TECNOLOGIA MECCANICA. Parte 12
|
|
|
- Alessandra Orsini
- 8 anni fa
- Просмотров:
Транскрипт
1 TECNOLOGIA MECCANICA Parte 12
2 MATERIALI I materiali per costruire gli utensili devono avere le seguen@ caraaeris@che: Durezza a freddo: Il tagliente dell utensile deve essere molto duro alla temperatura ambiente, ciò si ohene sia u@lizzando opportuni elemen@ di lega sia soaoponendo l utensile a traaamen@ termici. Durezza a caldo: La durezza deve essere mantenuta anche in temperatura (riscaldamento durante la lavorazione). La durezza a caldo determina la temperatura di regime che l utensile può sopportare. Per acciai al carbonio la temperatura di regime sopportabile è 250 C, arriva fino a 600 C per gli acciai fortemente lega@ e può raggiungere anche 1000 C nei materiali ceramici e nei carburi sinterizza@. Tenacità: Capacità di resistere agli ur@ e deformarsi senza rompersi. Proprietà importan@ssima in di utensili (le frese) dove il numero di ur@ durante le fasi di lavoro è eleva@ssimo. Durezza e tenacità sono proprietà generalmente complementari, quindi spesso la scelta del materiale risulta da un compromesso delle due.
3 MATERIALI Resistenza all usura: Mantenere il più possibile inalterate nel tempo le superfici dei e gli spigoli di taglio (resistenza all ossidazione sopraauao a caldo, stabilità chimica). Conducibilità termica: Lo smal@mento del calore aaraverso l utensile è importante per non far alzare molto la temperatura nel tagliente. Coefficiente di a9rito: Basso coefficiente di aarito tra utensile e materiale favorisce un minore riscaldamento e minori potenze di lavorazione Costo: Un utensile non deve essere troppo costoso (ovvio ma non facile).
4 MATERIALI
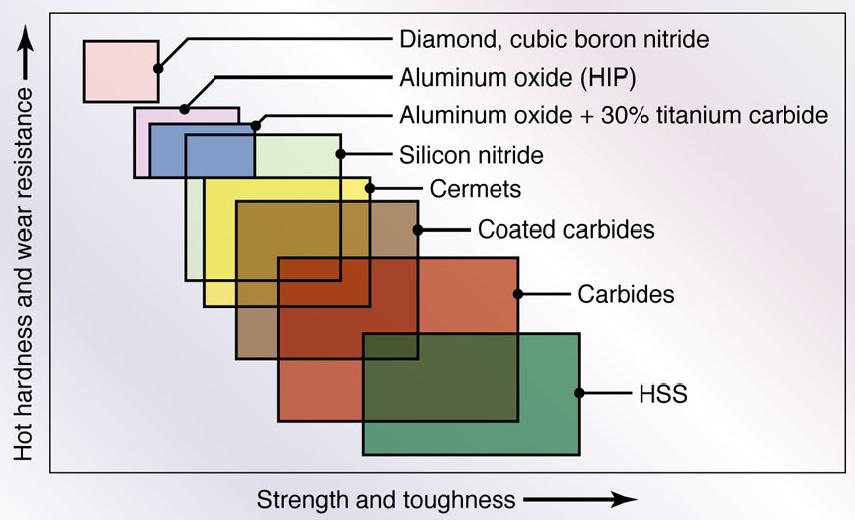
5 MATERIALI
6 NOMENCLATURA DEGLI UTENSILI Testa: Parte dell utensile dove si trovano le superfici ahve Stelo: Parte dell utensile con funzione di appoggio sulla torreaa portautensile della macchina Collo: Eventuale parte dello stelo immediatamente alla testa che ha sezione ridoaa rispeao allo stelo. Presente in utensili per lavorazioni (torniture interne). Base: Superficie dello stelo che appoggia sul portautensile Faccia o Pe9o: Superficie ahva della testa sulla quale si forma e scorre il truciolo
7 NOMENCLATURA DEGLI UTENSILI Fianchi: Superfici ahve della testa alla faccia (o peao). Si eventualmente in fianco principale dalla superficie ahva prospiciente la superficie in fase di lavorazione del pezzo e fianco secondario cos@tuito dalla superficie ahva prospiciente la superficie lavorata del pezzo. TaglienB: Intersezioni della faccia con i fianchi. Tagliente principale è l intersezione della faccia con il fianco principale, Tagliente secondario è l intersezione tra la faccia e il fianco secondario. Profilo: Linea tra il tagliente principale e il secondario. Punta: Intersezione tra tagliente principale e secondario. In generale tra i taglien@ c è un raccordo.
8 DEFINIZIONI PEZZO DA LAVORARE Superficie da lavorare: Superficie del pezzo prima dell asportazione del truciolo. Superficie in lavorazione o Superficie di Taglio: Superficie generata sul pezzo all aao dell asportazione del truciolo. Superficie lavorata: Superficie generata sul pezzo dopo l asportazione del truciolo
9 ANGOLI CARATTERISTICI La definizione degli angoli si esegue prendendo come riferimento il piano passante per la punta dell utensile e parallelo al piano di base. Gli angoli si dividono in angoli della sezione normale, angoli del profilo e angoli di registrazione. ANGOLI DELLA SEZIONE NORMALE Angolo di spoglia superiore γ (principale o secondario): Angolo formato dalla faccia con il piano di riferimento misurato in una sezione normale alla proiezione del tagliente principale sul piano di riferimento (A- A). Questo angolo si considera posi@vo se la faccia si trova al di soao del piano di riferimento, nega@vo al di sopra. Angolo di spoglia inferiore principale α: Angolo formato dal fianco principale con un piano contenente il tagliente principale e perpendicolare al piano di riferimento, misurato in una sezione normale alla proiezione del tagliente principale sul piano di riferimento (A- A). Angolo di spoglia inferiore secondario α : Angolo formato dal fianco secondario con un piano contenente il tagliente secondario e perpendicolare al piano di riferimento, misurato in una sezione normale alla proiezione del tagliente secondario sul piano di riferimento (B- B).
10 ANGOLI CARATTERISTICI ANGOLI DELLA SEZIONE NORMALE Angolo di taglio β: Angolo formato dalla faccia con il fianco principale nella sezione normale alla proiezione del tagliente principale sul piano di riferimento (A- A). ANGOLI DEL PROFILO β = 90 (α + γ) Angolo del tagliente principale ψ: formato dalle proiezioni del tagliente principale e dell asse dello stelo sul piano di riferimento. Angolo del tagliente secondario ψ : formato dalle proiezioni del tagliente secondario e dell asse dello stelo sul piano di riferimento. Angoli dei taglienb ε: Formato dalle proiezioni del tagliente principale e del tagliente secondario sul piano di riferimento.
11 ANGOLI CARATTERISTICI ANGOLI DEL PROFILO Angolo di inclinazione del tagliente principale λ: Formato dal tagliente principale con il piano di riferimento se il tagliente si trova soao al piano di riferimento) ANGOLI DI REGISTRAZIONE Angolo di registrazione del tagliente principale χ: formato dalle proiezioni del tagliente principale e della superficie lavorata sul piano di riferimento. Angolo di registrazione del tagliente secondario χ : formato dalle proiezioni del tagliente secondario e della superficie lavorata sul piano di riferimento.
12 DIMENSIONAMENTO Angolo di spoglia inferiore principale α L angolo di spoglia inferiore principale influenza fortemente la resistenza all usura dell utensile. InfaH questo angolo influenza fortemente il valore della sezione resistente dello spigolo del tagliente. Quindi l angolo di spoglia è funzione anche del materiale dell utensile, minore sarà la tenacità del materiale maggiore dovrà essere l angolo per garan@re una maggiore sezione resistente. Il valore di questo angolo deve prevedere anche il ritorno elas@co del materiale. Una volta che il tagliente è passato la superficie presenta un certo ritorno elas@co, se l angolo α è troppo piccolo si ha uno strisciamento tra pezzo e fianco dell utensile. Considerazioni del tuao analoghe valgono per l angolo di spoglia inferiore secondario α
13 DIMENSIONAMENTO Angoli di spoglia inferiore di diversi materiali
14 DIMENSIONAMENTO Angolo di spoglia superiore γ Questo è uno degli angoli fondamentali poiché contribuisce a determinare la posizione del peao dell utensile rispeao alla superficie di riferimento è ha influenza sul meccanismo di formazione del truciolo. Analizzando il processo di taglio si è già visto come questo angolo influenzi la forza di taglio e l aarito di scorrimento del truciolo sull utensile e quindi anche la temperatura dell utensile. L angolo di spoglia superiore dipende molto dal materiale dell utensile. Ad esempio alcuni carburi sinterizza@ e i materiali ceramici devono lavorare in compressione, quindi questo angolo deve essere nega@vo. Questo influenza nega@vamente la potenza assorbita e le temperature.
15 DIMENSIONAMENTO Angolo di spoglia superiore γ
16 DIMENSIONAMENTO Angolo del tagliente principale ψ Questo angolo influenza fortemente le forze che agiscono sull utensile. Se l angolo è 0 agiscono solo due componen@ di forza, la forza principale di taglio Fz e la resistenza all avanzamento Fx. Se invece questo angolo è maggiore di 0 allora agisce anche una terza componente, cioè la forza di repulsione Fy. Il valore di questo angolo dipende anche di operazione che si deve eseguire.

17 DIMENSIONAMENTO Angolo del tagliente principale ψ Se si deve realizzare uno spallamento di un elemento cilindrico non potrò avere utensili con angolo ψ > 0. Potrò realizzare questo elemento con un utensile a coltello avente angolo ψ = 0 o con un utensile con angolo ψ < 0 realizzando la lavorazione in due fasi, una cilindratura seguita da una operazione di sfacciatura (ovviamente tuao ciò nella fase di finitura, la sgrossatura potrà essere eseguita anche con utensile con angolo ψ > 0). Le equazioni che legano lo spessore s e la larghezza l del truciolo all avanzamento a, alla profondità di passata p e all angolo ψ sono:
18 DIMENSIONAMENTO Angolo del tagliente principale ψ Per un utensile a coltello (ψ =0) si avrà che lo spessore del truciolo è pari all avanzamento. In generale per fissate condizioni di profondità di passata e di avanzamento, lo spessore del truciolo diminuisce al crescere dell angolo ψ e aumenta la sua larghezza. In generale un angolo ψ grande contribuisce ad aumentare la durata dell utensile. TuAavia angolo eccessivi portano a fenomeni di strisciamento del fianco dell utensile deleteri per la durata del tagliente e per la finitura superficiale. Inoltre con un aumento dell angolo ψ aumenta anche al forza principale di taglio Fz e la forza di repulsione Fy. Un range u@le di angolo ψ va da 20 a 70.
19 DIMENSIONAMENTO Angolo di inclinazione del tagliente principale λ Questo angolo è di fondamentale importanza sia per la robustezza della punta dell utensile che la direzione di deflusso del truciolo. In utensili con materiali che devono lavorare in compressione, si deve un angolo λ Il deflusso dell utensile viene determinato dalla combinazione di angoli λ e ψ. Nel casa di un utensile a coltello (ψ =0) si avrà la situazione illustrata nella figura a sinistra.
20 DIMENSIONAMENTO Angolo di inclinazione del tagliente principale λ Nel caso di angoli λ e ψ entrambe nulli avremo un deflusso pressoché parallelo alla superficie lavorata, formando di truciolo deao a molla di orologio. Nel caso di un utensile con ψ maggiore di 0 si avrà la situazione nelle figure in basso.
21 DIMENSIONAMENTO Angolo di inclinazione del tagliente principale λ I valori suggeri@ sono: Angolo nega@vo tra 3 e 15 se si vuole rendere più robusta la punta dell utensile (u@le per carburi sinterizza@ e ceramici) e se non è indispensabile allontanare il truciolo dalla superficie lavorata. Angolo posi@vo tra 3 e 12 quando si vuole allontanare il truciolo preservando la superficie lavorata.
22 RELAZIONE TRA PARAMETRI DI TAGLIO E PROCESSO DI TAGLIO USURA DELL UTENSILE I fenomeni principali che portano all usura dell utensile sono: Abrasione: Par@celle ad elevata durezza, presen@ sul pezzo in lavorazione, producono abrasione sull utensile Diffusione: Una eventuale affinità chimica tra utensile e pezzo può causare il passaggio di atomi (diffusione) dall utensile al pezzo; sopraauao alle alte temperature Ossidazione: L ossigeno atmosferico può combinarsi con alcuni componen@ dell utensile; gli ossidi così forma@ possono separarsi dall utensile Adesione: Ovvero il meccanismo della formazione delle microsaldature e del tagliente di riporto; quindi avviene a basse velocità e temperature Deformazione PlasBca: Per compressione o scorrimento, ad elevate velocità e temperature. Comporta il cambiamento di forma dell utensile senza che ci sia necessariamente asportazione di materiale FaBca: Variazioni cicliche di forze e temperatura portano alla formazione di cricche ed alla roaura.
23 RELAZIONE TRA PARAMETRI DI TAGLIO E PROCESSO DI TAGLIO USURA DELL UTENSILE Tipologie di usura

24 RELAZIONE TRA PARAMETRI DI TAGLIO E PROCESSO DI TAGLIO USURA DELL UTENSILE Tipologie di usura più comuni sono quelle sul fianco e quelle che portano alla formazione di crateri sul peao dell utensile.
25 RELAZIONE TRA PARAMETRI DI TAGLIO E PROCESSO DI TAGLIO USURA DELL UTENSILE La rappresentazione di ques@ meccanismi di usura richiede il rilevamento di tre grandezze: La larghezza del labbro di usura VB sul fianco principale, misurato dallo spigolo del tagliente. La profondità del cratere di usura sulla faccia dell utensile KT La distanza del punto medio del cratere dallo spigolo del tagliente originale KM
26 RELAZIONE TRA PARAMETRI DI TAGLIO E PROCESSO DI TAGLIO USURA DELL UTENSILE La variazione di VB in funzione del tempo è lineare in scala logaritmica La profondità del cratere varia in modo lineare con il tempo. In scala logaritmica l angolo di inclinazione delle reae è sempre maggiore (a parità di condizioni di lavoro) delle reae di VB. La distanza KM è indipendente dal tempo di lavoro, varia solo con la velocità di taglio e con l avanzamento. La s@ma del tempo di vita dell utensile si esegue mediante criteri di usura.
27 RELAZIONE TRA PARAMETRI DI TAGLIO E PROCESSO DI TAGLIO USURA DELL UTENSILE I criteri di usura sono basa@ su diversi principi, alcuni comunemente usa@ sono: Criterio di Opitz, sul fianco dell utensile: Il massimo labbro di usura ammissibile corrisponde a VB= 1 mm. Le norme ISO consigliano un VB massimo di 0,3 mm. Criterio sul peao dell utensile: la massima usura ammissibile corrisponde a KT/KM= const. (utensili in carburi: KT/KM=0.1) Il criterio predominante è quello che viene u@lizzato per stabilire la durata dell utensile.
 In cui: v = Velocità di taglio in m/min.")
28 RELAZIONE TRA PARAMETRI DI TAGLIO E PROCESSO DI TAGLIO USURA DELL UTENSILE La relazione di Taylor Esprime la relazione esistente tra durata dell utensile e velocità di taglio considerando fissi tuh gli altri parametri (avanzamento, materiali, profondità, ecc.) In cui: v = Velocità di taglio in m/min. T = Durata dell utensile (min) n = coefficiente di durata del tagliente V 1 = Costante dipendente dagli altri parametri di taglio V 1 ed n si determinano sperimentalmente. V 1 è dato dall interceaa della reaa di regressione con l asse velocità.
29 RELAZIONE TRA PARAMETRI DI TAGLIO E PROCESSO DI TAGLIO USURA DELL UTENSILE La relazione generalizzata di Taylor In questa relazione si tengono presen@ tuh i parametri di taglio: In cui: v = Velocità di taglio in m/min. T = Durata dell utensile (min) n = costante che dipende dall accoppiamento materiali utensile e pezzo a = avanzamento in mm/giro p = profondità della passata in mm m, r = esponen@ dipenden@ anche essi dall accoppiamento materiali utensile e pezzo V 1 * = Velocità specifica di taglio Anche in questo caso i vari parametri possono essere determina@ sperimentalmente.
30
31 RELAZIONE TRA PARAMETRI DI TAGLIO E PROCESSO DI TAGLIO USURA DELL UTENSILE Curva reale di usura dell utensile in funzione della velocità di taglio
L utensile da tornio (Nomenclatura secondo UNI )
") L utensile da tornio (Nomenclatura secondo UNI 3401-3406) L utensile da tornio è costituito da uno stelo e da una testa (o nasello). In particolare nella testa si distinguono le seguenti parti: - il petto
L utensile da tornio (Nomenclatura secondo UNI 3401-3406) L utensile da tornio è costituito da uno stelo e da una testa (o nasello). In particolare nella testa si distinguono le seguenti parti: - il petto
ASPORTAZIONE DI TRUCIOLO - 4 DURATA DEL TAGLIENTE
 LAVORAZIONI PER SEPARAZIONE ASPORTAZIONE DI TRUCIOLO - 4 DURATA DEL TAGLIENTE Vittore Carassiti - INFN FE 1 INTRODUZIONE La velocità di taglio e gli altri parametri di lavorazione Alla velocità di taglio
LAVORAZIONI PER SEPARAZIONE ASPORTAZIONE DI TRUCIOLO - 4 DURATA DEL TAGLIENTE Vittore Carassiti - INFN FE 1 INTRODUZIONE La velocità di taglio e gli altri parametri di lavorazione Alla velocità di taglio
UTENSILI PER TORNIRE
 di Tecnologia Meccanica UTENSILI PER TORNIRE A cura dei proff. Morotti Giovanni e Santoriello Sergio Utensili per tornire Gli utensili impiegati sul tornio sono numerosi, in relazione alle molteplici operazioni
di Tecnologia Meccanica UTENSILI PER TORNIRE A cura dei proff. Morotti Giovanni e Santoriello Sergio Utensili per tornire Gli utensili impiegati sul tornio sono numerosi, in relazione alle molteplici operazioni
PROCESSO DELL ASPORTAZIONE DEL METALLO
 PROCESSO DELL ASPORTAZIONE DEL METALLO Formazione del truciolo La lavorazione meccanica di un elemento, ha lo scopo di mutarne la forma e le dimensioni per ottenere un particolare meccanico conforme alle
PROCESSO DELL ASPORTAZIONE DEL METALLO Formazione del truciolo La lavorazione meccanica di un elemento, ha lo scopo di mutarne la forma e le dimensioni per ottenere un particolare meccanico conforme alle
Processi per asportazione C.N. Processi per asportazione C.N. Generalità sui parametri di taglio
 Processi per asportazione C.N. Processi per asportazione C.N. La tornitura Foratura, fresatura e rettifica Il controllo numerico (C.N.) Ottimizzazione del processo 2 2006 Politecnico di Torino 1 Obiettivi
Processi per asportazione C.N. Processi per asportazione C.N. La tornitura Foratura, fresatura e rettifica Il controllo numerico (C.N.) Ottimizzazione del processo 2 2006 Politecnico di Torino 1 Obiettivi
TECNOLOGIA MECCANICA. Parte 11
 TECNOLOGIA MECCANICA Parte 11 Con la fresatura si o=engono numerose @pologie di superfici: piane o complesse, scanalatura semplici e complesse, smussi, sedi di lingue=e e chiave=e, ruote dentate. I mo@
TECNOLOGIA MECCANICA Parte 11 Con la fresatura si o=engono numerose @pologie di superfici: piane o complesse, scanalatura semplici e complesse, smussi, sedi di lingue=e e chiave=e, ruote dentate. I mo@
ASPORTAZIONE DI TRUCIOLO ASPORTAZIONE DI TRUCIOLO
 ASPORTAZIONE DI TRUCIOLO ASPORTAZIONE DI TRUCIOLO Distacco di alcune parti di materiale dal pezzo attraverso l interazione con utensili che agiscono in maniera progressiva truciolo utensile - cinematica
ASPORTAZIONE DI TRUCIOLO ASPORTAZIONE DI TRUCIOLO Distacco di alcune parti di materiale dal pezzo attraverso l interazione con utensili che agiscono in maniera progressiva truciolo utensile - cinematica
Spoglia superiore negativa Considerazioni tecniche
 Spoglia superiore negativa Considerazioni tecniche Negli utensili a punta singola si è sempre più affermato l utilizzo della spoglia superiore negativa, che indubbiamente porta dei vantaggi in termini
Spoglia superiore negativa Considerazioni tecniche Negli utensili a punta singola si è sempre più affermato l utilizzo della spoglia superiore negativa, che indubbiamente porta dei vantaggi in termini
Asportazione di truciolo. LIUC - Ingegneria Gestionale 1
 Asportazione di truciolo LIUC - Ingegneria Gestionale 1 L asportazione di truciolo Per asportazione di truciolo (taglio e rimozione del materiale) si lavorano a freddo grezzi di fonderia e semilavorati
Asportazione di truciolo LIUC - Ingegneria Gestionale 1 L asportazione di truciolo Per asportazione di truciolo (taglio e rimozione del materiale) si lavorano a freddo grezzi di fonderia e semilavorati
 Tecnologia Meccanica 2 Tecnologie e Sistemi di Lavorazione Lavorazione di tornitura Lavorazione che ha lo scopo di ottenere superfici di rivoluzione variamente conformate. Moti caratteristici Moto di taglio
Tecnologia Meccanica 2 Tecnologie e Sistemi di Lavorazione Lavorazione di tornitura Lavorazione che ha lo scopo di ottenere superfici di rivoluzione variamente conformate. Moti caratteristici Moto di taglio
FRESATURA. Fresatura periferica
 FRESATURA La fresatura è una lavorazione per asportazione di materiale che consente di ottenere una vasta gamma di superfici (piani, spallamenti, scanalature, ecc.) mediante l azione di un utensile pluritagliente
FRESATURA La fresatura è una lavorazione per asportazione di materiale che consente di ottenere una vasta gamma di superfici (piani, spallamenti, scanalature, ecc.) mediante l azione di un utensile pluritagliente
POLITECNICO DI TORINO TECNOLOGIA MECCANICA IL CICLO DI LAVORAZIONE
 POLITECNICO DI TORINO TECNOLOGIA MECCANICA IL CICLO DI LAVORAZIONE DEFINIZIONE Il ciclo di lavorazione è, in senso lato, la successione logica di tutte le operazioni necessarie per trasformare un pezzo
POLITECNICO DI TORINO TECNOLOGIA MECCANICA IL CICLO DI LAVORAZIONE DEFINIZIONE Il ciclo di lavorazione è, in senso lato, la successione logica di tutte le operazioni necessarie per trasformare un pezzo
le lavorazioni a freddo asportazione di
 le lavorazioni a freddo asportazione di le lavorazioni ad asportazione di truciolo la struttura truciolo delle macchine utensili lo studio del processo di asportazione di truciolo riveste un importanza
le lavorazioni a freddo asportazione di le lavorazioni ad asportazione di truciolo la struttura truciolo delle macchine utensili lo studio del processo di asportazione di truciolo riveste un importanza
Tornitura. angolo di spoglia superiore C materiale da lavorare parametri di lavorazione interazione tra truciolo ed utensile
 Tornitura Le lavorazioni eseguite al tornio sono lavorazioni basate sull' asportazione di truciolo ad opera di un utensile la cui geometria ed il materiale con cui viene realizzato dipendono dal materiale
Tornitura Le lavorazioni eseguite al tornio sono lavorazioni basate sull' asportazione di truciolo ad opera di un utensile la cui geometria ed il materiale con cui viene realizzato dipendono dal materiale
Classificazione delle lavorazioni per asportazione di truciolo
 Classificazione delle lavorazioni per asportazione di truciolo Classificazione secondo i movimenti Moto di taglio Moto di avanzamento Moto di registrazione - rettilineo - alternativo - rotatorio - continuo
Classificazione delle lavorazioni per asportazione di truciolo Classificazione secondo i movimenti Moto di taglio Moto di avanzamento Moto di registrazione - rettilineo - alternativo - rotatorio - continuo
Lavorazioni per asportazione di truciolo
 Lavorazioni per asportazione di truciolo Distacco di alcune parti di materiale dal pezzo attraverso l interazione con utensili che agiscono in maniera progressiva - cinematica del taglio - meccanica del
Lavorazioni per asportazione di truciolo Distacco di alcune parti di materiale dal pezzo attraverso l interazione con utensili che agiscono in maniera progressiva - cinematica del taglio - meccanica del
Riferimenti: Levi/Zompì Tecnologia meccanica cap. 6 Giusti/Santochi Tecnologia meccanica cap. 9
 LAVORAZIONI DI FORATURA - ALESATURA Riferimenti: Levi/Zompì Tecnologia meccanica cap. 6 Giusti/Santochi Tecnologia meccanica cap. 9 1 FORATURA 2 FORATURA a z D/2 Moto di taglio: moto rotatorio dell utensile
LAVORAZIONI DI FORATURA - ALESATURA Riferimenti: Levi/Zompì Tecnologia meccanica cap. 6 Giusti/Santochi Tecnologia meccanica cap. 9 1 FORATURA 2 FORATURA a z D/2 Moto di taglio: moto rotatorio dell utensile
Il ciclo di lavorazione
 Il ciclo di lavorazione Analisi critica del disegno di progetto Riprogettazione del componente (ove necessario) Determinazione dei processi tecnologici e scelta delle macchine utensili Stesura del ciclo
Il ciclo di lavorazione Analisi critica del disegno di progetto Riprogettazione del componente (ove necessario) Determinazione dei processi tecnologici e scelta delle macchine utensili Stesura del ciclo
ASPORTAZIONE DI TRUCIOLO - 3 FORMAZIONE E DISTACCO
 LAVORAZIONI PER SEPARAZIONE ASPORTAZIONE DI TRUCIOLO - 3 FORMAZIONE E DISTACCO Vittore Carassiti - INFN FE 1 FORMAZIONE E DISTACCO DEL TRUCIOLO Vittore Carassiti - INFN FE 2 FATTORI DI INFLUENZA I principali
LAVORAZIONI PER SEPARAZIONE ASPORTAZIONE DI TRUCIOLO - 3 FORMAZIONE E DISTACCO Vittore Carassiti - INFN FE 1 FORMAZIONE E DISTACCO DEL TRUCIOLO Vittore Carassiti - INFN FE 2 FATTORI DI INFLUENZA I principali
-7b - FRESATURA FRESATURA
 -7b - FRESATURA 1 FRESATURA La fresatura è una lavorazione per asportazione di materiale che consente di ottenere una vasta gamma di superfici (piani, scanalature, spallamenti, ecc.) mediante l azione
-7b - FRESATURA 1 FRESATURA La fresatura è una lavorazione per asportazione di materiale che consente di ottenere una vasta gamma di superfici (piani, scanalature, spallamenti, ecc.) mediante l azione
IL TAGLIO ORBITALE DELLE VITI SENZA FINE UNA TECNOLOGIA ECOSOSTENIBILE
 IL TAGLIO ORBITALE DELLE VITI SENZA FINE UNA TECNOLOGIA ECOSOSTENIBILE Marco Benincasa (Benincasa Meccanica) Giampaolo Giacomozzi (Varvel SpA) Massimiliano Turci (Studio Tecnico Turci) Riduttori a vite
IL TAGLIO ORBITALE DELLE VITI SENZA FINE UNA TECNOLOGIA ECOSOSTENIBILE Marco Benincasa (Benincasa Meccanica) Giampaolo Giacomozzi (Varvel SpA) Massimiliano Turci (Studio Tecnico Turci) Riduttori a vite
Asportazione di truciolo. LIUC - Ingegneria Gestionale 1
 Asportazione di truciolo LIUC - Ingegneria Gestionale 1 L asportazione di truciolo Per asportazione di truciolo (taglio e rimozione del materiale) si lavorano a freddo grezzi di fonderia e semilavorati
Asportazione di truciolo LIUC - Ingegneria Gestionale 1 L asportazione di truciolo Per asportazione di truciolo (taglio e rimozione del materiale) si lavorano a freddo grezzi di fonderia e semilavorati
INTRODUZIONE ALLE MACCHINE UTENSILI
 INTRODUZIONE ALLE MACCHINE UTENSILI Definizione di M.U. Moti di taglio e avanzamento Velocità di taglio Utensili monotaglienti e a più taglienti Il truciolo DEFINIZIONE Si definiscono macchine utensili
INTRODUZIONE ALLE MACCHINE UTENSILI Definizione di M.U. Moti di taglio e avanzamento Velocità di taglio Utensili monotaglienti e a più taglienti Il truciolo DEFINIZIONE Si definiscono macchine utensili
La fig. 1 rappresenta un utensile dritto per sgrossatura con le relative parti che lo caratterizzano e gli angoli caratteristici dei taglienti.
 La Tornitura Utensili da tornio Gli utensili da tornio sono generalmente a punta singola con tagliente in acciaio o con placchetta di carburi metallici riportata su di uno stelo di acciaio (al carbonio
La Tornitura Utensili da tornio Gli utensili da tornio sono generalmente a punta singola con tagliente in acciaio o con placchetta di carburi metallici riportata su di uno stelo di acciaio (al carbonio
Foratura e lavorazioni complementari. LIUC - Ingegneria Gestionale 1
 Foratura e lavorazioni complementari LIUC - Ingegneria Gestionale 1 Foratura È la più comune delle operazioni effettuate mediante il trapano e serve per ottenere fori di precisione grossolana LIUC - Ingegneria
Foratura e lavorazioni complementari LIUC - Ingegneria Gestionale 1 Foratura È la più comune delle operazioni effettuate mediante il trapano e serve per ottenere fori di precisione grossolana LIUC - Ingegneria
Lavorazioni per asportazione di truciolo.
 Lavorazioni per asportazione di truciolo [email protected] Asportazione di materiale Dalla piallatura in falegnameria... Truciolo alla tornitura in officina Asportazione di materiale Taglio Abrasivi
Lavorazioni per asportazione di truciolo [email protected] Asportazione di materiale Dalla piallatura in falegnameria... Truciolo alla tornitura in officina Asportazione di materiale Taglio Abrasivi
Angoli caratteristici delle frese a lame riportate
 Angoli caratteristici delle frese a lame riportate Le frese a lame riportate sono costituite da un corpo in acciaio su cui sono fissate, in apposite sedi, le lame di acciaio rapido o di metallo duro che
Angoli caratteristici delle frese a lame riportate Le frese a lame riportate sono costituite da un corpo in acciaio su cui sono fissate, in apposite sedi, le lame di acciaio rapido o di metallo duro che
FORMAZIONE DEL TRUCIOLO
 GEOMETRIA PARTE TAGLIENTE ANGOLO DI REGISTRAZIONE ANGOLO DI SPOGLIA SUPERIORE ANGOLO DI SPOGLIA INFERIORE ANGOLO DI TAGLIO ANGOLO DI INCLINAZIONE ANGOLO AL VERTICE RAGGIO DI PUNTA ANGOLI DI SPOGLIA ASSIALI
GEOMETRIA PARTE TAGLIENTE ANGOLO DI REGISTRAZIONE ANGOLO DI SPOGLIA SUPERIORE ANGOLO DI SPOGLIA INFERIORE ANGOLO DI TAGLIO ANGOLO DI INCLINAZIONE ANGOLO AL VERTICE RAGGIO DI PUNTA ANGOLI DI SPOGLIA ASSIALI
SCELTA DEL TIPO DI INSERTO/FRESA
 FRESATURA DI SPALLAMENTI RETTI SCELTA DEL TIPO DI INSERTO/FRESA Per l esecuzione di spallamenti retti è necessaria una fresa con un angolo di registrazione di 90. Inoltre, l angolo di 90 permette di limitare
FRESATURA DI SPALLAMENTI RETTI SCELTA DEL TIPO DI INSERTO/FRESA Per l esecuzione di spallamenti retti è necessaria una fresa con un angolo di registrazione di 90. Inoltre, l angolo di 90 permette di limitare
LA FORMAZIONE DEL TRUCIOLO. Forza di strappamento (o Forza di taglio) e Sforzo di strappamento
 e Sforzo di strappamento") LA FORMAZIONE DEL TRUCIOLO Forza di strappamento (o Forza di taglio) e Sforzo di strappamento La forza necessaria per l asportazione del truciolo è detta Forza di strappamento (o Forza di taglio): F s
LA FORMAZIONE DEL TRUCIOLO Forza di strappamento (o Forza di taglio) e Sforzo di strappamento La forza necessaria per l asportazione del truciolo è detta Forza di strappamento (o Forza di taglio): F s
Rif. Bibliografico: Giusti/Santochi Tecnologia meccanica cap.9
 LAVORAZIONI DI RETTIFICA Rif. Bibliografico: Giusti/Santochi Tecnologia meccanica cap.9 1 Rettifica - le lavorazioni Foto copertina 2 Rettifica - le lavorazioni 3 Rettifica - le lavorazioni Rettifica in
LAVORAZIONI DI RETTIFICA Rif. Bibliografico: Giusti/Santochi Tecnologia meccanica cap.9 1 Rettifica - le lavorazioni Foto copertina 2 Rettifica - le lavorazioni 3 Rettifica - le lavorazioni Rettifica in
Il ciclo di lavorazione
 Il ciclo di lavorazione Analisi critica del disegno di progetto Riprogettazione del componente (ove necessario) Determinazione dei processi tecnologici e scelta delle macchine utensili Stesura del ciclo
Il ciclo di lavorazione Analisi critica del disegno di progetto Riprogettazione del componente (ove necessario) Determinazione dei processi tecnologici e scelta delle macchine utensili Stesura del ciclo
LE LAVORAZIONI INDUSTRIALI
 LE LAVORAZIONI INDUSTRIALI Tornitura Foratura Fresatura Rettifica Altre lavorazioni 1 LAVORAZIONI INDUSTRIALI Nelle lavorazioni industriali per asportazione di truciolo sono sempre presenti: Pezzo Grezzo
LE LAVORAZIONI INDUSTRIALI Tornitura Foratura Fresatura Rettifica Altre lavorazioni 1 LAVORAZIONI INDUSTRIALI Nelle lavorazioni industriali per asportazione di truciolo sono sempre presenti: Pezzo Grezzo
Corso di Tecnologia Meccanica
 Corso di Tecnologia Meccanica Modulo 4.4 Lavorazioni per asportazione di truciolo LIUC - Ingegneria Gestionale 1 Lavorazioni a moto di taglio rettilineo LIUC - Ingegneria Gestionale 2 Lavorazioni a moto
Corso di Tecnologia Meccanica Modulo 4.4 Lavorazioni per asportazione di truciolo LIUC - Ingegneria Gestionale 1 Lavorazioni a moto di taglio rettilineo LIUC - Ingegneria Gestionale 2 Lavorazioni a moto
Tecnologia Meccanica
 11 settembre 2013 seguente componente in ghisa sferoidale. Si richiede: uno schizzo del modello, che mostri spoglie e raggi; Si utilizzi un sovrametallo di 2 mm su tutte le superfici, angoli di sformo
11 settembre 2013 seguente componente in ghisa sferoidale. Si richiede: uno schizzo del modello, che mostri spoglie e raggi; Si utilizzi un sovrametallo di 2 mm su tutte le superfici, angoli di sformo
NYLON-CARBON DUREZZA & TRAZIONE
 NYLON-CARBON DUREZZA & TRAZIONE D R. F L A V I A N A C A L I G N A NO D R. M A S S I M O L O R U S S O D R. I G N A Z I O R O P P O L O N Y LO N - C A R BON PROVE DI DUREZZA E DI TRAZIONE INTRODUZIONE
NYLON-CARBON DUREZZA & TRAZIONE D R. F L A V I A N A C A L I G N A NO D R. M A S S I M O L O R U S S O D R. I G N A Z I O R O P P O L O N Y LO N - C A R BON PROVE DI DUREZZA E DI TRAZIONE INTRODUZIONE
ad asportazione di truciolo
 Lavorazioni ad asportazione di truciolo FORMAZIONE DEL TRUCIOLO Per l interpretazione del processo di formazione del truciolo useremo il modello detto taglio ortogonale (tagliente perpendicolare alla velocità
Lavorazioni ad asportazione di truciolo FORMAZIONE DEL TRUCIOLO Per l interpretazione del processo di formazione del truciolo useremo il modello detto taglio ortogonale (tagliente perpendicolare alla velocità
Tornitura aerospaziale
 Tornitura aerospaziale per le più moderne leghe ed applicazioni Un nuovo gruppo di utensili versatili Inserti rotondi Gli inserti rotondi offrono interessanti vantaggi per la lavorazione di leghe aerospaziali
Tornitura aerospaziale per le più moderne leghe ed applicazioni Un nuovo gruppo di utensili versatili Inserti rotondi Gli inserti rotondi offrono interessanti vantaggi per la lavorazione di leghe aerospaziali
Fresatura. LIUC - Ingegneria Gestionale 1
 Fresatura LIUC - Ingegneria Gestionale 1 Fresatura È un operazione che consente di realizzare in generale: Superfici piane Scanalature e cave di forma semplice e complessa Denti di ruote dentate Per fresare
Fresatura LIUC - Ingegneria Gestionale 1 Fresatura È un operazione che consente di realizzare in generale: Superfici piane Scanalature e cave di forma semplice e complessa Denti di ruote dentate Per fresare
Guida alla fresatura 1/8
 LAVORAZIONE CON FRESE A DISCO Guida alla fresatura 1/8 SCELTA DEL TIPO DI FRESA Troncatura ad esecuzione di cave. Larghezza della fresa: Standard: 5, 6, 8 e 10 mm Speciale: 5,0 12,4 mm Questo tipo di fresa
LAVORAZIONE CON FRESE A DISCO Guida alla fresatura 1/8 SCELTA DEL TIPO DI FRESA Troncatura ad esecuzione di cave. Larghezza della fresa: Standard: 5, 6, 8 e 10 mm Speciale: 5,0 12,4 mm Questo tipo di fresa
Il cono d affilatura nelle punte elicoidali. Riprendendo la figura N 1 della descrizione generale, si possono dare le seguenti definizioni:
 Il cono d affilatura nelle punte elicoidali Riprendendo la figura N 1 della descrizione generale, si possono dare le seguenti definizioni: Fig.N 1- Alcuni angoli caratteristici della punta elicoidale ε
Il cono d affilatura nelle punte elicoidali Riprendendo la figura N 1 della descrizione generale, si possono dare le seguenti definizioni: Fig.N 1- Alcuni angoli caratteristici della punta elicoidale ε
Classificazione e nomenclatura degli utensili monotaglienti
 Classificazione e nomenclatura degli utensili monotaglienti L utensile più diffuso per asportare materiale sotto forma di truciolo è l utensile monotagliente, detto anche utensile a punta singola. Esso
Classificazione e nomenclatura degli utensili monotaglienti L utensile più diffuso per asportare materiale sotto forma di truciolo è l utensile monotagliente, detto anche utensile a punta singola. Esso
Punte elicoidali Generalità
 Punte elicoidali Generalità La punta elicoidale è l utensile universalmente usato per praticare fori su qualsiasi materiale. Troppo spesso viene trascurata l importanza che riveste una sua accurata costruzione
Punte elicoidali Generalità La punta elicoidale è l utensile universalmente usato per praticare fori su qualsiasi materiale. Troppo spesso viene trascurata l importanza che riveste una sua accurata costruzione
Il ciclo di lavorazione
 Il ciclo di lavorazione Analisi critica del disegno di progetto Riprogettazione del componente (ove necessario) Determinazione dei processi tecnologici e scelta delle macchine utensili Stesura del ciclo
Il ciclo di lavorazione Analisi critica del disegno di progetto Riprogettazione del componente (ove necessario) Determinazione dei processi tecnologici e scelta delle macchine utensili Stesura del ciclo
Foratura. Moto di taglio utensile rotatorio. Moto di avanzamento utensile. Moto di registrazione pezzo. lavorazioni. Asportazione di truciolo 120
 Foratura Moto di taglio utensile rotatorio Moto di avanzamento utensile rettilineo Moto di registrazione utensile pezzo Moto di lavoro elicoidale lavorazioni Asportazione di truciolo 120 Struttura trapani
Foratura Moto di taglio utensile rotatorio Moto di avanzamento utensile rettilineo Moto di registrazione utensile pezzo Moto di lavoro elicoidale lavorazioni Asportazione di truciolo 120 Struttura trapani
Rettificatura. LIUC - Ingegneria Gestionale 1
 Rettificatura LIUC - Ingegneria Gestionale 1 Rettificatura Consiste in un asportazione di sovrametallo in piccolissimi trucioli mediante utensili detti mole formate da grani abrasivi uniti da un legante
Rettificatura LIUC - Ingegneria Gestionale 1 Rettificatura Consiste in un asportazione di sovrametallo in piccolissimi trucioli mediante utensili detti mole formate da grani abrasivi uniti da un legante
Corso di Tecnologia Meccanica
 Corso di Tecnologia Meccanica Modulo 4.1 Lavorazioni per asportazione di truciolo LIUC - Ingegneria Gestionale 1 Il principio del taglio dei metalli LIUC - Ingegneria Gestionale 2 L asportazione di truciolo
Corso di Tecnologia Meccanica Modulo 4.1 Lavorazioni per asportazione di truciolo LIUC - Ingegneria Gestionale 1 Il principio del taglio dei metalli LIUC - Ingegneria Gestionale 2 L asportazione di truciolo
COMPITO DI TECNOLOGIA MECCANICA
 COMPIO DI ECNOLOGIA MECCANICA 1) Ipotizzando di dover lavorare un grezzo (ø120 x 150) di acciaio con carico di rottura di 850 N/mm 2 con i seguenti vincoli riportati si calcoli per ogni operazione il tempo
COMPIO DI ECNOLOGIA MECCANICA 1) Ipotizzando di dover lavorare un grezzo (ø120 x 150) di acciaio con carico di rottura di 850 N/mm 2 con i seguenti vincoli riportati si calcoli per ogni operazione il tempo
Tecnologia Meccanica. Il Ciclo di Lavorazione 1
 ERGATA PARTIMENTO INGEGNERIA 1 ERGATA PARTIMENTO INGEGNERIA 1. Fonti Giusti M., Santochi F., e studi di fabbricazione, Casa Editrice Ambrosiana Cap.9 2 ERGATA PARTIMENTO INGEGNERIA Generalità Si dice CICLO
ERGATA PARTIMENTO INGEGNERIA 1 ERGATA PARTIMENTO INGEGNERIA 1. Fonti Giusti M., Santochi F., e studi di fabbricazione, Casa Editrice Ambrosiana Cap.9 2 ERGATA PARTIMENTO INGEGNERIA Generalità Si dice CICLO
2003/2004 MACCHINE UTENSILI MOTI DI TAGLIO
 2003/2004 MACCHINE UTENSILI MOTI DI TAGLIO Si dicono macchine utensili quelle che consentono la lavorazione di pezzi di varie forme e misure asportando materiale sotto forma di trucioli mediante uno o
2003/2004 MACCHINE UTENSILI MOTI DI TAGLIO Si dicono macchine utensili quelle che consentono la lavorazione di pezzi di varie forme e misure asportando materiale sotto forma di trucioli mediante uno o
Classificazione delle lavorazioni per asportazione di truciolo
 Classificazione delle lavorazioni per asportazione di truciolo Classificazione secondo i movimenti Moto di taglio Moto di avanzamento Moto di registrazione - rettilineo - alternativo - rotatorio - continuo
Classificazione delle lavorazioni per asportazione di truciolo Classificazione secondo i movimenti Moto di taglio Moto di avanzamento Moto di registrazione - rettilineo - alternativo - rotatorio - continuo
Le frese cilindrico-frontali in metallo duro
 Le frese cilindrico-frontali in metallo duro Le frese cilindrico-frontali fanno parte di una vastissima categoria di utensili impiegati diffusamente in ogni tipo di lavorazione meccanica. Questi utensili
Le frese cilindrico-frontali in metallo duro Le frese cilindrico-frontali fanno parte di una vastissima categoria di utensili impiegati diffusamente in ogni tipo di lavorazione meccanica. Questi utensili
CLASSIFICAZIONE DEI PROCESSI DI FORMATURA PLASTICA
 CLASSIFICAZIONE DEI PROCESSI DI FORMATURA PLASTICA 1 CLASSIFICAZIONE DEI PROCESSI DI FORMATURA PLASTICA Condotta facendo riferimento ad alcuni elementi caratteristici dei processi: temperatura alla quale
CLASSIFICAZIONE DEI PROCESSI DI FORMATURA PLASTICA 1 CLASSIFICAZIONE DEI PROCESSI DI FORMATURA PLASTICA Condotta facendo riferimento ad alcuni elementi caratteristici dei processi: temperatura alla quale
iglidur J200: Per scorrimento su alluminio anodizzato Eccellente resistenza all abrasione su perni in alluminio anodizzato
 iglidur : Per scorrimento su alluminio anodizzato Eccellente resistenza all abrasione su perni in alluminio anodizzato Bassi coefficienti d attrito Bassa usura anche in ambienti sporchi Per carichi medio-bassi
iglidur : Per scorrimento su alluminio anodizzato Eccellente resistenza all abrasione su perni in alluminio anodizzato Bassi coefficienti d attrito Bassa usura anche in ambienti sporchi Per carichi medio-bassi
I CICLI DI LAVORAZIONE
 Generalità I CICLI DI LAVORAZIONE Si dice CICLO DI LAVORAZIONE tutto l insieme di operazioni necessarie a fabbricare un singolo elemento attraverso una successione di processi tecnologici (fusione, stampaggio,
Generalità I CICLI DI LAVORAZIONE Si dice CICLO DI LAVORAZIONE tutto l insieme di operazioni necessarie a fabbricare un singolo elemento attraverso una successione di processi tecnologici (fusione, stampaggio,
TRATTAMENTI TERMICI DEI MATERIALI FERROSI
 TRATTAMENTI TERMICI DEI MATERIALI FERROSI Tempra Processi di tempra A seconda di come viene eseguito il trattamento, consentono di ottenere: un cambiamento di struttura totale a temperatura ambiente con
TRATTAMENTI TERMICI DEI MATERIALI FERROSI Tempra Processi di tempra A seconda di come viene eseguito il trattamento, consentono di ottenere: un cambiamento di struttura totale a temperatura ambiente con
Formulario Tecnologia Meccanica
 Formulario Tecnologia Meccanica Marcello Miccio U n i S A 1 4 / 0 7 / 0 1 0 Relazioni Meccanismo Formazione del Truciolo. - Rapporto di taglio: - Fattore di ricalcamento: - Spessore di taglio: sin - Spessore
Formulario Tecnologia Meccanica Marcello Miccio U n i S A 1 4 / 0 7 / 0 1 0 Relazioni Meccanismo Formazione del Truciolo. - Rapporto di taglio: - Fattore di ricalcamento: - Spessore di taglio: sin - Spessore
Fondamenti per la Programmazione delle Macchine a Controllo Numerico
 Fondamenti per la Programmazione delle Macchine a Controllo Numerico Sistemi di Coordinate I sistemi di coordinate, permettono al programmatore di definire i punti caratteristici del profilo da lavorare.
Fondamenti per la Programmazione delle Macchine a Controllo Numerico Sistemi di Coordinate I sistemi di coordinate, permettono al programmatore di definire i punti caratteristici del profilo da lavorare.
Coltelli stozzatori rettilinei tipo Maag
 Coltelli stozzatori rettilinei tipo Maag Generalità Questo tipo di utensile è ancora usato in molte officine, anche se non è adatto per produzioni di grandi serie. Un tempo era una valida alternativa al
Coltelli stozzatori rettilinei tipo Maag Generalità Questo tipo di utensile è ancora usato in molte officine, anche se non è adatto per produzioni di grandi serie. Un tempo era una valida alternativa al
Tecnologia Meccanica FRESATURA. Tecnologia Meccanica FRESATURA
 FRESATURA 1 FRESATURA La fresatura è una lavorazione per asportazione di materiale che consente di ottenere una vasta gamma di superfici (piani, scanalature, spallamenti, ecc.) mediante l azione di un
FRESATURA 1 FRESATURA La fresatura è una lavorazione per asportazione di materiale che consente di ottenere una vasta gamma di superfici (piani, scanalature, spallamenti, ecc.) mediante l azione di un
17/03/2014. Le prove meccaniche distruttive. Tipologie di deformazione. Sistemi di Produzione D. Antonelli, G. Murari C.L.U.T.
 Le prove meccaniche distruttive Le prove meccaniche distruttive Sistemi di Produzione D. Antonelli, G. Murari C.L.U.T. Editrice, 2008 capitolo 3 Tecnologia meccanica S. Kalpakjian, S. R. Schmid Pearson
Le prove meccaniche distruttive Le prove meccaniche distruttive Sistemi di Produzione D. Antonelli, G. Murari C.L.U.T. Editrice, 2008 capitolo 3 Tecnologia meccanica S. Kalpakjian, S. R. Schmid Pearson
iglidur C iglidur C: Esente da PTFE e siliconi Funzionamento a secco Ottima resistenza all abrasione Esente da manutenzione
 iglidur iglidur : Esente da PTFE e siliconi Funzionamento a secco Ottima resistenza all abrasione Esente da manutenzione 463 iglidur iglidur Esente da PTFE e siliconi. Nonostante iglidur sia privo di PTFE
iglidur iglidur : Esente da PTFE e siliconi Funzionamento a secco Ottima resistenza all abrasione Esente da manutenzione 463 iglidur iglidur Esente da PTFE e siliconi. Nonostante iglidur sia privo di PTFE
LAVORAZIONI MEDIANTE ELETTRO - EROSIONE. Electro Discharge Machining - EDM
 LAVORAZIONI MEDIANTE ELETTRO - EROSIONE Electro Discharge Machining - EDM 1 Tecnologie Speciali ELETTROEROSIONE Processo di sagomatura in cui una serie di scariche elettriche si innescano tra l elettrodo
LAVORAZIONI MEDIANTE ELETTRO - EROSIONE Electro Discharge Machining - EDM 1 Tecnologie Speciali ELETTROEROSIONE Processo di sagomatura in cui una serie di scariche elettriche si innescano tra l elettrodo
FISSAGGIO DELL UTENSILE AL TORNIO
 di Tecnologia Meccanica FISSAGGIO DELL UTENSILE AL TORNIO A cura dei proff. Morotti Giovanni e Santoriello Sergio Fissaggio dell utensile al tornio L utensile del tornio viene fissato rigidamente a un
di Tecnologia Meccanica FISSAGGIO DELL UTENSILE AL TORNIO A cura dei proff. Morotti Giovanni e Santoriello Sergio Fissaggio dell utensile al tornio L utensile del tornio viene fissato rigidamente a un
Docente: Ing. P.Zanetti
 Torniturar Docente: Ing. P.Zanetti 1. Introduzione all operazione di tornitura Il moto di taglio (rotatorio) è affidato al pezzo Il moto di avanzamento è affidato all utensile Si ottengono solo pezzi caratterizzati
Torniturar Docente: Ing. P.Zanetti 1. Introduzione all operazione di tornitura Il moto di taglio (rotatorio) è affidato al pezzo Il moto di avanzamento è affidato all utensile Si ottengono solo pezzi caratterizzati
Lavorazioni per asportazione di truciolo
 Lavorazioni per asportazione di truciolo Distacco di alcune parti di materiale dal pezzo attraverso l interazione con utensili che agiscono in maniera progressiva - cinematica del taglio - meccanica del
Lavorazioni per asportazione di truciolo Distacco di alcune parti di materiale dal pezzo attraverso l interazione con utensili che agiscono in maniera progressiva - cinematica del taglio - meccanica del
Insert :HQGHVFKQHLGSODWWHQ Inserti
 Inserti Grade Selection Ghisa Nodulare Ghisa Materiale da lavorare Più restente all'usura Tenacita' Ceramici Whiskers Nitruro di silicio Triossido di alluminio Più restente all'usura Acciai temprati Cilindri
Inserti Grade Selection Ghisa Nodulare Ghisa Materiale da lavorare Più restente all'usura Tenacita' Ceramici Whiskers Nitruro di silicio Triossido di alluminio Più restente all'usura Acciai temprati Cilindri
ASPORTAZIONE DI TRUCIOLO - 1 GLI UTENSILI
 LAVORAZIONI PER SEPARAZIONE ASPORTAZIONE DI TRUCIOLO - 1 GLI UTENSILI Vittore Carassiti - INFN FE 1 L UTENSILE Vittore Carassiti - INFN FE 2 L utensile deriva dallo scalpello. Nonostante le numerose forme
LAVORAZIONI PER SEPARAZIONE ASPORTAZIONE DI TRUCIOLO - 1 GLI UTENSILI Vittore Carassiti - INFN FE 1 L UTENSILE Vittore Carassiti - INFN FE 2 L utensile deriva dallo scalpello. Nonostante le numerose forme
Tecnologia dei Materiali e Chimica Applicata Soluzione Esercitazione IV Prof. Dott. Bernhard Elsener
 Tecnologia dei Materiali e Chimica Applicata Soluzione Esercitazione IV ESERCIZIO 4.1 E dato il diagramma di stato del sistema Pb-Sn (figura 1). Figura 1 Diagramma di stato Pb-Sn 1. Determinare le fasi
Tecnologia dei Materiali e Chimica Applicata Soluzione Esercitazione IV ESERCIZIO 4.1 E dato il diagramma di stato del sistema Pb-Sn (figura 1). Figura 1 Diagramma di stato Pb-Sn 1. Determinare le fasi
efi Hartner Multiplexlex è pensare in grande!
 efi Hartner Multiplexlex è pensare in grande! multiplexlex Hartner Foratura a spirale con placchetta intercambiabile Nuova placchetta intercambiabile MP 05 con geometria die taglienti ottimizzata Art.
efi Hartner Multiplexlex è pensare in grande! multiplexlex Hartner Foratura a spirale con placchetta intercambiabile Nuova placchetta intercambiabile MP 05 con geometria die taglienti ottimizzata Art.
iglidur J200 Per scorrimenti su alluminio anodizzato iglidur J200 Tel Fax
 J200 Per scorrimenti su alluminio anodizzato Eccellente resistenza all abrasione su perni in alluminio anodizzato Bassi coefficienti d attrito Ottima durata anche in ambienti sporchi Esente da manutenzione
J200 Per scorrimenti su alluminio anodizzato Eccellente resistenza all abrasione su perni in alluminio anodizzato Bassi coefficienti d attrito Ottima durata anche in ambienti sporchi Esente da manutenzione
CLASSIFICAZIONI DELLE LAVORAZIONI MECCANICHE
 CLASSIFICAZIONI DELLE LAVORAZIONI MECCANICHE Le lavorazioni meccaniche possono essere classificate secondo diversi criteri. Il criterio che verrà esposto si è dimostrato quello più utile a chiarire tale
CLASSIFICAZIONI DELLE LAVORAZIONI MECCANICHE Le lavorazioni meccaniche possono essere classificate secondo diversi criteri. Il criterio che verrà esposto si è dimostrato quello più utile a chiarire tale
Università del Salento Facoltà di Ingegneria Costruzione di Macchine
 Università del Salento Facoltà di Ingegneria Costruzione di Macchine Lezione 3 Prova di trazione a cura del prof. ing. Vito Dattoma e dell ing. Riccardo Nobile 1 Prove di caratterizzazione meccanica Prova
Università del Salento Facoltà di Ingegneria Costruzione di Macchine Lezione 3 Prova di trazione a cura del prof. ing. Vito Dattoma e dell ing. Riccardo Nobile 1 Prove di caratterizzazione meccanica Prova
ADMX. Nuova generazione di frese con inserti ADMX 11. Vasta area di applicazioni Migliore qualita di superfici Elevata vita utensile
 ADMX Nuova generazione di frese con inserti ADMX 11 Vasta area di applicazioni Migliore qualita di superfici Elevata vita utensile NUOVI INSERTI E UTENSILI PER FRESATURA 11 Geometrie altamente positive
ADMX Nuova generazione di frese con inserti ADMX 11 Vasta area di applicazioni Migliore qualita di superfici Elevata vita utensile NUOVI INSERTI E UTENSILI PER FRESATURA 11 Geometrie altamente positive
Le nuove frese a manicotto FP 140
 Jongen Italia s.r.l. Le nuove frese a manicotto FP 140 con sottoplacchetta L`utensile Le nuove frese a manicotto sono particolarmente adatte per la spianatura di quasi tutti materiali comuni, offrendo
Jongen Italia s.r.l. Le nuove frese a manicotto FP 140 con sottoplacchetta L`utensile Le nuove frese a manicotto sono particolarmente adatte per la spianatura di quasi tutti materiali comuni, offrendo
Processi per asportazione C.N. Processi per asportazione C.N. Generalità sui parametri di taglio. La tornitura. Foratura, fresatura e rettifica
 Processi per asportazione C.N. Processi per asportazione C.N. Generalità sui parametri di taglio La tornitura Il controllo numerico (C.N.) Ottimizzazione del processo 2 2006 Politecnico di Torino 1 Obiettivi
Processi per asportazione C.N. Processi per asportazione C.N. Generalità sui parametri di taglio La tornitura Il controllo numerico (C.N.) Ottimizzazione del processo 2 2006 Politecnico di Torino 1 Obiettivi
Proprietà meccaniche. elasticità. resistenza. densità di legami chimici forza del legame
 Proprietà meccaniche elasticità r 0 resistenza densità di legami chimici forza del legame Anche le proprietà meccaniche dipendono sostanzialmente dai legami chimici presenti nel materiale. La curva che
Proprietà meccaniche elasticità r 0 resistenza densità di legami chimici forza del legame Anche le proprietà meccaniche dipendono sostanzialmente dai legami chimici presenti nel materiale. La curva che
Lavorazioni per asportazione di truciolo
 Lavorazioni per asportazione di truciolo Distacco di alcune parti di materiale dal pezzo attraverso l interazione con utensili che agiscono in maniera progressiva - cinematica del taglio - meccanica del
Lavorazioni per asportazione di truciolo Distacco di alcune parti di materiale dal pezzo attraverso l interazione con utensili che agiscono in maniera progressiva - cinematica del taglio - meccanica del
 6 7 Meccanismo di funzionamento Il fenomeno fisicoi alla base del funzionamento di un accoppiamento filettato e l ATTRITO. L avvitamento di una vite (sup. esterna) nella madrevite (sup. interna) genera:
6 7 Meccanismo di funzionamento Il fenomeno fisicoi alla base del funzionamento di un accoppiamento filettato e l ATTRITO. L avvitamento di una vite (sup. esterna) nella madrevite (sup. interna) genera:
iglidur H4: Lo standard per l industria automobilistica
 iglidur : Lo standard per l industria automobilistica Produzione standard a magazzino Bassi coefficienti di attrito Buona resistenza all abrasione Temperature operative da 40 C a +200 C Ottima resistenza
iglidur : Lo standard per l industria automobilistica Produzione standard a magazzino Bassi coefficienti di attrito Buona resistenza all abrasione Temperature operative da 40 C a +200 C Ottima resistenza
Lavorazioni per abrasione (rettifica)
") Lavorazioni per abrasione (rettifica) Moto di taglio utensile rotatorio Moto di avanzamento utensile / pezzo Moto di registrazione utensile rettilineo curvilineo Moto di lavoro (cicloidale) rettilineo
Lavorazioni per abrasione (rettifica) Moto di taglio utensile rotatorio Moto di avanzamento utensile / pezzo Moto di registrazione utensile rettilineo curvilineo Moto di lavoro (cicloidale) rettilineo
CARBOTOOL S FRESE IN METALLO DURO RIVESTITE DIAMANTE PER LA LAVORAZIONE DELLA GRAFITE
 CARBOTOOL S FRESE IN METALLO DURO RIVESTITE DIAMANTE PER LA LAVORAZIONE DELLA GRAFITE LA GRAFITE DIVENTA SEMPRE PIÙ IMPORTANTE IN EUROPA COME MATERIALE PER ELETTROEROSIONE Rispetto al rame la grafite
CARBOTOOL S FRESE IN METALLO DURO RIVESTITE DIAMANTE PER LA LAVORAZIONE DELLA GRAFITE LA GRAFITE DIVENTA SEMPRE PIÙ IMPORTANTE IN EUROPA COME MATERIALE PER ELETTROEROSIONE Rispetto al rame la grafite
ESERCITAZIONE -- ASTA PORTACOMPARATORE
 ESERCITAZIONE -- ASTA PORTACOMPARATORE 1 Progettare l asta di un comparatore (determinarne diametro e materiale) OBIETTIVO minimizzare il costo F VINCOLI FUNZIONALI freccia massima di inflessione, tolleranza
ESERCITAZIONE -- ASTA PORTACOMPARATORE 1 Progettare l asta di un comparatore (determinarne diametro e materiale) OBIETTIVO minimizzare il costo F VINCOLI FUNZIONALI freccia massima di inflessione, tolleranza
FRESATURA. Fresatura 1
 FRESATURA -FR Fresatura 1 FRESATURA La fresatura è una lavorazione per asportazione di materiale che consente di ottenere una vasta gamma di superfici (piani, scanalature, spallamenti, ecc.) mediante l
FRESATURA -FR Fresatura 1 FRESATURA La fresatura è una lavorazione per asportazione di materiale che consente di ottenere una vasta gamma di superfici (piani, scanalature, spallamenti, ecc.) mediante l
L evoluzione nella fresatura trocoidale
 New Prodotti Luglio 2016 nuovi per i tecnici dell'asportazione truciolo L evoluzione nella fresatura trocoidale Le frese a candela CircularLine riducono i tempi di lavorazione e aumentano la durata utile
New Prodotti Luglio 2016 nuovi per i tecnici dell'asportazione truciolo L evoluzione nella fresatura trocoidale Le frese a candela CircularLine riducono i tempi di lavorazione e aumentano la durata utile
LASER E PRODUZIONE: CARATTERISTICHE, APPLICAZIONI E TENDENZE FUTURE
 Università degli Studi di L Aquila Dipartimento di Ingegneria Meccanica, Energetica e Gestionale UCIMU-SISTEMI PER PRODURRE Associazione Costruttori Italiani Macchine Utensili, Robot e Automazione LASER
Università degli Studi di L Aquila Dipartimento di Ingegneria Meccanica, Energetica e Gestionale UCIMU-SISTEMI PER PRODURRE Associazione Costruttori Italiani Macchine Utensili, Robot e Automazione LASER
Comportamento meccanico dei materiali
 Comportamento meccanico dei materiali Riferimento: capitolo 2 del Kalpakjian Importante per comprendere il comportamento dei materiali durante le lavorazioni Introduzione Tensione e compressione Torsione
Comportamento meccanico dei materiali Riferimento: capitolo 2 del Kalpakjian Importante per comprendere il comportamento dei materiali durante le lavorazioni Introduzione Tensione e compressione Torsione
EPS/TPS. Fresa di precisione per spallamenti retti a 90 effettivi. Inserti con differenti raggi e nuovi corpi fresa con codolo Weldon
 Keeping the Customer First Tungaloy Report No.5-I1 Fresa di precisione per spallamenti retti a 90 effettivi EPS/TPS Inserti con differenti raggi e nuovi corpi fresa con codolo Weldon EPS & TPS Fresa di
Keeping the Customer First Tungaloy Report No.5-I1 Fresa di precisione per spallamenti retti a 90 effettivi EPS/TPS Inserti con differenti raggi e nuovi corpi fresa con codolo Weldon EPS & TPS Fresa di
CAPITOLO QUARTO. Materiali per costruire lame e frese integrali
 CAPITOLO QUARTO Materiali per costruire lame e frese integrali 04.1.1 - Acciai super- rapidi Gli utensili per il taglio degli ingranaggi possono essere o acciaio rapido (HSS: High Speed Steel) oppure Metallo
CAPITOLO QUARTO Materiali per costruire lame e frese integrali 04.1.1 - Acciai super- rapidi Gli utensili per il taglio degli ingranaggi possono essere o acciaio rapido (HSS: High Speed Steel) oppure Metallo
SERVIZI A VALORE AGGIUNTO PER LA COMPETITIVITA DEL CLIENTE
 SERVIZI A VALORE AGGIUNTO PER LA COMPETITIVITA DEL CLIENTE PROGRAMMA DEI CORSI RISERVATI AI CLIENTI DELL UTENSILERIA LUGHESE PRESENTAZIONE L Utensileria Lughese, da sempre attenta all evoluzione delle
SERVIZI A VALORE AGGIUNTO PER LA COMPETITIVITA DEL CLIENTE PROGRAMMA DEI CORSI RISERVATI AI CLIENTI DELL UTENSILERIA LUGHESE PRESENTAZIONE L Utensileria Lughese, da sempre attenta all evoluzione delle
Applicazioni Industriali
 Applicazioni Industriali Stampaggio a freddo - Tranciatura Marco Raimondi e-mail: [email protected] Lavorazione a freddo delle lamiere È il processo più diffuso per la produzione di grande serie di componentistica
Applicazioni Industriali Stampaggio a freddo - Tranciatura Marco Raimondi e-mail: [email protected] Lavorazione a freddo delle lamiere È il processo più diffuso per la produzione di grande serie di componentistica
Tecnologia dei Processi di Produzione. Tecnologie di Lavorazione Meccanica ad asportazione di truciolo
 Tecnologia dei Processi di Produzione Tecnologie di Lavorazione Meccanica ad asportazione di truciolo Lavorazioni ad asportazione di truciolo: Dalla piallatura in falegnameria... Truciolo alla tornitura
Tecnologia dei Processi di Produzione Tecnologie di Lavorazione Meccanica ad asportazione di truciolo Lavorazioni ad asportazione di truciolo: Dalla piallatura in falegnameria... Truciolo alla tornitura
Profili laminati di alta qualità
 L'acciaio antiusura Profili laminati di alta qualità STEEL FOR LIFE WARRANTY ESTRONG è un acciaio legato a basso contenuto di Carbonio e con elevati tenori di Boro, Molibdeno e Nichel, tali da ottimizzare
L'acciaio antiusura Profili laminati di alta qualità STEEL FOR LIFE WARRANTY ESTRONG è un acciaio legato a basso contenuto di Carbonio e con elevati tenori di Boro, Molibdeno e Nichel, tali da ottimizzare
Tecnologia dei Materiali e Chimica Applicata Soluzione Esercitazione IV Prof. Dott. Bernhard Elsener
 Tecnologia dei Materiali e Chimica Applicata Soluzione Esercitazione IV ESERCIZIO 4.1 E dato il diagramma di stato del sistema Pb-Sn (figura 1). Figura 1 Diagramma di stato Pb-Sn 1. Determinare le fasi
Tecnologia dei Materiali e Chimica Applicata Soluzione Esercitazione IV ESERCIZIO 4.1 E dato il diagramma di stato del sistema Pb-Sn (figura 1). Figura 1 Diagramma di stato Pb-Sn 1. Determinare le fasi
Aumentare la produttività in assoluto silenzio. Silent Tools
 Aumentare la produttività in assoluto silenzio Silent Tools Godetevi il silenzio Silent Tools è da lungo tempo un marchio affermato per una famiglia di utensili antivibranti per tornitura, fresatura, barenatura
Aumentare la produttività in assoluto silenzio Silent Tools Godetevi il silenzio Silent Tools è da lungo tempo un marchio affermato per una famiglia di utensili antivibranti per tornitura, fresatura, barenatura