La corretta impostazione della simulazione per la previsione dei difetti. Andrea Panvini PiQ 2 s.r.l. Brescia, ITALY
|
|
|
- Franco Simone
- 5 anni fa
- Visualizzazioni
Transcript

1 La corretta impostazione della simulazione per la previsione dei difetti Andrea Panvini PiQ 2 s.r.l. Brescia, ITALY a.panvini@piq2.com
2 FILOSOFIA DA FONDERIA Uno stampo in produzione produce il 10% di scarto: 1 pezzo su 10 presenta un difetto che lo rende non conforme. Effettuo un controllo RX al 100% dei pezzi prodotti

3 FILOSOFIA DA FONDERIA Uno stampo in produzione produce il 10% di scarto: 1 pezzo su 10 presenta un difetto che lo rende non conforme. Effettuo un controllo RX al 100% dei pezzi prodotti
4 FILOSOFIA DA FONDERIA Uno stampo in produzione produce il 10% di scarto: 1 pezzo su 10 presenta un difetto che lo rende non conforme. Effettuo un controllo RX al 100% dei pezzi prodotti

5 FILOSOFIA DA FONDERIA Uno stampo in produzione produce il 10% di scarto: 1 pezzo su 10 presenta un difetto che lo rende non conforme. Effettuo un controllo RX al 100% dei pezzi prodotti




6 FILOSOFIA DA FONDERIA Effettuo una simulazione utilizzando i reali parametri di produzione: temperature, curve iniezione

7 FILOSOFIA DA FONDERIA



8 FILOSOFIA DA FONDERIA DOMANDA: La simulazione è corretta?
9 FILOSOFIA DA FONDERIA DOMANDA: La simulazione è corretta?
10 FILOSOFIA DA FONDERIA Lancio la stessa simulazione altre 9 volte con gli stessi parametri: altre 9 volte la simulazione mi farà vedere il difetto nello stesso identico punto e dimensione.
11 FILOSOFIA DA FONDERIA Lancio la stessa simulazione altre 9 volte con gli stessi parametri: altre 9 volte la simulazione mi farà vedere il difetto nello stesso identico punto e dimensione.
12 FILOSOFIA DA FONDERIA Lancio la stessa simulazione altre 9 volte con gli stessi parametri: altre 9 volte la simulazione mi farà vedere il difetto nello stesso identico punto e dimensione.
13 FILOSOFIA DA FONDERIA Lancio la stessa simulazione altre 9 volte con gli stessi parametri: altre 9 volte la simulazione mi farà vedere il difetto nello stesso identico punto e dimensione.
14 FILOSOFIA DA FONDERIA Lancio la stessa simulazione altre 9 volte con gli stessi parametri: altre 9 volte la simulazione mi farà vedere il difetto nello stesso identico punto e dimensione.
15 FILOSOFIA DA FONDERIA Lancio la stessa simulazione altre 9 volte con gli stessi parametri: altre 9 volte la simulazione mi farà vedere il difetto nello stesso identico punto e dimensione.
16 FILOSOFIA DA FONDERIA Lancio la stessa simulazione altre 9 volte con gli stessi parametri: altre 9 volte la simulazione mi farà vedere il difetto nello stesso identico punto e dimensione.
17 FILOSOFIA DA FONDERIA Lancio la stessa simulazione altre 9 volte con gli stessi parametri: altre 9 volte la simulazione mi farà vedere il difetto nello stesso identico punto e dimensione.
18 FILOSOFIA DA FONDERIA Lancio la stessa simulazione altre 9 volte con gli stessi parametri: altre 9 volte la simulazione mi farà vedere il difetto nello stesso identico punto e dimensione.
19 FILOSOFIA DA FONDERIA Lancio la stessa simulazione altre 9 volte con gli stessi parametri: altre 9 volte la simulazione mi farà vedere il difetto nello stesso identico punto e dimensione. 100% Se dovessi stare a quanto mi dice la simulazione, avrei il 100% di pezzi difettosi. Ma nella realtà della fonderia solo 1 getto su 10 ha il difetto: gli altri 9 non lo hanno. RIFACCIO LA DOMANDA: La simulazione è corretta?
20 E ragionevole quindi dire che la simulazione: E in grado di approssimare il processo purché venga impostata correttamente Può dare indicazioni di quanto un processo possa essere critico Può dare indicazioni di una tendenza alla formazione di difetti Può dare indicazioni su quali siano le cause di un difetto Permettere di capire se eventuali modifiche possano ridurre/aumentare o spostare il difetto.

, sul buon senso e sull esperienza derivante da casi analoghi.")
21 COME SI IMPOSTA CORRETTAMENTE UNA SIMULAZIONE? Prima di tutto: che tipo di simulazione sto facendo? Simulazione preventiva: sto progettando uno stampo e voglio capire come disegnarlo. Non conosco ancora i reali parametri operativi, quindi per impostare la simulazione ci si deve basare sul calcolo (CastleMind), sul buon senso e sull esperienza derivante da casi analoghi. Frequentemente devo comparare diverse soluzioni
22 COME SI IMPOSTA CORRETTAMENTE UNA SIMULAZIONE? Simulazione consuntiva: ho uno stampo in produzione che da problemi e voglio capire come risolverli. Devo essere in grado di recuperare dalla fonderia i parametri di processo (curve di iniezione, termografie ), elaborarli e capire come utilizzarli.? E inutile simulare un processo che non è sotto controllo a meno che non si sia disposti a simulare le condizioni fuori controllo.

23 POROSITA Le porosità riscontrabili nei getti pressocolati sono fondamentalmente riconducibili a 2 tipologie. DA RITIRO DA GAS E quindi le si deve cercare nei risultati della simulazione in maniera differente

24 POROSITÀ DA GAS: Sono causate generalmente dall inglobamento di aria o altri gas durante la fase di riempimento dello stampo. Il gas intrappolato viene compresso e forma piccole bolle che vengono congelate durante la solidificazione. Le porosità da gas hanno quasi sempre una forma tondeggiante con pareti lisce. L aspetto delle pareti può essere lucente o scuro, a seconda dell origine del gas. La porosità da gas generalmente è dispersa, ma tendenzialmente localizzata in zone particolari del getto.
25 POROSITÀ DA GAS: Quando il problema è la porosità da gas, la prima azione è quella di individuarne la causa. ARIA INTRAPPOLATA: è sicuramente la sorgente predominante di porosità ed è legata al flusso turbolento sviluppato durante il riempimento dello stampo. PARAMETRI MACCHINA PER LA SIMULAZIONE Attenzione al profilo di iniezione! Prestare attenzione sia alla velocità di prima che di seconda fase Calcolare ed impostare correttamente il punto di commutazione tra 1^ e 2^ fase Analizzare cosa succede nel contenitore Cercare di capire da dove arriva l aria Valutare l influenza della velocità

26 POROSITÀ DA GAS: Il contenitore è la sorgente principale di aria
27 POROSITÀ DA GAS: Il contenitore è la sorgente principale di aria

28 POROSITÀ DA GAS: Il contenitore è la sorgente principale di aria Intervenire sui parametri di iniezione in prima fase

29 POROSITÀ DA GAS: Determinare la posizione dell aria e verificare il funzionamento corretto di pozzetti e sfoghi d aria. Abbassare gradualmente la soglia per capire le zone a maggior quantità di aria inglobata


30 POROSITÀ DA GAS: Determinare la posizione dell aria e verificare il funzionamento corretto di pozzetti e sfoghi d aria. Abbassare gradualmente la soglia per capire le zone a maggior quantità di aria inglobata



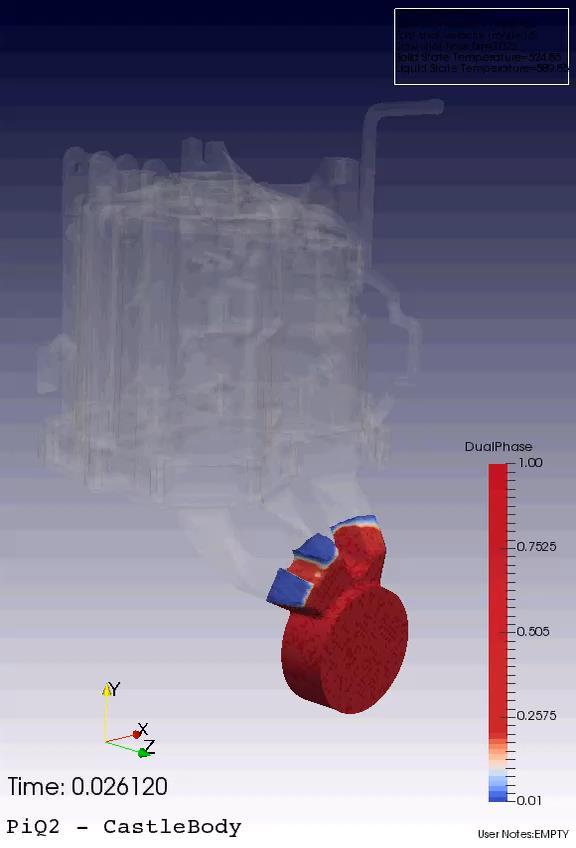
31 BLISTERS Sono dovuti all espansione dei gas compressi nel getto durante la colata. Si manifestano quando il getto è riscaldato ad una temperatura per cui i gas tendono ad espandersi e contemporaneamente le caratteristiche meccaniche del metallo sono basse in quanto il getto è ancora caldo. Cosa c è sotto un blister? Porosità immediatamente sotto la superficie.
32 BLISTERS

33 BLISTERS Visualizzazione dell aria prossima alla superficie: scala ristretta 0,99-1
34 BLISTERS Visualizzazione dell aria prossima alla superficie: scala ristretta 0,99-1


35 BLISTERS Visualizzazione dell aria prossima alla superficie: scala ristretta 0,99-1


36 BLISTERS Visualizzazione dell aria prossima alla superficie: scala ristretta 0,99-1

37 BLISTERS Con una discreta dose di fortuna


38 BLISTERS Con una discreta dose di fortuna BLISTERS


39 ATTENZIONE! LUBRIFICANTE: Porosità generalmente con superficie scura, maleodorante al taglio. Eccessiva lubrificazione dello stampo Eccessiva lubrificazione del pistone Prodotti smetallizzanti Gli idrocarburi presenti nei lubrificanti, a contatto con il metallo fuso degradano, vaporizzano e bruciano formando grosse quantità di gas. Agli RX vengono visti come porosità, ma non lo sono in senso stretto!


40 ATTENZIONE! Un aspetto secondario dell eccessiva lubrificazione dello stampo è lo sviluppo di vapore acqueo causato da una non completa asciugatura delle matrici. Porosità da vapore hanno solitamente aspetto brillante e tondeggiante. VAPORE Effettuare asciugatura con aria compressa Ridurre la lubrificazione sulle aree fredde delle matrici Prevedere canalini di drenaggio dell acqua in eccesso (su carrelli) Perdite del circuito di raffreddamento: solitamente porosità localizzate Agli RX vengono visti come porosità, ma non lo sono in senso stretto!


41 POROSITÀ DA RITIRO: Solidificazione ritiro dimensionale Causato dal passaggio da liquido a solido In pressocolata si forma per primo un guscio esterno solido all interno si localizza il ritiro e si formano delle cavità. La forma delle cavità è spesso allungata e di grosse dimensioni. Il bordo della porosità è frastagliato e si possono notare chiaramente le dendriti che affiorano. Frequentemente la superficie è brillante e non ossidata.


42 POROSITÀ DA RITIRO: LIQUID FRACTION : consente di visualizzare la percentuale di frazione liquida presente nello stampo durante i vari step di solidificazione. Portarsi alla fine della solidificazione e procedere a ritroso per individuare progressivamente le aree del getto che solidificano per ultime e che quindi saranno maggiormente soggette alla formazione di porosità da ritiro.

43 POROSITÀ MISTE: È da tener presente che porosità da gas e da ritiro quasi sempre sono presenti contemporaneamente e le une tendono a sferoidizzare le altre. Ritiro puro Gas puro Mista Mista
44 POROSITÀ MISTE: Aria residua+solidificazione Permette di identificare le zone critiche dove i due tipi di porosità sono concomitanti


45 Aria residua+solidificazione POROSITÀ MISTE:
46 Aria residua+solidificazione POROSITÀ MISTE:



47 GIUNZIONI FREDDE Sono, insieme alle porosità di vario tipo, i difetti più diffusi in fonderia, anche perché immediatamente riconoscibili ed individuabili. Questi difetti sono solitamente correlabili ad un flusso di metallo non regolare e freddo: L entità può variare da cattiva finitura superficiale a getto incompleto



48 GIUNZIONI FREDDE Il metallo perde calore ed inizia a solidificare anche durante la fase di riempimento. Si forma sul fronte di avanzamento uno strato di ossido che impedisce la ricongiunzione con un altro fronte. ultime parti riempite parti più fredde

49 GIUNZIONI FREDDE Visualizzazione in temperatura: importante la scala utilizzata Full range

50 GIUNZIONI FREDDE Visualizzazione in temperatura: importante la scala utilizzata Ristretta

51 GIUNZIONI FREDDE Visualizzazione in temperatura: importante la scala utilizzata Solidus-Liquidus

52 GIUNZIONI FREDDE Visualizzazione in temperatura: cut-off Liquidus
53 GIUNZIONI FREDDE Visualizzazione in temperatura: cut-off Solidus
54 GIUNZIONI FREDDE Visualizzazione in temperatura: cut-off medio

55 GIUNZIONI FREDDE-OSSIDI Molto frequentemente nelle zone dove si trovano giunzioni fredde è possibile che si vada a collassare il fronte ossidato.

56 GIUNZIONI FREDDE-ARIA Non è detto che dove c è giunzione fredda si trovi aria.




57 METALLIZZAZIONE DELLO STAMPO Causata dall elevata velocità e temperatura del flusso di metallo. Bisogna porsi in un istante compreso tra l inizio riempimento e il momento in cui iniziano a riempirsi gli attacchi di colata

58 METALLIZZAZIONE DELLO STAMPO Attenzione alla scala: max a 50m/s

59 METALLIZZAZIONE DELLO STAMPO Attenzione alla scala: max a 50m/s

60 METALLIZZAZIONE DELLO STAMPO Attenzione alla scala: min 40 m/s max a 70m/s

61 METALLIZZAZIONE DELLO STAMPO Attenzione alla scala: min 40 m/s max a 70m/s

62 PiQ2 srl Brescia Via Branze, 45 T F info@piq2.com
DOMINARE GLI ELEMENTI IN PRESSOCOLATA GRAZIE AI PROGRAMMI DI SIMULAZIONE
 DOMINARE GLI ELEMENTI IN PRESSOCOLATA GRAZIE AI PROGRAMMI DI SIMULAZIONE DOMINARE GLI ELEMENTI IN PRESSOCOLATA GRAZIE AI PROGRAMMI DI SIMULAZIONE COSA E LA SIMULAZIONE SECONDO PIQ 2 Uno strumento di progettazione.
DOMINARE GLI ELEMENTI IN PRESSOCOLATA GRAZIE AI PROGRAMMI DI SIMULAZIONE DOMINARE GLI ELEMENTI IN PRESSOCOLATA GRAZIE AI PROGRAMMI DI SIMULAZIONE COSA E LA SIMULAZIONE SECONDO PIQ 2 Uno strumento di progettazione.
Un approccio innovativo alla progettazione degli stampi
 Un approccio innovativo alla progettazione degli stampi Andrea Panvini Università degli Studi di Brescia PiQ 2 Tommaso Botter PiQ 2 info@piq2.com IL CLIENTE RICHIEDE: Maggiore complessità dei prodotti
Un approccio innovativo alla progettazione degli stampi Andrea Panvini Università degli Studi di Brescia PiQ 2 Tommaso Botter PiQ 2 info@piq2.com IL CLIENTE RICHIEDE: Maggiore complessità dei prodotti
A QUALCUNO PIACE CALDO: IL NUOVO MODULO DI SIMULAZIONE TERMICA DELLO STAMPO
 A QUALCUNO PIACE CALDO: IL NUOVO MODULO DI SIMULAZIONE TERMICA DELLO STAMPO A QUALCUNO PIACE CALDO: IL NUOVO MODULO DI SIMULAZIONE TERMICA DELLO STAMPO A QUALCUNO PIACE CALDO: IL NUOVO MODULO DI SIMULAZIONE
A QUALCUNO PIACE CALDO: IL NUOVO MODULO DI SIMULAZIONE TERMICA DELLO STAMPO A QUALCUNO PIACE CALDO: IL NUOVO MODULO DI SIMULAZIONE TERMICA DELLO STAMPO A QUALCUNO PIACE CALDO: IL NUOVO MODULO DI SIMULAZIONE
Pressocolati in aluminio con anime ceramiche a perdere: l approccio innovativo della simulazione
 Pressocolati in aluminio con anime ceramiche a perdere: l approccio innovativo della simulazione Andrea Panvini PiQ 2 s.r.l. Brescia, ITALY a.panvini@piq2.com PiQ2 srl 25123 Brescia Via Branze, 45 T +39
Pressocolati in aluminio con anime ceramiche a perdere: l approccio innovativo della simulazione Andrea Panvini PiQ 2 s.r.l. Brescia, ITALY a.panvini@piq2.com PiQ2 srl 25123 Brescia Via Branze, 45 T +39
Le lavorazioni: la formatura. Le lavorazioni: la formatura. Le lavorazioni industriali. Il processo di fusione La fusione in forma transitoria
 Le lavorazioni: la formatura Le lavorazioni: la formatura Le lavorazioni industriali Il processo di fusione La fusione in forma transitoria La formatura dei polimeri Esercizi sulla fusione 2 2006 Politecnico
Le lavorazioni: la formatura Le lavorazioni: la formatura Le lavorazioni industriali Il processo di fusione La fusione in forma transitoria La formatura dei polimeri Esercizi sulla fusione 2 2006 Politecnico
INFLUENZA DELLA MODIFICA ALLO STRONZIO E DELLA CONDIZIONE DI SOLIDIFICAZIONE SULLA MICROSTRUTTURA IN LEGHE ALLUMINIO-SILICIO DA FONDERIA
 INFLUENZA DELLA MODIFICA ALLO STRONZIO E DELLA CONDIZIONE DI SOLIDIFICAZIONE SULLA MICROSTRUTTURA IN LEGHE ALLUMINIO-SILICIO DA FONDERIA Andrea Manente Email. manente.a64@gmail.com Cell. 3454198583 Pag.1
INFLUENZA DELLA MODIFICA ALLO STRONZIO E DELLA CONDIZIONE DI SOLIDIFICAZIONE SULLA MICROSTRUTTURA IN LEGHE ALLUMINIO-SILICIO DA FONDERIA Andrea Manente Email. manente.a64@gmail.com Cell. 3454198583 Pag.1
Principi di base in ambiente CAE di analisi e simulazione dei processi di stampaggio ad iniezione termoplastica
 Principi di base in ambiente CAE di analisi e simulazione dei processi di stampaggio ad iniezione termoplastica Di seguito diamo alcune indicazione di base sul come settare i parametri di controllo in
Principi di base in ambiente CAE di analisi e simulazione dei processi di stampaggio ad iniezione termoplastica Di seguito diamo alcune indicazione di base sul come settare i parametri di controllo in
Difettologia Cause: Soluzioni:
 Cause: Soluzioni: Gas prodotti per reazioni chimiche nel fuso Accurata scelta degli elettrodi e della composizione del filler Gas o vapori risultanti dal filler Preriscaldamento Gas o vapori prodotti da
Cause: Soluzioni: Gas prodotti per reazioni chimiche nel fuso Accurata scelta degli elettrodi e della composizione del filler Gas o vapori risultanti dal filler Preriscaldamento Gas o vapori prodotti da
DAL GETTO STAMPATO AL PEZZO TRANCIATO
 NUOVO APPROCCIO DI VIRTUALIZZAZIONE IN PRESSOCOLATA: Cristian Viscardi Lorenzo Valente ECOTRE VALENTE srl www.ecotre.it Ruggero Pederzoli MECCANICA PI.ERRE srl www.meccanicapierre.it 1 2 3 COMPONENTE:
NUOVO APPROCCIO DI VIRTUALIZZAZIONE IN PRESSOCOLATA: Cristian Viscardi Lorenzo Valente ECOTRE VALENTE srl www.ecotre.it Ruggero Pederzoli MECCANICA PI.ERRE srl www.meccanicapierre.it 1 2 3 COMPONENTE:
TRATTAMENTI TERMICI DEI MATERIALI FERROSI
 TRATTAMENTI TERMICI DEI MATERIALI FERROSI Tempra Processi di tempra A seconda di come viene eseguito il trattamento, consentono di ottenere: un cambiamento di struttura totale a temperatura ambiente con
TRATTAMENTI TERMICI DEI MATERIALI FERROSI Tempra Processi di tempra A seconda di come viene eseguito il trattamento, consentono di ottenere: un cambiamento di struttura totale a temperatura ambiente con
Fonderia. Ottenimento di un componente nella sua forma finale attraverso la colata di metallo liquido in un adeguato contenitore
 Ottenimento di un componente nella sua forma finale attraverso la colata di metallo liquido in un adeguato contenitore lingotti colata continua in forma - transitoria - permanente 1 Attitudine dei materiali
Ottenimento di un componente nella sua forma finale attraverso la colata di metallo liquido in un adeguato contenitore lingotti colata continua in forma - transitoria - permanente 1 Attitudine dei materiali
PRODUZIONE E CARATTERIZZAZIONE DI PER LA PRESSOCOLATA IN SEMISOLIDO
 1 Forum Nazionale dei Giovani Ricercatori di Scienza e Ingegneria dei Materiali Parma 15-16 giugno 2006 PRODUZIONE E CARATTERIZZAZIONE DI NUOVE LEGHE D ALLUMINIO D TIXOTROPICHE PER LA PRESSOCOLATA IN SEMISOLIDO
1 Forum Nazionale dei Giovani Ricercatori di Scienza e Ingegneria dei Materiali Parma 15-16 giugno 2006 PRODUZIONE E CARATTERIZZAZIONE DI NUOVE LEGHE D ALLUMINIO D TIXOTROPICHE PER LA PRESSOCOLATA IN SEMISOLIDO
Tecnologia Meccanica prof. Luigi Carrino. Solidificazione e
 Solidificazione e Difetti Cristallini nei Solidi FONDERIA Nella tecnica di fonderia il metallo, fuso nei forni, viene colato in una forma cava della quale, solidificando, assume la configurazione e le
Solidificazione e Difetti Cristallini nei Solidi FONDERIA Nella tecnica di fonderia il metallo, fuso nei forni, viene colato in una forma cava della quale, solidificando, assume la configurazione e le
Tecnologia Meccanica. Esercitazione di fonderia
 A.A. 2011/2012 Tecnologia Meccanica Esercitazione di fonderia Università degli Studi di Napoli Federico II Dipartimento di Ingegneria dei Materiali e della Produzione Esercizio: Proporzionamento di un
A.A. 2011/2012 Tecnologia Meccanica Esercitazione di fonderia Università degli Studi di Napoli Federico II Dipartimento di Ingegneria dei Materiali e della Produzione Esercizio: Proporzionamento di un
CONTROLLO DI TEMPERATURA SUPERFICIALE DEGLI STAMPI NELLA PRESSOCOLATA
 CONTROLLO DI TEMPERATURA SUPERFICIALE DEGLI STAMPI NELLA PRESSOCOLATA Ottimizza i getti monitorando La distribuzione della temperatura superficiale dello stampo è l aspetto cruciale per mantenere il processo
CONTROLLO DI TEMPERATURA SUPERFICIALE DEGLI STAMPI NELLA PRESSOCOLATA Ottimizza i getti monitorando La distribuzione della temperatura superficiale dello stampo è l aspetto cruciale per mantenere il processo
LA COLATA CENTRIFUGA
 LA COLATA CENTRIFUGA Rientra nella categoria dei processi fusori per colata sotto pressione: Colata centrifuga Pressofusione La colata avviene introducendo il metallo liquido nella forma con l ausilio
LA COLATA CENTRIFUGA Rientra nella categoria dei processi fusori per colata sotto pressione: Colata centrifuga Pressofusione La colata avviene introducendo il metallo liquido nella forma con l ausilio
Assofond XXIII Congresso sulla Fonderia Analisi dei vantaggi derivanti dal controllo termico dello stampo nella pressocolata
 Assofond XXIII Congresso sulla Fonderia Analisi dei vantaggi derivanti dal controllo termico dello stampo nella pressocolata Mario Rosso 1, Silvia Lombardo 2 1 Politecnico di Torino, Corso Duca degli Abruzzi
Assofond XXIII Congresso sulla Fonderia Analisi dei vantaggi derivanti dal controllo termico dello stampo nella pressocolata Mario Rosso 1, Silvia Lombardo 2 1 Politecnico di Torino, Corso Duca degli Abruzzi
Fonderia La solidificazione di metalli
 Fonderia La solidificazione di metalli Meccanismi di solidificazione T Metalli puri T Leghe T s T i s T f s t t 1 Meccanismi di solidificazione Metallo puro: formazione dei grani con fronte piano t 0 alto
Fonderia La solidificazione di metalli Meccanismi di solidificazione T Metalli puri T Leghe T s T i s T f s t t 1 Meccanismi di solidificazione Metallo puro: formazione dei grani con fronte piano t 0 alto
CLASSIFICAZIONE DEI PROCESSI DI FORMATURA PLASTICA
 CLASSIFICAZIONE DEI PROCESSI DI FORMATURA PLASTICA 1 CLASSIFICAZIONE DEI PROCESSI DI FORMATURA PLASTICA Condotta facendo riferimento ad alcuni elementi caratteristici dei processi: temperatura alla quale
CLASSIFICAZIONE DEI PROCESSI DI FORMATURA PLASTICA 1 CLASSIFICAZIONE DEI PROCESSI DI FORMATURA PLASTICA Condotta facendo riferimento ad alcuni elementi caratteristici dei processi: temperatura alla quale
STAMPAGGIO PER COMPRESSIONE o COMPRESSION MOLDING
 Tecnologie a Stampo Chiuso STAMPAGGIO PER COMPRESSIONE o COMPRESSION MOLDING SCHEMATIZZAZIONE VANTAGGI SVANTAGGI tempi ciclo alquanto bassi (tipici da 1 a 6 minuti) elevati volumi di produzione qualità
Tecnologie a Stampo Chiuso STAMPAGGIO PER COMPRESSIONE o COMPRESSION MOLDING SCHEMATIZZAZIONE VANTAGGI SVANTAGGI tempi ciclo alquanto bassi (tipici da 1 a 6 minuti) elevati volumi di produzione qualità
Corso di Tecnologia dei Materiali ed Elementi di Chimica. Docente: Dr. Giorgio Pia
 Corso di Tecnologia dei Materiali ed Elementi di Chimica Docente: Dr. Giorgio Pia La Scienza dei Materiali Corso di Tecnologia dei Materiali e Chimica Applicata Proprietà meccaniche dei metalli I metalli
Corso di Tecnologia dei Materiali ed Elementi di Chimica Docente: Dr. Giorgio Pia La Scienza dei Materiali Corso di Tecnologia dei Materiali e Chimica Applicata Proprietà meccaniche dei metalli I metalli
CONTROLLO DISTRIBUZIONE TEMPERATURA DEGLI STAMPI
 CONTROLLO DISTRIBUZIONE TEMPERATURA DEGLI STAMPI Descrizione del sistema I processi di colata in stampo permanente trovano applicazione nella fonderia delle leghe leggere. Nella pressocolata, nella colata
CONTROLLO DISTRIBUZIONE TEMPERATURA DEGLI STAMPI Descrizione del sistema I processi di colata in stampo permanente trovano applicazione nella fonderia delle leghe leggere. Nella pressocolata, nella colata
EDIZIONE DEI RISULTATI: SCENARIO 2 (IL PIU GRAVOSO) EVOLUZIONE DEI FUMI CURVE F(T) IMBOCCO FRANCESE (ASCISSA 0,10 m) TEMPERATURA DELL ARIA
 EVOLUZIONE DEI FUMI CURVE F(T) IMBOCCO FRANCESE (ASCISSA 0,10 m) TEMPERATURA DELL ARIA") EDIZIONE DEI RISULTATI: SCENARIO 2 (IL PIU GRAVOSO) EVOLUZIONE DEI FUMI CURVE F(T) IMBOCCO FRANCESE (ASCISSA 0,10 m) PUNTO D INCENDIO D (ASCISSA 679 m) CAMBIAMENTO PENDENZA (ASCISSA 1800 m) TEMPERATURA
EDIZIONE DEI RISULTATI: SCENARIO 2 (IL PIU GRAVOSO) EVOLUZIONE DEI FUMI CURVE F(T) IMBOCCO FRANCESE (ASCISSA 0,10 m) PUNTO D INCENDIO D (ASCISSA 679 m) CAMBIAMENTO PENDENZA (ASCISSA 1800 m) TEMPERATURA
Corso di Tecnologia Meccanica
 Corso di Tecnologia Meccanica Modulo 2.4 Tecniche di fonderia LIUC - Ingegneria Gestionale 1 Fonderia in forme permanenti LIUC - Ingegneria Gestionale 2 Fusioni in forma permanente La forma è realizzata
Corso di Tecnologia Meccanica Modulo 2.4 Tecniche di fonderia LIUC - Ingegneria Gestionale 1 Fonderia in forme permanenti LIUC - Ingegneria Gestionale 2 Fusioni in forma permanente La forma è realizzata
Sensor Node & Measure Node Nodi sensori e nodi di misura. Moldex3D Italia Ing. Stefano Canali Users Meeting Italia
 Sensor Node & Measure Node Nodi sensori e nodi di misura Moldex3D Italia Ing. Stefano Canali 2016 Users Meeting Italia I sensori e la simulazione Nella simulazione dell iniezione i sensori ricoprono notevole
Sensor Node & Measure Node Nodi sensori e nodi di misura Moldex3D Italia Ing. Stefano Canali 2016 Users Meeting Italia I sensori e la simulazione Nella simulazione dell iniezione i sensori ricoprono notevole
Passaggi di stato. Prof.ssa Paravizzini Maria Rosa
 Passaggi di stato Prof.ssa Paravizzini Maria Rosa Proprietà e trasformazioni fisiche Le proprietà fisiche di una sostanza possono essere colte attraverso i sensi (colore, odore, consistenza al tatto) o
Passaggi di stato Prof.ssa Paravizzini Maria Rosa Proprietà e trasformazioni fisiche Le proprietà fisiche di una sostanza possono essere colte attraverso i sensi (colore, odore, consistenza al tatto) o
TOMTOM: Come risolvere un problema di grave deformazione su un componente del sistema di navigazione
 TOMTOM: Come risolvere un problema di grave deformazione su un componente del sistema di navigazione Premessa Il prodotto in questo caso è un coperchio anteriore della culla di un sistema di navigazione
TOMTOM: Come risolvere un problema di grave deformazione su un componente del sistema di navigazione Premessa Il prodotto in questo caso è un coperchio anteriore della culla di un sistema di navigazione
TERMOREGOLAZIONE INDUSTRIALE
 la TERMOREGOLAZIONE INDUSTRIALE COSA È La termoregolazione industriale è il procedimento preposto al controllo delle temperature coinvolte a vario titolo in un processo produttivo, ottenuto mediante trasferimento
la TERMOREGOLAZIONE INDUSTRIALE COSA È La termoregolazione industriale è il procedimento preposto al controllo delle temperature coinvolte a vario titolo in un processo produttivo, ottenuto mediante trasferimento
UNIVERSITA DEGLI STUDI DI BRESCIA Facoltà di Ingegneria
 PRIMA PROVA SCRITTA DEL 22 giugno 2011 SETTORE INDUSTRIALE TEMA N. 1 Il candidato fornisca una panoramica generale sugli scambiatori di calore, indicandone le principali tipologie e caratteristiche. Ne
PRIMA PROVA SCRITTA DEL 22 giugno 2011 SETTORE INDUSTRIALE TEMA N. 1 Il candidato fornisca una panoramica generale sugli scambiatori di calore, indicandone le principali tipologie e caratteristiche. Ne
Il pezzo oggetto dello studio è il particolare n. 12 denominato supporto di spostamento del micrometro (Disegno 1). Sapendo che tutti i processi sono
. Sapendo che tutti i processi sono") Il pezzo oggetto dello studio è il particolare n. 12 denominato supporto di spostamento del micrometro (Disegno 1). Sapendo che tutti i processi sono stati progettati per una produzione medio-bassa, il
Il pezzo oggetto dello studio è il particolare n. 12 denominato supporto di spostamento del micrometro (Disegno 1). Sapendo che tutti i processi sono stati progettati per una produzione medio-bassa, il
Le TECNOLOGIE. di PRODUZIONE. dei MATERIALI COMPOSITI
 Le TECNOLOGIE di PRODUZIONE dei MATERIALI COMPOSITI Al fine di ottenere determinate geometrie e proprietà fisiche e meccaniche (densità, resistenza, conducibilità termica), si agisce in fase progettuale
Le TECNOLOGIE di PRODUZIONE dei MATERIALI COMPOSITI Al fine di ottenere determinate geometrie e proprietà fisiche e meccaniche (densità, resistenza, conducibilità termica), si agisce in fase progettuale
Lezione PONTI E GRANDI STRUTTURE. Prof. Pier Paolo Rossi Università degli Studi di Catania
 Lezione PONTI E GRANDI STRUTTURE Prof. Pier Paolo Rossi Università degli Studi di Catania Collegamenti saldati Procedimenti di saldatura Sorgente termica che produce alta temperatura in modo localizzato
Lezione PONTI E GRANDI STRUTTURE Prof. Pier Paolo Rossi Università degli Studi di Catania Collegamenti saldati Procedimenti di saldatura Sorgente termica che produce alta temperatura in modo localizzato
POLITECNICO DI TORINO
 POLITECNICO DI TORINO Facoltà di Ingegneria Corso di Laurea in Ingegneria Meccanica Relatore: Ch.mo Prof. Luca Settineri Ottimizzazione di un sistema di condizionamento di uno stampo ad iniezione con conformal
POLITECNICO DI TORINO Facoltà di Ingegneria Corso di Laurea in Ingegneria Meccanica Relatore: Ch.mo Prof. Luca Settineri Ottimizzazione di un sistema di condizionamento di uno stampo ad iniezione con conformal
CARATTERIZZAZIONE DI GETTI IN GHISA SFEROIDALE DI GRANDI SPESSORI
 XXXIII CONGRESSO DI FONDERIA ASSOFOND BRESCIA, 10-11 NOVEMBRE 2016 CARATTERIZZAZIONE DI GETTI IN GHISA SFEROIDALE DI GRANDI SPESSORI E. Foglio*, M. Gelfi*, A. Pola*, D. Lusuardi *DIMI - Dipartimento di
XXXIII CONGRESSO DI FONDERIA ASSOFOND BRESCIA, 10-11 NOVEMBRE 2016 CARATTERIZZAZIONE DI GETTI IN GHISA SFEROIDALE DI GRANDI SPESSORI E. Foglio*, M. Gelfi*, A. Pola*, D. Lusuardi *DIMI - Dipartimento di
Esercitazione Fonderia
 Esercitazione Fonderia PROPORZIONAMENTO DI UN GETTO IN TERRA VERDE -Componente da finire alle macchine utensili -Materiale: Ghisa grigia (peso specificoγ g =73 N/dm 3 ) -Processo di colata in terra a verde
Esercitazione Fonderia PROPORZIONAMENTO DI UN GETTO IN TERRA VERDE -Componente da finire alle macchine utensili -Materiale: Ghisa grigia (peso specificoγ g =73 N/dm 3 ) -Processo di colata in terra a verde
CICLO DI FUSIONE Part. n 1: Basamento
 CICLO DI FUSIONE Part. n 1: Basamento Osservazioni generali sul pezzo Il pezzo oggetto dello studio è il Part. n 1 denominato Basamento del complessivo Stativo per comparatore. Il particolare in esame
CICLO DI FUSIONE Part. n 1: Basamento Osservazioni generali sul pezzo Il pezzo oggetto dello studio è il Part. n 1 denominato Basamento del complessivo Stativo per comparatore. Il particolare in esame
Zone a rischio di esplosione e incendio: le falegnamerie
 Dicembre 2016 Zone a rischio di esplosione e incendio: le falegnamerie Le falegnamerie sono impianti di lavorazione del legno, solitamente rappresentati da capannoni industriali, nei quali una serie di
Dicembre 2016 Zone a rischio di esplosione e incendio: le falegnamerie Le falegnamerie sono impianti di lavorazione del legno, solitamente rappresentati da capannoni industriali, nei quali una serie di
Corso di Tecnologia Meccanica
 Corso di Tecnologia Meccanica Modulo 3.3 Deformazione plastica LIUC - Ingegneria Gestionale 1 Estrusione LIUC - Ingegneria Gestionale 2 Processo di estrusione Consiste nel processo di compressione di un
Corso di Tecnologia Meccanica Modulo 3.3 Deformazione plastica LIUC - Ingegneria Gestionale 1 Estrusione LIUC - Ingegneria Gestionale 2 Processo di estrusione Consiste nel processo di compressione di un
Tecnologia Meccanica
 A Tecnologia Meccanica Prove - Fonderia - Lav. per def. plastica prova in itinere Nome:... PARTE 1 Sovrametallo: 2 mm Ritiro: 1% Si voglia ottenere il particolare a disegno mediante fusione in terra. Si
A Tecnologia Meccanica Prove - Fonderia - Lav. per def. plastica prova in itinere Nome:... PARTE 1 Sovrametallo: 2 mm Ritiro: 1% Si voglia ottenere il particolare a disegno mediante fusione in terra. Si
FORMATURA IN FORMA PERMANENTE
 Matteo Strano - Tecnologia Meccanica Processi di fonderia - 92 Meccanismo di indurimento termico Microfusione Matteo Strano - Tecnologia Meccanica Processi di fonderia - 93 FORMATURA IN FORMA PERMANENTE
Matteo Strano - Tecnologia Meccanica Processi di fonderia - 92 Meccanismo di indurimento termico Microfusione Matteo Strano - Tecnologia Meccanica Processi di fonderia - 93 FORMATURA IN FORMA PERMANENTE
il ciclo di Ericsson (1853) caratterizzato da due isoterme e due isobare; il ciclo di Reitlinger (1873) con due isoterme e due politropiche.
 caratterizzato da due isoterme e due isobare; il ciclo di Reitlinger (1873) con due isoterme e due politropiche.") 16 Il ciclo di Stirling Il coefficiente di effetto utile per il ciclo frigorifero di Carnot è, in base alla (2.9): T min ɛ =. (2.31) T max T min Il ciclo di Carnot è il ciclo termodinamico che dà il maggior
16 Il ciclo di Stirling Il coefficiente di effetto utile per il ciclo frigorifero di Carnot è, in base alla (2.9): T min ɛ =. (2.31) T max T min Il ciclo di Carnot è il ciclo termodinamico che dà il maggior
FOCUS GROUP Materiali per la progettazione meccanica MATERIALI METALLICI. Focus Group InnovaBologna
 FOCUS GROUP Materiali per la progettazione meccanica MATERIALI METALLICI Perché il MATMECH Proprietà Struttura Componenti ottimizzati in termini di proprietà e costi Processo MATERIALI METALLICI RESISTENZA
FOCUS GROUP Materiali per la progettazione meccanica MATERIALI METALLICI Perché il MATMECH Proprietà Struttura Componenti ottimizzati in termini di proprietà e costi Processo MATERIALI METALLICI RESISTENZA
LE SCHIUME METALLICHE
 Corso di Tecnologie Speciali I LE SCHIUME METALLICHE Dipartimento di Ingegneria dei Materiali e della Produzione Università degli Studi di Napoli Federico II Definizione di schiuma metallica Una dispersione
Corso di Tecnologie Speciali I LE SCHIUME METALLICHE Dipartimento di Ingegneria dei Materiali e della Produzione Università degli Studi di Napoli Federico II Definizione di schiuma metallica Una dispersione
FONDERIA IN FORMA TRANSITORIA
 Matteo Strano - Tecnologia Meccanica Processi di fonderia - 73 FONDERIA IN FORMA TRANSITORIA Terra sintetica meccanico In fossa Meccanismo di indurimento forma chimico Processo al CO 2 Processo sabbiacemento
Matteo Strano - Tecnologia Meccanica Processi di fonderia - 73 FONDERIA IN FORMA TRANSITORIA Terra sintetica meccanico In fossa Meccanismo di indurimento forma chimico Processo al CO 2 Processo sabbiacemento
2/ Regolatori digitali elettro-pneumatici Attacchi: G1/4
 CATALOGO > Release 8.8 > Regolatori Proporzionali Serie ER100 Regolatori proporzionali Serie ER100 Regolatori digitali elettro-pneumatici Attacchi: G1/4 Design compatto Display digitale Ingresso analogico
CATALOGO > Release 8.8 > Regolatori Proporzionali Serie ER100 Regolatori proporzionali Serie ER100 Regolatori digitali elettro-pneumatici Attacchi: G1/4 Design compatto Display digitale Ingresso analogico
FORMATURA PER CONTATTO E SPRUZZO o SPRAY-UP
 Tecnologie a Stampo Aperto FORMATURA PER CONTATTO E SPRUZZO o SPRAY-UP SCHEMATIZZAZIONE FASI del PROCESSO MATERIALI VANTAGGI 1. costi d impianto limitati; 2. semplicità; 3. produzione maggiore SVANTAGGI
Tecnologie a Stampo Aperto FORMATURA PER CONTATTO E SPRUZZO o SPRAY-UP SCHEMATIZZAZIONE FASI del PROCESSO MATERIALI VANTAGGI 1. costi d impianto limitati; 2. semplicità; 3. produzione maggiore SVANTAGGI
Come migliorare la qualità di taglio plasma
 Come migliorare la qualità di taglio plasma La guida di riferimento che segue offre molte soluzioni per migliorare la qualità di taglio. È importante provare a lavorare utilizzando questi suggerimenti
Come migliorare la qualità di taglio plasma La guida di riferimento che segue offre molte soluzioni per migliorare la qualità di taglio. È importante provare a lavorare utilizzando questi suggerimenti
FONDERIA. Corso di Tecnologie Speciali I prof. Luigi Carrino
 FONDERIA Nella tecnica di fonderia il metallo, fuso nei forni, viene colato in una forma cava della quale, solidificando, assume la configurazione e le dimensioni. FONDERIA La fabbricazione per fusione
FONDERIA Nella tecnica di fonderia il metallo, fuso nei forni, viene colato in una forma cava della quale, solidificando, assume la configurazione e le dimensioni. FONDERIA La fabbricazione per fusione
Un elemento o composto chimico può esistere come fasi diverse (acqua liquida, vapore d'acqua e ghiaccio, Fe α, Feγ)
") !"# Una singola fase ha in ogni sua parte un identico comportamento se sottoposta a sollecitazioni fisiche o chimiche Può essere costituita da più di un elemento chimico (ad esempio nelle soluzioni solide
!"# Una singola fase ha in ogni sua parte un identico comportamento se sottoposta a sollecitazioni fisiche o chimiche Può essere costituita da più di un elemento chimico (ad esempio nelle soluzioni solide
Corso di Tecnologia dei Materiali ed Elementi di Chimica. Docente: Dr. Giorgio Pia
 Corso di Tecnologia dei Materiali ed Elementi di Chimica Docente: Dr. Giorgio Pia L Idratazione 2C 3 S + 6H = C 3 S 2 H 3 + 3Ca(OH) 2 2C 2 S + 4H = C 3 S 2 H 3 + Ca(OH) 2 L Idratazione 2C 3 S + 6H = C
Corso di Tecnologia dei Materiali ed Elementi di Chimica Docente: Dr. Giorgio Pia L Idratazione 2C 3 S + 6H = C 3 S 2 H 3 + 3Ca(OH) 2 2C 2 S + 4H = C 3 S 2 H 3 + Ca(OH) 2 L Idratazione 2C 3 S + 6H = C
Stampaggio con sacco da vuoto in autoclave - Autoclave vacuum bag molding
 Stampaggio con sacco da vuoto in autoclave - Autoclave vacuum bag molding Impiego nell industria aerospaziale (non sono richieste elevate produttività) Stampaggio con sacco da vuoto in autoclave - Autoclave
Stampaggio con sacco da vuoto in autoclave - Autoclave vacuum bag molding Impiego nell industria aerospaziale (non sono richieste elevate produttività) Stampaggio con sacco da vuoto in autoclave - Autoclave
ECOZINC. Zincatura per diffusione come alternativa ecologica ai processi tradizionali
 ECOZINC Zincatura per diffusione come alternativa ecologica ai processi tradizionali Collaborazione tra Aziende e Università Partner industriali: Produttore impianti Produttore rivestimenti Gruppi universitari:
ECOZINC Zincatura per diffusione come alternativa ecologica ai processi tradizionali Collaborazione tra Aziende e Università Partner industriali: Produttore impianti Produttore rivestimenti Gruppi universitari:
LAVORAZIONE DEI POLIMERI I processi per trasformare granuli e pastiglie in prodotti finiti sono numerosi.
 LAVORAZIONE DEI POLIMERI I processi per trasformare granuli e pastiglie in prodotti finiti sono numerosi. Generalmente i polimeri non vengono trasformati allo stato puro, ma miscelati con additivi che
LAVORAZIONE DEI POLIMERI I processi per trasformare granuli e pastiglie in prodotti finiti sono numerosi. Generalmente i polimeri non vengono trasformati allo stato puro, ma miscelati con additivi che
STAMPATA INCOMPLETA. Scheda n 1
 Scheda n 1 STAMPATA INCOMPLETA Difetto (italiano) Stampata incompleta Difetto (inglese) Short shot, non fills, no fill, incomplete shots, incomplete fills, not filled out Sinonimi Descrizione Figura Non
Scheda n 1 STAMPATA INCOMPLETA Difetto (italiano) Stampata incompleta Difetto (inglese) Short shot, non fills, no fill, incomplete shots, incomplete fills, not filled out Sinonimi Descrizione Figura Non
Trasformazioni fisiche della materia: i passaggi di stato
 Trasformazioni fisiche della materia: i passaggi di stato Nelle condizioni terrestri la materia può presentarsi in tre differenti stati fisici o stati di aggregazione: solido, liquido e aeriforme. I solidi
Trasformazioni fisiche della materia: i passaggi di stato Nelle condizioni terrestri la materia può presentarsi in tre differenti stati fisici o stati di aggregazione: solido, liquido e aeriforme. I solidi
Esercizio B6.1 Il processo di fusione
 Esercizio B6.1 Il processo di fusione i vuole dimensionare il processo di fonderia necessario a realizzare il seguente pezzo: φ 190 φ 50 φ 90 0 0 170 Il modello tridimensionale del pezzo: 006 Politecnico
Esercizio B6.1 Il processo di fusione i vuole dimensionare il processo di fonderia necessario a realizzare il seguente pezzo: φ 190 φ 50 φ 90 0 0 170 Il modello tridimensionale del pezzo: 006 Politecnico
Fusione nucleare: strutture resistenti al calore
 Fusione nucleare: strutture resistenti al calore I componenti del divertore nel tokamak direttamente affacciati al plasma si chiamano Plasma Facing Units (PFU) Essi sono costituiti da tubi di rame in cui
Fusione nucleare: strutture resistenti al calore I componenti del divertore nel tokamak direttamente affacciati al plasma si chiamano Plasma Facing Units (PFU) Essi sono costituiti da tubi di rame in cui
Bilanci macroscopici. Esercizi dal libro Fenomeni di Trsporto, Bird, Stewart, Lightfoot
 Bilanci macroscopici Esercizi dal libro Fenomeni di Trsporto, Bird, Stewart, Lightfoot 7A 7B 7C 7D 7E 7F Esercizio 1 Due recipienti, le cui basi si trovano su uno stesso piano, sono messi in comunicazione
Bilanci macroscopici Esercizi dal libro Fenomeni di Trsporto, Bird, Stewart, Lightfoot 7A 7B 7C 7D 7E 7F Esercizio 1 Due recipienti, le cui basi si trovano su uno stesso piano, sono messi in comunicazione
Esercitazione di Meccanica dei fluidi con Fondamenti di Ingegneria Chimica. Scambio di materia (II)
") Esercitazione di Meccanica dei fluidi con Fondamenti di Ingegneria himica Esercitazione 6 (FI) - 1 Gennaio 016 Scambio di materia (II) Esercizio 1 Evaporazione di acqua da una piscina Stimare la perdita
Esercitazione di Meccanica dei fluidi con Fondamenti di Ingegneria himica Esercitazione 6 (FI) - 1 Gennaio 016 Scambio di materia (II) Esercizio 1 Evaporazione di acqua da una piscina Stimare la perdita
Ottimizzazione del processo di produzione in guscio di anelli di tenuta in ghisa bianca ad alto tenore di Cromo mediante simulazioni FEM
 S. Eufemia (BS) 10-11 Novembre 2016 Ottimizzazione del processo di produzione in guscio di anelli di tenuta in ghisa bianca ad alto tenore di Cromo mediante simulazioni FEM DIISM Mohamad El Mehtedi a,
S. Eufemia (BS) 10-11 Novembre 2016 Ottimizzazione del processo di produzione in guscio di anelli di tenuta in ghisa bianca ad alto tenore di Cromo mediante simulazioni FEM DIISM Mohamad El Mehtedi a,
Percorso di istruzione di II livello, indirizzo Meccanica Meccatronica ed Energia articolazione Meccanica Meccatronica
 Percorso di istruzione di II livello, indirizzo Meccanica Meccatronica ed Energia articolazione Meccanica Meccatronica Disciplina: TECNOLOGIE MECCANICHE DI PROCESSO E DI PRODOTTO Unità di Apprendimento
Percorso di istruzione di II livello, indirizzo Meccanica Meccatronica ed Energia articolazione Meccanica Meccatronica Disciplina: TECNOLOGIE MECCANICHE DI PROCESSO E DI PRODOTTO Unità di Apprendimento
QUINDI, MEGLIO CONOSCERLI.
 QUINDI, MEGLIO CONOSCERLI. CLASSIFICAZIONE DEI GAS Elio, Azoto, Aria, Idrogeno GPL, butano, Propano, CO2 Azoto liquido, Elio liquido Utilizzatore Acetilene PRINCIPALI PERICOLI DEI GAS LE BOMBOLE Le bombole
QUINDI, MEGLIO CONOSCERLI. CLASSIFICAZIONE DEI GAS Elio, Azoto, Aria, Idrogeno GPL, butano, Propano, CO2 Azoto liquido, Elio liquido Utilizzatore Acetilene PRINCIPALI PERICOLI DEI GAS LE BOMBOLE Le bombole
SISTEMI ENERGETICI LM per allievi Ingegneri Meccanici Appello del 9 luglio Proff. Consonni S., Chiesa P., Martelli E.
 SISTEMI ENERGETICI LM per allievi Ingegneri Meccanici Appello del 9 luglio 2013 Proff. Consonni S., Chiesa P., Martelli E. Tempo a disposizione: 2 ore Avvertenze per lo svolgimento del tema d esame: 1)
SISTEMI ENERGETICI LM per allievi Ingegneri Meccanici Appello del 9 luglio 2013 Proff. Consonni S., Chiesa P., Martelli E. Tempo a disposizione: 2 ore Avvertenze per lo svolgimento del tema d esame: 1)
Studio di fattibilità di un basamento con testate integrali per un motore aeronautico
 Studio di fattibilità di un basamento con testate integrali per un motore aeronautico RELATORE: Prof. Ing. Luca Piancastelli CORRELATORI: CANDIDATO: Fabrizio Pandolfini Prof.Ing.FRANCO PERSIANI Prof. Ing.GIANNI
Studio di fattibilità di un basamento con testate integrali per un motore aeronautico RELATORE: Prof. Ing. Luca Piancastelli CORRELATORI: CANDIDATO: Fabrizio Pandolfini Prof.Ing.FRANCO PERSIANI Prof. Ing.GIANNI
Il getto che si assottiglia
 Il getto che si assottiglia Aprite un rubinetto del lavandino ed osservate il getto d acqua stabile e regolare che cade nella vasca o in un secchio. Noterete che il getto diminuisce di diametro nel cadere.
Il getto che si assottiglia Aprite un rubinetto del lavandino ed osservate il getto d acqua stabile e regolare che cade nella vasca o in un secchio. Noterete che il getto diminuisce di diametro nel cadere.
EROSIONE, USURA E DIFETTI NEL CONTENITORE PER MACCHINE PER PRESSOCOLATA VI OFFRIAMO L'ALTERNATIVA A UN NUOVO ACQUISTO!
 Italiano EROSIONE, USURA E DIFETTI NEL CONTENITORE PER MACCHINE PER PRESSOCOLATA VI OFFRIAMO L'ALTERNATIVA A UN NUOVO ACQUISTO! IL PROBLEMA La produzione di pezzi in pressofusione comporta forti sollecitazioni
Italiano EROSIONE, USURA E DIFETTI NEL CONTENITORE PER MACCHINE PER PRESSOCOLATA VI OFFRIAMO L'ALTERNATIVA A UN NUOVO ACQUISTO! IL PROBLEMA La produzione di pezzi in pressofusione comporta forti sollecitazioni
Il riscaldamento può essere effettuato con un bagno ad acqua, ad olio, un mantello scaldante, tenendo in considerazione che deve essere effettuato
 DISTILLAZIONE La distillazione è una tecnica di purificazione che permette la separazione di liquidi o di solidi bassofondenti che fondono senza alterazione chimica. Si basa fondamentalmente sull equilibrio
DISTILLAZIONE La distillazione è una tecnica di purificazione che permette la separazione di liquidi o di solidi bassofondenti che fondono senza alterazione chimica. Si basa fondamentalmente sull equilibrio
Indice moduli. Indice lezioni del modulo C 19/02/2013. Sistemi di Produzione. A: I materiali B: Formatura. C: Deformazione.
 Sistemi di Produzione Dario Antonelli DIGEP Politecnico di Torino Indice moduli A: I materiali B: Formatura C: Deformazione D: Taglio E: Processi non convenzionali Indice lezioni del modulo C Lavorazioni
Sistemi di Produzione Dario Antonelli DIGEP Politecnico di Torino Indice moduli A: I materiali B: Formatura C: Deformazione D: Taglio E: Processi non convenzionali Indice lezioni del modulo C Lavorazioni
Una relazione a 3 vie I fattori che incidono sulle misure meccaniche della temperatura
 Una relazione a 3 vie I fattori che incidono sulle misure meccaniche della temperatura I termometri a quadrante sono indispensabili come strumenti di misura autonomi per il monitoraggio locale della temperatura.
Una relazione a 3 vie I fattori che incidono sulle misure meccaniche della temperatura I termometri a quadrante sono indispensabili come strumenti di misura autonomi per il monitoraggio locale della temperatura.
LA MATERIA E IL MODELLO PARTICELLARE
 LA MATERIA E IL MODELLO PARTICELLARE - Gli oggetti che ci circondano sono costituiti di materia. - Come possiamo definire la materia? La materia è tutto ciò che possiede una massa e occupa un volume. -
LA MATERIA E IL MODELLO PARTICELLARE - Gli oggetti che ci circondano sono costituiti di materia. - Come possiamo definire la materia? La materia è tutto ciò che possiede una massa e occupa un volume. -
Ottimizzazione dei sistemi per il trasporto di fluidi
 Ottimizzazione dei sistemi per il trasporto di fluidi Grazie alle funzionalità contenute nel nuovo Pipe Flow Module di COMSOL Multiphysics è possibile modellare in modo più efficiente sistemi in cui le
Ottimizzazione dei sistemi per il trasporto di fluidi Grazie alle funzionalità contenute nel nuovo Pipe Flow Module di COMSOL Multiphysics è possibile modellare in modo più efficiente sistemi in cui le
SCAMBIO TERMICO PER CONVEZIONE
 SCAMBIO TERMICO PER CONVEZIONE Almeno uno dei due corpi che si scambiano calore è un fluido; Il fluido sia in moto relativo rispetto all altro corpo con cui scambia calore; La parte essenziale del fenomeno
SCAMBIO TERMICO PER CONVEZIONE Almeno uno dei due corpi che si scambiano calore è un fluido; Il fluido sia in moto relativo rispetto all altro corpo con cui scambia calore; La parte essenziale del fenomeno
Metodi numerici per l'analisi della ventilazione e delle sollecitazioni strutturali in caso di incendi in galleria.
 Metodi numerici per l'analisi della ventilazione e delle sollecitazioni strutturali in caso di incendi in galleria. V max = 46.5 m/s V min = -6.0 m/s T max = 1000 C T min = 20.0 C Campo di velocità indotto
Metodi numerici per l'analisi della ventilazione e delle sollecitazioni strutturali in caso di incendi in galleria. V max = 46.5 m/s V min = -6.0 m/s T max = 1000 C T min = 20.0 C Campo di velocità indotto
Lezione n. 4. La superficie liquida
 Lezione n. 4 La superficie liquida Limiti di fase Diagramma di stato: rappresentazione delle regioni di pressione e temperatura in cui le fasi sono stabili da un punto di vista termodinamico. Confini di
Lezione n. 4 La superficie liquida Limiti di fase Diagramma di stato: rappresentazione delle regioni di pressione e temperatura in cui le fasi sono stabili da un punto di vista termodinamico. Confini di
ADA Produzione di caffè
 Ra1: Selezionare il caffè, eseguendo il controllo visivo e meccanico dei chicchi e procedendo alla pulitura e all'eliminazione dei chicchi rovinati, fermentati e/o non maturi 1 Acquisto e arrivo del prodotto
Ra1: Selezionare il caffè, eseguendo il controllo visivo e meccanico dei chicchi e procedendo alla pulitura e all'eliminazione dei chicchi rovinati, fermentati e/o non maturi 1 Acquisto e arrivo del prodotto
Processi di fonderia. La produzione via fusione
 Processi di fonderia La produzione via fusione I PROCESSI DI FONDERIA DEI METALLI Tra i processi di trasformazione dei materiali, sicuramente i processi di fonderia dei metalli sono quelli più antichi
Processi di fonderia La produzione via fusione I PROCESSI DI FONDERIA DEI METALLI Tra i processi di trasformazione dei materiali, sicuramente i processi di fonderia dei metalli sono quelli più antichi
Trattamento ad ultrasuoni in tazza per migliorare la qualità dei getti colati in conchiglia
 Trattamento ad ultrasuoni in tazza per migliorare la qualità dei getti colati in conchiglia L. Montesano 1, M. Tocci 1, D. Cosio 2, A. Pola 1 1 Università degli Studi di Brescia DIMI 2 Ghial Spa, Castegnato
Trattamento ad ultrasuoni in tazza per migliorare la qualità dei getti colati in conchiglia L. Montesano 1, M. Tocci 1, D. Cosio 2, A. Pola 1 1 Università degli Studi di Brescia DIMI 2 Ghial Spa, Castegnato
Introduzione ai Controlli Non Distruttivi. Corso di Tecnologie dei Materiali non Convenzionali - Prof. Luigi Carrino 1
 Introduzione ai Controlli Non Distruttivi Corso di Tecnologie dei Materiali non Convenzionali - Prof. Luigi Carrino 1 Introduzione I compositi hanno applicazione nei campi produttivi più disparati: AERONAUTICO
Introduzione ai Controlli Non Distruttivi Corso di Tecnologie dei Materiali non Convenzionali - Prof. Luigi Carrino 1 Introduzione I compositi hanno applicazione nei campi produttivi più disparati: AERONAUTICO
Corso di Tecnologia Meccanica
 Corso di Tecnologia Meccanica Modulo 2.2 Tecniche di fonderia LIUC - Ingegneria Gestionale 1 La solidificazione del getto LIUC - Ingegneria Gestionale 2 Volume dei materiali e temperatura Tutti i materiali
Corso di Tecnologia Meccanica Modulo 2.2 Tecniche di fonderia LIUC - Ingegneria Gestionale 1 La solidificazione del getto LIUC - Ingegneria Gestionale 2 Volume dei materiali e temperatura Tutti i materiali
UNIVERSITÀ DEGLI STUDI DI NAPOLI FEDERICO II
 UNIVERSITÀ DEGLI STUDI DI NAPOLI FEDERICO II Scuola Politecnica e delle Scienze di Base Dipartimento di Ingegneria Civile, Edile ed Ambientale CORSO DI LAUREA IN INGEGNERIA PER L AMBIENTE E IL TERRITORIO
UNIVERSITÀ DEGLI STUDI DI NAPOLI FEDERICO II Scuola Politecnica e delle Scienze di Base Dipartimento di Ingegneria Civile, Edile ed Ambientale CORSO DI LAUREA IN INGEGNERIA PER L AMBIENTE E IL TERRITORIO
Tecnologia Meccanica Proff. Luigi Carrino Antonio Formisano Diagrammi di stato
 Diagrammi di stato INTRODUZIONE Fase: porzione omogenea (a livello microstrutturale) di un materiale, che è diversa per microstruttura e/o composizione chimica Diagramma di stato: rappresenta le fasi presenti
Diagrammi di stato INTRODUZIONE Fase: porzione omogenea (a livello microstrutturale) di un materiale, che è diversa per microstruttura e/o composizione chimica Diagramma di stato: rappresenta le fasi presenti
1. Cenni storici sulle saldature al plasma
 6 1. Cenni storici sulle saldature al plasma 1.1. Introduzione Negli anni 40 l'industria militare americana cercava dei metodi migliori per la saldatura dei metalli, in particolare, per la produzione dei
6 1. Cenni storici sulle saldature al plasma 1.1. Introduzione Negli anni 40 l'industria militare americana cercava dei metodi migliori per la saldatura dei metalli, in particolare, per la produzione dei
DIAGNOSTIC ENGINEERING SOLUTIONS.
 DIAGNOSTIC ENGINEERING SOLUTIONS OTTIMIZZAZIONE DI PROCESSO La tecnica innovativa utilizzata L impiego crescente di materiali e di strutture innovative che coinvolgono nuove filosofie di progettazione
DIAGNOSTIC ENGINEERING SOLUTIONS OTTIMIZZAZIONE DI PROCESSO La tecnica innovativa utilizzata L impiego crescente di materiali e di strutture innovative che coinvolgono nuove filosofie di progettazione
CAGGIATI INOX SCHEDA TECNICA SFERE DI LAVAGGIO FISSE
 CAGGIATI INOX Caggiati Inox srl Tutti i diritti riservati SCEDA TECNICA SFERE DI LAVAGGIO FISSE Via G.Pastore 7/A - 43058 Sorbolo (PR) ITALY Tel. +39.0521.698578 - Fax +39.0521.030554 www.caggiatiinox.com
CAGGIATI INOX Caggiati Inox srl Tutti i diritti riservati SCEDA TECNICA SFERE DI LAVAGGIO FISSE Via G.Pastore 7/A - 43058 Sorbolo (PR) ITALY Tel. +39.0521.698578 - Fax +39.0521.030554 www.caggiatiinox.com
Processo CORDIS. Sistema legante inorganico per azzerare le emissioni in formatura e in colata. Dr. MINGARDI Cesare
 Processo CORDIS Sistema legante inorganico per azzerare le emissioni in formatura e in colata SUPERNOVA Brescia - 2 ottobre 2015 Introduzione I sistemi leganti utilizzati in fonderia per la formatura delle
Processo CORDIS Sistema legante inorganico per azzerare le emissioni in formatura e in colata SUPERNOVA Brescia - 2 ottobre 2015 Introduzione I sistemi leganti utilizzati in fonderia per la formatura delle
Azoto 4.8 liquido, refrigerato N₂ 99,998 % vol. Azoto E 941
 Denominazione del prodotto Stato d'aggregazione Formula chimica Purezza Altri denominazioni Azoto 4.8 liquido, refrigerato N₂ 99,998 % vol. Azoto E 941 Impurità Ossigeno Idrocarburi Umidità Valori massimi
Denominazione del prodotto Stato d'aggregazione Formula chimica Purezza Altri denominazioni Azoto 4.8 liquido, refrigerato N₂ 99,998 % vol. Azoto E 941 Impurità Ossigeno Idrocarburi Umidità Valori massimi
DIAGRAMMI DI STATO Scopo e approssimazione La temperatura e fasi Regola della leva
 DIAGRAMMI DI STATO Scopo e approssimazione I diagrammi di stato binari sono uno dei vari metodi che vengono utilizzati per poter capire quando un certo elemento può essere contenuto nel reticolo cristallino
DIAGRAMMI DI STATO Scopo e approssimazione I diagrammi di stato binari sono uno dei vari metodi che vengono utilizzati per poter capire quando un certo elemento può essere contenuto nel reticolo cristallino
DRY LUB SYSTEM: le Polveri
 Altea s.r.l. Via Europa, 27 25040 Monticelli Brusati (BS) tel. +39 030.6854156 fax. +39 030.6548525 info@alteasrl.it www.alteasrl.it DRY LUB SYSTEM: le Polveri Altea è un azienda specializzata nell ideazione
Altea s.r.l. Via Europa, 27 25040 Monticelli Brusati (BS) tel. +39 030.6854156 fax. +39 030.6548525 info@alteasrl.it www.alteasrl.it DRY LUB SYSTEM: le Polveri Altea è un azienda specializzata nell ideazione
ESTRUSIONE E SOFFIAGGIO
 Scheda 4 Produzione: Macchina: OGGETTI ESTRUSIONE E SOFFIAGGIO Scopo della lavorazione L estrusione e soffiaggio è una tecnica per la produzione di oggetti cavi in plastica (flaconi, bottiglie, ecc.) che
Scheda 4 Produzione: Macchina: OGGETTI ESTRUSIONE E SOFFIAGGIO Scopo della lavorazione L estrusione e soffiaggio è una tecnica per la produzione di oggetti cavi in plastica (flaconi, bottiglie, ecc.) che
LA MATERIA NEI SUOI DIVERSI ASPETTI
 LA MATERIA NEI SUOI DIVERSI ASPETTI Materia è tutto ciò che costituisce i corpi e che, assumendo forme diverse nello spazio, si manifesta ai nostri sensi. La materia è ovunque intorno a noi: il nostro
LA MATERIA NEI SUOI DIVERSI ASPETTI Materia è tutto ciò che costituisce i corpi e che, assumendo forme diverse nello spazio, si manifesta ai nostri sensi. La materia è ovunque intorno a noi: il nostro
Capitolo 3 PROGETTAZIONE ORIENTATA ALLE ESIGENZE DI FABBRICAZIONE. (c) Pearson Italia S.p.A. - De Paulis, Manfredi - Costruzione di macchine
 Pearson Italia S.p.A. - De Paulis, Manfredi - Costruzione di macchine") Capitolo 3 PROGETTAZIONE ORIENTATA ALLE ESIGENZE DI FABBRICAZIONE 1 Argomenti Criteri generali di Design For Manufacturing Processi di fabbricazione Errori da evitare 2 Processi di fabbricazione Formatura
Capitolo 3 PROGETTAZIONE ORIENTATA ALLE ESIGENZE DI FABBRICAZIONE 1 Argomenti Criteri generali di Design For Manufacturing Processi di fabbricazione Errori da evitare 2 Processi di fabbricazione Formatura
Processo di fonderia. LIUC - Ingegneria Gestionale 1
 Processo di fonderia LIUC - Ingegneria Gestionale 1 Forme permanenti LIUC - Ingegneria Gestionale 2 Fusioni in forma permanente La forma è realizzata in lega metallica (acciai legati o ghise speciali)
Processo di fonderia LIUC - Ingegneria Gestionale 1 Forme permanenti LIUC - Ingegneria Gestionale 2 Fusioni in forma permanente La forma è realizzata in lega metallica (acciai legati o ghise speciali)
Raccordi filettati in Ghisa Malleabile
 Normativa del prodotto e campo di applicazione: I raccordi filettati GEBO sono conformi alla norma EN 0242:994 simbolo del disegno A che specifica le caratteristiche dei raccordi in ghisa malleabile filettati.
Normativa del prodotto e campo di applicazione: I raccordi filettati GEBO sono conformi alla norma EN 0242:994 simbolo del disegno A che specifica le caratteristiche dei raccordi in ghisa malleabile filettati.
CAGGIATI INOX CATALOGO SFERE DI LAVAGGIO ROTANTI
 CAGGIATI INOX Caggiati Inox srl 2018 Tutti i diritti riservati CATALOGO SFERE DI LAVAGGIO ROTANTI Via G.Pastore 7/A - 43058 Sorbolo (PR) ITALY Tel. +39.0521.698578 - Fax +39.0521.030554 www.caggiatiinox.com
CAGGIATI INOX Caggiati Inox srl 2018 Tutti i diritti riservati CATALOGO SFERE DI LAVAGGIO ROTANTI Via G.Pastore 7/A - 43058 Sorbolo (PR) ITALY Tel. +39.0521.698578 - Fax +39.0521.030554 www.caggiatiinox.com
La simulazione è l'imitazione di un processo o di un sistema reale per un
 1 2 La simulazione è l'imitazione di un processo o di un sistema reale per un determinato periodo di tempo. La simulazione è l'imitazione di un processo o di un sistema reale per un determinato periodo
1 2 La simulazione è l'imitazione di un processo o di un sistema reale per un determinato periodo di tempo. La simulazione è l'imitazione di un processo o di un sistema reale per un determinato periodo
Proprietà dei materiali
 Capacità termica Termiche Conducibilità termica Coefficiente di dilatazione Resistenza allo shock termico Temperatura di cambio di fase Capacità termica Si definisce Capacità termica di un materiale la
Capacità termica Termiche Conducibilità termica Coefficiente di dilatazione Resistenza allo shock termico Temperatura di cambio di fase Capacità termica Si definisce Capacità termica di un materiale la
Introduzione ai Controlli Non Distruttivi. Corso di Tecnologie Speciali 2 - Prof. Luigi Carrino 1
 Introduzione ai Controlli Non Distruttivi Corso di Tecnologie Speciali 2 - Prof. Luigi Carrino 1 Introduzione I compositi hanno applicazione nei campi produttivi più disparati: AERONAUTICO Parti di ala,
Introduzione ai Controlli Non Distruttivi Corso di Tecnologie Speciali 2 - Prof. Luigi Carrino 1 Introduzione I compositi hanno applicazione nei campi produttivi più disparati: AERONAUTICO Parti di ala,
MACCHINA DI STIRLING
 MACCHINA DI STIRLING Una macchina termica è un dispositivo capace di trasformare parzialmente energia termica in lavoro. La macchina di Stirling fu pensata, costruita e brevettata nel 1816 da un ministro
MACCHINA DI STIRLING Una macchina termica è un dispositivo capace di trasformare parzialmente energia termica in lavoro. La macchina di Stirling fu pensata, costruita e brevettata nel 1816 da un ministro