IL CONTROLLO NUMERICO DELLE MACCHINE UTENSILI. La programmazione in codice ISO Standard
|
|
|
- Agnella Tarantino
- 6 anni fa
- Visualizzazioni
Transcript
1 IL CONTROLLO NUMERICO DELLE MACCHINE UTENSILI La programmazione in codice ISO Standard
2 IL CONTROLLO NUMERICO DELLE MACCHINE UTENSILI MENU Introduzione Caratteristiche Tipologia Codice di programmazione Presetting utensili Origini Interpolazione Piani di interpolazione Compensazione utensile Esempi per tornitura Filettatura al tornio Cicli fissi Programmazione Fine presentazione

3

4

5

6

7

8 Un sistema macchina utensile a CN può essere suddiviso in tre aree, che si identificano nell'ordine: A - Struttura di base di una Unità di Governo B - Unità di input e di output dei dati C - Unità di alimentazione, unità di potenza, unità di interfaccia, unità di asservimento degli assi
9 UNITA DI GOVERNO di una macchina utensile a Controllo Numerico Computerizzato E quel componente che presiede a tutte le funzioni di calcolo per il controllo del percorso utensile e per le interpolazioni. Come tutte le apparecchiature informatiche, si basa su una parte HARDWARE ed una parte SOFTWARE. HARDWARE CPU = Unità centrale di elaborazione o microprocessore CONTROLLER = controlla l ingresso e l uscita delle informazioni, interpreta le istruzioni e le trasferisce alle ALU; ALU = unità logico-aritmetica, effettua operazioni di calcolo, coordina le velocità delle slitte, calcola traiettorie percorso utensile. PLC = Controllore a logica programmabile che comanda controlla direttamente la macchina utensile: moti assi, velocità mandrino, cambio utensile. MEMORIA CENTRALE: EPROM = memoria non volatile cancellabile e riprogrammabile: memorizza la posizione delle origini e tutte le informazioni di inizializzazione del sistema compreso il codice ISO di programmazione (in effetti si tratta di una memoria EEPROM tenuta attiva da una batteria tampone); RAM = memoria volatile: memoria di programma o di lavoro, memoria di editing del programma. UNITA PERIFERICHE: Console e tastiera alfanumerica Lettori e perforatori di nastro perforato Driver per dischetti Stampanti Plotter SOFTWARE LINGUAGGI: A BASSO LIVELLO = codice ISO Standard AD ALTO LIVELLO = linguaggi per sistemi CAM: APT, GTL, MODAPT e IFAPT. MENU
10 CARATTERISTICHE delle macchine utensili CNC finalizzate alla QUALITA della produzione Riduzione possibilità di VIBRAZIONI: Equilibratura statica e dinamica degli organi in movimento e dei pezzi in lavorazione; Rigidezza strutturale della macchina; Introduzione di volani e/o ammortizzatori idraulici come smorzatori ed assorbitori di vibrazioni; Livellamento ottimale su basamento di calcestruzzo; Distribuzione adeguatamente uniforme del peso della macchina sul terreno di appoggio. Riduzione ATTRITO sulle guide di scorrimento e sugli organi meccanici di comando: II valore del coefficiente di attrito dipende dal carico, dal materiale, dalla finitura superficiale, dalla quantità e qualità di lubrificante, dalla velocità relativa. Si ricorda che Fn = pn. S e f =Fa / Fn pn = pressione specifica S = superficie di contatto Fa = forza di attrito Fn = carico normale Tipi di attrito: secco, untuoso, fluidodinamico, volvente, fluidostatico. Guide di scorrimento a bassa rugosità superficiale; Utilizzazione di materiali a basso coefficiente di attrito (turcite); Utilizzazione di cuscinetti a sfere e viti a ricircolazione di sfere (coefficienti molto bassi da 0,001 a 0,002); Utilizzazione del sostentamento idrostatico delle guide.
11 SERVOCOMANDI: Sistemi di regolazione in anello chiuso; Sistemi di controllo posizionamento e velocità; Sistemi di regolazione automatica; Azionamenti; Regolazione della velocità. COLLAUDO: Verifiche geometriche seconda UNI; Verifiche funzionali secondo ISO. CARATTERISTICHE delle macchine utensili CNC finalizzate alla QUALITA della produzione SISTEMI DI CONTROLLO: Misura e registrazione utensili in macchina (manuale ed automatico); Controllo dell usura e rottura dell utensile; Controllo dimensionale pezzi lavorati; Rilevatori di posizione: INDUCTOSYN e RESOLVER; Rilevatori di velocità: DINAMO TACHIMETRICHE; Precisione di posizionamento e precisione di ripetibilità relative ad ogni asse. MENU
12 CNP CONTROLLO NUMERICO PUNTO A PUNTO CNZ CONTROLLO NUMERICO ZIG-ZAG E PARASSIALE CNC CONTROLLO NUMERICO CONTINUO O COMPUTERIZZATO
13 MENU

14

15

16

17
18 MENU
19 MENU
20
21 MENU
22
23
24 MENU
25
26
27 MENU

28
29 MENU
30 TORNITURA CILINDRICA Il ciclo realizzato, per una passata, è il seguente: - spostamento (in rapido o in lavoro) degli assi X e Z in posizione di inizio lavoro - avanzamento in lavoro dell'asse Z - ritorno asse Z, in lavoro, se la tornitura termina con uno spallamento, in rapido nel caso contrario. Esempio: N56 T505 M6 1 N57 G0 G97 X45 Z2 S500 M3 2 N58 G1 Z-20 F.2 M8 3 N59 X52 F.15 4 N60 G0 Z100 X300
31 TORNITURA CONICA Il ciclo realizzato per l'esecuzione di parti coniche (smussi compresi) è il seguente: - spostamento (in rapido o in lavoro) degli assi X e Z in posizione di inizio lavoro - avanzamento degli assi X e Z contemporaneamente, fino al punto di fine lavoro, a velocità programmata - ritorno asse X. Occorre tuttavia tener presente che l'utensile eseguirà un profilo pezzo uguale a quello programmato solamente nel caso che abbia la punta affilata a spigolo vivo. Normalmente però si lavora con utensile a punta raggiata, di conseguenza si ottiene un profilo pezzo spostato parallelamente rispetto a quello programmato di una quantità che varia in funzione del raggio utensile e dell'angolo di inclinazione del profilo da eseguire. Occorrerà allora programmare il profilo corretto della stessa quantità di cui si è detto sopra affinchè l'utensile esegua il profilo voluto. Le correzioni da dare ai punti di partenza e di arrivo del profilo pezzo per ottenere il profilo da programmare si possono calcolare nel seguente modo:
32 FORATURA Il ciclo viene realizzato come segue: - spostamento in rapido ad X 0 e a Z di inizio lavoro - spostamento asse Z, a velocità di lavoro, fino alla quota di fondo foro - ritorno in rapido asse Z. Esempio:... N75 T707 M6 N76 G0 G97 X0 Z2 S1350 M3 N77 G1 G94 Z-50 F80 M8 N78 G0 Z2 N79 X400
33 ALESATURA Il ciclo di una passata di alesatura viene realizzato come segue: -spostamento rapido degli assi X e Z in posizione di inizio lavoro - avanzamento, a velocità di lavoro, dell'asse Z - allontanamento dell'utensile dalla parte alesata - ritorno asse Z. Esempio: N 87 T808 M6 N88 G0 X50 Z4 S50 M3 N89 G1 Z-42 F.15 N90 G0 X46 N91 Z150
34 FORMATURA GOLE Per ogni gola vengono eseguite le seguenti operazioni: - posizionamento rapido sul punto di inizio lavoro avanzamento dell'asse X, a velocità di lavoro, fino alla quota di fondo gola - eventuale sosta, con mandrino in rotazione, per eseguire la finitura del fondo gola. Tale sosta viene abilitata dalla finzione G04 e la sua durata viene programmata in secondi (con G94) o in giri del mandrino (con G95) tramite la funzione F - ritorno asse X. Esempio: N94 T404 M6 N95 G95 G0 X54 Z-25 S40 M3 N96 G1 X45 F.1 G4 F2 N97 G0 X200
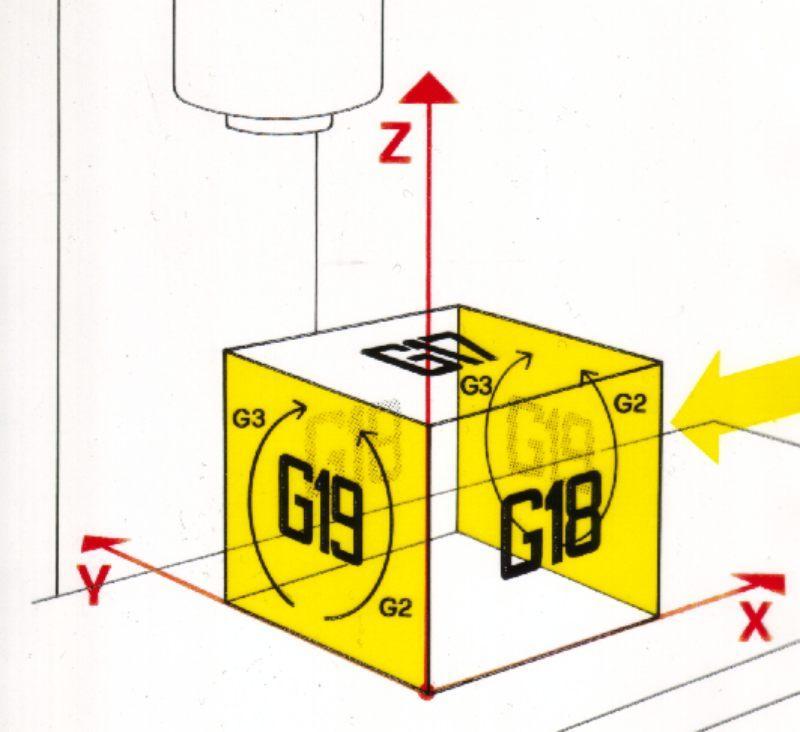
35 MENU INTERPOLAZIONE CIRCOLARE Permette di programmare in un solo blocco di programma un arco di circonferenza di raggio massimo mm. L'arco massimo programmabile è di 360. Per la programmazione di un'interpolazione circolare occorre definire i seguenti parametri: - le coordinate del punto finale X e Z se diverse da quelle precedenti - la funzione preparatoria G02 per il senso orario o G03 per il senso antiorario - le coordinate del centro date in incrementale rispetto al punto iniziale I e K se diverse da zero. Le coordinate del punto iniziale (programmate nel blocco precedente), del punto finale e del centro devono essere calcolate in modo tale che la differenza fra raggio iniziale e finale sia inferiore a 0.01 mm. In caso contrario viene visualizzato un messaggio di errore ed il cerchio non viene eseguito. Per facilitare l'individuazione del senso dell'interpolazione G02 e G03, si è scelta una regola valida per ogni tipo di tornio cioè con torretta anteriore, posteriore, verticale, due torrette, ecc. Il programmatore deve programmare guardando il disegno del pezzo in cui l'asse Z positivo va verso destra e l'asse X positivo verso l'alto, ed immaginando di avere l'utensile dalla parte di X positivo. In questo modo un cerchio che ha senso orario viene programmato con G02 e senso antiorario con G03.
36 MENU
37
38
39

40
41
42
43 MENU

44
45

46
47
48
49 Fine Unità
Fondamenti per la Programmazione delle Macchine a Controllo Numerico
 Fondamenti per la Programmazione delle Macchine a Controllo Numerico Sistemi di Coordinate I sistemi di coordinate, permettono al programmatore di definire i punti caratteristici del profilo da lavorare.
Fondamenti per la Programmazione delle Macchine a Controllo Numerico Sistemi di Coordinate I sistemi di coordinate, permettono al programmatore di definire i punti caratteristici del profilo da lavorare.
LE LAVORAZIONI INDUSTRIALI
 LE LAVORAZIONI INDUSTRIALI Tornitura Foratura Fresatura Rettifica Altre lavorazioni 1 LAVORAZIONI INDUSTRIALI Nelle lavorazioni industriali per asportazione di truciolo sono sempre presenti: Pezzo Grezzo
LE LAVORAZIONI INDUSTRIALI Tornitura Foratura Fresatura Rettifica Altre lavorazioni 1 LAVORAZIONI INDUSTRIALI Nelle lavorazioni industriali per asportazione di truciolo sono sempre presenti: Pezzo Grezzo
Corso di controllo numerico (Cnc iso)
") Corso di controllo numerico (Cnc iso) A cura di Ferrarese Adolfo. - Copyright 2007 - Ferrarese Adolfo - Tutti i diritti riservati - 1 Prefazione: Il corso si articola in 8 sezioni: 7 lezioni più un'ampia
Corso di controllo numerico (Cnc iso) A cura di Ferrarese Adolfo. - Copyright 2007 - Ferrarese Adolfo - Tutti i diritti riservati - 1 Prefazione: Il corso si articola in 8 sezioni: 7 lezioni più un'ampia
PROGRAMMAZIONE EIA/ISO Macchine Utensili CNC
 PROGRAMMAZIONE EIA/ISO Macchine Utensili CNC A cura di Massimo Reboldi La programmazione EIA/ISO! Introduzione! Assi e Riferimenti! Linguaggio di programmazione! Grammatica;! Lessico;! Funzioni N, G, M,
PROGRAMMAZIONE EIA/ISO Macchine Utensili CNC A cura di Massimo Reboldi La programmazione EIA/ISO! Introduzione! Assi e Riferimenti! Linguaggio di programmazione! Grammatica;! Lessico;! Funzioni N, G, M,
PROGRAMMAZIONE DELLE MACCHINE CNC
 PROGRAMMAZIONE DELLE MACCHINE CNC La programmazione di una lavorazione su macchina utensile a CN consiste nel trasferire le informazioni ricavate dal disegno del pezzo in una sequenza di informazioni di
PROGRAMMAZIONE DELLE MACCHINE CNC La programmazione di una lavorazione su macchina utensile a CN consiste nel trasferire le informazioni ricavate dal disegno del pezzo in una sequenza di informazioni di
le lavorazioni a freddo asportazione di
 le lavorazioni a freddo asportazione di le lavorazioni ad asportazione di truciolo la struttura truciolo delle macchine utensili lo studio del processo di asportazione di truciolo riveste un importanza
le lavorazioni a freddo asportazione di le lavorazioni ad asportazione di truciolo la struttura truciolo delle macchine utensili lo studio del processo di asportazione di truciolo riveste un importanza
Asportazione di truciolo. LIUC - Ingegneria Gestionale 1
 Asportazione di truciolo LIUC - Ingegneria Gestionale 1 L asportazione di truciolo Per asportazione di truciolo (taglio e rimozione del materiale) si lavorano a freddo grezzi di fonderia e semilavorati
Asportazione di truciolo LIUC - Ingegneria Gestionale 1 L asportazione di truciolo Per asportazione di truciolo (taglio e rimozione del materiale) si lavorano a freddo grezzi di fonderia e semilavorati
Tornio verticale YOU JI VTL 1600 ATC+C Matricola : 1VTL160TC00379 Rif Anno : 2009
 Tornio verticale YOU JI VTL 1600 ATC+C Matricola : 1VTL160TC00379 Rif. 2089018 Anno : 2009 usato Foto originali Condizioni di fornitura Disponibilità : febbraio 2016 Trasporto : incluso Montaggio : incluso
Tornio verticale YOU JI VTL 1600 ATC+C Matricola : 1VTL160TC00379 Rif. 2089018 Anno : 2009 usato Foto originali Condizioni di fornitura Disponibilità : febbraio 2016 Trasporto : incluso Montaggio : incluso
CONTROLLO NUMERICO. CorsodiSistemi integratidiproduzionea.a Prof. G. A. Berti
 CONTROLLO NUMERICO CorsodiSistemi integratidiproduzionea.a.2004-05 Prof. G. A. Berti CLASSIFICAZIONE delle MACCHINE a CN 1. Controllo del movimento: punto a punto (PTP), parassiale e continuo (Contornatura)
CONTROLLO NUMERICO CorsodiSistemi integratidiproduzionea.a.2004-05 Prof. G. A. Berti CLASSIFICAZIONE delle MACCHINE a CN 1. Controllo del movimento: punto a punto (PTP), parassiale e continuo (Contornatura)
Processi per asportazione C.N. Processi per asportazione C.N. Generalità sui parametri di taglio. La tornitura. Foratura, fresatura e rettifica
 Processi per asportazione C.N. Processi per asportazione C.N. Generalità sui parametri di taglio La tornitura Il controllo numerico (C.N.) Ottimizzazione del processo 2 2006 Politecnico di Torino 1 Obiettivi
Processi per asportazione C.N. Processi per asportazione C.N. Generalità sui parametri di taglio La tornitura Il controllo numerico (C.N.) Ottimizzazione del processo 2 2006 Politecnico di Torino 1 Obiettivi
Proposta di un protocollo innovativo di collaudo per macchine utensili speciali
 Laboratorio per l innovazione Proposta di un protocollo innovativo di collaudo per macchine utensili speciali www.musp.it STATO DELL ARTE Il prof. Georg Schlesinger nel 1927 pubblica il suo famoso documento
Laboratorio per l innovazione Proposta di un protocollo innovativo di collaudo per macchine utensili speciali www.musp.it STATO DELL ARTE Il prof. Georg Schlesinger nel 1927 pubblica il suo famoso documento
Processi per asportazione C.N. Processi per asportazione C.N. Generalità sui parametri di taglio. La tornitura
 Processi per asportazione C.N. Processi per asportazione C.N. Generalità sui parametri di taglio Foratura, fresatura e rettifica Il controllo numerico (C.N.) Ottimizzazione del processo 2 2006 Politecnico
Processi per asportazione C.N. Processi per asportazione C.N. Generalità sui parametri di taglio Foratura, fresatura e rettifica Il controllo numerico (C.N.) Ottimizzazione del processo 2 2006 Politecnico
TORNIO CNC FAT TUR FTM 165 A BANCO INCLINATO
 TORNIO CNC FAT TUR FTM 165 A BANCO INCLINATO ESECUZIONE STANDARD DESCRIZIONE TECNICA Facile da usare: genera il programma con supporto grafico, nessuna conoscenza ISO / DIN richiesta Funzioni di impostazione
TORNIO CNC FAT TUR FTM 165 A BANCO INCLINATO ESECUZIONE STANDARD DESCRIZIONE TECNICA Facile da usare: genera il programma con supporto grafico, nessuna conoscenza ISO / DIN richiesta Funzioni di impostazione
Percorso utensile. Profilo e percorso utensile
 Percorso utensile Il percorso utensile viene programmato rispetto ad un punto di riferimento. TOOL POINT TORNITURA TOOL POINT FRESATURA 1 Profilo e percorso utensile In alcune operazioni il percorso del
Percorso utensile Il percorso utensile viene programmato rispetto ad un punto di riferimento. TOOL POINT TORNITURA TOOL POINT FRESATURA 1 Profilo e percorso utensile In alcune operazioni il percorso del
TORNI CNC MULTIMANDRINO. SCY HT a sei mandrini
 PASSIONE E INNOVAZIONE multimandrini TORNI CNC MULTIMANDRINO SCY 36-45-5656 HT a sei mandrini SCY 36 HT SCY 45 HT SCY 56 HT Economici Affidabili Efficenti Multimandrino = più produzione A 30 anni dalla
PASSIONE E INNOVAZIONE multimandrini TORNI CNC MULTIMANDRINO SCY 36-45-5656 HT a sei mandrini SCY 36 HT SCY 45 HT SCY 56 HT Economici Affidabili Efficenti Multimandrino = più produzione A 30 anni dalla
Utensili rullatori. Tecnologia della rullatura. Vantaggi della rullatura DREX -TOOLS UTENSILI RULLATORI
 Utensili rullatori La DREX -TOOLS vanta sin dal 1980 una solida esperienza nel settore della rullatura. L azienda, con il supporto di personale tecnico di vasta esperienza, ha creato una nuova linea di
Utensili rullatori La DREX -TOOLS vanta sin dal 1980 una solida esperienza nel settore della rullatura. L azienda, con il supporto di personale tecnico di vasta esperienza, ha creato una nuova linea di
Tecnologia dei Processi di Produzione. Tecnologie di Lavorazione Meccanica ad asportazione di truciolo
 Tecnologia dei Processi di Produzione Tecnologie di Lavorazione Meccanica ad asportazione di truciolo Lavorazioni ad asportazione di truciolo: Dalla piallatura in falegnameria... Truciolo alla tornitura
Tecnologia dei Processi di Produzione Tecnologie di Lavorazione Meccanica ad asportazione di truciolo Lavorazioni ad asportazione di truciolo: Dalla piallatura in falegnameria... Truciolo alla tornitura
Corso di controllo numerico (Cnc iso)
") Corso di controllo numerico (Cnc iso) A cura di Ferrarese Adolfo. - Copyright 2007 - Ferrarese Adolfo - Tutti i diritti riservati - 1 Prefazione: Il corso si articola in 8 sezioni: 7 lezioni più un'ampia
Corso di controllo numerico (Cnc iso) A cura di Ferrarese Adolfo. - Copyright 2007 - Ferrarese Adolfo - Tutti i diritti riservati - 1 Prefazione: Il corso si articola in 8 sezioni: 7 lezioni più un'ampia
Corso di Automazione industriale
 Corso di Automazione industriale Lezione 10 Macchine utensili e controllo numerico Introduzione Università degli Studi di Bergamo, Automazione Industriale, A.A. 2016/2017, A. L. Cologni 1 Introduzione
Corso di Automazione industriale Lezione 10 Macchine utensili e controllo numerico Introduzione Università degli Studi di Bergamo, Automazione Industriale, A.A. 2016/2017, A. L. Cologni 1 Introduzione
[ significa: Tutto a portata di mano. EMCOMAT FB-450 L / FB-600 L con EASY CYCLE. Fresatrici universali con controllo a cicli sviluppato da EMCO
 [ E[M]CONOMY] significa: Tutto a portata di mano. EMCOMAT FB-450 L / FB-600 L con EASY CYCLE Fresatrici universali con controllo a cicli sviluppato da EMCO EMCOMAT FB-450 L / FB-600 L Sia per la produzione
[ E[M]CONOMY] significa: Tutto a portata di mano. EMCOMAT FB-450 L / FB-600 L con EASY CYCLE Fresatrici universali con controllo a cicli sviluppato da EMCO EMCOMAT FB-450 L / FB-600 L Sia per la produzione
Macro di tornitura gole. Ver.2 del 07/02/15
 Macro di tornitura gole Ver.2 del 07/02/15 CAMPO DI APPLICAZIONE La macroistruzione esegue la tornitura di gole sia con fianco dritto che con fianco inclinato come ad esempio gole per puleggie. In particolare
Macro di tornitura gole Ver.2 del 07/02/15 CAMPO DI APPLICAZIONE La macroistruzione esegue la tornitura di gole sia con fianco dritto che con fianco inclinato come ad esempio gole per puleggie. In particolare
Foratura e lavorazioni complementari. LIUC - Ingegneria Gestionale 1
 Foratura e lavorazioni complementari LIUC - Ingegneria Gestionale 1 Foratura È la più comune delle operazioni effettuate mediante il trapano e serve per ottenere fori di precisione grossolana LIUC - Ingegneria
Foratura e lavorazioni complementari LIUC - Ingegneria Gestionale 1 Foratura È la più comune delle operazioni effettuate mediante il trapano e serve per ottenere fori di precisione grossolana LIUC - Ingegneria
Il controllo numerico. LIUC - Ingegneria Gestionale 1
 Il controllo numerico LIUC - Ingegneria Gestionale 1 La lavorazione ed il controllo Le prime macchine a controllo numerico CN furono costruite nella metà circa degli anni 50 ma la loro diffusione su larga
Il controllo numerico LIUC - Ingegneria Gestionale 1 La lavorazione ed il controllo Le prime macchine a controllo numerico CN furono costruite nella metà circa degli anni 50 ma la loro diffusione su larga
MACCHINA TRANSFER AD ALTE PRESTAZIONI
 INDICE: TRANSFER - Componenti - Moduli - Tecnologia L evoluzione tecnologica, le nuove normative sugli ottoni senza piombo, la necessità sempre presente di aumentare efficienza e produttività delle nostre
INDICE: TRANSFER - Componenti - Moduli - Tecnologia L evoluzione tecnologica, le nuove normative sugli ottoni senza piombo, la necessità sempre presente di aumentare efficienza e produttività delle nostre
LUREN Precision Co.LTD.
 Precision Co.LTD. Sede principale: Li Hsing Factory Location: Hsin Chu Science Park - Taiwan www.luren.com.tw Sede principale: Via Marconi, 8 Viganò Brianza (LC)- Italy www.fubri.it per l Europa Rettifiche
Precision Co.LTD. Sede principale: Li Hsing Factory Location: Hsin Chu Science Park - Taiwan www.luren.com.tw Sede principale: Via Marconi, 8 Viganò Brianza (LC)- Italy www.fubri.it per l Europa Rettifiche
 Tecnologia Meccanica 2 Tecnologie e Sistemi di Lavorazione Lavorazione di tornitura Lavorazione che ha lo scopo di ottenere superfici di rivoluzione variamente conformate. Moti caratteristici Moto di taglio
Tecnologia Meccanica 2 Tecnologie e Sistemi di Lavorazione Lavorazione di tornitura Lavorazione che ha lo scopo di ottenere superfici di rivoluzione variamente conformate. Moti caratteristici Moto di taglio
Studio di massima dell albero e prototipazione del compressore per un gruppo di sovralimentazione ad altissimo rapporto di compressione
 Studio di massima dell albero e prototipazione del compressore per un gruppo di sovralimentazione ad altissimo rapporto di compressione Tesi di laurea di Marco Lambertini Questo lavoro si inserisce in
Studio di massima dell albero e prototipazione del compressore per un gruppo di sovralimentazione ad altissimo rapporto di compressione Tesi di laurea di Marco Lambertini Questo lavoro si inserisce in
CORSO di AUTOMAZIONE INDUSTRIALE
 CORSO di AUTOMAZIONE INDUSTRIALE (cod. 8469-21029) APPELLO del 07 Settembre 2011 Prof. Andrea Cataldo Soluzioni Esercizio 1 (Domande generali) 1.a) Controllo Logico Spiegare la principale differenza nell'elaborazione
CORSO di AUTOMAZIONE INDUSTRIALE (cod. 8469-21029) APPELLO del 07 Settembre 2011 Prof. Andrea Cataldo Soluzioni Esercizio 1 (Domande generali) 1.a) Controllo Logico Spiegare la principale differenza nell'elaborazione
Riferimenti: Levi/Zompì Tecnologia meccanica cap. 6 Giusti/Santochi Tecnologia meccanica cap. 9
 LAVORAZIONI DI FORATURA - ALESATURA Riferimenti: Levi/Zompì Tecnologia meccanica cap. 6 Giusti/Santochi Tecnologia meccanica cap. 9 1 FORATURA 2 FORATURA a z D/2 Moto di taglio: moto rotatorio dell utensile
LAVORAZIONI DI FORATURA - ALESATURA Riferimenti: Levi/Zompì Tecnologia meccanica cap. 6 Giusti/Santochi Tecnologia meccanica cap. 9 1 FORATURA 2 FORATURA a z D/2 Moto di taglio: moto rotatorio dell utensile
THE NEW ART OF GRINDING
 THE NEW ART OF GRINDING AMBIZIOSO La ZIERSCH GmbH è specializzata nello sviluppo, produzione e distribuzione di rettificatrici piane, per profili e a portale di alta qualità. Nell ambito della tecnologia
THE NEW ART OF GRINDING AMBIZIOSO La ZIERSCH GmbH è specializzata nello sviluppo, produzione e distribuzione di rettificatrici piane, per profili e a portale di alta qualità. Nell ambito della tecnologia
ISOLA DI SALDATURA A RESISTENZA MOD. MULETTO A 2 ASSI DI TIPO CARTESIANO
 ISOLA DI SALDATURA A RESISTENZA MOD. MULETTO A 2 ASSI DI TIPO CARTESIANO Il robot di saldatura modello Muletto è realizzato in lamiera e profilati d acciaio elettrosaldati, lavorati alla macchina utensile
ISOLA DI SALDATURA A RESISTENZA MOD. MULETTO A 2 ASSI DI TIPO CARTESIANO Il robot di saldatura modello Muletto è realizzato in lamiera e profilati d acciaio elettrosaldati, lavorati alla macchina utensile
MACCHINE A CONTROLLO NUMERICO C.N.C.
 1 MACCHINE A CONTROLLO NUMERICO C.N.C. Marino prof. Mazzoni Evoluzione delle macchine utensili Quantità di pezzi 10 10 10 10 6 5 4 3 10 2 1 2 1-MACCHINE SPECIALIZZATE 2-MACCHINE TRANSFERT 3-SISTEMI FLESSIBILI
1 MACCHINE A CONTROLLO NUMERICO C.N.C. Marino prof. Mazzoni Evoluzione delle macchine utensili Quantità di pezzi 10 10 10 10 6 5 4 3 10 2 1 2 1-MACCHINE SPECIALIZZATE 2-MACCHINE TRANSFERT 3-SISTEMI FLESSIBILI
Informazioni tecniche. QM eco Macchina ad elettroerosione a disco per la lavorazione di utensili in diamante policristallino (PCD)
") Informazioni tecniche QM eco Macchina ad elettroerosione a disco per la lavorazione di utensili in diamante policristallino (PCD) QM eco Lavorazione ad alta precisione di utensili in PCD La QM eco VOLLMER
Informazioni tecniche QM eco Macchina ad elettroerosione a disco per la lavorazione di utensili in diamante policristallino (PCD) QM eco Lavorazione ad alta precisione di utensili in PCD La QM eco VOLLMER
POLITECNICO DI TORINO TECNOLOGIA MECCANICA IL CICLO DI LAVORAZIONE
 POLITECNICO DI TORINO TECNOLOGIA MECCANICA IL CICLO DI LAVORAZIONE DEFINIZIONE Il ciclo di lavorazione è, in senso lato, la successione logica di tutte le operazioni necessarie per trasformare un pezzo
POLITECNICO DI TORINO TECNOLOGIA MECCANICA IL CICLO DI LAVORAZIONE DEFINIZIONE Il ciclo di lavorazione è, in senso lato, la successione logica di tutte le operazioni necessarie per trasformare un pezzo
CLASSIFICAZIONI DELLE LAVORAZIONI MECCANICHE
 CLASSIFICAZIONI DELLE LAVORAZIONI MECCANICHE Le lavorazioni meccaniche possono essere classificate secondo diversi criteri. Il criterio che verrà esposto si è dimostrato quello più utile a chiarire tale
CLASSIFICAZIONI DELLE LAVORAZIONI MECCANICHE Le lavorazioni meccaniche possono essere classificate secondo diversi criteri. Il criterio che verrà esposto si è dimostrato quello più utile a chiarire tale
Istituto Istruzione Superiore G. Boris Giuliano" Via Carducci, Piazza Armerina (En)
") Istituto Istruzione Superiore G. Boris Giuliano" Via Carducci, 13-94015 Piazza Armerina (En) Corso di Tecnologie Meccaniche e Applicazioni Anno scolastico 2015-2016 Docente: Cuscinetti volventi Cuscinetti
Istituto Istruzione Superiore G. Boris Giuliano" Via Carducci, 13-94015 Piazza Armerina (En) Corso di Tecnologie Meccaniche e Applicazioni Anno scolastico 2015-2016 Docente: Cuscinetti volventi Cuscinetti
MINIWIN. Ass i. Torni Automatici CNC multislitte da barra e da ripresa
 MINIWIN Si Si Sino no no a 12 12 12 Ass Ass Ass i in in in poco poco poco spazio spazio spazio Torni Automatici CNC multislitte da barra e da ripresa TORNI AUTOMATICI CNC MINIWIN 16-26 - 36 - DA 5 A 12
MINIWIN Si Si Sino no no a 12 12 12 Ass Ass Ass i in in in poco poco poco spazio spazio spazio Torni Automatici CNC multislitte da barra e da ripresa TORNI AUTOMATICI CNC MINIWIN 16-26 - 36 - DA 5 A 12
CORSO PROFESSIONALE OPERATORE SU MACCHINE CNC
 CORSO PROFESSIONALE OPERATORE SU MACCHINE CNC DURATA: 120 ORE OBIETTIVO Il percorso formativo porterà i corsisti ad acquisire le necessarie conoscenze tecniche e tecnologiche in merito alla conoscenza
CORSO PROFESSIONALE OPERATORE SU MACCHINE CNC DURATA: 120 ORE OBIETTIVO Il percorso formativo porterà i corsisti ad acquisire le necessarie conoscenze tecniche e tecnologiche in merito alla conoscenza
RM-LASERCUT3D CNC LASER CUTTER. 2
 RM-LASERCUT3D CNC LASER CUTTER www.ronchinimassimo.com 2 MACCHINA TAGLIO LASER CNC RM-LaserCut3D è un taglio laser CNC per lavorazioni in piano a 3 assi interpolati, pensato principalmente per lavorazioni
RM-LASERCUT3D CNC LASER CUTTER www.ronchinimassimo.com 2 MACCHINA TAGLIO LASER CNC RM-LaserCut3D è un taglio laser CNC per lavorazioni in piano a 3 assi interpolati, pensato principalmente per lavorazioni
Servizi per. Laboratorio MUSP www.musp.it
 Servizi per migliorare la qualità www.musp.it Collaudo volumetrico Calibrazione volumetrica della Macchina Utensile www.musp.it Perché la Calibrazione Volumetrica Accuratezza Volumetrica è l indice più
Servizi per migliorare la qualità www.musp.it Collaudo volumetrico Calibrazione volumetrica della Macchina Utensile www.musp.it Perché la Calibrazione Volumetrica Accuratezza Volumetrica è l indice più
IL TAGLIO ORBITALE DELLE VITI SENZA FINE UNA TECNOLOGIA ECOSOSTENIBILE
 IL TAGLIO ORBITALE DELLE VITI SENZA FINE UNA TECNOLOGIA ECOSOSTENIBILE Marco Benincasa (Benincasa Meccanica) Giampaolo Giacomozzi (Varvel SpA) Massimiliano Turci (Studio Tecnico Turci) Riduttori a vite
IL TAGLIO ORBITALE DELLE VITI SENZA FINE UNA TECNOLOGIA ECOSOSTENIBILE Marco Benincasa (Benincasa Meccanica) Giampaolo Giacomozzi (Varvel SpA) Massimiliano Turci (Studio Tecnico Turci) Riduttori a vite
TORNIO CNC HURCO TMX10MYSi
 Hurco Srl - Via Marconi, 35/D - 20082 Binasco (MI) Tel. +39 02 90006047 - Fax +39 02 90090772 Fax assistenza +39 02 90096678 www.hurco.it - hurco@hurco.it TORNIO CNC HURCO TMX10MYSi TMX10MYSi è un tornio
Hurco Srl - Via Marconi, 35/D - 20082 Binasco (MI) Tel. +39 02 90006047 - Fax +39 02 90090772 Fax assistenza +39 02 90096678 www.hurco.it - hurco@hurco.it TORNIO CNC HURCO TMX10MYSi TMX10MYSi è un tornio
CENTRO DI TORNITURA E FRESATURA ML 1000
 CENTRO DI TORNITURA E FRESATURA ML 1000 Indice 1. Dati tecnici 2. Descrizione tecnica 1. DATI TECNICI Diametro tornibile mm 1100 Diametro volteggiabile mm 1300 Altezza d albero minima per carico/scarico
CENTRO DI TORNITURA E FRESATURA ML 1000 Indice 1. Dati tecnici 2. Descrizione tecnica 1. DATI TECNICI Diametro tornibile mm 1100 Diametro volteggiabile mm 1300 Altezza d albero minima per carico/scarico
Docente: Ing. P.Zanetti
 Torniturar Docente: Ing. P.Zanetti 1. Introduzione all operazione di tornitura Il moto di taglio (rotatorio) è affidato al pezzo Il moto di avanzamento è affidato all utensile Si ottengono solo pezzi caratterizzati
Torniturar Docente: Ing. P.Zanetti 1. Introduzione all operazione di tornitura Il moto di taglio (rotatorio) è affidato al pezzo Il moto di avanzamento è affidato all utensile Si ottengono solo pezzi caratterizzati
A very warm welcome (Arial, 24-point bold font) Discover what's under the surface (Arial, 20-point bold font in italics)
 Discover what's under the surface (Arial, 20-point bold font in italics)") A very warm welcome (Arial, 24-point bold font) Discover what's under the surface (Arial, 20-point bold font in italics) HORN Technology Days 2015 Lavorazioni su torni a fantina mobile Produzione di particolari
A very warm welcome (Arial, 24-point bold font) Discover what's under the surface (Arial, 20-point bold font in italics) HORN Technology Days 2015 Lavorazioni su torni a fantina mobile Produzione di particolari
TORNITURA DA BARRA MULTITORRETTA B436Y2
 TORNITURA DA BARRA MULTITORRETTA B436Y2 B436Y2 Il modello B436Y2 è l ultimo nato della famiglia QUATTRO, in produzione dal 1990 e giunta oggi alla terza generazione. Il nuovo modello nasce per rispondere
TORNITURA DA BARRA MULTITORRETTA B436Y2 B436Y2 Il modello B436Y2 è l ultimo nato della famiglia QUATTRO, in produzione dal 1990 e giunta oggi alla terza generazione. Il nuovo modello nasce per rispondere
Elevata precisione coi pesi massimi. MMV 3200
 [ E[M]CONOMy ] significa: NOVITÀ Elevata precisione coi pesi massimi. MMV 3200 Centro di lavoro verticale a montante mobile MMV 3200 Centro di lavoro verticale a montante mobile per lavorazione pezzi fino
[ E[M]CONOMy ] significa: NOVITÀ Elevata precisione coi pesi massimi. MMV 3200 Centro di lavoro verticale a montante mobile MMV 3200 Centro di lavoro verticale a montante mobile per lavorazione pezzi fino
L automazione. L automazione. Insieme delle tecniche e dei metodi per sostituire o ridurre l intervento umano in un attività lavorativa
 L automazione 1 L automazione Insieme delle tecniche e dei metodi per sostituire o ridurre l intervento umano in un attività lavorativa Politecnico di Torino 1 Automazione delle macchine utensili (M.U.)
L automazione 1 L automazione Insieme delle tecniche e dei metodi per sostituire o ridurre l intervento umano in un attività lavorativa Politecnico di Torino 1 Automazione delle macchine utensili (M.U.)
SECONDO CICLO DI LAVORAZIONE PER LA PRODUZIONE DI UN
 Tecnologia Meccanica I SECONDO CICLO DI LAVORAZIONE PER LA PRODUZIONE DI UN PARTICOLARE MECCANICO Dipartimento di Sistemi di produzione ed economia dell Azienda =8 Ciclo di lavorazione = 3.2 Mat. : C40
Tecnologia Meccanica I SECONDO CICLO DI LAVORAZIONE PER LA PRODUZIONE DI UN PARTICOLARE MECCANICO Dipartimento di Sistemi di produzione ed economia dell Azienda =8 Ciclo di lavorazione = 3.2 Mat. : C40
[ significa: Design to Cost. EMCOTURN E25. Tornio CNC per lavorazioni da barra fino a Ø 25 mm e da autocentrante
 [ E[M]CONOMY] significa: Design to Cost. EMCOTURN E25 Tornio CNC per lavorazioni da barra fino a Ø 25 mm e da autocentrante EMCOTURN E25 [ Campo di lavoro] - Caduta libera di trucioli - Migliore ergonomia
[ E[M]CONOMY] significa: Design to Cost. EMCOTURN E25 Tornio CNC per lavorazioni da barra fino a Ø 25 mm e da autocentrante EMCOTURN E25 [ Campo di lavoro] - Caduta libera di trucioli - Migliore ergonomia
COMBYAX L EVOLUZIONE DEL TRANSFER
 INDICE: COMBYAX - Componenti - Moduli tradizionali - Moduli caratteristici - Tecnologia L evoluzione tecnologica, le nuove normative sugli ottoni senza piombo, la necessità sempre presente di aumentare
INDICE: COMBYAX - Componenti - Moduli tradizionali - Moduli caratteristici - Tecnologia L evoluzione tecnologica, le nuove normative sugli ottoni senza piombo, la necessità sempre presente di aumentare
CAPITOLATO TECNICO LOTTO 2
 GARA D APPALTO PER LA FORNITURA DI MACCHINE A SERVIZIO DEI LABORATORI PROM FACILITY LOTTO 2 - TORNIO A CONTROLLO NUMERICO CON CONTROLLORE OPEN CAPITOLATO TECNICO LOTTO 2 CAPITOLATO TECNICO LOTTO 2 1 Art.
GARA D APPALTO PER LA FORNITURA DI MACCHINE A SERVIZIO DEI LABORATORI PROM FACILITY LOTTO 2 - TORNIO A CONTROLLO NUMERICO CON CONTROLLORE OPEN CAPITOLATO TECNICO LOTTO 2 CAPITOLATO TECNICO LOTTO 2 1 Art.
AVVISO ESPLORATIVO PER INDAGINE DI MERCATO PROPEDUTICO ALLA FORNITURA DI TORNIO A CONTROLLO NUMERICO A SERVIZIO DEI LABORATORI PROM FACILITY
 AVVISO ESPLORATIVO PER INDAGINE DI MERCATO PROPEDUTICO ALLA FORNITURA DI TORNIO A CONTROLLO NUMERICO A SERVIZIO DEI LABORATORI PROM FACILITY CAPITOLATO TECNICO CAPITOLATO TECNICO 1 Art. 1. Premessa 1 Art.
AVVISO ESPLORATIVO PER INDAGINE DI MERCATO PROPEDUTICO ALLA FORNITURA DI TORNIO A CONTROLLO NUMERICO A SERVIZIO DEI LABORATORI PROM FACILITY CAPITOLATO TECNICO CAPITOLATO TECNICO 1 Art. 1. Premessa 1 Art.
CENTRO DI LAVORO VERTICALE ZPS MCFV 2080 STANDARD
 CENTRO DI LAVORO VERTICALE ZPS MCFV 2080 STANDARD Questo centro di tornitura verticale MCFV 2080 è una macchina ad alto rendimento per la completa tornitura a truciolo. Il piano di lavoro la cui superficie
CENTRO DI LAVORO VERTICALE ZPS MCFV 2080 STANDARD Questo centro di tornitura verticale MCFV 2080 è una macchina ad alto rendimento per la completa tornitura a truciolo. Il piano di lavoro la cui superficie
Elementi di base del calcolatore
 Elementi di base del calcolatore Registri: dispositivi elettronici capaci di memorizzare insiemi di bit (8, 16, 32, 64, ) Clock: segnale di sincronizzazione per tutto il sistema si misura in cicli/secondo
Elementi di base del calcolatore Registri: dispositivi elettronici capaci di memorizzare insiemi di bit (8, 16, 32, 64, ) Clock: segnale di sincronizzazione per tutto il sistema si misura in cicli/secondo
Tecnologia Meccanica FRESATURA. Tecnologia Meccanica FRESATURA
 FRESATURA 1 FRESATURA La fresatura è una lavorazione per asportazione di materiale che consente di ottenere una vasta gamma di superfici (piani, scanalature, spallamenti, ecc.) mediante l azione di un
FRESATURA 1 FRESATURA La fresatura è una lavorazione per asportazione di materiale che consente di ottenere una vasta gamma di superfici (piani, scanalature, spallamenti, ecc.) mediante l azione di un
C ARPAN O EQUIPMENT. Joda micro - Tornio modulare
 MICRO C ARPAN O EQUIPMENT Joda micro - Tornio modulare Tornio con componenti modulari per creare la macchina ideale per le tue esigenze produttive I moduli disponibili: - Testa motrice - Contropunta pneumatica
MICRO C ARPAN O EQUIPMENT Joda micro - Tornio modulare Tornio con componenti modulari per creare la macchina ideale per le tue esigenze produttive I moduli disponibili: - Testa motrice - Contropunta pneumatica
UTENSILI PER TORNIRE
 di Tecnologia Meccanica UTENSILI PER TORNIRE A cura dei proff. Morotti Giovanni e Santoriello Sergio Utensili per tornire Gli utensili impiegati sul tornio sono numerosi, in relazione alle molteplici operazioni
di Tecnologia Meccanica UTENSILI PER TORNIRE A cura dei proff. Morotti Giovanni e Santoriello Sergio Utensili per tornire Gli utensili impiegati sul tornio sono numerosi, in relazione alle molteplici operazioni
 6 7 Meccanismo di funzionamento Il fenomeno fisicoi alla base del funzionamento di un accoppiamento filettato e l ATTRITO. L avvitamento di una vite (sup. esterna) nella madrevite (sup. interna) genera:
6 7 Meccanismo di funzionamento Il fenomeno fisicoi alla base del funzionamento di un accoppiamento filettato e l ATTRITO. L avvitamento di una vite (sup. esterna) nella madrevite (sup. interna) genera:
COMPARATORE 1/100 COMPARATORE GRADUATO
 COMPARATORE 1/100 CLASSIFICAZIONE DELLO STRUMENTO: COMPARATORE GRADUATO Avente una approssimazione di 0,01 mm ESIGENZE DI VERIFICA: E utilizzato per il controllo di errori di forma dei pezzi e per misurazioni
COMPARATORE 1/100 CLASSIFICAZIONE DELLO STRUMENTO: COMPARATORE GRADUATO Avente una approssimazione di 0,01 mm ESIGENZE DI VERIFICA: E utilizzato per il controllo di errori di forma dei pezzi e per misurazioni
Rampa elicoidale. Ver 1 del 06/07/16
 Rampa elicoidale Ver 1 del 06/07/16 CAMPO DI APPLICAZIONE La macroistruzione esegue la contornatura in rampa elicoidale di diametri interni/esterni o per la spianatura di flange circolari. Grazie alla
Rampa elicoidale Ver 1 del 06/07/16 CAMPO DI APPLICAZIONE La macroistruzione esegue la contornatura in rampa elicoidale di diametri interni/esterni o per la spianatura di flange circolari. Grazie alla
Filiere tonde per filettature esterne
 Filiere tonde per filettature esterne Le filiere tonde sono utensili per filettare, ancor oggi molto usati, sebbene il loro impiego sia limitato a produzioni di piccole serie. Esistono infatti altri sistemi,
Filiere tonde per filettature esterne Le filiere tonde sono utensili per filettare, ancor oggi molto usati, sebbene il loro impiego sia limitato a produzioni di piccole serie. Esistono infatti altri sistemi,
BROWN SN 255 SEGATRICE MANUALE
 BROWN SN 255 SEGATRICE MANUALE Morsa con lardone registrabile Ampia capacità di taglio fino a 60 Eccentrico per regolare la perpendicolarità dell archetto Gruppo tensionamento nastro 220 160 90 220 120
BROWN SN 255 SEGATRICE MANUALE Morsa con lardone registrabile Ampia capacità di taglio fino a 60 Eccentrico per regolare la perpendicolarità dell archetto Gruppo tensionamento nastro 220 160 90 220 120
[ significa: Pensato per grandi imprese! EMCOTURN 900. Tornio CNC per diametro tornibile fino a 1050 mm e lunghezza tornibile fino a 5000 mm
 [ E[M]CONOMY] significa: Pensato per grandi imprese! EMCOTURN 900 Tornio CNC per diametro tornibile fino a 1050 mm e lunghezza tornibile fino a 5000 mm EMCOTURN 900 [Mandrino principale] - Attacco mandrino
[ E[M]CONOMY] significa: Pensato per grandi imprese! EMCOTURN 900 Tornio CNC per diametro tornibile fino a 1050 mm e lunghezza tornibile fino a 5000 mm EMCOTURN 900 [Mandrino principale] - Attacco mandrino
Stage Estivo 2002 INFN-Laboratori Nazionali di Frascati SSCR-Officina Meccanica
 Stage Estivo 2002 INFN-Laboratori Nazionali di Frascati SSCR-Officina Meccanica Stagisti: Fabrizio Pacchetti Fulvio Ricci Tutori: Giovanni Bisogni Alberto De Paolis Durante lo svolgimento dello stage presso
Stage Estivo 2002 INFN-Laboratori Nazionali di Frascati SSCR-Officina Meccanica Stagisti: Fabrizio Pacchetti Fulvio Ricci Tutori: Giovanni Bisogni Alberto De Paolis Durante lo svolgimento dello stage presso
LAVORAZIONI INDUSTRIALI
 TORNITURA 1 LAVORAZIONI INDUSTRIALI Nelle lavorazioni industriali per asportazione di truciolo sono sempre presenti: Pezzo Grezzo Macchina Utensile Utensile Attrezzatura 2 1 TORNITURA 3 TORNITURA Obiettivo:
TORNITURA 1 LAVORAZIONI INDUSTRIALI Nelle lavorazioni industriali per asportazione di truciolo sono sempre presenti: Pezzo Grezzo Macchina Utensile Utensile Attrezzatura 2 1 TORNITURA 3 TORNITURA Obiettivo:
T O R N I T U R A D A B A R R A M U L T I T O R R E T T A
 T O R N I T U R A DA B A R R A M U LT I T O R R E T TA Il modello è l ultimo nato della famiglia QUATTRO, in produzione dal 1990 e giunta oggi alla terza generazione. Il nuovo modello nasce per rispondere
T O R N I T U R A DA B A R R A M U LT I T O R R E T TA Il modello è l ultimo nato della famiglia QUATTRO, in produzione dal 1990 e giunta oggi alla terza generazione. Il nuovo modello nasce per rispondere
Fresatura. LIUC - Ingegneria Gestionale 1
 Fresatura LIUC - Ingegneria Gestionale 1 Fresatura È un operazione che consente di realizzare in generale: Superfici piane Scanalature e cave di forma semplice e complessa Denti di ruote dentate Per fresare
Fresatura LIUC - Ingegneria Gestionale 1 Fresatura È un operazione che consente di realizzare in generale: Superfici piane Scanalature e cave di forma semplice e complessa Denti di ruote dentate Per fresare
Ita 08-2009-AFC 127 FIL-SISTEMI
 Ita 08-2009-AFC 127 Azienda specializzata nella produzione di alesatrici e fresatrici. Si è sviluppata mantenendo una tradizione e una qualificazione molto alta tesa al soddisfacimento delle esigenze più
Ita 08-2009-AFC 127 Azienda specializzata nella produzione di alesatrici e fresatrici. Si è sviluppata mantenendo una tradizione e una qualificazione molto alta tesa al soddisfacimento delle esigenze più
U.C. Capacità 3 anno 2 anno 1 anno riconoscere le. 1. Approntamento
 U.C. Capacità 3 anno 2 anno 1 anno 1. Approntamento macchine utensili 1.01 riconoscere le macchine utensili (tradizionali, a controllo numerico computerizzato, centri di lavoro, sistemi FMS) da utilizzare
U.C. Capacità 3 anno 2 anno 1 anno 1. Approntamento macchine utensili 1.01 riconoscere le macchine utensili (tradizionali, a controllo numerico computerizzato, centri di lavoro, sistemi FMS) da utilizzare
-7b - FRESATURA FRESATURA
 -7b - FRESATURA 1 FRESATURA La fresatura è una lavorazione per asportazione di materiale che consente di ottenere una vasta gamma di superfici (piani, scanalature, spallamenti, ecc.) mediante l azione
-7b - FRESATURA 1 FRESATURA La fresatura è una lavorazione per asportazione di materiale che consente di ottenere una vasta gamma di superfici (piani, scanalature, spallamenti, ecc.) mediante l azione
Macroistruzione per l esecuzione sedi chiavette eseguite in pendolare su torni senza asse Y
 Macroistruzione per l esecuzione sedi chiavette eseguite in pendolare su torni senza asse Y Controllo numerico: Fanuc T CAMPO DI APPLICAZ IONE Il ciclo esegue la lavorazione di sedi chiavetta di profilo
Macroistruzione per l esecuzione sedi chiavette eseguite in pendolare su torni senza asse Y Controllo numerico: Fanuc T CAMPO DI APPLICAZ IONE Il ciclo esegue la lavorazione di sedi chiavetta di profilo
Macro per tornitura filettature a dente di sega. Controllo numerico: Fanuc T serie 0/16/18/21/31
 Macro per tornitura filettature a dente di sega Controllo numerico: Fanuc T serie 0/16/18/21/31 CAMPO DI APPLICAZIONE La macro per controlli Fanuc esegue la sgrossatura e la finitura di filettature a dente
Macro per tornitura filettature a dente di sega Controllo numerico: Fanuc T serie 0/16/18/21/31 CAMPO DI APPLICAZIONE La macro per controlli Fanuc esegue la sgrossatura e la finitura di filettature a dente
Centri C.N.C. Free&Easy Smile
 Centri C.N.C. Centri C.N.C. ll mini centro di lavoro professionale JOLLY è una apparecchiatura a 5 assi, nata per soddisfare le esigenze dei laboratori e centri di fresaggio più ambiziosi. Può eseguire
Centri C.N.C. Centri C.N.C. ll mini centro di lavoro professionale JOLLY è una apparecchiatura a 5 assi, nata per soddisfare le esigenze dei laboratori e centri di fresaggio più ambiziosi. Può eseguire
Formulario Tecnologia Meccanica
 Formulario Tecnologia Meccanica Marcello Miccio U n i S A 1 4 / 0 7 / 0 1 0 Relazioni Meccanismo Formazione del Truciolo. - Rapporto di taglio: - Fattore di ricalcamento: - Spessore di taglio: sin - Spessore
Formulario Tecnologia Meccanica Marcello Miccio U n i S A 1 4 / 0 7 / 0 1 0 Relazioni Meccanismo Formazione del Truciolo. - Rapporto di taglio: - Fattore di ricalcamento: - Spessore di taglio: sin - Spessore
CENTRO DI LAVORO VERTICALE KAFO MOD.KFV-40
 CENTRO DI LAVORO VERTICALE KAFO MOD.KFV-40 UNITA' DI GOVERNO FANUC 0-MC PRESENTAZIONE La KAO FONG MACHINERY CO. LTD è una delle più affermate aziende costruttrici di macchine utensili di TAIWAN. Nata come
CENTRO DI LAVORO VERTICALE KAFO MOD.KFV-40 UNITA' DI GOVERNO FANUC 0-MC PRESENTAZIONE La KAO FONG MACHINERY CO. LTD è una delle più affermate aziende costruttrici di macchine utensili di TAIWAN. Nata come
Classificazione delle lavorazioni per asportazione di truciolo
 Classificazione delle lavorazioni per asportazione di truciolo Classificazione secondo i movimenti Moto di taglio Moto di avanzamento Moto di registrazione - rettilineo - alternativo - rotatorio - continuo
Classificazione delle lavorazioni per asportazione di truciolo Classificazione secondo i movimenti Moto di taglio Moto di avanzamento Moto di registrazione - rettilineo - alternativo - rotatorio - continuo
SISTEMI DI BLOCCAGGIO DEL PEZZO SULLA MACCHINA
 SISTEMI DI BLOCCAGGIO DEL PEZZO SULLA MACCHINA SONO DIVERSISSIMI. E opportuno conoscere quelli tipici di più largo impiego. IN OGNI CASO IL BLOCCAGGIO SCELTO DEVE ASSICURARCI: la stabilità del pezzo che
SISTEMI DI BLOCCAGGIO DEL PEZZO SULLA MACCHINA SONO DIVERSISSIMI. E opportuno conoscere quelli tipici di più largo impiego. IN OGNI CASO IL BLOCCAGGIO SCELTO DEVE ASSICURARCI: la stabilità del pezzo che
Serie V16/18 V22 V25 V30 R32 R40 R45 TCS DIGIT AUTOMAX F22 F28. SerieHT TCS TCS E DIGIT DIGIT E AUTOMAX CFL
 Serie V16/18 V22 V25 V30 F22 F28 R32 R40 R45 TCS DIGIT AUTOMAX SerieHT TCS TCS E DIGIT DIGIT E AUTOMAX CFL Trapano Fresa serie High-Tech Asse mandrino filettato per bloccaggio utensile CM4 Standard: Discesa
Serie V16/18 V22 V25 V30 F22 F28 R32 R40 R45 TCS DIGIT AUTOMAX SerieHT TCS TCS E DIGIT DIGIT E AUTOMAX CFL Trapano Fresa serie High-Tech Asse mandrino filettato per bloccaggio utensile CM4 Standard: Discesa
ARTI VETRO Srl TIPO: MASTER EDGE 1500-E (MATR )DESCRIZIONE
DESCRIZIONE") ARTI VETRO Srl MATRICOLA: 066 ANNO: 2002 MODELLO: CENTRO DI LAVORO MASTER EDGE 1500-E FORNITORE: INTERMAC TIPO: MASTER EDGE 1500-E (MATR. 25912)DESCRIZIONE CARATTERISTICHE DISTINTIVE Centro di lavoro a
ARTI VETRO Srl MATRICOLA: 066 ANNO: 2002 MODELLO: CENTRO DI LAVORO MASTER EDGE 1500-E FORNITORE: INTERMAC TIPO: MASTER EDGE 1500-E (MATR. 25912)DESCRIZIONE CARATTERISTICHE DISTINTIVE Centro di lavoro a
FRESATURA. Fresatura periferica
 FRESATURA La fresatura è una lavorazione per asportazione di materiale che consente di ottenere una vasta gamma di superfici (piani, spallamenti, scanalature, ecc.) mediante l azione di un utensile pluritagliente
FRESATURA La fresatura è una lavorazione per asportazione di materiale che consente di ottenere una vasta gamma di superfici (piani, spallamenti, scanalature, ecc.) mediante l azione di un utensile pluritagliente
- 7 - MACCHINE UTENSILI A CONTROLLO NUMERICO
 - 7 - MACCHINE UTENSILI A CONTROLLO NUMERICO 1 Evoluzione delle macchine a CN Su macchine tradizionali si hanno problemi di: mancanza di flessibilità manodopera specializzata necessità di riconfigurazione
- 7 - MACCHINE UTENSILI A CONTROLLO NUMERICO 1 Evoluzione delle macchine a CN Su macchine tradizionali si hanno problemi di: mancanza di flessibilità manodopera specializzata necessità di riconfigurazione
La quotatura è ottenuta con i seguenti elementi
 LA QUOTATURA Per descrivere un oggetto occorre indicare oltre alla forma, le dimensioni. Le norme per l esecuzione della quotatura sono codificate nella UNI 3973 e UNI 3974. 1 La quotatura costituisce
LA QUOTATURA Per descrivere un oggetto occorre indicare oltre alla forma, le dimensioni. Le norme per l esecuzione della quotatura sono codificate nella UNI 3973 e UNI 3974. 1 La quotatura costituisce
Tornio verticale a 2 assi con sistema di caricamento automatico
 MINGANTI TORNIO VERTICALE MV3 Tornio verticale a 2 assi con sistema di caricamento automatico PRIMA della ristrutturazione DOPO la ristrutturazione (esempio senza self-loading) PRODUCIAMO VALORE WWW.OVERMC.IT
MINGANTI TORNIO VERTICALE MV3 Tornio verticale a 2 assi con sistema di caricamento automatico PRIMA della ristrutturazione DOPO la ristrutturazione (esempio senza self-loading) PRODUCIAMO VALORE WWW.OVERMC.IT
CENTRO DI LAVORO ORIZZONTALE ZPS H 1000
 CENTRO DI LAVORO ORIZZONTALE ZPS H 1000 CARATTERISTICHE TECNICHE CORSE E AVANZAMENTI Asse X (montante) 1400 mm Asse Y (testa-mandrino) 1050 mm Asse Z (tavola) 1200 mm Avanzamento di lavoro assi X,Y,Z 50
CENTRO DI LAVORO ORIZZONTALE ZPS H 1000 CARATTERISTICHE TECNICHE CORSE E AVANZAMENTI Asse X (montante) 1400 mm Asse Y (testa-mandrino) 1050 mm Asse Z (tavola) 1200 mm Avanzamento di lavoro assi X,Y,Z 50
EN FLANGE. flanges
 EN 9.1 FLANGE flanges ESTRATTO DALLE NORME EN 9.1 PER FLANGE PER TUBAZIONI Scopo e campo di applicazione La presente norma europea specifica i requisiti riguardanti le flange circolari di acciaio con designazioni
EN 9.1 FLANGE flanges ESTRATTO DALLE NORME EN 9.1 PER FLANGE PER TUBAZIONI Scopo e campo di applicazione La presente norma europea specifica i requisiti riguardanti le flange circolari di acciaio con designazioni
Codici G I codici implementati sono evidenziati in giallo. I codici mancanti sono non definiti in quasi tutti i dialetti di Gcodes.
 Codici G I codici implementati sono evidenziati in giallo. I codici mancanti sono non definiti in quasi tutti i dialetti di Gcodes. G 00 Avanzamento lineare rapido G 01 Avanzamento lineare con velocità
Codici G I codici implementati sono evidenziati in giallo. I codici mancanti sono non definiti in quasi tutti i dialetti di Gcodes. G 00 Avanzamento lineare rapido G 01 Avanzamento lineare con velocità
AFFIDABILITÀ E MACCHINE UTENSILI SPECIAL PRICE PROMOZIONE SPECIALE PRODOTTI
 AFFIDABILITÀ E MACCHINE UTENSILI SPECIAL PRICE PROMOZIONE SPECIALE PRODOTTI HYUNDAI WIA 2017 Centro di Lavoro a CNC F400 8.000 giri e 103.130,00 e 59.900,00* 12.000 giri e 113.620,00 e 67.900,00* F400
AFFIDABILITÀ E MACCHINE UTENSILI SPECIAL PRICE PROMOZIONE SPECIALE PRODOTTI HYUNDAI WIA 2017 Centro di Lavoro a CNC F400 8.000 giri e 103.130,00 e 59.900,00* 12.000 giri e 113.620,00 e 67.900,00* F400
MecSoft Corporation Sky Park Circle, Suite KL, Irvine, CA (949) (949) (FAX)
 (949) (FAX)") MecSoft Corporation 18019 Sky Park Circle, Suite KL, Irvine, CA 92614 (949)-654-8163 (949)-654-8164 (FAX) Check list per il supporto a 4 assi e 5 assi Macchine Utensili Macchine Utensile 4-axis I tipi
MecSoft Corporation 18019 Sky Park Circle, Suite KL, Irvine, CA 92614 (949)-654-8163 (949)-654-8164 (FAX) Check list per il supporto a 4 assi e 5 assi Macchine Utensili Macchine Utensile 4-axis I tipi
CENTRO DI LAVORO VERTICALE ZPS MCFV 1060 STANDARD
 CENTRO DI LAVORO VERTICALE ZPS MCFV 1060 STANDARD Questo centro di tornitura verticale MCFV 1060 comprende tutte le serie tecnologiche, dalla tornitura ad alta velocità fino alla tornitura a spinta. La
CENTRO DI LAVORO VERTICALE ZPS MCFV 1060 STANDARD Questo centro di tornitura verticale MCFV 1060 comprende tutte le serie tecnologiche, dalla tornitura ad alta velocità fino alla tornitura a spinta. La
QUOTATURA. Prof. Daniele Regazzoni
 CdL in INGEGNERIA DELLE TECNOLOGIE PER LA SALUTE QUOTATURA Prof. Daniele Regazzoni University of Bergamo Department of Management, Information and Production Engineering... IN QUESTA LEZIONE Quotatura
CdL in INGEGNERIA DELLE TECNOLOGIE PER LA SALUTE QUOTATURA Prof. Daniele Regazzoni University of Bergamo Department of Management, Information and Production Engineering... IN QUESTA LEZIONE Quotatura
ASPORTAZIONE DI TRUCIOLO - 3 FORMAZIONE E DISTACCO
 LAVORAZIONI PER SEPARAZIONE ASPORTAZIONE DI TRUCIOLO - 3 FORMAZIONE E DISTACCO Vittore Carassiti - INFN FE 1 FORMAZIONE E DISTACCO DEL TRUCIOLO Vittore Carassiti - INFN FE 2 FATTORI DI INFLUENZA I principali
LAVORAZIONI PER SEPARAZIONE ASPORTAZIONE DI TRUCIOLO - 3 FORMAZIONE E DISTACCO Vittore Carassiti - INFN FE 1 FORMAZIONE E DISTACCO DEL TRUCIOLO Vittore Carassiti - INFN FE 2 FATTORI DI INFLUENZA I principali
QUOTATURA. Ing. Davide Russo Dipartimento di Ingegneria Industriale
 QUOTATURA Ing. Davide Russo Dipartimento di Ingegneria Industriale ... NELLA PRECEDENTE LEZIONE Sezioni Introduzione al problema Definizione Indicazioni convenzionali come si eseguono Classificazione 2
QUOTATURA Ing. Davide Russo Dipartimento di Ingegneria Industriale ... NELLA PRECEDENTE LEZIONE Sezioni Introduzione al problema Definizione Indicazioni convenzionali come si eseguono Classificazione 2
TORNIO CNC FAT TUR FTM 700 A BANCO INCLINATO
 TORNIO CNC FAT TUR FTM 700 A BANCO INCLINATO ESECUZIONE STANDARD DESCRIZIONE TECNICA Il software Siemens 840D SL, è stato appositamente progettato per tornitura e fresatura su torni bancale inclinato con
TORNIO CNC FAT TUR FTM 700 A BANCO INCLINATO ESECUZIONE STANDARD DESCRIZIONE TECNICA Il software Siemens 840D SL, è stato appositamente progettato per tornitura e fresatura su torni bancale inclinato con
ALESATRICE ORIZZONTALE Mod. 2B660
 ALESATRICE ORIZZONTALE Mod. 2B660 M.I.R.M.U. - Via Baldinucci, 40 20158 Milano - Tel 02.39320593 Fax 02.39322954 info @mirmu.it 1 La macchina utensile di tipo universale con un montante anteriore mobile
ALESATRICE ORIZZONTALE Mod. 2B660 M.I.R.M.U. - Via Baldinucci, 40 20158 Milano - Tel 02.39320593 Fax 02.39322954 info @mirmu.it 1 La macchina utensile di tipo universale con un montante anteriore mobile
A (mm) B (mm) C (mm) Kg. Caratteristiche tecniche
 B (mm) C (mm) Kg. Caratteristiche tecniche") A (mm) B (mm) C (mm) Kg 3200 1200 1800 900 Caratteristiche tecniche Regolazione numero giri mandrino tramite controllo numerico-inverter(1000/12000 giri/min) Velocità rotazione mandrino: 1000 12000 giri/min,
A (mm) B (mm) C (mm) Kg 3200 1200 1800 900 Caratteristiche tecniche Regolazione numero giri mandrino tramite controllo numerico-inverter(1000/12000 giri/min) Velocità rotazione mandrino: 1000 12000 giri/min,
ARES 30. Dimensioni di ingombro: A (mm) B (mm) C (mm) Kg
 B (mm) C (mm) Kg") ARES 30 Centro multifunzione a controllo numerico con rotazione del profilo -90, 0, +90 per la lavorazione su 3 facce e cambio rapido cono ISO30. Discesa manuale asse Z con visualizzatore di quota. La
ARES 30 Centro multifunzione a controllo numerico con rotazione del profilo -90, 0, +90 per la lavorazione su 3 facce e cambio rapido cono ISO30. Discesa manuale asse Z con visualizzatore di quota. La
La nostra forza vendita RIDIX S.p.A. due figure professionali: Agenti di vendita Tecnici di prodotto
 0Ridix S.p.A. Dal 1969 importiamo e rappresentiamo sul mercato italiano tecnologia e prodotti d avanguardia nel settore della meccanica di precisione. Sistema Qualità UNI EN ISO 9001:2000 0La nostra sede
0Ridix S.p.A. Dal 1969 importiamo e rappresentiamo sul mercato italiano tecnologia e prodotti d avanguardia nel settore della meccanica di precisione. Sistema Qualità UNI EN ISO 9001:2000 0La nostra sede
classe 4 MECCANICI SERALE
 TORNIO CNC classe 4 MECCANICI SERALE 1 PARTE COSTRUZIONE DI UN PROGRAMMA TORNIO CNC Il programma di lavorazione deve essere immesso con un formato accettabile dal CNC. Tale formato deve comprendere tutti
TORNIO CNC classe 4 MECCANICI SERALE 1 PARTE COSTRUZIONE DI UN PROGRAMMA TORNIO CNC Il programma di lavorazione deve essere immesso con un formato accettabile dal CNC. Tale formato deve comprendere tutti
Mikron VX-10. Lavorazione sulle 6 facce da barra, filo o prestampato
 Mikron VX-10 Lavorazione sulle 6 facce da barra, filo o prestampato 2 Mikron VX-10 Lavorazione sulle 6 facce da barra, filo o prestampato La Mikron VX-10 è fra i sistemi di lavorazione più precisi e flessibili
Mikron VX-10 Lavorazione sulle 6 facce da barra, filo o prestampato 2 Mikron VX-10 Lavorazione sulle 6 facce da barra, filo o prestampato La Mikron VX-10 è fra i sistemi di lavorazione più precisi e flessibili