Estrusione-Trafilatura- Laminazione
|
|
|
- Sofia Di Martino
- 5 anni fa
- Visualizzazioni
Transcript
1 Estrusione-Trafilatura- Laminazione


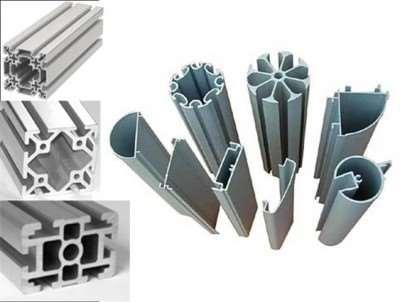
2 Estrusione Forme complesse Forme cave 2

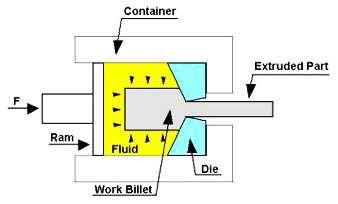
3 Estrusione Estrusione diretta Estrusione inversa Estrusione idrostatica 3
4 Estrusione Forze in gioco durante l estrusione Estrusione inversa: 4

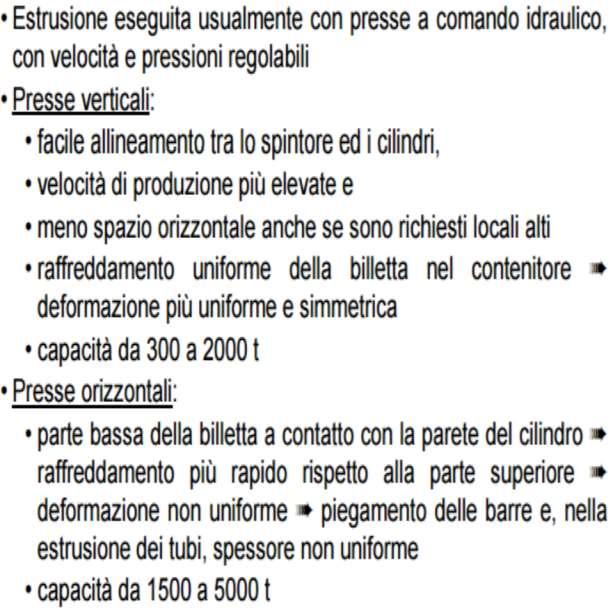
5 Estrusione Presse di Estrusione 5
6 Estrusione Il processo di estrusione viene generalmente considerato come un tipico processo stazionario poiché se si isola un volume di riferimento, contenente la zona nella quale avviene la riduzione di diametro, il flusso del materiale avviene in condizioni di assoluta stazionarietà, con tensioni e deformazioni costanti nel tempo Anche il carico richiesto per effettuare la lavorazione si mantiene sostanzialmente costante, anche se, nel caso della estrusione diretta, si assiste ad una modesta riduzione del carico man mano che il processo tende al termine per via della diminuzione della superficie di contatto tra matrice e pezzo e quindi della resistenza dovuta all attrito 6
7 Estrusione Angolo pari a 90, il materiale crea comunque un invito conico: si assiste infatti alla formazione di una zona morta di materiale che non partecipa al processo di estrusione Il materiale che estrude scorre su quello della zona morta; in questo caso le tensioni tangenziali all interfaccia raggiungono il valore limite t 0 Per trovare l angolo di conicità ottimo, si fa riferimento a tre aliquote energetiche: l energia di deformazione ideale, necessaria per portare il diametro dal valore D 0 a D f con una sollecitazione monoassiale (E id ) l energia di distorsione, necessaria per causare la deviazione di flusso del materiale (E dist ) l energia necessaria per vincere le resistenze d attrito (E attr ) È evidente come all aumentare dell angolo di conicità l energia di distorsione aumenta, mentre quella necessaria a vincere le resistenze di attrito diminuisce Chiaramente l energia ideale non viene influenzata dall angolo della matrice conica 7

8 8 Estrusione p ave A 0 P ) 1.2 (0.8 p tot ave ave finale 0 tot A A ln tot d tot ave n C n C d C n tot n tot n tot ave tot tot ) ( ) ( n C d n n

9 Estrusione I principali limiti che interessano il processo sono rappresentati dai seguenti problemi: pericolo di fratture della matrice errore sul diametro finale del pezzo estruso a causa della deformazione elastica della matrice presenza di difetti interni nel pezzo estruso I primi due problemi sono connessi direttamente ai carichi richiesti per eseguire il processo. La riduzione di tale pressione, che in genere è maggiore nella sezione d imbocco, si può ottenere tramite una buona lubrificazione, mediante la divisione in più passate dell intero processo, nonché con l ottimizzazione del profilo conico Un notevole aiuto per prevenire l insorgenza dei problemi connessi all eccessiva pressione agente sulla matrice viene, oggi, garantito dai codici numerici poiché consentono di simulare il processo e, ove necessario, intervenire con opportune modifiche 9



10 Estrusione Il problema del pericolo di difetti interni, noti come central bursting, è molto pericoloso poiché il pezzo estruso superficialmente presenta una forma integra mentre all interno da dei vuoti che nucleano riducendone la sezione resistente Ciò perché in tali condizioni la parte centrale non viene interessata dalla deformazione e, a causa delle differenti velocità tra la zona centrale e quella al contatto tra pezzo e matrice, si può determinare uno stato di trazione che provoca lo strappo del materiale In tal modo, infatti, nella zona centrale del provino si verifica uno stato tensionale medio positivo che favorisce la nucleazione, la crescita e la coalescenza dei microvuoti fino alla frattura 10

11 Estrusione Applicazioni Industriali Estrusione di Tubi Varianti Classiche 11

12 Estrusione Applicazioni Industriali Estrusione di Tubi Estrusione Porthole 12

13 Estrusione 13


14 Estrusione Applicazioni Industriali Estrusione di Tubi Estrusione Porthole 14

15 Trafilatura 15
 Infine, la trafilatura viene condotta quasi esclusivamente a freddo, ottenendo, così, elevate caratteristiche meccaniche Per i")
16 Trafilatura Nella trafilatura la riduzione di diametro è ottenuta non con una azione di compressione, ma di trazione Per questa ragione, vengono utilizzati valori dell'angolo a molto più piccoli rispetto a quelli in uso nel processo di estrusione (6, 8 in genere) Infine, la trafilatura viene condotta quasi esclusivamente a freddo, ottenendo, così, elevate caratteristiche meccaniche Per i fili metallici si arriva a mm in diametro P A z finale z ave A0 1 ctg ln A f 16
17 17 Trafilatura n f 0 z A A ln C Condizione limite n f f ave A A C A A ctg 0 0 ln ln 1 n f n C A A ctg n C 0 ln 1 1 ctg n f f e A A ctg n A A ln I materiali che generalmente vengono impiegati nei processi di trafilatura sono caratterizzati da un coefficiente di incrudimento molto elevato, ovvero materiali fortemente incrudenti, al fine di evitare che nel corso del processo possa verificarsi la rottura del filo Da questa relazione si vede come la massima riduzione che è possibile realizzare dipende dall'indice di incrudimento, dal coefficiente d'attrito e dall'angolo della matrice All'aumentare dell'indice di incrudimento aumenta, infatti, la riduzione realizzabile, mentre invece diminuisce all'aumentare del coefficiente d'attrito

18 Laminazione 18
19 Laminazione Schema generale di laminazione 19


20 Laminazione 20
 Vi")

21 Laminazione A R B bu Laminazione su tavola piana (flat rolling) Vi hi Vu hu A B Laminazione entro scanalature chiuse (shape rolling) 21

22 Laminazione Meccanica della laminazione 22
23 Laminazione V r i V u Nella realtà accade che istante per istante la sezione neutra si sposta verso l'ingresso o verso l'uscita dipendentemente dalle condizioni di attrito e dalle tensioni di trascinamento di cui necessita il sistema per funzionare correttamente: se diminuisce il coefficiente di attrito la sezione neutra si sposta verso l'uscita se invece aumenta il coefficiente di attrito la sezione neutra si sposta verso l'ingresso 23
/R) 0,5 h i h u 2 R")
24 Laminazione F R condizione di trascinamento: F a > P r F a = F cos P r = F R sin F = F R F cos >F R sin cos >sin tg L R h i h u tan=((h i -h u )/R) 0,5 h i h u 2 R 24
25 25 Laminazione P p L/2 ave ave ave 2h L 1 1,15 p Lb p P ave 60 N 2 2 L P W 2 L P M Inflessione dei rulli Effetto «Cambering»

26 Laminazione Sistemi di laminazione 26

27 Laminazione Esempio di laminatoio 27

28 Laminazione Difetti di Laminazione 1) L inflessione elastica dei rulli determina un laminato di spessore non costante nella direzione della larghezza; 2) Deformazione piana solo nella parte centrale del laminato. I bordi laterali subiscono un lieve allargamento 3) difetto della bocca a coccodrillo (Alligatoring). 28
29 Laminazione Altri tipi di laminazione Shape Rolling 29
30 Esercizio n 1 Esercizio Si vuole laminare a freddo una lamiera di alluminio (ρ = 2700 kg/m 3 ) di spessore pari a 6 millimetri e larghezza 1600 millimetri, fino a portarla ad uno spessore di 3 millimetri. Calcolare la coppia necessaria per eseguire l operazione, la forza agente sui rulli e la produzione oraria di materiale sapendo che: 1) il materiale in questione presenta una caratteristica tensione deformazione ben approssimabile con una legge di flusso plastico in cui C=160 MPa ed n=0,16; 2) I rulli del laminatoio hanno un diametro di 400 millimetri, presentano una velocità periferica di 120 m/min ed un coefficiente di attrito di 0,08. 3) la precessione è pari a 1,1. Esercizio n 2 Un barra tonda in acciaio inox AISI 302 (C= 1300MPa e n= 0.3) viene trafilata in un solo passaggio da un diametro 10 mm ad un diametro 8 mm, con rendimento 0,7. Nota la velocità di uscita del filo dalla filiera (0.5m/s), calcolare la potenza richiesta per la lavorazione e la pressione a cui è sottoposto il materiale nella sezione d uscita. Angolo conicità della lamiera=6 e attrito =0.1. Esercizio n 3 Calcolare la forza e la potenza necessaria per trafilare un tubo in acciaio C40, avente diametro esterno 80mm, da uno spessore s 0 =3mm ad uno spessore s 1 =2mm. La velocità d ingresso è pari a 10m/min e il comportamento alla deformazione del materiale è individuato dai parametri caratteristici C= 500MPa e n= 0.3. Angolo conicità della lamiera=6. Angolo conicità della lamiera=6 e attrito =
31 Esercizio n 4 Esercizio Un filo in acciaio avente diametro iniziale pari a 3 mm è trafilato a freddo in due passaggi, ciascuno dei quali determina una riduzione di sezione pari al 20%. I motori che azionano i due tamburi di trascinamento del filo hanno la medesima potenza: 4 kw e rendimento pari a 0.8. Si calcoli la massima velocità possibile del filo all uscita dalla prima e della seconda filiera, sapendo che la resistenza del materiale alla deformazione è C = 530MPa, n=0,26. Angolo conicità della lamiera=6 e attrito =0.1. Esercizio n 5 Un materiale elastico e perfettamente plastico è caratterizzato da una costante C pari a 600 MPa. La potenza assorbita dalla rete risulta essere pari a 10 kw. La macchina ha un rendimento di 0,8 e la velocità del punzone è pari a 1.5mm/s. Determinare la massima riduzione di sezione possibile considerando appunto come vincolo di processo solo la capacità dell estrusore. Esercizio n 6 Si combinano un processo di estrusione e un processo di trafilatura. Il primo porta un cilindro da D0=30 a D1=25 mentre il secondo prende il semilavorato a 25 e lo riduce fino a 23. La legge di flusso plastico del materiale è caratterizzato da C=700 ed n=0.15. L estrusione viene condotta con una pressa di capacità pari a 2MN e con una matrice che sopporta una tensione di 3000MPa prima di arrivare a rottura. La trafilatura, invece, avviene con un attrito di 0.1 e un angolo di conicità pari a 8. Si verifichi se i due processi possono essere condotti in serie senza considerare eventuali passaggi di ricottura. 31

32 Esercizio n 7 Esercizio 32
La deformazione plastica. La deformazione plastica. Lavorazioni per deformazione. Il processo di laminazione. Estrusione e trafilatura.
 La deformazione plastica La deformazione plastica Lavorazioni per deformazione Il processo di laminazione La forgiatura La formatura della lamiera 2 2006 Politecnico di Torino 1 Obiettivi della lezione
La deformazione plastica La deformazione plastica Lavorazioni per deformazione Il processo di laminazione La forgiatura La formatura della lamiera 2 2006 Politecnico di Torino 1 Obiettivi della lezione
Indice moduli. Indice lezioni del modulo C 19/02/2013. Sistemi di Produzione. A: I materiali B: Formatura. C: Deformazione.
 19/0/013 Sistemi di Produzione Dario Antonelli DIGEP Politecnico di Torino Indice moduli A: I materiali B: Formatura C: Deformazione D: Taglio E: Processi non convenzionali Indice lezioni del modulo C
19/0/013 Sistemi di Produzione Dario Antonelli DIGEP Politecnico di Torino Indice moduli A: I materiali B: Formatura C: Deformazione D: Taglio E: Processi non convenzionali Indice lezioni del modulo C
Corso di Tecnologia Meccanica
 Corso di Tecnologia Meccanica Modulo 3.3 Deformazione plastica LIUC - Ingegneria Gestionale 1 Estrusione LIUC - Ingegneria Gestionale 2 Processo di estrusione Consiste nel processo di compressione di un
Corso di Tecnologia Meccanica Modulo 3.3 Deformazione plastica LIUC - Ingegneria Gestionale 1 Estrusione LIUC - Ingegneria Gestionale 2 Processo di estrusione Consiste nel processo di compressione di un
La deformazione plastica. La deformazione plastica. Lavorazioni per deformazione. Il processo di laminazione. Estrusione e trafilatura La forgiatura
 a deformazione plastica a deformazione plastica avorazioni per deformazione Estrusione e trafilatura a forgiatura a formatura della lamiera 006 Politecnico di Torino 1 Obiettivi della lezione Evidenziare
a deformazione plastica a deformazione plastica avorazioni per deformazione Estrusione e trafilatura a forgiatura a formatura della lamiera 006 Politecnico di Torino 1 Obiettivi della lezione Evidenziare
PROCESSI DI FORMATURA PLASTICA MASSIVA: TRAFILATURA
 PROCESSI DI FORMATURA PLASTICA MASSIVA: TRAFILATURA 1 TRAFILATURA Operazione con la quale si obbliga una barra a passare attraverso un foro di dimensione inferiore, ricavato in una piastra chiamata filiera,
PROCESSI DI FORMATURA PLASTICA MASSIVA: TRAFILATURA 1 TRAFILATURA Operazione con la quale si obbliga una barra a passare attraverso un foro di dimensione inferiore, ricavato in una piastra chiamata filiera,
CLASSIFICAZIONE DEI PROCESSI DI FORMATURA PLASTICA
 CLASSIFICAZIONE DEI PROCESSI DI FORMATURA PLASTICA 1 CLASSIFICAZIONE DEI PROCESSI DI FORMATURA PLASTICA Condotta facendo riferimento ad alcuni elementi caratteristici dei processi: temperatura alla quale
CLASSIFICAZIONE DEI PROCESSI DI FORMATURA PLASTICA 1 CLASSIFICAZIONE DEI PROCESSI DI FORMATURA PLASTICA Condotta facendo riferimento ad alcuni elementi caratteristici dei processi: temperatura alla quale
Comportamento meccanico dei materiali
 Comportamento meccanico dei materiali Riferimento: capitolo 2 del Kalpakjian Importante per comprendere il comportamento dei materiali durante le lavorazioni Introduzione Tensione e compressione Torsione
Comportamento meccanico dei materiali Riferimento: capitolo 2 del Kalpakjian Importante per comprendere il comportamento dei materiali durante le lavorazioni Introduzione Tensione e compressione Torsione
Tecnologia Meccanica
 A Tecnologia Meccanica Prove - Fonderia - Lav. per def. plastica prova in itinere Nome:... PARTE 1 Sovrametallo: 2 mm Ritiro: 1% Si voglia ottenere il particolare a disegno mediante fusione in terra. Si
A Tecnologia Meccanica Prove - Fonderia - Lav. per def. plastica prova in itinere Nome:... PARTE 1 Sovrametallo: 2 mm Ritiro: 1% Si voglia ottenere il particolare a disegno mediante fusione in terra. Si
Indice. Capitolo 4 Elementi sulla struttura cristallina Introduzione Reticoli cristallini Indici di Miller...
 Capitolo 1 Tensioni e deformazioni... 1 1.1 Concetto di tensione.... 1 1.2 Relazioni tra le componenti della tensione agente su un piano... 4 1.3 Tensioni e direzioni principali... 6 1.4 Stato piano di
Capitolo 1 Tensioni e deformazioni... 1 1.1 Concetto di tensione.... 1 1.2 Relazioni tra le componenti della tensione agente su un piano... 4 1.3 Tensioni e direzioni principali... 6 1.4 Stato piano di
Politecnico di Torino A.A. 2012-2013. Esercitazione 3. Soluzione
 Politecnico di Torino A.A. 1-1 Esercitazione 5. Laminazione a reddo di na lamiera di allminio Si vole laminare a reddo na lamiera di allminio (ρ = 7 kg/m ) di spessore pari a 6 millimetri e larghezza 16
Politecnico di Torino A.A. 1-1 Esercitazione 5. Laminazione a reddo di na lamiera di allminio Si vole laminare a reddo na lamiera di allminio (ρ = 7 kg/m ) di spessore pari a 6 millimetri e larghezza 16
APPUNTI DI TECNOLOGIA MECCANICA LAVORAZIONI PER DEFORMAZIONE PLASTICA --IMBUTITURA-- PER GLI ALLIEVI MECCANICI DEI CORSI SERALI
 APPUNTI DI TECNOLOGIA MECCANICA LAVORAZIONI PER DEFORMAZIONE PLASTICA --IMBUTITURA-- PER GLI ALLIEVI MECCANICI DEI CORSI SERALI I.T.I.S. B. CASTELLI BRESCIA A cura del Prof. Nuciforo Gaetano 1 A cura del
APPUNTI DI TECNOLOGIA MECCANICA LAVORAZIONI PER DEFORMAZIONE PLASTICA --IMBUTITURA-- PER GLI ALLIEVI MECCANICI DEI CORSI SERALI I.T.I.S. B. CASTELLI BRESCIA A cura del Prof. Nuciforo Gaetano 1 A cura del
ITS MAKER Modulo industrializzazione di prodotto. Modena, febbraio 2017
 ITS MAKER Modulo industrializzazione di prodotto Modena, febbraio 2017 Lavorazioni delle lamiere Le lamiere sono molto diffuse come elementi strutturali in vari settori dell industria metalmeccanica; esempio
ITS MAKER Modulo industrializzazione di prodotto Modena, febbraio 2017 Lavorazioni delle lamiere Le lamiere sono molto diffuse come elementi strutturali in vari settori dell industria metalmeccanica; esempio
Materiali ceramici. Resistenza ai carichi assiali ING. DENNY COFFETTI UNIVERSITÀ DEGLI STUDI DI BERGAMO DIPARTIMENTO DI INGEGNERIA E SCIENZE APPLICATE
 Materiali ceramici Resistenza ai carichi assiali ING. DENNY COFFETTI UNIVERSITÀ DEGLI STUDI DI BERGAMO DIPARTIMENTO DI INGEGNERIA E SCIENZE APPLICATE MAIL: DENNY.COFFETTI@UNIBG.IT Frattura dei materiali
Materiali ceramici Resistenza ai carichi assiali ING. DENNY COFFETTI UNIVERSITÀ DEGLI STUDI DI BERGAMO DIPARTIMENTO DI INGEGNERIA E SCIENZE APPLICATE MAIL: DENNY.COFFETTI@UNIBG.IT Frattura dei materiali
Proprietà dell ACCIAIO
 ACCIAIO Massa volumica: 7870 kg/m 3 Punto di fusione: 1300 C 1500 C Resistenza a trazione: 400 800 N/mm 2 Resistenza a compressione: 200 3500 N/mm 2 Durezza Brinnell: 250 270 HBS Colore: Grigio chiaro
ACCIAIO Massa volumica: 7870 kg/m 3 Punto di fusione: 1300 C 1500 C Resistenza a trazione: 400 800 N/mm 2 Resistenza a compressione: 200 3500 N/mm 2 Durezza Brinnell: 250 270 HBS Colore: Grigio chiaro
La deformazione plastica. La deformazione plastica. Lavorazioni per deformazione. Il processo di laminazione Estrusione e trafilatura.
 La deformazione plastica La deformazione plastica Lavorazioni per deformazione Il processo di laminazione Estrusione e trafilatura La formatura della lamiera 2 2006 Politecnico di Torino 1 Obiettivi della
La deformazione plastica La deformazione plastica Lavorazioni per deformazione Il processo di laminazione Estrusione e trafilatura La formatura della lamiera 2 2006 Politecnico di Torino 1 Obiettivi della
GIORNATA DI STUDIO Trafilatura a freddo di fili e barre in acciaio al carbonio e inox
 GIORNATA DI STUDIO Trafilatura a freddo di fili e barre in acciaio al carbonio e inox PESCHIERA BORROMEO, 22/11/2016 Relatore Dr. Ing. Ettore Colombo VASSENA FILIERE s.r.l. Via Paradiso 5-23864 Malgrate
GIORNATA DI STUDIO Trafilatura a freddo di fili e barre in acciaio al carbonio e inox PESCHIERA BORROMEO, 22/11/2016 Relatore Dr. Ing. Ettore Colombo VASSENA FILIERE s.r.l. Via Paradiso 5-23864 Malgrate
Lavorazioni per asportazione di truciolo
 Lavorazioni per asportazione di truciolo Distacco di alcune parti di materiale dal pezzo attraverso l interazione con utensili che agiscono in maniera progressiva - cinematica del taglio - meccanica del
Lavorazioni per asportazione di truciolo Distacco di alcune parti di materiale dal pezzo attraverso l interazione con utensili che agiscono in maniera progressiva - cinematica del taglio - meccanica del
LAVORAZIONI PER DEFORMAZIONE PLASTICA
 LAVORAZIONI PER DEFORMAZIONE PLASTICA I materiali metallici subiscono variazioni permanenti di forma quando assoggettati a sollecitazioni superiori al limite elastico. DIVERSI ANDAMENTI Elastico perfetto
LAVORAZIONI PER DEFORMAZIONE PLASTICA I materiali metallici subiscono variazioni permanenti di forma quando assoggettati a sollecitazioni superiori al limite elastico. DIVERSI ANDAMENTI Elastico perfetto
Indice moduli. Indice lezioni del modulo C 19/02/2013. Sistemi di Produzione. A: I materiali B: Formatura. C: Deformazione.
 Sistemi di Produzione Dario Antonelli DIGEP Politecnico di Torino Indice moduli A: I materiali B: Formatura C: Deformazione D: Taglio E: Processi non convenzionali Indice lezioni del modulo C Lavorazioni
Sistemi di Produzione Dario Antonelli DIGEP Politecnico di Torino Indice moduli A: I materiali B: Formatura C: Deformazione D: Taglio E: Processi non convenzionali Indice lezioni del modulo C Lavorazioni
Prova scritta di Progettazione Meccanica I del --/--/--
 Cognome e Nome: Prova scritta di Progettazione Meccanica I del --/--/-- Per ogni risposta giusta: + 4 punti Per ogni Risposta sbagliata -1 punto. Il punteggio è vincolato comunque, sia in positivo che
Cognome e Nome: Prova scritta di Progettazione Meccanica I del --/--/-- Per ogni risposta giusta: + 4 punti Per ogni Risposta sbagliata -1 punto. Il punteggio è vincolato comunque, sia in positivo che
PROCESSI DI FORMATURA PLASTICA DI LAMIERE: IMBUTITURA
 PROCESSI DI FORMATURA PLASTICA DI LAMIERE: IMBUTITURA 1 IMBUTITURA Trasformazione di una lastra piana di metallo laminato in un corpo cavo, procedendo con uno o più passaggi a seconda della profondità
PROCESSI DI FORMATURA PLASTICA DI LAMIERE: IMBUTITURA 1 IMBUTITURA Trasformazione di una lastra piana di metallo laminato in un corpo cavo, procedendo con uno o più passaggi a seconda della profondità
VioLi MECCAniCA industriale Trafile a passaggi multipli Violi srl
 Violi Meccanica Industriale Trafile a passaggi multipli Violi srl è considerata azienda di riferimento per la progettazione e la realizzazione di macchinari industriali dedicati alla lavorazione del tubo
Violi Meccanica Industriale Trafile a passaggi multipli Violi srl è considerata azienda di riferimento per la progettazione e la realizzazione di macchinari industriali dedicati alla lavorazione del tubo
Università degli Studi di Cagliari - Facoltà di Ingegneria e Architettura. Fondamenti di Costruzioni Meccaniche Tensione e deformazione Carico assiale
 Esercizio N.1 Un asta di acciaio è lunga 2.2 m e non può allungarsi più di 1.2 mm quando le si applica un carico di 8.5 kn. Sapendo che E = 200 GPa, determinare: (a) il più piccolo diametro dell asta che
Esercizio N.1 Un asta di acciaio è lunga 2.2 m e non può allungarsi più di 1.2 mm quando le si applica un carico di 8.5 kn. Sapendo che E = 200 GPa, determinare: (a) il più piccolo diametro dell asta che
La Meccanica dei Materiali si occupa del comportamento di corpi solidi sottoposti all azione di forze e momenti.
 Stato di sforzo La Meccanica dei Materiali si occupa del comportamento di corpi solidi sottoposti all azione di forze e momenti. Questo comportamento include deformazioni, fratture e separazione di parti,
Stato di sforzo La Meccanica dei Materiali si occupa del comportamento di corpi solidi sottoposti all azione di forze e momenti. Questo comportamento include deformazioni, fratture e separazione di parti,
Il fenomeno della frattura ha assunto una notevole importanza solo in tempi relativamente recenti.
 Il fenomeno della frattura ha assunto una notevole importanza solo in tempi relativamente recenti. In passato, infatti, i materiali e le tecnologie di costruzione non avevano mai messo in luce questo fenomeno.....finché
Il fenomeno della frattura ha assunto una notevole importanza solo in tempi relativamente recenti. In passato, infatti, i materiali e le tecnologie di costruzione non avevano mai messo in luce questo fenomeno.....finché
Applicazioni Industriali
 Applicazioni Industriali Stampaggio a freddo - Tranciatura Marco Raimondi e-mail: mraimondi@liuc.it Lavorazione a freddo delle lamiere È il processo più diffuso per la produzione di grande serie di componentistica
Applicazioni Industriali Stampaggio a freddo - Tranciatura Marco Raimondi e-mail: mraimondi@liuc.it Lavorazione a freddo delle lamiere È il processo più diffuso per la produzione di grande serie di componentistica
Sollecitazioni delle strutture
 Sollecitazioni delle strutture I pilastri e i muri portanti sono tipicamente sollecitati a compressione Le travi e i solai sono sollecitati a flessione L indeformabilità di questi elementi costruttivi
Sollecitazioni delle strutture I pilastri e i muri portanti sono tipicamente sollecitati a compressione Le travi e i solai sono sollecitati a flessione L indeformabilità di questi elementi costruttivi
Maurizio Giugni Titolo della lezione Verifica statica delle condotte DN SN
 Maurizio Giugni Titolo della lezione Verifica statica delle condotte # Lezione n. Parole chiave: Tubazioni. Verifica statica. Corso di Laurea: Ingegneria per l Ambiente e il Territorio Insegnamento: Infrastrutture
Maurizio Giugni Titolo della lezione Verifica statica delle condotte # Lezione n. Parole chiave: Tubazioni. Verifica statica. Corso di Laurea: Ingegneria per l Ambiente e il Territorio Insegnamento: Infrastrutture
a) determinare le fasi presenti, la loro quantità (percentuale) e la loro composizione in una lega Pb30% - Sn a 300, 200 e 184, 180 e 20 C.
 determinare le fasi presenti, la loro quantità (percentuale) e la loro composizione in una lega Pb30% - Sn a 300, 200 e 184, 180 e 20 C.") ESERCIZIO 1 E dato il diagramma di stato del sistema Pb-Sn (figura). a) determinare le fasi presenti, la loro quantità (percentuale) e la loro composizione in una lega Pb30% - Sn a 300, 200 e 184, 180
ESERCIZIO 1 E dato il diagramma di stato del sistema Pb-Sn (figura). a) determinare le fasi presenti, la loro quantità (percentuale) e la loro composizione in una lega Pb30% - Sn a 300, 200 e 184, 180
ESERCITAZIONE RIEPILOGATIVA TECNOLOGIE DELLE COSTRUZIONI AEROSPAZIALI. Prof. Claudio Scarponi Ing. Carlo Andreotti
 TECNOLOGIE DELLE COSTRUZIONI AEROSPAZIALI ESERCITAZIONE RIEPILOGATIVA Prof. Claudio Scarponi Ing. Carlo Andreotti Ing. Carlo Andreotti 1 ESERCIZIO N 1 In un componente meccanico è stato determinato il
TECNOLOGIE DELLE COSTRUZIONI AEROSPAZIALI ESERCITAZIONE RIEPILOGATIVA Prof. Claudio Scarponi Ing. Carlo Andreotti Ing. Carlo Andreotti 1 ESERCIZIO N 1 In un componente meccanico è stato determinato il
Università del Salento Facoltà di Ingegneria Costruzione di Macchine
 Università del Salento Facoltà di Ingegneria Costruzione di Macchine Lezione 3 Prova di trazione a cura del prof. ing. Vito Dattoma e dell ing. Riccardo Nobile 1 Prove di caratterizzazione meccanica Prova
Università del Salento Facoltà di Ingegneria Costruzione di Macchine Lezione 3 Prova di trazione a cura del prof. ing. Vito Dattoma e dell ing. Riccardo Nobile 1 Prove di caratterizzazione meccanica Prova
Tecnologia dei Materiali e Chimica Applicata Soluzione Esercitazione IV Prof. Dott. Bernhard Elsener
 Tecnologia dei Materiali e Chimica Applicata Soluzione Esercitazione IV ESERCIZIO 4.1 E dato il diagramma di stato del sistema Pb-Sn (figura 1). Figura 1 Diagramma di stato Pb-Sn 1. Determinare le fasi
Tecnologia dei Materiali e Chimica Applicata Soluzione Esercitazione IV ESERCIZIO 4.1 E dato il diagramma di stato del sistema Pb-Sn (figura 1). Figura 1 Diagramma di stato Pb-Sn 1. Determinare le fasi
Programmazione modulare a.s _
 Programmazione modulare a.s. 214-15_ Docenti: prof. Rita Muraglia, prof. Raniero Spinelli Disciplina: TMPP Tecnologia Meccanica, Produzione di materiali e Processi di trasformazione Classe: 3 A meccanica
Programmazione modulare a.s. 214-15_ Docenti: prof. Rita Muraglia, prof. Raniero Spinelli Disciplina: TMPP Tecnologia Meccanica, Produzione di materiali e Processi di trasformazione Classe: 3 A meccanica
Tema d esame del 05/03/2014
 Anisotropia planare 0 Anisotropia normale 0 1kl Coefficiente di resistenza * Esponente di incrudimento < Forza di imbutitura _ Tema d esame del 05/03/201 Quesito1 L2 L1 L2 S D2 D1 D2 S In figura è rappresentata
Anisotropia planare 0 Anisotropia normale 0 1kl Coefficiente di resistenza * Esponente di incrudimento < Forza di imbutitura _ Tema d esame del 05/03/201 Quesito1 L2 L1 L2 S D2 D1 D2 S In figura è rappresentata
Caratteristiche di materiali
 Caratteristiche di materiali Caratteristiche macroscopiche Lavorazione Microstruttura Formula chimica Legami chimici Struttura atomica Meccaniche Materiale Fisiche Elettriche Megnetiche Termiche Meccaniche
Caratteristiche di materiali Caratteristiche macroscopiche Lavorazione Microstruttura Formula chimica Legami chimici Struttura atomica Meccaniche Materiale Fisiche Elettriche Megnetiche Termiche Meccaniche
Per definire le dimensioni degli elementi che compongono un nastro trasportatore è necessario conoscere le tensioni presenti.
 N.B. Le modalità di calcolo riportate sono ricavate dalla norma UNI 8384 del 1982 Premessa: Per definire le dimensioni degli elementi che compongono un nastro trasportatore è necessario conoscere le tensioni
N.B. Le modalità di calcolo riportate sono ricavate dalla norma UNI 8384 del 1982 Premessa: Per definire le dimensioni degli elementi che compongono un nastro trasportatore è necessario conoscere le tensioni
Tecnologia dei Materiali e Chimica Applicata Soluzione Esercitazione IV Prof. Dott. Bernhard Elsener
 Tecnologia dei Materiali e Chimica Applicata Soluzione Esercitazione IV ESERCIZIO 4.1 E dato il diagramma di stato del sistema Pb-Sn (figura 1). Figura 1 Diagramma di stato Pb-Sn 1. Determinare le fasi
Tecnologia dei Materiali e Chimica Applicata Soluzione Esercitazione IV ESERCIZIO 4.1 E dato il diagramma di stato del sistema Pb-Sn (figura 1). Figura 1 Diagramma di stato Pb-Sn 1. Determinare le fasi
Formulario Tecnologia Meccanica
 Formulario Tecnologia Meccanica Marcello Miccio U n i S A 1 4 / 0 7 / 0 1 0 Relazioni Meccanismo Formazione del Truciolo. - Rapporto di taglio: - Fattore di ricalcamento: - Spessore di taglio: sin - Spessore
Formulario Tecnologia Meccanica Marcello Miccio U n i S A 1 4 / 0 7 / 0 1 0 Relazioni Meccanismo Formazione del Truciolo. - Rapporto di taglio: - Fattore di ricalcamento: - Spessore di taglio: sin - Spessore
TECNOLOGIA MECCANICA. Parte 11
 TECNOLOGIA MECCANICA Parte 11 Con la fresatura si o=engono numerose @pologie di superfici: piane o complesse, scanalatura semplici e complesse, smussi, sedi di lingue=e e chiave=e, ruote dentate. I mo@
TECNOLOGIA MECCANICA Parte 11 Con la fresatura si o=engono numerose @pologie di superfici: piane o complesse, scanalatura semplici e complesse, smussi, sedi di lingue=e e chiave=e, ruote dentate. I mo@
Indice moduli. Indice lezioni del modulo C 19/02/2013. Sistemi di Produzione. A: I materiali B: Formatura. C: Deformazione.
 Sistemi di Produzione Dario Antonelli DIGEP Politecnico di Torino Indice moduli A: I materiali B: Formatura C: Deformazione D: Taglio E: Processi non convenzionali Indice lezioni del modulo C Lavorazioni
Sistemi di Produzione Dario Antonelli DIGEP Politecnico di Torino Indice moduli A: I materiali B: Formatura C: Deformazione D: Taglio E: Processi non convenzionali Indice lezioni del modulo C Lavorazioni
La deformazione plastica. La deformazione plastica. Lavorazioni per deformazione. Il processo di laminazione Estrusione e trafilatura La forgiatura
 La deformazione plastica La deformazione plastica Il processo di laminazione Estrusione e trafilatura La forgiatura La formatura della lamiera 2 2006 Politecnico di Torino 1 Obiettivi dell Unità Riconoscere
La deformazione plastica La deformazione plastica Il processo di laminazione Estrusione e trafilatura La forgiatura La formatura della lamiera 2 2006 Politecnico di Torino 1 Obiettivi dell Unità Riconoscere
CLASSIFICAZIONE DEI PROCESSI DI FORMATURA
 CLASSIFICAZIONE DEI PROCESSI DI FORMATURA 3 1. Classificazione in funzione della temperatura di processo 2. Classificazione secondo forma e dimensioni del semilavorato 3. Altre metodologie di classificazione
CLASSIFICAZIONE DEI PROCESSI DI FORMATURA 3 1. Classificazione in funzione della temperatura di processo 2. Classificazione secondo forma e dimensioni del semilavorato 3. Altre metodologie di classificazione
- 4a - I PROCESSI TECNOLOGICI DI BASE
 - 4a - I PROCESSI TECNOLOGICI DI BASE Deformazione Plastica 1 In questo caso si ottiene la forma finale desiderata del pezzo per mezzo della sua deformazione plastica sfruttando il fatto che, sopra il
- 4a - I PROCESSI TECNOLOGICI DI BASE Deformazione Plastica 1 In questo caso si ottiene la forma finale desiderata del pezzo per mezzo della sua deformazione plastica sfruttando il fatto che, sopra il
Lezione Il calcestruzzo armato I
 Lezione Il calcestruzzo armato I Sommario Il calcestruzzo armato Il comportamento a compressione Il comportamento a trazione Il calcestruzzo armato Il cemento armato Il calcestruzzo armato Il calcestruzzo
Lezione Il calcestruzzo armato I Sommario Il calcestruzzo armato Il comportamento a compressione Il comportamento a trazione Il calcestruzzo armato Il cemento armato Il calcestruzzo armato Il calcestruzzo
Trasmissioni a cinghia dentata SIT HI-PERFORMANCE Pd PLUS
 Trasmissioni a cinghia dentata SIT HI-PERFORMANCE Pd PLUS HPPD PLUS SIT Hi Performance Pd Sezioni 8M - 14M Descrizione Le cinghie SIT HI-PERFORMANCE Pd PLUS rappresentano un alternativa affidabile, economica
Trasmissioni a cinghia dentata SIT HI-PERFORMANCE Pd PLUS HPPD PLUS SIT Hi Performance Pd Sezioni 8M - 14M Descrizione Le cinghie SIT HI-PERFORMANCE Pd PLUS rappresentano un alternativa affidabile, economica
Appendice 2: Laminazione
 Corso di Tecnologie di Formatura Docente: Prof. Giancarlo Maccarini Appendice 2: Laminazione A cura dell Ing. Cristina Merla 1 Sommario Appendice 2: Laminazione... 1 a) Distribuzione della pressione nel
Corso di Tecnologie di Formatura Docente: Prof. Giancarlo Maccarini Appendice 2: Laminazione A cura dell Ing. Cristina Merla 1 Sommario Appendice 2: Laminazione... 1 a) Distribuzione della pressione nel
PRINCIPALI LAVORAZIONI MECCANICHE
 di Tecnologia Meccanica PRINCIPALI LAVORAZIONI MECCANICHE A cura dei proff. Morotti Giovanni e Santoriello Sergio GENERALITA Si intende per lavorazione meccanica una operazione eseguita manualmente o facendo
di Tecnologia Meccanica PRINCIPALI LAVORAZIONI MECCANICHE A cura dei proff. Morotti Giovanni e Santoriello Sergio GENERALITA Si intende per lavorazione meccanica una operazione eseguita manualmente o facendo
PROCESSI DI FORMATURA PLASTICA MASSIVA: ESTRUSIONE
 PROCESSI DI FORMATURA PLASTICA MASSIVA: ESTRUSIONE 1 ESTRUSIONE Processo con cui una billetta o una barra subisce una riduzione nella sezione trasversale attraverso l azione di pressione esercitata da
PROCESSI DI FORMATURA PLASTICA MASSIVA: ESTRUSIONE 1 ESTRUSIONE Processo con cui una billetta o una barra subisce una riduzione nella sezione trasversale attraverso l azione di pressione esercitata da
Collegamenti filettati
 Collegamenti filettati Carmine Napoli Si possono dividere i collegamenti filettati in due tipologie: 1. di serraggio (collegamento forzato tra due elementi) 2. viti di manovra ( tornio movimento torretta)
Collegamenti filettati Carmine Napoli Si possono dividere i collegamenti filettati in due tipologie: 1. di serraggio (collegamento forzato tra due elementi) 2. viti di manovra ( tornio movimento torretta)
Applicazioni Industriali
 Applicazioni Industriali Stampaggio a freddo - Imbutitura Marco Raimondi e-mail: mraimondi@liuc.it Imbutitura È il processo mediante il quale una lamiera piana viene sagomata secondo rilievi tridimensionali
Applicazioni Industriali Stampaggio a freddo - Imbutitura Marco Raimondi e-mail: mraimondi@liuc.it Imbutitura È il processo mediante il quale una lamiera piana viene sagomata secondo rilievi tridimensionali
collegamenti a cura di: ing. Ernesto Grande
 Università degli Studi di Cassino Progetto di Strutture Costruzioni in Acciaio a cura di: ing. Ernesto Grande e.grande@unicas.it http://www.docente.unicas.it/ernesto_grande t it/ t d Sistemi di Collegamento
Università degli Studi di Cassino Progetto di Strutture Costruzioni in Acciaio a cura di: ing. Ernesto Grande e.grande@unicas.it http://www.docente.unicas.it/ernesto_grande t it/ t d Sistemi di Collegamento
Capitolo 2. Fondamenti del comportamento meccanico dei materiali Pearson Paravia Bruno Mondadori S.p.A.
 Capitolo 2 Fondamenti del comportamento meccanico dei materiali 1 Figura 2.1 Tipologie di deformazioni: (a) trazione, (b) compressione, (c) taglio. Tutti i processi di deformazione nell industria manifatturiera
Capitolo 2 Fondamenti del comportamento meccanico dei materiali 1 Figura 2.1 Tipologie di deformazioni: (a) trazione, (b) compressione, (c) taglio. Tutti i processi di deformazione nell industria manifatturiera
18/06/2009. F =σ S F 1 F 2. Unità di misura della tensione: [N/mm 2 ] 1 [N/mm 2 ] = 1 [MPa]
![18/06/2009. F =σ S F 1 F 2. Unità di misura della tensione: [N/mm 2 ] 1 [N/mm 2 ] = 1 [MPa]](/thumbs/57/39873027.jpg "18/06/2009. F =σ S F 1 F 2. Unità di misura della tensione: [N/mm 2 ] 1 [N/mm 2 ] = 1 [MPa]") ES. Sforzo Azioni interne (definizione di tensione o sforzo) Una barra di acciaio AISI 34 a sezione tonda, di diametro pari a 1 mm, deve sorreggere una massa di t. Qual è lo sforzo a cui è soggetta la
ES. Sforzo Azioni interne (definizione di tensione o sforzo) Una barra di acciaio AISI 34 a sezione tonda, di diametro pari a 1 mm, deve sorreggere una massa di t. Qual è lo sforzo a cui è soggetta la
Studi di Fabbricazione
 DOMANDE RELATIVE Al MATERIALI 1) Quali sono le principali caratteristiche meccaniche di un materiale? 2) La lavorabilità è una generica caratteristica del materiale o è strettamente legata al tipo di operazione
DOMANDE RELATIVE Al MATERIALI 1) Quali sono le principali caratteristiche meccaniche di un materiale? 2) La lavorabilità è una generica caratteristica del materiale o è strettamente legata al tipo di operazione
Coppia massima Mmax La trasmissione deve avere resistenza adeguata per trasmettere la coppia prevista in ogni condizione di utilizzo. La dimensione de
 La dimensione della trasmissione deve essere selezionata in conformità ai requisiti funzionali dell applicazione. La resistenza deve essere adeguata per trasmettere la coppia prevista in ogni condizione
La dimensione della trasmissione deve essere selezionata in conformità ai requisiti funzionali dell applicazione. La resistenza deve essere adeguata per trasmettere la coppia prevista in ogni condizione
MOTOTAMBURI SERIERAM
 MOTOTAMBURI M O T O R U L L I SERIERAM MOTOTAMBURI RAM72-S2 MAX kw 0.05 pag. 04 RAM84-T1 MAX kw 0.12 pag. 08 RAM113-S2 MAX kw 0.18 pag. 10 RAM113-T1 MAX kw 0.37 pag. 12 RAM135-T1 MAX kw 0.55 pag. 14 MOTORULLI
MOTOTAMBURI M O T O R U L L I SERIERAM MOTOTAMBURI RAM72-S2 MAX kw 0.05 pag. 04 RAM84-T1 MAX kw 0.12 pag. 08 RAM113-S2 MAX kw 0.18 pag. 10 RAM113-T1 MAX kw 0.37 pag. 12 RAM135-T1 MAX kw 0.55 pag. 14 MOTORULLI
17/03/2014. Le prove meccaniche distruttive. Tipologie di deformazione. Sistemi di Produzione D. Antonelli, G. Murari C.L.U.T.
 Le prove meccaniche distruttive Le prove meccaniche distruttive Sistemi di Produzione D. Antonelli, G. Murari C.L.U.T. Editrice, 2008 capitolo 3 Tecnologia meccanica S. Kalpakjian, S. R. Schmid Pearson
Le prove meccaniche distruttive Le prove meccaniche distruttive Sistemi di Produzione D. Antonelli, G. Murari C.L.U.T. Editrice, 2008 capitolo 3 Tecnologia meccanica S. Kalpakjian, S. R. Schmid Pearson
METODI DI RAPPRESENTAZIONE DI UN SISTEMA
 METODI DI RAPPRESENTAZIONE DI UN SISTEMA PROPRIETA ELEMENTARI Proprietà elementari dei componenti idraulici Proprietà elementari dei componenti termici Proprietà elementari dei componenti meccanici Proprietà
METODI DI RAPPRESENTAZIONE DI UN SISTEMA PROPRIETA ELEMENTARI Proprietà elementari dei componenti idraulici Proprietà elementari dei componenti termici Proprietà elementari dei componenti meccanici Proprietà
Ministero dell Istruzione dell Università e della Ricerca M552 ESAME DI STATO DI ISTITUTO TECNICO INDUSTRIALE
 Pag. 1/1 Sessione ordinaria 2010 Seconda prova scritta Ministero dell Istruzione dell Università e della Ricerca M552 ESAME DI STATO DI ISTITUTO TECNICO INDUSTRIALE CORSO DI ORDINAMENTO Indirizzo: MECCANICA
Pag. 1/1 Sessione ordinaria 2010 Seconda prova scritta Ministero dell Istruzione dell Università e della Ricerca M552 ESAME DI STATO DI ISTITUTO TECNICO INDUSTRIALE CORSO DI ORDINAMENTO Indirizzo: MECCANICA
FATICA OLIGOCICLICA TEORIA E APPLICAZIONI Elementi ostruttivi delle Macchine 1
 FATICA OLIGOCICLICA TEORIA E APPLICAZIONI 2016-2017 Elementi ostruttivi delle Macchine 1 RICHIAMI La fatica è il complesso dei fenomeni per cui un elemento strutturale, soggetto a sollecitazioni cicliche,
FATICA OLIGOCICLICA TEORIA E APPLICAZIONI 2016-2017 Elementi ostruttivi delle Macchine 1 RICHIAMI La fatica è il complesso dei fenomeni per cui un elemento strutturale, soggetto a sollecitazioni cicliche,
Caratteristiche di materiali
 Caratteristiche di materiali Caratteristiche macroscopiche Lavorazione Microstruttura Formula chimica Legami chimici Struttura atomica Meccaniche Materiale Fisiche Elettriche Megnetiche Termiche Meccaniche
Caratteristiche di materiali Caratteristiche macroscopiche Lavorazione Microstruttura Formula chimica Legami chimici Struttura atomica Meccaniche Materiale Fisiche Elettriche Megnetiche Termiche Meccaniche
ESERCIZI NUMERICI. Esercizio 1
 Politecnico di Milano Facoltà di Ingegneria Industriale Corso di Laurea in Ingegneria Meccanica Progettazione di Sistemi Meccanici (Prof.ssa C. Colombo, Prof. C. Gorla) Appello esame 07.09.2015 ATTENZIONE:
Politecnico di Milano Facoltà di Ingegneria Industriale Corso di Laurea in Ingegneria Meccanica Progettazione di Sistemi Meccanici (Prof.ssa C. Colombo, Prof. C. Gorla) Appello esame 07.09.2015 ATTENZIONE:
Trasmissioni a cinghia dentata SIT MUSTANG TORQUE HTD
 Trasmissioni a cinghia dentata SIT MUSTANG TORQUE HTD MUSTANG TORQUE HTD Sezioni 8M - 14M Descrizione Le cinghie dentate SIT MUSTANG TORQUE HTD sono realizzate con materiali di alta qualità e sono prodotte
Trasmissioni a cinghia dentata SIT MUSTANG TORQUE HTD MUSTANG TORQUE HTD Sezioni 8M - 14M Descrizione Le cinghie dentate SIT MUSTANG TORQUE HTD sono realizzate con materiali di alta qualità e sono prodotte
Per macchina utensile (esempio 1, esempio 2) si intende una macchina operatrice con la quale è possibile eseguire su un pezzo (barra, sbozzato,
 si intende una macchina operatrice con la quale è possibile eseguire su un pezzo (barra, sbozzato,") Macchine utensili Definizione Per macchina utensile (esempio 1, esempio 2) si intende una macchina operatrice con la quale è possibile eseguire su un pezzo (barra, sbozzato, getto, ), metallico o no, alcune
Macchine utensili Definizione Per macchina utensile (esempio 1, esempio 2) si intende una macchina operatrice con la quale è possibile eseguire su un pezzo (barra, sbozzato, getto, ), metallico o no, alcune
MATERIALI STRUTTURALI PER L EDILIZIA: ACCIAIO, LATERIZIO E VETRO STRUTTURALE
 MATERIALI PER L EDILIZIA Prof. L. Coppola MATERIALI STRUTTURALI PER L EDILIZIA: ACCIAIO, LATERIZIO E VETRO STRUTTURALE Coffetti Denny PhD Candidate Dipartimento di Ingegneria e Scienze Applicate Università
MATERIALI PER L EDILIZIA Prof. L. Coppola MATERIALI STRUTTURALI PER L EDILIZIA: ACCIAIO, LATERIZIO E VETRO STRUTTURALE Coffetti Denny PhD Candidate Dipartimento di Ingegneria e Scienze Applicate Università
Ruote di frizione cilindriche
 Ruote di frizione Gli organi più semplici per realizzare la trasmissione del moto fra alberi paralleli o concorrenti sono le ruote di frizione: nel primo caso si impiegano ruote cilindriche; nel secondo
Ruote di frizione Gli organi più semplici per realizzare la trasmissione del moto fra alberi paralleli o concorrenti sono le ruote di frizione: nel primo caso si impiegano ruote cilindriche; nel secondo
LA PROVA DI TRAZIONE. Prof. Michele Burgarelli
 Prof. Michele Burgarelli LA TRAZIONE Rappresenta il più importante test convenzionale Tensione convenzionale LA TRAZIONE LE DEFORMAZIONI Ritorno elastico LA DEFORMAZIONE ELASTICA LA DEFORMAZIONE ELASTICA
Prof. Michele Burgarelli LA TRAZIONE Rappresenta il più importante test convenzionale Tensione convenzionale LA TRAZIONE LE DEFORMAZIONI Ritorno elastico LA DEFORMAZIONE ELASTICA LA DEFORMAZIONE ELASTICA
Modulo di Tecnologia dei Materiali. Docente: Dr. Giorgio Pia
 Modulo di Tecnologia dei Materiali Docente: Dr. Giorgio Pia Modulo di Tecnologia dei Materiali La Diffusione Diffusione atomica nei solidi Diffusione per meccanismo interstiziale Gli atomi si muovono da
Modulo di Tecnologia dei Materiali Docente: Dr. Giorgio Pia Modulo di Tecnologia dei Materiali La Diffusione Diffusione atomica nei solidi Diffusione per meccanismo interstiziale Gli atomi si muovono da
Per questo sono stati proposti numerosi metodi di rinforzo.
 Dal punto di vista meccanico il vetro presenta numerosi limiti. Il tutto può essere racchiuso nella limitata tenacità a frattura (causa della fragilità, della danneggiabilità, della bassa resistenza, della
Dal punto di vista meccanico il vetro presenta numerosi limiti. Il tutto può essere racchiuso nella limitata tenacità a frattura (causa della fragilità, della danneggiabilità, della bassa resistenza, della
Corso di Studi di Fabbricazione
 Corso di Studi di Fabbricazione 3d Richiami dei processi tecnologici di trasformazione SHEET INCREMENTAL FORMING 1 Stato dell arte Introdotto agli inizi degli anni novanta con l obiettivo di sviluppare
Corso di Studi di Fabbricazione 3d Richiami dei processi tecnologici di trasformazione SHEET INCREMENTAL FORMING 1 Stato dell arte Introdotto agli inizi degli anni novanta con l obiettivo di sviluppare
STAMPAGGIO A FREDDO IMBUTITURA I.T.S.T J.F. KENNEDY - PN
 STAMPAGGIO A FREDDO IMBUTITURA I.T.S.T J.F. KENNEDY - PN IMBUTITURA È il processo mediante il quale una lamiera piana viene sagomata secondo rilievi tridimensionali anche complessi. È un processo utilizzato
STAMPAGGIO A FREDDO IMBUTITURA I.T.S.T J.F. KENNEDY - PN IMBUTITURA È il processo mediante il quale una lamiera piana viene sagomata secondo rilievi tridimensionali anche complessi. È un processo utilizzato
Corso di Componenti e Impianti Termotecnici RETI DI DISTRIBUZIONE PERDITE DI CARICO CONTINUE
 RETI DI DISTRIBUZIONE PERDITE DI CARICO CONTINUE 1 PERDITE DI CARICO CONTINUE Sono le perdite di carico (o di pressione) che un fluido, in moto attraverso un condotto, subisce a causa delle resistenze
RETI DI DISTRIBUZIONE PERDITE DI CARICO CONTINUE 1 PERDITE DI CARICO CONTINUE Sono le perdite di carico (o di pressione) che un fluido, in moto attraverso un condotto, subisce a causa delle resistenze
4. Il materiale. 4.1 Forme e tipi
 4. Il materiale 4.1 Forme e tipi Processo di laminazione lamiere, profilati sagomarlo Nel linguaggio commerciale laminati = lamiere distinte in: - lamierini (spessore t < 1 mm) - lamiere sottili (1 < t
4. Il materiale 4.1 Forme e tipi Processo di laminazione lamiere, profilati sagomarlo Nel linguaggio commerciale laminati = lamiere distinte in: - lamierini (spessore t < 1 mm) - lamiere sottili (1 < t
Dimensionamento della trasmissione flessibile a cinghie trapezoidali.
 SOLUZIONE TRACCIA II PROVA SCRITTA DI MECCANICA E MACCHINE ESAME DI STATO 005/06 Lo schema della trasmissione può essere schematizzato come indicato in figura, ove il motore elettrico è separato dalla
SOLUZIONE TRACCIA II PROVA SCRITTA DI MECCANICA E MACCHINE ESAME DI STATO 005/06 Lo schema della trasmissione può essere schematizzato come indicato in figura, ove il motore elettrico è separato dalla
Asportazione di truciolo. LIUC - Ingegneria Gestionale 1
 Asportazione di truciolo LIUC - Ingegneria Gestionale 1 L asportazione di truciolo Per asportazione di truciolo (taglio e rimozione del materiale) si lavorano a freddo grezzi di fonderia e semilavorati
Asportazione di truciolo LIUC - Ingegneria Gestionale 1 L asportazione di truciolo Per asportazione di truciolo (taglio e rimozione del materiale) si lavorano a freddo grezzi di fonderia e semilavorati
DUOPAC. Struttura POLYPAC SEALING SYSTEMS. Guarnizioni per pistone DPS-DPC
 Struttura Disponibili in due differenti versioni: DPS per montaggio su pistone monoblocco DPC per montaggio su pistone in due pezzi le guarnizioni DUOPAC sono particolarmente indicate per la tenuta su
Struttura Disponibili in due differenti versioni: DPS per montaggio su pistone monoblocco DPC per montaggio su pistone in due pezzi le guarnizioni DUOPAC sono particolarmente indicate per la tenuta su
Si vuole trafilare una barra di acciaio di diametro pari a 10 millimetri, fino a portarla ad un diametro di 8 millimetri. D F D I
 Eercizio C. Trafilatura di una barra d acciaio Si vuole trafilare una barra di acciaio di diametro pari a millimetri, fino a portarla ad un diametro di 8 millimetri. v I v D D I ILIERA Calcolare la forza
Eercizio C. Trafilatura di una barra d acciaio Si vuole trafilare una barra di acciaio di diametro pari a millimetri, fino a portarla ad un diametro di 8 millimetri. v I v D D I ILIERA Calcolare la forza
Scienza dei Materiali 1 Esercitazioni
 Scienza dei Materiali 1 Esercitazioni 8. Deformazione plastica, hardening & strenghtening ver. 1.3 Legge di Schmidt La legge di Schmidt ci permette di valutare l entità dello sforzo di taglio agente sul
Scienza dei Materiali 1 Esercitazioni 8. Deformazione plastica, hardening & strenghtening ver. 1.3 Legge di Schmidt La legge di Schmidt ci permette di valutare l entità dello sforzo di taglio agente sul
Flessione semplice. , il corrispondente raggio di curvatura R del tubo vale:
 Esercizio N.1 Il tubo rettangolare mostrato è estruso da una lega di alluminio per la quale σ sn = 280 MPa e σ U = 420 Mpa e E = 74 GPa. Trascurando l effetto dei raccordi, determinare (a) il momento flettente
Esercizio N.1 Il tubo rettangolare mostrato è estruso da una lega di alluminio per la quale σ sn = 280 MPa e σ U = 420 Mpa e E = 74 GPa. Trascurando l effetto dei raccordi, determinare (a) il momento flettente
STUDIO DI UN ROTORE OPERANTE IN CAMPO LINEARE ELASTICO
 STUDIO DI UN ROTORE OPERANTE IN CAMPO LINEARE ELASTICO Corso di Costruzione di Macchine 4 Titolare del corso: Prof. Ing. Vincenzo Vullo Studenti: Leonardo Di Stefano Claudio Donati Luca Lerario ANNO ACCADEMICO
STUDIO DI UN ROTORE OPERANTE IN CAMPO LINEARE ELASTICO Corso di Costruzione di Macchine 4 Titolare del corso: Prof. Ing. Vincenzo Vullo Studenti: Leonardo Di Stefano Claudio Donati Luca Lerario ANNO ACCADEMICO
Le unioni. 5 L acciaio 5.3 Strutture in acciaio. Unioni con chiodi. Unioni con perni. Unioni con bulloni
 1 Le unioni Unioni con chiodi È il sistema di collegamento più antico, ma è in disuso in quanto sostituito dalle unioni bullonate o saldate, per cui si può ritrovare solo su vecchie strutture in acciaio.
1 Le unioni Unioni con chiodi È il sistema di collegamento più antico, ma è in disuso in quanto sostituito dalle unioni bullonate o saldate, per cui si può ritrovare solo su vecchie strutture in acciaio.
È una condizione di isostaticità (che è anche l'unica condizione che si studia alle superiori). M F = F L 2
. M F = F L 2") Meccanica Dimensionamento dei perni (calcolare il diametro) Un perno può essere equiparato a questa trave, con gdl=3 e gdv=3 e quindi con gdl=gdv è un sistema staticamente determinato. cuscinetto intermedio
Meccanica Dimensionamento dei perni (calcolare il diametro) Un perno può essere equiparato a questa trave, con gdl=3 e gdv=3 e quindi con gdl=gdv è un sistema staticamente determinato. cuscinetto intermedio
Sforzo e Deformazione nei Metalli
 Sforzo e Deformazione nei Metalli I metalli vanno incontro a deformazione sotto l azione di una forza assiale a trazione Deformazione elastica: il metallo ritorna alla sua dimensione iniziale quando la
Sforzo e Deformazione nei Metalli I metalli vanno incontro a deformazione sotto l azione di una forza assiale a trazione Deformazione elastica: il metallo ritorna alla sua dimensione iniziale quando la
La deformazione plastica. La deformazione plastica. Lavorazioni per deformazione. Il processo di laminazione Estrusione e trafilatura La forgiatura
 La deformazione plastica La deformazione plastica Lavorazioni per deformazione Il processo di laminazione Estrusione e trafilatura La forgiatura 2 2006 Politecnico di Torino 1 Obiettivi della lezione Valutare
La deformazione plastica La deformazione plastica Lavorazioni per deformazione Il processo di laminazione Estrusione e trafilatura La forgiatura 2 2006 Politecnico di Torino 1 Obiettivi della lezione Valutare
ESERCITAZIONE -- ASTA PORTACOMPARATORE
 ESERCITAZIONE -- ASTA PORTACOMPARATORE 1 Progettare l asta di un comparatore (determinarne diametro e materiale) OBIETTIVO minimizzare il costo F VINCOLI FUNZIONALI freccia massima di inflessione, tolleranza
ESERCITAZIONE -- ASTA PORTACOMPARATORE 1 Progettare l asta di un comparatore (determinarne diametro e materiale) OBIETTIVO minimizzare il costo F VINCOLI FUNZIONALI freccia massima di inflessione, tolleranza
Tipi di eccitazione del motore a corrente continua
 Tipi di eccitazione del motore a corrente continua I modi con cui si collega l avvolgimento di eccitazione a quello d indotto determinano un diverso comportamento del motore a corrente continua. Essi sono
Tipi di eccitazione del motore a corrente continua I modi con cui si collega l avvolgimento di eccitazione a quello d indotto determinano un diverso comportamento del motore a corrente continua. Essi sono
Cinghie e pulegge per trasmissione
 Cinghie e pulegge per trasmissione Si eseguono lavorazioni a disegno di Venturi F. 25E 19D Cinghie per trasmissione Data la vastità della gaa delle cinghie di trasmissione e relative pulegge offerte dal
Cinghie e pulegge per trasmissione Si eseguono lavorazioni a disegno di Venturi F. 25E 19D Cinghie per trasmissione Data la vastità della gaa delle cinghie di trasmissione e relative pulegge offerte dal
Presentazione del MATMEC
 FOCUS GROUP Materiali per la progettazione meccanica Presentazione del MATMEC 12 Dicembre 2005 Caratterizzazione di Materiali e Componenti Ing. M. Labanti ENEA CR Faenza Focus Group InnovaBologna 12-12-2005
FOCUS GROUP Materiali per la progettazione meccanica Presentazione del MATMEC 12 Dicembre 2005 Caratterizzazione di Materiali e Componenti Ing. M. Labanti ENEA CR Faenza Focus Group InnovaBologna 12-12-2005
Sapienza - Università degli Studi di Roma
 sezione Industriale - I sessione 203 Sezione B Ingegneria Elettrotecnica/Energetica Macchine Elettriche Impianti Elettrici Si consideri un trasformatore trifase di cui sono noti i seguenti dati: potenza
sezione Industriale - I sessione 203 Sezione B Ingegneria Elettrotecnica/Energetica Macchine Elettriche Impianti Elettrici Si consideri un trasformatore trifase di cui sono noti i seguenti dati: potenza
LEZIONI N 20 E 21 SISTEMI DI COLLEGAMENTO
 LEZIONI N 20 E 21 SISTEMI DI COLLEGAMENTO Nelle costruzioni metalliche si pone, in generale, il problema di collegare fra di loro i profilati e le lamiere per realizzare sistemi portanti più complessi:
LEZIONI N 20 E 21 SISTEMI DI COLLEGAMENTO Nelle costruzioni metalliche si pone, in generale, il problema di collegare fra di loro i profilati e le lamiere per realizzare sistemi portanti più complessi:
CORSO DI PROGETTAZIONE DI SISTEMI MECCANICI
 CORSO DI PROGETTAZIONE DI SISTEMI MECCANICI Esercitazione 3 del 07/11/00 ore 15.15 17.15 Argomenti trattati: Dimensionamento dei principali meccanismi utilizzati: Diametro ruota Introduzione sulle principali
CORSO DI PROGETTAZIONE DI SISTEMI MECCANICI Esercitazione 3 del 07/11/00 ore 15.15 17.15 Argomenti trattati: Dimensionamento dei principali meccanismi utilizzati: Diametro ruota Introduzione sulle principali
DICHTOMATIK. Istruzioni per la progettazione delle sedi. Tenuta statica
 DICHTOMATIK Istruzioni per la progettazione delle sedi Se possibile, le sedi per installazione (cave) degli O-Ring dovrebbero essere con angoli retti. Le dimensioni di pro fon dità e larghezza richieste
DICHTOMATIK Istruzioni per la progettazione delle sedi Se possibile, le sedi per installazione (cave) degli O-Ring dovrebbero essere con angoli retti. Le dimensioni di pro fon dità e larghezza richieste
CAPITOLO 6 Processi attivati termicamente e diffusione nei solidi ESERCIZI CON SOLUZIONE SVOLTA. Problemi di conoscenza e comprensione
 CPITOLO 6 Processi attivati termicamente e diffusione nei solidi ESERCIZI CON SOLUZIONE SVOLT Problemi di conoscenza e comprensione 6.1 Nella maggior parte dei casi, le lastre di metallo laminato sono
CPITOLO 6 Processi attivati termicamente e diffusione nei solidi ESERCIZI CON SOLUZIONE SVOLT Problemi di conoscenza e comprensione 6.1 Nella maggior parte dei casi, le lastre di metallo laminato sono
Si valuti lo stato di tensione e la deformazione plastica permanente agli istanti A, B, C e D, assumendo valido il modello elasto-plastico perfetto.
 Esercizio n.: 1 4-18 Una barra in (σ S = 180 MPa, E = 70 GPa, α = 24 10-6 C -1 ), bloccata alle estremità, subisce il seguente ciclo termico: T 325 175 25 A Si valuti lo stato di tensione e la deformazione
Esercizio n.: 1 4-18 Una barra in (σ S = 180 MPa, E = 70 GPa, α = 24 10-6 C -1 ), bloccata alle estremità, subisce il seguente ciclo termico: T 325 175 25 A Si valuti lo stato di tensione e la deformazione
Le pompe sono macchine operanti su fluidi incomprimibili; esse assorbono lavoro da un motore per trasferire energia ad un fluido.
 Introduzione Le pompe sono macchine operanti su fluidi incomprimibili; esse assorbono lavoro da un motore per trasferire energia ad un fluido. Si distinguono 2 tipologie di pompe: 1. pompe a flusso permanente:
Introduzione Le pompe sono macchine operanti su fluidi incomprimibili; esse assorbono lavoro da un motore per trasferire energia ad un fluido. Si distinguono 2 tipologie di pompe: 1. pompe a flusso permanente:
Spessore pelabile Georg Martin GmbH
 Spessore pelabile Georg Martin GmbH M-Tech L-Laminum M-Tech L (Laminum) spessori laminati metallici per la compensazione precisa delle tolleranze. In qualità di partner per i prodotti di precisione, offriamo
Spessore pelabile Georg Martin GmbH M-Tech L-Laminum M-Tech L (Laminum) spessori laminati metallici per la compensazione precisa delle tolleranze. In qualità di partner per i prodotti di precisione, offriamo
COSTRUZIONE DI APPARECCHIATURE CHIMICHE ESAME DEL 19/02/2014
 COSTRUZIONE DI APPARECCHIATURE CHIMICHE ESAME DEL 19/0/014 Esercizio 1 E' dato l'intensificatore di pressione mostrato nella Fig. 1.1, Nel quale viene immesso a portata costante olio a pressione p o, ottenendo
COSTRUZIONE DI APPARECCHIATURE CHIMICHE ESAME DEL 19/0/014 Esercizio 1 E' dato l'intensificatore di pressione mostrato nella Fig. 1.1, Nel quale viene immesso a portata costante olio a pressione p o, ottenendo
σ R = 360 MPa σ Y = 240 MPa σ La = 190 MPa ESERCIZIO 1
 ESERCIZIO 1 La struttura piana rappresentata in figura è formata da tre tronchi di trave (AB, BC e BD) rigidamente connessi tra loro e vincolati al suolo in modo da costituire un sistema isostatico. In
ESERCIZIO 1 La struttura piana rappresentata in figura è formata da tre tronchi di trave (AB, BC e BD) rigidamente connessi tra loro e vincolati al suolo in modo da costituire un sistema isostatico. In
 Tecnologia Meccanica 2 Tecnologie e Sistemi di Lavorazione Lavorazione di tornitura Lavorazione che ha lo scopo di ottenere superfici di rivoluzione variamente conformate. Moti caratteristici Moto di taglio
Tecnologia Meccanica 2 Tecnologie e Sistemi di Lavorazione Lavorazione di tornitura Lavorazione che ha lo scopo di ottenere superfici di rivoluzione variamente conformate. Moti caratteristici Moto di taglio
Fresatura. LIUC - Ingegneria Gestionale 1
 Fresatura LIUC - Ingegneria Gestionale 1 Fresatura È un operazione che consente di realizzare in generale: Superfici piane Scanalature e cave di forma semplice e complessa Denti di ruote dentate Per fresare
Fresatura LIUC - Ingegneria Gestionale 1 Fresatura È un operazione che consente di realizzare in generale: Superfici piane Scanalature e cave di forma semplice e complessa Denti di ruote dentate Per fresare