENTITA VERDE mm BLU mm ROSSA *standard* mm GIALLA mm Apparato inclinato Esempio con inclinazione 45 : lla pressione di rullatura va applicata su entrambi gli assi X e Z, se vengono applicati 0.5mm sull asse Z, l incremento su X dovrà essere di 1.0mm sul diametro, il doppio rispetto al valore Z. Apparato 90 La pressione di rullatura va applicata solo sull asse X
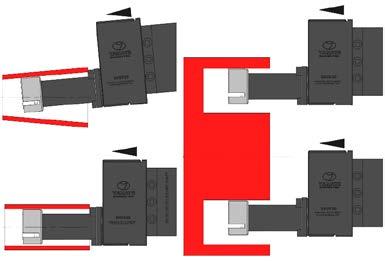
7 MISURAZIONE DELLA POSIZIONE DELL UTENSILE Di seguito verranno presi in esame i dettagli della programmazione del CNC per il corretto utilizzo dello SKUV, prestare molta attenzione alle istruzioni riportate in quanto anche se l utensile è flessibile, un metodo di lavoro basato su prova e correzione dell errore NON deve essere utilizzato in quanto può causare danni all utensile, al pezzo da lavorare ed alla macchina. Esempi con raggio di punta 2.5mm e 5mm ed inclinazione di 45 e 90. La rullatura è eseguita dal raggio del rullo. Quando la geometria del rullo è settata dal tornio misurandola in X e Z, il CNC la prende come un utensile a raggio di punta zero (vedi immagine di seguito), questo significa che c è una differenza fra la posizione misurata e quella reale dell utensile. PROFILO SEGUITO IN MODO INCORRETTO E DISCONTINUO PROFILO SEGUITO CORRETAMENTE Questo significa che un programma impostato con i parametri derivati dalla misurazione della posizione del rullo non seguirà la superficie nel modo corretto per una corretta lavorazione di rullatura. La differenza fra la posizione misurata e quella reale non permette una pressione regolare e continua sulla superficie da lavorare, come risultato si avranno parti lavorate con pressione maggiore di altre e ci può essere il rischio di contatto rigido e danneggiamento. COMPENSAZIONE DEL RAGGIO Per ottenere una lavorazione con pressione corretta e continua, deve essere seguito il profilo superficiale del pezzo, ci sono due alternative: Utilizzate la funzione software del vostro CNC per la compensazione automatica del raggio Calcolare manualmente i dati del profilo e programmate il CNC di conseguenza con i valori calcolati Di seguito verrà spiegato il metodo di calcolo manuale, per chi non avesse la funzione integrata nel software del CNC.

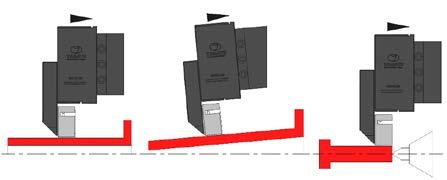
8 POSIZIONE DELL UTENSILE CON L APPARATO GAMBO A 45 Misurando la posizione dell utensile manualmente o con il tastatore si deve poi fare una correzione in quanto il percorso risulterebbe falsato. Il modo pratico per essere sicuri che l utensile segua il corretto profilo superficiale del pezzo è facendo riferimento al centro del raggio del rullo. Programmando il percorso si dovrà quindi fare riferimento al centro del raggio del rullo. Esempi di Traslazione Raggio Rullo 2.5mm Traslare -5mm su X (riferiti al diametro) -2.5mm su Z Raggio Rullo 5mm Traslare -10mm su X (riferiti al diametro) -5mm su Z POSIZIONE DELL UTENSILE CON L APPARATO GAMBO A 90 Per questa configurazione di gambo semplicemente misurate la faccia del rullo per l asse Z. Esempi di Traslazione Raggio Rullo 2.5mm Traslare -5mm su X (riferiti al diametro) -2.5mm su Z Raggio Rullo 5mm Traslare -10mm su X (riferiti al diametro) -5mm su Z FACCIA DEL RULLO PERCORSO UTENSILE Adesso che abbiamo posto il punto di riferimento al centro del raggio del rullo possiamo determinare le coordinate che il punto di riferimento deve seguire Il percorso in rosso è il percorso reale che l utensile deve seguire tenendo come riferimento il centro del raggio del rullo, cioè traslando di 2.5mm se raggio r2.5 o traslato 5mm se raggio r5mm, le coordinate del profilo del pezzo.

9 TRASLAZIONE COORDINATE PER RULLO r2.5 Esempio di traslazione coordinate R10.0 in direzione oraria decresce a R7.5 R14.5 in direzione antioraria sale a R G01 X25 Z-10 F0.05; G02 X40 Z-17.5 R7.5; G03 X74 Z-34.5 R17; COORDINATE DEL PROFILO TRASLAZIONE COORDINATE PER RULLO r5 COORDINATE DEL PROFILO TRASLATE Esempio di traslazione coordinate R10.0 in direzione oraria decresce a R5 R14.5 in direzione antioraria sale a R G01 X30 Z-10 F0.05; G02 X40 Z-15 R5; G03 X79 Z-34.5 R19.5; COORDINATE DEL PROFILO COORDINATE DEL PROFILO TRASLATE PRESSIONE DI RULLATURA Con la traslazione delle coordinate si allinea il centro del rullo ad un percorso a pressione e continua, ma per ottenere un risultato di rullatura soddisfacente è necessario applicare una pressione sulla superficie da rullare, iniziare con un valore di 0.5mm per poi aumentare se necessario. Se aggiungiamo il valore della pressione di rullatura alla traslazione, i valori diventano Pressione di Rullatura r2.5 gambo 45 Coordinate traslate -5mm su X (riferiti al diametro) -2.5mm su Z Coordinate con 0.5mm di pressione -6mm sull asse X (riferiti al diametro) -3mm sull asse Z Pressione di Rullatura r5 gambo 45 Coordinate traslate -10mm su X (riferiti al diametro) -5mm su Z Coordinate con 0.5mm di pressione -11mm sull asse X (riferiti al diametro) -5.5mm sull asse Z Pressione di Rullatura r2.5 gambo 90 Coordinate traslate -5mm su X (riferiti al diametro) -2.5mm su Z Coordinate con 0.5mm di pressione -6mm su X (riferiti al diametro) -2.5mm su Z N.B. in questo caso non abbiamo variato Z Pressione di Rullatura r5 gambo 90 Coordinate traslate -10mm su X (riferiti al diametro) -5mm su Z Coordinate con 0.5mm di pressione -11mm sull asse X (riferiti al diametro) -5mm sull asse Z N.B. in questo caso non abbiamo variato Z
10 RIEPILOGO PROGRAMMAZIONE 1. Programmazione Può essere utilizzato un programma di CAD/CAM applicando un comando di offset con spostamento di 2.5mm se rullo r2.5 o 5mm se rullo r5 Traslare le coordinate del pezzo Ritoccare i valori dei raggi Programmare il percorso con i valori ottenuti Assicurarsi che l utensile approcci il pezzo con un l angolo corretto a seconda dell apparato gambo montato 2. Posizionamento dell utensile Posizionare l utensile a mano o con tastatore Traslare i valori come indicato in precedenza Esempio di programmazione con r2.5 e gambo 45 :. N10 G00 T0101; N20 G96 S100 M03; N30 Z-8 X29, N40 G01 X25 Z-10 F0.05; N50 G02 X40 Z-17.5 R7.5; N60 G03 X74 Z-34.5 R17; N70 X90 F1. N10 Selezione utensile N20 Velocità N30-N40 L utensile approccia il pezzo con un angolo di 45 Da (-8) a (-10) in direzione Z Da (29) a (25) in direzione X N50 Rullatura della prima curva. Attenzione ai valori di raggio diminuiti N60 Rullatura della seconda curva. Attenzione ai valori di raggio aumentati N70 Disimpegno dell utensile dopo la rullatura Esempio di programmazione con r5 e gambo 45 :. N10 G00 T0101; N20 G96 S100 M03; N30 X32 Z0, N40 G01 X30 Z-1 F0.05; N50 G01 X30 Z-10 F0.05; N60 G02 X40 Z-15 R5; N70 G03 X79 Z-34.5 R19.5; N80 X90 F1. N10 Selezione utensile N20 Velocità N30-N40 L utensile approccia il pezzo con un angolo di 45 Da (0) a (-0) in direzione Z Da (32) a (30) in direzione X N50 Rullatura della prima curva. Attenzione ai valori di raggio diminuiti N60 Rullatura della seconda curva. Attenzione ai valori di raggio aumentati N70 Disimpegno dell utensile dopo la rullatura
 AVANZAMENTO: 0.1-0.05 mm/giro N.B.")
11 MODELLO SKUV30 - Rullatura Pesante PRESSIONE: UTILIZZO 45 : mm sul raggio MAX mm sul raggio UTILIZZO 90 : 1-1.5mm sul raggio MAX mm sul raggio VELOCITA : 100 m/min (MAX 150m/min) AVANZAMENTO: mm/giro N.B. PER UTENSILI A 45 : - INGRESSO IN LAVORAZIONE E COMPRESSIONE A 45 - EFFETTUARE IL PERCORSI DI RULLATURA CURVI CON LE OPPORTUNE TRASLAZIONI/CORREZIONI DEL RAGGIO ALTRIMENTI LA PRESSIONE DI LAVORO RISULTERA NON COSTANTE
12 MODELLO BSBT TIPO DI MACCHINA UTENSILE Può essere utilizzato su macchine dove è il pezzo da lavorare a ruotare, torni NC e CNC MATERIALI Tutti i materiali fino a 40-45Hrc di durezza LUBRIFICAZIONE & RAFFREDDAMENTO Prima della rullatura i trucioli devono essere rimossi dal particolare da lavorare E richiesto l utilizzo di refrigerante per ottenere buoni risultati in lavorazione ed una vita utile dell utensile lunga. Possono essere usati lubrorefrigeranti emulsionabili sintetici e non o oli interi. E raccomandato fornire all utensile un flusso di refrigerante filtrato a 5-10µm Ingrassare il cuscinetto ad ogni utilizzo dell utensile o dopo averlo utilizzato. VELOCITA ED AVANZAMENTO MATERIALE Velocità - metri/min. Avanzamento - mm/giro Carico Newton Acciai al carbonio e legati Inox Ghisa Alluminio / Rame / ecc SINGLE ROLL MULTI DIAMETER ROLLER BURNISHING TOOL RPM (rev./min.) WORKPIECE DIAMETER (mm.) 200 m./min. 50 m./min. Per calcolare i g/min usare la seguente formula: ØD = diametro del pezzo da lavorare in mm Vc = velocità m/min valore da 50m/min a max 200m/min Vc * 1000 g/min = * ØD Esempio: ØD=85mm Vc= 50 o 200m/min 50 * 1000 g/min = = * * 1000 g/min = = * 85 Dopo un periodo di utilizzo il rullo si usura e deve essere sostituito. Per ottenere Ra molto basse lavorare con basso numero di giri ed avanzamento lento.
13 OPERAZIONI Il pezzo può ruotare sia in senso orario che antiorario indifferentemente Il BSBT deve approcciare il pezzo verticalmente dall alto Un approccio dalla destra, sinistra o può causare un contatto rigido che può danneggiare l utensile, il pezzo o la macchina utensile. L approccio dall alto garantisce che la molla operi nel giusto modo evitando il contatto rigido. AVVICINAMENTO ALLA SUPERFICIE Approach to the workpiece PRIMO CONTATTO CON RULLO 2-3mm ALL INTERNO DEL PARTICOLARE DA RULLARE FIRST CONTACT POINT SHOULD BE 2-3 mm INSIDE THE WORKPIECE FACE GRANO DI PRECARICO MOLLA ADJUSTMENT SCREW Rullatura esterna OD BURNISHING WORKPIECE CONTACT PUNTO DI POINT CONTATTO WORKPIECE PUNTO DI CONTATTO CONTACT POINT Rullatura interna ID BURNISHING ADJUSTMENT GRANO DI SCREW PRECARICO MOLLA LATO DI INSTALLAZIONE SUL TORNIO: IL PUNTO DI CONTATTO TOOL SHOULD DEVE BE ATTACHED ESSERE ON THE SUL LATHE LATO IN PROPER OPPOSTO DIRECTION. RISPETTO NOTE THAT CONTACT POINT IS ON THE OPPOSITE DIRECTION OF ADJUSTMENT SCREW AL GRANO DI PRECARICO MOLLA FORZA DI RULLATURA La forza di rullatura è data da una molla all interno del corpo utensile BSBT può essere compresso di MAX 1.35mm contro la superficie del pezzo da lavorare (N.B. 1.35mm sul raggio = 2.70mm sul diametro) Regolazione di base della forza di rullatura: allentare la vite di regolazione (grano precarico molla), riavvitare fino a contatto con la molla e precaricare di 2 giri completi. Se la corsa radiale del rullo non genera sufficiente pressione, essa può essere incrementata aumentando il precarico molla tramite il grano d regolazione. Ogni giro completo corrisponte a 1.25mm di deflessione molla, MAX DEFLESSIONE CONSENTITA 4 GIRI N.B. NON ECCEDERE QUESTO VALORE O SI RIDURRA LA CORSA UTILE ANDANDO A DANNEGGIARE IL MECCANISMO INTERNO DELL UTENSILE REGOLAZIONE UTENSILE
14 Prima dell utilizzo vanno eseguite delle prove di lavorazione per verificare la pressione e velocità di lavoro. - Portare il rullo a contatto con la superficie, comprimere di 1.35mm sul raggio (2.7mm sul diametro) - Partire in lavorazione a mm/giro e verificare se la finitura è accettabile - Se non è accettabile vi sono 4 parametri che la influenzano e vanno regolati: o Precarico molla: può essere aumentato fino a max 4 giri come riportato in precedenza o Pressione del rullo sulla superficie: crea un differente angolo di contatto del rullo Minore deflessione rullo = minore superficie di contatto = più pressione per unità di superficie Maggiore deflessione rullo = maggiore superficie di contatto = meno pressione per unità di superficie o Maggiore / minore avanzamento o Più / meno g/min N.B. NON ECCEDERE LA CORSA MASSIMA DEL RULLO O LA DEFLESSIONE MASSIMA DELLA MOLLA O VERRA DANNEGGIATO IL MECCANISMO INTERNO DEFLESSIONE MASSIMA RULLO: 1.35mm SUL RAGGIO (2.70mm SUL DIAMETRO) PRECARICO MASSIMO DELLA MOLLA: 4 GIRI = 5mm TOTALE: 6.35mm MAX A 7.7MM DI DEFLESSIONE LA MOLLA E A PACCO
15 MODELLO GRV TIPO DI MACCHINA UTENSILE Può essere utilizzato su macchine dove è il pezzo da lavorare a ruotare, torni NC e CNC MATERIALI Tutti i materiali fino a 40-45Hrc di durezza LUBRIFICAZIONE & RAFFREDDAMENTO Prima della rullatura i trucioli devono essere rimossi dal particolare da lavorare E richiesto l utilizzo di refrigerante per ottenere buoni risultati in lavorazione ed una vita utile dell utensile lunga. Possono essere usati lubrorefrigeranti emulsionabili sintetici e non o oli interi. E raccomandato fornire all utensile un flusso di refrigerante filtrato a 5-10µm Ingrassare il cuscinetto ad ogni utilizzo dell utensile o dopo averlo utilizzato. VELOCITA ED AVANZAMENTO MATERIALE Velocità - metri/min. Avanzamento - mm/giro Carico Newton Acciai al carbonio e legati Inox Ghisa Alluminio / Rame / ecc SINGLE ROLL MULTI DIAMETER ROLLER BURNISHING TOOL RPM (rev./min.) WORKPIECE DIAMETER (mm.) 200 m./min. 50 m./min. Per calcolare i g/min usare la seguente formula: ØD = diametro del pezzo da lavorare in mm Vc = velocità m/min valore da 50m/min a max 200m/min Vc * 1000 g/min = * ØD Esempio: ØD=85mm Vc= 50 o 200m/min 50 * 1000 g/min = = * * 1000 g/min = = * 85 Dopo un periodo di utilizzo il rullo si usura e deve essere sostituito. Per ottenere Ra molto basse lavorare con basso numero di giri ed avanzamento lento.
16 OPERAZIONI Il pezzo può ruotare sia in senso orario che antiorario indifferentemente Il GRV deve approcciare il pezzo verticalmente dall alto Un approccio dalla destra, sinistra o può causare un contatto rigido che può danneggiare l utensile, il pezzo o la macchina utensile. L approccio dall alto garantisce che la molla operi nel giusto modo evitando il contatto rigido. AVVICINAMENTO ALLA SUPERFICIE Approach to the workpiece PRIMO CONTATTO CON RULLO 2-3mm ALL INTERNO DEL PARTICOLARE DA RULLARE FIRST CONTACT POINT SHOULD BE 2-3 mm INSIDE THE WORKPIECE FACE LEAF SPRINGS MOLLE DI SPINTA Rullatura OD BURNISHING esterna WORKPIECE PUNTO DI CONTATTO CONTACT POINT WORKPIECE PUNTO DI CONTATTO CONTACT POINT Rullatura ID BURNISHING interna LATO DI INSTALLAZIONE SUL TORNIO: IL GRV PUO LAVORARE CON PRESSIONE GRV CAN BE VERSO USED FOR IL BOTH BASSO ID and OD O BURNISHING VERSO L ALTRO WITHOUT CHANGING THE TOOL DIRECTION INDIFFERENTEMENTE
17 FORZA DI RULLATURA La forza di rullatura è data da due set di molle a balestra GRV può essere compresso di MAX 1.25mm contro la superficie del pezzo da lavorare (N.B. 1.25mm sul raggio = 2.50mm sul diametro) - Portare il rullo a contatto con la superficie da rullare e applicare 0.5mm di pressione sul raggio (1mm sul diametro) - Dopo aver raggiunto la compressione come indicato al punto precedente, immediatamente far partire l avanzamento con una velocità tra 0.05 e 0.2 mm/giro - Verificare se la finitura risulta accettabile o no, se non dovesse risultare accettabile eseguire le seguenti regolazioni: o Diminuire la pressione di rullatura o Aumentare o diminuire l avanzamento o Aumentare o diminuire il numero di giri al min N.B. NON ECCEDERE LA MASSIMA DEFLESSIONE CONSENTITA
18 MODELLO BSBT PER CENTRO DI LAVORO O ALESATRICE TIPO DI MACCHINA UTENSILE Può essere utilizzato su centro di lavoro o alesatrice. MATERIALI Tutti i materiali fino a 40-45Hrc di durezza LUBRIFICAZIONE & RAFFREDDAMENTO Prima della rullatura i trucioli devono essere rimossi dal particolare da lavorare E richiesto l utilizzo di refrigerante per ottenere buoni risultati in lavorazione ed una vita utile dell utensile lunga. Possono essere usati lubrorefrigeranti emulsionabili sintetici e non o oli interi. E raccomandato fornire all utensile un flusso di refrigerante filtrato a 5-10µm Ingrassare il cuscinetto ad ogni utilizzo dell utensile o dopo averlo utilizzato. VELOCITA ED AVANZAMENTO MATERIALE Velocità - metri/min. Avanzamento - mm/giro Carico Newton Acciai al carbonio e legati Inox Ghisa Alluminio / Rame / ecc SINGLE ROLL MULTI DIAMETER ROLLER BURNISHING TOOL RPM (rev./min.) WORKPIECE DIAMETER (mm.) 200 m./min. 50 m./min. Per calcolare i g/min usare la seguente formula: ØD = diametro del pezzo da lavorare in mm Vc = velocità m/min valore da 50m/min a max 200m/min Vc * 1000 g/min = * ØD Esempio: ØD=85mm Vc= 50 o 200m/min 50 * 1000 g/min = = * * 1000 g/min = = * 85 Dopo un periodo di utilizzo il rullo si usura e deve essere sostituito. Per ottenere Ra molto basse lavorare con basso numero di giri ed avanzamento lento.
19 PRESETTING Installare e bloccare il braccio Il diametro da rullare determina la posizione del braccio. Esempio: Diametro da rullare: 2X=300mm (X=150mm) Posizione del braccio: =91.5mm BRACCIO VITI DI FISSAGGIO BRACCIO FORZA DI RULLATURA La forza di rullatura è data da una molla all interno del corpo utensile BSBT può essere compresso di MAX 1.35mm contro la superficie del pezzo da lavorare N.B. se l utensile è utilizzato come indicato nel precedente capitolo PRESETTING, sarà automaticamente applicata la pressione di 1.35mm sulla superficie. Regolazione di base della forza di rullatura: allentare la vite di regolazione (grano precarico molla), riavvitare fino a contatto con la molla e precaricare di 2 giri completi. Se la corsa radiale del rullo non genera sufficiente pressione, essa può essere incrementata aumentando il precarico molla tramite il grano d regolazione. Ogni giro completo corrisponte a 1.25mm di deflessione molla, MAX DEFLESSIONE CONSENTITA 4 GIRI N.B. NON ECCEDERE QUESTO VALORE O SI RIDURRA LA CORSA UTILE ANDANDO A DANNEGGIARE IL MECCANISMO INTERNO DELL UTENSILE N.B. NON ECCEDERE LA CORSA MASSIMA DEL RULLO O LA DEFLESSIONE MASSIMA DELLA MOLLA O VERRA DANNEGGIATO IL MECCANISMO INTERNO DEFLESSIONE MASSIMA RULLO: 1.35mm PRECARICO MASSIMO DELLA MOLLA: 4 GIRI = 5mm TOTALE: 6.35mm MAX A 7.7MM DI DEFLESSIONE LA MOLLA E A PACCO
20
21 N.B. PRIMA DI INIZIARE LA LAVORAZIONE - N.B. la testa del rullatore ha una inclinazione β che verrà azzerata andando in compressione sulla superficie da rullare - Traslare l asse dell utensile (l asse del mandrino) di 5-10mm rispetto all asse del foro da rullare - Far avanzare l utensile 2-3mm all interno della superficie da rullare AVVICINAMENTO ALLA SUPERFICIE Approach to the workpiece PRIMO CONTATTO CON RULLO 2-3mm ALL INTERNO DEL PARTICOLARE DA RULLARE FIRST CONTACT POINT SHOULD BE 2-3 mm INSIDE THE WORKPIECE FACE - Traslare l asse dell utensile(l asse mandrino) fino a farlo concidere con lasse del foro da lavorare (utilizzare una velocità di traslazione non troppo elevata per creare il contatto e precarico del rullo sulla superficie) - Partire in rotazione - lavorazione a mm/giro e verificare se la finitura è accettabile - Se non è accettabile vi sono 4 parametri che la influenzano e vanno regolati: 1. Precarico molla: può essere aumentato fino a max 4 giri come riportato in precedenza 2. Pressione del rullo sulla superficie: crea un differente angolo di contatto del rullo Minore deflessione rullo = minore superficie di contatto = più pressione per unità di superficie Maggiore deflessione rullo = maggiore superficie di contatto = meno pressione per unità di superficie Per variare questo parametro e di conseguenza variare la posizione della regolazione del braccio, tornare al PRESETTING ed utilizzare i valori 59 o 59.5 nella formula al posto di 58.5 N.B. NON UTILIZZARE MAI VALORTI INFERIORI A 58.5mm 3. Maggiore / minore avanzamento 4. Più / meno g/min
******************************************************************************************************************* LEGGERE CON ATTENZIONE QUESTO
 ******************************************************************************************************************* LEGGERE CON ATTENZIONE QUESTO MANUALE PRIMA DI UTILIZZARE L UTENSILE *******************************************************************************************************************
******************************************************************************************************************* LEGGERE CON ATTENZIONE QUESTO MANUALE PRIMA DI UTILIZZARE L UTENSILE *******************************************************************************************************************
FDT Utensili a compensazione per sbavatura su CNC o robot, con o senza motore pneumatico
 SMT PMT HMT Utensili marcatori per CNC o robot Marcatura a graffio o micropercussione ad aria o refrigerante FDT Utensili a compensazione per sbavatura su CNC o robot, con o senza motore pneumatico Utensile
SMT PMT HMT Utensili marcatori per CNC o robot Marcatura a graffio o micropercussione ad aria o refrigerante FDT Utensili a compensazione per sbavatura su CNC o robot, con o senza motore pneumatico Utensile
Utensili rullatori. Tecnologia della rullatura. Vantaggi della rullatura DREX -TOOLS UTENSILI RULLATORI
 Utensili rullatori La DREX -TOOLS vanta sin dal 1980 una solida esperienza nel settore della rullatura. L azienda, con il supporto di personale tecnico di vasta esperienza, ha creato una nuova linea di
Utensili rullatori La DREX -TOOLS vanta sin dal 1980 una solida esperienza nel settore della rullatura. L azienda, con il supporto di personale tecnico di vasta esperienza, ha creato una nuova linea di
TAPPO ESTERNO COD.: TR.. CARATTERISTICHE 1.01 COD. A T L SISTEMA TAPPO E STAPPO RAPIDO (BREVETTATO)
") TAPPO ESTERNO SISTEMA TAPPO E STAPPO RAPIDO (BREVETTATO) T +0,5 0 45 O-RING VITON ANELLO ELASTICO IN ACCIAIO ØA +0,1 0 ØA -0,1-0,2 L : TR.. A T L TR-6I 6,5 0,7 7,5 TR-8I 8,5 1 9 TR-10 10,5 1 12,5 TR-12
TAPPO ESTERNO SISTEMA TAPPO E STAPPO RAPIDO (BREVETTATO) T +0,5 0 45 O-RING VITON ANELLO ELASTICO IN ACCIAIO ØA +0,1 0 ØA -0,1-0,2 L : TR.. A T L TR-6I 6,5 0,7 7,5 TR-8I 8,5 1 9 TR-10 10,5 1 12,5 TR-12
Fondamenti per la Programmazione delle Macchine a Controllo Numerico
 Fondamenti per la Programmazione delle Macchine a Controllo Numerico Sistemi di Coordinate I sistemi di coordinate, permettono al programmatore di definire i punti caratteristici del profilo da lavorare.
Fondamenti per la Programmazione delle Macchine a Controllo Numerico Sistemi di Coordinate I sistemi di coordinate, permettono al programmatore di definire i punti caratteristici del profilo da lavorare.
CaratteristicheRC. Raccordatura Raggiata >> Tipo RC
 accordatura aggiata >> Inserti per raccordature raggiate diverse possono essere montati sullo stesso utensile. Gli inserti in metallo duro garantiscono un elevata durata dell utensile. Garantisce un eccellente
accordatura aggiata >> Inserti per raccordature raggiate diverse possono essere montati sullo stesso utensile. Gli inserti in metallo duro garantiscono un elevata durata dell utensile. Garantisce un eccellente
RAFFREDDATORI A LAMA COD.: RL-..F CARATTERISTICHE 1.14 COD. A B T S L1 L SISTEMA TAPPO E STAPPO RAPIDO (BREVETTATO)
") RAFFREDDATORI A LAMA SISTEMA TAPPO E STAPPO RAPIDO (BREVETTATO) : RL-..F T +0,5 0 45 L L1 B -0,1-0,2 Ø A +0,1 0 S Ø A -0,1-0,2 LAMA IN ACCIAIO INOX O-RING IN VITON A B T S L1 L RL-6F 6 6 0,7 1 7,5 100
RAFFREDDATORI A LAMA SISTEMA TAPPO E STAPPO RAPIDO (BREVETTATO) : RL-..F T +0,5 0 45 L L1 B -0,1-0,2 Ø A +0,1 0 S Ø A -0,1-0,2 LAMA IN ACCIAIO INOX O-RING IN VITON A B T S L1 L RL-6F 6 6 0,7 1 7,5 100
TAPPO ESTERNO COD.: TR-..F CARATTERISTICHE 1.03 COD. A T L SISTEMA TAPPO E STAPPO RAPIDO (BREVETTATO)
") TAPPO ESTERNO SISTEMA TAPPO E STAPPO RAPIDO (BREVETTATO) T +0,5 0 45 O-RING VITON ANELLO ELASTICO IN ACCIAIO ØA +0,1 0 ØA -0,1-0,2 : TR-..F L A T L TR-5FINOX 5 0,7 7 TR-6FI 6 0,7 7,5 TR-8FI 8 1 9 TR-10F
TAPPO ESTERNO SISTEMA TAPPO E STAPPO RAPIDO (BREVETTATO) T +0,5 0 45 O-RING VITON ANELLO ELASTICO IN ACCIAIO ØA +0,1 0 ØA -0,1-0,2 : TR-..F L A T L TR-5FINOX 5 0,7 7 TR-6FI 6 0,7 7,5 TR-8FI 8 1 9 TR-10F
RAFFREDDATORI A FONTANA
 RAFFREDDATORI A FONTANA SISTEMA TAPPO E STAPPO RAPIDO (BREVETTATO) COD: RF-.. L2+5mm T 45 +0,5 0 S L Ø A Ø B+1 3 L2 Ø B L1 C +0,1 0 Ø A -0,1-0,2 TUBETTO IN ACCIAIO INOX O-RING IN FKM COD. A T B S C L1
RAFFREDDATORI A FONTANA SISTEMA TAPPO E STAPPO RAPIDO (BREVETTATO) COD: RF-.. L2+5mm T 45 +0,5 0 S L Ø A Ø B+1 3 L2 Ø B L1 C +0,1 0 Ø A -0,1-0,2 TUBETTO IN ACCIAIO INOX O-RING IN FKM COD. A T B S C L1
DREAM DRILLS FLAT BOTTOM
 YGI-0217 Migliorare attraverso l'innovazione - 180 degree point angle enables drilling of flat, inclined and curved surfaces. For holes on various angled surfaces. - L'angolo di punta di 180 consente forature
YGI-0217 Migliorare attraverso l'innovazione - 180 degree point angle enables drilling of flat, inclined and curved surfaces. For holes on various angled surfaces. - L'angolo di punta di 180 consente forature
ASC 320 TM Punte Integrali in metallo duro
 ASC 320 TM Punte Integrali in metallo duro La linea di punte ASC 320 TM è stata progettata per garantire le migliori prestazioni di foratura e vita utensile su Acciaio Inossidabile, Inconel, Hastelloy
ASC 320 TM Punte Integrali in metallo duro La linea di punte ASC 320 TM è stata progettata per garantire le migliori prestazioni di foratura e vita utensile su Acciaio Inossidabile, Inconel, Hastelloy
Rullatura a freddo di trasmissioni cardaniche
 Rullatura a freddo di trasmissioni cardaniche 1. Rullatura a freddo di trasmissioni cardaniche... 1 1.1 Dentature... 1 1.2 Materiali... 1 1.3 Precisione di dentatura... 2 1.4 Modulo... 2 1.5 Esempio velocità
Rullatura a freddo di trasmissioni cardaniche 1. Rullatura a freddo di trasmissioni cardaniche... 1 1.1 Dentature... 1 1.2 Materiali... 1 1.3 Precisione di dentatura... 2 1.4 Modulo... 2 1.5 Esempio velocità
RULLATORE AD UN RULLINO MANUALE UGW-8
 RULLATORE AD UN RULLINO MANUALE UGW-8 Sommario 1. Indicazioni di sicurezza 2. Descrizione 2.1 Rullatura 2.2 Materiali 2.3 Lubrificazione 2.4 Dati di impiego 3. Struttura 4. Preparazione 4.1 Valori indicativi
RULLATORE AD UN RULLINO MANUALE UGW-8 Sommario 1. Indicazioni di sicurezza 2. Descrizione 2.1 Rullatura 2.2 Materiali 2.3 Lubrificazione 2.4 Dati di impiego 3. Struttura 4. Preparazione 4.1 Valori indicativi
Serie TE per diametri esterni. Caratteristiche tecniche. Struttura dell utensile DREX -TOOLS UTENSILI RULLATORI
 Serie TE per diametri esterni Diametri esterni senza spallamento tipo TEH da diametro a 8 mm Diametri esterni contro spallamento tipo TEB da diametro a 8 mm Caratteristiche tecniche I rullatori per diametri
Serie TE per diametri esterni Diametri esterni senza spallamento tipo TEH da diametro a 8 mm Diametri esterni contro spallamento tipo TEB da diametro a 8 mm Caratteristiche tecniche I rullatori per diametri
Asportazione di truciolo. LIUC - Ingegneria Gestionale 1
 Asportazione di truciolo LIUC - Ingegneria Gestionale 1 L asportazione di truciolo Per asportazione di truciolo (taglio e rimozione del materiale) si lavorano a freddo grezzi di fonderia e semilavorati
Asportazione di truciolo LIUC - Ingegneria Gestionale 1 L asportazione di truciolo Per asportazione di truciolo (taglio e rimozione del materiale) si lavorano a freddo grezzi di fonderia e semilavorati
Questo documento spiega come raggiungere l'accuratezza dimensionale e la finitura desiderata attraverso le tre fasi.
 Sovrametallo Sovrametallo Sovrametallo Rullatori La lavorazione di rullatura si svolge in tre fasi: 1. Lavorazione pre rullatura 2. Settaggio del rullatore 3. Applicazione e lavorazione Questo documento
Sovrametallo Sovrametallo Sovrametallo Rullatori La lavorazione di rullatura si svolge in tre fasi: 1. Lavorazione pre rullatura 2. Settaggio del rullatore 3. Applicazione e lavorazione Questo documento
Caratteristiche. Punte da Centro ad Inserti >>
 Punte da Centro ad Inserti >> è un marchio registrato Nine9, l ideatore della prima punta da centro ad inserto a fissaggio meccanico (brevettata). Offrendo per la prima volta un sistema con inserto intercambiabile
Punte da Centro ad Inserti >> è un marchio registrato Nine9, l ideatore della prima punta da centro ad inserto a fissaggio meccanico (brevettata). Offrendo per la prima volta un sistema con inserto intercambiabile
UTENSILI MOTORIZZATI ALLESTIMENTO UTENSILI CAPTO MANDRINI HAINBUCH
 UTENSILI MOTORIZZATI ALLESTIMENTO UTENSILI CAPTO MANDRINI HAINBUCH Area di lavoro Max. diametro rotante su Z mm 827 Max. diametro tornibile mm 356 Max. diametro rotante sulle guide mm 745 Max. lunghezza
UTENSILI MOTORIZZATI ALLESTIMENTO UTENSILI CAPTO MANDRINI HAINBUCH Area di lavoro Max. diametro rotante su Z mm 827 Max. diametro tornibile mm 356 Max. diametro rotante sulle guide mm 745 Max. lunghezza
DIMENSIONI PICCOLISSIME
 Super Drill Le più piccole punte ad inserti a partir 4 taglienti per inserto. Lo stesso inserto può essere usato sia centrale che periferico Ø10 ~ Ø30 DIMENSIONI PICCOLISSIME 3xD : Ø10 to Ø30 mm. 4xD :
Super Drill Le più piccole punte ad inserti a partir 4 taglienti per inserto. Lo stesso inserto può essere usato sia centrale che periferico Ø10 ~ Ø30 DIMENSIONI PICCOLISSIME 3xD : Ø10 to Ø30 mm. 4xD :
Info tech n 114 V6.1. New. Note : MANUALE : Foratura di acciai temprati. Visita il sito
 TGHDS 5D TGHDR 10D TGHDL 20D TGHDL 30D MANUALE : Foratura di acciai temprati New Note : La nuova serie di punte TOGLON e disponibile nelle versioni 5/10/20/30 D Note tecniche per realizzare un foro in
TGHDS 5D TGHDR 10D TGHDL 20D TGHDL 30D MANUALE : Foratura di acciai temprati New Note : La nuova serie di punte TOGLON e disponibile nelle versioni 5/10/20/30 D Note tecniche per realizzare un foro in
Guida alla fresatura 1/8
 LAVORAZIONE CON FRESE A DISCO Guida alla fresatura 1/8 SCELTA DEL TIPO DI FRESA Troncatura ad esecuzione di cave. Larghezza della fresa: Standard: 5, 6, 8 e 10 mm Speciale: 5,0 12,4 mm Questo tipo di fresa
LAVORAZIONE CON FRESE A DISCO Guida alla fresatura 1/8 SCELTA DEL TIPO DI FRESA Troncatura ad esecuzione di cave. Larghezza della fresa: Standard: 5, 6, 8 e 10 mm Speciale: 5,0 12,4 mm Questo tipo di fresa
ø20 ø58 ø46 ø20 Collegamento aria G1/8 ø20 ø72 ø30 ø16 Inclinazione max. 5 mm Angolo di inclinazione max. 5 Inclinazione max.
 ø20 50 ø58 ø46 ø20 77 110 Inclinazione max. 5 mm Angolo di inclinazione max. 5 ø20 Collegamento aria G1/8 50 ø72 100 180 219 ø30 ø16 Inclinazione max. 15 mm Angolo di inclinazione max. 5 50 ø20 ø44
ø20 50 ø58 ø46 ø20 77 110 Inclinazione max. 5 mm Angolo di inclinazione max. 5 ø20 Collegamento aria G1/8 50 ø72 100 180 219 ø30 ø16 Inclinazione max. 15 mm Angolo di inclinazione max. 5 50 ø20 ø44
Vite regolazione lama. Leva estrazione lama Lama a cambio rapido
 Sbavatura in spinta e/o trazione - Lunga durata, elevata qualità dei componenti Studiati per produzioni con elevati volumi - Minori costi di gestione, minore costo per foro Regolazione della lama effettuabile
Sbavatura in spinta e/o trazione - Lunga durata, elevata qualità dei componenti Studiati per produzioni con elevati volumi - Minori costi di gestione, minore costo per foro Regolazione della lama effettuabile
Foratura e lavorazioni complementari. LIUC - Ingegneria Gestionale 1
 Foratura e lavorazioni complementari LIUC - Ingegneria Gestionale 1 Foratura È la più comune delle operazioni effettuate mediante il trapano e serve per ottenere fori di precisione grossolana LIUC - Ingegneria
Foratura e lavorazioni complementari LIUC - Ingegneria Gestionale 1 Foratura È la più comune delle operazioni effettuate mediante il trapano e serve per ottenere fori di precisione grossolana LIUC - Ingegneria
Trapani
 DRILL 20-25-35 Capacità foratura Dist. Colonna mandrino Cono mandrino Numero giri/velocità Diametro colonna Corsa canotto Dist. Mandrino-base Dimensione tavola Altezza della macchina Motore DRILL 20 20
DRILL 20-25-35 Capacità foratura Dist. Colonna mandrino Cono mandrino Numero giri/velocità Diametro colonna Corsa canotto Dist. Mandrino-base Dimensione tavola Altezza della macchina Motore DRILL 20 20
Serie Modular da 1.45 a 6.4mm. Serie Autolock da 6.5 a 26mm
 Sbavatura in spinta e/o trazione - Lunga durata, elevata qualità dei componenti Studiati per produzioni con elevati volumi - Minori costi di gestione, minore costo per foro Regolazione della lama effettuabile
Sbavatura in spinta e/o trazione - Lunga durata, elevata qualità dei componenti Studiati per produzioni con elevati volumi - Minori costi di gestione, minore costo per foro Regolazione della lama effettuabile
LE LAVORAZIONI INDUSTRIALI
 LE LAVORAZIONI INDUSTRIALI Tornitura Foratura Fresatura Rettifica Altre lavorazioni 1 LAVORAZIONI INDUSTRIALI Nelle lavorazioni industriali per asportazione di truciolo sono sempre presenti: Pezzo Grezzo
LE LAVORAZIONI INDUSTRIALI Tornitura Foratura Fresatura Rettifica Altre lavorazioni 1 LAVORAZIONI INDUSTRIALI Nelle lavorazioni industriali per asportazione di truciolo sono sempre presenti: Pezzo Grezzo
Dispensa di LAVORAZIONE alle M.U. asportazione del truciolo
 Dispensa di LAVORAZIONE alle M.U. asportazione del truciolo TABELLE PARAMETRI TECNICI ISTRUZIONI AL CALCOLO DEI PARAMETRI TECNICI Redatto da Cipro Massimo 14 Novembre 2005 Ultima revisione: 24/02/2011
Dispensa di LAVORAZIONE alle M.U. asportazione del truciolo TABELLE PARAMETRI TECNICI ISTRUZIONI AL CALCOLO DEI PARAMETRI TECNICI Redatto da Cipro Massimo 14 Novembre 2005 Ultima revisione: 24/02/2011
Settore: MECCANICO. 1. Test di tecnologia
 Settore: MECCANICO 1. Test di tecnologia 1. La funzione G96 definisce: Limite massimo di giri Velocità di taglio costante (metri/minuto) Numero di giri (giri/minuto) Velocità di avanzamento assi (millimetri/giro)
Settore: MECCANICO 1. Test di tecnologia 1. La funzione G96 definisce: Limite massimo di giri Velocità di taglio costante (metri/minuto) Numero di giri (giri/minuto) Velocità di avanzamento assi (millimetri/giro)
Docente: Ing. P.Zanetti
 Torniturar Docente: Ing. P.Zanetti 1. Introduzione all operazione di tornitura Il moto di taglio (rotatorio) è affidato al pezzo Il moto di avanzamento è affidato all utensile Si ottengono solo pezzi caratterizzati
Torniturar Docente: Ing. P.Zanetti 1. Introduzione all operazione di tornitura Il moto di taglio (rotatorio) è affidato al pezzo Il moto di avanzamento è affidato all utensile Si ottengono solo pezzi caratterizzati
MACCHINE E IMPIANTI SISTEMI PER TAGLIO TUBI
 MACCHINE E IMPIANTI SISTEMI PER TAGLIO TUBI Sistemi per taglio tubi Pagina 4 Sistemi per taglio tubi Pagina 5 Sistemi per taglio tubi Pagina 6 Sistemi per taglio tubi: PUNTI DI FORZA Pagina 7 Sistemi per
MACCHINE E IMPIANTI SISTEMI PER TAGLIO TUBI Sistemi per taglio tubi Pagina 4 Sistemi per taglio tubi Pagina 5 Sistemi per taglio tubi Pagina 6 Sistemi per taglio tubi: PUNTI DI FORZA Pagina 7 Sistemi per
Comara icut. Per ottimizzare in tempo reale i processi di asportazione truciolo
 Comara icut Per ottimizzare in tempo reale i processi di asportazione truciolo Le sfide in produzione Nella lavorazione, i parametri di taglio definiti in un programma CNC vanno mantenuti invariati. Il
Comara icut Per ottimizzare in tempo reale i processi di asportazione truciolo Le sfide in produzione Nella lavorazione, i parametri di taglio definiti in un programma CNC vanno mantenuti invariati. Il
[ significa: Pensato per grandi imprese! EMCOTURN 900. Tornio CNC per diametro tornibile fino a 1050 mm e lunghezza tornibile fino a 5000 mm
 [ E[M]CONOMY] significa: Pensato per grandi imprese! EMCOTURN 900 Tornio CNC per diametro tornibile fino a 1050 mm e lunghezza tornibile fino a 5000 mm EMCOTURN 900 [Mandrino principale] - Attacco mandrino
[ E[M]CONOMY] significa: Pensato per grandi imprese! EMCOTURN 900 Tornio CNC per diametro tornibile fino a 1050 mm e lunghezza tornibile fino a 5000 mm EMCOTURN 900 [Mandrino principale] - Attacco mandrino
SINCRO. Maschi per maschiatura sincronizzata.
 SINCRO Maschi per maschiatura sincronizzata www.vergnano.com SINCRO - Maschi per maschiatura sincronizzata MASCHI PER MASCHIATURA SINCRONIZZATA La gamma di maschi Vergnano per maschiatura sincronizzata
SINCRO Maschi per maschiatura sincronizzata www.vergnano.com SINCRO - Maschi per maschiatura sincronizzata MASCHI PER MASCHIATURA SINCRONIZZATA La gamma di maschi Vergnano per maschiatura sincronizzata
Teste per rullare tangenziali
 Teste per rullare tangenziali Per impiego con pezzo rotante Questo tipo di teste viene impiegato prevalentemente su torni automatici mono e plurimandrino e su macchine CNC. Particolarmente adatte per lavorazioni:
Teste per rullare tangenziali Per impiego con pezzo rotante Questo tipo di teste viene impiegato prevalentemente su torni automatici mono e plurimandrino e su macchine CNC. Particolarmente adatte per lavorazioni:
Jongen Italia s.r.l. Jongen UNI-MILL Punte in metallo duro VHB DR20. 5xD
 Jongen Italia s.r.l. Jongen UNI-MILL Punte in metallo duro VHB 55505 DR20 5xD 1 Gli utensili Il programma di punte in metallo duro della Jongen é stata concepita per la foratura universale su diversi tipi
Jongen Italia s.r.l. Jongen UNI-MILL Punte in metallo duro VHB 55505 DR20 5xD 1 Gli utensili Il programma di punte in metallo duro della Jongen é stata concepita per la foratura universale su diversi tipi
CNC CORSO BASE DI PROGRAMMAZIONE
 1 LORENZO RAUSA CNC CORSO BASE DI PROGRAMMAZIONE Per tornio e fresa CNC Corso base di programmazione 2 Copyright CNC Web School 2018 Milano (Italy) info@cncwebschool.com www.cncwebschool.com Tutti i diritti
1 LORENZO RAUSA CNC CORSO BASE DI PROGRAMMAZIONE Per tornio e fresa CNC Corso base di programmazione 2 Copyright CNC Web School 2018 Milano (Italy) info@cncwebschool.com www.cncwebschool.com Tutti i diritti
TORNIO A CONTROLLO NUMERICO USATO MAP MOD.TA 600/1600
 TORNIO A CONTROLLO NUMERICO USATO MAP MOD.TA 600/1600 UNITA' DI GOVERNO FANUC 21i-T GENERALITA' I torni a Controllo Numerico della serie TA sono stati concepiti in particolare per la lavorazione di pezzi
TORNIO A CONTROLLO NUMERICO USATO MAP MOD.TA 600/1600 UNITA' DI GOVERNO FANUC 21i-T GENERALITA' I torni a Controllo Numerico della serie TA sono stati concepiti in particolare per la lavorazione di pezzi
ADIR C. Weight. L (mm) H (mm) W (mm)
 H (mm) W (mm)") ADIR C Centro di lavoro multifunzione a controllo numerico a 3 assi interpolanti L (mm) W (mm) H (mm) Weight (kg) 3600 1660 1900 1400 Caratteristiche tecniche Carterizzazioni laterale e posteriore fisse.
ADIR C Centro di lavoro multifunzione a controllo numerico a 3 assi interpolanti L (mm) W (mm) H (mm) Weight (kg) 3600 1660 1900 1400 Caratteristiche tecniche Carterizzazioni laterale e posteriore fisse.
Riferimenti: Levi/Zompì Tecnologia meccanica cap. 6 Giusti/Santochi Tecnologia meccanica cap. 9
 LAVORAZIONI DI FORATURA - ALESATURA Riferimenti: Levi/Zompì Tecnologia meccanica cap. 6 Giusti/Santochi Tecnologia meccanica cap. 9 1 FORATURA 2 FORATURA a z D/2 Moto di taglio: moto rotatorio dell utensile
LAVORAZIONI DI FORATURA - ALESATURA Riferimenti: Levi/Zompì Tecnologia meccanica cap. 6 Giusti/Santochi Tecnologia meccanica cap. 9 1 FORATURA 2 FORATURA a z D/2 Moto di taglio: moto rotatorio dell utensile
LUREN Precision Co.LTD.
 Precision Co.LTD. Sede principale: Li Hsing Factory Location: Hsin Chu Science Park - Taiwan www.luren.com.tw Sede principale: Via Marconi, 8 Viganò Brianza (LC)- Italy www.fubri.it per l Europa Rettifiche
Precision Co.LTD. Sede principale: Li Hsing Factory Location: Hsin Chu Science Park - Taiwan www.luren.com.tw Sede principale: Via Marconi, 8 Viganò Brianza (LC)- Italy www.fubri.it per l Europa Rettifiche
LA CHIUSURA SILENZIOSA
 1 GUIDA PER L UTENTE LA CHIUSURA SILENZIOSA Introduzione generale. 1 Leggere attentamente le istruzioni prima di utilizzare il prodotto e conservarle per eventuali necessità future DESCRIZIONE : Sistema
1 GUIDA PER L UTENTE LA CHIUSURA SILENZIOSA Introduzione generale. 1 Leggere attentamente le istruzioni prima di utilizzare il prodotto e conservarle per eventuali necessità future DESCRIZIONE : Sistema
NS - Frese sferiche 3 tagli
 NS - Frese sferiche 3 tagli Rivestite Mugen Premium per acciai temprati "hard" Rivestite Mugen 2 rivestimenti adatti per fresare Il design a 3 taglienti e la spaziatura diversa tra essi elia Frese sferiche
NS - Frese sferiche 3 tagli Rivestite Mugen Premium per acciai temprati "hard" Rivestite Mugen 2 rivestimenti adatti per fresare Il design a 3 taglienti e la spaziatura diversa tra essi elia Frese sferiche
Caratteristiche. Eccellente ripetibilità >> Applicazioni >>
 Smussi a 45 >> Frese Nine9 per smussatura e lamatura con inserti a fissaggio meccanico. è specificatamente progettato per lavorazioni ad elevate velocità di taglio; i taglienti multipli aumentano l avanzamento,
Smussi a 45 >> Frese Nine9 per smussatura e lamatura con inserti a fissaggio meccanico. è specificatamente progettato per lavorazioni ad elevate velocità di taglio; i taglienti multipli aumentano l avanzamento,
Macroistruzione per l esecuzione sedi chiavette eseguite in pendolare su torni senza asse Y
 Macroistruzione per l esecuzione sedi chiavette eseguite in pendolare su torni senza asse Y Controllo numerico: Fanuc T CAMPO DI APPLICAZ IONE Il ciclo esegue la lavorazione di sedi chiavetta di profilo
Macroistruzione per l esecuzione sedi chiavette eseguite in pendolare su torni senza asse Y Controllo numerico: Fanuc T CAMPO DI APPLICAZ IONE Il ciclo esegue la lavorazione di sedi chiavetta di profilo
09 Serie Viti a filettatura rapida Spinotti Piccoli
 482 09 Serie Viti a filettatura rapida Spinotti Piccoli Acciaio a basso tenore di carbonio temprato, zincato, cromato, con rivestimento di tenuta o acciaio inox Istruzioni per la specifica: 1. Determinare
482 09 Serie Viti a filettatura rapida Spinotti Piccoli Acciaio a basso tenore di carbonio temprato, zincato, cromato, con rivestimento di tenuta o acciaio inox Istruzioni per la specifica: 1. Determinare
Insieme nel futuro: la vostra produzione determina la scelta del s. 1 Schütte 325
 1 Schütte 325 NUMROTOplus Un pacchetto software per la produzione e l'affilatura degli utensili In risposta a molteplici richieste dal settore degli utensili, viene offerta in alternativa la 325linear
1 Schütte 325 NUMROTOplus Un pacchetto software per la produzione e l'affilatura degli utensili In risposta a molteplici richieste dal settore degli utensili, viene offerta in alternativa la 325linear
Via degli Andreani, Sasso Marconi (BO) Tel: Fax:
 Tel: Fax:") Via degli Andreani, 9 40037 Sasso Marconi (BO) Tel: 051 735744 - Fax: 051 735808 www.tecnimetal-tm.com - E-mail: info@tecnimetal-tm.com PRINCIPI DELLA RULLATURA Le lavorazioni superficiali a freddo sono
Via degli Andreani, 9 40037 Sasso Marconi (BO) Tel: 051 735744 - Fax: 051 735808 www.tecnimetal-tm.com - E-mail: info@tecnimetal-tm.com PRINCIPI DELLA RULLATURA Le lavorazioni superficiali a freddo sono
[ significa: Design to Cost. EMCOTURN E25. Tornio CNC per lavorazioni da barra fino a Ø 25 mm e da autocentrante
 [ E[M]CONOMY] significa: Design to Cost. EMCOTURN E25 Tornio CNC per lavorazioni da barra fino a Ø 25 mm e da autocentrante EMCOTURN E25 [ Campo di lavoro] - Caduta libera di trucioli - Migliore ergonomia
[ E[M]CONOMY] significa: Design to Cost. EMCOTURN E25 Tornio CNC per lavorazioni da barra fino a Ø 25 mm e da autocentrante EMCOTURN E25 [ Campo di lavoro] - Caduta libera di trucioli - Migliore ergonomia
Sistema MSP. Hilti. Passione. Performance.
 Sistema MSP Hilti. Passione. Performance. Prodotti Ganci per tetto MSP-RH Pagina 204 Ganci per tetto MSP-RH-A Pagina 205 Gancio per tetto MSP-RH-B Pagina 205 Gancio per tetto MSP-RH-S Pagina 206 Gancio
Sistema MSP Hilti. Passione. Performance. Prodotti Ganci per tetto MSP-RH Pagina 204 Ganci per tetto MSP-RH-A Pagina 205 Gancio per tetto MSP-RH-B Pagina 205 Gancio per tetto MSP-RH-S Pagina 206 Gancio
Micro-pinze angolari HGWM
 A07_04_001_E-HGWM! Miniaturizzate e facili da montare! Versatili e disponibili in diverse varianti 2007/03 Con riserva di modifiche Prodotti 2007 1/-1 A07_04_002_F-HGWM Caratteristiche G6: G7: G7: Con
A07_04_001_E-HGWM! Miniaturizzate e facili da montare! Versatili e disponibili in diverse varianti 2007/03 Con riserva di modifiche Prodotti 2007 1/-1 A07_04_002_F-HGWM Caratteristiche G6: G7: G7: Con
TORNIO A CNC CON UTENSILI MOTORIZZATI EQUIPAGGIATO CON CNC FANUC Oi-TC. Modello MT 300-6
 TORNIO A CNC CON UTENSILI MOTORIZZATI EQUIPAGGIATO CON CNC FANUC Oi-TC Modello MT 300-6 CARATTERISTICHE TECNICHE GENERALI 1 Basamento monolitico in ghisa inclinato a 30 con struttura di tipo alveolare
TORNIO A CNC CON UTENSILI MOTORIZZATI EQUIPAGGIATO CON CNC FANUC Oi-TC Modello MT 300-6 CARATTERISTICHE TECNICHE GENERALI 1 Basamento monolitico in ghisa inclinato a 30 con struttura di tipo alveolare
SCELTA DEL TIPO DI INSERTO/FRESA
 FRESATURA DI SPALLAMENTI RETTI SCELTA DEL TIPO DI INSERTO/FRESA Per l esecuzione di spallamenti retti è necessaria una fresa con un angolo di registrazione di 90. Inoltre, l angolo di 90 permette di limitare
FRESATURA DI SPALLAMENTI RETTI SCELTA DEL TIPO DI INSERTO/FRESA Per l esecuzione di spallamenti retti è necessaria una fresa con un angolo di registrazione di 90. Inoltre, l angolo di 90 permette di limitare
Rampa elicoidale. Ver 1 del 06/07/16
 Rampa elicoidale Ver 1 del 06/07/16 CAMPO DI APPLICAZIONE La macroistruzione esegue la contornatura in rampa elicoidale di diametri interni/esterni o per la spianatura di flange circolari. Grazie alla
Rampa elicoidale Ver 1 del 06/07/16 CAMPO DI APPLICAZIONE La macroistruzione esegue la contornatura in rampa elicoidale di diametri interni/esterni o per la spianatura di flange circolari. Grazie alla
DRA DRA. MagicDrill. Eccellente precisione del foro e design ottimizzato per ridurre gli sforzi di taglio. Punta a cuspide ad elevata efficienza
 Punta a cuspide ad elevata efficienza DRA MagicDrill DRA Eccellente precisione del foro e design ottimizzato per ridurre gli sforzi di taglio Elevata ridigità per mezzo della sezione centrale rinforzata.
Punta a cuspide ad elevata efficienza DRA MagicDrill DRA Eccellente precisione del foro e design ottimizzato per ridurre gli sforzi di taglio Elevata ridigità per mezzo della sezione centrale rinforzata.
SBZ 151 Edition 90 Centro di lavoro
 SBZ 151 Edition 90 Centro di lavoro - 14-05-2019 - Pagina 1/6 SBZ 151 Edition 90 Centro di lavoro Centri di lavoro Descrizione Centro di lavoro a 5 assi Concepito per lavorare in modo flessibile ed efficiente
SBZ 151 Edition 90 Centro di lavoro - 14-05-2019 - Pagina 1/6 SBZ 151 Edition 90 Centro di lavoro Centri di lavoro Descrizione Centro di lavoro a 5 assi Concepito per lavorare in modo flessibile ed efficiente
Mandrini Pneumatici Mandrini Robotici
 Mandrini Pneumatici Mandrini Robotici Made in Germany Modelli in INOX 3D.stp disponibili su: www.mannesmann-demag.com DISTRIBUITO DA: Via degli Andreani, 9-40037 Sasso Marconi (BO) Tel: 051 735744 - Fax:
Mandrini Pneumatici Mandrini Robotici Made in Germany Modelli in INOX 3D.stp disponibili su: www.mannesmann-demag.com DISTRIBUITO DA: Via degli Andreani, 9-40037 Sasso Marconi (BO) Tel: 051 735744 - Fax:
SUPPLEMENTO CATALOGO GENERALE Vol. 1
 SUPPLEMENTO CATALOGO GENERALE 2017-2018 Vol. 1 Frese per Centrini, Smussi e Incisioni Centrini Svasatura Foro Smussatura Spigolo Diametro Minimo Centrino Diametro Massimo Centrino Mono Tagliente This Tool!
SUPPLEMENTO CATALOGO GENERALE 2017-2018 Vol. 1 Frese per Centrini, Smussi e Incisioni Centrini Svasatura Foro Smussatura Spigolo Diametro Minimo Centrino Diametro Massimo Centrino Mono Tagliente This Tool!
L innovativo sistema di bloccaggio degli inserti garantisce stabilità e affidabilità nella foratura di diametri piccoli.
 Punta ad inserto intercambiabile in carburo Aggiornamento 2014.01B167I L innovativo sistema di bloccaggio degli inserti garantisce stabilità e affidabilità nella foratura di diametri piccoli. y Disponibile
Punta ad inserto intercambiabile in carburo Aggiornamento 2014.01B167I L innovativo sistema di bloccaggio degli inserti garantisce stabilità e affidabilità nella foratura di diametri piccoli. y Disponibile
DRA DRA. MagicDrill. Eccellente precisione del foro e design ottimizzato per ridurre gli sforzi di taglio. Punta a cuspide ad elevata efficienza
 Punta a cuspide ad elevata efficienza DRA MagicDrill DRA Eccellente precisione del foro e design ottimizzato per ridurre gli sforzi di taglio Elevata ridigità per mezzo della sezione centrale rinforzata.
Punta a cuspide ad elevata efficienza DRA MagicDrill DRA Eccellente precisione del foro e design ottimizzato per ridurre gli sforzi di taglio Elevata ridigità per mezzo della sezione centrale rinforzata.
Opzioni controllo MAX 5 Hurco Srl
 Opzioni controllo MAX 5 Hurco Srl Bturati@hurco.it Verifica Grafica Avanzata Visualizzazione in solid-randering del pezzo da realizzare con relativa simulazione del percorso utensile NC PRODUCTIVITY PACKAGE
Opzioni controllo MAX 5 Hurco Srl Bturati@hurco.it Verifica Grafica Avanzata Visualizzazione in solid-randering del pezzo da realizzare con relativa simulazione del percorso utensile NC PRODUCTIVITY PACKAGE
Jongen Italia s.r.l. La nuova fresa del tipo FP 49. permette un impegno assiale fino a 17 mm
 Jongen Italia s.r.l. La nuova fresa del tipo FP 49 permette un impegno assiale fino a 17 mm GLI UTENSILI F Nuova serie per spallamento retto che garantisce la massima produttività e precisione riducendo
Jongen Italia s.r.l. La nuova fresa del tipo FP 49 permette un impegno assiale fino a 17 mm GLI UTENSILI F Nuova serie per spallamento retto che garantisce la massima produttività e precisione riducendo
startech cn foratrice universale
 foratrice universale foratrice universale e taglio lama a cn FLESSIBILE: IDEALE PER PRODUZIONI SU MISURA Nessun intervento dell operatore per il set-up del piano di lavoro e per il riattrezzaggio della
foratrice universale foratrice universale e taglio lama a cn FLESSIBILE: IDEALE PER PRODUZIONI SU MISURA Nessun intervento dell operatore per il set-up del piano di lavoro e per il riattrezzaggio della
soluzioni di foratura startech cn foratrice universale
 soluzioni di foratura startech cn foratrice universale startech cn foratrice universale e taglio lama a cn FLESSIBILE: IDEALE PER PRODUZIONI SU MISURA Nessun intervento dell operatore per il set-up del
soluzioni di foratura startech cn foratrice universale startech cn foratrice universale e taglio lama a cn FLESSIBILE: IDEALE PER PRODUZIONI SU MISURA Nessun intervento dell operatore per il set-up del
Lavorazione di fresatura su alluminio
 Lavorazione di fresatura su alluminio Milling tools made by Jongen UTENSILI PER LA LAVORAZIONE DELL'ALLUMINIO Questi utensili di alta qualitá sono progettati per la lavorazione in spianatura e spallamento
Lavorazione di fresatura su alluminio Milling tools made by Jongen UTENSILI PER LA LAVORAZIONE DELL'ALLUMINIO Questi utensili di alta qualitá sono progettati per la lavorazione in spianatura e spallamento
Tornitura aerospaziale
 Tornitura aerospaziale per le più moderne leghe ed applicazioni Un nuovo gruppo di utensili versatili Inserti rotondi Gli inserti rotondi offrono interessanti vantaggi per la lavorazione di leghe aerospaziali
Tornitura aerospaziale per le più moderne leghe ed applicazioni Un nuovo gruppo di utensili versatili Inserti rotondi Gli inserti rotondi offrono interessanti vantaggi per la lavorazione di leghe aerospaziali
Istruzioni per la prima messa in funzione engraflexx
 Istruzioni per la prima messa in funzione engraflexx engraflexx è stato concepito per la sbavatura automatica di pezzi con profili non definiti. Questo significa che le differenze fra il contorno nominale
Istruzioni per la prima messa in funzione engraflexx engraflexx è stato concepito per la sbavatura automatica di pezzi con profili non definiti. Questo significa che le differenze fra il contorno nominale
Trascinatori frontali
 26 Trascinatori frontali CARATTERISTICHE GENERALI La continua esigenza di contenimento dei costi di lavorazione, ha promosso lo studio e la progettazione di un attrezzo alternativo all autocentrante tradizionale,
26 Trascinatori frontali CARATTERISTICHE GENERALI La continua esigenza di contenimento dei costi di lavorazione, ha promosso lo studio e la progettazione di un attrezzo alternativo all autocentrante tradizionale,
Centri C.N.C. Free&Easy Smile
 Centri C.N.C. Centri C.N.C. ll mini centro di lavoro professionale JOLLY è una apparecchiatura a 5 assi, nata per soddisfare le esigenze dei laboratori e centri di fresaggio più ambiziosi. Può eseguire
Centri C.N.C. Centri C.N.C. ll mini centro di lavoro professionale JOLLY è una apparecchiatura a 5 assi, nata per soddisfare le esigenze dei laboratori e centri di fresaggio più ambiziosi. Può eseguire
SBZ 150 Centro di lavoro
 SBZ 150 Centro di lavoro - 01-07-2019 - Pagina 1/5 SBZ 150 Centro di lavoro Centri di lavoro Descrizione Centro di lavoro a 5 assi Concepito per lavorare in modo redditizio e razionale profili in alluminio
SBZ 150 Centro di lavoro - 01-07-2019 - Pagina 1/5 SBZ 150 Centro di lavoro Centri di lavoro Descrizione Centro di lavoro a 5 assi Concepito per lavorare in modo redditizio e razionale profili in alluminio
TORNI CNC MULTIMANDRINO. SCY HT a sei mandrini
 PASSIONE E INNOVAZIONE multimandrini TORNI CNC MULTIMANDRINO SCY 36-45-5656 HT a sei mandrini SCY 36 HT SCY 45 HT SCY 56 HT Economici Affidabili Efficenti Multimandrino = più produzione A 30 anni dalla
PASSIONE E INNOVAZIONE multimandrini TORNI CNC MULTIMANDRINO SCY 36-45-5656 HT a sei mandrini SCY 36 HT SCY 45 HT SCY 56 HT Economici Affidabili Efficenti Multimandrino = più produzione A 30 anni dalla
Istruzioni di montaggio tenda plissè a vetro.
 tenda plissè a. Si prega di utilizzare solo le viti in dotazione Utilizzare per il fissaggio solo un giravite a croce: NON USARE AVVITATORI ELETTRICI Applicare la maniglietta in dotazione prima di iniziare
tenda plissè a. Si prega di utilizzare solo le viti in dotazione Utilizzare per il fissaggio solo un giravite a croce: NON USARE AVVITATORI ELETTRICI Applicare la maniglietta in dotazione prima di iniziare
MMV Centro di lavoro verticale a montante mobile MILLING
 Centro di lavoro verticale a montante mobile MILLING emco-world.com Centro di lavoro verticale CNC a montante mobile per la lavorazione a 3, 4 o 5 assi di particolari grandi e pesanti, per lotti di piccole
Centro di lavoro verticale a montante mobile MILLING emco-world.com Centro di lavoro verticale CNC a montante mobile per la lavorazione a 3, 4 o 5 assi di particolari grandi e pesanti, per lotti di piccole
MACCHINE E IMPIANTI SISTEMI PER TAGLIO TUBI
 CATALOGO EXACT Revisione3.0del03.2017 0434569760 MACCHINE E IMPIANTI SISTEMI PER TAGLIO TUBI Sistemi per taglio tubi Pagina 4 Sistemi per taglio tubi Pagina 5 Sistemi per taglio tubi Pagina 6 Sistemi
CATALOGO EXACT Revisione3.0del03.2017 0434569760 MACCHINE E IMPIANTI SISTEMI PER TAGLIO TUBI Sistemi per taglio tubi Pagina 4 Sistemi per taglio tubi Pagina 5 Sistemi per taglio tubi Pagina 6 Sistemi
Trapani Magnetici. Sal.Fer. Shop catalogo - T E. Questo catalogo è stato generato il 31 marzo 2017
 Trapani Magnetici Trapano magnetico LTF completo 384 01EPM Trapano magnetico LTF completo 384 01EPM SUPPORTI ELETTROMAGNETICI CON BASE ELETTRO PERMANENTE COMPLETI DI TRAPANO PORTATILI EIBENSTOCK Supporto
Trapani Magnetici Trapano magnetico LTF completo 384 01EPM Trapano magnetico LTF completo 384 01EPM SUPPORTI ELETTROMAGNETICI CON BASE ELETTRO PERMANENTE COMPLETI DI TRAPANO PORTATILI EIBENSTOCK Supporto
TAPPO ESTERNO IN TECNOPOLIMERO
 TAPPO ESTERNO IN TECNOPOLIMERO SISTEMA TAPPO E STAPPO RAPIDO (BREVETTATO) SERIE STANDARD ØA T L TP-8 8,5 1,3 10 TP-10 10,5 1,3 13 TP-12 12,5 1,3 13 TP-14 14,5 1,3 13 CARATTERISTICHE 1) RAPIDITA DI ESECUZIONE
TAPPO ESTERNO IN TECNOPOLIMERO SISTEMA TAPPO E STAPPO RAPIDO (BREVETTATO) SERIE STANDARD ØA T L TP-8 8,5 1,3 10 TP-10 10,5 1,3 13 TP-12 12,5 1,3 13 TP-14 14,5 1,3 13 CARATTERISTICHE 1) RAPIDITA DI ESECUZIONE
CENTRO DI LAVORO ORIZZONTALE ZPS H 1000
 CENTRO DI LAVORO ORIZZONTALE ZPS H 1000 CARATTERISTICHE TECNICHE CORSE E AVANZAMENTI Asse X (montante) 1400 mm Asse Y (testa-mandrino) 1050 mm Asse Z (tavola) 1200 mm Avanzamento di lavoro assi X,Y,Z 50
CENTRO DI LAVORO ORIZZONTALE ZPS H 1000 CARATTERISTICHE TECNICHE CORSE E AVANZAMENTI Asse X (montante) 1400 mm Asse Y (testa-mandrino) 1050 mm Asse Z (tavola) 1200 mm Avanzamento di lavoro assi X,Y,Z 50
[ significa: Massima precisione nelle lavorazioni pesanti. EMCO FAMUP MMV LINEAR. Centri di lavoro CNC a montante mobile con motori lineari
 [ E[M]CONOMY] significa: Massima precisione nelle lavorazioni pesanti. EMCO FAMUP MMV LINEAR Centri di lavoro CNC a montante mobile con motori lineari EMCO FAMUP MMV Linear Drive [ Interno macchina] -
[ E[M]CONOMY] significa: Massima precisione nelle lavorazioni pesanti. EMCO FAMUP MMV LINEAR Centri di lavoro CNC a montante mobile con motori lineari EMCO FAMUP MMV Linear Drive [ Interno macchina] -
Non solo formazione: vera produzione! CONCEPT MILL 250
 [ E[M]CONOMY ] significa: Non solo formazione: vera produzione! CONCEPT MILL 250 Il CNC con prestazioni industriali per la formazione professionale Concept MILL 250 Con questa macchina potrete conseguire
[ E[M]CONOMY ] significa: Non solo formazione: vera produzione! CONCEPT MILL 250 Il CNC con prestazioni industriali per la formazione professionale Concept MILL 250 Con questa macchina potrete conseguire
ADIR B Pantografo a controllo numerico a 2 assi interpolanti (X,Y) con piano di lavoro a rotazione pneumatica -90 /+90
 con piano di lavoro a rotazione pneumatica -90 /+90") ADIR B Pantografo a controllo numerico a 2 assi interpolanti (X,Y) con piano di lavoro a rotazione pneumatica -90 /0 /+90 26/03/2015 - Pagina 1 di 11 Caratteristiche tecniche Motore mandrino ISO 30 : 1.85
ADIR B Pantografo a controllo numerico a 2 assi interpolanti (X,Y) con piano di lavoro a rotazione pneumatica -90 /0 /+90 26/03/2015 - Pagina 1 di 11 Caratteristiche tecniche Motore mandrino ISO 30 : 1.85
Frese generazione VHC
 Jongen Italia s.r.l. Frese generazione VHC Fresatura trocoidale di altissimo livello Frese generazione VHC La fresatura trocoidale sia quella statica come anche quella dinamica è una combinazione di fresatura
Jongen Italia s.r.l. Frese generazione VHC Fresatura trocoidale di altissimo livello Frese generazione VHC La fresatura trocoidale sia quella statica come anche quella dinamica è una combinazione di fresatura
Serie BSME Serie SEXC
 TOOLING NEWS I-124 P M K N S H Serie BSME Serie SEXC BSME SEXC Serie con tagliente in CBN brasato Diametro minimo del foro = 2,5mm Serie con inserti in CBN Diametro minimo del foro = 4,0mm Serie BSME/SEXC
TOOLING NEWS I-124 P M K N S H Serie BSME Serie SEXC BSME SEXC Serie con tagliente in CBN brasato Diametro minimo del foro = 2,5mm Serie con inserti in CBN Diametro minimo del foro = 4,0mm Serie BSME/SEXC
Tecnologia Meccanica. Esercizi Asportazione di Truciolo 1
 Esercizi Asportazione di Truciolo 1 Esercizi sull asportazione di truciolo Dettaglio 1) Esercizio 1 2) Esercizio 2 3) Esercizio 3 : A) : I) II) 4) Esercizio 4 5) Esercizio 5 6) Esercizio 6 B) : 1) 2) 3)
Esercizi Asportazione di Truciolo 1 Esercizi sull asportazione di truciolo Dettaglio 1) Esercizio 1 2) Esercizio 2 3) Esercizio 3 : A) : I) II) 4) Esercizio 4 5) Esercizio 5 6) Esercizio 6 B) : 1) 2) 3)
RIAFFILATURA MASCHI INTRODUZIONE
 INTRODUZIONE La riaffilatura ha il compito di rigenerare il tagliente e l imbocco dei maschi, usurati durante la lavorazione. Essa ha grande importanza ai fini di uno sfruttamento economico dell utensile
INTRODUZIONE La riaffilatura ha il compito di rigenerare il tagliente e l imbocco dei maschi, usurati durante la lavorazione. Essa ha grande importanza ai fini di uno sfruttamento economico dell utensile
Punte elicoidali Generalità
 Punte elicoidali Generalità La punta elicoidale è l utensile universalmente usato per praticare fori su qualsiasi materiale. Troppo spesso viene trascurata l importanza che riveste una sua accurata costruzione
Punte elicoidali Generalità La punta elicoidale è l utensile universalmente usato per praticare fori su qualsiasi materiale. Troppo spesso viene trascurata l importanza che riveste una sua accurata costruzione
TOOLS NEWS B228I. Serie di frese integrali CERAMIC END MILL. Produttività altissima per le leghe resistenti al calore a base nickel
 TOOLS NEWS B228I Serie di frese integrali CERAMIC END MILL Produttività altissima per le leghe resistenti al calore a base nickel CERAMIC Serie di frese integrali Da difficile a facile da tagliare! Taglio
TOOLS NEWS B228I Serie di frese integrali CERAMIC END MILL Produttività altissima per le leghe resistenti al calore a base nickel CERAMIC Serie di frese integrali Da difficile a facile da tagliare! Taglio
F.P.Officina Meccanica S.r.l Via Arrigo Boito n Soliera (MO) Tel.059/ Fax.059/
 Tel.059/ Fax.059/") F.P.Officina Meccanica S.r.l Via Arrigo Boito n.337-41057 Soliera (MO) Tel.059/858296 Fax.059/854413 - info@brocciatura.it 1 2 UTENSILI CNC L'utensile REV BROACHING TOOL per brocciatura su CNC è realizzato
F.P.Officina Meccanica S.r.l Via Arrigo Boito n.337-41057 Soliera (MO) Tel.059/858296 Fax.059/854413 - info@brocciatura.it 1 2 UTENSILI CNC L'utensile REV BROACHING TOOL per brocciatura su CNC è realizzato
profiset piallatrici scorniciatrici automatiche.
 profiset piallatrici scorniciatrici automatiche. profiset 60 eclettica, efficiente, performante. Progettata per essere robusta, con componenti di qualità per garantire sempre le massime prestazioni. comp.
profiset piallatrici scorniciatrici automatiche. profiset 60 eclettica, efficiente, performante. Progettata per essere robusta, con componenti di qualità per garantire sempre le massime prestazioni. comp.
GSE K / GSE KS. Moduli di processo ad alta velocità per maschiatura per rullatura/asportazione
 GSE K / GSE KS Moduli di processo ad alta velocità per maschiatura per rullatura/asportazione Massima dinamicità, compattezza e flessibilità I moduli di processo GSE per maschiatura per rullatura/ asportazione
GSE K / GSE KS Moduli di processo ad alta velocità per maschiatura per rullatura/asportazione Massima dinamicità, compattezza e flessibilità I moduli di processo GSE per maschiatura per rullatura/ asportazione
DR Diffusori circolari a coni regolabili
 Diffusori DR DR Diffusori circolari a coni regolabili Versioni - DR/A (circolari con coni regolabili) - DRK/A (quadrati con pannello modulare 595x595 con coni regolabili, disponibili fino al diametro Ø315)
Diffusori DR DR Diffusori circolari a coni regolabili Versioni - DR/A (circolari con coni regolabili) - DRK/A (quadrati con pannello modulare 595x595 con coni regolabili, disponibili fino al diametro Ø315)
le lavorazioni a freddo asportazione di
 le lavorazioni a freddo asportazione di le lavorazioni ad asportazione di truciolo la struttura truciolo delle macchine utensili lo studio del processo di asportazione di truciolo riveste un importanza
le lavorazioni a freddo asportazione di le lavorazioni ad asportazione di truciolo la struttura truciolo delle macchine utensili lo studio del processo di asportazione di truciolo riveste un importanza
Sezione Tecnica T-A & GEN2 T-A GEN3SYS APX. Revolution & Core Drill. ASC 320 Punte Integrali. AccuPort 432 Pag. INDICE. Istruzioni di montaggio 256
 Sezione Tecnica ASC 0 Punte Integrali Revolution & Core Drill INDICE AccuPort 4 Pag. Istruzioni di montaggio 6 Parametri di lavoro consigliati 60 Informazioni generali Informazioni generali sulle teste
Sezione Tecnica ASC 0 Punte Integrali Revolution & Core Drill INDICE AccuPort 4 Pag. Istruzioni di montaggio 6 Parametri di lavoro consigliati 60 Informazioni generali Informazioni generali sulle teste
Mandrini Pneumatici Mandrini Robotici
 Mandrini Pneumatici Mandrini Robotici DISTRIBUITO DA: Made in Germany Modelli in INOX 3D.stp disponibili su: www.mannesmann-demag.com Via degli Andreani, 9 40037 Sasso Marconi (BO) Tel: 051 735744 - Fax:
Mandrini Pneumatici Mandrini Robotici DISTRIBUITO DA: Made in Germany Modelli in INOX 3D.stp disponibili su: www.mannesmann-demag.com Via degli Andreani, 9 40037 Sasso Marconi (BO) Tel: 051 735744 - Fax:
MACCHINA TRANSFER AD ALTE PRESTAZIONI
 INDICE: TRANSFER - Componenti - Moduli - Tecnologia L evoluzione tecnologica, le nuove normative sugli ottoni senza piombo, la necessità sempre presente di aumentare efficienza e produttività delle nostre
INDICE: TRANSFER - Componenti - Moduli - Tecnologia L evoluzione tecnologica, le nuove normative sugli ottoni senza piombo, la necessità sempre presente di aumentare efficienza e produttività delle nostre
Macro di tornitura gole. Ver.2 del 07/02/15
 Macro di tornitura gole Ver.2 del 07/02/15 CAMPO DI APPLICAZIONE La macroistruzione esegue la tornitura di gole sia con fianco dritto che con fianco inclinato come ad esempio gole per puleggie. In particolare
Macro di tornitura gole Ver.2 del 07/02/15 CAMPO DI APPLICAZIONE La macroistruzione esegue la tornitura di gole sia con fianco dritto che con fianco inclinato come ad esempio gole per puleggie. In particolare
Belt Conveyors System
 elt Conveyors System Mod. X Configurazione con GRUPPO MOVIMENTAIONE A SPINTA E RINVIO STANDARD completo di motoriduttore onfiglioli MVF49/P o Sew WA30 = Larghezza tappeto L = Lunghezza totale nastro Lt
elt Conveyors System Mod. X Configurazione con GRUPPO MOVIMENTAIONE A SPINTA E RINVIO STANDARD completo di motoriduttore onfiglioli MVF49/P o Sew WA30 = Larghezza tappeto L = Lunghezza totale nastro Lt
DA 50. Regolatori di pressione differenziale Regolatore di pressione differenziale con set-point regolabile DN 32-50
 DA 50 Regolatori di pressione differenziale Regolatore di pressione differenziale con set-point regolabile DN 32-50 IMI TA / Regolatori di pressione differenziale / DA 50 DA 50 Questi regolatori compatti
DA 50 Regolatori di pressione differenziale Regolatore di pressione differenziale con set-point regolabile DN 32-50 IMI TA / Regolatori di pressione differenziale / DA 50 DA 50 Questi regolatori compatti
Hartner. Sbavatori. Sbavature a macchina, interne ed esterne
 Hartner Sbavatori Sbavature a macchina, interne ed esterne Hartner Sbavatori Perché? - La foratura comporta la formazione di bave - Particelle di bava possono causare danni: - Resti di materiale nel circuito
Hartner Sbavatori Sbavature a macchina, interne ed esterne Hartner Sbavatori Perché? - La foratura comporta la formazione di bave - Particelle di bava possono causare danni: - Resti di materiale nel circuito